双向偏心夹具
偏心夹具工作原理

偏心夹具工作原理
偏心夹具是一种常用于夹紧轴向工件的夹具。
其工作原理是基于偏心轴的旋转运动和夹具夹持力的反作用力。
具体工作原理如下:
1. 结构构成:偏心夹具由外套具(夹具本体)和套筒组成。
外套具内部有一个偏心轴,套筒内嵌有夹具。
夹具内设有夹紧机构。
2. 夹具操作:通过旋转偏心轴,使夹具的夹紧机构上的活动夹紧块移动。
夹紧块通过自锁装置固定在夹具上,以确保工件被夹紧。
3. 夾持力:当外套具旋转偏心轴时,夾持力会产生。
这是因为旋转力矩会使夾具与工件之间产生摩擦和压力。
这个夾持力可以根据工件要求进行调整。
4. 定位精度:由于夹具的偏心构造,夹具夹持工件时的夹点不再与夹紧力矩的中心完全重合,从而使得工件的定位精度提高。
这对于需要精确定位的工件加工非常有用。
总之,偏心夹具通过利用偏心轴的旋转运动和夹具夹持力的反作用力,实现对轴向工件的夹紧和定位,从而使工件加工更加方便和准确。
偏心夹具工作原理

偏心夹具工作原理
偏心夹具是一种常见的夹具类型,它的工作原理是利用偏心轴的结构实现工件的夹持和固定。
偏心夹具通常由夹持杆、偏心轴、定位销和固定座等部件组成。
夹持杆是夹具的主要部分,用于夹持工件。
偏心轴是夹具的核心部件,它的作用是通过偏心的位置改变夹持杆的夹紧力。
定位销用于定位工件,保证工件的位置精度。
固定座用于固定整个夹具。
在使用偏心夹具时,首先需要将工件放置在夹持杆之间,并通过固定座固定整个夹具。
然后,通过旋转偏心轴,使偏心轴离心距最大,夹持杆的夹紧力最小。
接下来,可以根据工件的要求,通过调节偏心轴的位置,改变夹持杆的夹紧力。
当偏心轴离心距最小时,夹持杆的夹紧力最大。
通过这种方式,可以实现对工件的夹持和固定。
偏心夹具具有调节灵活、使用方便的特点。
通过调节偏心轴的位置,可以实现对不同尺寸的工件夹持。
同时,夹持杆的夹紧力可以根据需要进行微调,确保工件的夹持稳定性和精度。
此外,偏心夹具还可以广泛应用于机械加工、装配和测量等工序中,提高工作效率和品质。
总的来说,偏心夹具通过偏心轴的结构实现工件的夹持和固定。
它的工作原理简单明了,操作方便灵活。
在实际应用中,可以根据工件的尺寸和要求进行调节,以满足不同的加工需求。
偏心夹具工作原理

偏心夹具工作原理
偏心夹具是一种常用的夹具设备,主要用于固定和夹持工件以便进行加工或装配工作。
它采用了一种特殊的工作原理来提供稳定的夹持力和准确的位置控制。
这种夹具通常由两个对称的夹持臂组成,每个夹持臂上都有一个夹持腔。
夹持腔中有一个可调节的偏心轴,通过旋转偏心轴可以改变夹持腔的开口大小。
夹紧工作时,通过旋转偏心轴使夹持腔收缩,从而夹持工件。
偏心夹具的工作原理基于两个关键概念:偏心力和杠杆原理。
在夹具两个夹持腔的设计中,夹持腔的中心轴线与夹具中心轴线之间存在一定的偏心距离。
这个偏心距离使夹持腔在夹紧过程中产生一个偏心力。
偏心力会产生一个力矩,通过杠杆原理作用在工件上,使其受到夹持力。
夹具的偏心力和夹持力可以通过调整偏心轴的旋转来控制。
通过旋转偏心轴,偏心力的大小可以增加或减小,从而调节夹持力的大小。
同时,偏心轴的旋转还可以改变夹持腔的形状,使其适应不同大小和形状的工件。
需要注意的是,在使用偏心夹具时,对工件的夹持力要进行准确的控制。
过大的夹持力可能会导致工件损坏或变形,而过小的夹持力则会导致工件不稳定。
因此,在使用偏心夹具时,需要根据具体的工件要求和加工过程来进行调整和控制。
综上所述,偏心夹具利用偏心力和杠杆原理提供稳定的夹持力
和准确的位置控制。
通过调整偏心轴的旋转,可以控制夹持力和适应不同大小和形状的工件。
然而,在使用时需要注意对夹持力的准确控制,以确保工件的安全和稳定夹持。
典型夹紧机构

2、螺旋夹紧机构
采用螺旋直接夹紧或者采用螺旋与其他元件组合实现夹紧的机 构,统称为螺旋夹紧机构。螺旋夹紧机构具有结构简单、增力大和 自锁性好等特点,很适用于手动夹紧。其缺点是夹紧动作慢,所以 在机动夹紧机构中应用较少。
(1)简单螺旋夹紧机构
图3为最简单的螺旋夹紧机构。如图3a所示,螺钉头部直接与工 件表面接触,螺钉转动时,可能损伤工件表面或带动工件转动。克 服这一缺点的方法是在螺钉头部装上图3b所示的摆动压块。图3c采 用的是一种快速螺旋夹紧机构。
4、联动夹紧机构
联动夹紧机构是一种高效夹紧机构,它可通过一个操作手柄或一个 力装置,对一个工件的多个夹紧点实施夹紧,或同时夹紧若干个工件 图7a所示是单件对向联动夹紧机构。如图7b所示是多件联动夹紧机 。
图7 联动夹紧机构
在设计联动夹紧 机构时,要特别注意 如何使夹紧力同时均 匀地传递作用于各施 力点。
机械制造技术
典型夹紧机构
夹紧机构是夹紧装置的重要组成部分,因为无论采用何 种动力源装置,都必须通过夹紧机构将原始力转化为夹紧力、 各类机床夹具应用的夹紧机构多种多样,以下介绍几种利用 机械摩擦实现夹紧,并可自锁的典型夹紧机构。
1、斜楔夹紧机构
图1为斜楔夹紧机构夹紧工作的实例,图a是在工件上钻相互垂直 的8mm、5mm的两个孔。由于用斜楔直接夹紧工件时夹紧力小且费 时费力,所以生产实践中单独应用的不多,一般情况下是将斜楔与 其他机构联合使用。图b是将斜楔与压板组合而成的机动夹紧机构。 图c是由端面斜楔与压板组合而成的手动夹紧机构。当利用斜楔手动 夹紧工件时,应使斜楔具有自锁功能。因此,在设计斜楔夹紧机构 时,需要解决原始作用力与夹紧力的转换、自锁条件以及选择斜楔 升角等主要问题。
图8 螺旋式定心夹紧机构 1、5—滑座;2、4—V形块钳口;3—调节杆;6—双向螺杆
夹具典型定位、夹紧原理-李军
完全定位与不完全定位
• 而图b所示为铣削一个通槽,需限制除了 外的其他5个自由度。
完全定位与不完全定位
• 图中c所示在同样的长方 体工件上铣削一个键槽, 在三个坐标轴的移动和转 动方向上均有尺寸及相互 位置的要求,因此,这种 情况必须限制全部的6个 自由度,即完全定位
欠定位与过定位
• 欠定位: 工件实际定位限制的自由度少于该工序加工 所需限制的自由度数目; • 过定位: 两个或两个以上支承点重复限制同一个自由 度,这样将是工件的位置不确定;
常见的定位方式和定位元件
4.工件以组合表面定位
实际加工过程中,工件往往是以几个表面 同时定位的,称为“组合表面定位”。
常见的定位方式和定位元件
• 1 . 一个孔和一个端面组合 • 一个孔与端面组合定位时,孔与销或心轴定位采 用间隙配合,此时应注意避免过定位,以免造成 工件和定位元件的弯曲变形, 如图 示。
常见的定位方式和定位元件
2.工件以圆孔定位
有些工件,如套筒、法兰盘、拨叉等以孔作为定 位基准.
(1)定位销
常见的定位方式和定位元件
• (2)锥销:工件圆孔与锥 销定位,圆孔与锥销 的接触线是一个圆, 限制工件 、 、 三个 位移自由度,图 a 用 于粗基准,图 b 用于 精基准。
常见的定位方式和定位元件
这里我们将主要介绍具的定位与夹紧
工件定位的基本原理
• 工件定位的实质是什么呢? 使工件在夹具中占有某个确定的位置 • 怎样获得工件的确定位置呢? 通过定位支撑限制相应的自由度来获得 • 工件在空间直角坐标系内有具有几个自由 度? • 6个,如下图
工件定位的基本原理
在空间直角坐标系中,刚体具有六个自由 度,即沿X、Y、Z轴移动的三个自由度和绕 此三轴旋转的三个自由度。
机械工艺夹具毕业设计128机床夹具柔性化技术研究及设计
机床夹具柔性化技术研究及设计摘要在研究可调整夹具和组合夹具技术特性的基础上,介绍了四种结构新颖的柔性夹具设计方案,进行定位误差分析,推导出了相应的定位误差计算公式;建立力学模型,推导出了相应的力学计算公式。
在综合分析的基础上,优选出钳口改进的平口钳夹具与双偏心轮定位夹具,将它们的优势结合,改进为一种新型的柔性夹具,并进行了具体结构设计。
结论认为,采用双偏心轮定位夹具具有快速反应功能,能较好地适应多品种、小批量生产对夹具的要求,在机械制造业中具有推广意义。
关键词柔性夹具双偏心轮定位机构平口钳偏心距Study and Creative Design on machine tools fixtureLin YiAdviser Prof. Zhong Kangmin(School of Mechanical & Electronic Engineering, Soochow University, China)Abstract In the base of studying technique characteristic of adjustable tongs and built-up jig, introduced four kinds of new constructions design project of flexibility tongs, proceed to positioning error analyze, deducing a homologous positioning error calculation formula, establish the mechanics model, deduce a homologous mechanics calculation formula. After synthesizing the analytic foundation, decide to choose gad tongs and double cam tongs with improving the mouth of tongs, joining together their advantage, a new gentle flexibility tongs has come out, The conclusion is, adopting a double cam positioning tongs has quick-reaction function, can used in many species or small batch quantities produces, have the meaning of expanding in machine manufacturing industry.Key words flexible fixture double cam tongs gad tongs eccentricity1 前言迄今为止,夹具是机电产品制造中必不可缺的四大工具(刀具、模具、量具、夹具)之一。
夹具设计规范
夹具设计规范ICS 13 J中华人民共和国国家标准 GB/T ××××—200×承压设备带压密封Generic Specification for Online Leaksealing Clamps200×-××-××发布 200×-××-××实施中华人民共和国国家质量监督检验检疫总局发布 GB/T ××××—20XX目次前言引言1 范围................................................. .............................. 12 规范性引用文件 ................................................ ..................... 13 术语和定义 ................................................ ......................... 14 符号................................................. .............................. 35 夹具设计参数勘测................................................. ....................3 概述……………………………………………………………………………………………………….3 夹具设计的理化参数勘测………………………………………………………………………………3 夹具设计的几何参数勘测……………………………………………………………………………….4 6 夹具设计准则 ................................................ ...................... 7 概述……………………………………………………………………………………………………….7 夹具的作用……………………………………………………………………………………………….7 夹具设计准则…………………………………………………………………………………………….7 7 夹具结构设计 ................................................ ...................... 7 法兰夹具结构…………………………………………………………………………………………….7 直管夹具结构…………………………………………………………………………………………….8 弯头夹具结构…………………………………………………………………………………………….9 三通夹具结构……………………………………………………………………………………………10 辅助夹具结构……………………………………………………………………………………………12 8 材料选择 ................................................ ......................... 12 设计荷载………………………………………………………………………………………………..12 按泄漏介质化学性质选择………………………………………………………………………………12 材料可焊性的选择………………………………………………………………………………………12 9 夹具计算 ................................................ ......................... 12 法兰夹具壁厚计算………………………………………………………………………………………12 管道夹具壁厚计算………………………………………………………………………………………12 温度对夹具设计的影响…………………………………………………………………………………13 耳板壁厚计算……………………………………………………………………………………………14 连接螺栓计算…………………………………………………………………………………………..16 管道夹具侧端板厚度计算………………………………………………………………………………16 10 夹具密封结构设计 ................................................ ................ 16 夹具密封间隙要求…………………………………………………………………………………….16 法兰夹具密封结构设计……………………………………………………………………………….17 直管夹具密封结构设计……………………………………………………………………………….17 弯头夹具密封结构设计……………………………………………………………………………….17 三通夹具密封结构设计……………………………………………………………………………….18 11 注剂孔结构及安装位置……………………………………………………….………………………..18 注剂孔结构………………………………………………………….……................................18 注剂孔安装位置...................................................................................................19 12 夹具制作 ................................................ ........................ 19 夹具成型............................................................................................................19 夹具加工精度......................................................................................................19 焊接成型 (19)IGB/T ××××—20XX附录 A应用夹具结构类型附图附录 B应用夹具密封结构附图IIGB/T ××××—20XX前言本标准是承压设备带压密封系列标准的第二个标准。
一种新型的气动肌腱驱动的双工位交替工作的增力夹具
肌 腱 处 于松 弛状 态 ,收 缩 力 经 恒增 力 杠 杆 进行 第 一 次 放 大 .再 经 tgl 构 的角 度 效 应 产 生二 oge机
定 的 ,பைடு நூலகம் 力 会 随收 缩 量 的增 加 而 减 小 ,而 平 行 同
步 tgl 构 的 力 放 大 系数 随压 力 角 的减 小 而 增 og e机
液 压 与 气 动 , 2 0 (2) 2 3 . 0 8 1 :5 —5
第 一 作 者 简 介 :秦 培 亮 ,男 ,1 8 年 生 ,江 苏 徐 州 人 ,硕 91 士 研 究 生 。研 究 领 域 :机 械 设 计 及 制 造 。
( 辑 : 飞) 编 向
[ ] 柏 青 , 钟 康 民 . 于 气 动 肌 腱 的 三 级 增 力 压 紧 装 置 4 基
大 提高
收 稿 日期 :2 1 - 4 1 010—8
图 1 气 动 肌 腱 驱 动 的 双 工 位 交 替 工 作 的 高效 增力夹具 ( 侧夹紧) 右
与 开 发
个 相 同直 径 的气 动 肌腱 、恒 增 力 杠 杆 、铰杆 以及
的机 械 效 率 ; 为 恒 增 力杠 杆 主动 臂 长 ;Z 为恒
液 压 气动 与 密封 ,2 0 ( 1 :3 — 5 02 0 ) 1 3.
[ ]鹿 霖 , 康 民 . 动 肌 腱 驱 动 的 形 封 闭 偏 心 夹 紧 装 置 2 钟 气
偏心夹具工作原理

偏心夹具工作原理
偏心夹具是表面处理行业中经常使用的抛丸机配套设备,通常用
于固定和支撑工件进行表面抛丸处理。
偏心夹具包括一个固定装置和
一个移动装置,夹具由套筒、连接杆和移动杆三部分组成,移动装置
可以允许偏心转动,同时固定装置夹紧物件,把工件与抛丸喷头固定。
偏心夹具的轴为多段件,第一端连接一个轴套件,另一端连接一
个螺母,中间的螺母吋也连接一个轴套件,作用是和螺母一起相对拧紧。
偏心夹具中的轴要经过高温热处理,加大其硬度,减少断裂的可
能性,同时还要经过表面喷涂,防止受湿和污染。
偏心夹具的运行原理是固定装置用吊钩或挂钩固定,通过轴转动
可以把移动装置绕偏心轴及其轴心轴转动,然后移动装置用螺母拧紧。
偏心夹具移动装置可以以恒定的速度往复转动,从而使工件转速快,
达到最佳的表面抛丸处理效果。
偏心夹具的特点是固定可靠,拧紧力可调,具有能够有效稳定工
件的优势,因此被广泛用于抛丸机上,夹具可分为带灌胶夹头和无灌
胶夹头,通过夹头可以为高精度的加工工件提供紧固及支撑效果,保
证处理效果。
印刷机轴承车加工偏心夹具设计

印刷机轴承车加工偏心夹具设计发布时间:2022-06-26T03:21:44.578Z 来源:《城镇建设》2022年第4期第2月作者:李鹏孙传新[导读] 滚动轴承圈滚道的磨削加工使用夹具是电磁式无心夹具,这种模式特征是工件中心不与主轴中心重合,李鹏孙传新天津长荣科技集团股份有限公司天津市 300400摘要:滚动轴承圈滚道的磨削加工使用夹具是电磁式无心夹具,这种模式特征是工件中心不与主轴中心重合,加工精度备不受到主轴旋转精度的影响。
偏心轴承是一种使用非常广泛的轴承类型,优势显著,如结构简单使用方便,同时还具备的不需要偏心轴承就能实现偏心功能的特征,常常运用在印刷机和减速机等重型机械设备。
现阶段国内轴承行业磨削使用的偏心夹具,普遍使用通用磨床,利用偏心夹具本身偏心来让轴承偏心相对应来加工出合格的产品,实际生产中偏心夹具本身存在加工困难,工装精度低的情况。
文章通过对其进行优化、改进,解决了夹具设计存在的问题。
关键词:偏心轴承;偏心夹具;设计偏心轴承振动是一种十分复杂的物理现象,最大特征是轴承的内径和滚动不同心,偏心轴承的使用不仅仅和轴承零件的形位偏差和滚动表面形态特征、结构等相关,同时也因为工作条件的不同而产生变化。
因此使用常规的轴承加工方式来加工,则无法满足偏心轴承加工的需要,实际加工工艺也比实际轴承更复杂,实际加工难度也极大。
1.原偏心轴承夹具原有偏心轴承磨加工夹具是夹具本身具备偏心定位,通过夹具本体偏心和轴承偏心相抵消,偏心夹具内叫做偏心内圆,接触轴承内外径。
让夹具的外径和轴承的内径同心,通过装夹夹具的外径来加工轴承确定内径。
偏心夹具的加工:偏心夹具本身有偏心的特殊性,自身结构不对称,因此在加工夹具的时候主要难度在于加工偏心圆,使用坐标镗来加工,利用设备本身的精度来保证偏心加工的顺利完成。
在偏心轴承的加工使用中,加工偏心轴承的时候将夹具偏心内径和轴承圈套外径装紧固定和定位给适,以夹具的偏心来抵消轴承的偏心,则夹具外径、轴承内径同心[1]。
第2章 机床夹具基础知识3
16
9
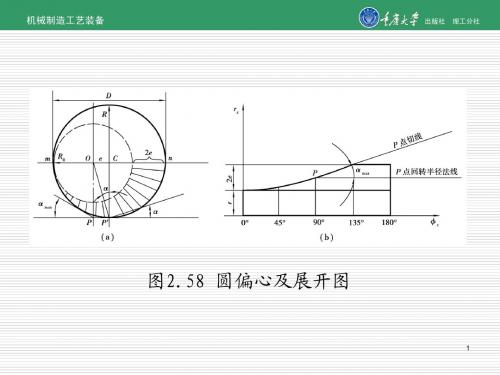
机械制造工艺装备
出版社
理工分社
图2.60 多件联动夹紧机构
10
机械制环节的结构类型
11
机械制造工艺装备
出版社
理工分社
(2)定心夹紧机构 当加工尺寸的工序基准是中心要素(轴线、 中心平面等)时,为为使基准重合以减少定位误 差,可以采用定心夹紧机构,所以,定心夹紧机 构主要用于要求准确定心或对中的场合。 1)定心夹紧机构的工作原理 同时实现对工 件定心定位和夹紧两个作用的机构称为定心夹紧 机构。它是利用定位、夹紧元件的等速移动或均 匀弹性变形的方式,使定位基准面的尺寸偏差相 对工序基准对称分布,从而消除其对定位的影响, 保证定心定位。
3
机械制造工艺装备
出版社
理工分社
2.4.5 其他夹紧机构 (1)联动夹紧机构 在夹紧结构设计中,有时需要对一个工件上 的几个点或对多个工件同时进行夹紧,此时,为 了减少工件装夹时间,简化机构,常常采用各种 联动夹紧机构。这种机构要求从一处施力,可同 时在几处(或几个方向上)对一个或几个工件同 时进行夹紧。这种利用一个原始作用力实现单件 或多件的多点、多向同时夹紧的机构称为联动夹 紧机构。
4
机械制造工艺装备
出版社
理工分社
1)单件联动夹紧机构 单件联动夹紧机构多 用于大型工件或具有特殊结构的工件。只需操作 一个手柄,就能从各个方向均匀地夹紧一个工件, 图2.59(a)为对向侧夹紧联动夹紧机构。当液压 缸中的活塞杆3向下移动时,通过双臂铰链使浮动 压板2相对转动,最后将工件1夹紧;图2.59(b) 所示为双向浮动四点联动夹紧机构,由于摇臂 5 可以转动并与摆动压块4,6铰链连接,因此,当 拧紧螺母7时,便可以从两个相互垂直的方向上实 现四点联动夹紧。
常见夹紧机构-对工装夹具人员非常有帮助的一份资料

常见夹紧机构夹紧机构的种类很多,这里只简单介绍其中一些典型装置。
(1)斜楔夹紧机构图 4.52所示是一些斜楔夹紧实例。
斜楔夹紧机构是利用斜面的楔紧作用,将外力传递给工件,完成工件的夹紧。
当楔块的升角α 在 6 0 ~10 0 时具有自锁性能。
但自锁的稳定性较差,主要用于夹紧机构中来改变力的方向。
( 2)螺旋夹紧机构螺旋夹紧机构结构简单、容易制造,而且螺旋相当于一个斜楔缠绕在圆柱体的表面形成的;由于其升角小( 3 0 左右)则螺旋机构具有较好的自锁性能,获得的夹紧力大,是应用最广泛的一种夹紧机构。
如图 4.53、4.56所示1)单个螺旋夹紧机构如图4.53(a)(b)中直接用螺钉或螺母夹紧工件的机构。
螺钉头部直接压在工件表面上,可能会损伤工件或带动工件旋转。
为克服这一缺点在其头部加装浮动压块,以增加接触面积,减少损伤。
如图4.54所示夹紧动作慢使这一机构的另一缺点。
通常采用一些快速结构,如快卸垫圈、快换螺母、快速机构等,如图 4.55所示。
2)螺旋压板夹紧机构图4.56是螺旋压板夹紧机构的几种典型结构,其在夹紧机构中广泛的使用。
3)钩形压板夹紧机构图4.57是螺旋钩形压板夹紧机构的一些结构,其特点是结构紧凑,使用灵活、方便。
(3)偏心夹紧机构它是利用偏心间直接或间接夹紧工件的机构。
偏心夹紧分圆偏心和曲线偏心两种,其特点是结构简单、操作方便、夹紧迅速,缺点是夹紧力小,夹紧行程短,用于振动小、切削力不大的场合。
图 4.58是几种典型的偏心夹紧机构的实例,图4.59是圆偏心轮的几种结构。
(4)联动夹紧机构是利用机构的组合完成单件或多件的多点、多向同时夹紧的机构。
它可以实现多件加工、减少辅助时间、提高生产效率、减轻工人的劳动强度等。
1)单件联动夹紧机构利用夹紧机构实现工件的多向、多点夹紧。
如图4.60所示机构实现二力垂直夹紧。
2)多件联动夹紧机构一般有平行式多件联动夹紧机构和连续式多件联动夹紧机构。
“偏心套”的加工工艺#精选.
广东工业大学华立学院课程设计(论文)课程名称机械制造技术基础题目名称“偏心套”的加工工艺学部(系)机电与信息工程学部专业班级10机械设计制学号学生姓名指导教师20 12 年12 月28 日课程设计说明书题目:“偏心套”的加工工艺 序言机械工业是一种基本工业形式,对于我们国家来说,他关系到国计民生的方方面面。
近年来机械工业领域向着高精度,高质量,高效率,低成本方发展,数字换,自动化水平日益提高,同时由于机械行业的发展,其他各工业部门也向着高深度迈进,机械工业的发展日趋重要。
机械制造过程及检测,检验中,都要用到大量的夹具。
为了到到提高劳动效率,提高加工精度,减少废品,扩大机床的工艺范围,改善操作的劳动条件,如何设计好夹具成了机械制造的一项重要任务。
机床夹具是夹具中的一种,将其固定到机床上,可以可以使被加工工件对刀具与机床保持正确的相对位置,并克服切削力的影响,使加工顺利进行,机床夹具分为通用夹具和专用夹具两种。
一、 零件的分析(一) 零件的作用 (二) 零件的工艺分析偏心套是一偏心回转体零件,有两组组加工表面,这两组分别是Φ120045.00 外圆 ,,包括:两个Φ120mm 外圆及端面, Φ100的外圆面,尺寸为Φ60mm 的内圆柱面。
这两组加工表面是位置度和自身的平面度和圆柱度都有很高的精度要求 ,可以先加工它的一端外圆,再借助专用夹具以这个外圆为定位基准加工另一端面,然后再加工其它加工表面.㈠ 零件的工艺分析1.1零件的功用﹑结构及特点⑴ 该零件以其内孔和轴配合,并通过键进行连接。
偏心套主要其支撑和导向的作用,在工作中承受一定的载荷,因此要求其有一定的强度和耐磨性。
⑵ 该零件硬度较高,采用GCr15轴承刚材料,在进行热处理时,在淬火和回火之间,增加一冰冷处理,这样可以更好地保证工件尺寸的稳定性,减小变形。
⑶为了保证工件偏心的精度,可以采用以下加工方法:当加工精度高,加工数量大时一般采用专用工装夹具装夹工件进行加工。
双偏心孔工件的专用夹具设计

双偏心孔工件的专用夹具设计梁宇明(茂名职业技术学院,广东茂名525000)摘要:对双偏心孔零件在数控车床上的加工装夹进行了分析,阐述了双偏心孔工件专用夹具的相互定位与夹紧方式,以及专用夹具的制作工艺要求。
为了平衡离心力,设置了平衡块,并详细分析和计算了平衡块的参数尺寸与质心坐标。
经检验,达到了良好的效果。
该夹具造价低、加工效率高及加工精度好,为企业带来了良好的经济效益。
关键词:双偏心孔零件;数控车床夹具;夹具定位;平衡块设置中图分类号:TH122文献标识码:BDOI:10.19287/j・cnki.1005-2402・2021.04・007Special fixture design for double-eccentric-hole workpiecesLIANG Yuming(Maoming Vocational and Technical College,Maoming525000,CHN)Abstract:This paper analyzes the fabrication fixture of double-eccentric-hole parts on CNC lathes,and expounds the mutual positioning and clamping mode of the special fixture for double-e ccentric-hole workpieces,aswell as the requirements of craftsmanship for the special fixture.In order to balance centrifugal force,thecounterbalance is set up,and the parameter dimensions and centroid coordinates of the counterbalanceare analyzed and calculated in detail.Good results have been obtained through testing.The fixture cost ischeap,the processing efficiency is high,and the processing precision is good,which can bring good economic benefit for the enterprises.Keywords:double-eccentric-hole parts;CNC lathe fixture;fixture positioning;counterbalance setting在工业机械手设备加工过程中,经常会有一小部铝合金、不锈钢等材料,虽然它们都可以用加工中心或分的偏心件需要进行加工。
机床夹具标准件目录
现列出机床夹具标准件库目录, 望有标准件模型的大侠们多多支持!!!要求:既然是机床夹具标准件库就应是国家标准件,既然是Pro/E 网站就应是Pro/E 模型的标准件,因此希望各位能提供符合上述要求的机床夹具标准件模型,谢谢!!!一、定位件1.小定位销GB2202-80 (已有模型)2. 固定式定位销GB2203-80 (已有模型)3.可换定位销GB2204-80 (已有模型)4. 定位插销GB2205-805. 定位衬套GB2201-806. 支承钉GB2226-807. 支承板GB2259-808. 六角头支承GB2227-809. 圆柱头调节支承GB2229-8010. 顶压支承GB2228-8011. 调节支承GB2230-80 形块GB2208-8013. 固定V 形块GB2209-8014. 调整V 形块GB2210-8015. 活动V 形块GB2211-80二、辅助支承16. 自动调节支承GB2238-80 (组件:楔铁夹紧辅助支承)三、导向件17. 固定钻套GB2262-80 (已有模型)18. 可换钻套GB2264-80 (已有模型)19. 快换钻套GB2265-80 (已有模型)20. 镗套GB2266-8021. 钻套用衬套GB2263-8022. 镗套用衬套GB2267-8023. 钻套螺钉GB2268-8024. 镗套螺钉GB2269-80四、对刀件25. 圆形对刀块GB2240-8026. 方形对刀块GB2241-8027. 直角对刀块GB2242-8028. 侧装对刀块GB2243-8029. 对刀平塞尺GB2244-8030. 对刀圆柱塞尺GB2245-80五、对定件31. 手拉式定位器GB2215-80 (组件)32. 枪栓式定位器GB2216-80 (组件)六、夹紧件33. 带肩六角螺母GB2148-8034. 球面带肩螺母GB2149-8035. 连接螺母GB2150-8036. 调节螺母GB2151-8037. 带孔滚花螺母GB2152-8038. 菱形螺母GB2153-8039. 内六角螺母GB2154-8040. 手柄螺母GB2155-80 (组件)41. 回转手柄螺母GB2156-80 (组件)42. 多手柄螺母GB2157-80 (组件)43. 压紧螺钉GB2160-8044. 六角头压紧螺钉GB2161-8045. 固定手柄压紧螺钉GB2162-80 (组件)46. 活动手柄压紧螺钉GB2163-80 (组件)47. 塑料夹具用六角头螺钉GB2256-8048. 塑料夹具用内六角头螺钉GB2257-8049. 塑料夹具用柱塞GB2258-8050. 球头螺栓GB2164-80 型槽快卸螺栓GB2165-8052. 钩型螺栓GB2166-8053. 悬式垫圈GB2167-8054. 十字垫圈GB2168-8055. 十字垫圈用垫圈GB2169-8056. 转动垫圈GB2170-8057. 拆卸垫GB2253-8058. 光面压块GB2171-8059. 槽面压块GB2172-8060. 圆压块GB2173-8061. 弧形压块GB2174-8062. 移动压板GB2175-8063. 转动压板GB2176-8064. 移动弯压板GB2177-8065. 转动弯压板GB2178-8066. 移动宽头压板GB2179-8067. 转动宽头压板GB2180-8068. 偏心轮用压板GB2181-8069. 偏心轮用宽头压板GB2182-8070. 平压板GB2183-8071. 弯头压板GB2184-80 形压板GB2185-8073. 鞍形压板GB2186-8074. 直压板GB2187-8075. 铰链压板GB2188-8076. 回转压板GB2189-8077. 双向压板GB2190-8078. 钩形压板GB2196-8079. 钩形压板(组合)GB2197-80 (组件)80.立式钩形压板(组合)GB2198-80(组件)81. 端面钩形压板(组合)GB2199-80 (组件)82. 侧面钩形压板(组合)GB2200-80(组件)83. 圆偏心轮GB2191-8084. 叉形偏心轮GB2192-8085. 单面偏心轮GB2193-80 ?86. 双面偏心轮GB2194-8087. 偏心轮用垫板GB2195-8088. 铰链支座GB2247-8089. 铰链叉座GB2248-8090. 螺钉支座GB2249-8091. 球头支承GB2231-8092. 螺钉支承GB2232-8093. 螺钉用垫板GB2255-8094. 支板GB2237-8095. 切向夹紧套GB2252-8096. 压入式螺纹衬套GB2258-8097. 旋入式螺纹衬套GB2259-8098. 内涨器GB2217-80 (组件)七、键99. 定位键GB2206-80100. 定向键GB2207-80 ?八、支柱、支脚101. 支柱GB2233-80102. 万能支柱GB2239-80 (组件)103. 低支脚GB2234-80104. 高支脚GB2235-80 ?九、操作件105. 滚花把手GB2218-80106. 星形把手GB2219-80107. 活动手柄GB2220-80108. 固定手柄GB2221-80109. 握柄GB2222-80110. 焊接手柄GB2223-80111. 杠杆式手柄GB2224-80 ?十、其他件112. 导板GB2212-80113. 薄挡快GB2213-80114. 厚挡快GB2214-80115. 铰链轴GB2246-80116. 螺塞GB2250-80117. 锁扣GB2251-80118. 堵片GB2254-80119. 起重螺栓GB2225-80小定位销(A 型:圆柱销B 型:削边销)固定式定位销(A 型:圆柱销B 型:削边销)可换定位销(A 型:圆柱销B 型:削边销)固定钻套可换钻套快换钻套附:标准件设计思路1.钻套类标准件的尺寸变化有两种形式:1 .固定尺寸变化形式,如:钻套外径、长度、倒角等尺寸。
机床夹具设计原理和方法

实用文档
偏心夹紧装置动画演示1
实用文档
偏心夹紧装置动画演示2
实用文档
(4)定心夹紧装置
在切削加工中,若工件是以中心线或对称面为工序基准,为使 =0,可采用一种保证工件准确定心或对中的装置,使工件的定位 和夹紧过程同时完成,而定位元件与夹紧元件合二为一。这种装置 称为定心夹紧装置。如图所示,三爪卡盘就是一种定心夹紧装置。
自锁条件:
实用文档
1、斜楔夹紧装置
(3)斜楔夹紧的扩力比(扩力系数) 公式5-24所示 (4)斜楔夹紧机构行程比 一般把斜楔的移动行程L与工件需要的夹紧行程
S的比值,成为行程比, (5)应用:斜楔夹紧机构结构简单,工作可靠,
但由于它的机械效率较低,很少直接用于手动 夹紧,而常用在工件尺寸较小的机动夹紧机构 中。
实用文档
2、工件在夹具中的定位情况
完全定位
六个自由度全部限制
实用文档
2、工件在夹具中的定位 2、不完全定位
实用文档
2、工件在夹具中的定位 欠定位
•欠定位——应该消除的自由度没有消除, •不允许。
实用文档
2、工件在夹具中的定位 过定位及消除过定位的方式
实用文档
二、常见的的定位方式及定位元件
❖ 单个典型表面的定位元件,单个典型表 面是指平面、内外圆柱面、内外圆锥面等。单 个典型表面是组成各种不同复杂工件的基本单 元,分析单个典型表面的定位及定位元件设计 是进行夹具定位分析和夹具定位方案设计的基 础
夹紧:工件定位后将其固定,使其在加工过程中保持定 位位置不变的操作。
(2)装夹的方法
1)直接找正装夹
效率低,找正精度 较高;适用单件小 批量中形状简单的 工件。
浮动夹紧双向定心夹紧机构

浮动夹紧双向定心夹紧机构摘要介绍了浮动夹紧双向定心夹紧机构的结构特点和工作原理,该机构在批量生产中具有重要的现实意义关键词:浮动夹紧双向定心夹紧机构1引言在进行批量生产的自动机床或组合机床生产线上,经常遇到一些以毛坯表面作定位基准的不规则的回转体类零件。
由于这类零件其本身存在着铸造误差,所以很难保证其对中和均匀夹紧的要求,这是工程技术人员都在努力探讨的问题。
我们经过大量的实践,设计了浮动夹紧双向定心夹紧机构,解决了以毛坯表面作定位基准时的浮动夹紧问题。
该机构在大批量生产中有着十分重要的现实意义。
2工作原理浮动夹紧双向定心夹紧机构的基本工作原理是:当被夹持工件的尺寸有误差时,它的两对卡爪可以在设计的范围内自动进行调节,通过钢球与锥面的补偿作用,使夹持的工件对中,并使夹紧力均匀作用在四个卡爪上。
其工作过程分析如下。
图1卡爪位置示意图为便于说明,将图1所示的Ⅰ、Ⅱ、Ⅲ、Ⅳ四个卡爪按相互垂直方向分成两对。
以外夹为例,根据传动原理图(见图2),这时与Ⅰ、Ⅱ这一对卡爪相连的杠杆3 分别插入外锥套4的孔中,与Ⅲ、Ⅳ这一对卡爪相连的杠杆9分别插入内锥套6的孔中。
需要说明的是,图2所示的仅仅是两对卡爪中各自只有一个卡爪的杠杆分别插入内、外锥套时的工作情况。
当油缸拉杆7向左移动时,拉动拉杆套8,并压迫钢球5,通过锥面推动外锥套4和内锥套6同时向左运动。
外锥套4 推动杠杆3,内锥套6推动杠杆9,各自带动与之相连的卡爪1、滑块2和卡爪11、滑块1 0动作,如图2所示。
在夹紧过程中,假定工件存在着定位尺寸误差,标号为Ⅰ、Ⅱ的这一对卡爪先接触工件,标号为Ⅲ、Ⅳ的另一对卡爪距离工件还相差一个间隙Δl1(设两卡爪距工件间隙值相等,即ΔlⅢ=Δl Ⅳ),此时外锥套4尽管受到钢球5的作用力,但由于与其相连的Ⅰ、Ⅱ卡爪已夹住工件,行程受到限制s,所以外锥套4不能向左移动。
而内锥套6由于与其相连的Ⅲ、Ⅳ两卡爪各自与工件的间隙值相等,因此内锥套6在钢球5的作用下,可以产生与外锥套4的相对滑移,即向左移动,直到Ⅲ、Ⅳ这一对卡爪均移动同样距离夹紧工件后停止,其移动距离的大小即误差补偿值大小,是由设计的结构参数决定的。
KH-JJ10机床夹具设计示教陈列柜
KH-JJ10机床夹具设计示教陈列柜
一、概述:
本陈列柜按国家机械工业部编写的教材教学大纲设计一套《机床夹具》陈列柜、主要从机械加工工艺系统各环节的几何关系,阐明夹具保证加工精度的原理,并介绍夹具组成要素的知识、探讨机床夹具发展方向其中对通用可调和成组夹具,组合夹具,自动化夹具等作了初步介绍和认识。
演示形象逼真,制作工艺美观,使用本陈列柜提高教学效果,是一套现代化模具设计课程应用陈列室设备。
二、技术规格:
1、全套陈列柜由十个单体陈列柜组成,陈列柜体外形尺寸:1200×400×1850㎜;尺度比例设计符合人机工程要求.
2、陈列柜体采用1.0mm冷轧钢板喷塑制作,柜体刚性好,外形美观大方;柜内陈列面板为高密度板,承载性好;并配合相应的图文资料。
3、柜内上部有陈列柜名称,方便识别;
4、柜下部设有柜箱,方便存放单个模型、实验箱及相关实验文档;
5、柜底装有万向轮,方便移动。
6、模型材料采用有机玻璃与工程塑料制作。
三、陈列柜详细介绍内容:。
379 课程设计——支架零件加工工艺及夹具设计

构与布置等因素。要求夹紧装置动作迅速,操作安全省力,结构简单.易
于制造并且体积小.刚度好,有足够的夹紧行程和装卸工件的间隙。
常见的夹紧机构有斜锲机构.螺旋机构.偏心机构等。也可采用机动
夹紧如液压.气动夹紧等。
1)螺旋机构
螺旋机构由于其结构简单.自锁性好.扩力比大且夹紧行程不受限
制,广泛应用于夹具的夹紧装置。夹紧力基本计算公式为
零件的结构工艺分析主要应考虑以下几个方面: (1)零件的尺寸公差、形位公差和表面粗糙度的要求应经济合理, 重要尺寸精度φ20,公差在 0.025 之内,形位公差垂直度要求 0.05 之 内,一般尺寸精度为 9-11 级 (2)各加工表面的几何形状应尽量简单; (3)有相互位置要求的表面应尽量在一次装夹中加工;
夹紧机构应保证工件夹紧可靠.安全.不破坏工件的定位及夹压表 面的精度和粗糙度。在设计夹紧装置时必须合理选择夹紧力的方向和 作用点,必要时还应进行夹紧力的估算。
(1)切削力的计算(C a 吃九量 f 进给量 v 切削速度 k 修正系数) 0.75 0
Fz=9.81Cafvk=9.81×180×0.2×4 ×10 ×(300/190)×0.55 ×1.8=1561.18N
0.9 0.75 0 Fy=9.81Cafvk=9.81×94×0.2 ×4 ×10 ×(300/190)×1.3× 1.63=1795.36.81×54×0.2 ×4 ×10 ×(300/190)×1.1×
0.7=1092.82N
22
2
故总的切削力 F=【〔Fz_+ Fy + Fx 〕】开平方根=2618.27N
表 3-5 夹具常用配合种类和公差等级
配 合 件 的 工 件精度要求
示例
机修钳工工艺学第四版教学课件第十三章机床夹具

(3)定位件。定位件主要用于工件的定位和确定元 件与元件之间的相对位置,如各种定位销、定位盘、定 位支承、V 形支承、 定位键等。
(4)导向件。导向件是用来确定刀具与工件之间相 对位置的元件,包括各种尺寸规格的钻套、钻模板、导 向支承等。
3. 扩大机床加工范围
使用夹具可以扩大机床的加工范围,实现一机多用,解 决缺乏某种设备的困难。
三、机床夹具的分类
常用金属切削机床夹具的分类
§13-2 工件的定位
一、工件定位原理
1. 六点定位规则
确定工件在机床或夹具中占有正确位置的过程称为定位。 一个尚未定位的工件,在空间直 角坐标系中,可沿3个坐标轴自由移 动和绕这3个坐标轴自由转动。通常 把这种运动的可能性称为自由度。
二、机床夹具的作用
1. 保证加工精度
使用机床夹具能保证加工精度的稳定性。零件的加工精 度主要取决于夹具的制造精度。
2. 提高劳动生产率,降低加工成本
采用机床夹具省去了划线、找正等工序,且装夹方便、 迅速、安全、可靠,缩短了辅助时间。在导向元件的作用 下可加大切削用量。能有效提高生产率,降低加工成本。
自由度,该面称为止推定位基准面。
(2)长轴类工件定位
长轴类工件加工实例
长轴类工件定位支承点分布
(3)盘类工件定位 端面定位支承点1、3、4限制了工件的
三个自由度;短心轴的定位支
承点5、6限制了工件的
两个自由度
;防转支承点2限制了工件的 自由度。
通过以上分析可知:件加工时应限制的自由度取决于 加工要求,定位支承点的分布取决于工件形状。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计题目:双向偏心夹具UG造型设计与编程摘要随着现代生活节奏的加快,科技进步日新月异,激烈的竞争要求企业更快地将产品推向市场。
CAM/CAD/CAE技术是提升产品性能、加快产品研发过程、提高效益的有效手段。
UG NX4.0,是美国德克萨斯州普莱诺公司于2005年9月推出的产品全生命周期管理(PLM)软件。
该软件的功能覆盖了整个产品的开发过程,即覆盖了从概念设计、功能工程、工程分析、加工制造到产品发布的全过程,在航空、汽车、机械、电器电子等各工业领域的应用非常广泛。
通过对UG三维造型模块的初步了解,和进一步的学习与应用,初步掌握了其三维造型的方法与应用,对其绘制图形方面起了良好的作用。
通过对UG三维造型的认知与了解,可以运用UG的绘图优越条件,对给定草图进行三维造型与设计,应用更为方便。
通过对UG的掌握,利用UG三维造型设计,对双向偏心夹具的部件进行绘制与编辑,便于熟练掌握UG三维造型设计的应用与认知。
通过对UG三维造型的认知与了解,可以运用UG的绘图优越条件,对给定草图进行三维造型与设计,应用更为方便。
通过对UG的掌握,利用UG三维造型设计,对双向偏心夹具的部件进行绘制与编辑,便于熟练掌握UG三维造型设计的应用与认知。
关键词:分割;螺旋;加工;编辑;铣削目录摘要 (4)一、造型 (6)1.1底座 (6)1.2零件A (6)1.3零件B (7)1.4把手 (8)1.5短螺丝 (9)1.6长螺丝 (10)1.7杆 (11)1.8弹簧 (12)1.9螺丝帽A (13)1.10螺丝帽B (14)1.11双头长螺纹 (13)1.12双头短螺纹 (14)二、UG软件加工 (14)2.1准备 (16)2.2选择刀具 (16)2.3对凸模进行型腔加工 (18)2.4对凸模进行钻孔加工 (19)2.5对凸模进行精加工 (20)2.6对侧壁进行曲面加工 (21)2.7建立坐标系 (22)2.9对凹模进行精加工 (23)三、组合零件 (24)四、结论 (25)参考文献 (27)(一).造型1.1.底座1.进入xc-yc草图,作长260mm宽100mm的矩形与长96mm宽80mm的矩形,如图所示。
2.将大矩形向下拉伸20mm,再将小矩形向上拉伸10mm。
1.2.零件A1.进入xc-yc草图,作图示图形,将图形拉伸,起始位置为6mm结束为止为34mm。
2.进入上表面草图,作直径为45mm的圆,圆中心在距图形右侧66mm,宽中间位置。
3.将大圆拉伸,起始位置为0,结束位置为19mm,求和,拉伸小圆求差。
4.进入侧面草图,作半径为16mm圆,拉伸10mm,求差。
1.3.零件B1.进入草图,用作图示图形,注意约束,拉伸40mm。
2.进入图形上方草图,作图示图形。
拉伸求差。
3.进入上方草图作半径10mm圆,拉伸求差。
4.在台阶上作半径为6mm的圆,拉伸10mm求差,在棱处倒角。
1.4.把手1.进入草图作图示图形。
2.把所作图形按图示距离拉伸。
3.将棱处倒角。
1.5.短螺丝1.在建模状态下用“多边形”指令,作外切圆半径为7.5mm的正六边形,在正六边形中心作直径为6mm的圆。
2.拉伸六边形6mm,反方向拉伸圆30mm,倒角。
1.6长螺丝1.在建模状态下作直径为15mm的球,在球中心作一平面,选“分割体”指令用所作平面将球分割。
2.用偏置命令把中间平面向半球方向偏置4mm,选“分割体”命令用偏置后平面分割半球。
3.进入大圆面的草图,作直径为6mm的圆,完成草图后拉伸圆40mm。
4.进入小圆面的草图,作长为19mm宽为2mm的矩形,完成草图后向图形方向拉伸2mm后求差。
1.7.杆1.进入草图,作一对长100mm距离9mm的平行线,完成草图,用一条线作中心线旋转。
2.进入圆柱一底面草图,利用约束作图示图形,完成草图向圆柱方向后拉伸10mm。
3.在圆柱另一底面钻直径为6mm的孔,深度为20mm。
1.8弹簧1.用“螺旋线”指令作一条转数为10mm,螺距5mm的螺纹,半径为7mm。
2.用“管道”指令对螺纹作外直径为2.5mm的管道。
3.在螺纹两侧建两个平面,两个平面距离为??mm ,用所作两平面分割螺纹。
1.9螺丝帽A1.在建图状态下作内接圆半径为10mm 的正六边形。
2.进入正六边形所在草图,以正六边形中心为中心作直径为25mm 的圆,完成草图拉伸圆1mm ,反向拉伸正六边形10mm 。
3.进入螺丝帽侧面草图,在六面体角处作一条斜线,完成草图,以y 轴为轴旋转斜线,用旋转后曲面分割螺丝帽。
4.在螺丝帽上方中心钻直径为10mm的通孔。
1.10.螺丝帽B1.进入草图作直径为24mm的圆与内接半径为10mm,完成草图拉伸圆1mm,反向拉伸正六边形10mm,2.进入侧面草图在角处做斜线,完成草图以Y轴为轴旋转,用旋转后曲面分割螺丝帽,求和,在上方钻直径为6mm的通孔。
1.11.双头长螺纹1.在建模状态下作底圆半径为6mm,高35mm的圆柱,将两端倒1mm角。
2.在一倒角的结束位置建立平面与圆柱相地面平行,如图,用平面作起始位置作螺纹,螺距为1mm,长度为33mm,角度为60度。
1.12.双头短螺纹1.在建模状态下作底面直径为10mm,高为25mm的圆柱,在圆柱两端处倒角。
2.在倒角结束位置建立平面与圆柱相切,用“螺纹”指令以所作平面为起始位置作螺纹,螺距为1.5mm,长度为23mm,副直径为8.5mm,角度为60度。
(二).UG软件加工2.1.准备1.进入零件底面草图,作长方体覆盖零件,通过“编辑–对象显示”选所作长方体(毛坯),并设为半透明。
2.依次单击“起始–加工–初始化”。
3.单击右侧第三项“操作导航器”,在空白处右击,选几何视图,展开MCS MILL,双击WORKPIECE。
4.隐藏项选择毛坯,选“编辑—隐藏—毛坯”隐藏毛坯,再点部件项选择零件。
2.2.选择刀具1.平铣刀:创建刀具,类型mill_contour,名称MILL,确定,刀具直径为5mm。
2.钻头:创建刀具,类型drill,名称SPOTFACING_TOOL,确定,刀具直径为20mm。
3.定位钻头:创建刀具,类型为drill_1,名称SPOTFACING_TOOL_1,确定,刀具直径为1mm。
4.球头刀:创建刀具,类型mill_planar,名称BALL_MILL,确定,球头刀直径为5mm。
2.3.UG软件加工1.对凸模进行型腔加工:创建操作,类型mill_contour,使用几何体为WORKPIECE,使用刀具MILL,名称CAVITY_MILL,确定,加工平面选择图示平面,每刀深度3mm,切削参数内切削区域延伸50mm。
加工后效果:2.定位孔:创建操作,类型drill,使用几何体为WORKPIECE,使用刀具MILL,名称drill_1,确定,最小安全距离为3mm。
3.单击编辑参数,确定,单击Cycle参数中Depth,选择刀尖深度为1mm。
加工后效果:4.对凸模进行钻孔加工:创建操作,类型选择drill,使用几何体选择WORKPIECE,使用刀具选择DRILLING_TOOL,确定,加工孔选择零件上方的孔,最小安全距离更改为20mm。
加工后效果图:5.对凸模进行精加工:创建操作,类型选择mill_contour,使用几何体选择WORKPIECE,使用刀具选择BALL_MILL,确定,选图示平面为加工平面。
单击“编辑”把百分比值更改为8。
单击切削项,把切削角改成用户定义,角度为90度。
加工后效果图:6.对侧壁进行曲面加工:创建操作,类型选择mill_contour,使用几何体选择WORKPIECE,使用刀具选择BALL_MILL,陡角必须更改为45度,切削面选择大于45度的平面。
单击切削选项,更改为在边上延伸,百分比值为55。
加工结束效果图:7.建立坐标系:选择创建几何体名称更改为MCS,旋转Y轴向反方向。
8.对凹模进行型腔加工:创建操作,类型选择mill_contour使用几何体选择MCS,使用刀具选择MILL,切削平面选择图示平面。
加工结束效果图:9.对凹模进行精加工:创建操作,类型选择mill_contour,使用几何体选择MCS,使用刀具选择BALL_MILL,确定,选图示平面为加工平面。
选择“区域铣削”,再选择编辑参数,更改百分比值为5。
加工后效果图:(三).组合零件3.1组合1.把加工后零件按图示位置,利用“对齐”,“同轴”,“距离”,把零件组合一起。
结论本次设计,以适度够用为原则设计内容,同时通过对典型数控机床结构和操作面板的功能进行系统化的实践与演练,强化绘制与操作的熟练结合,提高自身实际操作水平,有较高的绘制水平,突出自己特色。
在这次设计中运用到了一些曲面的绘制,加强了绘制效果,较好的提高了工件的绘制质量,使得曲面圆滑逼真,利于在现实机床上进行具体的实际加工,利用其成型模进行对所需生产工件的浇注与成型,便于加工。
本设计是普通金属切削机床和数控机床的整合,介绍了常用金属切削机床的基本组成,工作原理。
运动传动原理,机床分类和典型数控车床与调整方法。
本设计采用了辽宁工程技术大学职业技术学院张继平。
黑龙江工商职业技术学院蒋林敏任主编,杨一平,黑龙剑农业经济职业技术学院于海英任副主编的教材。
参考文献[1] 金大鹰主编机械制图北京:机械工业出版社,2001[2] 计算机辅助绘图与设计机械工业出版社[3] UG工业造型时尚百例机械工业出版社[4] 肖诗纲编刀具材料及其合理选择北京:机械工业出版社,1990[5] 孙宝钧主编机械设计基础机械工业出版社[6] 国家技术监督局技术制图与机械制图北京:中国标准出版社,1996~2003[7] UG NX4.0数控编程基础与进阶/张春丽,周爱梅,周华等编著. 北京:机械工业出版社,2007.1。