开孔补强
开孔补强

目录1前言及概念31.1开孔补强的适应范围和方法 (3)1.2满足开孔条件时,可采用的三种补强方法 (3)1.3开孔补强的目的 (4)1.4补强结构(补强元件类型) (4)1.4.1加强管补强 (4)1.4.2整体锻件补强 (4)1.4.3加强圈的补强 (4)1.5壳体开孔的有关规定 (5)1.5.1允许不补强时开的最大孔直径 (5) (5)1.5.2壳体上允许开的最大孔直径dmax1.6等面积补强计算方法 (6)1.6.1各国压力容器规范主要采用的准则(补强准则的种类) (6)1.6.2等面积补强的原则 (6)1.6.3等面积补强计算方法 (6)2工艺设计 82.1设计要求 (8)2.2连续釜式反应器工艺设计 (8)2.2.1单段连续釜式反应器 (8)2.2.2反应器直径和高度的计算 (9)3 机械设计93.1手孔的开孔补强计算 (9)3.1.1计算是否需要补强 (10)3.1.2计算开孔失去的面积A. (10)3.1.3计算有效补强面积A (11)3.2进料口的开孔补强计算 (11)3.2.1计算是否需要补强 (11)4补强结构图125总结136参考文献 131前言及概念在日常的压力容器设计工作中,经常会遇到压力容器开孔补强问题。
压力容器开孔以后,不仅整体强度受到削弱,而且还因开孔引起的应力集中造成开孔边缘局部的高应力,加上接管上有时还有其他的外载荷所产生的应力及热应力,而容器材料、以及开孔结构在制造和焊接过程中又不可避免地会形成缺陷和残余应力,开孔和接管附近就成为压力容器的薄弱部位,于是开孔附近就往往成为压力容器的破坏源一一主要是疲劳破坏和脆性裂口。
因此,按照GBl50-1998Ⅸ钢制压力容器》的规定,在压力容器设计过程中必须充分考虑开孔的补强问题。
1.1开孔补强的适应范围和方法(1)当其内径Di≤1500mm时,开孔最大直径d≤1/2Di,且d≤520mm;当其内径D≥1500mm时,开孔最大直径d≤l/3Di,且d≤1000mm;(2)凸形封头或球壳的开孔最大直径d≤1/2Di;(3)锥壳(或锥形封头)的开孔最大直径d≤1/3Di,Di为开孔中心处的锥壳内直径;(4)在椭圆形或碟形封头过渡部分开孔时,其孔的中心线宜垂直于封头表面。
容器的开孔补强
容器的开孔补强
一、开孔应力集中现象及其原因
由于各种工艺、结构、操作、维护检修等方面的要求,需要在压力容器上和封头上开孔或安装接 管。例如人孔、手孔、介质的出入口等。容器开孔之后,由于器壁金属的连续性受到破坏,在 孔边附近的局部地区,应力会急剧增加。这种局部的应力增长现象,称为“应力集中”。在应
力集中区城的最大应力值,称之为“应力峰值”。
容器的开孔补强
二、开孔补强设计Hale Waihona Puke 原则与补强结构1.补强设计原则
(1)等面积补强法的设计原则 (2)塑性失效补强原则
2.补强形式
目前采用的补强形式主要有:①内加强平齐接管;②外加强平齐接管;③对称加 强凸出接管;④密集补强
3.补强结构
(1)补强圈补强结构 (2)加强元件补强结构
(3)整体补强结构
4.等面积补强法的设计
(1)开孔有效补强范围的计算 (2)补强面积的计算
容器的开孔补强
环保设 备
压力容器设计开孔补强精品文档4页
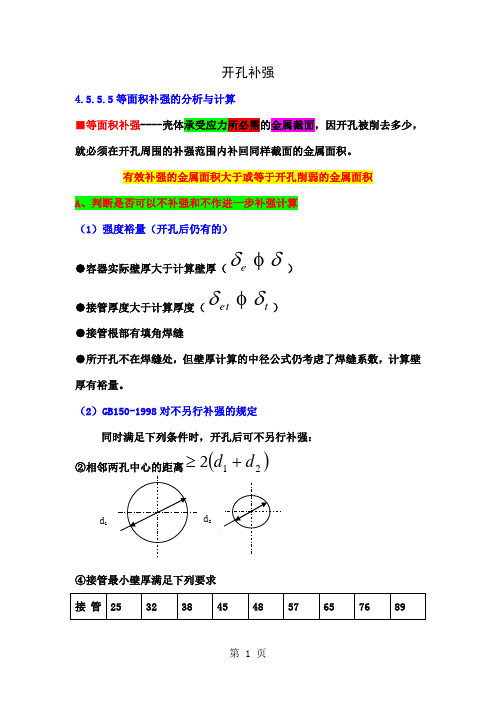
开孔补强4.5.5.5等面积补强的分析与计算■等面积补强----壳体承受应力所必需的金属截面,因开孔被削去多少,就必须在开孔周围的补强范围内补回同样截面的金属面积。
有效补强的金属面积大于或等于开孔削弱的金属面积A 、判断是否可以不补强和不作进一步补强计算(1)强度裕量(开孔后仍有的)●容器实际壁厚大于计算壁厚(δδφe )●接管厚度大于计算厚度(t et δδφ)●接管根部有填角焊缝 ●所开孔不在焊缝处,但壁厚计算的中径公式仍考虑了焊缝系数,计算壁厚有裕量。
(2)GB150-1998对不另行补强的规定同时满足下列条件时,开孔后可不另行补强:②相邻两孔中心的距离()2d d +≥B、等面积补强计算(1)所需最小补强面积接管有效面积:接管转化为壳体的当量面积:ΔA-----弥补[][]tttσσ≤而需增加的面积;或接管有效承载面积的折减量。
■圆柱壳■外压柱壳或球壳■平盖注:上述平盖和外压容器的公式来由参见丁伯民《压力容器设计----原理及应用》对平盖和外压容器,决定壳体厚度或承载能力的是弯曲应力,开孔削弱的是抗弯截面模量(而不是壁厚截面积)。
为保证开空前后的抗弯截面模量相等(w=w 0),要求k=A/A 0=1/(2+S/S 0),为保守起见,取k=0.5。
s —补强圈厚度,s 0----平盖厚度;A----补强面积,A 0----开孔削弱面积。
(2)补强范围■有效宽度B■接管外侧高度h 1■接管内侧高度h 2{}接管实际内伸高度,min 2nt d h δ=1(3)补强范围内富裕的可作补强的金属面积A e■A 1----壳体有效厚度减去计算厚度之后的多余面积■接管有效厚度减去计算厚度之后的多余面积()()r et r t et f C h f h A 221222-+-=δδδ■A 3----有效补强区内焊缝金属的截面积(4)有效补强区内另外再增加的补强元件的金属截面积A 4若A A e >,则开孔后无需补强。
压力容器的开孔与补强
第13章 压力容器的开孔与补强本章重点内容及对学生的要求:(1) 回转壳体上开小孔造成的应力集中;(2) 开孔补强的原则、补强结构和补强计算;(3) 不另行补强的要求;(4) GB150-98对容器开孔及补强的有关规定。
第一节 容器开孔附近的应力集中1、 相关概念(1)容器开孔应力集中(Opening and stress concentration )在压力容器或设备上开孔是化工过程操作所决定的,由于工艺或者结构的需要,容器上经常需要开孔并安装接管,例如:人孔、手孔、进料与出料口等等。
容器开孔接管后在应力分布与强度方面会带来下列影响:◆ 开孔破坏了原有的应力分布并引起应力集中。
◆ 接管处容器壳体与接管形成结构不连续应力。
◆ 壳体与接管连接的拐角处因不等截面过渡而引起应力集中。
上述三种因素均使开孔或开孔接管部位的引力比壳体中的膜应力大,统称为开孔或接管部位的应力集中。
(2)应力集中系数(stress concentration factor )常用应力集中系数Kt 来描述开孔接管处的力学特性。
若未开孔时的名义应力为σ,开孔后按弹性方法计算出的最大应力为σmax ,则弹性应力集中系数为: σσmax =t K (1) 压力容器设计中对于开孔问题研究的两大方向是:✧ 研究开孔应力集中程度,估算K t 值;✧ 在强度上如何使因开孔受到的削弱得到合理的补强。
2、平板开小孔的应力集中Fig. 1 Variation in stress in a plate containing a circular hole and subjected to uniform tension设有一个尺寸很大的巨型薄平板,开有一个圆孔,其小圆孔的应力集中问题可以利用弹性力学的方法进行求解。
承受单向拉伸应力开小圆孔的应力集中如图1所示,只要板宽在孔径的5倍以上,孔附近的应力分量为:⎪⎪⎪⎪⎭⎪⎪⎪⎪⎬⎫⎪⎪⎭⎫ ⎝⎛-+-=⎪⎪⎭⎫ ⎝⎛+-⎪⎪⎭⎫ ⎝⎛+=⎪⎪⎭⎫ ⎝⎛+-+⎪⎪⎭⎫ ⎝⎛-=θστθσσσθσσσθθ2sin 32122cos 312122cos 34121242224222422222r a r a r a r a r a r a r a r r (2) 平板开孔的最大应力在孔边 2πθ±=处, 孔边沿a r =处:σσστπθθθ3,0max 2===±=r应力集中系数:0.3max ==σσt K 3、薄壁球壳开小圆孔的应力集中如图2所示,球壳受双向均匀拉伸应力作用时,孔边附近任意点的受力为:Fig. 2 Variation in stress in a sphere shell containing a circular hole孔边处r=a ,σσ2max = , 应力集中系数0.2max ==σσt K 4、薄壁圆柱开小圆孔的应力集中如图3所示,薄壁柱壳两向薄膜应力δσ21pD =,δσ42pD =,如果开有小圆孔,则孔边附近任意点的受力为:⎪⎪⎪⎪⎭⎪⎪⎪⎪⎬⎫⎪⎪⎭⎫ ⎝⎛-+-=⎪⎪⎭⎫ ⎝⎛+-⎪⎪⎭⎫ ⎝⎛+=⎪⎪⎭⎫ ⎝⎛+-+⎪⎪⎭⎫ ⎝⎛-=θστθσσσθσσσσθθ2sin 32142cos 3141432cos 34122312422214212242222122r a r a r a r a r a r a r a r r (3)Fig. 3 Variation in stress in a cylindrical shell containing a circular hole孔边处r 1r 3r=a,=0,=(-con2),=02θθσσθστ。
开孔与开孔补强解读
A 0.5dop p
开孔率(开孔直径与平盖直径之比)大于0.5的 平盖,受力与法兰相近,故其开孔补强按法兰或反 向法兰计算。
有效补强范围:
两个方向的补强范围 (1)沿壳体经线方向的补强范围: B 2dop 是依据受均匀拉伸作用的开小孔大平板,孔 边局部应力集中的衰减范围确定的。 (2)沿接管轴线方向的补强范围:h d op nt 是依据圆柱壳在端部均布载荷作用时,柱壳 中局部环向薄膜应力的衰减范围确定的。
2.2分析法适用的范围
2.3不另行补强的最大开孔直径
3.,属于拉伸强度补偿。为保障内压壳体开 孔局部截面的拉伸强度,从补偿角度讲:壳 体由于开孔丧失的拉伸承载截面积应在孔边 有效补强范围内等面积地进行补偿,俗称等 面积补强。
等面积补强法对开孔边缘的二次应力的 安定性问题是通过限制开孔形状、长短径之 比和开孔范围(开孔率)间接加以考虑的, 使孔边的局部应力得到一定的控制。 等面积补强法对开孔边缘的峰值应力问 题未加考虑,为此不适用于疲劳容器的开孔 补强。
2. GB150.3-2011中开孔补强的计算包括等面 积法和分析法。 2.1适用范围:
3.2单个开孔补强的等面积法适用范围:
3.3补强的结构形式 1)补强圈补强
接管壁厚选用,特别是小接管的壁厚选 用常出现不合理的现象。 对于要求接管与壳体的焊接接头采用全 焊透的结构时,接管壁厚应取≥1/2壳体壁厚 或取接管壁厚≥6mm两者的较小值。 对于坡口熔敷金属量大的焊接接头,当 壳体壁厚大于16mm时接管壁厚应大于8mm; 当壳体壁厚较大(壁厚≥ 20mm)时,接管与 壳体的连接焊缝宜采用双面坡口。 对于低温压力容器,与壳体相焊的接管 壁厚应不小于5mm,其中DN≤50的短接管宜 采用锻造的厚壁管或异径管。
第四章 开孔补强设计

第 开孔补强设计根据GB 150规定,当在设计压力P c ≤2.5MPa 的在壳体上开孔,两相邻开孔中心的间距大于两孔直径之和的两倍,且接管公称外径不大于89mm 时,接管厚度满足要求,不另行补强,故该储罐中只有DN=500mm 的 人孔需要补强。
1. 补强设计方法判别按HG/T 21518-2005,选用回转盖带颈对焊法兰人孔。
开孔直径22C d d i +==500+2×2=504 mm 。
∵ 2/i D d <=3000/2=1500 mm故可以采用等面积法进行开孔补强计算。
接管材料选用10号钢,其许用应力[σ]t=117MPa根据GB150-1998中式8-1,开孔所需补强面积()r et f d A -+=12δδδ 其中:壳体开孔处的计算厚度δ=17.758mm 接管的有效厚度21C C nt et --=δδ=20-0-2=18mm 强度削弱系数[][]r tn r f δδ/==117/170=0.689所以开孔所需补强面积为()r et f d A -+=12δδδ=504×17.758+2×17.758×18×0.311 =4238.452mm 2. 有效补强范围2.1有效宽度B 的确定按GB150中式8-7,得:d B 21==2×504=1008 mmnt n d B δδ++=22=504+2×18+2×20=580mm B=()max 2,1B B=1008 mm2.2有效高度的确定 (1)外侧有效高度h的确定根据GB150中式8-8,得:11h =ntd δ=18504⨯=95.25mm12h =接管实际外伸高度H=H 1=280mm 1h =(()min 12,11h h =95.25mm(2)内侧有效高度2h的确定根据GB150-1998中式8-9,得:21h =ntd δ=18504⨯=95.25mm22h =0()min 22,212h h h ==03. 有效补强面积根据GB150中式8-10 到 式8-13,分别计算如下:321A A A A e ++= 3.1 筒体多余面积AA=(B-d)(δe-δ)-2δet(δe-δ)(1-fr)=(1008-504)(20-17.758)-2×20(20-17.758)(1-0.689)=1102.0782mm 3.2接管的多余面积 接管厚度:ct ic t P D P 5.0φ]σ[2δ==9184.15.09.011725009184.1⨯-⨯⨯⨯=4.94mm()21222h f h A r t e +-=δδ()2C e -δ=2×92.25×(20-17.758)×0.689+0=285.004 2mm4.接管区焊缝截面积(焊角取6.0mm )262/123⨯⨯=A =36 2mm5.补强面积321A A A A e ++==1102.078+285.004+36=1451.0822mm因为,A e <A 所以开孔需另行补强。
开孔补强计算
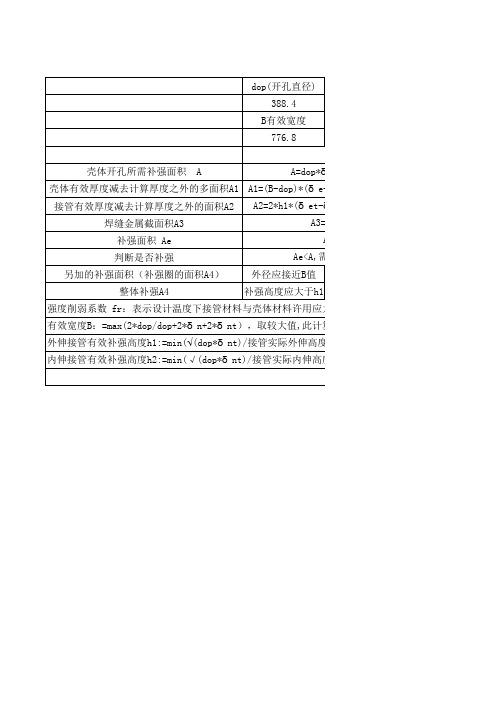
焊缝金属截面积A3
A3=0.25*δ n*δ nt
补强面积 Ae
Ae=A1+A2+A3
判断是否补强
Ae<A,需补强,反之不需要
另加的补强面积(补强圈的面积A4)
外径应接近B值
整体补强A4
补强高度应大于h1
强度削弱系数 fr:表示设计温度下接管材料与壳体材料许用应力的比值,fr>1时取fr=1,eg;均为S304
红色为输入部分
开孔补强计算
δ (开孔处壳体计算厚度) δ e(壳体有效厚度)
fr(强度削弱系数)
3.5625
13.7
1
δ t(接管计算厚度) δ et(接管有效厚度)
h1(有效高度)
0.84
9
62.3217458
内压
外压
A=dop*δ +2*δ *δ et(1-fr) dop)*(δ e-δ )-2*δ et(δ e-δ )*(1-fr)
1383.675 3937.405
A=0.5*(dop*δ +2*δ *δ et(1-fr)) /
h1*(δ et-δ t)*fr+2*h2*(δ et-C2)fr
1017.090892
/
A3=0.25*δ n*δ nt
35
/
Ae=A1+A2+A3
4989.495892
/
Ae<A,需补强,反之不需要
有效宽度B:=max(2*dop/dop+2*δ n+2*δ nt),取较大值,此计算取B=2*dop 外伸接管有效补强高度h1:=min(√(dop*δ nt)/接管实际外伸高度),取较小值,,此计算选取 h1=√dop*δ
开孔与开孔补强.
3.4多个开孔的等面积法
当任意两个相邻开孔的中心距小于两孔 直径之和,而使其补强范围彼此重叠时,在 通过两孔中心点连线的壳体法截面内采用联 合补强。
4.圆筒径向接管开孔补强设计的分析法 适用范围
谢谢大家
3.2单个开孔补强的等面积法适用范围:
3.3补强的结构形式 1)补强圈补强
接管壁厚选用,特别是小接管的壁厚选 用常出现不合理的现象。 对于要求接管与壳体的焊接接头采用全 焊透的结构时,接管壁厚应取≥1/2壳体壁厚 或取接管壁厚≥6mm两者的较小值。 对于坡口熔敷金属量大的焊接接头,当 壳体壁厚大于16mm时接管壁厚应大于8mm; 当壳体壁厚较大(壁厚≥ 20mm)时,接管与 壳体的连接焊缝宜采用双面坡口。 对于低温压力容器,与壳体相焊的接管 壁厚应不小于5mm,其中DN≤50的短接管宜 采用锻造的厚壁管或异径管。
b.弯曲应力 容器开孔以后,一般总需设置接管或人 孔等,即有另一个壳体与之相贯,相贯的两 个壳体在压力载荷作用下,各自产生的径向 膨胀(直径增大)通常是一致的。为使两部 件在连接点上变形相协调,则必然产生一组 自平衡的边界内力。这些边界内力在壳体的 开口边缘及接管端部主要引起局部的弯曲应 力,属于二次应力。
A 0.5dop p
开孔率(开孔直径与平盖直径之比)大于0.5的 平盖,受力与法兰相近,故其开孔补强按法兰或反 向法兰计算。
有效补强范围:
两个方向的补强范围 (1)沿壳体经线方向的补强范围: B 2dop 是依据受均匀拉伸作用的开小孔大平板,孔 边局部应力集中的衰减范围确定的。 (2)沿接管轴线方向的补强范围:h d op nt 是依据圆柱壳在端部均布载荷作用时,柱壳 中局部环向薄膜应力的衰减范围确定的。
等面积补强法对开孔边缘的二次应力的 安定性问题是通过限制开孔形状、长短径之 比和开孔范围(开孔率)间接加以考虑的, 使孔边的局部应力得到一定的控制。 等面积补强法对开孔边缘的峰值应力问 题未加考虑,为此不适用于疲劳容器的开孔 补强。
开孔补强计算GB150-1998等面积补强法_单孔

孔补强计算 接管:N9(φ 28×9) 设计条件 设计压力 Pc 设计温度 t 壳体形式 壳 椭圆形封头长短轴之比
过渡区半径与球面半径之比
计算单位 简图 0 0.40 MPa 120 ℃ 封头 — 0.1 2000 mm 1.00 S31603 [σ ] [σ ]t 120.00 MPa 118.80 MPa 10.00 mm 1.0 mm 28.0 mm 32.0 mm S31603 [σ ] [有限公司 计算方法:GB150-1998 等面积补强法 单孔
壳体内直径Di 开孔处焊接接头系数 φ 壳体材料 壳体许用应力
体 开孔处名义厚度 S 钢板负偏差及腐蚀裕量 C 接管外径 d ’ 接管外径 d (最大尺寸) 接 接管材料 接管许用应力
120.00 MPa 118.80 MPa 1.0 9.00 mm 0.0 mm 1 14.0 mm 3.37 mm 40.00 mm 15.00 mm
接管焊接接头系数 φ 接管厚度 St
管 接管负偏差及腐蚀裕量 C1 接管强度削弱系数 f 开孔直径 di 壳体计算厚度 δ 接管实际外伸长度 接管实际内伸长度 开孔削弱所需的补强面积 A 壳体多余金属面积 A1 接管多余金属面积 A2 角焊缝金属面积 A3 A1+A2+A3 补强校核 结论: A<A1+A2+A3 补强圈面积 A4
补强圈强度削弱系数 fr
补强区有效宽度 B 接管计算厚度 δ
t
接管有效外伸长度 h1 接管有效内伸长度 h2
A=dδ +2δ δ t(1-f) A1=(B-d)(S-δ -C)-2St(S-δ )(1-f) A2=2h1(St-C1-δ t)f+2h2(St-C1)f A3=St2/2 A1+A2+A3 满足,可不加补强圈 0.00 mm2 补强满足要求 A-(A1+A2+A3)
压力容器基础知识 - 开孔和补强
二、对容器开孔的限制 ◆ 当圆筒内径Di≤1500mm时,开孔最大直径d ≤Di/2, 且d ≤520mm;当圆筒内径Di>1500mm时,开孔最大直径 d ≤Di/3,且d ≤1000mm。 ◆ 凸形封头或球壳上开孔时,开孔最大直径d ≤Di/2。 ◆ 锥壳上开孔时,开孔最大直径d≤Di/3,Di为开孔中心 处锥壳内径。 ◆ 在椭圆形或碟形封头的过渡区开孔时,孔的中心线宜 垂直封头表面。
标准补强圈结构
◆ 补强圈结构的适用范围 A型适用于无疲劳、无低温及大的温度梯度的一类压力 容器,且要求设备内有较好的施焊条件。 B型适用于中压、低压及内部有腐蚀的工况,不适用于 高温、低温、大的温度梯度及承受疲劳载荷的设备。S 取管子名义壁厚的0.7倍,一般δn t=δn/2 (δn t为 接管名义厚度;δn为壳体名义厚度)。 C型适用于低温、介质有毒或有腐蚀性的操作工况,采 用全焊透结构,要求当δn≤16 mm时,δn t≥δn/2; 当δn>16 mm时,δn t≥8mm。 D型适用于壳体内不具备施焊条件或进入设备施焊不便 的场合,采用全焊透结构,要求当δn≤16 mm时,δn t≥δn/2;当δn>16 mm时,δn t≥8mm。 E型适用于储存有毒介质或腐蚀介质的容器,采用全焊 透结构,要求当δn≤16 mm时,δn t≥δn/2;当δn >16 mm时,δn t≥8mm。 F型适用于中温、低温、中压容器及盛装腐蚀介质的容 器,要求当δn≤16 mm时,δn t≥δn/2,当δn>16 mm时,δn t≥8mm,且接管公称直径DN≤150 mm.
◆ 标准补强圈的选用
若需采用补强圈补强 ,可采用以下程序来选择标准补 强圈:
● 确定补强圈的尺寸; ● 由设备的工艺参数决定补强圈的结构; ● 补强圈材料取与被补强壳体材料相同。
开孔补强 课件
补强圈补强-在壳体开孔周围贴焊一圈钢板,即补强圈。补强圈的材料一般与器壁相同,补强圈的内、外径可参照标准确定,厚度则需按——等面积补强原则进行计算。
补强圈补强又称贴板补强,在接管处容器的内外壁上围绕着接管焊上一个圆环板,使容器局部壁厚增大,降低应力集中,起到补强的作用。
重要压力容器,如核容器、材料屈服点在500MPa以上的容器开孔及受低温、高温、疲劳载荷容器的大直径开孔容器等。 。
整体锻件
三、容器上开孔及补强的有关规定
1. 当采用局部补强时,GB150-1998规定,筒体和封头上开孔的最大直径不得超过表中的数值。
三、容器上开孔及补强的有关规定
2. 尽量不要在焊缝上开孔,如果在焊缝上开孔,则在以开孔中心为圆心,以1.5倍开孔直径为半径的圆中所包容的焊缝,必须进行100%的探伤。
① 钢材的标准抗拉强度下限值 σb≤540MPa,以防止出现焊接裂纹; ② 补强圈厚度小于或等于1.5δn; ③ 壳体名义厚度δn≤38mm。
GB150指出对采用补强圈结构补强时,应遵循下列规定:
七种情况不采用补强圈补强
高强钢 CrMo钢 设计压力≥4MPa 设计温度大于350℃ 壳体厚度≥38mm 补强圈厚度大于1.5δn 极度高度危害介质的压力容器 承受疲劳载荷的压力容器
*
在补强区范围内, 设 Ae =A1+A2+A3 如果Ae ≥A ,则无需补强;
如果Ae <A ,则需要补强。 补强面积为 A4=A- Ae
开孔补强设计步骤:
(1)确定壳体及接管的计算壁厚δ和δt ,C、C2以及d ; (2)确定有效宽度B和高度h1 、h2 ; (3)计算A1、 A2、A3和A ; (4)比较Ae (=A1+A2+A3)与A ,若Ae ≥A,则无需补强,否则,须补强。 (5)计算有效补强范围内另加补强面积A4≥A-Ae 。
开孔补强计算
接管计算厚度s
1.3231
mm
补强圈强度削弱系数f
0
t
接管材料强度削弱系数f
1
开孔补强计算直径d
633
mm
补强区有效宽度B
1006
mm
接管有效外伸长度h1
83.9
mm
接管有效内伸长度h2
0
mm
开孔削弱所需的补强面积A
7504.76
mm2
壳体多余金属面积A
794.74
mm2
接管多余金属面积A
994.55
mm2
补强区内的焊缝面积A
64
mm2
A1+A2+A3= 1853.34 mm2 ,)
、于A,需另加补强。A4=A-Ae=7504.74-1863.34=5651.42
补强圈面积A.
mm2
A-(A+A+A)
mm2
4123
结论:合格
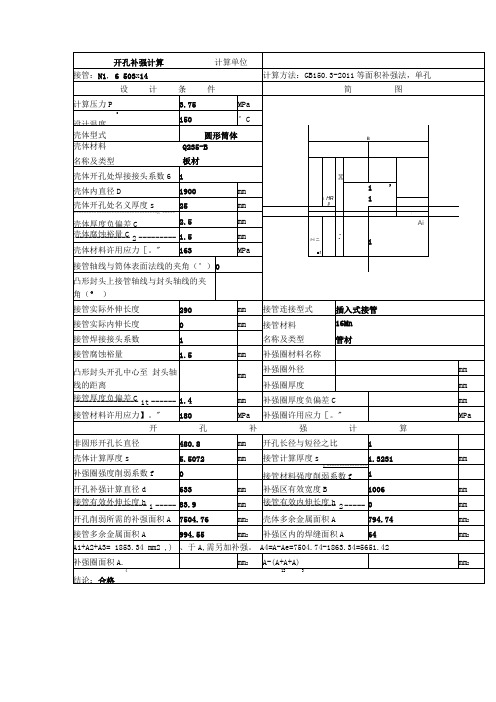
开孔补强计算计算单位
接管:N1,6 503x14
计算方法:GB150.3-2011等面积补强法,单孔
设计条件
简图
计算压力P
3.75
MPa
c
设计温度
150
°C
壳体型式
圆形筒体
B
壳体材料Q235-B
名称及类型板材
1HR
JБайду номын сангаас
X
壳体开孔处焊接接头系数6
1
壳体内直径D
1900
mm
1'
1.
壳体开孔处名义厚度s
25
1
接管腐蚀裕量
1.5
mm
补强圈材料名称
凸形封头开孔中心至 封头轴线的距离
压力管道壁厚及开孔补强计算
压力管道壁厚及开孔补强计算压力管道是用于输送液体、气体或其他物质的管道,在运行过程中会受到一定的内外压力载荷。
为了确保管道在压力载荷下的安全运行,需要对压力管道的壁厚及开孔补强进行合理的计算。
1.管道内压力壁厚计算:根据管道的内压力、材料的允许应力和安全因子来计算管道的壁厚。
一般采用ASME标准或API标准中的公式来进行计算。
2.管道外压力壁厚计算:对于管道受到的外压力载荷,例如土压力或深水压力等,需要计算管道的外壁厚度。
常用的方法有ASME标准中的公式和材料力学性能参数。
3.管道轻质液体和气体压力壁厚计算:对于轻质液体和气体在管道中的压力载荷,由于其密度较小,管道壁厚常较薄。
可以采用API520或API521等标准中的公式,结合流体特性和工况条件来进行计算。
在进行压力管道壁厚计算时,需要考虑以下几个因素:1.管道内外压力:管道的内外压力是计算管道壁厚的基本参数,需要准确测量或估算。
2.材料的强度:管道材料的强度特性是壁厚计算的重要参数,需要从材料规格中获取。
3.安全因子:安全因子是考虑管道在运行过程中不确定因素的影响,一般取1.1~1.54.温度和环境条件:管道在不同温度和环境条件下的工作性能可能会有所变化,需要考虑这些因素对壁厚计算的影响。
开孔补强是在管道上开孔时,为了保证管道的强度和稳定性,需要进行相关的补强计算。
开孔补强通常包括以下几个方面:1.开孔位置:开孔位置的选择要考虑管道壁厚和管道材料的强度,避免对管道的强度造成过大的影响。
2.补强类型:开孔补强可以通过焊接补强板、法兰补强等方式进行。
补强方式要根据具体情况选择,确保管道的强度和稳定性。
3.补强计算:开孔补强需要对补强部分进行计算,包括补强板的厚度、尺寸和连接方式等。
一般可以参考相关的标准和规范进行计算。
总之,压力管道壁厚及开孔补强计算是保证管道安全运行的重要环节,需要根据具体情况和相关标准进行合理计算。
通过科学合理的计算,可以确保管道在各种工况下的强度和稳定性,从而保证了工程的安全和可靠性。
压力容器的开孔与补强
压力容器的开孔与补强压力容器是一种用于贮存和运输高压气体、液体或者混合物的设备。
它们通常需要承受巨大的压力,在日常使用中,压力容器容易出现开孔和损伤的情况。
这种情况下,我们需要对压力容器进行修复和加固。
下面,我们将重点探讨压力容器的开孔与补强的相关知识。
1. 压力容器开孔的原因压力容器开孔的主要原因是意外撞击和磨损。
在使用过程中,如果受到了外力的冲击或者过度的磨损,压力容器的表面很容易出现开孔或者裂缝。
另外,压力容器还可能在制造和储存过程中出现缺陷,导致它们容易出现开孔和损伤。
2. 压力容器补强的方法常见的压力容器补强方法包括金属厚板贴补、涂覆材料和拉毛加固等。
(1) 金属厚板贴补:该方法是在压力容器的开孔处贴补一块同样厚度的金属板,然后使用焊接技术将其固定。
这种方法的优点是容易操作,效果比较显著,但是需要小心操作,否则可能会导致更严重的气体泄漏。
(2) 涂覆材料:这种方法是把一个薄的涂覆材料铺在压力容器的表面,在开孔处多涂几层。
涂覆材料通常是耐高温、抗腐蚀的特殊塑料或者橡胶材料。
该方法的优点是简单易行,不会对整个压力容器造成太大的影响。
(3) 拉毛加固:这种方法是在压力容器的开孔处用拉毛工具让金属拉伸,使其保持平整。
然后在开孔处焊接一块金属板,以加强其整体性能。
拉毛加固的优点是成本较低,对环境污染较小,适合于一些小型压力容器的修补。
3. 压力容器补强的预防措施在压力容器的设计与制造中,预防措施是非常重要的。
以下几点应该注意:(1) 在制造过程中确保压力容器表面光滑、整齐,不要有裂缝或者瑕疵。
(2) 在储存和运输时要轻拿轻放,防止碰撞和磨损。
(3) 在使用过程中,要对压力容器的外部结构进行定期检查,发现缺陷及时修复。
总之,压力容器是现代工业中必不可少的储存和运输设备。
在使用过程中,如果出现了开孔和损伤的情况,我们应该及时进行修复和加固,以确保其安全稳定运行。
同时,在设计、制造和储存过程中,也要注意预防措施,减少压力容器出现开孔和损伤的可能性。
压力容器零部件设计---3开孔补强

开孔接管部位的应力集中
★器壁强度削弱:开孔造成局部应力集中和强
度削弱;
★不连续应力:壳体与接管形成结构曲率不
连续,产生较大的附加弯曲应力;
★局部应力:壳体与接管拐角处不等截面
过渡,引起很高的局部附加应力。
★焊接缺陷和残余应力
峰值应力
容器大开孔与小开孔
容器孔边应力集中的理论分析是以无限大平板上开 小圆孔为基础的,壳体曲率变化不计,因此,孔边 应力均为拉(压)应力。
边集中应力、薄膜应力外,还有
边缘应力和焊接应力,比小孔K
值高达3~6倍。应力集中具有
局部性。
• 开孔接管补强的目的:
•
使孔边的应力峰值降低
•
到允许值。
• 相关标准:HG/T21630
HGJ527-90 补强管
适用范围 两标准都规定了适用范围为当 量压力PD≤6.4MPa,共分A、B、C、D、E五 种。其中D、E型是削边过渡的,但其削边角 度是45度,而不是常规的1:3削边处理。
•
开孔计算直径d的取法(见下图):由于圆筒计算
厚度是根据周向薄膜应力计算的,因此开孔截面应以
承受周向薄膜应力的截面考虑,即是与圆筒轴线平行 的纵向截面。开孔计算直径d为孔沿纵截面方向的直径。
• 适用范围:
• 等面积补强:适用于开孔直径小于筒体内径 的一半。 即d/Di≤1/2 ;
• 压力面积法:(HG20582.7“大开孔的补强 计算”)适用于开孔直径小于筒体内径的 0.8倍。即d/Di≤0.8;(但注意五个限制条件)
大开孔时,除有拉(压)应力外,还有很大的弯曲 应力,其应力范围超出了开小孔时的局部范围,在 较大范围内破坏了壳体的薄膜应力状态。因此小开 孔理论不适用。
开孔补强
内扳边的厚度应符合UG-27(内压)或UG-28(外压)的要求。
补强要求应符合UG-37。
承受内、外压的内扳边开孔的厚度应按内、外压计算的厚度取较大值。
开孔补强计算举例
壳体内径:48in.
设计压力:250psi
壳体材料:SA-285 Gr. C, S = 13.8 ksi
壳体厚度:0.875 in.
a)对于焊接或钎接接头,最终开孔的直径不大于:
3-1/2in. (89 mm)–壳体或封头的厚度3/8 in. (10 mm);
2-3/8 in. (60 mm) –壳体或封头的厚度3/8 in. (10 mm)。
b)对于螺纹连接或胀接接头,壳体和封头上的开孔直径不超过2-3/8in. (60 mm).
要求的补强面积
Section VIII, Div. 1 UG-37
提供补强
可供补强有五个方面:
1.A1:壳体上富余厚度提供的补强面积
2.A2:延伸到壳体外侧的管接头富余厚度提供的补强面积
3.A3:延伸到壳体内侧的管接头富余厚度提供的补强面积
4.A4:焊缝提供的补强面积
5.A5:补强圈提供的补强面积
腐蚀余量
按UG-36(c)(1),腐蚀余量不能用于提供补强。按UG-16(e),用于计算公式的所有符号代表腐蚀后的尺寸。
UG-40
与容器壁相平行的方向,取以下较大值:
d –开孔腐蚀后的直径
Rn+ t + tn
与管接头壁相平行的方向,取以下较小值:
2.5t
2.5tn+ te
式中:
Rn=开孔腐蚀后的半径
对于不属于上述情况的开孔,没有给出计算方法,应按U-2(g)。
开孔补强与设备凸缘

contents
目录
• 开孔补强的基本概念 • 开孔补强的方法 • 设备凸缘的设计与选择 • 开孔补强与设备凸缘的应用场景 • 开孔补强与设备凸缘的未来发展
01
CATALOGUE
开孔补强的基本概念
开孔补强的定义
01
开孔补强是指在压力容器、管道 或其他结构上开孔后,为了满足 结构强度和刚度的要求,对开孔 部位进行的加强措施。
详细描述
组合式补强是同时采用多种补强方法来提高结构的强度和稳定性。这种方法可以根据实际情况选择最 适合的补强方式,并综合考虑各种因素,如开孔大小、位置、材料等因素,以达到最佳的补强效果。
整体式补强
总结词
通过整体结构设计来提高结构强度和稳定性。
详细描述
整体式补强是通过整体结构设计来提高结构的强度和稳定性,而不是仅仅针对开孔部分进行补强。这种方法通常 涉及对整个设备或结构的重新设计,以实现更优化的结构性能。整体式补强适用于对结构要求非常高的场合,如 航空航天、核工业等领域。
泄漏的风险。
制药行业的应用
制药设备的开孔补强
制药行业中使用的设备,如反应器、分离器和蒸馏塔等,通 常需要进行开孔操作。为了确保制药设备在使用过程中的稳 定性和安全性,需要进行适当的开孔补强。
制药工艺管道的凸缘连接
在制药工艺管道系统中,为了确保管道连接的可靠性和稳定 性,常常使用具有凸缘的管件进行连接。凸缘的设计可以提 高管道连接的紧密性,减少药物泄漏的风险。
在某些工艺流程中,需要在设备 上开孔以实现流体输送、安装附 件等目的,开孔后需要进行补强 以保证设备的工艺性能和安全性
。
开孔补强的原理
应力分散
通过增加加强板、设置凸缘等方 式,将原本集中的应力分散到周 围的材料上,降低应力集中程度
开孔补强措施

开孔补强措施1. 引言在工程建设和维护过程中,为了满足特定的需要,我们通常需要在构件中开设开孔。
然而,开孔会对构件的承载能力和稳定性产生一定的影响。
为了解决这一问题,需要采取适当的开孔补强措施,以确保结构的完整性和安全性。
本文将介绍一些常见的开孔补强措施,包括加固材料的选取、加固构件的设计和施工方法等。
这些措施将有助于提升开孔结构的承载能力和稳定性。
2. 开孔补强措施的选取在选择开孔补强措施时,需要综合考虑构件的材料、结构形式、开孔尺寸和工程要求等因素。
下面将介绍几种常见的开孔补强措施。
2.1 钢板加固钢板加固是一种常见的开孔补强措施,适用于需要增加构件承载能力的情况。
在开孔处焊接或螺栓连接钢板,以增加构件的强度和刚度。
钢板加固具有施工方便、加固效果显著等优点,适用于较小尺寸的开孔。
2.2 纤维增强材料加固纤维增强材料加固是一种常用的开孔补强措施,适用于需要增加构件强度和刚度的情况。
可以使用碳纤维布、玻璃纤维布等纤维增强材料对开孔区域进行包覆或粘贴,以提升构件的承载能力和稳定性。
纤维增强材料加固具有质量轻、施工简便等优点,适用于中小尺寸的开孔。
2.3 高强度混凝土灌注在需要增强构件强度和刚度的情况下,可以采用高强度混凝土灌注的方法进行加固。
通过在开孔区域灌注高强度混凝土,增加构件的承载能力和稳定性。
高强度混凝土灌注加固适用于较大尺寸的开孔,具有加固效果显著、施工简便等优点。
3. 开孔补强构件的设计要点在进行开孔结构的补强设计时,需要注意以下要点,以确保补强效果和施工质量。
3.1 加固材料的选取根据开孔结构的具体要求,选择合适的加固材料,包括钢板、纤维增强材料和高强度混凝土等。
需要考虑材料的性能、施工方便性和经济性等因素。
3.2 加固结构的设计根据开孔结构的开孔尺寸和构件的强度需求,设计合适的加固结构。
对于钢板加固,需要确定合理的焊接或螺栓连接方式。
对于纤维增强材料加固,需要确定合适的粘贴方式和层数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
说明: (1)采用标准三通,当不能采用三通时补强件 应将主管的整个圆周包围住。 ()可采用全包式补强构件、补强圈、鞍形板 或焊接出口式管件(如支管台)。采用角焊缝将补强 件焊接到主管上之前,应先将补强件边缘削薄,使其 不超过主管的壁厚。且主管上连接支管的开孔直径不 应超出支管外径的 6 mm。 ()主管上连接支管开孔直径不大于 50 mm 则 不必补强。 ()开孔补强不是强制性要求,但在有严重外 载荷时仍需考虑补强。
参考资料
保护装置检验”中是非常重要的。
[ 1 ] 劳动部职业安全卫生锅炉压力容器监察局,压力管道安全
2 结束语
管理与监察规定 [S]. [ ] 国家质量监督检验检疫总局,在用工业管道定期检验规程
宏观检验是定期检验中最常用的,是检验人员 司空见惯的,也可能是检验人员易忽视的检验方法。 其实对宏观检验的把握水平,最能体现出检验人员的
第 9 卷第 期 01 年 6 月
·管道与管件·
化 工 设 备 与 管 道 PROCESS EQUIPMENT & PIPING
压力管道开孔补强设计
刘欣,王新华,李显达,宋金凤
(中国石油工程设计有限责任公司华北分公司,河北 任丘 0655)
Vol. 9 No. Jun. 01
和接管处将产生大的应力集中,此外还有材质和制造
与 缺陷等各种因素的综合作用,使得管线的失效往往发 ww 管 生在开孔接管附近 [1]。因此,在接管区采取有效地补 w 强措施来降低应力集中,具有重要的工程应用价值。 .t 道 1 开孔补强设计原则 ce 》 管线开孔的补强设计计算方法有很多种。当前 d 国内外有关规范中的开孔补强设计计算方法主要有 .c 两种,即以 ASME 规范为代表的等面积法和以欧盟 o 标准 EN 15 为代表的压力面积法 []。石油天然气 m 管线开孔补强大多采用等面积法进行计算。等面积补
· 66 ·
化 工 设 备 与 管 道
第 9 卷第 期
表5 工况二的基础数据
材质 设计压力/
主管参数
MPa 主管外径/mm 计算厚度/mm 名义厚度/mm 负偏差,%
0#钢
10
5
11.5
16
10
支管外径/mm
支管参数
计算厚度/mm 名义厚度/mm
1.1
5
负偏差,% 10
腐蚀裕量 /mm
《化 Brief Discussion of Importance of Macro Inspection Used in Periodical 工 Inspection for Industrial Piping 设ZHENG Lian-xue
备 (Wuhan Boiler & Pressure Vessel Inspection Institute,Wuhan 00, China) ww 与管 Abstract: Current situation of industrial piping application was analyzed in this article. Based on the analysis of defects, which were w formed in fabrication and installation, found in periodical inspection in recent years and corrosion, fatigue, wear and deterioration of . 道 material occurred in usage, six aspects, including visual examination, material appearance discrimination, determination of location tc 》 for thickness measurement, selection of location for insulation uncovering, selection of location for NDT and safety protective unit, e were summarized. Then, from these six aspects, the importance of periodical inspection for industrial piping was indicated. Keywords: industrial piping; macro inspection; periodical inspection
只有0.5,0.75,1,1.5英寸四种规 格,适应性差。
ww 管 3 各种补强方式在某储气库管道上的应用 w. 道 某储气库是陕京二线配套储气库,是北京供气 tc 》 的重要保障,对满足京津地区的季节调峰和应急供气 e 将起到重要作用,其安全生产运行,具有较高的经 d. 济和社会效益。站内工艺管线种类较多且压力较高, c 除放空、排污和辅助系统等低压工艺管线外,其余工
[ ] 王磊 . 压力容器开孔补强设计方法比较 [J]. 石油化工设计,
50 mm 时,先在文献 [11] 中选择与之相接近的标准管 件,然后用异径接头过渡;支管公称直径< 50 mm 时, 在主管开口用对焊接管台(焊台)连接支管,含硫介 质管线焊台材质选用 0# 钢 ;其他管线焊台材质选用
00,19():17-19. [ ] 王焕强 . 浅析钢管开孔补强 [J]. 鞍山钢铁学院学报,1996,
收稿日期:011-09-0 作者简介:刘欣(198—),男,甘肃省张掖市人,工程师。主
要从事油气田地面工程设计工作。
01 年 6 月
刘欣,等. 压力管道开孔补强设计
· 65 ·
有的管线都能采用标准三通,对不能采用标准三通的 开口位置的补强,到底采用补强板、焊台还是非标补 强管,国内石油行业尚未形成通用的做法,各家设计
16(6):-5. [ 5 ] 裴召华 . 压力容器厚壁管补强 [J]. 石油化工设备,009(B08):
1-15.
16Mn。管线压力等级≥ Class 500,焊台压力等级选
[ 6 ] 唐 玉 江 . 中 低 压 容 器 开 孔 补 强 结 构 比 较 [J]. 化 工 设 计,
用 6000 psi ;管线压力等级< Class 500,焊台压力等 级选用 000 psi。
2 开孔补强设计方式比较[4-8]
强法是以拉伸的开孔大平板为计算模型的,即仅考虑 壳体中存在的拉伸薄膜应力,且以补强壳体的一次总 体平均应力作为补强准则 []。当管线开孔较小时,开 孔边缘的局部应力是以薄膜性质的应力为主,适用于 等面积补强法。
开孔补强设计原则:油气集输管线开孔补强的 设计应符合表 1 的规定及(1)、()、()和()说 明的最低要求。
摘 要:压力管线开孔接管和补强结构作为管道系统中常用的结构方式,在石化领域广泛应用。在对国内
外开孔补强设计的主要原则进行分析后,对几种常用的补强方式进行了对比研究,主要包括补强板、补
强管和焊台补强三种形式。对某储气库中各种工况下应用的各种开孔补强方式进行了实例分析,最终确 定了该工程各种工况下适用的开孔补强方式,对其他工程具有借鉴意义。
《 关键词:开孔补强;等面积法;补强圈;厚壁管 化 中图分类号:TQ 050.;TH 1 文献标识码:A 文章编号:1009-81(01)0-006-0
工 随着现代石油化工的发展,管线开孔接管及补强 设 结构已成为管道系统中最常用的结构方式。管线开孔 备 后,由于器壁削弱且结构的连续性遭到破坏,在开孔
在主管上开孔并焊接支管台。当主支管为等径时宜采 对于站内工艺管线开孔补强原则见表 7。
用三通。
表6 工况二的计算结果
文献 [10] 规定:采用补强圈结构时,容器设计
项目
A
A1
A
A
压力要小于 6. MPa。
计算面积/mm 8
10
8
0
根据规范限定及补强公式验算(详见计算示例),
表7 站内工艺管线开孔补强原则
《 管线压力(P)/MPa
支管规格
化 P≤1.6
任意
工 1.6<P≤6.
DN<50 mm DN≥50 mm
设 P>6.
DN<50 mm DN≥50 mm
备 注:表中√表示可选补强方式。
直接开孔 √ √
标准三通
√ √ √ √
补强方式 补强板/鞍板
√ √
支管台 √ √
非标管件 √
与 4 结束语 ww 管 经计算,该工程规定主管上连接支管时,开口 w. 道 的设计原则如下: t (1)低压排污、放空、乙二醇再生、丙烷系统、 c 》 导热油系统、低压油气水系统等管线接异径支管时, e 主管上直接开口焊接支管。 d. ()上述以外的工艺管线连接支管时,按照文献 c [11] 直接选取标准三通(等径或异径),如果不能直接 om 选取到标准三通时按以下原则执行 :支管公称直径≥
而降低孔边的应力集中。
度计和高压注醇管线接口处。
结构简单,制作方便,成本低,技术成熟。
可以根据实际工况做出任意支管的 标准管件、易购买、尺寸小,方便
补强管,可以与主管形成整体,抗 安装。 疲劳性提高,可避免温差应力[6]。
1、补强圈焊接属于搭焊结构,其抗疲劳性较差; 1、需单独出图加工,成本高; 、对焊接工艺有很高的要求,且容易产生新的应 、尺寸较大,不利于配管安装。 力集中; 、只适用于操作压力小于6. MPa的工况[7-8]。
[S]. [ ] JB/T 70.—005,承压设备无损检测 [S]. [ ] 王非,林英 . 化工设备设计全书 - 化工设备用钢 [M]. 北京:
化学工业出版社,00.
综合能力。以上六个方面内容,均是笔者在工业管道 定期检验中的检验案例,因此,切身体会到宏观检验
[ 5 ] 沈松泉,黄振仁,顾竟成 . 压力管道安全技术 [M]. 南京: 东南大学出版社,000.