SMT作业详细流程图
SMT印刷工序作业流程图
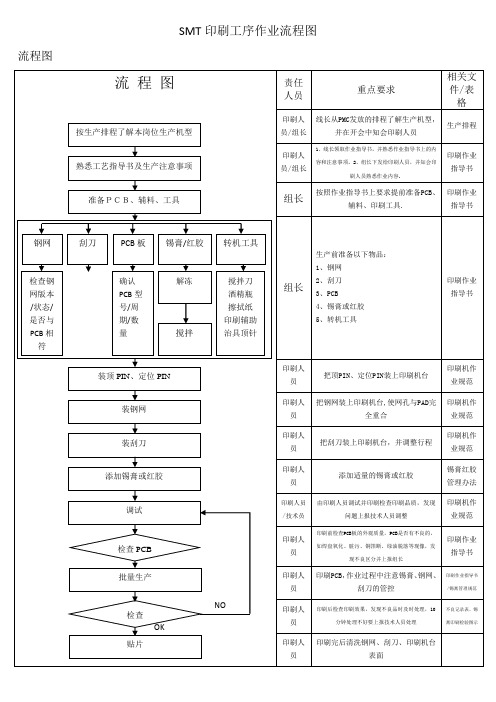
SMT印刷工序作业流程图流程图作业内容1、熟悉工艺指导书及生产注意事项参照《锡膏印刷作业指导书》,里面有一些产品的特殊要求。
2、准备PCB、辅料、工具2。
1、工具准备:搅拌刀、酒精瓶、擦拭纸、顶针、印刷治具、气枪、放大镜(针对一些特殊产品)2.2、锡膏、红胶准备根据产品要求选择无铅锡膏、有铅锡膏、红胶。
千住锡膏(M705—GRN360—K2)在室温下进行回温2小时。
车间温度:18~26℃,车间湿度40—70%。
已回温未开封的焊膏不得放置超过24小时,超过24小时应重新放回冰箱,下次先领用;同一瓶焊膏的回温次数≤2次。
乐泰锡膏(CR37)在室温下进行回温4小时。
车间温度:18~26℃,车间湿度40-70%.已回温未开封的焊膏不得放置超过24小时,超过24小时应重新放回冰箱,下次先领用;同一瓶焊膏的回温次数≤2次.贴片胶使用前,应先从冷藏柜中取出,放置在阴凉处(不要放在冰柜顶部)回温,ESGS。
W880、富士NE3000S回温时间3-4小时。
回温时不应打开封口,贴片胶只允许回温一次. 锡膏搅拌时间3分钟。
2.3、准备PCB板2。
3.1、确认PCB型号/周期/数量/版本号/包装状态(OSP必须是真空袋包装).2。
3.2、确认领取时是否有不同版本的PCB,如果有必须确认清楚.2。
4、刮刀准备2。
4.1、每次生产前必须先检查刮刀的平整度、变形、磨损情况,若不良现象存在于印刷区域中,致使无法印刷出品品质合格的图形,该刮刀必须报废处理;若不影响印刷效果或不良情况未在印刷区域中,则需请技术部确认后方可使用。
2. 4.2、上述情况必须完全记录在《SMT制程记录表》上。
2。
5、准备钢网2。
5。
1、检查钢网版本/状态/是否与PCB相符。
2.5。
2、每次使用前必须先检查钢网的平整度、变形、磨损、钢网绷网、张力,若不良现象存在于需印刷的图形之上致使无法印刷出合格的图形,该钢网必须报废处理;2.5。
3、若不影响印刷效果或不良情况未在印刷图形之上,则需请技术部确认后,才能使用;针对绷网胶水开裂致使钢网松弛现象,则需请技术部进行绷网处理之后,测试张力大于30N/cm,方可使用。
0711-SMT详细流程图更新版
波峰焊时PCB运行方向
25
谢谢您 聆听
N 检查元件偏移程度
N 对照样机检查有无少件、多件、错件竖 件、反件、侧立等不良 Y
记录检查报表
原创:boter Mail: boter29163
过回流炉固化
12
未固化机芯补件 直接在原位置贴元件 用高温胶纸注明补件位置
过回流炉固化
原创:boter Mail: boter29163
SMT炉前补件流程
Y
产线QC与操作员确认签名
IPQC签名确认
原创:boter Mail: 开始首件生产
8
boter29163
工程部 提供工程样机
PE确认
SMT首件样机确认流程
品质部
SMT部
N
Y
N IPQC元件实物
测量 Y
生产调试合格首部机芯
核对工程样机 Y
元件贴装效果确认 N
通知技术员调试
Y
OQC对焊接质量进行复检
试用物料及试用单发放至生产线
Y
N IPQC跟踪试用料品质情况
Y 填写物料试用跟踪单
部门领导审核物料试用跟踪单
生产线区分并试用物料
技术员跟踪试用料贴装情况 N
停止试用
通知相关部门
机芯及试用跟踪单发放并交接
原创:boter Mail:
18
boter29163
SMT清机流程
提前清点线板数
物料清点
N
Y
配套下机
按“工艺指导卡”要求,逐项对 产品检验
原创:boter Mail: boter29163
Y
作良品标记
包装待抽 检
检验结 果
N
产品作好 缺陷标识
SMT车间作业流程图及工艺
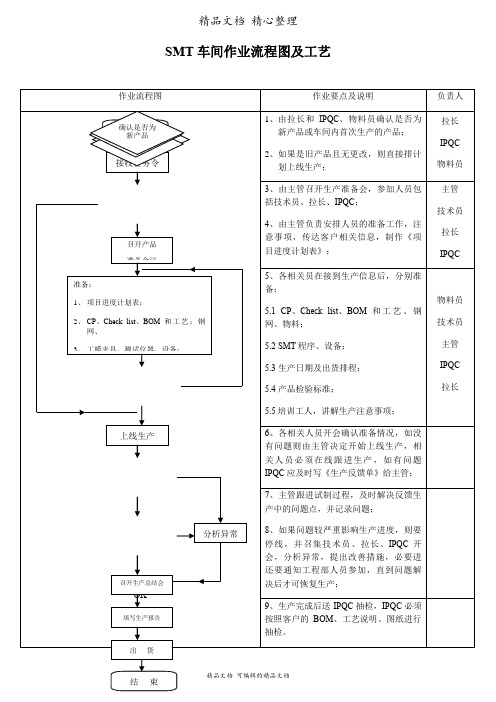
SMT车间作业流程图及工艺
SMT生产工艺Check List
验证内容:SMT 其它
拟制:审核:批准:
一、过程关键工序控制:
①合格率=合格数÷投入总数以该工序实际生产的数量填写,无该工序时不填写。
二、IPQC检验合格率
①合格率=合格数÷检查数
三、可生产性及改善建议
四、生产结论
□生产正常,不需作任何更改。
□不可以正常生产,必须重新改进后再生产。
拟制:审核:批准:
精品文档精心整理
附3 废水、噪声、粉尘、固体废弃物处理工艺流程图1、废水处理
2、噪声处理
3、粉尘处理
4固体废弃物处理
精品文档可编辑的精品文档。
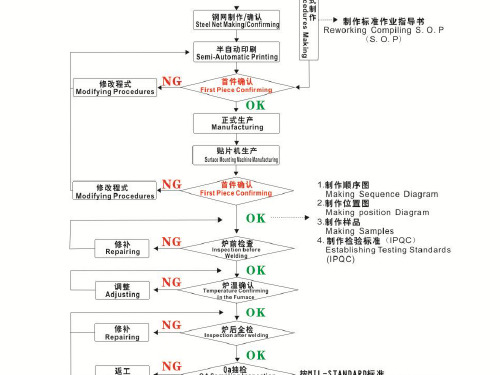
SMT制程流程图

首件
1> 機台操作 說明 不 可 有 零 件 首件
樣品
首件確認表,
技術員
高速貼片
機台保養表,
操作員
機
定时保養表
樣品 技術員、首 件 確 認 表 ,
用
書
偏移, 缺件、
機
NG 2> 零件對換表 錯件、 反向
貼 泛用貼片機
零件少貼、 多貼、 偏移、 極性方向
首件
樣品、 放大鏡
稽查 首件確認表
目 視 目視檢查 檢 查
迴焊爐
迴 焊 爐
目 目視檢查 視
檢
查
NG 修護
修
護
進行零件位
SMT 目 視檢驗規 置 與 方 向 檢
範
查, 問題點
回饋前制程
全檢
依製技發出
1> 機台操說明書
I/R REFLOW
2> SMT 迴 焊 作 業
操條件設定
全檢
稽
稽查確認
查
零件對照表
稽查依零件 對照表確認 料號規格
全檢
操作員 操作員 稽查
高速貼片機
高 速 貼 片
OK
泛
1> 機台操作 說明 書
2> 零件對換表 3> 零件對照表
不可有零件 4> 零件位置圖
偏移, 缺件、 5> 機器保養 每日
錯件、 反向 檢查表
等不良, 依 6> SMT 生 產 線 對
ME-CB031 01 換料管制辦法
3> 零件對照表 等 不 良 , 依
片
4> 零件位置圖 ME-CB031 01
SMT详细流程图图示

解读步骤2
识别流程图中的各个符号和元素,了解它们 代表的含义和作用。
解读步骤4
对整个流程进行总结和归纳,形成对流程的 整体认识,并评估其合理性和优缺点。
03 SMT流程详解
流程准备阶段
确定生产需求
根据客户订单和产品规格,确 定生产需求,包括产品数量、
型号、规格等。
制定生产计划
根据生产需求,制定详细的 SMT生产计划,包括生产排程 、物料需求、设备配置等。
对SMT生产线上的设备进行维护 和清洁,确保设备的长期稳定运 行。
04 SMT流程优化建议
提升流程效率
自动化设备
采用自动化设备,如自动 贴片机、自动检测设备等, 提高生产效率。
优化生产线布局
合理安排生产线布局,减 少物料搬运距离,降低生 产时间。
引入智能管理系统
通过引入智能管理系统, 实时监控生产进度,优化 生产计划,提高生产效率。
降低流程成本
减少物料浪费
优化物料管理,减少物料损耗和浪费,降低生产 成本。
降低人工成本
通过自动化设备替代人工操作,降低人工成本。
提高设备利用率
合理安排设备使用计划,提高设备利用率,降低 生产成本。
提升流程质量
严格质量控制
建立完善的质量控制体系,确保每个生产环节的质量可控。
引入质量检测设备
采用先进的质量检测设备,提高产品质量检测的准确性和可靠性。
回流焊接
将贴装好的PCB板通过回流焊炉进行 焊接,使元件与PCB板牢固连接。
质量检测
对焊接完成的PCB板进行质量检测, 包括目视检查、功能测试等,确保产 品质量。
流程结束阶段
01
产品包装
根据客户要求,对合格的PCB板 进行包装,确保产品在运输过程 中不受损坏。
SMT详细流程图(1)
上 料 作 业
指 导 书
点 胶 作 业
指 导 书
贴 片 作 业
指 导 书
炉 前 检 查
作 业 指
导
补 件 作 业
指 导 书
外 观 检 查
作 业 指
导
后 焊 作 业
指 导 书
测 试 作 业
指 导 书
包 装 作 业
指 导 书
书
书
熟悉各作业指导书要求 严格按作业指导书实施执行
没有最好,只有更好
熟悉各作业指导书要求 监督生产线按作业指导书执行
没有最好,只有更好
PCB在SMT设计中工艺通常原则
1、特殊焊盘的设计规则 MELF柱状元器件:为防止回流焊接时元器滚动,焊盘上须开一个缺口
D
EC A B PLCC
SOP、QFP
K=1.2
主焊面
没有最好,只有更好
PCB在SMT设计中工艺通常原则
2、导通孔及导线的处置 为避免焊锡的流走,导通孔应距表面安装焊盘0.65以上。在片状元件下面不应设置导 通孔。
没有最好,只有更好
PCB在SMT设计中工艺通常原则
3、导通孔及导线的处置 为防止大面积铜导体的热效应而影响焊接质量,表面安装焊盘与导线的连接部宽度不
宜大于0.3mm
不好
没有最好,只有更好
较好
PCB在SMT设计中工艺通常原则
4.1、元器件的布局 在SMT中,元器件在SMB上的排向应使同类元器件尽可能按相同的方向排
对原物料、备装物料、料站表进行三方核对
换料登记(换料时间/料号/规格/数量/生产数 /实物保存),签名(操作员/生产QC/IPQC)
N
IPQC核对物料(料 号/规格/厂商/周期) 并测量记录实测
台资厂SMT作业详细流程图

测量实际值
N
操作员根据上料卡换料 生产线QC核对物料正确性
详细填写换料记录
通知生产线立即暂停生产
追踪所有错料机芯并隔离、标识
记录实测值并签名
生产线重新换上合格物料
继续生产 对错料机芯进行更换
标识、跟踪
15
工程部
•调校检验仪器、设备 •提出检验要求/标准
SMT机芯测试流程
QC/测试员
接收检验仪器和工具 接收检验要求/标准
QC开欠料单补料
QC对料,操作 员拆料、转机
物料申请/领料 坏机返修
19
Y 填写物料试用跟踪单
部门领导审核物料试用跟踪单
生产线区分并试用物料
技术员跟踪试用料贴装情况 N
停止试用
通知相关部门
机芯及试用跟踪单发放并交接
18
SMT清机流程
提前清点线板数 N
物料清点 Y 配套下机
已发出机芯清点
不良品清点
N 丝印位、操作员、炉后QC核对生产数 Y 手贴机器抛料,空贴机芯标识、区分
填写QC检查报表
交修理人员进行修理
N 修理不良品及清洗处理
Y N
交QC/测试员全检
降级接受或报废处理
Y
合格品放置
17
SMT物料试用流程
PMC/品质部/工程部
SMT部
提供试用物料通知
明确物料试用机型
下达试用物料跟踪单 发放试用物料
领试用物料及物料试用跟踪单 试用物料及试用单发放至生产线
Y
N IPQC跟踪试用料品质情况
外观、功能修理
4
研发/工程/PMC部
提供PCB文件 提供PCB 提供BOM
SMT生产程序制作流程
SMT详细流程图(更新版)

03
返修工具具有操作简便、灵活多变等特点,能够大大提高 返修效率和修复质量。
04 SMT材料
焊锡膏
焊锡膏是一种由焊剂和焊料组 成的混合物,用于将电子元件
焊接到PCB板上。
焊锡膏的成分和特性决定了 焊接的质量和可靠性,因此 选择合适的焊锡膏非常重要。
焊锡膏的粘度、触变性和润湿 性等特性需根据不同的工艺要
振动测试
模拟产品在实际使用过程 中可能受到的振动,以检 测产品的机械可靠性和稳 定性。
温度循环测试
模拟产品在不同温度环境 下工作,以检测产品的热 性能和耐温性能。
质量保证体系
ISO 9001质量管理体系
国际标准化组织制定的质量管理体系标准, 用于企业质量管理和持续改进。
QS9000质量管理体系
汽车行业质量管理体系标准,要求对产品从开发、 采购、生产到售后服务的全过程进行质量控制。
AOI检测设备
AOI检测设备是SMT生产流程中 的质量检测设备之一,主要负责 对印刷好锡膏或贴片胶的PCB板 进行自动光学检测,以发现和纠 正锡膏印刷、电子元件贴装和焊 接等工序中可能存在的缺陷和问 题。
AOI检测设备通常由传送系统、 检测系统和控制系统等组成,其 中检测系统的作用是通过高分辨 率相机和专用软件对PCB板进行 全方位扫描和图像处理,以发现 并定位缺陷和问题。
03 SMT设备与工具
印刷机
01
印刷机是SMT生产流程中的第一道工序设备,主要负责将预先印有电路的模板 (也称为钢网)上的锡膏或贴片胶均匀地涂抹在PCB板焊盘上,为后续的贴片 和焊接工序做好准备。
02
印刷机的性能和精度直接影响到锡膏的涂抹质量和后续工序的顺利进行。
03
印刷机通常由印刷板、刮刀、传动系统和控制系统等组成,其中刮刀的作用是 将锡膏或贴片胶从模板上刮平并均匀涂抹在PCB板上。
SMT工艺制程详细流程图(更新版)

生产调试合格首部机芯
核对工程样机 Y 元件贴装效果确认 N N 通知技术员调试
IPQC元件实物 测量
Y
OQC对焊接质量进行复检
Y
N 回流焊接或固化并确认质量
填写样机卡并签名
对照样机进行生产、检查
原创:boter Mail: boter29@
9
SMT首件样机测量流程
SMT部
品质部
转机调试已贴元件合格机芯
Y
打印相关程序文件
审核者签名
将程序导入软盘
导入生产线
在线调试程序
原创:boter Mail: boter29@
5
SMT转机工作准备流程
按PMC计划或接上级转机通知
熟悉工艺指导卡及生产注意事项
生产资料、物料、辅料、工具准备
资料准备
钢网准 备 检查钢 网版本/ 状态/是 否与PCB 相符
清洗焊接后的残留物
原创:boter Mail: boter29@
IPQC检验(品质部)
13
SMT换料流程
SMT部
巡查机器用料情况
提前准备需要更换的物料 机器出现缺料预警信号
品质部
操作员根据机器显示缺料状况进行备料
机器停止后,操作员取出缺料Feeder
N
IPQC核对物料(料
对原物料、备装物料、上料卡进行三方核对 号/规格/厂商/周期)
3
SMT品质控制流程
品质部
SMT部
PCB外观检查 Y N 退仓或做废处理
IPQC在线工艺监督、物料/首件确认 IQC来料异常跟踪处理
PCB安装检查 N 网印效果检查 Y 清洗PCB N 校正/调试
OQC外观、 功能抽检 Y 贴PASS贴或签名 N
SMT工艺流程图

元件贴装
回流焊
上料作业 手工贴料
不良维修
NG
OK
目检
收板
AI/MI
不良维修
NG
OK
目检
收板
投入 A 面生产
A 面生产流程:
文件种类:□管理类 □技术类 ■综合类
B 面已贴裝 之半成品
PCB 投入
锡膏印刷 吹气
OK
印刷检查
NG
清洗
炉前目检
元件贴装
回流焊
上料作业 手工贴料
不良维修
NG
OK
目检
收板
AI/MI
文件种类:□管理类 □技术类 ■综合类
主题:SMT 工艺流程图
发文部门:工艺设备处
编 号: IE-07-
总 页 数:1/1
编 制 胡中印
审核
一:单面板锡膏印刷。流程如下图:
PCB 投入
锡膏印刷
OK
印刷检查
NG
发文日期:2018-7-26
批准
到新文件签发
炉前目检
元件贴装
回流焊
不良维修
NG
OK
目检
吹气
清洗
不良维 NG修 OK
目检
收板
AI/MI
文件种类:□管理类 □技术类 ■综合类
印刷检查
NG
元件贴装
回流焊
目检
吹气
清洗
上料作业 手工贴料
收板
文件种类:□管理类 □技术类 ■综合类
然后、再生产 A 面。流程图如下:
已贴裝 之半成品
炉前目
PCB 投入
锡膏印刷
印刷检查
NG
OK
检
点红胶
元件贴
SMT详细流程图精讲

资料准备
钢网准 备 检查钢 网版本/ 状态/是 否与PCB 相符
刮刀准 备
PCB板
领物料
锡膏、红胶 准备
料架准 备
转机工 具准备
程序/排列表 /BOM/位置图 检查是否正 确、有效
确认PCB 型号/周 期/数量
物料分 机/站位
解冻
搅拌
清机(转线)前点数
清机(转线)前对料
没有最好,只有更好
转机开始
SMT转机流程
操作员根据料站表换料 Y IPQC核对物料并 测量实际值
操作员核对物料正确性
N
详细填写换料记录
通知生产线立即暂停生产
追踪所有错料PCBA并隔离、标识
记录实测值并签名
生产线重新换上合格物料
继续生产
对错料PCBA进行更换
标识、跟踪
没有最好,只有更好
SMTPCBA测试流程
工程部
•调校检验仪器、设备 •提出检验要求/标准
工程部
炉温实际值测量 N
炉温测试初步判定
Y N 技术员审核签名 Y 产品过炉固化 N
Y
N
跟踪固化效果
Y
PE确认炉温并签 名 Y
正常生产
没有最好,只有更好
SMT炉前质量控制流程
元件贴装完毕 N 确认PCB型号/版本 Y N 检查锡膏/胶水量及精准度
N 检查极性元件方向 N 检查元件偏移程度 通知技术员确认 N 对照样机检查有无少件、多件、错件竖 件、反件、侧立等不良 Y 记录检查报表
严格按作业指导书实施执行
监督生产线按作业指导书执行
没有最好,只有更好
SMT品质控制流程
品质部 IPQC在线工艺监督、物料/首件确认 IQC来料异常跟踪处理
SMT详细流程图

锡膏、红胶 准备
料架准 备
转机工 具准备
程序/排列表 /BOM/位置图
检查是否正 确、有效
检查钢 网版本/ 状态/是 否与PCB 相符
确认PCB 型号/周 期/数量
物料分 机/站位
解冻
搅拌
清机前点数
清机前对料
转机开始
6
贴片机、插件机
SMT转机流程 SMT转机流程
判断测量值是否符合规格要求 Y 将已测量元件贴回原焊盘位置
更换物料或调试后再次确认 N 重复测量所有可测元件 N 将首件测量记录表交QC组长审核 Y 将机芯标识并归还生产线
贴片机、插件机
10
SMT炉温设定及测试流程 SMT炉温设定及测试流程
SMT部 部
根据工艺进行炉温参数设置
IPQC物料确认(品质部)
未固化机芯补件
固化后红胶工艺补件
固化后锡膏工艺补件
直接在原位置贴元件
将原有红胶加热后去除
将掉件位置标注清楚
用高温胶纸注明补件位置
用专用工具加点适量红胶
不良机芯连同物料交修理
手贴元件及标注补件位置
按要求焊接物料并清洗
过回流炉固化
过回流炉固化
清洗焊接后的残留物
IPQC检验(品质部)
接到转机通知
熟悉工艺指导卡及注意事项
领钢网
领PCB
领物料及分区
领辅助材料
准备料架
准备工具
更换资料
传程序
炉前清机
网印调试
调轨道
拆料
上料
更换吸嘴
对料
元件调试
炉温调整
炉温测试
对样机
首件确认
7
正常生产
贴片机、插件机
SMT作业详细流程图

上 料 作 业 指 导 书
点 胶 作 业 指 导 书
贴 片 作 业 指 导 书
炉 前 检 查 作 业 指 导 书
补 件 作 业 指 导 书
外 观 检 查 作 业 指 导 书
后 焊 作 业 指 导 书
测 试 作 业 指 导 书
包 装 作 业 指 导 书
按已审核上料卡备料、上料
熟悉各作业指导书要求
熟悉各作业指导书要求
制作或更改程序
N
IPQC审核程 序与BOM一 致性
提供BOM NC 程序 排列 程序 基板 程序
Y
打印相关程序文件
审核者签名
将程序导入软盘
导入生产线
在线调试程序
Page
5
SMT转机工作准备流程
按PMC计划或接上级转机通知
熟悉工艺指导卡及生产注意事项
生产资料、物料、辅料、工具准备
资料准备
钢网准 备 检查钢 网版本/ 状态/是 否与PCB 相符
刮刀准 备
PCB板
领物料
锡膏、红胶 准备
料架准 备
转机工 具准备
程序/排列表 /BOM/位置图 检查是否正 确、有效
确认PCB 型号/周 期/数量
物料分 机/站位
解冻
搅拌
清机前点数
清机前对料
转机开始
Page 6
SMT转机流程
接到转机通知
熟悉工艺指导卡及注意事项
领钢网
领PCB
领物料及分区
领辅助材料
准备料架
产线QC与操作员确认签名
IPQC签名确认
开始首件生产
Page 8
SMT首件样机确认流程
工程部 品质部 SMT部
提供工程样机 N PE确认 Y
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
原创:boter Mail: boter29@
SMT炉前补件流程
发现机芯漏件 对照丝印图与BOM找到正确物料
IPQC物料确认(品质部) 固化后红胶工艺补件 将原有红胶加热后去除
用专用工具加点适量红胶 手贴元件及标注补件位置
过回流炉固化
IPQC检验(品质部)
固化后锡膏工艺补件 将掉件位置标注清楚 不良机芯连同物料交修理 按要求焊接物料并清洗 清洗焊接后的残留物
校正 Y
焊接效果检查
N
向上级反馈改善
交修理维修
Y
后焊(红胶工艺先进行波 峰焊接)
N 后焊效果检查
向上级反馈改善
Y 功能测试
N 交修理员进行修理
原创:boter Mail:
Y
2
boter29@
成品机芯包装送检
SMT部
对照生产制令,按研发部门 提供的BOM、PCB文件制作或
更改生产程序、上料卡
学习情境11
SMT详细流程图
原创:boter Mail: boter29@
广东科学技术职业学院 1
P CB 来料检查
SMT总流程图
N
Y Y
网印锡膏/红胶
N 印锡效果检查
通知IQC处理 N
I PQC确认 清洗
Y 贴片
夹下已贴片元件
炉前QC检查
Y 过回流炉焊接/固化
N 通知技术人员改善
N
机芯包装
退仓或做废处理 清洗PCB 校正/调试
外观、功能修理
4
研发/工程/PMC部
提供PCB文件 提供PCB 提供BOM
SMT生产程序制作流程
SMT部
导出丝印图、坐标,打印BOM 制作或更改程序
NC 程序
排列 程序
基板 程序
打印相关程序文件
品质部
N
IPQC审核程 序与BOM一
致性
Y
审核者签名
将程序导入软盘
查证是否有代用料 N
N IPQC复核生产线上料正确性
Y
产线QC与操作员确认签名
IPQC签名确认
原创:boter Mail: 开始首件生产
8
boter29@
工程部 提供工程样机
PE确认
SMT首件样机确认流程
品质部
SMT部
N
Y
N IPQC元件实物
测量 Y
生产调试合格首部机芯
核对工程样机 Y
元件贴装效果确认 N
通知技术员调试
Y
OQC对焊接质量进行复检
回流焊接或固化并确认质量
原创:boter Mail: boter29@
填写样机卡并签名
对照样机进行生产、检查
N
9
SMT部
通知技术员调整
SMT首件样机测量流程
品质部
转机调试已贴元件合格机芯 N
检查所有极性元件方向 Y
参照丝印图从机芯上取下元件
B=50~330mm
A=50~250mm
E>5mm
原创:boter Mail: boter29@
D<8mm
G< 0.5mm E>5mm
F<1.2mm
C>5mm
20
SMT生产上对PCB的要求
2.识别点(Mark)的要求: A. Mark的形状:标准圆形、正方形、三角形; B. Mark的大小;0.8~1.5mm; C. Mark的材质:镀金、镀锡、铜铂; D. Mark的表面要求:表面平整、光滑、无氧化、无污物; E. Mark的周围要求:周围1mm内不能有绿油或其它障碍物,与Mark颜色有明显差异; F. Mark的位置:距离板边5mm以上,周围5mm内不能有类似Mark的过孔、测试点等; G.为避免生产时进板方向错误,PCB左右两边Mark与板缘的位置差别应在10mm以上。
明确物料试用机型
下达试用物料跟踪单
领试用物料及物料试用跟踪单
发放试用物料
试用物料及试用单发放至生产线
Y
N IPQC跟踪试用料品质情况
Y 填写物料试用跟踪单
部门领导审核物料试用跟踪单
生产线区分并试用物料
技术员跟踪试用料贴装情况 N
停止试用
通知相关部门
机芯及试用跟踪单发放并交接
原创:boter Mail:
将仪表调至合适档位进行测量
将实测值记录至首件测量记录表
检查元件实物或通知技术员调整 更换物料或调试后再次确认
将机芯标识并归还生产线
原创:boter Mail: boter29@
判断测量值是否符合规格要求 Y
将已测量元件贴回原焊盘位置 N
重复测量所有可测元件
N 将首件测量记录表交QC组长审核 Y
按“工艺指导卡”要求,逐项对 产品检验
原创:boter Mail: boter29@
Y
作良品标 记
包装待抽 检
检验结 果
N
产品作好 缺陷标识
作好检 验记录
不良品统计 及分析
生产线
在线产品
修理进行修理
Y 判断修 理结果 N
填写报废申请单 /做记录
区分/标识,待 报废
16
SMT不良品处理流程
QC/测试员检查发现不良品 不良品标识、区分 不良问题点反馈
填写QC检查报表
交修理人员进行修理
N 修理不良品及清洗处理
Y N
交QC/测试员全检
Y
降级接受或报废处理
合格品放置
原创:boter Mail:
17
boter29@
SMT物料试用流程
PMC/品质部/工程部
SMT部
提供试用物料通知
PCB在SMT设计中工艺通常原则
2、导通孔及导线的处置 为避免焊锡的流走,导通孔应距表面安装焊盘0.65以上。在片状元件下面不应设置导 通孔。
原创:boter Mail:
23
boter29@
PCB在SMT设计中工艺通常原则
3、导通孔及导线的处置 为防止大面积铜导体的热效应而影响焊接质量,表面安装焊盘与导线的连接部宽度不
18
boter29@
SMT清机流程
提前清点线板数
物料清点
N
Y
配套下机
已发出机芯清点
不良品清点
N
丝印位、操作员、炉后QC核对生产数
Y 手贴机器抛料,空贴机芯标识、区分
原创:boter Mail: boter29@
QC开欠料单补料
QC对料,操作 员拆料、转机
物料申请/领料 坏机返修
导入生产线
在线调试程序
原创:boter Mail:
5
boter29@
SMT转机工作准备流程
按PMC计划或接上级转机通知 熟悉工艺指导卡及生产注意事项 生产资料、物料、辅料、工具准备
资料准备
程序/排列表 /BOM/位置图
检查是否正 确、有效
钢网准 备
检查钢 网版本/ 状态/是 否与PCB
IQC来料异常跟踪处理
OQC外观、 功能抽检
Y
N
贴PASS贴或签名
填写返工通知单
SMT出货
SMT返工
SMT部
PCB外观检查
N
Y
PCB安装检查
N 网印效果检查
Y
N
炉前贴片效果检查
设置正确回流参数并测试
N 炉后QC外观检查
Y N
X-Ray对BGA检查(暂无)
分板、后焊、外观检查 N
功能测试
原创:boter Mail: boter29@
N 确认PCB型号/版本 Y
N 检查锡膏/胶水量及精准度
N 检查极性元件方向
N 检查元件偏移程度
N 对照样机检查有无少件、多件、错件竖 件、反件、侧立等不良 Y
记录检查报表
原创:boter Mail: boter29@
过回流炉固化
12
未固化机芯补件 直接在原位置贴元件 用高温胶纸注明补件位置
相符
刮刀准 备
PCB板
确认PCB 型号/周 期/数量
领物料
物料分 机/站位
锡膏、红胶 准备
料架准 备
解冻
搅拌
转机工 具准备
清机前点数
清机前对料
原创:boter Mail:
转机开始
6
boter29@
领钢网
领PCB
SMT转机流程
接到转机通知
熟悉工艺指导卡及注意事项
领物料及分区
领辅助材料
准备料架
19
SMT在生产上对PCB的要求
1.PCB大小及变形量: A. PCB宽度(含板边) :50~250mm; B. PCB长度(含板边) :50~330mm; C. 板边宽度:>5mm; D. 拼板间距:<8mm; E. PAD与板缘距离:>5mm; F. 向上弯曲程度:<1.2mm; G. 向下弯曲程度:<0.5mm; H. PCB扭曲度:最大变形高度÷对角长度<0.25
13
SMT部
巡查机器用料情况
SMT换料流程
提前准备需要更换的物料
机器出现缺料预警信号
操作员根据机器显示缺料状况进行备料
机器停止后,操作员取出缺料Feeder
对原物料、备装物料、上料卡进行三方核对
换料登记(换料时间/料号/规格/数量/生产数 /实物保存),签名(操作员/生产QC/IPQC)
对缺料站位进行装料
备份保存
按已审核上料卡备料、上料
SMT工艺控制流程
品质部
工程部
N
对BOM、生 产程序、上 料卡进行三
方审核
Y
审核者签名
按工艺要求制作《作业指导书》
印 锡 作 业
指 导 书
上 料 作 业 指 导 书