AS 1012.11-2000_R2014
澳大利亚国家标准(sa)目录新
序号标准号标准名称(仅供参考)1AS 1000 :1979THE INTERNATIONAL SYSTEM OF UNITS (SI) AND ITS APPLICATION2AS 1001 :1987PLAIN SETTING RINGS FOR INTERNAL MEASURING EQUIPMENT (METRIC SERIES)3AS 1003 :1987ENGINEERS STRAIGHTEDGES (METRIC UNITS)4AS 1004 :1971SURFACE PLATES (METRIC UNITS)5AS 1004.1 :1998SURFACE PLATES FOR METROLOGY - CAST IRON 6AS 1004.2 :1998SURFACE PLATES FOR METROLOGY - GRANITE7AS 1006 :1995SOLID-STEM GENERAL PURPOSE THERMOMETERS8AS 1009 :1983DATA STORAGE DEVICES - MAGNETIC STORAGE DEVICES - INFORMATION PROCESSING-9-TRACK. 12.7 MM WIDE MAGNETIC TAPE FOR INFORMATION INTERCHANGE RECORDED AT 32 RPMM9AS 1011 :1993DATA STORAGE DEVICES - MAGNETIC STORAGE DEVICES - INFORMATION PROCESSING SYSTEMS-UNRECORDED 12.7 MM (0.5 IN) WIDE MAGNETIC TAPE FOR INFORMATION INTERCHANGE-32 FTPMM (800 FTPI). NRZ1. 126 FTPMM (3 200 FTPI) PHASE ENCODED AND 356 FTPMM (9 042 FTPI). NRZ110AS 1012 SET :2000METHODS OF TESTING CONCRETE11AS 1012.1 :1993METHODS OF TESTING CONCRETE - SAMPLING OF FRESH CONCRETE12AS 1012.10 :1985METHODS OF TESTING CONCRETE - METHOD FOR THE DETERMINATION OF INDIRECT TENSILE STRENGTH OF CONCRETE CYLINDERS13AS 1012.11 :1985METHODS OF TESTING CONCRETE - METHOD FOR THE DETERMINATION OF THE FLEXURAL STRENGTH OF CONCRETE SPECIMENS14AS 1012.12 :1986METHODS OF TESTING CONCRETE - METHOD FOR THE DETERMINATION OF MASSPER UNIT VOLUME OF HARDENED CONCRETE15AS 1012.12.1 :1998METHODS OF TESTING CONCRETE - DETERMINATION OF MASS PER UNIT VOLUME OF HARDENED CONCRETE - RAPID MEASURING METHOD16AS 1012.12.2 :1998METHODS OF TESTING CONCRETE - DETERMINATION OF MASS PER UNIT VOLUME OF HARDENED CONCRETE - WATER DISPLACEMENT METHOD17AS 1012.13 :1992METHODS OF TESTING CONCRETE - DETERMINATION OF THE DRYING SHRINKAGE OF CONCRETE FOR SAMPLES PREPARED IN THE FIELD OR IN THE LABORATORY18AS 1012.14 :1991METHODS OF TESTING CONCRETE - METHOD FOR SECURING AND TESTING CORES FROM HARDENED CONCRETE FOR COMPRESSIVE STRENGTH19AS 1012.15 :1979METHODS OF TESTING CONCRETE - METHOD FOR THE ESTIMATION OF PORTLAND CEMENT CONTENT OF HARDENED CONCRETE20AS 1012.16 :1996METHODS OF TESTING CONCRETE - DETERMINATION OF CREEP OF CONCRETE CYLINDERS IN COMPRESSION21AS 1012.17 :1997METHODS OF TESTING CONCRETE - DETERMINATION OF THE STATIC CHORD MODULUS OF ELASTICITY AND POISSON'S RATIO OF CONCRETE SPECIMENS22AS 1012.18 :1996METHODS OF TESTING CONCRETE - DETERMINATION OF SETTING TIME OF FRESH CONCRETE. MORTAR AND GROUT BY PENETRATION RESISTANCE23AS 1012.19 :1988METHODS OF TESTING CONCRETE - ACCELERATED CURING OF CONCRETE COMPRESSION TEST SPECIMENS (LABORATORY OR FIELD) - HOT WATER AND WARM WATER METHODS24AS 1012.2 :1994METHODS OF TESTING CONCRETE - PREPARATION OF CONCRETE MIXES IN THELABORATORY25AS 1012.20 :1992METHODS OF TESTING CONCRETE - DETERMINATION OF CHLORIDE AND SULFATE IN HARDENED CONCRETE AND CONCRETE AGGREGATES26AS 1012.21 :1999METHODS OF TESTING CONCRETE - DETERMINATION OF WATER ABSORPTION AND APPARENT VOLUME OF PERMEABLE VOIDS IN HARDENED CONCRETE27AS 1012.3 :1983METHODS OF TESTING CONCRETE - METHODS FOR THE DETERMINATION OF PROPERTIES RELATED TO THE CONSISTENCE OF CONCRETE28AS 1012.3.1 :1998METHODS OF TESTING CONCRETE - DETERMINATION OF PROPERTIES RELATED TO THE CONSISTENCY OF CONCRETE - SLUMP TEST29AS 1012.3.2 :1998METHODS OF TESTING CONCRETE - DETERMINATION OF PROPERTIES RELATED TO THE CONSISTENCY OF CONCRETE - COMPACTING FACTOR TEST30AS 1012.3.3 :1998METHODS OF TESTING CONCRETE - DETERMINATION OF PROPERTIES RELATED TO THE CONSISTENCY OF CONCRETE - VEBE TEST31AS 1012.3.4 :1998METHODS OF TESTING CONCRETE - DETERMINATION OF PROPERTIES RELATED TO THE CONSISTENCY OF CONCRETE - COMPACTIBILITY INDEX32AS 1012.4 :1983METHODS OF TESTING CONCRETE - METHODS FOR THE DETERMINATION OF AIR CONTENT OF FRESHLY MIXED CONCRETE澳大利亚国家标准(SA)目录33AS 1012.4.1 :1999METHOD OF TESTING CONCRETE - DETERMINATION OF AIR CONTENT OF FRESHLY MIXED CONCRETE - MEASURING REDUCTION IN CONCRETE VOLUME WITH INCREASED AIR PRESSURE34AS 1012.4.2 :1999METHODS OF TESTING CONCRETE - DETERMINATION OF AIR CONTENT OF FRESHLY MIXED CONCRETE - MEASURING REDUTION IN AIR PRESSURE IN CHAMBER ABOVE CONCRETE35AS 1012.4.3 :1999METHODS OF TESTING CONCRETE - DETERMINATION OF AIR CONTENT OF FRESHLY MIXED CONCRETE - MEASURING VOLUME WHEN CONCRETD DISPERSED IN WATER36AS 1012.5 :1999METHODS OF TESTING CONCRETE - METHOD FOR THE DETERMINATION OF MASSPER UNIT VOLUME OF FRESHLY MIXED CONCRETE37AS 1012.6 :1999METHODS OF TESTING CONCRETE - METHOD FOR THE DETERMINATION OF BLEEDING OF CONCRETE38AS 1012.8 :1986METHODS OF TESTING CONCRETE - METHOD FOR MAKING AND CURING CONCRETE COMPRESSION. INDIRECT TENSILE AND FLEXURE TEST SPECIMENS.IN THE LABORATORY OR IN THE FIELD39AS 1012.9 :1999METHODS OF TESTING CONCRETE - METHOD FOR THE DETERMINATION OF THE COMPRESSIVE STRENGTH OF CONCRETE SPECIMENS40AS 1013 :1971CAPACITORS - SHUNT CAPACITORS FOR CONNECTION TO POWER FREQUENCY SYSTEMS41AS 1014 :1986METRIC SCREW THREADS - GAUGING OF METRIC SCREW THREADS42AS 1016 :1984HULLS AND THEIR STRUCTURE ELEMENTS - MANHOLES FOR SHIPS (METRIC UNITS)43AS 10179 :1998INFORMATION TECHNOLOGY - PROCESSING LANGUAGES - DOCUMENT STYLE SEMANTICS AND SPECIFICATION LANGUAGE44AS 1018 :1985PARTIAL DISCHARGE MEASUREMENTS45AS 1019 :2000INTERNAL COMBUSTION ENGINES - SPARK EMISSION CONTROL DEVICES 46AS 1022 :1986DENTAL RUBBER DAM47AS 1023.1 :1985MOTORS - LOW VOLTAGE SWITCHGEAR AND CONTROLGEAR - PROTECTION OF ELECTRIC MOTORS - BUILT-IN THERMAL DETECTORS AND ASSOCAITED CONTROL UNITS48AS 1023.2 :1989MOTORS - LOW VOLTAGE SWITCHGEAR AND CONTROLGEAR-PROTECTION OF ELECTRIC MOTORS - CURRENT SENSING PROTECTION DEVICES FOR A.C. MOTORS49AS 1023.3 :1984MOTORS - LOW VOLTAGE SWITCHGEAR AND CONTROLGEAR-PROTECTION OF ELECTRIC MOTORS - INHERENT OVERHEAT PROTECTORS50AS 1024 :1971DIRECT RECORDING ELECTRICAL MEASURING INSTRUMENTS AND THEIR ACCESSORIES51AS 1025.1 :1984SWITCHES - HIGH-VOLTAGE A.C. SWITCHGEAR AND CONTROLGEAR-SWITCHES AND SWITCH-DISCONNECTORS - FOR RATED VOLTAGES ABOVE 1 KV AND LESS THAN 52 KV52AS 1025.2 :1989SWITCHES - HIGH-VOLTAGE A.C. SWITCHGEAR AND CONTROLGEAR-SWITCHES AND SWITCH-DISCONNECTORS - FOR RATED VOLTAGES OF 52 KV AND ABOVE53AS 1026 :1994ELECTRICAL WIRES AND CABLES - CABLES - ELECTRIC CABLES-IMPREGNATEDPAPER INSULATED-WORKING VOLTAGES UP TO AND INCLUDING 33 KV54AS 1028 :1992POWER REACTORS AND EARTHING TRANSFORMERS55AS 1029.1 :1985ELECTRICAL AND ELECTROMECHANICAL COMPONENTS - LOW VOLTAGE CONTACTORS - ELECTROMECHANICAL (UP TO AND INCLUING 1000 V A.C. AND1200 V D.C.)56AS 1029.2 :1982ELECTRICAL AND ELECTROMECHANICAL COMPONENTS - LOW VOLTAGE COMPONENTS - SEMICONDUCTOR (SOLID STATE) (UP TO AND INCLUDING 1000 V A.C. AND 1500 V D.C.)57AS 1030 :1993DIAL-TYPE GENERAL PURPOSE THERMOMETERS FOR USE IN THE DAIRYING INDUSTRY58AS 10303.1 :1998INDUSTRIAL AUTOMATION SYSTEMS AND INTEGRATION - PRODUCT DATA REPRESENTATION AND EXCHANGE - OVERVIEW AND FUNDAMETNAL PRINCIPLES59AS 10303.101 :1998INDUSTRIAL AUTOMATION SYSTEMS AND INTEGRATION - PRODUCT DATE REPRESENTATION AND EXCHANGE - INTEGRATED APPLICATION RESOURCES: DRAUGHTING60AS 10303.105 :1999INDUSTRIAL AUTOMATION SYSTEMS AND INTEGRATION - PRODUCT DATA REPRESENTATION AND EXCHANGE - INTEGRATED APPLICATION RESOURCES: KINEMATICS61AS 10303.11 :1998INDUSTRIAL AUTOMATION SYSTEMS AND INTEGRATION - PRODUCT DATA REPRESENTATION AND EXCHANGE - DESCRIPTION METHODS: THE EXPRESS LANGUAGE REGERENCE MANUAL62AS 10303.12 :1999INDUSTRIAL AUTOMATION SYSTEMS AND INTEGRATION - PRODUCT DATA REPRESENTATION AND EXCHANGE - DESCRIPTION METHODS: THE EXPRESS-I LANGUAGE REFERENCE MANUAL63AS 10303.201 :1998INDUSTRIAL AUTOMATION SYSTEMS AND INTEGRATION - PRODUCT DATA REPRESENTATION AND EXCHANGE - APPLICATION PROTOCOL: EXPLICIT DRAUGHTING64AS 10303.202 :1999INDUSTRIAL AUTOMATION SYSTEMS AND INTEGRATION - PRODUCT DATA REPRESENTATION AND EXCHANGE - APPLICATION PROTOCOL: ASSOCIATIVE DRAUGHTING65AS 10303.203 :1998INDUSTRIAL AUTOMATION SYSTEMS AND INTEGRATION - PRODUCT DATA REPRESENTATION AND EXCHANGE - APPLICATION PROTOCOL: CONFIGURATION AND CONTROLLED DESIGN66AS 10303.21 :1998INDUSTRIAL AUTOMATION SYSTEMS AND INTEGRATION - PRODUCT DATA REPRESENTATION AND EXCHANGE - IMPLEMENTATION METHODS: CLEAR TEXT ENCODING OF THE EXCHANGE STRUCTURE67AS 10303.31 :1998INDUSTRIAL AUTOMATION SYSTEMS AND INTEGRATION - PRODUCT DATA REPRESENTATION AND EXCHANGE - CONFORMANCE TESTING METHODOLOGY AND FRAMEWORK: GENERAL CONCEPTS68AS 10303.41 :1998INDUSTRIAL AUTOMATION SYSTEMS AND INTEGRATION - PRODUCT DATA REPRESENTATION AND EXCHANGE - INTEGRATED GENERIC RESOURCES: FUNDAMENTALS OF PRODUCT DESCRIPTION AND SUPPORT69AS 10303.42 :1998INDUSTRIAL AUTOMATION SYSTEMS AND INTEGRATION - PRODUCT DATA REPRESENTATION AND EXCHANGE - INTEGRATED GENERIC RESOURCES: GEOMETRIC AND TOPOLOGICAL REPRESENTATION70AS 10303.43 :1998INDUSTRIAL AUTOMATION SYSTEMS AND INTEGRATION - PRODUCT DATA REPRESENTATION AND EXCHANGE - INTEGRATED GENERIC RESOURCES: REPRESENTATION STRUCTURES71AS 10303.44 :1998INDUSTRIAL AUTOMATION SYSTEMS AND INTEGRATION - PRODUCT DATA REPRESENTATION AND EXCHANGE - INTEGRATED GENERIC RESOURCES: PRODUCT STRUCTURE CONFIGURATION72AS 10303.46 :1998INDUSTRIAL AUTOMATION SYSTEMS AND INTEGRATION - PRODUCT DATA REPRESENTATION AND EXCHANGE - INTEGRATED GENERIC RESOURCES: VISUAL PRESENTATION73AS 10303.47 :1999INDUSTRIAL AUTOMATION SYSTEMS AND INTEGRATION - PRODUCT DATA REPRESENTATION AND EXCHANGE - INTEGRATED GENERIC RESOURCE: SHAPE VARIATION TOLERANCES74AS 1031 :1993METAL-CASED MERCURY-IN-GLASS THERMOMETERS FOR USE IN THE DAIRYING INDUSTRY75AS 1032 :1985DENTAL EQUIPMENT - TOOTHBRUSHES76AS 1033.1 :1990FUSES AND OTHER OVERCURRENT PROTECTION DEVICES - HIGH VOLTAGE FUSES (FOR RATED VOLTAGES EXCEEDING 1000 V) - EXPULSION TYPE77AS 1033.2 :1988FUSES AND OTHER OVERCURRENT PROTECTION DEVICES - HIGH VOLTAGE FUSES (FOR RATED VOLTAGES EXCEEDING 1000 V) - CURRENT-LIMITING (POWDER-FILLED) TYPE78AS 1035 :1983HULLS AND THEIR STRUCTURE ELEMENTS - STEEL LADDERS FOR SHIPS-VERTICAL LADDERS79AS 1036 :1983HULLS AND THEIR STRUCTURE ELEMENTS - STEEL LADDERS FOR SHIPS-INCLINED LADDERS FOR MACHINERY SPACES80AS 1037 :1983HULLS AND THEIR STRUCTURE ELEMENTS - STEEL LADDERS FOR SHIPS-INCLINED LADDERS FOR USE IN OTHER THAN MACHINERY SPACES81AS 1038.1 :2001COALS - COAL AND COKE-ANALYSIS AND TESTING - HIGHER RANK COAL-TOTAL MOISTURE82AS 1038.10 :1980ARSENIC IN COAL AND COKE83AS 1038.10.1 :2003COAL AND COKE-ANALYSIS AND TESTING - PART 10.1: DETERMINATION OF TRACE ELEMENTS-COAL. COKE AND FLY-ASH— - DETERMINATION OF ELEVEN TRACE ELEMENTS - FLAME ATOMIC ABSORPTION SPECTROMETRIC METHOD84AS 1038.10.2 :1998COAL AND COKE - ANALYSIS AND TESTING - DETERMINATION OF TRACE ELEMENTS - DETERMINATION OF ARSENIC. ANTIMONY AND SELENIUM -HYDRIDE GENERATION METHOD85AS 1038.10.3 :1998COAL AND COKE - ANALYSIS AND TESTING - DETERMINATION OF TRACE ELEMENTS - COAL AND COKE - DETERMINATION OF BORON CONTENT - ICP-AES METHOD86AS 1038.10.4 :2001COAL AND COKE - ANALYSIS AND TESTING PART 10.4: DETERMINATION OF TRACE ELEMENTS - COAL. COKE AND FLY-ASH - DETERMINATION OF FLUORINE CONTENT - PYROHYDROLYSIS METHOD87AS 1038.10.5 :1993COAL AND COKE-ANALYSIS AND TESTING - DETERMINATION OF TRACE ELEMENTS - COAL. COKE AND FLY-ASH-TRACE ELEMENTS-DETERMINATION OF MERCURY CONTENT88AS 1038.11 :2002COAL AND COKE-ANALYSIS AND TESTING PART 11: COAL—FORMS OF SULFUR89AS 1038.12.1 :1993COAL AND COKE-ANALYSIS AND TESTING - HIGHER RANK COAL-CAKING AND COKING PROPERTIES-CRUCIBLE SWELLING NUMBER90AS 1038.12.2 :1999COAL AND COKE - ANALYSIS AND TESTING - HIGHER RANK COAL - CAKING AND COKING PROPERTIES - DETERMINATION OF GRAY-KING COKE TYPE91AS 1038.12.3 :2003COAL AND COKE-ANALYSIS AND TESTING PART 12.3: HIGHER RANK COAL— -CAKING AND COKING PROPERTIES - DILATATION92AS 1038.12.4.1 :1996COAL AND COKE-ANALYSIS AND TESTING - HIGHER RANK COAL-CAKING AND COKING PROPERTIES-CONTINUOUS-TORQUE GIESELER METHOD93AS 1038.12.4.2 :1996COAL AND COKE-ANALYSIS AND TESTING - HIGHER RANK COAL-CAKING AND COKING PROPERTIES-PLASTICITY-DISCONTINUOUS-TORQUE GIESELER METHOD94AS 1038.13 :1990COAL AND COKE-ANALYSIS AND TESTING - TESTS SPECIFIC TO COKE95AS 1038.14.1 :2003COAL AND COKE-ANALYSIS AND TESTING - PART 14.1: HIGHER RANK COAL ASH AND COKE ASH— - MAJOR AND MINOR ELEMENTS— - BORATE FUSION/FLAME ATOMIC ABSORPTION SPECTROMETRIC METHOD96AS 1038.14.2 :2003COAL AND COKE-ANALYSIS AND TESTING PART 14.2: HIGHER RANK COAL ASHAND COKE ASH— - MAJOR AND MINOR ELEMENTS - ACID DIGESTION/FLAME ATOMIC ABSORPTION SPECTROMETRIC METHOD97AS 1038.14.3 :1999WAVELENGTH DISPERSIVE X-RAY FLUORESCENCE SPECTROMETRIC METHOD98AS 1038.15 :1995COAL AND COKE-ANALYSIS AND TESTING - HIGHER RANK COAL ASH AND COKEASH-ASH FUSIBILITY99AS 1038.16 :2005COAL AND COKE-ANALYSIS AND TESTING PART 16: ASSESSMENT AND REPORTING OF RESULTS100AS 1038.17 :1989COAL AND COKE-ANALYSIS AND TESTING - DETERMINATION OF MOISTURE-HOLDING CAPACITY (EQUILIBRIUM MOISTURE) OF HIGHER RANK COAL101AS 1038.18 :2006COAL AND COKE-ANALYSIS AND TESTING PART 18: COKE-SIZE ANALYSIS102AS 1038.19 :2000COAL AND COKE - ANALYSIS AND TESTING PART 19: HIGHER RANK COAL -ABRASION INDEX103AS 1038.2 :2006COAL AND COKE-ANALYSIS AND TESTING PART 2: COKE-TOTAL MOISTURE104AS 1038.20 :2002COAL AND COKE-ANALYSIS AND TESTING PART 20: HIGHER RANK COAL— -HARDGROVE GRINDABILITY INDEX105AS 1038.21.1.1 :2002COAL AND COKE-ANALYSIS AND TESTING PART 21.1.1: HIGHER RANK COAL AND COKE— - RELATIVE DENSITY— - ANALYSIS SAMPLE/DENSITY BOTTLE METHOD106AS 1038.21.1.2 :2002COAL AND COKE-ANALYSIS AND TESTING PART 21.1.2: HIGHER RANK COAL AND COKE— - RELATIVE DENSITY— - ANALYSIS SAMPLE/VOLUMETRIC METHOD107AS 1038.21.2 :1992COAL AND COKE-ANALYSIS AND TESTING - HIGHER RANK COAL AND COKE-RELATIVE DENSITY - LUMP SAMPLE108AS 1038.22 :1992COAL AND COKE-ANALYSIS AND TESTING - HIGHER RANK COAL-MINERAL MATTER AND WATER OF CONSTITUTION109AS 1038.23 :2002COAL AND COKE-ANALYSIS AND TESTING PART 23: HIGHER RANK COAL AND COKE— - CARBONATE CARBON110AS 1038.24 :1998COAL AND COKE - ANALYSIS AND TESTING - GUIDE TO THE EVALUATION OF MEASUREMENTS MADE BY ON-LINE COAL ANALYSERS111AS 1038.26 :2005COAL AND COKE-ANALYSIS AND TESTING PART 26: HIGHER RANK COAL AND COKE-GUIDE FOR THE DETERMINATION OF APPARENT RELATIVE DENSITY112AS 1038.3 :1989COALS - COAL AND COKE-ANALYSIS AND TESTING - PROXIMATE ANALYSIS OFHIGHER RANK COAL113AS 1038.4 :2006COAL AND COKE - ANALYSIS AND TESTING PART 4: COKE - PROXIMATE ANALYSIS114AS 1038.5 :1998COAL AND COKE - ANALYSIS AND TESTING - GROSS CALORIFIC VALUE 115AS 1038.5.1 :1988COAL AND COKE - ANALYSIS AND TESTING - ADIABATIC CALORIMETERS116AS 1038.5.2 :1989COAL AND COKE-ANALYSIS AND TESTING - AUTOMATIC ISOTHERMAL-TYPE CALORIMETERS117AS 1038.6.1 :1997COALS - COAL AND COKE-ANALYSIS AND TESTING - ULTIMATE ANALYSIS OF HIGHER RANK COAL - DETERMINATION OF CARBON AND HYDROGEN118AS 1038.6.2 :1997COALS - COAL AND COKE-ANALYSIS AND TESTING - ULTIMATE ANALYSIS OF HIGHER RANK COAL - DETERMINATION OF NITROGEN119AS 1038.6.3.1 :1997COALS - COAL AND COKE-ANALYSIS AND TESTING - ULTIMATE ANALYSIS OF HIGHER RANK COAL - DETERMINATION OF TOTAL SULPHUR (ESCHKA METHOD)120AS 1038.6.3.2 :2003COAL AND COKE— - ANALYSIS AND TESTING PART 6.3.2: HIGHER RANK COALAND COKE— - ULTIMATE ANALYSI -— TOTAL SULFUR - HIGH-TEMPERATURE COMBUSTION METHOD121AS 1038.6.3.3 :1997COALS - COAL AND COKE-ANALYSIS AND TESTING - ULTIMATE ANALYSIS OF HIGHER RANK COAL - DETERMINATION OF TOTAL SULPHUR (INFRARED METHOD)122AS 1038.7 :1981COALS - COAL AND COKE-ANALYSIS AND TESTING - ULTIMATE ANALYSIS OF COKE123AS 1038.8.1 :1992COAL AND COKE-ANALYSIS AND TESTING - COAL AND COKE-CHLORINE -ESCHKA METHOD124AS 1038.8.2 :2003COAL AND COKE-ANALYSIS AND TESTING PART 8.2: COAL AND COKE— -CHLORINE - HIGH-TEMPERATURE COMBUSTION METHOD125AS 1038.9.1 :1993COAL AND COKE ANALYSIS AND TESTING - COAL AND COKE-PHOSPHORUS -ASH DIGESTION/MOLYBDENUM BLUE METHOD126AS 1038.9.2 :2000COAL AND COKE - ANALYSIS AND TESTING - PART 9.2: HIGHER RANK COAL -PHOSPHORUS - COAL EXTRACTION/PHOSPHOMOLYBDOVANADATE METHOD127AS 1038.9.3 :1991COAL AND COKE-ANALYSIS AND TESTING - COAL AND COKE-PHOSPHORUS -ASH DIGESTION METHOD128AS 1038.9.4 :2006COAL AND COKE - ANALYSIS AND TESTING PART 9.4: HIGHER RANK COAL -PHOSPHORUS - BORATE FUSION/MOLYBDENUM BLUE METHOD129AS 1039 :1986ELECTRICAL APPARATUS FOR EXPLOSIVE ATMOSPHERES - ELECTRICAL EQUIPMENT IN COAL MINES-EXPLOSION-PROTECTED DISTRIBUTION CONTROL BOXES FOR VOLTAGES UP TO 3300 V A.S.130AS 1041 :1984HAND-OPERATED TOOLS - WRENCHES-OPEN-ENDED. DOUBLE HEAD131AS 1042 :1973DIRECT-ACTING INDICATING ELECTRICAL MEASURING INSTRUMENTS AND THEIR ACCESSORIES132AS 1043 :1986ACRYLIC DENTURES BASE RESIN133AS 1044 :1995LIMITS AND METHODS OF MEASUREMENT OF RADIO DISTURBANCE CHARACTERISTICS OF ELECTRICAL MOTOR-OPERATED AND THERMAL APPLIANCES FOR HOUSEHOLD AND SIMILAR PURPOSES. ELECTRIC TOOLS AND SIMILAR ELECTRIC APPARATUS134AS 1045 :1988ACOUSTICS - MEASUREMENT OF SOUND ABSORPTION IN A REVERBERATION ROOM135AS 1046.1 :1978LETTER SYMBOLS FOR USE IN ELECTROTECHNOLOGY - GENERAL136AS 1046.2 :1978LETTER SYMBOLS FOR USE IN ELECTROTECHNOLOGY -TELECOMMUNICATIONS AND ELECTRONICS137AS 1046.3 :1991LETTER SYMBOLS FOR USE IN ELECTROTECHNOLOGY - LOGARITHMIC QUANTITIES AND UNITS138AS 1046.4 :1991LETTER SYMBOLS FOR USE IN ELECTROTCHNOLOGY - SYMBOLS FOR QUANTITIES TO BE USED FOR ROTATING ELECTRICAL MACHINES139AS 1048 :1998INTERNATIONAL FIBREBOARD BOX CODE140AS 1049 :1997ELECTRICAL WIRES AND CABLES - CABLES - TELECOMMUNICATION CABLES-INSULATION. SHEATH AND JACKET141AS 1050.12 :1989FERROUS METALS - METHODS FOR THE ANALYSIS OF IRON AND STEEL -DETERMINATION OF NITROGEN IN STEEL (STEAM DISTILLATION TITRIMETRICMETHOD)142AS 1050.17 :1988FERROUS METALS - METHODS FOR THE ANALYSIS OF IRON AND STEEL -DETERMINATION OF COPPER CONTENT-SPECTROPHOTOMETRIC METHOD143AS 1050.19 :1988FERROUS METALS - METHODS FOR THE ANALYSIS OF IRON AND STEEL -DETERMINATION OF NICKEL CONTENT-SPECTROPHOTOMETRIC METHOD144AS 1050.23 :1990FERROUS METALS - METHODS FOR THE ANALYSIS OF IRON AND STEEL -DETERMINATION OF MOLYBDENUM CONTENT-FLAME ATOMIC ABSORPTION SPECTROMETRIC METHOD145AS 1050.25 :1986FERROUS METALS - METHODS FOR THE ANALYSIS OF IRON AND STEEL -DETERMINATION OF LEAD CONTENT (FLAME ATOMIC ABSORPTION SPECTRO-METRIC METHOD)146AS 1050.29 :1989FERROUS METALS - METHODS FOR THE ANALYSIS OF IRON AND STEEL -DETERMINATION OF COBALT CONTENT-FLAME ATOMIC ABSORPTION SPECTRO- METRIC METHOD147AS 1050.33 :1988FERROUS METALS - METHODS FOR THE ANALYSIS OF IRON AND STEEL -DETERMINATION OF NICKEL CONTENT-FLAME ATOMIC ABSORPTION SPECTRO- METRIC METHOD148AS 1050.9 :1984FERROUS METALS - METHODS FOR THE ANALYSIS OF IRON AND STEEL -DETERMINATION OF CHROMIUM (POTENTIOMETRIC METHOD)149AS 1055.1 :1997ACOUSTICS - DESCRIPTION AND MEASUREMENT OF ENVIRONMENT NOISE -GENERAL PROCEDURES150AS 1055.2 :1997ACOUSTICS - DESCRIPTION AND MEASUREMENT OF ENVIRONMENT NOISE -APPLICATION TO SPECIFIC SITUATIONS151AS 1055.3 :1997ACOUSTICS - DESCRIPTION AND MEASUREMENT OF ENVIRONMENT NOISE -ACQUISITION OF DATA PERTINENT TO LAND USE152AS 1056.1 :2005WATER HEATING EQUIPMENT-STORAGE WATER HEATERS-GENERAL REQUIREMENTS153AS 1056.2 :1985SPECIFIC REQUIREMENTS FOR WATER HEATERS WITH SINGLES SHELLS 154AS 1056.3 :1991SPECIFIC REQUIREMENTS FOR WATER HEATERS WITH COMPOSITE SHELLS 155AS 1056.4 :1997CALCULATIONS OF ENERGY CONSUMPTION156AS 1059 :1989RUTIN (PHARMACEUTICAL GRADE)157AS 1063 :1971REPRESENTATION OF THE 7-BIT CODED CHARACTER SET ON 12-ROW PUNCHED CARDS (NOTE - DUE TO THE AGE OF THIS ARCHIVED DOCUMENT. AVAILABLE INFORMATION IS LIMITED THERFORE THIS RECORD IS INCOMPLETE - BOUND TOGETHER WITH AS 1060-1062)158AS 1064 :1987AGRICULTURAL AND LIGHT INDUSTRIAL EQUIPMENT - OPERATOR CONTROLS SYMBOLS159AS 1065 :1988NON-DESTRUCTIVE TESTING OF METALS - NON-DESTRUCTIVE TESTING-ULTRA-SONIC TESTING OF CARBON AND LOW ALLOY STEEL FORGINGS160AS 1067.1 :1990SUNGLASSES AND FASHION SPECTACLES - SAFETY REQUIREMENTS161AS 1067.2 :1990SUNGLASSES AND FASHION SPECTACLES - PERFORMANCE REQUIREMENTS162AS 1068 :1987DATA STORAGE DEVICES - MAGNETIC STORAGE DEVICES - INFORMATION PROCESSING-FILE STRUCTURE AND LABELLING OF MAGNETIC TAPES FOR INFORMATION EXCHANGE163AS 1069 :1985DATA STORAGE DEVICES - PAPER CARDS AND TAPES - DIMENSIONS FOR PUNCHED PAPER TAPE FOR DATA INTERCHANGE164AS 1070 :1985CHARACTER SETS AND INFORMATION CODING - THE DEFINITION OF 4-BIT CHARACTER SETS DERIVED FROM THE AUSTRALIAN STANDARD 7-BIT CODED CHARACTER SET165AS 1072.1 :1988DATA STORAGE DEVICES - MAGNETIC STORAGE DEVICES - UNRECORDED MAG- NETIC TAPES FOR INSTRUMENTATION APPLICATIONS - GENERAL AND DIMEN- SIONAL REQUIREMENTS166AS 1072.2 :1988DATA STORAGE DEVICES - MAGNETIC STORAGE DEVICES - PHYSICAL PROPER-TIES AND TEST METHODS167AS 1073.1 :1979DIMENSIONS OF HUBS AND REELS FOR MAGNETIC TAPE FOR INSTRUMENTATIONINTERCHANGE - GENERAL PURPOSE HUBS AND REELS. WITH 76 MM (3 IN) CENTRE HOLE168AS 1073.2 :1988DATA STORAGE DEVICES - MAGNETIC STORAGE DEVICES - DIMENSIONS OF HUBS AND REELS FOR MAGNETIC TAPE FOR INSTRUMENTATION INTERCHANGE -PRECISION REELS169AS 1073.3 :1979DIMENSIONS OF HUBS AND REELS FOR MAGNETIC TAPE FOR INSTRUMENTATIONINTERCHANGE - GENERAL PURPOSE REELS WITH 8 MM (5/16 IN) CENTRE HOLE170AS 1074 :1989STEEL TUBES - STEEL TUBES AND TUBULARS FOR ORDINARY SERVICE171AS 10745 :1998INFORMATION TECHNOLOGY - OPEN SYSTEMS INTERCONNECTION - UPPER LAYERS SECURITY MODEL172AS 1076.1 :1977CODE OF PRACTICE FOR THE SELECTION. INSTALLATION AND MAINTENANCE OF ELECTRICAL APPARATUS AND ASSOCIATED EQUIPMENT FOR USE IN EXPLOSIVE ATMOSPHERES (OTHER THAN MINING APPLICATIONS)173AS 1076.13 :1977CODE OF PRACTICE FOR SELECTION. INSTALLATION AND MAINTENANCE OF ELECTRICAL APPARATUS AND ASSOCIATED EQUIPMENT FOR USE IN EXPLOSIVEATMOSPHERES (OTHER THAN MINING APPLICATIONS) -INSTALLATION AND MAINTENANCE REQUIREMENTS FOR INSTRUMENTATION174AS 1076.7 :1977CODE OF PRACTICE FOR SELECTION. INSTALLATION AND MAINTENANCE OF ELECTRICAL APPARATUS AND ASSOCIATED EQUIPMENT FOR USE IN EXPLOSIVEATMOSPHERES (OTHER THAN MINING APPLICATIONS) -APPARATUS WITH TYPEOF PROTECTION 'N'-NON-SPARKING APPARATUS175AS 1076.8 :1977CODE OF PRACTICE FOR SELECTION. INSTALLATION AND MAINTENANCE OF ELECTRICAL APPARATUS AND ASSOCIATED EQUIPMENT FOR USE IN EXPLOSIVEATMOSPHERES (OTHER THAN MINING APPLICATIONS) -APPARATUS WITH TYPEOF PROTECTION 'S'-SPECIAL PROTECTION176AS 1077 :1993SINGLE-USE SYRINGES (STERILE) FOR THE INJECTION OF 100 UNITS PER MILLILITRE INSULIN (U-100)177AS 1078 :1984TRANSFORMERS.REACTORS - GUIDE TO LOADING OF OIL-IMMERSED TRANS-FORMERS178AS 1079.1 :1993PACKAGING OF ITEMS (STERILE) FOR PATIENT CARE - SELECTION OF PACKAGING MATERIALS FOR GOODS UNDERGOING STERILIZATION179AS 1079.2 :1994PACKAGING OF ITEMS (STERILE) FOR PATIENT CARE - NON-REUSABLE PAPERS - FOR THE WRAPPING OF GOODS UNDERGOING STERILIZATION IN HEALTH CARE FACILITIES180AS 1079.3 :1994PACKAGING OF ITEMS (STERILE) FOR PATIENT CARE - PAPER BAGS - FOR SINGLE USE IN HEALTH CARE FACILITIES181AS 1079.4 :1988PACKAGING OF ITEMS (STERILE) FOR PATIENT CARE - FLEXIBLE PACKAGINGSYSTEMS - FOR SINGLE USE IN HOSPITALS182AS 1079.5 :2003PACKAGING OF ITEMS (STERILE) FOR PATIENT CARE PART 5: SINGLE-USE. NON-WOVEN WRAPPING MATERIALS - FOR GOODS UNDERGOING STERILIZATION IN HEALTH CARE FACILITIES183AS 1080 :1972METHODS OF TESTING TIMBER184AS 1080.1 :1972WOOD. SAWLOGS AND SAWN - METHODS OF TESTING TIMBER - MOISTURE CONTENT185AS 1080.2.1 :1981WOOD. SAWLOGS AND SAWN TIMBER - METHODS OF TESTING TIMBER -DETERMINATION OF SLOPE OF GRAIN BY SCRIBE186AS 1080.2.2 :1981WOOD. SAWLOGS AND SAWN TIMBER - METHODS OF TESTING TIMBER -DETERMINATION OF SLOPE OF GRAIN BY REFERENCE TO SURFACE CHECKS187AS 1080.2.3 :1981WOOD. SAWLOGS AND SAWN TIMBER - METHODS OF TESTING TIMBER -DETERMINATION OF SLOPE OF GRAIN BY SPLINTERING188AS 1080.2.4 :1981WOOD. SAWLOGS AND SAWN TIMBER - METHODS OF TESTING TIMBER -DETERMINATION OF COMPOUND SLOPE OF GRAIN189AS 1080.3 :1981WOOD. SAWLOGS AND SAWN TIMBER - METHODS OF TESTING TIMBER -DETERMINATION OF DENSITY190AS 1081.1 :1990ACOUSTICS - MEASUREMENT OF AIRBORNE NOISE EMITTED BY ROTATING ELECTRICAL MACHINERY - ENGINEERING METOD FOR FREE-FIELD CONDITIONSOVER A REFLECTIVE PLANE191AS 1081.2 :1990ACOUSTICS - MEASUREMENT OF AIRBORNE NOISE EMITTED BY ROTATING ELECTRICAL MACHINERY - SURVEY METHOD192AS 1083 :1986GLOSSARY OF TERMS FOR DEFECTS IN WOVEN AND KNITTED TEXTILE PEICE GOODS193AS 1085.1 :2005RAILWAY TRACK MATERIALS - PART 1: STEEL RAILS 194AS 1085.10 :2002RAILWAY TRACK MATERIAL PART 10: RAIL ANCHORS195AS 1085.11 :1993RAILS AND RAILWAY COMPONENTS - RAILWAY PERMANENT WAY MATERIAL -HEAD-HARDENED RAILS196AS 1085.12 :2002RAILWAY TRACK MATERIAL PART 12: INSULATED JOINT ASSEMBLIES197AS 1085.13 :2002RAILWAY TRACK MATERIAL PART 13: SPRING FASTENING SPIKES FOR SLEEPER PLATES198AS 1085.14 :2003RAILWAY TRACK MATERIAL PART 14: PRESTRESSED CONCRETE SLEEPERS199AS 1085.15 :1997RAILWAY PERMANENT WAY MATERIAL PART 15: ALUMINOTHERMIC RAIL WELDING200AS 1085.16 :1995RAILS AND RAILWAY COMPONENTS - RAILWAY PERMANENT WAY MATERIAL -CAST SLEEPER PLATES201AS 1085.17 :2003RAILWAY TRACK MATERIAL PART 17: STEEL SLEEPERS202AS 1085.2 :2002RAILWAY TRACK MATERIAL PART 2: FISHPLATES203AS 1085.20 :2006RAILWAY TRACK MATERIAL PART 20: WELDING OF STEEL RAIL 204AS 1085.3 :2002RAILWAY TRACK MATERIAL PART 3: SLEEPER PLATES205AS 1085.4 :2002RAILWAY TRACK MATERIAL PART 4: FISHBOLTS AND NUTS 206AS 1085.7 :2003RAILWAY TRACK MATERIAL PART 7: SPRING WASHERS207AS 1085.8 :2002RAILWAY TRACK MATERIAL PART 8: DOGSPIKES208AS 1085.9 :1986RAILS AND RAILWAY COMPONENTS - RAILWAY PERMANENT WAY MATERIAL -ROLLED STEEL CLIP FASTENING SLEEPER PLATES209AS 1086 :1986DENTAL CHISELS. EXCAVATORS. PROBES AND SCALERS210AS 1087 :2003SODIUM HYPOCHLORITE SOLUTIONS FOR USE IN THE DAIRYING INDUSTRY211AS 1088.0 :1987HEARING AIDS - MEASUREMERT OF ELECTROACOUSTICAL CHARACTERISTICS 212AS 1088.1 :1987HEARING AIDS - HEARING AIDS WITH INDUCTION PICK-UP COIL INPUT213AS 1088.2 :1987HEARING AIDS - HEARING AIDS WITH AUTOMATIC GAIN CONTROL CIRCUITS214AS 1088.3 :1987HEARING AIDS - HEARING AID EQUIPMENT NOT ENTIRELY WORN ON THE LISTNER215AS 1088.4 :1987MAGNETIC FEILD STRENGTH IN AUDIO-FREQUENCY INDUCTION LOOPS FOR HEARING AID PURPOSES216AS 1088.5 :1987HEARING AIDS - NIPPLES FOR INSERT EARPHONES217AS 1088.6 :1987HEARING AIDS - CHARACTERISTICS OF ELECTRICAL INPUT CIRCUITS FOR HEARING AIDS218AS 1088.7 :1987HEARING AIDS - MEASUREMENT OF THE PERFORMANCE CHARACTERISTICS OF HEARING AIDS FOR QUALITY INSPECTION FOR DELIVERY PURPOSES219AS 1088.8 :1987HEARING AIDS - METHODS OF MEASUREMENT OF PERFORMANCE CHARATERISTICOF HEARING AIDS UNDER SIMULATED IN SITU WORKING CONDITIONS220AS 1088.9 :1995HEARING AIDS - PART 9: IMMUNITY REQUIREMENTS AND METHODS OF MEASUREMENT FOR HEARING AIDS EXPOSED TO RADIOFREQUENCY FIELDS IN THE FREQUENCY RANGE 300 MHZ TO 3 GHZ221AS 1089 :1971REFERENCE COUPLER FOR THE MEASUREMENT OF THE ELECTRO-ACOUSTIC CHARACTERISTICS OF HEARING AID EARPHONES222AS 1094 :1993MEDICAL EQUIPMENT - SINGLE-USE SYRINGES (STERILE) FOR GENERAL MEDICAL USE223AS 1094.1 :2005STERILE HYPODERMIC SYRINGES FOR SINGLE USE PART 1: SYRINGES FOR MANUAL USE224AS 1095.2.7 :1986MICROBIOLOGICAL EXAMINATION OF LONG SHELF LIFE DAIRY PRODUCTS IN HERMETICALLY SEALED CONTAINERS225AS 1097 :1986DENTAL DUPLICATING MATERIAL226AS 1098 :1987ROLLER-TYPE SCREW CALLIPER GAUGES227AS 1099.0 :1996ELECTRICAL ENGINEERING - BASIC ENVIRONMENTAL TESTING PROCEDURES FOR ELETROTECHNOLOGY - INTRODUCTION AND LIST OF PARTS OF AS 1099 AND IEC 68228AS 1099.1 :1989ELECTRICAL ENGINEERING - BASIC ENVIRONMENTAL TESTING PROCEDURES FOR ELECTROTECHNOLOGY - GENERAL229AS 1099.2.10 :1989ELECTRICAL ENGINEERING - BASIC ENVIRONMENTAL TESTING PROCEDURES FOR ELECTROTECHNOLOGY - TESTS - TEST J-MOULD GROWTH230AS 1099.2.13 :1990ELECTRICAL ENGINEERING - BASIC ENVIRONMENTAL TESTING PROCEDURES FOR ELECTROTECHNOLOGY - TESTS - TEST M-LOW AIR PRESSURE231AS 1099.2.27 :1988ELECTRICAL ENGINEERING - BASIC ENVIRONMENTAL TESTING PROCEDURES FOR ELECTROTECHNOLOGY - TESTS - TEST EA-SHOCK232AS 1099.2.28 :1994ELECTRICAL ENGINEERING - BASIC ENVIRONMENTAL TESTING PROCEDURES FOR ELECTROTECHNOLOGY - TESTS - GUIDANCE FOR DAMP HEAT TESTS233AS 1099.2.29 :1990ELECTRICAL ENGINEERING - BASIC ENVIRONMENTAL TESTING PROCEDURES FOR ELECTROTECHNOLOGY - TESTS - TEST EB-BUMP AND GUIDANCE234AS 1099.2.3 :1990ELECTRICAL ENGINEERING - BASIC ENVIRONMENTAL TESTING PROCEDURES FOR ELECTROTECHNOLOGY - TESTS - TEST CA-DAMP HEAT. STEADY STATE235AS 1099.2.31 :1990ELECTRICAL ENGINEERING - BASIC ENVIRONMENTAL TESTING PROCEDURES FOR ELECTROTECHNOLOGY - TESTS - TEST EC-DROP AND TOPPLE. PRIMARILYFOR EQUIPMENT236AS 1099.2.48 :1988ELECTRICAL ENGINEERING - BASIC ENVIRONMENTAL TESTING PROCEDURES FOR ELECTROTECHNOLOGY - TESTS - GUIDANCE ON THE APPLICATION OF TESTS A. B. AND CA TO SIMULATE THE EFFECTS OF STORAGE237AS 1099.2.63 :1994ELECTRICAL ENGINEERING - BASIC ENVIRONMENTAL TESTING PROCEDURES FOR ELECTROTECHNOLOGY - TESTS - TEST EG-IMPACT. SPRING HAMMER238AS 1099.2.7 :1990ELECTRICAL ENGINEERING - BASIC ENVIRONMENTAL TESTING PROCEDURES FOR ELECTROTECHNOLOGY - TESTS - TEST GA-ACCELERATION. STEADY239AS 1099.3.1 :1980ELECTRICAL ENGINEERING - BASIC ENVIRONMENTAL TESTING PROCEDURES FOR ELECTROTECHNOLOGY - BACKGROUND INFORMATION - SECTION 1-TESTS AAND B-COLD AND DRY HEAT TESTS240AS 1099.3.2 :1980ELECTRICAL ENGINEERING - BASIC ENVIRONMENTAL TESTING PROCEDURES FOR ELECTROTECHNOLOGY - BACKGROUND INFORMATION - SECTION 2-COMBINED TEMPERATURE/LOW AIR PRESSURE TESTS241AS 1099.3.7 :1981ELECTRICAL ENGINEERING - BASIC ENVIRONMENTAL TESTING PROCEDURES FOR ELECTROTECHNOLOGY - BACKGROUND INFORMATION - SECTION 7-AN APPRAISAL OF THE PROBLEMS OF ACCELERATED TESTING FOR ATMOSPHERIC CORROSION。
3600个 ASTM 标准目录清单

ASTM A系列标准ASTM A100-2004 硅铁ASTM A1011-2006 高强度低合金和改型高强度低合金热轧结构碳钢板材和带材规范ASTM A1011-A1011M-2006b 高强度低合金和改型高强度低合金热轧结构碳钢板材和带材规范ASTM A101-2004 铬铁ASTM A1017-2005 压力容器铬-钼-钨合金钢板规范ASTM A1018-A1018M-2006b含铌或钒的高强度低合金和改性高强度低合金热轧厚镀锡卷板结构碳钢板材和带材规范ASTM A102-2004 钒铁合金ASTM A1035-A1035M-2006 用于混凝土加固的变形和未变形的低碳含铬棒材规范ASTM A105&A105M-2002 管道用碳素钢锻件标准规范ASTM A105-1998 管道部件用碳素钢锻件ASTM A105-A105M-2003 管系部件用碳素钢锻件ASTM A106-1999 高温设备用无缝碳素钢管的标准规范ASTM A106-A106M-2004a 高温用无缝碳素钢管ASTM A106-A106M-2006 高温用无缝碳素钢管ASTM A108-2003 优质冷加工碳素钢棒材技术规范ASTM A109-A109M-2003 冷轧碳素钢带技术规范ASTM A111-99a(2004)e1 电话和电报线路用镀锌-铁-丝规格ASTM A116-2000 镀锌钢丝编织栏栅网ASTM A1-2001 碳素钢丁字轨ASTM A121-99(2004) 镀锌刺钢丝ASTM A123&A123M-2001a 铁和钢制品镀锌层(热浸镀锌)的标准规范ASTM A135-A135M-2006 电阻焊钢管ASTM A143-2001 热浸镀锌结构钢制品防脆化的标准实施规程和脆化探测方法ASTM A148-2001 结构用高强度钢铸件ASTM A148A148M-2001 结构用高强度钢铸件ASTM A153&A153M-2001a 铁及钢制金属构件上镀锌层(热浸)标准规范ASTM A153-2003 钢铁制金属构件上镀锌层(热浸)的标准规范ASTM A181-2001 普通锻制碳素钢管的规格ASTM A182-2002 高温下使用的锻制或轧制的合金钢管法兰、锻制管件、阀门及零件的标准规范ASTM A182-A182M-2006 高温设备用锻制或轧制的合金钢管法兰、锻制管件、阀门及零件ASTM A184-A184M-2006 混凝土加筋用变形钢筋编织网ASTM A193-2000 高温设备用合金钢和不锈钢螺栓材料的标准规范ASTM A193-A193M-2006 高温设备用合金钢和不锈钢螺栓材料ASTM A194-A194M-2006 高温和高压设备用碳素钢与合金钢螺栓和螺母的规格ASTM A197-A197M-2000(2006) 化铁炉用可锻铸铁ASTM A202-2003 压力容器用铬锰硅合金钢板ASTM A202-202M-2003 压力容器用铬锰硅合金钢板ASTM A20A20M-2001 压力容器用钢板材通用要求ASTM A20-A20M-2006 压力容器用钢板材通用要求ASTM A213-2001 无缝铁素体和奥氏体合金钢锅炉、过热器和热交换器管的标准规范ASTM A213-A213M-2006 无缝铁素体和奥氏体合金钢锅炉、过热器和换热器管ASTM A2-2002 普通型,带槽和防护型碳素工字钢轨ASTM A225-A225M-2003 压力容器用锰矾镍合金钢板ASTM A227-A227M-1999 机械弹簧用冷拉钢丝ASTM A227-A227M-2006 机械弹簧用冷拉钢丝ASTM A228-1993 乐器用优质弹簧钢丝标准规范ASTM A234&A234M-2000a 中温与高温设备用锻制碳素钢及合金钢管配件的标准规范ASTM A234&A234M-2005 中温与高温设备用锻制碳素钢及合金钢管配件的标准规范ASTM A239-1995(2004) 用普力斯试验法(硫酸铜浸蚀)确定铁或钢制品上镀锌层最薄点的测试方法ASTM A239-2004 用普力斯试验法(硫酸铜浸蚀)确定铁或钢制品上镀锌层最薄点的测试方法ASTM A240-1994 压力容器用耐热铬及铬镍不锈钢板、薄板及带材ASTM A240-2004a 压力容器用耐热铬及铬镍不锈钢板、薄板及带材ASTM A249-2001 锅炉焊接管ASTM A262-2002ae2 奥氏体不锈钢晶间浸蚀敏感性的检测ASTM A266&A266M-2003 压力容器部件用碳素钢锻件标准规范ASTM A268&A268M-20001 通用无缝和焊接铁素体与马氏体不锈钢管的标准规范ASTM A269-2001 普通设备用无缝和焊接奥氏体不锈钢管标准规范ASTM A27-1995 通用碳素钢铸件ASTM A276-2006 不锈钢棒材和型材1ASTM A27A27M-2000 通用碳素钢铸件ASTM A283A&283M-1998 低和中等抗拉强度碳素钢板标准规范ASTM A290-1995 减速器环用碳素钢和合金钢锻件ASTM A295-2005 高碳耐磨轴承钢技术规范ASTM A29-A29M-1999 热锻及冷加工碳素钢和合金钢棒ASTM A307-2000 抗拉强度为60000PSI的碳素钢螺栓和螺柱的标准规范ASTM A308-2003 经热浸处理镀有铅锡合金的薄板材的技术规范ASTM A309-2001 用三点试验法测定长镀锌薄钢板镀层的重量成分的试验方法ASTM A311-2000 有机械性能要求的消除应力的冷拉碳素钢棒ASTM A312&A312M-2001a 无缝、焊接和深度冷加工奥氏体不锈钢管的标准规范ASTM A31-2004 钢铆钉及铆钉和压力容器用棒材ASTM A312-A312M-2006 无缝和焊接奥氏体不锈钢管ASTM A3-2001(2006) 低、中、高碳素钢鱼尾(连接)板ASTM A320-A320M-2005 低温用合金钢螺栓材料规格ASTM A325M-2000 最小抗拉强度为830Mpa的热处理钢结构螺栓标准规范(米制)ASTM A327M-1991(2006) 铸铁冲击试验方法(米制)ASTM A333&A333M-1999 低温设备用无缝和焊接钢管的标准规范ASTM A333-2004 低温设备用无缝和焊接钢管的标准规范ASTM A335-A335M-2006 高温用无缝铁素体合金钢管ASTM A336-A336M-2006 压力与高温部件用合金钢锻件规格ASTM A338-1994(2004)铁路、船舶和其它重负荷设施在650F(345℃)温度内使用的可锻铸铁法兰、管道配件和阀门零件ASTM A340-2003a 有关磁性试验用符号和定义的术语ASTM A343-2003在电力频率下用瓦特计-安培计-伏特计法(100-1000赫兹)和25厘米艾普斯亭(EPSTEIN) 机架测定材料的交流电磁性能的试验方法ASTM A343-343M-2003在电力频率下用瓦特计-安培计-伏特计法(100-1000赫兹)和25厘米艾普斯亭(EPSTEIN) 机架测定材料的交流电磁性能的试验方法ASTM A345-2004 磁设备用平轧电炉钢ASTM A348-2005用瓦特计-安培计-伏特计法(100-10000赫兹)和25厘米艾普斯亭框测定材料的交流磁性能的试验方法ASTM A34-A34M-2001 磁性材料的抽样和采购试验的标准惯例ASTM A351A315M-2000 压力容器部件用奥氏体和双相奥氏体-铁素体铸件ASTM A351-A351M-2006 容压零件用奥氏体及奥氏体铁素体铸铁的技术规范ASTM A354-2004 淬火与回火合金钢螺栓,双头螺栓及其他外螺纹紧固件规格ASTM A36&A36M-1996 结构碳钢的标准规范ASTM A366e1-1997 冷轧碳钢规范ASTM A370-1996 钢制品机械试验的标准试验方法和定义(中文版)ASTM A370-2003a 钢制品机械试验的标准试验方法和定义ASTM A380-1999(2005) 不锈钢零件、设备和系统的清洗和除垢ASTM A384-2005ASTM A385-2005 提供高质量镀锌覆层(热浸)ASTM A400-69(2006) 钢棒的成分及机械性能选择指南ASTM A403-1997 锻制奥氏体管不锈钢配件标准规范ASTM A403-A403M-2006 锻制奥氏体不锈钢管配件ASTM A409-409M-2001 腐蚀场所或高温下使用的焊接大口径奥氏体钢管ASTM A416-A416M-2006 预应力混凝土用无涂层七股钢铰线ASTM A421 A421M-2005 预应力混凝土用无涂层消除应力钢丝的技术规范ASTM A421-2002 预应力混凝土用无涂层消除应力钢丝的技术规范ASTM A437A&437M-2004 高温设备用经特殊热处理的涡轮型合金钢螺栓材料标准规范ASTM A451-A451M-2006 高温用离心铸造的奥氏体钢管ASTM A47-A47M-1999 铁素体可锻铁铸件ASTM A485-2003 高淬透性耐磨轴承钢的技术规ASTM A48-A48M-2003 灰铁铸件ASTM A49-2001 经热处理的碳素钢鱼尾(连接)板,微合金鱼尾板及锻制碳素钢异型鱼尾板ASTM A494-2004 镍和镍合金铸件ASTM A496-2001 混凝土增强用变形钢丝的标准规范ASTM A512-96 (2001)冷拉对缝焊碳素钢机械管规格标准ASTM A513-2000 电阻焊碳素钢与合金钢机械钢管标准规范ASTM A513-2006 电阻焊碳素钢与合金钢机械钢管ASTM A514M-2000a焊接用经回火与淬火的高屈服强度合金钢板ASTM A514M-2005 焊接用经回火与淬火的高屈服强度合金钢板ASTM A516-A516M-2006 中温及低温压力容器用碳素钢板ASTM A517-2006 压力容器用经回火与淬火的高强度合金钢板ASTM A518–2003 耐蚀高硅铁铸件ASTM A524-1996(2001) 常温和低温用无缝碳素钢管ASTM A530A530M-2004a 特种碳素钢和合金钢管ASTM A532 A532M-1993a(2003) 耐磨铸铁ASTM A53-2002 黑色和热浸镀锌焊接及无缝钢管规范ASTM A53-2006 无镀层热浸的、镀锌的、焊接的及无缝钢管的技术规范ASTM A536-1984(2004) 球墨铸铁件中文版ASTM A537-A537M-2006 压力容器用经热处理的碳锰硅钢板ASTM A540-A540M-2006 特殊用途的合金钢螺栓材料ASTM A541 A541M-2005 压力容器部件用经淬火和回火的碳素钢及合金钢锻件ASTM A553A&553M-1995(00) 压力容器用经回火和淬火的含8%及9%镍的合金钢板的标准规范ASTM A563M-2003 碳合金钢螺母ASTM A564-2004 热轧及冷精轧时效硬化处理过的不锈钢棒材和型材技术规范ASTM A568-A568M-2006 热轧及冷轧高强度低合金碳素钢薄板ASTM A572-2006 高强度低合金钴钒结构钢技术规范ASTM A572-A572M-2006 高强度低合金钴钒结构钢技术规范ASTM A575-1996(2002) 商品级碳素钢棒(M级)ASTM A577 A577M-1990(2001) 钢板的超声角波束检验ASTM A578 A578M-1996(2001) 特殊设备用的普通钢板和包覆钢板的直波束超声探伤检验ASTM A578A578M-2001 特殊设备用的普通钢板和包覆钢板的直波束超声探伤检验的标准规范ASTM A579-2004 超高强度合金钢锻件ASTM A580 A580M-1998 耐热不锈钢丝ASTM A581 A581M-1995b(2000) 高速切削用耐热不锈钢丝和盘条ASTM A581A581M-1995b(2004) 高速切削用耐热不锈钢丝和盘条ASTM A582 A582M-2005 热轧或冷精轧的高速切削不锈及耐热钢棒ASTM A586-1998 镀锌平行和螺旋形钢丝绳ASTM A587-1996(2001) 化学工业用电阻焊低碳钢管ASTM A588 A588M-2004 高强度低合金结构钢4英寸(100mm)厚屈服点最小为50ksi(345MPa) ASTM A589 A589M-2006 水井用无缝和焊接碳素钢管ASTM A6&A6M-1989 轧制结构钢棒材、板材、型材和板桩一般要求的标准规范ASTM A606,656715,JIS G3106,3114中文ASTM A615-A615M-2006 钢筋混凝土配筋用变形和光面坯钢筋ASTM A6-2000 轧制结构钢棒材、板材、型材和板桩一般要求的标准规范ASTM A6-2004 轧制结构钢棒材、板材、型材和板桩一般要求的标准规范(中文)ASTM A633-A633M-2001(2006) 正火的高强度低合金结构钢ASTM A644-1998(R2003) 铁铸件的相关术语ASTM A65-2001 钢轨道钉ASTM A653-A653M-2006 热浸处理的镀锌铁合金或镀锌合金薄钢板的标准规范ASTM A656-2003 具有改良可模锻性的高强度低合金热轧结构钢板ASTM A66-2001 钢质螺旋道钉ASTM A663-A663M-1989(2006) 商品级碳素钢棒的机械特性ASTM A666-奥氏体不锈钢板ASTM A67-2000 热加工低碳钢和高碳钢垫板技术规范ASTM A691-1998(2002) 高温下高压装置用电熔焊碳素钢和合金钢管ASTM A696-2000 压力管道部件专用热锻或冷精轧碳素钢棒ASTM A6-A6M-2006 轧制结构钢板材、型材和薄板桩通用技术要求ASTM A703-2004a 受压部件用钢铸件ASTM A704-A704M-2006 混凝土加筋用焊接普通钢棒或杆的光面钢筋或钢筋网ASTM A706-2006a 混凝土配筋用低合金变形和光圆钢筋ASTM A706-A706M-2006 混凝土配筋用变形低合金光面无节钢筋ASTM A707-2002 低温设备用锻制碳素钢和合金钢法兰ASTM A709-A709M-2006 桥梁用结构钢ASTM A722A&722M-1998 预应力混凝土用未涂覆的高强度钢棒材的标准规范ASTM A732-2002 一般设备用熔模铸造碳素低合金钢及高强度加温钴合金钢铸件ASTM A732A732M-2002 一般设备用熔模铸造碳素低合金钢及高强度加温钴合金钢铸件ASTM A737-1999(2004) 高强度低合金钢压力容器板ASTM A74-2004 铸铁污水管及配件的技术规范ASTM A743A743M-2003 一般用途铁铬、铁铬镍耐腐蚀铸件ASTM A748-1987 压力容器用静态铸造的激冷白口铁-灰口铁双金属轧辊ASTM A754-A754M-2006 X射线荧光涂层厚度的试验方法ASTM A763-2004 铁素体不锈钢晶间腐蚀敏感性检测ASTM A775-A775M-2006 涂环氧树脂的钢筋钢棒ASTM A781-2002 一般工业用一般要求的钢和合金铸件ASTM A781A781M-2002 一般工业用一般要求的钢和合金铸件ASTM A782-A782M-1990[1996] 经淬火和回火的锰铬钼硅锆合金钢压力容器板ASTM A782-A782M-2006 经淬火和回火的锰铬钼硅锆合金钢压力容器板ASTM A795M-2004 防火用黑色及热浸镀锌的焊接和无缝钢管ASTM A796-A796M-2006雨水管和卫生污水管及其它地下埋设管道用波纹钢管、管托架及拱形架结构设计惯例ASTM A800-A800M-2001(2006) 奥氏体合金钢铸件中铁素体含量的估算ASTM A802-A802M-1995(2006) 钢铸件外观检验的表面验收标准ASTM A810-2001 镀锌钢管用绕网ASTM A815-2004 锻制铁素体、铁素体奥氏体和马氏体不锈钢管配件ASTM A817-2003 链接栅栏网用金属涂覆钢丝ASTM A820-A820M-2006 纤维增强混凝土用钢纤维ASTM A82-2002 钢筋混凝土用无节钢丝ASTM A832-1995 压力容器板用铬钼钒及铬钼钒钛硼合金钢ASTM A836-1995 搪瓷管和压力容器设备用钛稳定碳素体钢锻件ASTM A841-2001 压力容器用温度机械控制工艺加工的钢板ASTM A844A844M-1993(1999) 压力容器用直接淬火加工的含镍9%的合金钢板ASTM A887-1989(2004) 核能设备用经硼酸处理的不锈钢板、薄板及带材ASTM A897-A897M-2006 等温淬火球墨铸铁ASTM A90&A90M-2001 镀锌和镀锌合金钢铁制品镀层重量的标准试验方法ASTM A905-1993 压力容器缠绕用钢丝ASTM A917-2006 要求每一面标识有镀层质量用的电解工艺涂层的薄钢板材标准规范ASTM A923-2006 检测锻制双重奥氏体-铁素体不锈钢中有害金属间相的标准试验方法ASTM A946-1995 耐腐蚀和耐热用铬,铬-镍和硅合金钢板,薄板和带的标准规范ASTM A955-A955M-2006a 混凝土增强的变形的和无节钢筋技术规范ASTM A960-A960-2003 普通要求的锻制钢管管件的标准规范ASTM A967-2001 不锈钢零件化学钝化处理的标准规范ASTM A99-2003 锰铁合金ASTM A996-A996M-2006a 混凝土用条钢和车轴钢变形钢棒规范ASTM B 系列标准ASTM B103-1998 锡磷青铜板带材标准ASTM B117-2003 盐雾喷射(雾化)装置操作的标准实施规范 (中文版)ASTM B117-2003 盐雾喷射(雾化)装置操作的标准实施规范(EN)ASTM B117-2003 盐雾喷射装置操作的标准实施规范ASTM B137-1995 阳极镀铝层重量测定的标准试验方法ASTM B148-1997(2003) 铝青铜砂型铸件ASTM B152-152M-2000 铜薄板、带材、中厚板及轧制棒材技术规范ASTM B152M-2006 铜薄板、带材、中厚板及轧制棒材技术规范ASTM B16&B16M-2000 螺纹切削机用易切削黄铜杆材、棒材和型材的标准规范ASTM B16-2005 制螺钉机用易切削黄铜条材、棒材和型材ASTM B164-1998 镍铜合金杆材、棒材和线材标准规范ASTM B166-2004 镍铬铁合金及镍铬钴钼合金条材、棒材及线材ASTM B167-2001 无缝镍铬铁合金管ASTM B168-2001 镍铬铁合金及镍铬钴钼合金板、薄板和带材ASTM B179-2006 砂型铸件、永久型模铸件和压模铸件用铝合金锭及其熔化成形方式ASTM B183-1979(1997) 电镀用低碳钢的制备ASTM B187-B187M-2003 铜汇流棒、条和型材ASTM B208-2004 砂型、永久型、离心型和连续铸造铸件用的铜基合金拉伸试验样件制备标准惯例ASTM B230-B230M-2004 电气用1350-H19型铝线ASTM B231-B231M-2004 同心绞捻铝1350导线ASTM B232-B232M-2001 涂覆钢芯加强的同心绞捻铝导线(ACSR)ASTM B233-2003 电气用1350铝拉制坯料ASTM B234-2004 冷凝器及热交换器用拉制铝和铝合金无缝管ASTM B240-2004 压模铸造用锌及锌铝合金锭ASTM B242-1999(2004)e1 电镀用高碳钢的制备ASTM B249M-2006 铜和铜合金棒材、型材及锻件ASTM B311-1993(2002)e1 孔隙度小于2%的粉末冶金材料密度的标准测试方法ASTM B328-2003 烧结金属结构零件和油浸轴承密度与互连多孔性的试验方法规范ASTM B368-1997(2003) 加速铜氧化的醋酸盐喷雾试验(cass试验)ASTM B36M-2006 黄铜板、薄板、带材及轧制棒材ASTM B380-1997 装饰性电镀层的腐蚀膏试验中文版ASTM B388-2000 恒温双金属薄板和带材ASTM B389-1981(2004) 恒温双金属螺旋形线圈的热偏转率的测试方法ASTM B407-2001 镍铁铬合金无缝管ASTM B423-2005 镍铁铬钼铜合金无缝管ASTM B425-1999 镍铁铬钼铜合金(UNS N08825和UNS N08221)杆材和棒材标准规范ASTM B435-2003统一编制牌号为NO6002、NO6230、N12160和R30556的板材和带材及牌号为N06002、N06230和R30556的带材ASTM B439-2000 铁基烧结轴承(油浸的)ASTM B446-2000 镍铬钼钶合金(UNS N06625)条和棒规范ASTM B446-2003 镍铬钼钶合金(UNS N06625)条和棒规范ASTM B456-1995 铜+镍+铬及镍+铬的电解沉积镀层标准规范ASTM B466 B466M-2003 无缝铜镍合金管ASTM B488-2001(2006) 工程用电解沉积镀金层ASTM B527-1993用塔普-帕克(Tap-Pak)容量计测定金属粉末及化合物粉末的塔普(Tap)密度的标准试验方法ASTM B557-2002a 锻造和铸造的铝及镁合金制品的抗拉试验的标准试验方法ASTM B580-2000 铝阳极氧化镀层ASTM B594-2006 航空用铝合金锻件超声波检测ASTM B604-1991(97) 塑料表面装饰用铜加镍铬镀层标准规范ASTM B619-2005 焊接的镍和镍钴合金管ASTM B626-2004 焊接的镍和镍钴合金管ASTM B633-1998 钢和铁电积沉淀镀锌的标准(中文)ASTM B66-2003 蒸汽机车易损零件用青铜铸件ASTM B670-2002 高温设备用沉淀淬火镍合金(UNS N07718) 厚板、薄板及带材的标准规范ASTM B680-1980(00) 用酸溶解法测定铝的阳极镀层封闭质量的试验方法ASTM B68-2002 光亮退火的无缝铜管ASTM B689-1997(2003) 电镀工程镀镍层ASTM B689-2003 电镀工程镀镍层ASTM B733-2004 化学镀镍ASTM B735-1995(2000) 用硝酸蒸汽测试金属基体上金涂层孔隙度的方法ASTM B748-1990(2006) 用扫描电子显微镜测量横截面测定金属涂层厚度的方法ASTM B824-2004 铜合金铸件ASTM B870-2002 铜-铍合金锻制和挤制合金C17500和C17510的标准规范ASTM B912-2000 用电抛光法测定不锈钢钝化的标准规范ASTM B912-2002 电解抛光ASTM B93-2006 砂型铸件、永久型模铸件和压模铸件用镁合金锭ASTM B94-2005 镁合金压铸件ASTM C 系列标准ASTM C1005-2000 水硬水泥物理试验中质量和体积测定用标准质量与称重器具的标准规范ASTM C1017&C1017M-1998 生产流动混凝土用的化学混合物的标准规范ASTM C1025-2000 石墨电极芯挠曲断裂模数的试验方法ASTM C1038-2004 存放在水中的水硬性水泥灰浆棒膨胀的标准试验方法ASTM C1039-2000 石墨电极的表观孔隙率、表观比重和松密度的试验方法ASTM C1043-2006 使用护热板装置中线电源加热器时稳态热传导特性测量用的加热板温度的测定ASTM C109&C109M-2002ASTM C110-2006 生石灰,熟石灰和石灰石的物理试验方法ASTM C1107-2002 干包装水硬水泥砂浆(非收缩的)标准规范ASTM C113-1993 耐火砖的二次加热变化的标准试验方法ASTM C1134-1990 部分浸入后刚性热绝缘材料水分保持标准试验方法ASTM C114-2004a 水硬水泥化学分析的标准试验方法ASTM C1166-2000 致密及多孔弹性体衬垫和附件火焰蔓延的试验方法ASTM C1179-2000 室外加工碳素材料及石墨材料氧化质量损失试验方法ASTM C1222-2006 实验室试验水硬水泥的评定ASTM C1276-1994 利用旋转米度计测量模制粉末熔点以上粘度的标准试验方法ASTM C1293-2006 用测定碱-硅石反应引起的混凝土长度变化对混凝土集料的标准试验方法ASTM C1305-2006 液体外加防水薄膜的裂缝挖补能力的标准测定方法ASTM C131-2006 用洛杉机磨耗试验机测定小规格粗集料的抗磨性与抗冲击性的试验方法ASTM C1329-2004 砂浆水泥的标准规范ASTM C1398-1998(04)用吉尔摩水泥稠度试验针实验室测定含喷浆混凝土添加剂的水硬水泥砂浆凝固时间的标准试验方法ASTM C1437-2001 水硬水泥灰浆流动性的标准试验方法ASTM C146-1994a(1999) 玻璃沙的化学分析试验方法ASTM C148-2000 玻璃容器偏振检验的试验方法ASTM C149-1986(2000) 玻璃容器热冲击的试验方法ASTM C158-2002 玻璃的挠曲试验方法(测定玻璃挠折模量)ASTM C1587-2006Standard PraASTM CtiASTM Ce for Preparation of Field Removed ManufaASTM Ctured Masonry Units and Masonry SpeASTM Cimens for ASTM Compressive Strength TestingASTM C169-1992(2000) 碱石灰玻璃及硅酸盐玻璃的化学分析试验方法ASTM C170-1990(R1999) 天然建筑石料抗压强度的试验方法ASTM C186(2000) 玻璃容器的内压的试验方法ASTM C-1997 用护热板法测定稳态热通量和传导性的标准试验方法ASTM C224-78(2004)e1 玻璃容器的取样方法ASTM C225-1985(1999) 玻璃容器耐化学腐蚀的试验方法ASTM C24-2001(2006)耐火和高矾土耐溶材料的溶锥当量测试法ASTM C242-2001 卫生陶瓷及其制品术语ASTM C25-2006 石灰石,生石灰和熟石灰的化学分析方法ASTM C270-2006 砌块用的灰浆ASTM C273-2000 夹层结构或夹层芯材的平直剪切性能的试验方法ASTM C305-2006 塑性稠度的水硬性水泥泥浆和灰浆机械搅拌ASTM C32-2004 污水管及检查井用砖(粘土或页岩)ASTM C329-1988(2006) 焙烧卫生陶瓷材料比重的试验方法ASTM C428-05(2006) 石棉水泥无压污水管ASTM C428-2005(2006) 石棉水泥无压污水管ASTM C473-2006 石膏板制品和石膏板条的物理测试标准试验方法ASTM C51-2006 与石灰及石灰石相关的(工业用)名词术语ASTM C518-2004用热流计法测定稳态热通量和热传递特性的试验方法ASTM C559-2000 用物理测量法测定碳加工品及石墨制品松密度的试验方法ASTM C560-1998 石墨的化学分析试验方法ASTM C561-2000 石墨样品中灰分的检测方法ASTM C562-2000 石墨样品中水分的检测方法ASTM C565-1998 碳和石墨机械加工材料抗拉检验的试验方法ASTM C595-2006 混合水硬性水泥ASTM C61(2006)基恩(Keene)石膏水泥ASTM C611-1998 在室温时,炭加工品及石墨制品的电阻率的试验方法ASTM C625-2000 石墨辐射结果的报告ASTM C651-2000 在室温下用四点负荷法,测定炭加工品及石墨制品的抗挠强度的试验方法ASTM C662-1998 不透水的石墨管和插片ASTM C67-2006 砖及结构粘土瓦的取样和试验的试验方法ASTM C695 -2000 碳和石墨和抗压强度的试验方法ASTM C70-2006 细集料表面湿度的测试方法ASTM C704-2001 室温下耐火材料耐腐蚀的试验方法ASTM C709-2003 炭和石墨加工术语ASTM C714-2000 用热脉冲法测定炭和石墨的热扩散系数的测试方法ASTM C747-1998 用音响共振法测定炭精和石墨的弹性模量与基本频率的试验方法ASTM C748-1998 细粒石墨材料的洛氏硬度的测试方法ASTM C749-2002 碳和石墨抗拉应力的试验方法ASTM C769-1998 为获得近似扬氏模量测量加工的炭精及石墨材料中音速的试验方法ASTM C773-1988(2006) 预制封缝带泛油或增塑剂泛出的试验方法ASTM C781-2002 高温气冷核反应堆用试验石墨及硼酸化石墨元部件的标准操作ASTM C783-2003 预制封缝带柔软度的测试方法ASTM C808-2000 炭加工的及石墨制承重材料和密封材料的磨擦及磨蚀结果的报告指南ASTM C816-1998 用燃烧碘量滴定法测定石墨中硫含量的试验方法ASTM C838-2001 加工炭精及石墨型材松密度的试验方法ASTM C880-2006 天然建筑石料弯曲强度的试验方法ASTM C886-1998 细粒炭精和石墨材料肖氏硬度的试验方法ASTM C90-2006a 承重混凝土空心砌块ASTM C94-2004 搅拌好的混凝土规范ASTM C94-2006 搅拌好的混凝土规范ASTM C989-2006 混凝土和灰浆用研磨成颗粒状的高炉碎渣的技术规范ASTM C990-2006 使用预制接缝密封胶粘结的混凝土管道、检查孔和预制箱型型件ASTM C99-1987(R2006) 规格石料断裂模数的试验方法ASTM D 系列标准ASTM D0091-2002润滑油的沉淀值试验方法ASTM D1002-2001 用拉力负载测定金属之间胶粘剂抗剪切强度特性的试验方法ASTM D1002-2005 用拉力负载测定金属之间胶粘剂抗剪切强度特性的试验方法ASTM D1003-1997 ;RASTM DEWMASTM DMTUKVEASTM D1003-2000 ;RASTM DEWMASTM DM-ASTM D1004-1994 ;RASTM DEWMASTM DQTOTRBASTM D1004-1994a R03 ;RASTM DEWMASTM DQTOTRBUJAZASTM D1004-1994a R03 ;RASTM DEWMASTM DQTUKVEASTM D1004-2003 ;RASTM DEWMASTM DQ-ASTM D1004-2003 塑料薄膜和薄板的抗撕裂强度的测试方法ASTM D1005-1995 用千分尺测量有机涂层干膜厚度的试验方法ASTM D1007-2000 仲丁醇ASTM D1007-2005 仲丁醇ASTM D1015-1999高纯烃凝固点测定试验方法ASTM D1015-2004 高纯度烃冻结点的测试方法ASTM D1016-1999 烃纯度试验方法ASTM D1016-2004 冻结点测定烃纯度的试验方法ASTM D1018-2000 石油馏分中氢含量的测试方法ASTM D1018-2000 石油馏分中氢试验方法ASTM D1018-2000(2005) 石油馏分中氢含量的测试方法ASTM D1025-2000 聚合级丁二烯中不挥发性残余物的试验方法ASTM D1025-2000 聚合级丁二烯中固定渣滓试验方法ASTM D1042-1993 ;RASTM DEWNASTM DITOTM-ASTM D1042-2001 ;RASTM DEWNASTM DI-ASTM D1042-2001 ;RASTM DEWNASTM DITMASTM DE-ASTM D1042-2001 ;RASTM DEWNASTM DITUKVEASTM D1043-1999 ;RASTM DEWNASTM DMTOTK-ASTM D1043-1999 ;RASTM DEWNASTM DMTUKVEASTM D1043-2002 ;RASTM DEWNASTM DM-ASTM D1044-1999 ;RASTM DEWNASTM DQ-ASTM D1044-2005 透明塑料表面耐磨蚀性的试验方法ASTM D1045-1995 ;RASTM DEWNASTM DUTOTU-ASTM D1045-1995 R01 ;RASTM DEWNASTM DU-ASTM D1052-1999 用罗斯挠曲装置测定橡胶切口扩展的试验方法ASTM D1053-1997 橡胶特性试验.挠性聚合物和涂覆制品的低温劲度测试方法ASTM D1054-1991 用回跳摆锤法测定橡胶弹性的试验方法ASTM D1055-1997 ;RASTM DEWNTU-ASTM D1056-1998 ;RASTM DEWNTYTUKVEASTM D1056-2000 ;RASTM DEWNTY-ASTM D1062-1996 金属间粘结力抗裂强度的标准试验方法ASTM D1066-2001 蒸汽的抽样方法ASTM D1067-2002 水的酸性和碱性的测试方法ASTM D1068-2003 水中铁的测定ASTM D1068-2003 水中铁的测试方法ASTM D1076-1997 橡胶.浓缩的、氨储存的、乳状的和离心处理的天然胶乳ASTM D1078-2003 挥发性有机液体馏程的测定方法ASTM D1078-2003 挥发性有机液体馏程的试验方法ASTM D1083-1991(98)集装箱、大型船运箱和板条箱的机械搬运的试验方法ASTM D1084-1997 胶粘剂粘度的测试方法ASTM D1091-2000 润滑油和添加剂中磷含量的测试方法ASTM D1091-2000 润滑油及添加剂中磷试验方法ASTM D1092-1999 润滑油可测量表观粘度试验方法ASTM D1092-1999 润滑脂表观粘度的试验方法ASTM D1093-1998 液态烃和它们的蒸馏残余物酸度的测试方法ASTM D1094-00 航空燃料水反应性的试验方法ASTM D1094-2000 航空燃料水反应性的试验方法ASTM D1094-2000 航空燃料易溶于水成分试验方法ASTM D1101-1997a 室外用层压结构木制品的胶合接头完整性的试验方法ASTM D1102-1984(2001)木材中灰分的测试方法ASTM D1125-1999 水的电导性和电阻率的测试方法ASTM D1125-1999 水中的电导和电导率测定法ASTM D1126-2002 水硬度的测试方法ASTM D1126-2002 水中的总硬度 (以 CaCO3计)ASTM D1129-2004 与水相关的术语ASTM D1133-2004 烃类溶剂的贝壳杉脂丁醇值的测试方法ASTM D1141-2003 海水代用品ASTM D1144-1999 胶粘剂粘结强度提高的测定方法ASTM D1146-2000 有效粘结层粘结点的试验方法ASTM D1148-1995 橡胶变质.受热及紫外线使浅颜色表面退色的试验方法ASTM D1149-1999 橡胶变质试验.在小室中橡胶表面臭氧龟裂ASTM D1149-99 橡胶变质试验.在小室中橡胶表面臭氧龟裂ASTM D1151-2000 潮气和温度对胶粘剂粘结能力影响的试验方法ASTM D1152-2001 甲醇(甲基醇)ASTM D1153-2001 甲基异丁基甲酮ASTM D1157-1991 轻烃中TBC测试试验方法ASTM D1157-2000 轻质烃总抑制剂含量(TBC)的测试方法ASTM D1159-2001 电化学滴定法测量石油馏分及商用脂族烯烃的溴值试验方法ASTM D1159-2001 电位滴定法测试石油馏出物和脂肪烃溴数ASTM D1160-2002a 减压蒸馏石油产品试验方法ASTM D1160-2003 石油产品减压蒸馏方法ASTM D116-1986(2006) 电气设备用上釉陶瓷材料的试验ASTM D1171-1999 橡胶变质试验.室外或小室内橡胶表面臭氧龟裂(三角形试样) ASTM D1179-2004 水中氟化物离子的测试方法ASTM D1183-1996 胶粘剂耐周期性实验室老化条件的标准试验方法ASTM D1184-1998 胶粘剂粘结的层压部件抗挠强度的试验方法ASTM D1186-2001 铁基非磁性涂层干膜厚度的无损测量方法ASTM D1192-1998 水和蒸汽的抽样设备标准指南ASTM D1193-1999 试剂水(联邦试验方法No.7916)ASTM D1200-1994(2005) 福特粘度杯测定粘度的试验方法ASTM D1201-1999 ;RASTM DEYMASTM DE-ASTM D1203-1994 R03 ;RASTM DEYMASTM DM-ASTM D1203-1994 R99 ;RASTM DEYMASTM DMTOTRSOTLFMQ--ASTM D1204-1994 ;RASTM DEYMASTM DQTOTRFMQ--ASTM D1204-1994 ;RASTM DEYMASTM DQTUKVEASTM D1204-2002 ;RASTM DEYMASTM DQ-ASTM D1209-2000 透明液体色度的试验方法(铂钴标度)ASTM D1209-2000 无色透明液体色度的测定方法(铂钴标度)ASTM D1210-1996 颜料载体体系分散细度的测试方法ASTM D121-2005 煤和焦炭术语ASTM D1217-1993 宾汗比重瓶测试液体密度试验方法ASTM D1217-1993 用宾汉比重法测定液体密度和相对密度(比重)的试验方法ASTM D1217-2003 用宾汉比重法测定液体密度和相对密度(比重)的试验方法ASTM D1218-2002 碳氢化合物折射率试验方法ASTM D1218-2002 液态烃的折光率和折光分散度的测试方法。
as系列基础知识问答讲解
基础知识篇Q: 什么是执行器?A: 顾名思义,就是用来执行命令的一种执行装置。
工业生产过程自动调节系统一般由检测器、调节器、执行器和调节对象组成。
其中执行器总是不可缺少,执行器在自动控制系统中的作用相当于人的四肢,它接受调节器的控制信号,改变操纵变量,使生产过程按预定要求正常执行。
一般由执行机构和调节机构(一般称为调节阀)组成。
此外,根据需要还可配上阀门定位器和手轮机构等附件。
Q: 执行机构和调节机构的作用是什么?A: 执行机构是指根据调节器控制信号产生推力或位移的装置,而调节机构是根据执行机构输出信号去改变能量或物料输送量的装置,而调节机构是根据执行机构输出信号只改变能量或物料输送量的装置,最常见的是调节阀。
Q: 现在主流的执行器分类有哪些?A: 执行器按其能源形式分为液动、气动和电动三大类,它们各有特点,适于不同的场合。
随着近几年来科学技术的不断发展各类执行机构正逐步走向智能化的道路,而其中专门和气动执行器配套使用的智能阀门定位器和全电子电动执行器的出现更加速了执行机构智能化的发展,为执行器的应用开辟了新天地。
Q: 液动执行器的特点是什么?A: 液动执行器推力最大,一般都是机电一体化的,但比较笨重,所以现在使用不多。
但也因为其推力大的特点,在一些大型场所因无法取代而被采用,如三峡的船阀用的就是液动执行器。
Q: 气动执行器的特点是什么?A: 气动执行器的执地机构和调节机构是统一的整体,其执行机构有薄膜式和活塞式两类。
活塞式行程长,适用于要求有较大推力的场合,不但可以直接带动阀轩,而且可以和蜗轮蜗杆等配合使用;而薄膜式行程较小,只能直接带动阀杆。
其执行器分为正作用和反作用两种形式,所谓正作用就是信号压力增大,推杆向下;反作用形式就是信号压力增大,推杆向上。
这种执行机构的输出位移与输入气压信号成正比例关系,信号压力越大,推杆的位移量也越大。
当压力与弹簧的反作用力平衡时,推杆稳定在某一位置,气动执行器又有角行程气动执行器和直行程气动执行器两种。
AS1112.4-2000

AS 1112.4—2000ISO 4035:1999Australian Standard ™ISO metric hexagon nuts Part 4: Chamfered thin nuts—Product grades A and B[ISO title: Hexagon thin nuts (chamfered)—Product grades A and B]s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010This Australian Standard was prepared by Committee ME/29, Fasteners. It was approved on behalf of the Council of Standards Australia on 21 April 2000 and published on 23 June 2000.The following interests are represented on Committee ME/29:Australian Building Codes BoardAustralian Chamber of Commerce and Industry Australian Industry GroupBureau of Steel Manufacturers of Australia Electricity Supply Association of Australia Federal Chamber of Automotive Industries Institute of Materials Engineering Australasia Metal Building Products Manufacturers AssociationKeeping Standards up-to-dateStandards are living documents which reflect progress in science, technology and systems. To maintain their currency, all Standards are periodically reviewed, and new editions are published. Between editions, amendments may be issued.Standards may also be withdrawn. It is important that readers assure themselves they are using a current Standard, which should include any amendments which may have been published since the Standard was purchased.Detailed information about Standards can be found by visiting the Standards Australia web site at .au and looking up the relevant Standard in the on-line catalogue.Alternatively, the printed Catalogue provides information current at 1 January each year, and the monthly magazine, The Australian Standard , has a full listing of revisions and amendments published each month.We also welcome suggestions for improvement in our Standards, and especially encourage readers to notify us immediately of any apparent inaccuracies or ambiguities. Contact us via email at mail@.au, or write to the Chief Executive, Standards Australia International Ltd, PO Box 1055, Strathfield,NSW 2135.s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010AS 1112.4—2000Australian Standard ™ISO metric hexagon nuts Part 4: Chamfered thin nuts—Product grades A and BOriginated as AS 1112—1972.Previous edition AS/NZS 1112:1996.Revised and redesignated, in part, as AS 1112.4—2000.COPYRIGHT© Standards Australia InternationalAll rights are reserved. No part of this work may be reproduced or copied in any form or by any means, electronic or mechanical, including photocopying, without the written permission of the publisher.s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010PREFACEThis Standard was prepared by the Standards Australia Committee ME/29, Fasteners to supersede AS/NZS 1112:1996, ISO metric hexagon nuts, including thin nuts, slotted nuts and castle nuts , in part.The objective of this Standard is to provide manufacturers, suppliers and users with the dimensions,tolerances and material requirements for style 1, hexagon chamfered thin nuts, product grades A and B with ISO metric coarse threads.This Standard is Part 1 of a four-part series on ISO metric hexagon nuts. The other parts give the dimensions for the following:Part 2: Style 1—Product grades A and B Part 2: Style 2—Product grades A and B Part 3: Product grade CThis edition has been technically revised and introduces the designation of product grades A and B.NOTE: The product grade refers to the quality of the product and to the size of the tolerances where grade A is the most precise and grade C is the least precise.This Standard is identical with and has been reproduced from ISO 4035:1999, Hexagon thin nuts (chamfered)—Product grades A and B.Statements expressed in mandatory terms in notes to tables and figures are deemed to be requirements of this Standard.As this Standard is reproduced from an International Standard, the following applies:(a) Its number does not appear on each page of text and its identity is shown only on the cover and title page.(b) In the source text ‘this International Standard’ should read ‘this Australian Standard’.(c)A full point should be substituted for a comma when referring to a decimal marker.References to International Standards should be replaced by references to equivalent Australian Standards as follows:Reference to International Standard Australian Standard ISO AS 225Fasteners—Bolts, screws, studs and nuts—Symbols and designations of dimensions—724ISO general-purpose metric screw threads—Basic dimensions—898Mechanical properties of fasteners4291Mechanical properties of fasteners 898-2Part 2: Nuts with specified proof load values—Coarse thread4291.2Part 2: Nuts with specified proof lead values—Coarse thread965ISO general purpose metric screw threads—Tolerances—965-1Part 1: Principles and basic data —3269Fasteners—Acceptance inspection —3506Mechanical properties of corrosion-resistant stainless steel fasteners —3506-2Part 2: Nuts—4042Fasteners—Electroplated coatings—s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010ISO 4759Tolerances for fastenersAS —4759-1Part 1: Bolts, screws, studs and nuts—Product grades A, B and C —6157Fasteners—Surface discontinuities —6157-2Part 2: Nuts—8839Mechanical properties of fasteners—Bolts, screws, studs and nuts made of non-ferrous metals—8992Fasteners—General requirements for bolts, screws, studs and nuts —10683Fasteners—Non-electrolytically applied zinc flake coatings—s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010CONTENTSPageIntroduction...........................................................................................................................v 1 Scope...........................................................................................................................12 Normative references ...................................................................................................13 Dimensions...................................................................................................................24 Specifications and reference standards (45)Designation (4)Bibliography (5)s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010Standards AustraliaStandards Australia is an independent company, limited by guarantee, which prepares and publishes most of the voluntary technical and commercial standards used in Australia. These standards aredeveloped through an open process of consultation and consensus, in which all interested parties are invited to participate. Through a Memorandum of Understanding with the Commonwealth government,Standards Australia is recognized as Australia’s peak national standards body.Australian StandardsAustralian Standards are prepared by committees of experts from industry, governments, consumers and other relevant sectors. The requirements or recommendations contained in published Standards are a consensus of the views of representative interests and also take account of comments received from other sources. They reflect the latest scientific and industry experience. Australian Standards are kept under continuous review after publication and are updated regularly to take account of changing technology.International InvolvementStandards Australia is responsible for ensuring that the Australian viewpoint is considered in the formulation of international Standards and that the latest international experience is incorporated in national Standards. This role is vital in assisting local industry to compete in international markets.Standards Australia represents Australia at both ISO (The International Organizationfor Standardization) and the International Electrotechnical Commission (IEC).Electronic Standards All Australian Standards are available in electronic editions, either downloaded individually from our Web site, or via on-line and CD ROM subscription services. For more information phone 1300 65 46 46 or visit us at .aus e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010PO Box 1055 Strathfield NSW 2135Administration Phone (02) 9746 4700 Fax (02) 9746 8450 Email mail@.au Customer Service Phone 1300 65 46 46 Fax 1300 65 49 49 Email sales@.au Internet .au s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010This page has been left intentionally blank.s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010。
AS1172.2-2014水箱标准翻译版
AS1172.2-2014⽔箱标准翻译版AS1172.2-2014澳⼤利亚标准6/3升⽔卫⽣间便器或等效器具第2部分:⽔箱序⾔本标准由澳⼤利亚联合标准委员会/新西兰卫⽣洁具、管道及夹具标准委员会制定。
本标准的⽬标是明确对冲⽔装置及其关键组件的要求。
冲⽔装置的关键组件列举如下:(a)冲洗⽔箱(b)使⽤交流电的电动冲⽔阀(c)⽤于断流⽔箱的冲⽔阀(d)进⽔阀(e)排⽔阀本版标准作出的修正:(i)修正实验程序以使实验结果符合WELS中在认证实验室中测得的标准。
以及(ii)ATS 5200.016—2010,ATS 5200.017—2005,ATS 5200.020—2004和ATS 5200.021—2004中的相关标准。
本标准中⽤“规范化”来定义附录,规范化附录是标准的⼀部分。
图表中的说明均为本标准的要求。
经委员会鉴定其他的测试要求(如半排测试)若以后获得更多数据可考虑在以后的版本中加⼊相关要求。
⽬录第⼀部分范围和综述1.1范围――――――――――――――――――――――――――――――――――5 1.2应⽤――――――――――――――――――――――――――――――――――5 1.3合格认证――――――――――――――――――――――――――――――――5 1.4引⽤⽂件――――――――――――――――――――――――――――――――5 1.5定义――――――――――――――――――――――――――――――――――6 1.6标记――――――――――――――――――――――――――――――――――8 第⼆部分冲洗⽔箱2.1综述――――――――――――――――――――――――――――――――――9 2.2标记――――――――――――――――――――――――――――――――――9 2.3材料――――――――――――――――――――――――――――――――9 2.4设计及制造―――――――――――――――――――――――――――――――――10 2.5性能要求和测试⽅法―――――――――――――――――――――――――――――11 第三部分使⽤交流电的电动冲⽔阀3.1综述――――――――――――――――――――――――――――――――――――14 3.2标记――――――――――――――――――――――――――――――――――――14 3.3材料―――――――――――――――――――――――――――――――――――14 3.4设计及制造―――――――――――――――――――――――――――――――――15 3.5性能要求和测试⽅法―――――――――――――――――――――――――――――15 3.6产品⽂件――――――――――――――――――――――――――――――――――16 3.7安装、操作和维护说明书――――――――――――――――――――――――――16 第四部分⽤于断流⽔箱的冲⽔阀4.1综述――――――――――――――――――――――――――――――――――――18 4.2标记――――――――――――――――――――――――――――――――――18 4.3材料―――――――――――――――――――――――――――――――――18 4.4设计及制造―――――――――――――――――――――――――――――――――19 4.5性能要求和测试⽅法――――――――――――――――――――――――――――-19 4.6产品⽂件――――――――――――――――――――――――――――――――20 4.7安装、操作和维护说明书―――――――――――――――――――――――20 第五部分⽔箱进⽔阀5.1综述――――――――――――――――――――――――――――――――――――21 5.2材料――――――――――――――――――――――――――――――――――21 5.3设计―――――――――――――――――――――――――――――――――21 5.4性能要求和测试⽅法―――――――――――――――――――――――――――――22 第六部分⽔箱排⽔阀6.1综述――――――――――――――――――――――――――――――――――――23 6.2材料――――――――――――――――――――――――――――――――――23 6.3设计―――――――――――――――――――――――――――――――――23 6.4性能要求和测试⽅法―――――――――――――――――――――――――――――24附录A标准规范说明―――――――――――――――――――――――――――――――――25 B ⽔箱前推⼒测试――――――――――――――――――――――――――――――――30C防虹吸实验――――――――――――――――――――――――――――――――32 D排⽔阀寿命测试――――――――――――――――――――――――――――――――34 E排量和排速测试—⾮配套单排和双排⽔箱―――――――――――――――――36 F⽔箱进⽔阀寿命测试――――――――――――――――――――――――――――――38G ⽔箱排量测试—成套装置――――――――――――――――――――――――――――40H ⽔箱排⽔阀耐物理测试――――――――――――――――――――――――――――42I ⽔箱排⽔阀耐化学测试――――――――――――――――――――――――――――44 J 低压进⽔阀再补⽔时间测试――――――――――――――――――――――――――46 K 其他排⽔装置排量测试―――――――――――――――――――――――――――49 L其他排⽔装置防虹吸测试―――――――――――――――――――――――51 M便池⽤配套和⾮配套排⽔阀排量测试―――――――――――――――――52 参考书⽬―――――――――――――――――――――――――――――54澳⼤利亚标准澳⼤利亚标准抽⽔马桶第2部分:冲⽔装置和进排⽔阀第⼀部分范围和综述1.1 范围本标准适⽤于:(a)标有排⽔体积线的单排或双排⽔箱;(b)电动排⽔阀,⽓隙管可通过⼿动或感应断开连接;(c)⽤于断流⽔箱的排⽔阀;以上装置与各型号⼩便器和抽⽔马桶配合使⽤本标准还包括对⽔箱进排⽔阀的规定。
JISA——精选推荐
JIS标准1JIS A0001-1999 基本模数JIS A0002-1999 建筑模数术语JIS A0003-1999 建筑构件的公差JIS A0004-1999 建筑模数的配合原则JIS A0005-1966 建筑物开口部构件标准公称尺寸JIS A0006-1966 建筑用板的标准尺寸JIS A0007-1967 建筑用铁制框架墙壁构件的标准公称尺寸JIS A0008-1967 建筑用铁制框架屋顶构件的标准公称尺寸JIS A0009-1970 建筑物活动隔墙构件的公称尺寸JIS A0012-1980 住宅卫生设备的模数组合尺寸JIS A0013-1980 住宅壁式厨房设备的模数组合尺寸JIS A0014-1976 住宅空调设备的模数组合尺寸JIS A0015-1976 住宅管道系统的模数组合尺寸JIS A0016-1979 贮藏组合间墙内容纳机器空间的模数协调尺寸JIS A0017-1998 厨房设备.组合尺寸JIS A0018-1992 住宅配套设备单元的模数协调尺寸JIS A0030-1994 建筑构件性能的分类JIS A0101-1994 土木工程制图通则JIS A0150-1999 建筑制图通则JIS A0151-1961 门、窗符号JIS A0201-1971 建筑用室内外装饰材料术语JIS A0202-2000 隔热.词汇JIS A0203-1999 混凝土术语JIS A1101-1998 混凝土塌落度的试验方法JIS A1102-1999 集料的筛分试验方法JIS A1103-1997 集料的75mm筛选试验方法JIS A1104 ERRATUM 1-2000 集料的单容重和集料实积率的测定方法(勘误1)JIS A1104-1999 集料的单容重和集料实积率的测定方法JIS A1104-1999/ERRATUM 1-2000 集料的体积密度和集料中固体含量的试验方法(勘误1) JIS A1105-2001 细集料中有机杂质的试验方法JIS A1106-1999 混凝土弯曲强度的试验方法JIS A1107-1993 混凝土钻芯样和截梁试样的采取及其试验方法JIS A1108-1999 混凝土抗压强度的试验方法JIS A1109-1999 细集料的比重及吸水率的试验方法JIS A1110-1999 粗集料的比重及吸水率试验方法JIS A1111-2001 细集料表面湿度的试验方法JIS A1112-1997 新浇混凝土的筛洗分析方法JIS A1113-1999 混凝土抗张强度的试验方法JIS A1114-1993 使用弯曲折断梁块测定混凝土抗压强度的试验方法JIS A1115-1998 新浇混凝土的取样方法JIS A1116-1998 新浇混凝土的容重和空气含量的试验方法JIS A1118-1997 容积法测量新浇混凝土中空气含量的试验方法JIS A1119-1998 新搅拌混凝土中成分变化率的试验方法JIS A1120-1976 用德威尔试验机作粗集料的磨损试验方法JIS A1121-2001 用洛杉矶试验机测定粗集料耐磨性的试验方法JIS A1122-1998 使用硫酸钠的集料稳定性试验方法JIS A1123-1997 混凝土泌水的试验方法JIS A1125-2001 干燥法测定集料的含水总量及表面湿度的试验方法JIS A1126 ERRATUM 1-2001 用划痕试验进行粗集料中软质颗粒含量的试验方法(勘误1)JIS A1126-2001 划痕法测定粗集料中软质颗粒含量的试验方法JIS A1127-2001 混凝土的动态弹性模量、动态刚性及动态泊松比的共振试验方法JIS A1128-1999 测定新浇混凝土空气含量试验方法(压力法)JIS A1129-1-2001 灰浆和混凝土长度变化的试验方法.第1部分:比较器法JIS A1129-1993 灰浆和混凝土长度变化的试验方法JIS A1129-2-2001 灰浆和混凝土长度变化的试验方法.第2部分:接触型应变仪法JIS A1129-3-2001 灰浆和混凝土长度变化的试验方法.第3部分:千分表法JIS A1132-1999 混凝土样品制备和加工方法JIS A1134-1999 结构混凝土用轻细集料的吸水率和颗粒密度的试验方法JIS A1135-1999 结构混凝土用轻粗集料的吸水率和颗粒密度的试验方法JIS A1136-1993 用离心捣固法浇制的混凝土的抗压强度试验方法JIS A1137-1998 集料中粘土块含量的试验方法JIS A1138-1998 实验室内混凝土试样的制作方法JIS A1139-1993 混凝土立方试件双轴向抗压试验方法JIS A1140-1978 钢筋混凝土雨水槽和污水槽抗压强度的试验方法JIS A1141 ERRATUM 1-2001 集料中密度低于1.95 g/cm*3的粒子的试验方法(勘误1)JIS A1141-2001 集料中密度低于1.95 g/cm*3的粒子的试验方法JIS A1142-2001 用灰浆抗压强度测定细集料中有机杂质含量的试验方法JIS A1143 ERRATUM 1-2001 对轻粗集料中漂浮粒子含量的试验方法(勘误1)JIS A1143-2001 对轻粗集料中漂浮粒子含量的试验方法JIS A1144-2001 新浇混凝土水中氯化物浓度的试验方法JIS A1145-2001 用化学方法测试集料碱硅反应性的试验方法JIS A1146 ERRATUM 1-2001 用灰浆棒法测试集料碱硅反应性的试验方法(勘误1)JIS A1146-2001 用灰浆棒法测试集料碱硅反应性的试验方法JIS A1147-2001 用耐渗透性测试混凝土混合物固结时间的试验方法JIS A1148-2001 混凝土耐冻结性和耐融化性的试验方法JIS A1149-2001 混凝土的静态弹性模量测试方法JIS A1150-2001 混凝土的坍落流试验方法JIS A1161-1994 多孔混凝土的体积比重、含水率、吸水率及抗压强度的试验方法JIS A1162-1973 多孔混凝土长度变化的试验方法JIS A1171-2000 聚合物改良水泥砂浆的试验方法JIS A1172-1995 聚合物改良水泥砂浆强度的试验方法JIS A1173-1978 聚合物水泥砂浆塌落度的试验方法JIS A1174-1978 新浇聚合物改良水泥砂浆的单容重量试验方法和空气含量的试验方法(重量方法)JIS A1181-1978 强度试验用聚酯树脂混凝土试样的制备方法JIS A1182-1995 聚酯树脂混凝土抗压强度的试验方法JIS A1183-1995 用弯曲断梁测定聚酯树脂混凝土抗压强度的试验方法JIS A1184-1995 聚酯树脂混凝土抗弯强度的试验方法JIS A1185-1995 聚酯树脂混凝土抗拉强度的试验方法JIS A1186-1995 聚酯树脂混凝土凝固时间的测定方法JIS A1201-2000 土质试验用土壤试样的制备方法JIS A1202-1999 土壤颗粒密度的试验方法JIS A1203-1999 土壤含水量的测定方法JIS A1204-2000 土壤粒度分布的试验方法JIS A1205-1999 土壤液体极限与塑性极限试验方法JIS A1207-1990 土壤离心含水当量的试验方法JIS A1209-2000 土壤收缩系数的试验方法JIS A1210-1999 捣固后土壤的夯实试验方法JIS A1211-1998 实验室内土壤的加利福尼亚承载比试验方法JIS A1214-2001 土壤密度的砂置换试验方法JIS A1215-2001 道路土壤的平面荷载测试方法JIS A1216-1998 土壤无侧限抗压的试验方法JIS A1217-2000 土壤压实试验方法JIS A1218-1998 土壤饱水渗透率的试验方法JIS A1219-2001 标准浸入试验方法JIS A1220-2001 荷兰式双重管圆锥浸入试验方法JIS A1221-1995 瑞典式加重测深试验方法JIS A1222-2001 现场土壤的加里福尼亚洲式承载率(CBR)试验方法JIS A1223-2000 土壤中细粒部分含量的试验方法JIS A1224-2000 沙中最小和最大密度的试验方法JIS A1225-2000 土壤的散装密度的试验方法JIS A1226-2000 土壤灼烧损伤的试验方法JIS A1227-2000 土壤单维固结特性的试验方法JIS A1228-2000 压实土壤的锥形指数的试验方法JIS A1301-1994 建筑物木结构部分的防火试验方法JIS A1302-1994 建筑物不燃烧结构部分的防火试验方法JIS A1304-1994 建筑构件的耐火试验方法JIS A1306-1983 用消光法测定烟浓度的方法JIS A1311-1994 建筑用防火门的防火试验方法JIS A1312-1959 屋顶的防火试验方法JIS A1313-1995 卷帘式防火铁门的检查标准JIS A1314-1992 火炉调节闸板防烟试验方法JIS A1321-1994 建筑物的内部装修材料及施工方法的不燃性试验方法JIS A1322-1966 建筑用细薄材料的不燃性试验方法JIS A1323-1995 建筑工程中焊接及切割火花对薄板的不易燃性试验方法JIS A1324-1995 建筑材料中水蒸发及渗透的测量方法JIS A1325-1995 建筑材料的热膨胀系数的测量方法JIS A1400-1998 散热器、对流式供暖器和类似设备.性能试验方法JIS A1401-1963 瓦工用水泥砂浆试验方法JIS A1402-1977 供暖用铸铁散热器和钢板散热器辐射效率的试验方法JIS A1404-1994 建筑用水泥防水剂的试验方法JIS A1405-1998 声学.阻抗管中吸音率和阻抗的测定.驻波系数法JIS A1406-1974 室内通风量的测定方法(二氧化碳法)JIS A1407-1994 地板滑度的试验方法(摆动式)JIS A1408-2001 建筑用板的弯曲和冲击试验方法JIS A1409-1998 混响室中测量吸音率的方法JIS A1410-1968 塑料建筑材料的风化试验方法JIS A1411-1968 塑料建筑材料老化的评定方法JIS A1412-1-1999 隔热保温材料的导热系数测定方法JIS A1412-2-1999 隔热保温材料的导热系数测定方法,第2部分:热流计设备JIS A1412-3-1999 热绝缘材料的热阻和相关特性的试验方法.第3部分:循环管设备JIS A1414-1994 建筑构件板性能的试验方法JIS A1415-1999 聚合物建筑材料暴露于试验室光源的方法JIS A1416 ERRATUM 1-2000 声学.建筑部件隔音的实验室测量方法(勘误1)JIS A1416 ERRATUM 2-2000 声学.建筑部件隔音的实验室测量方法(勘误2)JIS A1416-2000 声学.建筑物元件的气载声音隔绝的实验室测量方法JIS A1416-2000/ERRATUM 1-2000 声学.建筑物元件的气载声音隔绝的实验室测量方法(勘误1) JIS A1416-2000/ERRATUM 2-2000 声学.建筑物元件的气载声音隔绝的实验室测量方法(勘误2) JIS A1417 ERRATUM 1-2000 声学.建筑物隔音的现场测量(勘误1)JIS A1417-2000 声学.建筑物的气载声音隔绝的现场测量JIS A1417-2000/ERRATUM 1-2000 声学.建筑物的气载声音隔绝的现场测量(勘误1)JIS A1418-1 ERRATUM 1-2000 声学.建筑物的楼板撞击声音绝缘的测量.第1部分:使用标准轻型撞击源的方法(勘误1)JIS A1418-1-2000 声学.建筑物的楼板冲击声音隔绝的测量.第1部分:使用标准清型冲击源的的方法JIS A1418-1-2000/ERRATUM 1-2000 声学.建筑物的楼板冲击声音隔绝的测量.第1部分:使用标准轻型冲击源的的方法(勘误1)JIS A1418-1995 建筑物地板冲击声级的现场测定方法JIS A1418-2 ERRATUM 1-2000 声学.建筑物的楼板撞击声音绝缘的测量.第2部分:使用标准重型撞击源的方法(勘误1)JIS A1418-2-2000 声学.建筑物的楼板冲击声音隔绝的测量.第2部分:使用标准重型冲击源的的方法JIS A1418-2-2000/ERRATUM 1-2000 声学.建筑物的楼板冲击声音隔绝的测量.第2部分:使用标准重型冲击源的的方法(勘误1)JIS A1419-1-2000 声学.建筑物和建筑元件内声音隔绝的比率.第1部分:气载声音隔绝JIS A1419-1992 建筑物隔音等级JIS A1419-2-2000 声学.建筑物和建筑元件内声音隔绝的比率.第2部分:楼板冲击声音隔绝JIS A1420-1999 稳定状态热传输特性的测定.热盒方法JIS A1422-1993 测定遮阳装置遮阳系数的简易试验方法JIS A1423-1983 利用红外线放射温度计测定放射率的简易试验方法JIS A1424-1-1998 给水设施噪声的实验室试验方法.第1部分:测量方法JIS A1424-2-1998 给水设施噪声的实验室试验方法.第2部分:排放旋塞和混合阀的安装和操作条件JIS A1425-2000 太阳能聚集器的热性能试验方法JIS A1426-1995 太阳能蓄热槽的蓄热性能试验方法JIS A1431-1994 空调和通风系统的风量测量方法JIS A1432-1995 涂覆隔热材料的管路热性能测定法(热水循环程序)JIS A1435-1991 建筑用外壁材料的耐冻性试验方法(冻结融解法)JIS A1436-1991 建筑用被膜状材料的底层不连接部耐疲劳性试验方法JIS A1437-1992 建筑用内部装修板类的耐湿性试验方法JIS A1438-1992 建筑用外壁板类的耐水性试验方法JIS A1439-1997 建筑物封焊和门窗玻璃用密封剂的试验方法JIS A1440-1997 用固态标准地板上地板覆盖物对TAPAAING机发射冲击声波衰减的实验室测量JIS A1450-1997 提高的通路地板部件试验方法JIS A1451-1994 建筑材料及建筑构件的磨耗试验方法(采用回转圆盘磨擦与冲击地板材料的磨耗试验方法)JIS A1452-1972 建筑材料及建筑构件的磨耗试验方法(落砂法)JIS A1453-1973 建筑材料及建筑构件的磨耗试验方法(砂纸法)JIS A1454-1998 试验方法.弹性地板覆盖物JIS A1460-2001 建筑板的甲醛辐射的测定.干燥器法JIS A1510-1-2001 建筑物门配件的试验方法.第1部分:锁和插销JIS A1510-1995 销的试验方法JIS A1510-2-2001 建筑物门配件的试验方法.第2部分:门的配件JIS A1510-3-2001 建筑物门配件的试验方法.第3部分:暗式关门装置、关门装置和铰链关门装置JIS A1511-1995 门用合叶的试验方法JIS A1512-1995 门用合叶(铰链)及闭合器性能的试验方法JIS A1513-1996 门具和窗.试验方法通则JIS A1514-1993 防止门、窗结露的试验方法JIS A1515-1998 窗和门组件.风阻力试验JIS A1516-1998 窗和门组件.气密性试验JIS A1517-1996 高压力下门具、窗的水密性试验JIS A1518-1996 门具的耐砂袋冲击试验JIS A1519-1996 门具、窗的开关力的测定JIS A1520-1988 门和窗的隔声现场测量方法JIS A1521-1996 门具在静荷载力下的对角变形试验JIS A1522-1996 门窗扇框架的机械变形试验JIS A1523-1996 门具的静扭转试验JIS A1524-1996 门具的垂直负荷试验JIS A1525-1996 门具的重复性开关试验JIS A1526-1997 门的术语JIS A1527-1997 门叶.一般平整度的缺陷测量JIS A1528-1997 门叶.尺寸和垂直度缺陷的测量JIS A1529-1997 门具.静荷载试验JIS A1531-1998 家具.表面抗冷液体的评估JIS A1550-2000 门.重复开关试验JIS A1551-1995 自动门系统的试验方法JIS A1611-1996 木砖粘合剂及其中的胶接接头粘合强度的试验方法JIS A1612-1996 墙和天花板的粘合剂及其中的胶接接头粘合强度的试验方法JIS A1701-1994 游乐设施(滑坡有轨车)的检查标准JIS A1702-1976 住宅内设备尺寸的试验方法通则JIS A1703-1976 住宅内设备维修更换时的工作空间试验方法通则JIS A1704-1994 住宅内设备渗漏试验方法JIS A1705-1976 住宅内设施排水试验方法JIS A1706-1994 住宅内燃烧装置安全性试验方法JIS A1707-1994 住宅内设备振动的试验方法JIS A1708-1994 住宅内设备噪声的测定方法JIS A1709-1994 住宅内设备强度和耐久性的试验方法JIS A1710-1994 住宅内设备保温绝热性能的试验方法JIS A1711-1976 住宅内设备电绝缘性能的试验方法JIS A1712-1994 住宅卫生设备防潮和防水性能的试验方法JIS A1713-1994 评定住宅空调附属设备的热水供应能力的试验方法JIS A1714-1995 游乐设施(观览车)的检查标准JIS A1715-1995 游乐设施(飞行车)的检查标准JIS A1716-1995 游乐设施(滑水撬板)的检查标准JIS A1717-1995 游乐设施(旋转木马)的检查标准JIS A1718-1994 浴池管的试验方法JIS A1801-1989 混凝土生产控制用试验方法.混凝土用细集料砂当量试验法JIS A1802-1989 混凝土生产控制用试验方法.细集材的表面含水率的离心力试验法JIS A1803-1991 混凝土生产管理用试验方法-粗集料的表面含水率试验方法JIS A1804-2001 混凝土生产管理用试验方法.集料碱性反应性识别的快速试验方法JIS A1805-2001 混凝土生产管理用试验方法.热水养护法测定混凝土压缩强度的快速试验方法JIS A3301-1993 木结构校舍构造的设计标准JIS A3302-2000 建筑物内用废水净化器的人口的估计JIS A3304-1994 活动房屋结构设计标准JIS A4001-1975 采暖用铸铁散热器JIS A4002-1989 带存水弯的地面排水管JIS A4003-1995 燃油暖风供暖设备JIS A4004-1998 散热器、对流供暖器和类似设备.定义、分类和要求JIS A4006-1994 热水锅炉用贮水器JIS A4007-1995 风扇式对流换热器JIS A4008 ERRATUM 1-2000 通风装置(勘误1)JIS A4008-1995 冷风机装置JIS A4009-1997 空调管廊部件JIS A4101-1994 抽水马桶用玻璃纤维增强塑料制污物处理装置结构件JIS A4110-1989 玻璃纤维增强聚酯造整体式水箱JIS A4111-1997 住宅用太阳能热水器JIS A4112-1995 太阳能收集器JIS A4113-1995 太阳能储热槽JIS A4201-1992 建筑物避雷装置(避雷针)JIS A4301-1983 电梯轿厢及井道的尺寸JIS A4302-1992 电梯、自动扶梯、轻型运货电梯的检查标准JIS A4303-1994 排烟装置的检查标准JIS A4401-1994 梳妆台JIS A4410-1995 住宅用综合卫生间JIS A4412-1994 住宅用空调设备JIS A4413-1991 住宅用管道系统JIS A4414-1998 住宅用贮藏隔板元件JIS A4416-1995 住宅用浴室设备JIS A4417-1995 住宅用厕所设备JIS A4418-1995 住宅用洗手间设备JIS A4419-1991 浴室用防溢水盆JIS A4420-1998 厨房设备部件JIS A4421-1991 室内设备用带存水弯的排水管JIS A4422-1992 带座浴用水冲洗器的马桶座圈JIS A4601-1973 木制夹板门JIS A4602-1973 木制双槽推拉玻璃门JIS A4603-1973 木制套窗JIS A4702 ERRATUM 1-2000 门装置(勘误1)JIS A4702-2000 门装置JIS A4704-1998 建筑物用轻质卷帘式百叶门部件JIS A4705-1998 建筑物用卷帘式百叶门部件JIS A4706 ERRATUM 1-2000 窗(勘误1)JIS A4706-2000 窗框JIS A4709-1993 滑动铝合金窗用纱窗JIS A4710-1996 门具和窗的隔热试验JIS A4712-1986 住宅用钢制及铝合金制正门门具JIS A4713-1993 住宅用金属套窗JIS A4714-1995 硬质聚氯乙烯内窗窗框JIS A4715-2002 分段式升降门的元部件JIS A4801-1991 钢及铝合金制软百窗JIS A4802-1994 挂窗帘用的金属导轨横杆JIS A4902-1994 住宅用金属防火套窗JIS A5001-1995 铺路用碎石JIS A5002-1999 结构用轻质混凝土集料JIS A5003-1995 石材JIS A5005-1993 混凝土用碎石JIS A5006-1995 毛石JIS A5007-1977 珍珠岩JIS A5008-1995 沥青铺路混合料用石灰石填充料JIS A5009-1972 蛭石JIS A5011-1-1997 混凝土用矿渣集料.第1部分:高炉矿渣集料JIS A5011-2-1997 混凝土用矿渣集料.第2部分:镍铁矿渣集料JIS A5011-3-1997 混凝土用矿渣集料.第3部分:铜矿渣集料JIS A5015-1992 道路结构用铁和钢炉渣JIS A5101-1950 轨道用铺石JIS A5102-1995 天然石板JIS A5105-1993 住宅用简易水洗式便器JIS A5207-2000 卫生陶瓷制品JIS A5208-1996 陶土瓦JIS A5209-1994 陶砖JIS A5210-1994 陶块JIS A5211-1977 陶制非冲洗式便器JIS A5212-1993 空心玻璃砖JIS A5301-1983 自来水厂用石棉水泥管JIS A5302-1994 钢筋混凝土管JIS A5303-1993 离心浇制钢筋混凝土管JIS A5304-1994 铺路用混凝土石板JIS A5305-1994 钢筋混凝土U形边沟JIS A5306-1999 混凝土及钢筋混凝土L形路边沟JIS A5307-1999 混凝界标JIS A5308-1998 预拌混凝土JIS A5309-1995 离心浇制的预应力混凝土电杆JIS A5310-1995 离心浇注钢筋混凝土桩JIS A5312-1994 装配式混凝土挡土墙JIS A5313-1995 平板桥用预应力混凝土梁JIS A5314-1998 球墨铸铁管用砂浆衬里JIS A5315-1983 输水管道用石棉水泥管的石棉水泥接头JIS A5317-1996 下水道用增强混凝土检查井井圈JIS A5318-1994 钢筋混凝土水槽JIS A5319-1995 轻荷重桥用预应力混凝土梁JIS A5321-1994 钢筋混凝土电缆沟JIS A5322-1993 套接式离心浇灌钢筋混凝土管JIS A5323-1997 挡土墙和护墙用混凝土砌块JIS A5325-1990 钢筋混凝土板桩JIS A5328-1994 装配式暗沟盖JIS A5333-1993 芯式预应力混凝土管JIS A5335-1987 离心浇注预应力混凝土桩JIS A5336-1979 后张法离心浇注预应力混凝土桩JIS A5337-1995 离心浇注高强度预应力混凝土桩JIS A5338-1993 钢筋混凝土L型挡土墙JIS A5341-1982 加固的旋转浇制的混凝土沟槽JIS A5342-1982 加固的旋转浇制的混凝土路缘沟槽JIS A5343-1982 旋转浇制的混凝土路缘块JIS A5344-1982 沟槽用加固的旋转浇制的混凝土沟盖JIS A5345-2000 道路用钢筋混凝土边沟JIS A5350-1991 玻璃纤维增强的复合管JIS A5354-1993 混凝土板桩JIS A5361 ERRATUM 1-2000 预制混凝土制品.分类、命名和标记的通用规则(勘误1) JIS A5361-2000 预制混凝土产品.分级,标识和标记的一般规则JIS A5362-2001 预制混凝土制品.要求的性能和验证方法JIS A5363-2001 预制混凝土制品.性能试验方法的通用规则JIS A5364 ERRATUM 1-2000 预制混凝土制品.材料和制品方法的通用规则JIS A5364-2000 预制混凝土产品.材料和生产方法的一般规则JIS A5365-2000 预制混凝土产品.检验方法的一般规则JIS A5371 ERRATUM 1-2000 预制无钢筋混凝土制品(勘误1)JIS A5371-2000 预制非增强混凝土产品JIS A5372 ERRATUM 1-2000 预制钢筋混凝土制品(勘误1)JIS A5372 ERRATUM 2-2001 预制钢筋混凝土制品(勘误2)JIS A5372-2000 预制增强混凝土产品JIS A5373 ERRATUM 1-2000 预制预应力混凝土制品(勘误1)JIS A5373-2000 预制预应力混凝土制品JIS A5390-2001 预制混凝土用塑料隔板JIS A5401-1978 水泥瓦JIS A5402-1994 压制水泥屋面瓦JIS A5404 ERRATUM 1-2001 水泥粘结的木屑板(勘误1)JIS A5404-2001 水泥砂木丝板和碎料板JIS A5405-1982 石棉水泥管JIS A5406-2000 建筑用混凝土砌块JIS A5409-1993 预制钢筋混凝土围墙构件JIS A5411-1994 预制水磨石砌块JIS A5412-1995 预应力混凝土板(双T型)JIS A5414-1993 纸浆水泥板JIS A5416-1997 高压蒸氧加气轻质混凝土装配板JIS A5422-1995 纤维增强水泥护墙板JIS A5423-1995 住宅屋面用饰面水泥瓦JIS A5425-1983 用胶合板增强的石棉水泥板JIS A5426-1995 与挠性水泥板叠合的刨花水泥板JIS A5430-2001 纤维增强水泥板JIS A5440-2000 火山硅酸盐纤维增强多层板JIS A5451-1995 石棉衬板JIS A5502-1971 锻钢和锻制不锈钢弹簧铰链JIS A5504-1994 钢丝网JIS A5505-1995 金属网JIS A5506-1995 污水工程用人孔盖JIS A5507-1977 雨水口箅子盖JIS A5508-1992 钉子JIS A5509-1971 滑动门钢轨JIS A5512-1979 滑动门和滑动窗用滑轮JIS A5513-1993 镀锌铁丝石笼筐JIS A5519-1978 石棉水泥管用钢制接头及配件JIS A5520-1983 输水管道用石棉水泥管的铸铁管接头及其异形管接头JIS A5522-1975 屋顶排水管(平屋顶用)JIS A5523-2000 可焊接热轧钢板桩JIS A5524-1994 抹灰底衬金属板网(直角瓦楞镀锌板网)JIS A5525-1994 钢管桩JIS A5526-1994 H形钢桩JIS A5527-1978 住宅用日本式浴室外接锅炉的循环水管连接配件JIS A5528-2000 热轧钢板桩JIS A5529-1995 射钉枪用销钉JIS A5530-1994 钢管板桩JIS A5531-1978 木结构用金属附件JIS A5532-1994 浴盆JIS A5533-1993 搪瓷排气管JIS A5534-1979 搪瓷面砖JIS A5536-2002 弹性地板覆盖物用粘合剂JIS A5537-2002 固定木砌块用粘合剂JIS A5538-2002 护墙板和天花板用粘合剂JIS A5540-1982 建筑用拉线螺旋扣JIS A5541-1993 建筑用拉线螺旋扣本体JIS A5542-1993 建筑用紧线器的螺栓JIS A5545-1991 推位窗用金属附件JIS A5547-2002 预制泡沫塑料隔热板用粘合剂JIS A5548-1993 陶磁面砖用有机粘合剂JIS A5556-1993 U形钉JIS A5701-1995 玻璃纤维增强塑料波纹板JIS A5702-1993 硬质聚氯乙烯波纹板JIS A5703-1994 室内用塑料叠层或印制板材JIS A5705-1998 地板覆盖物.聚氯乙烯JIS A5706-1995 未增塑聚氯乙烯檐沟和落水管JIS A5708-1994 塑料浴盆盖JIS A5712-1994 带洗涤槽的玻璃纤维增强塑料浴盆JIS A5713-1980 与加热炉连接的住宅用浴盆JIS A5721-1995 塑料地板层面板JIS A5731-2002 回收利用塑料检验室和防雨水掩蔽物JIS A5750-2000 建筑物中门窗和面板接头用弹性泡沫预制密封垫JIS A5751-1995 建筑用油性填充料JIS A5752-1994 金属门窗嵌玻璃用腻子JIS A5753-1968 木制门窗嵌玻璃用油灰JIS A5756-1997 建筑衬垫和建筑结构衬垫.密封门窗玻璃和嵌板用预成形固态硬化材料JIS A5757-1995 建筑用密封材料用途和性能JIS A5758-1997 建筑物焊封和门窗玻璃用密封剂JIS A5759-1998 门窗玻璃用粘附薄膜JIS A5801-1975 建筑用防火木材JIS A5901-1997 塌塌咪芯材(日本席垫芯材)JIS A5902-1997 塌塌咪(日本席垫)JIS A5905-1994 纤维板JIS A5908-1994 碎料板JIS A5914-1997 非草编塌塌咪JIS A6005-1991 屋面沥青油毡JIS A6008-2002 合成聚合物制屋面薄板JIS A6009-1983 布基等叠层合成高分子屋面毡JIS A6012 ERRATUM 1-2000 织物沥青屋面料(勘误1)JIS A6012-1993 机织物沥青屋面JIS A6012-1993/ERRATUM 1-2000 机织物沥青屋面(勘误1)JIS A6013-1996 改性聚合沥青屋项板材JIS A6021-2000 建筑物的防水薄膜涂层用液态化合物JIS A6022-1991 弹性屋面沥青油毡(合成纤维基)JIS A6023-1991 多孔沥青屋面油毡JIS A6024-1998 建筑物修补用环氧树脂注入胶粘剂JIS A6111-1996 房屋装饰板JIS A6201-1999 用于混凝土的飞灰JIS A6202-1997 混凝土用膨胀掺合剂JIS A6203-2000 水泥调节剂用聚合物分散剂和可再分散的聚合物粉末JIS A6204-2000 混凝土用化学添加剂JIS A6205-1993 钢筋混凝土用防锈剂JIS A6206-1997 混凝土用基本粒状高炉矿渣JIS A6207-2000 混凝土用发烟硅酸JIS A6301 ERRATUM 1-2000 吸音材料(勘误1)JIS A6301-2000 吸音材料JIS A6301-2000/ERRATUM 1-2000 吸音材料(勘误1)JIS A6305-1978 吸音用多孔铝装配板JIS A6321-2000 夹层地板用石棉缓冲材料JIS A6322-1979 浮式地面用玻璃棉缓冲材料JIS A6501-1994 建筑构件(混凝土墙壁装配板)JIS A6503-1994 建筑构件(钢制墙壁装配板)JIS A6504-1994 建筑构件(木质壁装配板)JIS A6505-1994 建筑构件(混凝土地面装配板)JIS A6506-1994 建筑构件(木质地面装配板)JIS A6507-1994 建筑构件(钢制地面装配板)JIS A6508-1994 建筑构件(混凝土屋顶装配板)JIS A6509-1994 建筑构件(木质屋顶装配板)JIS A6510-1994 建筑构件(钢制屋顶装配板)JIS A6511-2002 预应力混凝土空心装配板JIS A6512-1992 移动式隔墙JIS A6513-1994 金属制栅栏及门扉JIS A6514-1995 钢制叠瓦屋顶结构材料JIS A6516-1995 搪瓷钢壁板JIS A6517-2002 建筑物中墙和顶棚用钢制罩饰材料JIS A6518-1994 铁丝网栏栅的元部件JIS A6519-1995 体育馆地板用钢制罩饰结构材料JIS A6601-1996 住宅阳台和栏杆用金属组件JIS A6602-1996 联排式房屋用金属屋顶组件JIS A6603-1996 钢制贮藏柜JIS A6604-1996 停车场用金属元部件JIS A6701-1983 碳酸镁板JIS A6711-1997 复合金属板壁JIS A6901-1997 石膏板JIS A6902-1995 抹灰用熟石灰JIS A6903-1995 白云石灰泥JIS A6904-1997 石膏灰泥JIS A6905-1993 氧化镁水泥(氧化镁含量)JIS A6909-2000 建筑物的织纹状饰面用涂覆材料JIS A6914-1997 石膏灰泥板用勾缝材料JIS A6916-2000 饰面用表面制备材料JIS A6921-2001 装修用壁纸和墙壁覆盖物JIS A6922-1998 装修壁纸和墙壁覆盖物用胶粘剂JIS A6930-1997 住房用塑料薄膜蒸汽阻挡层JIS A6931-1994 装配板用纸芯JIS A7201-1999 离心浇制的混凝土桩的施工标准JIS A7801-1994 防火用水泥砂浆的粉刷方法JIS A7802-1994 石棉水泥烟囱的安装标准实施规范JIS A8101-1998 施工机械用仪表的振动和冲击试验方法JIS A8102-1978 建筑机械用发动机转速计JIS A8103-1978 施工机械用速度计JIS A8104-1978 建筑机械用仪表挠性轴JIS A8105-1986 施工机械用温度量规JIS A8106-1993 施工机械用电流表JIS A8107-1992 施工机械电机用油压计JIS A8108-1992 施工机械的工作记录JIS A8110-2000 施工机械.检修用便携式测量器JIS A8111-2001 土方机械.计时器JIS A8201-1993 挡板机规范的标准格式JIS A8301-2000 土方机械.最小通路尺寸JIS A8302-2000 土方机械.通路系统JIS A8303-1998 土方机械.轮式机械转弯尺寸的测定JIS A8304-2001 土方机械.操作者座位振动的实验室评定JIS A8305-1988 建筑机械噪声音响率等级的测定方法JIS A8306-1990 土方机械.工作部件移动时间的测量方法JIS A8307-1991 土方机械.防护装置.定义和规范JIS A8308-1998 土方机械.基本类型.词汇JIS A8309-1993 土方机械.牵引杆拉力测量用试验方法JIS A8310 AMD 1-2001 土方机械.操作者控制和其它显示符号(修改件1) JIS A8310-1993 土方机械.驾驶员控制和其它指示用符号JIS A8311-1995 土方机械.驾驶员的视野.试验方法、评定方法及标准JIS A8312-1996 土方机械.安全符号及表示危险的图形.一般原理JIS A8313-2001 土方机械.产品识别编号系统JIS A8314-1998 土方机械.橡胶轮胎机械.转向要求JIS A8315-2001 土方机械.操作者的人体尺寸和最小操作者活动范围JIS A8316-2001 土方机械.电磁兼容性JIS A8317-1-2001 声学.土方机械发射的外部噪声的测量.动态试验条件JIS A8317-2-2001 声学.在操作者位置上测量土方机械发射的噪声.动态试验条件JIS A8318-2001 声学.座姿标准点(SIP)JIS A8319-2001 土方机械.地速的测定JIS A8320-2001 土方机械.整个机器及其设备和部件质量的测量方法JIS A8321-2001 土方机械.降低液压挖土机和反铲装载机声震的控制器件.要求和试验JIS A8322-2001 土方机械.尺寸单位、性能和载量及其测量准确度JIS A8323-2001 土方机械.操作者工作站和维修区域.边缘的钝度JIS A8324-2001 土方机械.电线和电缆.识别和标志的原则JIS A8325-2001 土方机械.履带式机器.制动系统性能要求和试验程序JIS A8403-1-1996 土方机械.液压挖掘机.第1部分:术语和工业要求JIS A8403-2-1998 土方机械.液压挖掘机.第2部分:板材规范的标准格式JIS A8403-3-1998 土方机械.液压挖掘机.第3部分:试验方法JIS A8403-4-1998 土方机械.液压挖掘机.第4部分:铲斗的额定容积JIS A8403-5-1998 土方机械.液压挖掘机.第5部分:机械过加载的测量方法JIS A8405-1990 铲式挖土机(液压缸式)的操纵装置名称和功能JIS A8407-2000 土方机械.控制可达到和舒适范围JIS A8411-1-1998 土方机械.尺寸和符号的定义.第1部分:机器底盘JIS A8411-2-1998 土方机械.尺寸和符号的定义.第2部分:设备及附件JIS A8420-1-1998 土方机械.拖拉机.第1部分:术语和工业规范JIS A8420-2-1998 土方机械.拖拉机.第2部分:规范的标准格式和试验方法JIS A8421-1-1998 土方机械.装载机.第1部分:术语和工业规范JIS A8421-2-1998 土方机械.装载机.第2部分:规范的标准格式和试验方法JIS A8421-3-1998 土方机械.装载机.第3部分:铲斗的额定容积JIS A8421-4-1998 土方机械.装载机.第4部分:测量起动力和装载容量的试验方法JIS A8421-5-1998 土方机械.装载机.第5部分:额定运转荷载的计算和验证方法JIS A8422-1-1996 土方机械.自卸车.第1部分:术语和工业规范JIS A8422-2-1996 土方机械.自卸车.第2部分:重型自卸车规范的标准格式JIS A8422-3-1998 土方机械.自卸车.第3部分:试验方法JIS A8422-4-1998 土方机械.自卸车.第4部分:机体的额定体积JIS A8423-1-1998 土方机械.平地机.第1部分:术语和工业规范JIS A8423-2-1998 土方机械.平地机.第2部分:规范的标准格式和试验方法JIS A8501-1994 柴油打桩机规范的标准格式JIS A8502-1994 振动打桩机规范的标准格式JIS A8503-1978 打桩机架规范的标准格式JIS A8504-1994 地钻说明书的标准格式JIS A8505-1994 钻土机规范的标准格式JIS A8506-1994 振动式压路机的试验方法和说明书的标准格式JIS A8507-1994 施工用旋转式压缩机规范的标准格式和试验方法JIS A8601-1978 滚筒式搅拌机JIS A8603-1994 混凝土搅拌机JIS A8604-1994 建筑工程用潜水泵。
AS1112.1-2000

AS 1112.1—2000ISO 4032:1999(Incorporating Amendment No. 1)Australian Standard ™ISO metric hexagon nutsPart 1: Style 1—Product grades A and B[ISO title: Hexagon nuts, style 1—Product grades A and B]AS 1112.1s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010This Austra lia n Sta nda rd wa s prepa red by Committee ME/29, Fa steners. It wa s a pproved on beha lf of the Council of Sta nda rds Austra lia on 21 April 2000 a nd published on 23 June 2000.The following are represented on Committee ME/29:Australian Building Codes Board Australian Chamber of Commerce and Industry Australian Industry GroupBureau of Steel Manufacturers of Australia Electricity Supply Association of Australia Federal Chamber of Automotive Industries Institute of Materials Engineering Australasia Metal Building Products Manufacturers AssociationKeeping Standards up-to-dateSta nda rds a re living documents which reflect progress in science, technology a nd systems. To ma inta in their currency, a ll Sta nda rds a re periodica lly reviewed, a nd new editions re published. Between editions, mendments m y be issued.Sta nda rds ma y a lso be withdra wn. It is importa nt tha t rea ders a ssure themselves they a re using a current Sta nda rd, which should include a ny a mendments which may have been published since the Standard was purchased.Deta iled informa tion a bout Sta nda rds ca n be found by visiting the Sta nda rds Austra lia web site a t www.sta nda .a u a nd looking up the releva nt Sta nda rd in the on-line catalogue.Alternatively, the printed Catalogue provides information current at 1 January each yea r, a nd the monthly ma ga zine, The Australian Standard , ha s a full listing of revisions and amendments published each month.We a lso welcome suggestions for improvement in our Sta nda rds, a nd especia lly encoura ge rea ders to notify us immedia tely of a ny a ppa rent ina ccura cies or a mbiguities. Conta ct us via ema il a t ma il@sta nda .a u, or write to the Chief Executive, Sta nda rds Austra lia Interna tiona l Ltd, GPO Box 5420, Sydney, NSW 2001.s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010AS 1112.1—2000(Incorporating Amendment No. 1)Australian Standard ™ISO metric hexagon nutsPart 1: Style 1—Product grades A and BOriginated as AS 1112—1992.Previous edition AS/NZS 1112:1996.Revised and redesignated in part as AS 1112—2000.Reissued incorporating Amendment No. 1 (September 2002).COPYRIGHT© Standards Australia InternationalAll rights are reserved. No part of this work may be reproduced or copied in any form or by any s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010PREFACEThis S tandard was prepared by the S tandards Australia Committee ME/29, Fasteners to supersedeAS/NZS 1112:1996, ISO metric hexagon nuts, including thin nuts, slotted nuts and castle nuts , inpart.The objective of this S tandard is to provide manufacturers, suppliers and users with the dimensions,tolerances and material requirements for style 1, hexagon nuts, ISO product grades A and B with ISO metric coarse threads.This Standard incorp orates Amendment No. 1 (September 2002). The change arising from the Amendment is indicated in the text by a marginal bar and amendment number against the table.This S tandard is Part 1 of a four-part series on IS O metric hexagon nuts. The other parts give the dimensions for the following:Part 2: Style 2—Product grades A and B.Part 3: Product grade C.Part 4: Chamfered thin nuts – Product grades A and B.This edition has been technically revised and introduces the designation of product grades A and B.NOTE: The product grade refers to the quality of the product and to the size of the tolerances where grade A is the most precise and grade C is the least precise.S tatements expressed in mandatory terms in notice to tables and figures are deemed to be requirements of this Standard.This Standard is identical with and has been reproduced from ISO 4032:1999, Hexagon nuts, style 1—Product grades A and B.As this Standard is reproduced from an International Standard, the following applies:(a) Its number does not appear on each page of text and its identity is shown only on the cover and title page.(b) In the source text ‘this International Standard’ should read ‘this Australian Standard’.(c)A full point should be substituted for a comma when referring to a decimal marker.References to International S tandards should be replaced by references to equivalent Australian Standards as follows:Reference to International StandardAustralian Standard ISO AS 225Fasteners—Bolts, screws, studs and nuts—ymbols and designations of dimensions—724I S O general-purpose metric screw threads—Basic dimensions—898Mechanical properties of fasteners4291Mechanical properties of fasteners 898-2Part 2: Nuts with specified proof load values—Coarse thread4291.2Part 2: Nuts with specified proof lead values—Coarse thread965I O general purpose metric screw threads—Tolerances—965-1Part 1: Principles and basic data —3269Fasteners—Acceptance inspection —3506Mechanical properties of corrosion-—s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 20104042Fasteners—Electroplated coatings—ISO AS 4759Tolerances for fasteners—4759-1Part 1: Bolts, screws, studs and nuts—Product grades A, B and C —6157Fasteners—Surface discontinuities —6157-2Part 2: Nuts—8839Mechanical properties of fasteners—Bolts, screws, studs and nuts made of non-ferrous metals—8992Fasteners—General requirements for bolts, screws, studs and nuts —10683Fasteners—Non-electrolytically applied zinc flake coatings —s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010CONTENTSPageIntroduction.....................................................................................................................v 1 Scope....................................................................................................................12 Normative references............................................................................................13 Dimensions ...........................................................................................................24 Specifications and reference standards .. (45)Designation (4)Bibliography (5)s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010INTRODUCTIONThis International Standard is part of the complete ISO product standard series on external hexagon drive fasteners. The series comprises:a) hexagon head bolts (ISO 4014 to ISO 4016 and ISO 8765);b) hexagon head screws (ISO 4017, ISO 4018 and ISO 8676);c) hexagon nuts (ISO 4032 to ISO 4036, ISO 8673 to ISO 8675);d) hexagon bolts with flange (ISO 4162 and ISO 15071);e) hexagon nuts with flange (ISO 4161 and ISO 10663);f)structural bolts and nuts (ISO 4775, ISO 7411 to ISO 7414 and ISO 7417).s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010viNOTESs e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010AUSTRALIAN STANDARDISO metric hexagon nuts Part 1:Style 1––Products grades A and B1 ScopeThis International Standard specifies the characteristics of hexagon nuts, style 1, with threads from M1.6 up to including M64, with product grade A for threads d р M16 and product grade B for threads d Ͼ M16.If, in special cases, specifications other than those listed in this International Standard are required, they should be selected from existing International Standards, for example ISO 724, ISO 898-2, ISO 965-1, ISO 3506-2 and ISO 4759-1.NOTEFor hexagon nuts style 2, see ISO 4033.2 Normative referencesThe following normative documents contain provisions which, through reference in this text, constitute provisions of this International Standard. For dated references, subsequent amendments to, or revisions of, any of these publications do not apply. However, parties to agreements based on this International Standard are encouraged to investigate the possibility of applying the most recent editions of the normative documents indicated below. For undated references, the latest edition of the normative document referred to applies. Members of ISO and IEC maintain registers of currently valid International Standards.ISO 225:1983, Fasteners — Bolts, screws, studs and nuts — Symbols and designations of dimensions.ISO 724:1993, ISO general-purpose metric screw threads — Basic dimensions.ISO 898-2:1992, Mechanical properties of fasteners — Part 2: Nuts with specified proof load values — Coarse thread.ISO 965-1:1998, ISO general purpose metric screw threads — Tolerances — Part 1: Principles and basic data.ISO 3269:—1), Fasteners — Acceptance inspection .ISO 3506-2:1997, Mechanical properties of corrosion-resistant stainless steel fasteners — Part 2: Nuts.ISO 4042:1999, Fasteners — Electroplated coatings.ISO 4759-1:—2), Tolerances for fasteners — Part 1: Bolts, screws, studs and nuts — Product grades A, B and C.ISO 6157-2:1988, Fasteners — Surface discontinuities — Part 2: Nuts.ISO 8839:1986, Mechanical properties of fasteners — Bolts, screws, studs and nuts made of non-ferrous metals.ISO 8992:1986, Fasteners — General requirements for bolts, screws, studs and nuts.ISO 10683:—3), Fasteners — Non-electrolytically applied zinc flake coatings.1) To be published. (Revision of ISO 3269:1988)2) To be published. (Revision of ISO 4759-1:1978)s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 20103 DimensionsSee Figure 1 and Tables 1 and 2.Symbols and descriptions of dimensions are defined in ISO 225.a Washer-face form to be ordered separatelyb b = 15∞ to 30∞c = 90∞ to 120∞Figure 1s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010Table 1 — Preferred threadsDimensions in millimetresTable 2 — Non-preferred threadsDimensions in millimetresA1s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 20104 Specifications and reference standardsSee Table 3.Table 3 — Specifications and reference standardsMaterial Steel Stainless steel Non-ferrous metalGeneralrequirements International Standard ISO 8992ThreadTolerance 6HInternational StandardsISO 724, ISO 965-1Mechanical propertiesProperty class ad Ͻ M3: as agreed M3 р d р M39: 6, 8, 10d > M39: as agreedd р M24: A2-70, A4-70M24 Ͻ d р M39: A2-50, A4-50d Ͼ M39: as agreed Materials specified in ISO 8839International StandardsM3 р d р M39: ISO 898-2d Ͻ M3 and d Ͼ M39:as agreedd р M39: ISO 3506-2d Ͼ M39: as agreed TolerancesProduct grade d Ͻ M16: A d > M16: B International StandardISO 4759-1Finish and/or coatingAs processed PlainPlain Requirements for electro-plating are covered inISO 4042Requirements for non-electrolytically applied zinc flake coatings are covered inISO 10683Requirements for electroplating arecovered in ISO 4042If different electroplating requirements are desired or if requirements are neededfor other finishes, they should be agreed between customer and supplier.Limits for surfacediscontinuities are coveredin ISO 6157-2AcceptabilityFor acceptance procedure, see ISO 3269.aFor other property classes see ISO 898-2 for steel and ISO 3506-2 for stainless steel respectively.5 DesignationEXAMPLEA hexagon nut, style 1, with thread M12 and property class 8 is designated as follows:Hexagon nut ISO 4032 - M12 - 8s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010Bibliography[1]ISO 4014:1999, Hexagon head bolts — Product grades A and B.[2]ISO 4015:1979, Hexagon head bolts — Product grade B — Reduced shank (shank diameter approximately equal to pitch diameter).[3]ISO 4016:1999, Hexagon head bolts — Product grade C.[4]ISO 4017:1999, Hexagon head screws — Product grades A and B.[5]ISO 4018:1999, Hexagon head screws — Product grade C.[6]ISO 4033:1999, Hexagon nuts, style 2 — Product grades A and B.[7]ISO 4034:1999, Hexagon nuts — Product grade C.[8]ISO 4035:1999, Hexagon thin nuts (chamfered) — Product grades A and B.[9]ISO 4036:1999, Hexagon thin nuts (unchamfered) — Product grade B.[10]ISO 4161:1999, Hexagon nuts with flange — Coarse thread.[11]ISO 4162:—4), Hexagon bolts with flange — Small series — Product grade combination A/B.[12]ISO 4775:1984, Hexagon nuts for high-strength structural bolting with large width across flats — Productgrade B — Property classes 8 and 10.[13]ISO 7411:1984, Hexagon bolts for high-strength structural bolting with large width across flats (thread lengthsaccording to ISO 888) — Product grade C — Property classes 8.8 and 10.9.[14]ISO 7412:1984, Hexagon bolts for high-strength structural bolting with large width across flats (short threadlength) — Product grade C — Property classes 8.8 and 10.9.[15]ISO 7413:1984, Hexagon nuts for structural bolting, style 1, hot-dip galvanized (oversize tapped) — Productgrades A and B — Property classes 5, 6 and 8.[16]ISO 7414:1984, Hexagon nuts for structural bolting with large width across flats, style 1 — Product grade B —Property class 10.[17]ISO 7417:1984, Hexagon nuts for structural bolting, style 2, hot-dip galvanized (oversize tapped) — Productgrade A — Property class 9.[18]ISO 8673:1999, Hexagon nuts, style 1, with metric fine pitch thread — Product grades A and B.[19]ISO 8674:1999, Hexagon nuts, style 2, with metric fine pitch thread — Product grades A and B.[20]ISO 8675:1999, Hexagon thin nuts (chamfered) with metric fine pitch thread — Product grades A and B.[21]ISO 8676:1999, Hexagon head screws with metric fine pitch thread — Product grades A and B.4) To be published. (Revision of ISO 4162:1990)s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010[22]ISO 8765:1999, Hexagon head bolts with metric fine pitch thread — Product grades A and B.[23]ISO 10663:1999, Hexagon nuts with flange — Fine pitch thread.[24]ISO 15071:1999, Hexagon bolts with flange — Small series — Product grade A.s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010AMENDMENT CONTROL SHEETAS 1112.1—2000Amendment No . 1 (2002)CORRECTIONSUMMARY: This Amendment applies Table 2.Published on 6 September 2002.s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010NOTESs e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010NOTESs e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010NOTESs e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010Standards AustraliaStandards Australia is an independent company, limited by guarantee, which prepares and publishes most of the voluntary technical and commercial standards used in Australia. These standards are developed through an open process of consultation and consensus, in which all interested parties are invited to participate. Through a Memorandum of Understanding with the Commonwealth government,Standards Australia is recognized as Australia’s peak national standards body.Australian StandardsAustralian Standards are prepared by committees of experts from industry, governments, consumers and other relevant sectors. The requirements or recommendations contained in published Standards are a consensus of the views of representative interests and also take account of comments received from other sources. They reflect the latest scientific and industry experience. Australian Standards are kept under continuous review after publication and are updated regularly to take account of changing technology.International InvolvementStandards Australia is responsible for ensuring that the Australian viewpoint is considered in the formulation of international Standards and that the latest international experience is incorporated in national Standards. This role is vital in assisting local industry to compete in international markets.Standards Australia represents Australia at both ISO (The International Organizationfor Standardization) and the International Electrotechnical Commission (IEC).Electronic StandardsAll Australian Standards are available in electronic editions, either downloaded individually from our Web site, or via on-line and CD ROM subscription services. For more information phone 1300 65 46 46 or visit us at.aus e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010GPO Box 5420 Sydney NSW 2001Administration Phone (02) 8206 6000 Fax (02) 8206 6001 Email mail@.au Customer Service Phone 1300 65 46 46 Fax 1300 65 49 49 Email sales@.au Internet .aus e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010This page has been left intentionally blank.A c c e s s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010。
ASTM 美国材料试验协会标准目录

ASTM 美国材料试验协会标准目录ASTM A1000-2005 特种弹簧质量级碳钢丝及合金钢丝规格5页ASTM A1001-2001(2006) 硅铁规格5页ASTM A100-2007 硅铁规格6页ASTM A1002-1999(2003) 镍-铝有序合金铸件规格2页ASTM A1003/A1003M-2005 冷成形框式构件用金属和非金属镀层碳素钢薄板规格6页ASTM A1004/A1004M-1999(2004) 准备用作冷成形框架构件的金属、涂漆金属和非金属涂敷钢薄板规格3页ASTM A1005/A1005M-2000(2004) 平端纵焊缝和螺旋焊缝双重埋弧焊干线用黑钢管规格6页ASTM A1006/A1006M-2000(2004) 平端激光束焊接干线用黑钢管规格6页ASTM A1007-2002 钢丝绳用碳素钢丝规格9页ASTM A1008/A1008M-2007 高强度低合金冷轧碳素结构钢薄板以及可成型性、溶液硬化和可烘烤硬化性经改进的高强度低合金冷轧碳素结构钢薄板规格10页ASTM A1009-2005 高频(10kHz-1 MHz)电力变压器和滤波感应器设备用软磁性MnZn铁芯材料规格3页ASTM A1010/A1010M-2001e1 更高强度马氏体不锈钢厚板、薄板和带材规格2页ASTM A1011/A1011M-2006b 高强度低合金冷轧碳素结构钢薄板和带材、可成型性经改进的高强度低合金冷轧碳素结构钢薄板和带材以及具有超高强度的低合金冷轧碳素结构钢薄板和带材的规格8页ASTM A101-2004 铬铁规格3页ASTM A1012-2002(2007) 带整体式散热片的铁素体、奥氏体和二相合金钢冷凝器与热交换器无缝管及焊接管的规格4页ASTM A1013-2000(2005) 使用瓦特表-安培表和电压表方法在控制温度下测量软磁芯部件高频(10 kHz-1 MHz)磁芯损耗的试验方法4页ASTM A1014/A1014M-2006 高温工作用沉淀硬化螺栓材料(UNS N07718)规格3页ASTM A1015-2001(2005) 卫生设施用管状产品管内图像检测指南3页ASTM A1016/A1016M-2004a 铁素体合金钢、奥素体合金钢和不锈钢管通用要求规格11页ASTM A1017/A1017M-2007 压力容器用铬钼钨合金钢中厚板规格3页ASTM A1018/A1018M-2006c 碳素钢、市售钢、拉制钢、结构钢、高强度低合金钢、可成型性经改进的高强度低合金钢以及超高强度钢热轧薄板、带材和特厚卷材规格9页ASTM A1019/A1019M-2001 下水道和排水管用聚合物预涂的直径为36英寸或不足36英寸[900 mm]的闭合肋钢管规格6页ASTM A1020/A1020M-2002 锅炉、过热器、热交换器和冷凝器设备用溶焊碳钢和碳锰钢管道规格3页ASTM A1021/A1021M-2005 高温用马氏体不锈钢锻件和锻坯规格4页ASTM A1022/A1022M-2006 混凝土钢筋用异形及普通不锈钢钢丝和焊接钢丝的规格10页ASTM A102-2004 钒铁规格3页ASTM A1023/A1023M-2002 通用多股绞合碳素钢丝绳规格37页ASTM A1024/A1024M-2002 干线用无缝平端黑钢管规格6页ASTM A1025-2005 铁基合金通用要求规格4页ASTM A1026-2003 建筑构架中使用的合金钢结构型材规格2页ASTM A1028-2003 压缩机和涡轮机翼剖面用不锈钢棒材规格4页ASTM A1030/A1030M-2005 钢薄板产品平面度特性的测量规程11页ASTM A1031-2005 热轧合金钢、拉制钢和结构合金薄板、带材及特厚卷材规格4页ASTM A1032-2004 预应力混凝土管用冷拉钢丝耐氢脆性的试验方法3页ASTM A1033-2004 亚共析碳钢和低合金钢相变的定量测量与报告规程14页ASTM A1034/A1034M-2005b 测试钢筋用机械钢筋接头的试验方法6页ASTM A1035/A1035M-2007 混凝土配筋用异形及光面低碳铬钢筋规格5页ASTM A1036-2004 用小型单个薄钢板测试仪测量电工用扁钢电源频率磁性的指南5页ASTM A1037/A1037M-2005 炉内对焊黑色钢制干线用管规格5页ASTM A1038-2005 采用超声波接触阻抗法的便携式硬度试验机规程6页ASTM A1039/A1039M-2004 用双滚筒铸造方法生产的市售热轧结构碳钢薄板规格7页ASTM A1040-2007 规定锻制低合金碳钢及合金碳钢协调标准牌号成份的指南12页ASTM A1041/A1041M-2004 压力容器用高强度铬钼钨合金钢厚板规格3页ASTM A1042/A1042M-2004 下水道和排水沟用复合波纹钢管规格8页ASTM A1043/A1043M-2005 建筑物用低屈服拉伸比结构钢规格3页ASTM A1044/A1044M-2005 混凝土抗剪钢筋用钢螺柱组合件规格5页ASTM A1045-2005 水厕冲座与卫生排水系统连接用柔性聚氯乙烯密封圈规格5页ASTM A1046/A1046M-2006 用热浸法涂敷锌铝锰合金的薄钢板规格8页ASTM A1047/A1047M-2005 测试管道漏气的试验方法5页ASTM A1048/A1048M-2006 高温用高强度铬钼钨合金钢压力容器锻件规格3页ASTM A1049/A1049M-2006 压力容器和相关部件用铁素体/奥氏体(双工)不锈钢锻件规格4页ASTM A105/A105M-2005 管道设备用碳钢锻件规格5页ASTM A1053/A1053M-2006 铁素体-马氏体焊接不锈钢管规格5页ASTM A106/A106M-2006a 高温用无缝碳钢管规格9页ASTM A108-2003e1 冷加工碳素钢棒规格7页ASTM A109/A109M-2003 冷轧碳(最大0.25%)钢带规格9页ASTM A111-1999a(2004)e1 电话和电报线路用镀锌铁丝规格3页ASTM A116-2005 镀锌钢丝编织栅栏规格6页ASTM A1-2000(2005) 碳素钢T型钢轨规格6页ASTM A121-1999(2004) 镀金属钢制剌钢丝规格4页ASTM A123/A123M-2002 钢铁制品镀锌层(热浸镀锌)规格8页ASTM A125-1996(2001) 热处理钢螺旋弹簧规格6页ASTM A126-2004 阀门、法兰及管道配件用灰铸铁件规格3页ASTM A128/A128M-1993(2003) 奥氏体锰钢铸件规格2页ASTM A131/A131M-2007 船用结构钢规格7页ASTM A132-2004 钼铁规格3页ASTM A134-1996(2005) 电熔(弧)焊钢管(尺寸NPS 16及以上)规格4页ASTM A135/A135M-2006 电阻焊钢管规格9页ASTM A139/A139M-2004 电熔(弧)焊钢管(NPS4及以上)规格6页ASTM A143/A143M-2003 防止热浸镀锌结构钢制品变脆和检测变脆程序的规程3页ASTM A144-2004 钨铁规格2页ASTM A146-2004 氧化钼制品规格2页ASTM A148/A148M-2005 结构用高强度钢铸件规格4页ASTM A153/A153M-2005 钢铁构件镀锌层(热浸)规格5页ASTM A159-1983(2006) 汽车用灰铁铸件规格5页ASTM A167-1999(2004) 不锈钢和耐热铬镍钢厚板、薄板及带材规格2页ASTM A176-1999(2004) 不锈钢和耐热铬钢板、薄板及带材规格2页ASTM A178/A178M-2002 电阻焊碳素钢和碳素锰钢锅炉管的规格4页ASTM A179/A179M-1990a(2005) 热交换器和冷凝器用冷拉低碳无缝钢管的规格2页ASTM A181/A181M-2006 通用锻制碳素钢管的规格3页ASTM A182/A182M-2006 高温下使用的锻制或轧制合金钢和不锈钢管法兰、锻制管件、阀门及零件规格18页ASTM A183-2003 碳素钢轨螺栓及螺母规格4页ASTM A184/A184M-2006 混凝土配筋用生产的螺纹钢条网规格3页ASTM A185/A185M-2006e1 混凝土钢筋用普通焊接钢丝规格6页ASTM A192/A192M-2002 高压下使用的无缝碳素钢锅炉管规格3页ASTM A193/A193M-2007 高温或高压及其它特定用途设备用合金钢和不锈钢螺栓材料规格13页ASTM A194/A194M-2007a 高压或高温作业或者高压高温作业用螺栓的碳钢及合金钢螺母的规格11页ASTM A197/A197M-2000(2006) 铸造韧性铁规格4页ASTM A20/A20M-2006 压力容器用中厚钢板的一般要求规格33页ASTM A203/A203M-1997(2003) 镍合金钢压力容器板规格3页ASTM A204/A204M-2003 压力容器用钼合金钢厚板规格3页ASTM A209/A209M-2003 无缝钼碳合金锅炉和过热管规格3页ASTM A210/A210M-2002 锅炉和过热器用无缝中碳钢管规格3页ASTM A213/A213M-2007 锅炉、过热器和换热器用无缝铁素体与奥氏体合金钢管规格12页ASTM A214/A214M-1996(2005) 换热器和冷凝器用电阻焊碳素钢管规格2页ASTM A216/A216M-2004 高温下使用的适用于熔焊的碳素钢铸件规格4页ASTM A217/A217M-2007 适合高温受压零件用马氏体不锈钢和合金钢铸件的规格4页ASTM A220/A220M-1999(2004) 珠光体韧性铁规格5页ASTM A2-2002 普通型、槽型和防护型碳素钢工字钢轨规格3页ASTM A225/A225M-2003 压力容器用锰钒镍合金钢板规格3页ASTM A227/A227M-2006 机械弹簧用冷拉钢丝规格4页ASTM A228/A228M-2002 乐器用优质弹簧钢丝规格4页ASTM A229/A229M-1999(2005) 机械弹簧用油回火钢丝规格4页ASTM A230/A230M-2005 优质油回火阀弹簧用碳素钢丝规格4页ASTM A231/A231M-2004 铬钒合金钢弹簧钢丝规格4页ASTM A232/A232M-2005 优质阀门簧用铬钒合金钢规格4页ASTM A234/A234M-2007 中温与高温用锻制碳素钢及合金钢管配件的规格8页ASTM A239-1995(2004) 铁或钢制品上镀锌层最薄点的定位规程4页ASTM A240/A240M-2007 压力容器与普通设备用铬和铬镍不锈钢中厚板、薄板及带材规格12页ASTM A242/A242M-2004e1 高强度低合金结构钢规格4页ASTM A247-2006 评定铁铸件中石墨微结构的试验方法2页ASTM A249/A249M-2004a 焊接的奥氏体钢锅炉、过热器、热交换器和冷凝器管规格10页ASTM A250/A250M-2005 锅炉和过热器用电阻焊铁素体合金钢管规格4页ASTM A252-1998(2002) 焊接与无缝钢管桩规格7页ASTM A254-1997(2002) 铜焊钢管规格4页ASTM A255-2002e1 测定钢硬度用端部淬火试验方法24页ASTM A262-2002ae3 奥氏体不锈钢晶间腐蚀敏感性的检测规程17页ASTM A263-2003 耐腐蚀的包层钢厚板、薄板及带材规格5页ASTM A264-2003 不锈铬镍包层钢厚板、薄板及带材规格5页ASTM A265-2003 镍和镍基合金包层钢厚板规格6页ASTM A266/A266M-2003a 压力容器部件用碳素钢锻件规格4页ASTM A268/A268M-2005a 通用无缝及焊接铁素体和马氏体不锈钢管规格7页ASTM A269-2007 通用无缝奥氏体不锈钢管和焊接奥氏体不锈钢管的规格6页ASTM A27/A27M-2005 通用碳素钢铸件规格4页ASTM A270-2003a 卫生设备用无缝和奥氏体不锈钢管规格6页ASTM A275/A275M-2006 钢锻件的磁粉检查试验方法7页ASTM A276-2006 不锈钢棒材和型材规格7页ASTM A278/A278M-2001(2006) 最高温度为650°F(350℃)下承压部件用灰口铸铁件规格4页ASTM A283/A283M-2003 低和中等抗张强度的碳素钢厚板规格2页ASTM A285/A285M-2003 压力容器用低和中等抗张强度的碳素钢厚板规格3页ASTM A288-1991(2003) 涡轮发电机磁性扣环用碳素钢及合金钢锻件规格2页ASTM A289/A289M-1997(2003) 发动机非磁性扣环用合金钢锻件规格3页ASTM A29/A29M-2005 热锻碳素钢及与合金钢棒的一般要求规格16页ASTM A290/A290M-2005 减速装置环形物用碳钢和合金钢锻件规格4页ASTM A291/A291M-2005 减速装置小齿轮、齿轮及轴用碳钢和不锈钢锻件规格4页ASTM A295/A295M-2005 高碳抗摩擦轴承钢规格4页ASTM A297/A297M-2007 一般用耐热铬铁与镍铬铁合金钢铸件规格4页ASTM A299/A299M-2004 压力容器用锰硅碳钢厚板规格3页ASTM A302/A302M-2003 压力容器用锰钼及锰钼镍合金钢厚板规格3页ASTM A304-2005e2 须符合端部淬火硬度要求的碳钢与合金钢棒材规格50页ASTM A307-2004e1 抗拉强度为60000PSI的碳素钢螺栓和柱头螺栓的规格6页ASTM A308/A308M-2006 热浸法镀锡(铅锡合金)薄钢板规格5页ASTM A309-2001 用三点试验法测定长镀铅锡薄钢板镀层的重量及成份的方法6页ASTM A311/A311M-2004 压力容器用钢铆钉和铆钉用钢棒规格4页ASTM A312/A312M-2006 无缝焊接冷加工奥氏体不锈钢管规格11页ASTM A31-2004e1 压力容器钢铆钉和铆钉用棒材规格4页ASTM A313/A313M-2003 不锈钢弹簧钢丝规格7页ASTM A314-1997(2002) 锻造用不锈及耐热钢坯及钢棒规格3页ASTM A319-1971(2006) 非承压部件用暴露在高温下灰铸铁件规格2页ASTM A320/A320M-2007 低温用合金钢和不锈钢螺栓材料规格8页ASTM A3-2001(2006) 低、中、高碳素钢(未经热处理的)连接板规格3页ASTM A322-2006 标准级合金钢棒规格4页ASTM A323-2005 硼铁合金规格2页ASTM A324-1973(2004) 钛铁规格2页ASTM A325-2006 经热处理的最小抗拉强度为120/105 ksi的结构用钢螺栓规格8页ASTM A325M-2005 最小抗拉强度为830 MPa的热处理结构钢螺栓规格(公制)7页ASTM A327-1991(2006) 铸铁冲击试验的试验方法4页ASTM A327M-1991(2006) 铸铁冲击试验的试验方法(米制)3页ASTM A328/A328M-2007 钢板桩规格2页ASTM A333/A333M-2005 低温用无缝与焊接钢管规格7页ASTM A334/A334M-2004a 低温用无缝与焊接碳素合金钢管钢管规格6页ASTM A335/A335M-2006 高温用无缝铁素体合金钢管规格10页ASTM A336/A336M-2006a 压力与高温部件用合金钢锻件规格8页ASTM A338-1984(2004) 铁路、船舶和其它重型设备在温度达650°F(345℃)时使用的可锻铸铁法兰、管件和阀门零件规格2页ASTM A34/A34M-2006 磁性材料取样和采购测试规程4页ASTM A340-2003a 与磁性试验有关的符号和定义的标准术语16页ASTM A341/A341M-2000(2005) 使用直流磁导计和冲击强力试验方法对材料的直流磁性能的试验方法12页ASTM A342/A342M-2004 弱磁性材料磁导率的测试方法5页ASTM A343/A343M-2003 使用瓦特表-安培表-电压表方法和25cm爱泼斯坦试验构架的材料交流电磁性的试验方法16页ASTM A345-2004 磁性材料用平轧电工用钢规格4页ASTM A348/A348M-2005 用瓦特计--安培计--伏特计法、100-10000赫兹和25cm爱泼斯坦框测定材料交流磁性能的试验方法10页ASTM A350/A350M-2004a 管道部件用切口韧性试验要求的碳素钢与低合金钢锻件规格8页ASTM A351/A351M-2006 承压零件用奥氏体、奥氏体-铁素体(复合)钢铸件规格5页ASTM A352/A352M-2006 低温受压零件用铁素体和马氏体钢铸件规格5页ASTM A353/A353M-2004 压力容器用经二次正火及回火处理的含9%镍的合金钢厚板规格3页ASTM A354-2004e1 淬火和回火合金钢螺栓、双头螺栓和其它外螺纹紧固件规格7页ASTM A355-1989(2006) 渗氮合金钢棒规格3页ASTM A356/A356M-2005 汽轮机用厚壁碳素钢、低合金钢和不锈钢钢铸件规格6页ASTM A358/A358M-2005 高温设备与通用设备用电熔焊奥氏体铬镍不锈钢管规格7页ASTM A36/A36M-2005 结构碳素钢规格4页ASTM A363-2003 地面架空线用镀锌钢丝绳规格3页ASTM A367-1960(2005) 铸铁冷冻测试的试验方法4页ASTM A368-1995a(2004) 不锈钢钢丝索规格3页ASTM A369/A369M-2006 高温用锻制和镗加工碳素钢管和铁素体合金钢管规格4页ASTM A370-2007 钢产品机械测试的试验方法及定义47页ASTM A372/A372M-2003 薄壁压力容器用碳素钢及合金钢锻件规格5页ASTM A376/A376M-2006 高温中心站用无缝奥氏体钢管规格7页ASTM A377-2003 球墨铸铁压力管规格2页ASTM A380-2006 不锈钢零件、设备及系统的清洁、除锈和钝化规程13页ASTM A381-1996(2005) 高压传输系统用金属弧焊钢管规格5页ASTM A384/A384M-2002 钢制组装件热浸镀锌时防翘曲和歪变的规程2页ASTM A385-2005 提供高质量镀锌层(热浸)的规程9页ASTM A387/A387M-2006a 压力容器用铬钼合金钢厚板规格6页ASTM A388/A388M-2007 大型钢锻件超声波检查规程8页ASTM A389/A389M-2003 适合高温受压部件用经特殊热处理的合金钢铸件规格3页ASTM A390-2006 家禽饲养用镀锌钢丝栅栏结构(六角形与直线形)规格4页ASTM A391/A391M-2001 合金钢链条规格3页ASTM A392-2006 镀锌钢丝制链环栅栏结构规格5页ASTM A394-2005e1 钢输电塔镀锌螺栓和裸螺栓规格7页ASTM A395/A395M-1999(2004) 高温用铁素体延性铁承压铸件规格8页ASTM A400-1969(2006) 根据钢棒成份及机械性能选择钢棒的推荐规程9页ASTM A401/A401M-2003 铬硅合金钢丝规格4页ASTM A403/A403M-2006 锻制奥氏体管不锈钢管配件规格7页ASTM A407-1993(2004) 冷拉螺旋型弹簧钢丝规格3页ASTM A409/A409M-2001(2005) 腐蚀或高温下使用的大直径奥氏体焊接钢管规格6页ASTM A411-2003 镀锌低碳钢铠装线规格3页ASTM A413/A413M-2001 碳素钢链条规格4页ASTM A414/A414M-2006 压力容器用碳素钢薄板规格4页ASTM A416/A416M-2006 预应力混凝土用无镀层七股钢绞线规格5页ASTM A417-1993(2004) 室内装饰弹簧装置用冷拉之字型、方型和正弦型钢丝规格3页ASTM A418/A418M-2005 涡轮机和发动机钢转子锻件超声波检验的试验方法8页ASTM A420/A420M-2007 低温用锻制碳素钢和合金钢管配件规格6页ASTM A421/A421M-2005 预应力混凝土用无镀层应力消失钢丝规格4页ASTM A423/A423M-1995(2004) 无缝和电焊接低合金钢管规格3页ASTM A426/A426M-2005 高温用离心浇铸铁素体合金钢管规格5页ASTM A427-2002 冷轧与热轧用锻制合金钢轧辊规格3页ASTM A428/A428M-2006 铝覆铁或钢件覆层的重量(质量)的试验方法5页ASTM A434-2006 热轧与冷精轧经淬火及回火的合金钢棒规格3页ASTM A435/A435M-1990(2007) 中厚钢板直射束超声检测规格2页ASTM A436-1984(2006) 奥氏体灰口铁铸件规格6页ASTM A437/A437M-2006 高温用经特殊热处理的涡轮型合金钢螺栓材料规格3页ASTM A439-1983(2004) 奥氏体球墨铸铁铸件规格6页ASTM A447/A447M-1993(2003) 高温用镍铬铁合金钢铸件(25-12级)规格4页ASTM A449-2004be1 经热处理、最小抗拉强度为120/105/90 ksi的通用钢制六角螺丝、螺栓和柱螺栓规格7页ASTM A450/A450M-2004a 碳素钢管、铁素体合金钢管及奥氏体合金钢管一般要求规格10页ASTM A451/A451M-2006 高温用离心浇铸奥氏体钢管规格4页ASTM A453/A453M-2004 具有同奥氏体钢相类似膨胀系数的耐高温螺栓材料规格6页ASTM A455/A455M-2003 压力容器用高强度锰碳钢中厚板规格2页ASTM A456/A456M-1999(2003) 大曲轴锻件磁粉探伤规格4页ASTM A459-1997(2003) 镀锌扁钢铠装带规格3页ASTM A460-1994(2004)e1 包铜钢丝绳规格3页ASTM A463/A463M-2006 热浸法铝覆层薄钢板规格7页ASTM A466/A466M-2001 非焊接碳素钢链规格5页ASTM A467/A467M-2001(2006) 机器链和盘旋链规格4页ASTM A469/A469M-2007 发电机转子用经真空处理钢锻件的规格4页ASTM A47/A47M-1999(2004) 铁素体可锻铸铁铁铸件规格5页ASTM A470/A470M-2005e1 涡轮机转子和轴用经真空处理的碳钢和合金钢锻件规格8页ASTM A471-2006 涡轮机转子盘和叶轮用经真空处理的合金钢锻件规格6页ASTM A472/A472M-2005 汽轮机轴和转子锻件热稳定性的试验方法3页ASTM A473-2001 不锈钢及耐热钢锻件规格5页ASTM A474-2003 镀铝钢丝绳规格3页ASTM A476/A476M-2000(2005) 造纸厂干燥机轧辊用球墨铸件规格5页ASTM A478-1997(2002) 铬镍不锈钢和耐热钢制编织钢丝规格2页ASTM A479/A479M-2006a 锅炉及其它压力容器用不锈钢棒材和型材规格7页ASTM A48/A48M-2003 灰口铁铸件规格6页ASTM A480/A480M-2006b 平轧不锈钢及耐热钢中厚板、薄板及带材的一般要求规格24页ASTM A481-2005 铬金属规格2页ASTM A482-2005 硅铬铁合金规格2页ASTM A483-2004 硅锰合金规格2页ASTM A484/A484M-2006b 不锈钢棒材、方钢坯和锻件的通用要求规格13页ASTM A485-2003 高硬度减磨轴承钢规格4页ASTM A487/A487M-1993(2003) 受压钢铸件规格6页ASTM A488/A488M-2006 钢铸件焊接人员及工艺的鉴定规程18页ASTM A489-2004e1 碳素钢吊眼规格4页ASTM A490-2006 经热处理的最小抗拉强度为150 ksi的合金钢结构用螺栓规格6页ASTM A490M-2004ae1 结构钢接头用10.9 和10.9.3级高强度钢螺栓规格(公制)6页ASTM A491-2003 经热处理的碳素钢连接板规格5页ASTM A49-2001(2006) 热处理碳钢铁连接杆、微合金连接杆和锻造碳素钢异形连接杆规格3页ASTM A492-1995(2004) 耐热不锈钢丝绳用钢丝规格2页ASTM A493-1995(2004) 冷镦和冷锻不锈钢和耐热钢丝及钢丝棒规格3页ASTM A494/A494M-2005 镍及镍合金铸件规格7页ASTM A495-2006 硅钙及硅锰钙合金规格2页ASTM A496/A496M-2005 混凝土钢筋用变形钢丝规格6页ASTM A497/A497M-2006e1 混凝土用异形焊接钢丝补强规格6页ASTM A498-2006 无缝与焊接碳素钢,铁素体与奥氏体合金钢制有整体散热片的换热器钢管规格3页ASTM A499-1989(2002) 用T型钢轨轧制的碳素钢棒材及型材的规格4页ASTM A500-2003a 结构用碳素钢冷成形圆截面和异形截面焊接钢管和无缝钢管规格5页ASTM A501-2007 热成型焊接碳钢结构管材和无缝碳钢结构管材规格8页ASTM A502-2003 钢结构铆钉规格(AASHTO No.M228) 4页ASTM A503/A503M-2001(2006) 锻造曲轴超声波检验规格3页ASTM A504/A504M-2007 锻制碳钢轮规格8页ASTM A505-2000(2005) 热轧及冷轧合金钢薄板和带材的一般要求规格11页ASTM A506-2005 热轧和冷轧合金钢及结构合金钢薄板与带材规格4页ASTM A507-2006 热轧和冷轧拉制合金钢薄板及带材规格4页ASTM A508/A508M-2005b 压力容器用淬火和回火真空处理碳素钢和合金钢锻件规格9页ASTM A510-2006 碳素钢盘条和粗圆钢丝的一般要求规格7页ASTM A510M-2006 碳素钢盘条和粗圆钢丝的一般要求规格(米制) 7页ASTM A511-2004 无缝不锈钢机械管系的规格8页ASTM A512-2006 冷拉对焊碳素钢机械管规格7页ASTM A513-2007 电阻焊碳素钢与合金钢机械管规格17页ASTM A514/A514M-2005 焊接用经回火与淬火的高屈服强度合金钢中厚板规格3页ASTM A515/A515M-2003 中温及高温压力容器用碳素钢中厚板规格3页ASTM A516/A516M-2006 中温及低温设备用压力容器碳素钢中厚板规格4页ASTM A517/A517M-2006 压力容器用经回火与淬火的高强度合金钢中厚板规格4页ASTM A518/A518M-1999(2003) 耐腐蚀高硅铸铁件规格5页ASTM A519-2006 无缝碳素钢与合金钢机械管系规格13页ASTM A521/A521M-2006 一般工业用闭式模锻模锻件规格9页ASTM A522/A522M-2007 低温工作用锻制或轧制含镍8%和9%的合金钢法兰、配件、阀门和零件的规格4页ASTM A523-1996(2005) 高压管型电缆通路用平头端无缝及电阻焊钢管规格5页ASTM A524-1996(2005) 环境温度和低温用无缝碳素钢管规格8页ASTM A529/A529M-2005 优质高强度碳锰结构钢规格3页ASTM A53/A53M-2006a 热浸镀锌黑钢焊接管及无缝管规格22页ASTM A530/A530M-2004a 特种碳素钢及合金钢管一般要求规格9页ASTM A531/A531M-1991(2006) 汽轮发电机钢挡圈的超声波检验规程5页ASTM A532/A532M-1993a(2003) 耐磨铸铁规格4页ASTM A533/A533M-1993(2004)e1 压力容器用经回火和淬的锰钼及锰钼镍合金钢中厚板规格4页ASTM A534-2004 耐磨轴承用渗碳钢规格4页ASTM A536-1984(2004) 球墨铸铁件规格6页ASTM A537/A537M-2006 压力容器用经热处理的碳锰硅钢中厚板规格4页ASTM A540/A540M-2006 专用合金钢螺栓连接材料规格8页ASTM A541/A541M-2005 压力容器部件用经淬火和回火的碳素钢及合金钢锻件规格6页ASTM A542/A542M-1999(2004)e1 压力容器用经淬火和回火的铬钼、铬钼钒和铬钼钒钛硼合金钢中厚板规格5页ASTM A543/A543M-1993(2004)e1 压力容器用经淬火和回火的镍铬钼合金钢厚板规格3页ASTM A550-2006 铌铁合金规格2页ASTM A551/A551M-2005 钢轮箍规格3页ASTM A553/A553M-2006 压力容器用经回火和淬火的含8%及9%镍的合金钢中厚板规格3页ASTM A554-2003 焊接的不锈钢机械管系规格6页ASTM A555/A555M-2005 不锈钢丝和盘条一般要求规格6页ASTM A556/A556M-1996(2005) 给水加热器冷拉无缝碳素钢管规格5页ASTM A560/A560M-2005 铬镍合金铸件规格3页ASTM A561-1971(2004) 工具钢棒材宏观组织腐蚀试验规程2页ASTM A562/A562M-2006 有玻璃涂层或扩散的金属涂层的压力容器用碳素钢和锰钛合金钢厚板规格2页ASTM A563-2004a 碳素钢和合金钢螺母规格(AASHTO M291) 8页ASTM A563M-2006 碳素钢和合金钢螺母规格(米制) 9页ASTM A564/A564M-2004 热锻及冷加工时效硬化不锈及耐热钢棒及型材规格8页ASTM A565/A565M-2005a 高温设备用马氏体不锈钢棒材规格4页ASTM A568/A568M-2006a 高强度低合金热轧和冷轧结构碳素钢薄板一般要求规格29页ASTM A571/A571M-2001(2006) 适用于低温的承压部件用奥氏体球墨铸铁铸件规格5页ASTM A572/A572M-2007 高强度低合金铬钒结构钢规格4页ASTM A573/A573M-2005 增强韧性的结构用碳素钢中厚板规格2页ASTM A574-2004e1 合金钢内六角螺钉规格8页ASTM A574M-2004e1 合金钢内六角螺钉规格(米制) 7页ASTM A575-1996(2002) 商品级碳素钢棒规格(M级) 2页ASTM A576-1990b(2006) 特级热锻碳素钢棒规格5页ASTM A577/A577M-1990(2007) 中厚钢板超声波斜射束检测规格3页ASTM A578/A578M-1996(2001) 直射束超声波检验专用的普通钢板和复合钢板规格5页ASTM A579/A579M-2004a 超强度合金钢锻件规格7页ASTM A580/A580M-2006 耐热不锈钢丝规格4页ASTM A581/A581M-1995b(2004) 易切高速切削用耐热不锈钢丝和钢丝棒规格3页ASTM A582/A582M-2005 易切削不锈钢棒规格3页ASTM A586-2004a 镀锌平行与螺旋钢丝结构索规格6页ASTM A587-1996(2005) 化学工业用电阻焊低碳素钢管规格6页ASTM A588/A588M-2005 4 in. (100 mm)厚屈服点最小为50 ksi /平方英寸(345 MPa)的高强度低合金结构钢规格3页ASTM A589/A589M-2006 无缝焊接碳钢水井管规格12页ASTM A592/A592M-2004 压力容器用经回火和淬火的高强度低合金钢锻制附件及零件规格3页ASTM A595/A595M-2006 结构用锥形低碳钢管或高强度低碳钢管规格5页ASTM A596/A596M-1995(2004) 使用冲击法和环状试样的材料直流磁性试验方法8页ASTM A597-1987(2004) 铸造工具钢规格2页ASTM A598/A598M-2002 磁放大器磁芯磁性的试验方法17页ASTM A599/A599M-2002 冷轧电解镀锡钢薄板规格3页ASTM A6/A6M-2007 轧制结构钢棒、薄板、中厚板和打板桩的一般要求规格59页ASTM A600-1992a(2004) 高速工具钢规格14页ASTM A601-2005 电解锰金属规格2页ASTM A602-1994(2004) 汽车用可锻铸铁件规格5页ASTM A603-1998(2003) 镀锌钢丝结构绳规格6页ASTM A604-1993(2003) 自耗电极再溶化钢棒与钢坯的宏观腐蚀试验方法14页ASTM A606-2004 高强度、低合金、热轧和冷轧且具有较好耐环境腐蚀性的钢、钢板及钢带规格3页ASTM A608/A608M-2006 高温承压设备用铁-铬-镍高合金离心铸造管规格6页ASTM A609/A609M-1991(2002) 碳素低合金马氏体不锈钢铸件的超声波检查规程9页ASTM A610-1979(2004) 铁合金尺寸测量用样品的取样及试验方法2页ASTM A612/A612M-2003 中温及低温压力容器用高强度碳素钢中厚板规格3页ASTM A615/A615M-2007 混凝土钢筋用变形及普通碳素钢棒材规格6页ASTM A618/A618M-2004 热成形焊接及无缝高强度低合金结构管材规格4页ASTM A623-2006a 锡轧制产品一般要求规格38页ASTM A623M-2006a 锡轧制产品的一般要求规格(米制) 25页ASTM A624/A624M-2003 一次压延的锡轧制产品和电镀锡薄板规格5页ASTM A625/A625M-2003 一次压延的锡轧制产品和未镀锡的黑钢板规格2页ASTM A626/A626M-2003 二次压延的锡轧制产品和电镀锡薄板规格5页ASTM A627-2003 用于安全用途的均质机床不易加工的钢棒规格11页ASTM A630-2003 测定电镀锡板锡镀层重量的试验方法8页ASTM A632-2004 普通无缝和焊接奥氏体不锈钢管(小直径)规格4页ASTM A633/A633M-2001(2006) 正火的高强度低合金结构钢规格3页ASTM A635/A635M-2006a 高强度低合金及具有经改进可成形性的高强度低合金热轧碳素钢薄板和带材及卷材通用要求规格10页ASTM A636-1976(2004) 氧化镍烧结块规格2页ASTM A638/A638M-2000(2004) 高温作业用沉淀硬化铁基超合金棒材、锻件和锻坯规格3页ASTM A640-1997(2002)e1 8字型电缆架设支架用镀锌钢丝绳规格3页ASTM A641/A641M-2003 镀锌碳素钢钢丝规格5页ASTM A644-2005 有关铁铸件的术语4页ASTM A645/A645M-2005 压力容器用经特殊热处理的5%镍合金钢中厚板规格4页ASTM A646/A646M-2006 航空器与航天器锻件用优质合金钢坯及坯段规格5页ASTM A648-2004a 预应力混凝土管用冷拔钢丝规格4页ASTM A649/A649M-2004 波纹纸机械用锻制钢辊规格4页ASTM A650/A650M-2003 二次压延的锡轧制品、黑钢板规格2页ASTM A65-2007 钢轨道道钉规格4页ASTM A653/A653M-2006a 热浸法镀锌或镀锌铁合金钢薄板规格13页ASTM A656/A656M-2005e1 具有经改进的可成形性的热轧结构钢、高强度低合金中厚板规格3页ASTM A657/A657M-2003 一次和二次压延的锡轧制产品及电镀覆铬未镀锡黑钢板的规格7页ASTM A659/A659M-2006 商业级热轧碳素钢薄板和带材(最大含碳量为0.16%-0.25%)规格3页ASTM A660-1996(2005) 高温下用离心铸造碳素钢管规格4页ASTM A662/A662M-2003 中低温作业用碳-锰-硅钢压力容器板规格3页ASTM A66-2007 钢螺纹道钉规格3页ASTM A663/A663M-1989(2006) 机械性能要求的商品级碳素钢棒规格(AASHTOM227/M227M) 3页ASTM A664-2006e1 ASTM规格中标准电工用钢等级的识别规程3页ASTM A666-2003 退火的或冷加工的奥氏体不锈钢厚钢板、带材、薄板和扁材规格7页ASTM A667/A667M-1987(2003) 离心铸造的双金属(灰色及白色铸铁)圆柱规格2页ASTM A668/A668M-2004 一般工业用碳素钢和合金钢锻件规格7页ASTM A671-2006 常温和较低温用电熔焊钢管规格7页ASTM A67-2000(2005) 低碳钢及高碳钢热加工连接板规格4页ASTM A672-2006 中温高压作业用电熔焊钢管规格7页ASTM A673/A673M-2007 结构钢冲击试验用取样方法规格5页ASTM A674-2005 水或其它液体用变性铸铁管聚乙烯套膜规格7页ASTM A675/A675M-2003e1 特级热锻碳素钢棒机械性能要求规格5页ASTM A677-2005e1 完全成品型无定向电工用钢规格6页ASTM A678/A678M-2005 结构用经回火和淬火的碳素钢和高强度低合金钢中厚板规格3页ASTM A679/A679M-2006 硬拔高抗拉强度钢丝规格4页ASTM A681-1994(2004) 工具钢合金规格14页ASTM A682/A682M-2005 冷轧高碳素钢带材一般要求规格8页ASTM A683-2005e1 半成品型非定向电工用钢规格5页ASTM A684/A684M-2006 冷轧高碳钢带材规格4页ASTM A686-1992(2004) 碳素工具钢规格12页ASTM A688/A688M-2004 给水加热器用奥氏体不锈钢焊接管规格7页ASTM A689-1997(2002) 弹簧用碳素钢及合金钢棒规格4页。
j41h截止阀
J41h截止阀在日本供应商当中,东芝机械有限公司从2002开始就在中国生产全电式注塑机。
去年,该公司在上海建成第二家全电式机器生产厂。
住友公司在中国最大的终端市场是接头市场,该公司在宁波工厂生产机械配件,再将这些配件运回日本千叶的工厂进行装配。
Chong说:“从日本进口的机器仍更受客户的青睐。
”他认为在中国生产塑机可能影响同一公司进口机器的销售。
一、标准材质明细表:序号零件名称CS toASTMAStoASTMSS to ASTMTypeA105TypeF22Type F304(L) Type F316(L)1 阀体A105 A182F22A182 F304(L) A182 F316(L)2 垫片CorrugatedSS+graphiteSS+PTFE3 螺栓A193B7A193B16A193 B8 A193 B8M4 销钉A276 420 A276 3045 填料压套A276 410 A182 F304(L) A182 F316(L)6 活节螺栓A193B7A193B16A193 B8 A193 B8M7 螺母A194 A19A194 8 A194 8M2H 4 48 阀杆螺母A276 4109 螺母A1942HA194 4A194 8 A194 8M1铭牌SS 11手轮A1971 2 填料压板A216 WCB A351 CF813填料柔性石墨PTFE1 4 阀盖A105A276304A182 F304(L) A182 F316(L)1 5 阀杆A182F6A182F304A182 F304(L) A182 F316(L)1 6 阀瓣A276420A276304A276 304(L) A276 316(L)适用介质水、蒸汽、油品等水、蒸汽、油品等硝酸、醋酸等适用温度-29℃~425℃-29℃~550℃-29℃~180℃注意:客户需求的其他材质也可采用。
密封面料配对由客户指定内件代号决定。
CS=碳钢;AS=合金钢;SS=不锈钢;尺寸(mm)和重量(kg)NPS 1/2 3/4111/411/2 2L( R T J ) 900Lb~1500Lb216229254279305 371H( B W ) 900Lb~1500Lb216229254279305 368H(开)207207 240 258330355W125125 160 16180200柔性石墨RTJ8.013.2 17.4 19.0 24.531.0BW5.210.014.615.820.527.8一、产品[国际法兰截止阀]的详细资料: 产品名称:国际法兰截止阀产品特点:国标法兰截止阀,节流阀,法兰截止阀 二、执行标准:设计与制造 结构长度 浩兰尺寸 压力一 温鹰 试验一检验 GB12235 GB12221GB9113 JB79GB9131GB/T13927 JB/T9092三、压力试验: 公称压力 1.6 2.5 4.0 6.4 10.0 16.0 强度试验 2.4 3.8 6.0 9.6 15.0 24.0 水密封试验 1.8 2.8 4.4 7.4 11.0 18.0 上密封试验 1.82.84.47.0411.018.0气密封试验0.4-0.7四、主要零件材料及性能:体盖扳阀杆密封面垫片(环) 填料工作温度℃适用介质WCB 2Cr1313CrSTL本体材料尼龙增强柔性石墨1Crl3/柔性石墨08软钢0Cr18Ni9TiOCr18Ni12Mo2Ti柔性石墨增强柔性石墨SFB-260SFP-260≤425水、蒸汽、油品WC138CrMoAI25Cr2MoV ≤450WC6 ≤540 WC9 ≤570 ZGCr5Mo ≤540ZG1Cr18Ni9Ti 1Cr18Ni9Ti≤200硝酸类ZGCr18Ni12Mo2Ti 1C18Ni12Mo2Ti≤200醋酸类五、国标法兰截止阀PN l.6MPa:六、工洲牌柱塞截止阀规格主要尺寸:1.6MPa DN L D D1 D2 b n-Φd H D0凸面法兰RFJ41H J41Y J41W J41F J41N16C16P16R16I 10 130 90 60 40 14 4-Φ14198 120 15 130 95 65 45 14 4-Φ14218 120 20 150 105 75 55 14 4-Φ14258 140 25 160 115 85 65 14 4-Φ14275 140 32 180 135 100 78 16 4-Φ18280 160 40 200 145 110 85 16 4-Φ18330 180 50 230 160 125 100 16 4-Φ18350 200 65 290 180 145 120 18 4-Φ18370 280 80 310 195 160 135 20 8-Φ18400 280 100 350 215 180 155 20 8-Φ18415 320 125 400 245 210 185 22 8-Φ18460 360 150 480 280 240 210 24 8-Φ23510 450 200 600 335 295 265 26 12-Φ23710 500 250 650 405 335 320 30 12-Φ25786 550300 750 460 410 375 30 12-Φ25925 600一、产品[国际法兰截止阀]的详细资料:产品名称:国际法兰截止阀产品特点:国标法兰截止阀,国标截止阀,法兰截止阀二、规格主要尺寸:2.5MPa DN L D D1 D2 b n-Φd H D010 130 90 60 40 16 4-Φ14198 12015 130 95 65 45 16 4-Φ14218 12020 150 105 75 55 16 4-Φ14258 14025 160 115 85 65 16 4-Φ14275 14032 180 135 100 78 18 4-Φ18280 16040 200 145 110 85 18 4-Φ18330 18050 230 160 125 100 20 4-Φ18350 20065 290 180 145 125 22 8-Φ18400 28080 310 195 160 135 22 8-Φ18355 280100 350 230 190 160 24 8-Φ23415 320125 400 270 220 188 28 8-Φ25460 360150 480 300 250 218 30 8-Φ25510 450200 600 360 310 278 34 12-Φ25710 500250 622 425 370 332 36 12-Φ30786 550300 698 485 430 390 40 16-Φ30925 600三、工洲牌国标法兰截止阀PN4.0MPa~16.0MPa(规格主要尺寸):4.0MPa DN L D D1 D2 D6 b n-Φd H D0凹凸法兰MFM J41H J41Y J41W J41N 40 40P 40R 40I 10 130 90 60 41 35144-Φ14198 120 15 130 95 65 45 40164-Φ14233 120 20 150 105 75 55 51164-Φ14295 140 25 160 115 85 65 58164-Φ14285 160 32 180 135 100 78 66184-Φ18302 160 40 200 145 110 85 76184-Φ18355 200 50 230 160 125 100 8824-Φ18373 200 65 290 180 145 120 110228-Φ18408 280 80 310 195 160 135 121228-Φ18436 280 100 350 230 190 160 150248-Φ23480 320 125 4001 270 220 188 176288-Φ25588 360 150 480 300 250 218 20438-Φ25611 400 200 600 375 320 282 2603812-Φ30720 4006.4MPa 15 170 105 75 55 40 184-14Φ195 400凹凸法兰MFM J41H J41Y 20 190 125 90 68 5124-Φ18228 160 25 210 135 100 78 58224-Φ18275 180 32 230 150 110 82 66 24-Φ23325 200J41W J41N 64 64P 64R 64I440 260 165 125 95 76244-Φ23360 240 50 300 175 135 105 88264-Φ23410 280 65 340 200 160 130 110288-Φ23450 320 80 380 210 170 140 12138-Φ23485 360 100 430 250 200 168 150328-Φ25537 400 125 500 295 240 202 176368-Φ30631 400 150 550 340 280 240 204388-Φ34646 450 200 650 405 345 300 2604412-Φ34813 50010.0M Pa 10 170 100 70 50 3524-Φ14198 140凹凸法兰MFM J41H J41Y J41W 100 100P 100R 100I 15 170 105 75 55 4024-Φ14202 140 20 190 125 90 68 51224-Φ18228 160 25 210 135 100 78 58244-Φ18250 180 32 230 150 110 82 66244-Φ23326 200 40 260 165 125 95 76264-Φ23360 240 50 300 195 145 112 88284-Φ25414 280 65 340 220 170 138 110328-Φ25434 320 80 380 230 1810 148 121348-Φ25547 360 100 430 265 210 172 150388-Φ30621 400 125 500 310 250 210 176428-Φ34732 400 150 550 350 290 250 2044612-Φ34840 45016.0M Pa 200 65 430 360 312 2605412-Φ41925 500凹凸法15 170 110 75 52 40 24-Φ18148 140兰MFM J41H J41Y J41W 160 160P 160R 160I4 20 190 130 90 62 51 26 4-Φ23 158 160 25 210 140 100 72 58 28 4-Φ23 175 180 32 230 165 115 85 66 30 4-Φ25 200 200 40 260 175 125 92 76 32 4-Φ27 231 240 50 300 215 165 132 88 36 8-Φ25 262 280 65 340 245 190 152 110 44 8-Φ30 303 320 80 380 260 205 168 121 46 8-Φ30 341 360 100430300240200150488-Φ34485400一、产品[国际电动法兰截止阀]的详细资料: 产品型号:J941H产品名称:国际电动法兰截止阀产品特点:国标电动法兰截止阀,国标截止阀,电动法兰截止阀二、电装型号规格主要尺寸:1.6MPa DN L D D1 b n-Φd 电装型号L1 H D0凸面法兰RF J941H J941Y J941W J941F J941N 16C 16P 16R 16I 50 230 160 125 16 4-Φ18DZW1590 645 365 65 290 180 145 18 4-Φ18DZW1590 690 365 80 310 195 160 20 8-Φ18DZW2590 715 365 100 350 215 180 20 8-Φ18DZW2590 770 365 125 400 245 210 22 8-Φ18DZW3590 780 365 150 480 280 240 24 8-Φ23DZW45590 875 365 200 600 335 295 26 12-Φ23DZW6810 967 470 250 650 405 335 30 12-Φ25DZW9810 1153 470 300 750 460 410 30 12-Φ25DZW120830 1292 5502.5MPa 50 230 160 125 20 4-Φ18DZW1590 645 365凸面法兰RF J941H J941Y 65 290 180 145 22 8-Φ18DZW1290 690 365 80 310 195 160 22 8-Φ18DZW2590 715 365 100 350 230 190 24 8-Φ23DZW2590 770 365J941W 25 25P 25R 25I125 400 270 220 28 8-Φ25DZW3590 780 365 150 480 300 250 30 8-Φ25DZW45810 875 470 200 600 360 310 34 12-Φ25DZW6810 967 470 250 650 425 370 36 12-Φ30DZW9830 1153 550 300 750 485 430 40 12-Φ30DZW120830 1292 550三、工洲牌PN4.0MPa-6.4MPa 国标电动法兰截止阀-电装型号规格主要尺寸:4.0MPa DN L D D1 D2 D6 b n-Φd电装型号L1 H D0凹凸法兰MFM J941H J941Y J941W 40 40P 40R 40I 50 230 160 125 100 88 20 4-Φ18ZDW10 590 645 365 65 290 180 145 120 110 22 8-Φ18ZDW10 590 690 365 80 310 195 160 135 121 22 8-Φ18ZDW20 590 715 365 100 350 230 190 160 150 24 8-Φ23ZDW30 590 770 365 125 400 270 220 188 176 28 8-Φ25ZDW45 810 782 470 150 480 300 250 218 204 30 8-Φ25ZDW60 810 875 470200 600 375 320 282 260 38 12-Φ30ZDW90 830 1160 5506.4MPa 50 300 175 135 105 88 26 4-23ΦZDW10 590 710 365凹凸法兰MFM J941H J941Y J941W 64 64P 64R 64I 65 340 200 160 130 110 28 8-Φ23ZDW20 590 750 365 80 380 210 170 140 121 30 8-Φ23ZDW30 590 785 365 100 430 250 200 168 150 32 8-Φ25ZDW45 810 837 470 125 500 295 240 202 176 36 8-Φ30ZDW60 810 1031 470 150 550 340 280 240 204 38 8-Φ34ZDW90 830 1066 550200 650 405 345 300 260 44 12-Φ34ZDW120 830 1213 550一、产品[低温截止(节流)阀]的详细资料:产品名称:低温截止(节流)阀产品特点:国标低温截止阀,国标低温节流阀,低温截止阀二、执行标准:设计与制造结构长度浩兰尺寸压力-温度试验-检验JB/T7749 GB12221 JB79 GB9131 JB/T9092 三、压力试验:公称压力PN 1.6 2.5 4.0 强度试验 2.4 3.8 6.0 水密封试验 1.8 2.8 4.4 上密封试验 1.8 2.8 4.4 气密封试验0.4-0.7四、主要零件材料及性能:体盖板阀杆密封面垫片埴料工作温度℃适用介质LCB1Cr17Ni12DTL/DTL 1Cr13/柔性石墨低温石棉PTFE浸四氟乙烯石棉绳柔性石墨-46丙烷/丙烯甲醇,乙烷煤气/液氨LC1 -60 LC2 -73LC31Cr18Ni9Ti -101LC4 -115 LC8 -196 五、国标低温截止阀(节流)阀PNl.6MPa一4.0MPa 规格主要尺寸:1.6MPa DNL D D1 D2 b n-ΦdHD0-46℃4-101℃-196℃凸面法兰RFDJ41Y-16L DJ41Y-16L C1 DJ41Y-16L C2 DJ41Y-16L C3 DJ41Y-16L C4 DJ41Y-16P DJ41Y-16R 5023160 125 100 16 4-Φ18460 480 520 240 6529180 145 120 18 4-Φ18475 505 525 280 8031195 160 135 20 8-Φ18520 550 590 280 1035215 180 155 20 8-Φ18545 575 615 320 12540245 210 185 22 8-Φ18590 620 660 360 1548280 240 210 24 8-Φ23650 680 730 400 2060335 295 265 26 12-Φ23850 880 930 400 2573405 355 320 30 12-Φ25956 986 1036 450 3085460 410 375 30 12-Φ251095 1125 1175 5002.5MPa 50 23160 125 100 20 4-Φ18460 460 520 240凸面法兰RFDJ41Y-25L DJ41Y-25L C1 DJ41Y-25L C2 DJ41Y-25L C3 DJ41Y-25L C4 DJ41Y-25P DJ41Y-25R 6529180 145 120 22 8-Φ18475 505 525 280 8031195 160 135 22 8-Φ18520 550 590 280 1035230 190 160 24 8-Φ23545 575 615 320 12540270 220 188 28 8-Φ25590 620 660 360 1548300 250 218 30 8-Φ25650 680 730 400 2060360 310 278 34 12-Φ25850 880 930 400250 730 425 370 332 36 12-Φ30 956 986 1036 450 300850 485 430 390 40 16-Φ30 1095 1125 1175 500 4.0MPa50 230 160 125 100 20 4-Φ18 483 504 546 240 凸面法兰 RF DJ41Y-40L DJ41Y-40L C1 DJ41Y-40L C2 DJ41Y-40L C3 DJ41Y-40L C4 DJ41Y-40P DJ41Y-40R65 290 180 145 120 22 8-Φ18 499 530 551 280 80310 195 160 135 22 8-Φ18 546 578 620 280 100 350 230 190 160 24 8-Φ23 572 604 646 320 125 400 270 220 188 28 8-Φ25 620 651 693 360 150 480 330 2850 218 30 8-Φ25 683 741 767 400 200 600 375 320 282 38 12-Φ30 893 924 977 400 250 730 445 385 345 42 12-Φ34 1004 1035 1088 450 3008505104504084616-Φ34115011811234500一、产品[水封式阀门]的详细资料: 产品名称:水封式阀门产品特点:工洲牌DS 系列水封阀门适用于公称压力≤4 DMPa ,工作温度≤400℃或≤550℃,工作介质为水蒸汽油品和非腐蚀性气体的管路上作启闭装置用.尤其适用于火电厂汽机真空冷凝系统有截止阀和闸阀两种形式.水封式阀门价格,水封式阀门厂家,水封式阀门报价。
2014年超白玻璃REACH及ROHS报告-中文

测试报告 No. CANML1411069404 日期: 2014年07月15日第1页,共17页测试报告海南中航特玻材料有限公司中国海南省老城经济开发区南一环路以下测试之样品是由申请者所提供及确认 : 超白浮法玻璃SGS工作编号 : GZIN1407017966PC - GZ内部编号 : 4.4样品接收日期 : 2014年07月09日测试周期 : 2014年07月09日 - 2014年07月15日测试要求 : A: 根据客户要求,(i) 基于欧洲化学品管理署截止2014年6月16日公布的供授权审议的高关注物质候选清单(根据欧盟第1907/2006号REACH法规),对155种高关注物质(SVHC)进行筛分测试。
B: 根据客户要求测试测试结果 : 请参见下一页总结 : A:根据具体的测试范围和分析技术,委托样品中测试的高关注物质浓度都≤ 0.1%。
通过结论B:基于所送样品进行的测试,镉、铅、汞、六价铬、多溴联苯(PBBs)、多溴二苯醚(PBDEs)的测试结果符合欧盟RoHS指令2002/95/EC的重订指令2011/65/EU附录II的限值要求。
通标标准技术服务有限公司授权签名_________________Echo Yeung 杨谷毅批准签署人备注: 本报告是编号为CANML1411069403报告的中文版本。
测试报告测试报告No. CANML1411069404日期: 2014年07月15日 第2页, 共17页测试结果 :测试样品描述 : 样品编号SGS 样品ID 描述SN1 CAN14-110694.002 透明玻璃A: SVHC 备注备注::(1) 本报告所涉及的关于特定高关注物质的化学分析是根据欧洲化学品管理署发布的下列文件,利用现有的分析技术完成的。
http://echa.europa.eu/web/guest/candidate-list-table这些文件清单由欧洲化学品管理署评估, 将来可能会有变化。
ASME所有标准整理

\SME A112.4.7-2002
使用和分流水辅助计量系统的要点
40A
41A
\SME A112.6.1M-1997(R2002)
\SME A112.6.2-2000(R2004)
公用离地卫生设备用固定在地板上的支撑架
带有隐藏水箱的离地卫生间用固定在框架上的支撑架
42A
43A
\SME A112.6.2-2001
27 A
\SME A112.19.9M-1991(R2002)
未上釉陶瓷卫生设备
28 A
\SME A112.20.1-2004
高纯度管道系统的安装人员的资格证明
29 A
\SME A112.20.2-2004
管道系统用灭火系统和装置的安装者的资格证明
30A
31A
\SME A112.21.2M-1983
油脂截留器 油脂清除设备
6
7
ASME A112.14.6-2006
ASME A112.18.1-2005
FOG (Fats, Oils, and Greases) Disposal Systems卫生设备配件
8
ASME A112.18.2-2005
卫生设备的损耗配件
9
10/
ASME A112.18.3-2002
墙上安装的和底座固定的、可调节的和绕轴旋转的盥洗池和水池承载系统
14/
15/
\SME A112.19.13-2002
\SME A112.19.14-2006
电动液压的抽水马桶
Six-Liter Water Closets Equipped with Dual Flushi ng Device
ABS AG15A1
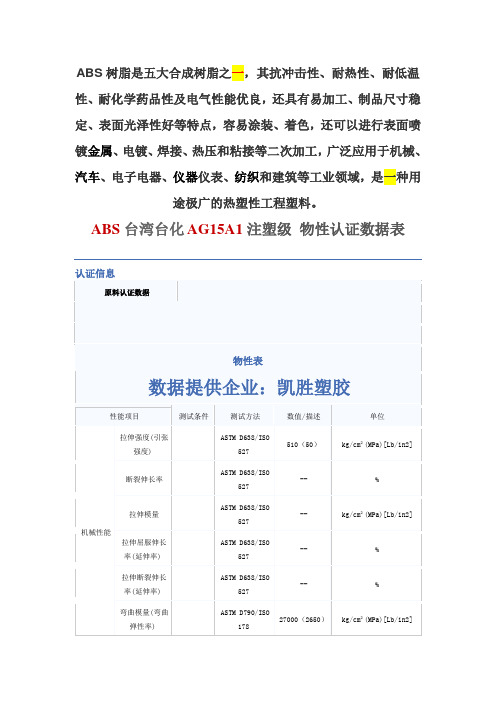
ABS树脂是五大合成树脂之一,其抗冲击性、耐热性、耐低温性、耐化学药品性及电气性能优良,还具有易加工、制品尺寸稳定、表面光泽性好等特点,容易涂装、着色,还可以进行表面喷镀金属、电镀、焊接、热压和粘接等二次加工,广泛应用于机械、汽车、电子电器、仪器仪表、纺织和建筑等工业领域,是一种用途极广的热塑性工程塑料。
ABS台湾台化AG15A1注塑级物性认证数据表物料性能1. 综合性能较好,冲击强度较高,化学稳定性,电性能良好;2. 与372有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理;3. 有高抗冲、高耐热、阻燃、增强、透明等级别;4. 流动性比HIPS差一点,比PMMA、PC等好,柔韧性好;5. 适于制作一般机械零件,减磨耐磨零件,传动零件和电讯零件。
成型性能1. 无定形材料,流动性中等,吸湿大,必须充分干燥,表面要求光泽的塑件须长时间预热干燥80-90度,3小时;2. 宜取高料温,高模温,但料温过高易分解(分解温度为>270度).对精度较高的塑件,模温宜取50-60度,对高光泽.耐热塑件,模温宜取60-80度;3. 如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法;4. 如成形耐热级或阻燃级材料,生产3-7天后模具表面会残存塑料分解物,导致模具表面发亮,需对模具及时进行清理,同时模具表面需增加排气位置;5. 冷却速度快,模具浇注系统应以粗,短为原则,宜设冷料穴,浇口宜取大,如:直接浇口,圆盘浇口或扇形浇口等,但应防止内应力增大,必要时可采用调整式浇口。
模具宜加热,应选用耐磨钢;6. 料温对塑件质量影响较大,料温过低会造成缺料,表面无光泽,银丝紊乱料温过高易溢边,出现银丝暗条,塑件变色起泡;7. 模温对塑件质量影响很大,模温低时收缩率,伸长率,抗冲击强度大,抗弯,抗压,抗张强度低。
模温超过120度时,塑件冷却慢,易变形粘模,脱模困难,成型周期长;8. 成型收缩率小,易发生熔融开裂,产生应力集中,故成型时应严格控制成型条件,成型后塑件宜退火处理;9. 熔融温度高,粘度高,对剪切作用不敏感,对大于200克的塑件,应采用螺杆式注射机,喷嘴应加热,宜用开畅式延伸式喷嘴,注塑速度中高速。
AS9102
AEROSPACE STANDARDSAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.” SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions. Copyright © 2004 SAE InternationalAll rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of SAE.TO PLACE A DOCUMENT ORDER:Tel: 877-606-7323 (inside USA and Canada)Tel: 724-776-4970 (outside USA) Issued 2000-08 Revise d 2004-01 Supersedes AS90125.5 Documentation (7)5.5.1 Forms (7)Accountability (8)5.5.2 Characteristic5.5.3 Record of Results (8)5.6 Control of Records (8)6. NOTES (9)APPENDIX A FORMS AND GUIDELINES TO COMPLETE THE FORMS (10)1. INTRODUCTION:1.1 Scope:This SAE Aerospace Standard (AS) establishes requirements for performing anddocumenting the First Article Inspection (FAI).1.2 Purpose:The purpose of the First Article Inspection is to give objective evidence that allengineering, design and specification requirements are correctly understood, accounted for, verified, and recorded. The purpose of this standard is to provide a consistentdocumentation requirement for aerospace components FAI.1.3 Convention:The following convention is used in this Standard.• The words “shall” and “must” indicate mandatory requirements.• The word “should” indicates mandatory requirements with some flexibility allowed in compliance methodology. An Organization is permitted to show that its approachmeets the intent of the requirement and this standard.• Words “typical”, “example” or “e.g.” show suggestions given for guidance only.• “Notes” are used for additional clarification.2. REFERENCES:1. International Aerospace Standard 9100 “Quality Systems - Aerospace - Model forQuality Assurance in Design, Development, Production, Installation and Servicing”.2. International Aerospace Standard 9103 “Variation Management in Key Characteristics”.3. International Aerospace Standard 9131 “Quality Systems - NonconformanceDocumentation”.3. DEFINITIONS:ATTRIBUTE DATA: A result from a characteristic or property that is appraised only as to whether it does or does not conform to a given requirement (for example, go/no-go,accept/reject, pass/fail, etc.).DELIVERABLE SOFTWARE: Embedded or loadable airborne, space borne or ground support software components that are part of an aircraft Type Design, weapon system, missile or spacecraft.DESIGN CHARACTERISTICS: Those dimensional, visual, functional, mechanical, and material features or properties, which describe and constitute the design of the article as specified by Drawing Requirements. These characteristics can be measured, inspected, tested, or verified to determine conformance to the design requirements. Dimensionalfeatures include in-process locating features such as target-machined (or forged/cast)dimensions on forgings and castings, and, weld/braze joint preparation necessary foracceptance of finished joint. Material features or properties may include processingvariables and sequences, which are specified by the drawing (e.g., heat treat temperature, fluorescent penetrant class, ultrasonic scans, sequence of welding and heat treat). These provide assurance of intended characteristics that could not be otherwise defined.DRAWING REQUIREMENTS: Requirements of the drawing (including Parts Lists),specification, or purchasing document to which the article is to be made. These include any notes, specifications, and lower-level drawings invoked.FIRST ARTICLE INSPECTION (FAI): A complete, independent, and documented physical and functional inspection process to verify that prescribed production methods haveproduced an acceptable item as specified by engineering drawings, planning, purchase order, engineering specifications, and/or other applicable design documents.FIRST ARTICLE INSPECTION REPORT (FAIR): The forms and package of documentation for a part number or assembly, including FAI results, as per this Standard.FIRST PRODUCTION RUN PARTS: The first group of one or more parts that are the result of a planned process designed to be used for future production of these same parts.Prototype parts, or parts built using methods different from those intended for the normal production process, shall not be considered as part of the first production run.MULTIPLE CHARACTERISTICS: Identical characteristics that occur at more than one location (e.g., “4 Places”) but are established by a single set of drawing requirements (e.g., rivet hole size, dovetail slots, corner radii, chemical milling pocket thickness).PRODUCT: The result of a process, which in the context of this Standard includes finished detailed parts and assemblies. It also includes forgings and castings.3. (Continued):REFERENCE CHARACTERISTICS: The characteristics that are used for “information only”or to show relationship. These are dimensions without tolerances and refer to otherdimensions on the drawing.STANDARD CATALOG HARDWARE: A part or material that conforms to an established industry or national authority published specification, having all characteristics identified by text description, National/Military Standard Drawing, or catalog item.VARIABLES DATA: Quantitative measurements taken on a continuous scale. For example, the diameter of a cylinder or the gap between mating parts.4. APPLICABILITY:This Aerospace Standard applies to assemblies sub-assemblies, and detail parts including castings and forgings. This Standard applies to organizations that are responsible forproducing the design characteristics of the product. The Organization shall flow down the requirements of this Standard to Suppliers who produce Design Characteristics.This Standard does not apply to procured Standard Catalog Hardware or DeliverableSoftware.5. REQUIREMENTS:5.1 Part Requirements:The Organization shall perform FAI on new Product representative of the First Production Run.NOTE: For assemblies, the assembly level FAI shall be performed on thosecharacteristics specified on the assembly drawing.NOTE: The Organization shall not use prototype parts, or parts manufactured using methods different from those intended for the normal production process, for theFAI. This Standard may be used to verify conformance of a prototype part todesign requirements.5.2 Evaluation Activities:The Organization should conduct the following activities in support of FAI.1. Review documentation for the manufacturing process (e.g., routing sheets,manufacturing/quality plans, manufacturing work instructions, etc.) to make sure alloperations are complete as planned.2. Review referenced exhibits supporting the FAI (e.g., inspection data, test data,Acceptance Test Procedures, etc.) for completeness.3. Review nonconformance documentation (if any), for completeness.NOTE: International Aerospace Standard 9131 may be used as a guidance.4. Review material certifications for compliance, as applicable.5. Verify that approved Special Process sources are used (as applicable), and that themanufacturing planning/routing document calls out the correct specification.6. Verify that Key Characteristic requirements have been met, as applicable (seeInternational Aerospace Standard 9103 for guidance).7. Verify part specific gages and/or tooling are qualified and traceable, as applicable.8. Verify that every design characteristic requirement is accounted for, uniquely identifiedand has inspection results traceable to each unique identifier.5.3 Partial or Re-accomplishment of First Article Inspection:The FAI requirement, once invoked, shall continue to apply even after initial compliance.The FAI requirements may be satisfied by a partial FAI that addresses differencesbetween the current configuration and prior approved configurations. When a partial FAI is performed, the Organization shall complete only the affected fields in the FAI forms.FAI requirements may also be satisfied by previously approved FAI performed on identical characteristics of similar parts produced by identical means. When FAI requirements(partial or complete) are satisfied in this manner, identify the approved configuration in the index of part numbers on Form 1.5.3 (Continued):The Organization shall perform a full FAI, or a partial FAI for affected characteristics, when any of the following events occurs:1. A change in the design affecting fit, form or function of the part.2. A change in manufacturing source(s), process(es), inspection method(s), location ofmanufacture, tooling or materials, that can potentially affect fit, form or function.3. A change in numerical control program or translation to another media that canpotentially affect fit, form or function.4. A natural or man-made event, which may adversely affect the manufacturing process.5. A lapse in production for two years or as specified by the Customer.5.4 Nonconformance Handling:The FAI is not complete until the Organization closes all non-conformances affecting the part and implements corrective actions. The Organization shall re-do an FAI for thoseaffected characteristics and shall record the results.5.5 Documentation:5.5.1 Forms: The Appendix of this Standard contains forms that comply with thedocumentation requirements of this Standard. Each field in the forms is designated witha unique reference number. Each field is also identified as:• (R) Required: This is mandatory information.• (CR) Conditionally Required: This field must be completed when applicable (i.e., when there exists a Customer requirement, then this field must be filled in).• (O) Optional: This field is provided for convenience.Forms contained in the Appendix should be used to document the results of the FAI.NOTE: The fields in the forms are color-coded for convenience. Use of black-and-white forms is acceptable.Forms other than those contained in the Appendix may be used, however they mustcontain all “Required” and “Conditionally Required” information and have the same field reference numbers.5.5.1 (Continued):All forms shall be completed either electronically or in permanent ink.All forms shall be completed in English or in a language specified by the Customer.NOTE: Continuation sheets using the same form are acceptable or insert additional rows if completing electronically.5.5.2 Characteristic Accountability: The Organization shall verify every Design Characteristicduring FAI and record the results. Every Design Characteristic shall have its own unique characteristic number.NOTE: Reference characteristics may be omitted from the FAI.NOTE: Use more than one line if needed for any characteristic.NOTE: Characteristics not measurable in the final product shall be verified during the manufacturing process (as long as they are not affected by subsequentoperations) or by destructive means. Characteristics verified at the detail levelmay be referenced in the assembly-level FAIR.5.5.3 Record of Results: Results from inspection of design characteristics shall be expressedin quantitative terms (Variables Data) when a Design Characteristic is expressed bynumerical limits.The Organization shall record the results in the units specified on the drawing orspecification, unless otherwise approved by the Customer.Attribute Data (e.g., go/no-go) may be used if no inspection technique resulting inVariables Data is feasible. Attribute Data is permitted when the Design Characteristicdoes not specify numerical limits (e.g., break all sharp edges). It is also permitted where qualified tooling is consistently used as a check feature and a go/no-go feature has been established for the specific characteristic.5.6 Control of Records:All FAI documentation required by this Standard shall be considered as a quality record and the Organization shall retain it according to Customer or regulatory requirements.6. NOTES:6.1 The change bar ( l ) located in the left margin is for the convenience of the user in locatingareas where technical revisions, not editorial changes, have been made to the previous issue of this document. An (R) symbol to the left of the document title indicates acomplete revision of the document.PREPARED UNDER THE JURISDICTION OFSAE COMMITTEE G-14, AMERICAS AEROSPACE QUALITY GROUP (AAQG)APPENDIX AFORMS AND GUIDELINES TO COMPLETE THE FORMSThis Appendix provides the guidelines to complete the forms. Each input field is identified as:This is mandatory information.This field is shown in Bold font.• (R) Required:• (CR) Conditionally Required: This field must be completed when applicable. This field is shown in Bold Italic font.• (O) Optional: This field is provided for convenience. It is shown in Regular font.The fields are also color coded for visual convenience: (R) as yellow and (CR) as blue. Use of black-and-white forms is acceptable.Instructions to Complete Form 1: Part Number AccountabilityThis form is used to identify the part that is being first-article inspected (FAI part) and associated subassemblies or detail parts.NOTE: Fields 1-4 are repeated on all forms for convenience and traceability.1) (R) P art Number: Number of the part (FAI part).P art Name: Name of the part as shown on the drawing.2) (R)number:Serial number of the part.3) (CR) Serial4) (O) FAI Report Number: Reference number that identifies the FAI. This may be aninternal report number.5) (CR) Part Revision Level: Latest part revision that affects the part being first articleinspected. If there is no revision, indicate as such. Note: The latest drawingrevision (Field 7) does not always affect all parts contained on a drawing.6) (CR)Drawing Number: Drawing number associated with the FAI part.7) (CR) Drawing Revision Level:The revision level of the engineering drawing. If thereis no revision, indicate as such.8) (CR) Additional Changes: Provide reference number(s) of any changes that areincorporated in the product but not reflected in referenced drawing/part revisionlevel (e.g., change in design, engineering changes, manufacturing changes,deviation or exclusion from certain drawing requirement, etc.).9) (R) Manufacturing Process Reference: A reference number that providestraceability to the manufacturing record of the FAI part (e.g., router number,manufacturing plan number, etc.)10) (R) Organization Name: Name of the Organization performing this FAI.11) (O) Supplier Code: Supplier Code is a unique number given by Customer to theOrganization. It is sometimes referred to as Vendor Code, Vendor IdentificationNumber, Supplier Number, etc.12) (O) P.O. Number: Enter Customer Purchase Order number, if applicable or required.13) (R) D etail part or an Assembly FAI: Check as appropriate .14) (R) Full FAI or Partial FAI: Check as appropriate. For a partial FAI, provide thebaseline part number (including revision level) to which this partial FAI is performedand the reason for it. For example, changes in design, process, manufacturinglocation, etc.15, 16, 17 and 18: This section is required only if the part number in Field 1 is an assembly requiring lower level parts to be installed into the assembly.15) (CR) Part Number: Detail or next level sub-assembly part number to be included in theassembly.16) (CR) Part Name , as shown on the drawing.17) (CR) Part Serial Number of the part that is installed in the assembly, when applicable.18) (O) FAI Report Number for detail part.19) (R) Signature: Name and signature of the person who prepared FAI Form 1. Alsocheck appropriate box if this FAI is complete per 5.4.Note: The signature on this form certifies the following two things:1) that all characteristics are accounted for; meet drawing requirements or areproperly documented for disposition.2) if this FAI is complete per 5.4. Check as appropriate.20) (R) Date when this FAI Form 1 was prepared.21) (O) Name of the person from the Organization who approved FAI report22) (O) Date when the FAI report is approved.23) (O) Customer Approval. This field is used by Customer to record approval, if required.24) (O) Date Customer approved this FAI form.Instructions to Complete Form 2: Product Accountability – Raw Material, Specifications and Special process(s), Functional TestingThis form is used if any material, special processes or functional testing are defined as a Design Requirement.NOTE: Fields 1-4 are repeated on all forms for convenience and traceability.1) (R) P art Number: Number of the part (FAI part).2) (R) P art Name: Name of the part as shown on the drawing.3) (CR) Part serial number: Serial number of the part.4) (O) FAI Report Number: Reference number that identifies the FAI. This may be aninternal report number5) (CR) Material or Process:Enter the name of material or process.6) (CR) Specification:Enter material or process specifications number (include permittedalternates, if used), class, and material form (e.g., sheet, bar, etc.). Include all“Make From” materials that are incorporated into the FAI part. For raw materials,include all materials that are incorporated into the FAI part, (e.g., weld/braze fillermaterials, balls for ball brazing, etc.), and Standard Catalog hardware (e.g., AN,MS fasteners); but do not include processing materials such as acid etchants.7) (O) Code: Enter any required code from the Customer for material or process listing,when required.8) (CR) Special Process Supplier Code: Customer given Supplier code of theorganization performing special process(es) or supplying material, as applicable.Also add, Special process supplier name and address.9) (CR) Customer Approval Verification: Indicate if the special process or materialsource is approved by the Customer. Write NA if Customer approval is notrequired.10) (CR) Certificate of Conformance number: Number of the certificate (e.g., specialprocess completion certification, raw material test report number, Standard Cataloghardware compliance report number, traceability number).11) (CR) Functional Test Procedure Number: Functional Test Procedure called out asDesign Requirement.12) (CR) Acceptance Report Number: The functional test certification indicating that testrequirements have been met.13) (O) C omments: As applicable.14) (R) P repared By: Name of the person who prepared this form.15) (R) D ate: Date when this form was completed.Instructions to Complete Form 3: Characteristic Accountability, Verification and Compatibility EvaluationNOTE: Fields 1-4 are repeated on all forms for convenience and traceability.1) (R) P art Number: Number of the part (FAI part).2) (R) P art Name: Name of the part as shown on the drawing.3) (CR) Part serial number: Serial number of part.4) (O) FAI Report Number: Reference number that identifies the FAI. This may be aninternal report number.5) (R) Characteristic Number: Unique assigned number for each Design Characteristic.6) (CR) ReferenceLocation: Location of the Design Characteristic (e.g., drawing zone (page number and section), specification, etc.)7) (CR) Characteristic Designator: If applicable, record characteristic type (e.g., key,flight safety, critical, major, etc.).8) (R) Requirement: Specified requirement for the Design Characteristic (e.g., drawingdimensional characteristics with nominal and tolerances included, drawing notes,specification requirements, etc.).9) (R) Results: List measurement(s) obtained for the Design Characteristics.• For Multiple Characteristics list each characteristic as individual values or list once with the minimum and maximum of measured values attained. If acharacteristic is found to be non-conforming then that characteristic must belisted separately with the measured value noted.• If a Design Requirement requires verification testing, then the actual results will be recorded on the form. If a laboratory report or certificate of test is includedin the FAIR, then these results need not be written on the form, record thereference number in this field. The laboratory report or certificate of test mustshow specific values for requirements and actual results.• For metallurgical characteristics with visual verification requirement that are rated against standard photographs, list the photo number of the closestcomparison. A statement of conformance is acceptable (record the referencenumber in this field).• For processes that require verification per Design Characteristic, include statement of compliance (e.g., certification of compliance, verification indicatorsuch as “accept”, etc.).• For part marking, ensure that marking is legible, correct in content and size and properly located, per applicable specification.10) (CR) Designed Tooling: If a specially designed tooling (including NC programming) isused as a media of inspection, record the tool identification number.11) (CR) Non-Conformance Number: Record a non-conformance document referencenumber if the characteristic is found to be non-conforming.12) (R) P repared By: Name of the person who prepared this form.13) (R) D ate: Date when this form was completed.14) (O) This field area is reserved for optional fields. Add additional columns as requiredby the Organization or Customer.Reason for Partial FAI:。
A1012

requirements that are necessary for material ordered under thisspecification.Such requirements may include,but are notlimited to,the following:4.1.1ASTM designation and year of issue (this specifica-tion);4.1.2ASTM designation and year of issue (plain tubespecification);4.1.3Welded or seamless;4.1.4Alloy grade and UNS designation;4.1.5Dimensions;plain tube outside diameter,plain tubewall thickness (average or minimum specified),length andlocation of unenhanced surfaces and the total tube length.Configuration of enhanced surfaces (fins per unit length,finheight,wall thickness under fin,rib pitch,rib height,etc.)shallbe as agreed upon between the manufacturer and purchaser(see Figs.1and 2).4.1.6Temper (as-finned or stress relief annealed);4.1.7Quantity;4.1.8Packaging;4.1.9Nondestructive tests;4.1.10Customer inspection;4.1.11Mill test report;4.1.12Certification.5.General Requirements5.1Material furnished under this specification shall con-form to the applicable requirements of Specification A 450/A 450M unless otherwise provided herein.5.2Enhanced (integrally finned)sections of the tube shallbe produced by cold forming the tubing in such a manner thatexterior fins,wall under the fin and inside ribs (when specified)are homogeneous.5.3Tubes described by this specification shall be furnishedwith unenhanced (plain)ends.5.4Enhanced sections of the tube are normally supplied inthe “as finned”temper (cold worked condition produced by theenhancing operation).The unenhanced sections of the tubeshall be in the annealed condition and shall be suitable forrolling-in operations.6.Materials and Manufacture6.1The integrally enhanced (finned)tubes shall be manu-factured from seamless,welded,or welded/cold worked plaintubes that conform to one of the following ASTM specifica-tions:A 213/A 213M,A 249/A 249M,A 268/A 268M,A 269/A 269M,A 688/A 688M,A 789/A 789M,A 803/A 803M.7.Temper7.1The tube after enhancing shall normally be supplied in the as-finned temper.When specified by the purchaser,for bending,coiling or other fabricating operations,enhanced portions of the tube may be stress relief annealed or solution annealed.7.2Heat treatment of enhanced sections,or bend areas,or both,shall be in accordance with the governing plain tube specification.8.Chemical Composition 8.1The tubing specified shall conform to the chemical requirements prescribed in the governing plain tube specifica-tion.9.Tensile Requirements 9.1The tube prior to the finning operation,or unenhanced portions of the finned tube,shall conform to the requirements for tensile properties prescribed in the governing plain tube specification.10.Permissible Variations in Dimensions 10.1Diameter —The outside diameter of the unenhanced sections shall not exceed the diameter tolerances shown in the governing plain tube specification as measured by micrometers and verified by “go”and “no go”ring gages.The diameter over the enhanced sections shall not exceed the diameter of the plain sections involved,as determined by a “go”ring gage unless otherwise specified.The dimensions of the ring gages shall be as described in 10.1.1and 10.1.2.10.1.1The inside diameter dimension of the “go”ring gage shall be equal to the nominal tube diameter,plus the maximum tolerance,plus .002in.The length of the “go”ring gage shall be 1in.(25.4mm)minimum.10.1.2The inside diameter dimension of the “no go”ring gage shall be equal to the nominal tube diameter minus the maximum tolerance.The length of the “no go”ring gage shall be 1in.(25.4mm)minimum.10.2Wall Thickness —The wall thickness of enhanced and unenhanced sections shall not exceed the thickness tolerances shown in the governing plain tube specification unless other-wise agreed to between the manufacture and purchaser.No tube at any point shall be less than the minimum thickness specified in the plain sections or in the enhanced sections.10.3Length —The length of the tubes shall not be less than that specified,but may exceed the specified value by the amounts given in Table 1.10.3.1The length of plain ends,as measured from the tube end to the first tool impression,shall not be less than that specified,but may exceed the specified value by 1⁄2in.(12.7mm).FIG.2Outside and Inside EnhancementTABLE 1Length Tolerances Specified Length,ft (m)Tolerance,in.(mm)Up to 24(7.3),incl +1⁄8(3.2)Over 24to 34(7.3to 10.4),incl +1⁄4(6.4)Over 34to 44(10.4to 13.4),incl +3⁄8(9.5)Over 44(13.4)+1⁄2(12.7)max10.3.2The length offin sections and lands(unenhanced portions)shall be as specified61⁄4in.(6.35mm).10.4Squareness of Cut—The angle of cut of the end of any tube may depart from square by not more than0.016in. 10.5Straightness—The tube shall be reasonably straight and free of bends or kinks.11.Workmanship,Finish and Appearance11.1Finished tubes shall be clean and free of foreign material,shall have smooth ends free of burrs,and shall be free of injurious external and internal imperfections.Minor defects may be removed,provided the dimensional tolerances of Section10are not exceeded.11.2A slight amount of oxidation on the surface resulting from heat treatment after enhancing or bending is acceptable. When the plain tube specification allows for a slight amount of oxidation on the surface resulting from heat treatment,this also is acceptable.12.Nondestructive Tests12.1After enhancing operations,subject each tube to a nondestructive electromagnetic test,and either a pneumatic or hydrostatic test as specified in the purchase order.Tubes normally shall be tested in the as-fabricated condition but,at the option of the manufacturer or purchaser,may be tested in the stress relief annealed condition.12.1.1Eddy Current Test—Eddy current inspect the tube by passing it through an encircling coil designed to test the entire cross section of the tube.12.1.1.1The reference standard used to adjust the sensitiv-ity setting of the apparatus shall be sound and of the same nominal alloy,enhanced configuration,condition(temper),and nominal dimensions as the lot of tubes to be tested on a production basis.Drill four holes not larger than0.031in.(0.787mm)in diameter radially through the enhanced wall in each of four successive planes at0°,90°,180°,and270°.Use a suitable drill jig to guide the drill,taking care to avoid distortion of the adjacentfins.Locate one hole in the weld for welded material.Space artificial discontinuities at least16in. (406mm)apart to provide signal resolution adequate for interpretation.Discard and replace the reference standard when erroneous signals are produced from mechanical,metallurgi-cal,or other damage to the tube.12.1.1.2Adjust the eddy current test unit to obtain an optimum signal-to-noise ratio with the minimum sensitivity required to detect all four artificial defects in the reference standard on a repeatable basis.Equipment adjustments and tube speed maintained during calibration shall be the same for production tubes.12.1.1.3Set aside tubes showing an eddy current indication in excess of any signal obtained from artificial defects in the reference standard and subject them to retest or rejection. 12.1.1.4Tubes causing irrelevant signals because of debris and like effects shall be considered to conform,should they not cause output signals beyond acceptable limits when retested. Tubes causing irrelevant signals because of visible and identi-fiable handling marks(roughfin tip,notches in thefin)shall be considered to conform,provided the wall thickness in the enhanced and unenhanced areas is not less than the minimum specified.12.1.1.5Tubes causing relevant signals because of injurious defects(incomplete welds,splits,embedded debris,broken tool impressions,ID defects),that reduce the wall thickness below the minimum specified shall be rejected.If,after retest and examination,no source for the reject signal can be discerned,the tube shall be rejected.12.1.2Pneumatic Test—When examined with this test method,each tube shall withstand a minimum internal air pressure of250psi(1.72MPa),for a minimum of5s,without showing evidence of leakage.The test method used shall permit easy detection of any leakage either by placing the tube underwater or by using the pressure differential method as follows:12.1.2.1Air Underwater Pressure Test—Each tube shall be tested in accordance with Specification A450/A450M except using test pressure specified in12.1.2.12.1.2.2Pressure Differential Test—Procedure and accep-tance criteria shall be agreed upon between the manufacturer and purchaser.12.1.3Hydrostatic Test—When examined with this test method,each tube shall be tested in accordance with Specifi-cation A450/A450M,except,the equation for calculating test pressure shall be modified as follows:Inch2Pound Units:P532000W f/d r(1)SI Units:P5220.6W f/d rwhere:P=hydrostatic test pressure,psi(or MPa),W f=wall underfin thickness,in.(or mm),d r=fin root diameter,in.(or mm),12.1.3.1As agreed upon between the manufacturer and purchaser,a minimum hydrostatic test pressure in excess of the requirements of Specification A450/A450M may be stated on the order.The tube wall stress shall be determined by the following equation:S5Pd r/2W f(2) where:S=tube wall stress,psi(or MPa),and all other symbols as defined in12.1.3.12.1.3.2The hydrostatic test may be performed before the tube is cut tofinal length but must be performed after enhancing,bending,heat treatment,or other forming opera-tions.13.Inspection13.1The manufacturer shall inspect and make the necessary tests to verify that the enhanced tubes furnished conform to the requirements of the customer purchase order and to the requirements of this specification.13.2Should the purchaser additionally elect to perform his own inspection,the manufacturer shall make provisions for such in accordance with requirements specified in Specification A450/A450M.14.Rejection14.1Provisions for rejection shall be in accordancewithrequirements in Specification A 450/A 450M.15.Certified Test Report15.1The manufacturer shall furnish to the purchaser acertified test report in accordance with requirements specifiedin A 450/A 450M.15.2In addition,the certified test report shall include thefollowing information and test results,as modified,whenapplicable:15.2.1Plain Tube :15.2.1.1ASTM material designation.15.2.1.2Welded or seamless.15.2.1.3Alloy grade and UNS designation.15.2.1.4Tube dimensions (outside diameter and wall thick-ness).15.2.1.5Heat number.15.2.1.6Heat analysis.15.2.1.7Product analysis,when specified.15.2.1.8Tensile properties.15.2.1.9Flattening test acceptable.15.2.1.10Reverse flattening test acceptable.15.2.1.11Flaring test acceptable.15.2.1.12Flange test acceptable.15.2.1.13Hardness test values.15.2.1.14Hydrostatic or pneumatic test pressure and testresults.15.2.1.15Non-destructive electric test method and test re-sults.15.2.1.16Impact test results.15.2.1.17Other test results or information required to bereported by the product specification.15.2.1.18Test results or information required to be reportedby supplementary requirements,or other requirements desig-nated in the purchase order shall be reported,but may be reported in a separate document.15.2.2Enhanced Tube :15.2.2.1ASTM material designation.15.2.2.2Manufacturer name and order number.15.2.2.3Customer name and purchase order number.15.2.2.4Product description or part number.15.2.2.5Quantity.15.2.2.6Eddy current test results.15.2.2.7Pneumatic test pressure and test results,when specified.15.2.2.8Hydrostatic test pressure and test results,when specified.15.2.2.9Stress relief annealed,when specified.15.2.2.10Results of any other checks or testing required by the customer purchase order.16.Packaging and Package Marking 16.1The tube shall be packaged in accordance with the manufacturer’s standard practice,unless otherwise agreed upon between the manufacturer and the purchaser and so stated in the purchase order.16.2Each shipping unit shall be legibly marked with the name of the supplier,name of the customer,ship to address,purchase order number,alloy designation,size or part number,tube length and number of pieces.17.Keywords 17.1alloy steeel tube;austenitic stainless steel;carbon steel tube;condenser tube;duplex stainless steel;feedwater heater tubes;ferritic/austenitic stainless steel;ferritic stainless steel;heat exchanger tube;high temperature applications;seamless steel tube;stainless steel tube;steel tube;superheater tube;temperature service applications—high;welded steel tubeThe American Society for Testing and Materials takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed every five years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,United States.Individual reprints (single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at 610-832-9585(phone),610-832-9555(fax),or service@ (e-mail);or through the ASTM website().。
WN 1412

10 000 5.50 5.70 6.30 6.80 8.40 11.20
100
10 00010010 00011.60 12.– 12.90 14.50 17.70 20.25
8.20 8.40 9.– 10.10 12.40 14.–
6.80 7.– 7.60 8.50 10.50 11.80
14.50 14.50 16.– 16.40 18.20 20.75 22.75 23.50 29.50
K 527
d D k m L 4,5 9 3 2 1000 5 10 3,3 2 1000 18.30 18.60 18.80 20.– 21.75 24.– 26.25 29.50 43.50 47.50 6 12 4 3 1000
quantity 20 25 30 35 40 45 50 60 70 80 100 120
K 60 6,0 3,19 2,69 6,0 3,0 12,0 4,0 1,3 6,4/3 2,24 2,90 6,3/3 2,27 2,73 10,5 4,0 6,5/3 2,44 3,10 6,6/3 2,57 3,03 11,3 3,8 5,2/2 2,59 3,22 5,1/2 2,60 3,06 8,5 3,3 1,2 1,5 1,8
E 67
Return to chapter index
Return to main fastener catalog index
Return to Maryland Metrics home page
A2
Cross recessed flat head chipboard screws, stainless steel type Z (Pozidriv)
WN 1412-A
AS-NZS 3112:2000-繁体中文版

Approval and test specification –Plugs and socket-outlets認可及測試規範-插頭和插座(AS/NZS 3112:2000和AS/NZS 3112/Amdt 1/2001)第一部份: 範圍及慨述1.1範圍本標準規定了家用及類似用途的額定電流不超過32A的超低電壓或低電壓的插頭和插座(如1.4條所定義的)的最基本的安全要求.(對於超低電壓插頭和插座見附錄E)本標準不適用於下列:(a) 電器耦合器(見AS/NZS 3109.1)(b) 裝置耦合器(見AS/NZS 3131:1995或暫標準AS/NZS 61535)(c) 工業用途的插頭, 插座和耦合器(見AS/NZS 3123)(d) 可移動電器用插頭和插座(見AS/NZS 3131)1.2應用1.2.1AS/NZS 3100標準的通用要求本標準應与AS/NZS 3100標準同時閱讀, AS/NZS 3100標準的相關條款應適用於插頭或插座的結構以及正常載流部件的絕緣和安全保護.1.2.2本標準的特殊要求插頭或插座如果符合本標準的所有相關要求並通過所規定的相關測試,則認為其符合本標準.注釋: (略)1.3參考文件本標準需參考下列文件:(略)1.4定義對本標準而言, AS/NZS 3100標準中的定義和如下的定義均適用:1.4.1完全凹入式插座具有符合3.6.4條的額外保護的插座.注釋: 這種額外保護應設計成可防止接觸插頭(符合圖2.1(e))的帶電端子.1.4.2絕緣插片式插頭所有帶電插片(N/L极插片----譯註)具有符合本標準的絕緣部份的插頭.1.4.3不可拆線式插頭插頭的結構應為插頭與其電源線形成一整體單元,以及;(a) 如果未使其永久破壞,電源線不可拆除;(b) 不可用手或普通工具更換電源線.1.4.4 插頭(略)1.4.5 具有螺紋連接裝置以及IP額定值的插頭(略)1.4.6 可拆線式插頭插頭的電源線可更換.1.4.7 插座(Socket-outlet)(略)1.4.8 具有螺紋連接裝置以及IP額定值的插座.(略)第二部份: 插頭2.1 端子及內部連接2.1.1 材料主要用於載流的端子及內部連接應為具有足夠硬度和剛度的耐腐蝕金屬材料.2.1.2 端子的結構端子應具有適當的大小和形狀,以配合相當於插頭額定電流的載流容量的電源線的導體. 應配有防止導體或絞合導體檜或拉伸的裝置.2.2 插片2.2.1 插片的材料插片的載流部份應為金屬,並具有足夠的機械強度,導電性和耐腐蝕性.符合性通過目視檢查,如有懷疑,則通過化學分析檢查.用於允許的溫度範圍和在正常化學污染的情況下,適當材料的實例如下:(a) 銅;(b) 銅合金,由冷軋薄板製作的部件含至少58%的銅,對於其它部件含至少50%的銅.(c) 不銹鋼,含至少13%鉻和小於0.09%碳.2.2.2 插片的組裝在組裝時,插片可能與插頭本體脫落但仍與電源線的導體連接,不允許插頭組裝時,任何插片不處於其預定的位置.用彈性絕緣材料製作的插頭,插片和端子應牢固定位.注釋: 參見2.8條關於扁平插片的呎寸.2.2.3 插片的形狀插片整體應具有適當的比例,鄰近連接處的部位其結構應不產生可導致插片斷裂的應力集中,同時應具有適當的開關以防止在正常使用時由於彎曲對絞合導體的擦傷或割傷. 插片的外露端應具有引入端,斜角或圓角以便於插入帶保護蓋的插座,同時無銳邊或毛邊.插片的接觸部位應光滑,無縫隙或缺口,但對於扁平插片而言,在一個面的接觸部份有0.3mm寬的縱向裂紋或縫隙是可以接受的.任何插片在裂紋處的厚度用如圖2.3所示的0.3mm厚的刀片測量.非絕緣插片的外露部份應無任何非金屬涂層.2.2.4 插片的絕緣絕緣插片的插頭的帶電部件應不外露,當插頭部份或全部插入插座時.如圖2.1所示的這種類型插頭的符合性按圖2.4測量檢查.對本條文而言,清漆,亮漆或噴涂的絕緣涂料不認為是絕緣材料.符合圖2.1(a), 2.1(c), 或2.1(f)(扁平帶電插片)至15A的插頭和絕緣插片式插頭不需符合圖2.1(e)中R20.0±1mm的要求.除如圖2.1(a2),(b)和(g)所示的插頭之外,低壓插頭的所有帶電插片應為絕緣插片,自本標準發佈之日后5年.2.3 絕緣材料2.3.1 慨述陶瓷除外,插頭的所有絕緣材料應符合2.13.11條.成型材料或包封材料應具有適當的性能並且其結構完全均勻,以保證具有適當的物理性能,它應無會明顯降低插頭的機械性能或電氣性能的空穴.2.3.2 插頭本體插頭本體的絕緣部份應為:(a) 性能不低於符合AS3121 (NZS/AS3121)的溫度種類為80℃的絕緣材料.(b) 陶瓷材料, 在水中浸泡48小時后並用潔凈布除去可見的水珠,其質量增加應不超過2%.2.3.3 插頭保護蓋插頭保護蓋的絕緣材料應具有不低於AS3121 (NZS/AS3121)中對溫度種類為60℃的絕緣材料所規定的性能.2.4 不可拆線插頭不可拆線插頭應符合如下要求:(a)每個導體應牢固並有效的連接到適當的插片上.每個插片(連接有導體)和鄰近連接處的導體的絕緣層應適當的支撐並固定在插頭中的位置.(b)導體應通過夾緊,壓著,碰焊或錫焊連接到插片.錫焊連接應符合AS/NZS 3100標準. 錫焊應僅用作夾緊或壓著連接的補充,除非插頭的結構為錫焊連接在插頭的正常使用中不會受到彎曲或承受機械應力.(c) 完整電源線(包括任何編織層,外被層)應包含在插頭本體中. 完整電源線應通過注塑,密封,封套或其它適當的方式牢固定位於插頭中,並能有效防止在正常使用中電源線的任何部份從插頭中移動出來.2.5 電源線進線口及固定措施2.5.1 慨述電源線進線口應能有效地固定電源線或打算配置的幾種電源線,以致在端子處的應力將顯著降低.對於可拆線插頭,應能有效固定表2.1中所列範圍的電源線,除非;(a) 有一特殊的開口,僅能配置一種規格的電源線,圓孔不認為限定直徑小於孔徑的電源線進入.(b) 製造商指定的電源線或電源線範圍按2.12.3(4)的規定進行標示.電源線的固定應符合AS/NZS 3100標準,除AS/NZS 3100標準的電源線拉力測試由本標準的2.13.4條的測試所代替.另外,除插頭僅使用平行二芯無外被電源線,如下應施加於彈性和熱塑性插頭(如圖2.1(a)和圖2.1(b)所示):應提供二種方式線夾: 一種是通過支柱,接線柱,夾具,曲折路徑或同等有效的方式固定每一條絕緣芯線;另一種是夾持電源線的外被.在一個裝置中可以使用二種方式.2.5.2 右角插頭( Side-entry plug)除需符合2.5.1條的通用要求之外,額定值至15A的低壓扁平插片右角插頭應符合圖2.1(d1)或圖2.1(d2)注釋: (略)圖2.1(d2)型的右角插頭的電源線的進入角度不作規定.但是,對於這種類型的插頭,電源線包括任何保護套或SR的邊緣距插頭面的距離不小於8.6mm.注釋: (略)表2.1電源線的範圍2.6 無線電干擾抑制裝置當電容加入插頭中用於無線電或電視干擾的抑制時,電容應符合IEC 60384-14標準.2.7 把手(Finger-grip)插頭應具有功能適當的把手,以便於容易插入插座或從插座中拔出.符合圖2.1(a1), (c), (d), (f)或(g)的插頭應容易插入或拔出符合圖3.5的完全凹入式插座.符合性通過目視檢查.2.8 低壓插頭的額定值和呎寸.2.8.1 慨述彽壓扁平插片插頭和具有一個圓形接地片及二個扁平帶電插片或二個圓形帶電片及一個扁平接地片的低壓插頭(額定值至20A)應符合圖2.1所示的適當呎寸.除圖2.1的呎寸之外,任何插頭的帶電片與插頭注塑邊緣之間的距離應不小於9mm.當懷疑符合此要求時,將附錄A的圖A1或附錄B的圖B1或附錄F的圖F1(a),F1(b)的適當治具置於插片上以接觸插頭面的最高點.使用寬度大於3mm的1.5mm厚薄規插入插頭和插頭治具之間(不用力),在9mm之內應不可接觸到帶電插片.插頭的前面應無任何一點凸出超過0.5mm.插片長度的測量應從插頭前面插片通過的最高點的平面到插片的末端.注釋: 凸出的實例是注塑的不平整和標示.2.8.2 整體注塑插頭和電源線二芯線可與3插片插頭整體注塑.2.8.3 具有非平行插片的二扁平插片插頭低壓,具有如圖2.1(c)排列二扁平插片插頭其電流額定值不超過連接的電線的額定值.這種插頭只允許10A最大額定電流並整體注塑.2.8.4 圖2.1的呎寸要求的相符性應通過任何適當的謶檢查的方式檢查低壓插頭與圖2.1所規定的呎寸的相符性,除涉及插片排列的標稱呎寸如距中心間距和角度方向應用符合附錄A,附錄B或附錄F的適當治具進行檢查.另外,額定電流至15A的低壓扁平插片或扁平插片和圓形插片組合的插頭(圖2.1(a1), 圖2.1(c), 圖2.1(d), 圖2.1(f)或圖2.1(g))應符合圖2.1(e)的呎寸要求.符合本標準具有絕緣插片的插頭不需符合圖2.1(e)中的R20±1.0mm的呎寸.(見圖2.1的注釋1)符合性用任何適當的方式進行檢查.2.8.5具有螺紋連接裝置以及IP額定值的插頭(略)2.9 內部連接配有接地連接的插頭的設計和結構應為當插頭正確接線和完整組裝時:(a) 松脫的端子螺絲或導電材料不能跨接任何帶電部件或接地部件;(b) 接地部件應有效的隔離,避免接觸可能松脫的帶電導體;(c) 帶電部件應有效的隔離,避免接觸可能松脫的接地導體.輔助裝置如無線電干擾抑制器或指示燈的任何連接需符合上述要求.2.10 接地連接的排列任何低壓,3插片插頭的接地插片應徑向於環繞插片的圓(見圖2.1(a1),圖2.1(f)和圖2.1(g)).2.11 保險絲加入插頭中並額定值不大於5A的保險絲應符合BS646標準.加入插頭中並額定值大於5A的保險絲應為符合AS 2005.30和AS 2005.10中相關要求的熔絲型.2.12 標示(Marking)2.12.1 要求的標示按照AS/NZS 3100標準, 插頭應標示如下資訊:(a) 製造商的名稱,商業名稱或標誌;(b) 額定電流,以安培表示;(c) 電壓;(d) 如果製造商標示的插頭不是唯一類型,則插頭還應標示產品號碼,型號或名稱與區分標示的任何其它插頭.(e) 宣稱的IP額定值.注釋: (略)2.12.2 標示的位置2.12.1條所要求的標示應位於如下:(a) (a)和(d)項—位於插頭的任何部位.(b) (b),(c)和(e)項—位於插頭的外部本體.2.12.3 對可拆線插頭的額外要求(略)2.12.4 接地連接(略)2.12.5 帶電連接(略)2.12.6 插頭的構型符合圖2.1(a),圖2.1(c),圖2.1(f)或圖2.1(g)的插頭當正確連接插片時,從插片視角,插片的構型應為E极,N极,L极處於順時針方向.當無接地插片時,帶電插片應符合這種構型.2.13.1 慨述插頭應按表2.2所述的順序進行測試並符合每項測試的要求.表2.2 插頭需進行的測試及順序插頭的耐絕緣應在500Vd.c.電壓下按如下進行:(a) 插頭的所有极之間(成對).(b) 插頭的帶電极與任何外部金屬之間, 插頭的所有帶電极連接在一起.(c) 插頭的帶電极與外露金屬的接地端子之間, 帶電极連接在一起.(d) 帶電极與施加到非導電部件(使用時正常握持)的軟電極之間, 所有帶電极連接在一起.(e) 對於絕緣插片插頭,帶電极與施加於每個帶電插片絕緣部位(距插頭面約4mm)的金屬箔之間, 所有帶電极連接在一起.測量的絕緣電阻應不小於5MΩ.2.13.3 高壓測試插頭應能經受表2.3所示的交流電壓,此電壓施加于2.13.2條的(a)和(c)項各1分鐘.插頭應能進一步經受3500Va.c.的電壓,此電壓施加于2.13.2條的(b)和(d)項各1分鐘. 絕緣插片的絕緣層應經受1250Va.c.電壓1分鐘(按2.13.2條的(e)項施加).表2.3 高壓測試的測試電壓2.13.4 電源線固定測試電源線測試時導體應連接於適當的端子.沿電源線進入插頭的方向施加表2.4中第4欄所規定值的直接拉力.超過10秒的時間,拉力均勻增加至適當的值,繼續保持10秒鐘,然後松開.此測試進行3次.彈性和熱塑性插頭的端子螺絲盡可能的松開(螺絲不脫落), 表2.4中第5欄規定值的直接拉力施加於電源線上. .超過10秒的時間,拉力均勻增加至適當的值,繼續保持10秒鐘,然後松開.此測試進行3次.電源線的芯線數應與插頭的插片數相適應.如果插頭設計只配置一種特定類型的電源線(按2.5條),則插頭僅需測試此種線材,但是,對應特定類型圓線直徑大小的進線口並不認為限定插頭只使用此種線材.如果電源線與端子分開;端子斷裂或損壞或當端子螺絲松開測試中電源線移動2mm.,則認為電線固定不適當.表2.4 電源線固定測試的負載2.13.5 外部螺帽或夾環的測試(略)2.13.6 保護蓋的連接(略)2.13.7 滾筒測試3個未進行測試的插頭按AS/NZS 3109.1標準所述在滾筒中進行測試.可拆線插頭配有表2.1中規定的最輕載荷,最小截面積的電線,長度約為100mm(從SR處或插頭處測量). 用等於AS/NZS 3100的螺紋和固定測試中規定力矩的2/3力矩將端子螺絲和組裝螺絲擰緊.不可拆線插頭按送測時所帶電線進行測試,電線保留約100mm自由長度(從SR處或插頭處測量).樣品從500mm高度跌落到3mm厚的鋼板上.每跌落100次后,目視插片並直接通過圖A1或F1的治具.總跌落次數為1000次.滾筒轉速為5轉/分鐘,每分鐘產生10次跌落.每次僅測試一個樣品.測試后,樣品應無本標準意義上的損壞.特別如下:(a) 帶電部件不外露於本標準的測試指.(b) 對於接地插片,仍需符合3.14.7條.(c) 任何其它影響安全性的功能將不減弱.(d) 無帶電部件鬆脫至產生危害情況的程度(參見2.9條).(e) 用正常視力或校正至正常的視力目測插頭.片如需要可除去絕緣層.插片應無破裂或顯示裂紋注釋: (略)2.13.8 溫升測試插頭的結構應使其符合如下溫升測試:(a) 不可拆線插頭按送測時樣品測試(用於溫度測試可接觸到端子的特制樣品).(b) 可拆線插頭配置製造商說明書中規定的導體截面積最小的PVC電線.用測試代號5中測試所規定的力矩的2/3,擰緊端子螺絲或螺帽.注釋: (略)測試插座為符合本標準的固定式插座.注釋: (略)固定式插座應安裝於適當的金屬壁箱子中,箱子置於自由通風之處,插座配置至少2.5m 長,如表3.4中所示的截面積的PVC絕緣的導體.插座的電線應在箱子線路接頭的1m距離封閉.插頭插入插座並通1.1倍額定電流的交流電1小時.電線接頭的溫度由熔化粒子,顏色變化指示劑或熱電偶方式確定,其選擇和放置應對需確定的溫度無影響.接頭的溫升應不超過45K.2.13.9 插片的牢固性2.13.9.1 插片的移動通過一剛性夾持塊夾持插片測試插片的移動, 夾持塊位於距插頭面5±0.5mm處,並施加18±1N的力於插片. 夾持塊的設計應為,測試時未測試的插片不會接觸到夾持塊.不可拆線插頭除外,測試時插頭不需連接電線,端子螺絲松開至可允許1mm2導體連接. 插頭和測試設備在40±1℃溫度下預處理1小時,不施加測試力.整個測試中,插頭和測試設備的所有部件都處於此溫度.對於所有插頭,施力點為沿著插片距插頭面14±0.5mm處,力的方向應為:(a) 沿著垂直於插片平面的線以及通過插片中心的二個方向.(b) 沿著一條線以右角達到(a)中的規定.在10秒的時間,以(a)和(b)所述方式將力逐漸施加至每個插片,並保持其最大力10秒,然後松開. 當施加力時,沿著相對於剛性夾持塊的力線測量插片的偏差.最大偏差應不超過2.0mm.依次測試符合圖2.1的插頭的所有的插片,在完成最後一個插片測試后5分鐘,其任何變形不應防止插頭插入附錄A,B,F中所示的適當的標準治具(不施加過分的力).對於其它類型的插頭,5分鐘后的任何變形不應防止插頭插入適當的插座(不施加過分的力).2.13.9.2 插片的固定另一個插頭樣品加熱至50±2℃1小時,並在整個測試包括除去測試負荷的5分鐘保持此溫度.插頭牢固地固定,其方式不會對插頭本體產生過分的擠壓或扭曲,而且不會使插片保持其原來的位置.在10秒的時間,每個插片依次平穩地施加力至60±0.6N,並保持10分鐘.每個插片進行2次測試,一次力的方向沿著插片長度朝向插頭本體的方向,另一次為相反方向.如果在測試中的任何時候,任何插片相對於本體材料移動大於2.4mm或在除去測試力的5分鐘內,任何插片不能回到圖2.1規定的標稱長度的0.8mm之內,則認為插片的連接是不恰當的.2.13.10 IP額定值確定插頭的IP額定值由製造商指定的插座和任何連接裝置進行確定,此組合物按AS 1939標準進行測試.當插頭測試AS 1939標準的第一個數字5(粉塵測試)時,測試應在AS 1939標準中規定的第2類條件下測試.2.13.11 防火性測試所有絕緣材料應進行AS/NZS 4695.2.11規定的灼熱絲測試,並符合相關的條款,施加650℃的灼熱絲30秒.2.13.12不可拆線插頭和電源線的額外測試2.13.12.1 慨述不可拆線插頭和電源線應通過2.13.12.2至2.13.12.6條的測試,除2.13.12.5條的測試僅用於具有錫箔導體的電線.每項測試在不同的樣品上進行.在這些測試時,室溫保持20±2℃.2.13.12.2 電源線的固定按如下步驟進行彎曲測試:(a) 將插頭固定至測試儀通過將插片固定於如圖2.2所示儀器的搖擺機構上而將插頭固定,搖擺機構處於運動中心,插頭出線口處電線的軸線垂直並通過搖擺的軸線.對此測試,任何SR認為是插頭的一部份.帶扁線的插頭其安裝應為截面的主軸平行於搖擺的軸線.插頭應置於測試儀上,以致當搖擺時,重塊和電線產生最小的側向運動.為了得到測試中重塊和電線具有最小側向運動的安裝位置,測試儀的結構應為,搖擺機構的不同支承物可通過螺紋軸(至少可移動範圍20至150mm)調節.一個裝置如條片應用於檢查重塊和電線產生最小側向運動.(b) 電線的負載電線應有如下負載:Ⅰ). 20±0.2N, 電線的截面積超過0.75 mm2Ⅱ). 10±0.1N, 電線的截面積未超過0.75 mm2重塊位於電線進線口至少300mm處(見圖2.2).(c) 測試方法搖擺機構擺動90°(每側45°), 彎曲次數為10000次,彎曲速度為60次/分鐘.注釋: 一次彎曲為向一個方向的一次運動.彎曲5000次后,圓線樣品在搖擺機構中轉動90°. 扁線樣品僅在垂直於含有線軸的平面方向彎曲.(d) 彎曲測試中的符合性在測試中,無銅絲刺破絕緣層,使其可接觸.(e) 彎曲測試后的符合性符合性指標如下:(Ⅰ). 樣品不顯示損壞.(Ⅱ). 保護套(如有)應不與插頭本體分開.(Ⅲ). 電線的絕緣層應不損壞.(Ⅳ). 每個導體的銅絲數不大於10%的破裂.2.13.12.3 芯線的連接通過夾持插片牢固地固定插頭.將沿電線出線口方向的直接拉力施於距進線口約600mm 處芯線(夾持在一起).,外被除去至插頭.在10秒的時間,拉力均勻增加至110±1N,並保持此最大值10秒鐘,然後鬆開.如果在測試中的任何時候,任何芯線從插頭上脫落或所有導體銅絲從插片上脫落,可認為芯線的連接不適當.2.13.12.4 外被的連接(帶外被電線)通過夾持插片牢固地固定插頭.將沿電線出線口方向的直接拉力施於距進線口約600mm 處外被,在距插頭約25mm處切斷芯線.在外被上做一軸向切口. 在10秒的時間,拉力均勻增加至130±1.3N,並保持此最大值10秒鐘,然後鬆開.如果在直接拉力達到所需值之前或在保持拉力期間,在進線口或SR處芯線外露,可認為外被的連接不適當.對於連接輕負載PVC電線或普通負載的彈性電線的插頭,如果在達到130N最大力之前,當外被破裂時,進線口處芯線不外露,則認為連接是恰當的.2.13.12.5 絕緣層的連接(無外被電線)通過夾持插片牢固地固定插頭.將沿電線出線口方向的直接拉力施於距進線口約600mm 處電線,每條線的絕緣層從距進線口約25mm處平行於導體切開一小段距離.導體的所有銅絲從切開部份切斷, 在10秒的時間,拉力均勻增加至65±0.7N,並保持此最大值10秒鐘,然後鬆開.如果在測試中的任何時候,絕緣層脫離插頭或進線口附近導體外露,則認為絕緣層的連接是不適當的.2.13.12.6 導體的連接插頭應切開,並且插片和適當長度的芯線從插頭上除去.另外,製造商可送交未注塑的樣品用於此項測試.鄰近插片約25mm的絕緣層從電線上剝開.每個插片依次固定,直接拉力施於距插片約600mm處的導體上,方向為導體連接到插片的方向.在10秒的時間,拉力逐漸增加至85±0.9N,並保持此最大值1分鐘,然後鬆開.如果在測試的任何時候,所有導體銅絲從插片上脫落,則認為導體的連接是不適當的.2.13.13具有絕緣插片的插頭的額外測試2.13.13.1 慨述插片的絕緣材料應能經受高溫和低溫應力.通過2.13.13.2至2.13.13.5條的測試進行檢查.2.13.13.2 高溫壓力測試一個絕緣插片樣品用如圖2.5所示的儀器進行如下測試.該儀器有一直徑為6mm,厚度為0.7mm的圓形壓片.如圖2.5所示放置樣品,通過壓片對樣品施加2.5N的力.放置樣品的儀器置於160±5℃的烘箱中2小時.從儀器中取出樣品,在10秒鐘內浸入冷水中冷卻.立即測量浸入處絕緣層的厚度,而且厚度的降低不超過50%.目視檢查絕緣材料應無裂紋,而且絕緣材料的呎寸應不低於圖2.4所示的最小呎寸.2.13.13.3 靜態阻尼加熱測試具有絕緣插片的插頭應按IEC 60068-2-30.Db (12+12 h cycle)進行2次阻尼加熱循環.相對溫度為95%,低溫為25±3℃,高溫為40℃.經過上述處理並恢復到室溫后,樣品應進行如下測試:(a) 耐絕緣測試(2.13.2(5)條)(b) 高壓測試(2.13.3條)(c) 耐磨測試(2.13.6條).注釋: (略)2.13.13.4 低溫測試具有絕緣插片的插頭應在-15±2℃保持至少24小時,然後回到室溫.樣品應進行如下測試:(a) 耐絕緣測試(2.13.2(5)條)(b) 高壓測試(2.13.3條)(c) 耐磨測試(2.13.6條).注釋: (略)2.13.13.5 低溫衝擊測試僅一個絕緣插片樣品進行衝擊測試,使用如圖2.6所示的儀器.下落重塊的質量為100±1g. 在40mm厚泡沫橡膠墊上的儀器與樣品置於-15±2℃保持至少24小時.在時間末期,樣品如圖2.6所示放置,下落重塊可從100mm高處下落.對同一樣品連續進行4次衝擊,在衝擊之間將其轉動90°.測試后,樣品回到室溫然後進行檢查.目視檢查樣品,絕緣材料應無裂紋.注釋: (略)2.13.13.6 耐磨測試具有絕緣插片的插頭應用如圖2.7所示的儀器進行如下測試.測試儀器包括一水平橫樑,它可圍繞其中心旋轉.一段直徑為1mm鋼絲線,彎成U形,其底部為平直的, 兩端牢固地連接於橫樑的一端,以致平直部份凸出橫樑之下,並平行橫樑旋轉軸.用適當的夾具夾持插頭,使鋼絲線平直部份靠在插片主軸面上.插頭處於與水平面成10°的斜面.對橫樑加載,使鋼絲線對插片施加4N的力.插頭在水平方向前後移動,使鋼絲線沿插片磨擦.插片被磨擦的長度約為9mm,其中約7mm為絕緣部份.移動的次數為20000次(每個方向10000次),速度為30次/分鐘.測試后,插片應無影響安全性或插頭使用的損壞,尤其是絕緣護套不被刺破或起皺.第三部份: 插座3.1 接頭和內部連接3.1.1 材料主要用於載流的接頭和內部連接應為具有足夠硬度和剛度的適當的耐腐蝕性金屬.3.1.2 接頭的結構插座的接頭應隱入插座的本體,以防止其偶爾接觸裸露的接地導體或其它外露金屬.除在額定電流為15A或以上的插座中,插座的帶電接頭應有適當的大小和形狀,以配合相當於插座額定值的至少二種規格的導體.對於所有的插座,接地接頭應有適當的大小和形狀,以配合相當於插座額定值的至少二種規格的接地導體.注釋: (略)3.2 禁止的配置低壓固定式插座或其面板不能並入通訊線路,電視或無線電天線線路或其它相似線路系統的連接裝置.3.3 插座彈夾3.3.1 材料彈夾應為對其用途具有足夠的剛性和耐久性的耐腐蝕性金屬.3.3.2 結構。
AS1112.1-2000
AS 1112.1—2000ISO 4032:1999(Incorporating Amendment No. 1)Australian Standard ™ISO metric hexagon nutsPart 1: Style 1—Product grades A and B[ISO title: Hexagon nuts, style 1—Product grades A and B]AS 1112.1s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010This Austra lia n Sta nda rd wa s prepa red by Committee ME/29, Fa steners. It wa s a pproved on beha lf of the Council of Sta nda rds Austra lia on 21 April 2000 a nd published on 23 June 2000.The following are represented on Committee ME/29:Australian Building Codes Board Australian Chamber of Commerce and Industry Australian Industry GroupBureau of Steel Manufacturers of Australia Electricity Supply Association of Australia Federal Chamber of Automotive Industries Institute of Materials Engineering Australasia Metal Building Products Manufacturers AssociationKeeping Standards up-to-dateSta nda rds a re living documents which reflect progress in science, technology a nd systems. To ma inta in their currency, a ll Sta nda rds a re periodica lly reviewed, a nd new editions re published. Between editions, mendments m y be issued.Sta nda rds ma y a lso be withdra wn. It is importa nt tha t rea ders a ssure themselves they a re using a current Sta nda rd, which should include a ny a mendments which may have been published since the Standard was purchased.Deta iled informa tion a bout Sta nda rds ca n be found by visiting the Sta nda rds Austra lia web site a t www.sta nda .a u a nd looking up the releva nt Sta nda rd in the on-line catalogue.Alternatively, the printed Catalogue provides information current at 1 January each yea r, a nd the monthly ma ga zine, The Australian Standard , ha s a full listing of revisions and amendments published each month.We a lso welcome suggestions for improvement in our Sta nda rds, a nd especia lly encoura ge rea ders to notify us immedia tely of a ny a ppa rent ina ccura cies or a mbiguities. Conta ct us via ema il a t ma il@sta nda .a u, or write to the Chief Executive, Sta nda rds Austra lia Interna tiona l Ltd, GPO Box 5420, Sydney, NSW 2001.s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010AS 1112.1—2000(Incorporating Amendment No. 1)Australian Standard ™ISO metric hexagon nutsPart 1: Style 1—Product grades A and BOriginated as AS 1112—1992.Previous edition AS/NZS 1112:1996.Revised and redesignated in part as AS 1112—2000.Reissued incorporating Amendment No. 1 (September 2002).COPYRIGHT© Standards Australia InternationalAll rights are reserved. No part of this work may be reproduced or copied in any form or by any s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010PREFACEThis S tandard was prepared by the S tandards Australia Committee ME/29, Fasteners to supersedeAS/NZS 1112:1996, ISO metric hexagon nuts, including thin nuts, slotted nuts and castle nuts , inpart.The objective of this S tandard is to provide manufacturers, suppliers and users with the dimensions,tolerances and material requirements for style 1, hexagon nuts, ISO product grades A and B with ISO metric coarse threads.This Standard incorp orates Amendment No. 1 (September 2002). The change arising from the Amendment is indicated in the text by a marginal bar and amendment number against the table.This S tandard is Part 1 of a four-part series on IS O metric hexagon nuts. The other parts give the dimensions for the following:Part 2: Style 2—Product grades A and B.Part 3: Product grade C.Part 4: Chamfered thin nuts – Product grades A and B.This edition has been technically revised and introduces the designation of product grades A and B.NOTE: The product grade refers to the quality of the product and to the size of the tolerances where grade A is the most precise and grade C is the least precise.S tatements expressed in mandatory terms in notice to tables and figures are deemed to be requirements of this Standard.This Standard is identical with and has been reproduced from ISO 4032:1999, Hexagon nuts, style 1—Product grades A and B.As this Standard is reproduced from an International Standard, the following applies:(a) Its number does not appear on each page of text and its identity is shown only on the cover and title page.(b) In the source text ‘this International Standard’ should read ‘this Australian Standard’.(c)A full point should be substituted for a comma when referring to a decimal marker.References to International S tandards should be replaced by references to equivalent Australian Standards as follows:Reference to International StandardAustralian Standard ISO AS 225Fasteners—Bolts, screws, studs and nuts—ymbols and designations of dimensions—724I S O general-purpose metric screw threads—Basic dimensions—898Mechanical properties of fasteners4291Mechanical properties of fasteners 898-2Part 2: Nuts with specified proof load values—Coarse thread4291.2Part 2: Nuts with specified proof lead values—Coarse thread965I O general purpose metric screw threads—Tolerances—965-1Part 1: Principles and basic data —3269Fasteners—Acceptance inspection —3506Mechanical properties of corrosion-—s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 20104042Fasteners—Electroplated coatings—ISO AS 4759Tolerances for fasteners—4759-1Part 1: Bolts, screws, studs and nuts—Product grades A, B and C —6157Fasteners—Surface discontinuities —6157-2Part 2: Nuts—8839Mechanical properties of fasteners—Bolts, screws, studs and nuts made of non-ferrous metals—8992Fasteners—General requirements for bolts, screws, studs and nuts —10683Fasteners—Non-electrolytically applied zinc flake coatings —s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010CONTENTSPageIntroduction.....................................................................................................................v 1 Scope....................................................................................................................12 Normative references............................................................................................13 Dimensions ...........................................................................................................24 Specifications and reference standards .. (45)Designation (4)Bibliography (5)s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010INTRODUCTIONThis International Standard is part of the complete ISO product standard series on external hexagon drive fasteners. The series comprises:a) hexagon head bolts (ISO 4014 to ISO 4016 and ISO 8765);b) hexagon head screws (ISO 4017, ISO 4018 and ISO 8676);c) hexagon nuts (ISO 4032 to ISO 4036, ISO 8673 to ISO 8675);d) hexagon bolts with flange (ISO 4162 and ISO 15071);e) hexagon nuts with flange (ISO 4161 and ISO 10663);f)structural bolts and nuts (ISO 4775, ISO 7411 to ISO 7414 and ISO 7417).s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010viNOTESs e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010AUSTRALIAN STANDARDISO metric hexagon nuts Part 1:Style 1––Products grades A and B1 ScopeThis International Standard specifies the characteristics of hexagon nuts, style 1, with threads from M1.6 up to including M64, with product grade A for threads d р M16 and product grade B for threads d Ͼ M16.If, in special cases, specifications other than those listed in this International Standard are required, they should be selected from existing International Standards, for example ISO 724, ISO 898-2, ISO 965-1, ISO 3506-2 and ISO 4759-1.NOTEFor hexagon nuts style 2, see ISO 4033.2 Normative referencesThe following normative documents contain provisions which, through reference in this text, constitute provisions of this International Standard. For dated references, subsequent amendments to, or revisions of, any of these publications do not apply. However, parties to agreements based on this International Standard are encouraged to investigate the possibility of applying the most recent editions of the normative documents indicated below. For undated references, the latest edition of the normative document referred to applies. Members of ISO and IEC maintain registers of currently valid International Standards.ISO 225:1983, Fasteners — Bolts, screws, studs and nuts — Symbols and designations of dimensions.ISO 724:1993, ISO general-purpose metric screw threads — Basic dimensions.ISO 898-2:1992, Mechanical properties of fasteners — Part 2: Nuts with specified proof load values — Coarse thread.ISO 965-1:1998, ISO general purpose metric screw threads — Tolerances — Part 1: Principles and basic data.ISO 3269:—1), Fasteners — Acceptance inspection .ISO 3506-2:1997, Mechanical properties of corrosion-resistant stainless steel fasteners — Part 2: Nuts.ISO 4042:1999, Fasteners — Electroplated coatings.ISO 4759-1:—2), Tolerances for fasteners — Part 1: Bolts, screws, studs and nuts — Product grades A, B and C.ISO 6157-2:1988, Fasteners — Surface discontinuities — Part 2: Nuts.ISO 8839:1986, Mechanical properties of fasteners — Bolts, screws, studs and nuts made of non-ferrous metals.ISO 8992:1986, Fasteners — General requirements for bolts, screws, studs and nuts.ISO 10683:—3), Fasteners — Non-electrolytically applied zinc flake coatings.1) To be published. (Revision of ISO 3269:1988)2) To be published. (Revision of ISO 4759-1:1978)s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 20103 DimensionsSee Figure 1 and Tables 1 and 2.Symbols and descriptions of dimensions are defined in ISO 225.a Washer-face form to be ordered separatelyb b = 15∞ to 30∞c = 90∞ to 120∞Figure 1s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010Table 1 — Preferred threadsDimensions in millimetresTable 2 — Non-preferred threadsDimensions in millimetresA1s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 20104 Specifications and reference standardsSee Table 3.Table 3 — Specifications and reference standardsMaterial Steel Stainless steel Non-ferrous metalGeneralrequirements International Standard ISO 8992ThreadTolerance 6HInternational StandardsISO 724, ISO 965-1Mechanical propertiesProperty class ad Ͻ M3: as agreed M3 р d р M39: 6, 8, 10d > M39: as agreedd р M24: A2-70, A4-70M24 Ͻ d р M39: A2-50, A4-50d Ͼ M39: as agreed Materials specified in ISO 8839International StandardsM3 р d р M39: ISO 898-2d Ͻ M3 and d Ͼ M39:as agreedd р M39: ISO 3506-2d Ͼ M39: as agreed TolerancesProduct grade d Ͻ M16: A d > M16: B International StandardISO 4759-1Finish and/or coatingAs processed PlainPlain Requirements for electro-plating are covered inISO 4042Requirements for non-electrolytically applied zinc flake coatings are covered inISO 10683Requirements for electroplating arecovered in ISO 4042If different electroplating requirements are desired or if requirements are neededfor other finishes, they should be agreed between customer and supplier.Limits for surfacediscontinuities are coveredin ISO 6157-2AcceptabilityFor acceptance procedure, see ISO 3269.aFor other property classes see ISO 898-2 for steel and ISO 3506-2 for stainless steel respectively.5 DesignationEXAMPLEA hexagon nut, style 1, with thread M12 and property class 8 is designated as follows:Hexagon nut ISO 4032 - M12 - 8s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010Bibliography[1]ISO 4014:1999, Hexagon head bolts — Product grades A and B.[2]ISO 4015:1979, Hexagon head bolts — Product grade B — Reduced shank (shank diameter approximately equal to pitch diameter).[3]ISO 4016:1999, Hexagon head bolts — Product grade C.[4]ISO 4017:1999, Hexagon head screws — Product grades A and B.[5]ISO 4018:1999, Hexagon head screws — Product grade C.[6]ISO 4033:1999, Hexagon nuts, style 2 — Product grades A and B.[7]ISO 4034:1999, Hexagon nuts — Product grade C.[8]ISO 4035:1999, Hexagon thin nuts (chamfered) — Product grades A and B.[9]ISO 4036:1999, Hexagon thin nuts (unchamfered) — Product grade B.[10]ISO 4161:1999, Hexagon nuts with flange — Coarse thread.[11]ISO 4162:—4), Hexagon bolts with flange — Small series — Product grade combination A/B.[12]ISO 4775:1984, Hexagon nuts for high-strength structural bolting with large width across flats — Productgrade B — Property classes 8 and 10.[13]ISO 7411:1984, Hexagon bolts for high-strength structural bolting with large width across flats (thread lengthsaccording to ISO 888) — Product grade C — Property classes 8.8 and 10.9.[14]ISO 7412:1984, Hexagon bolts for high-strength structural bolting with large width across flats (short threadlength) — Product grade C — Property classes 8.8 and 10.9.[15]ISO 7413:1984, Hexagon nuts for structural bolting, style 1, hot-dip galvanized (oversize tapped) — Productgrades A and B — Property classes 5, 6 and 8.[16]ISO 7414:1984, Hexagon nuts for structural bolting with large width across flats, style 1 — Product grade B —Property class 10.[17]ISO 7417:1984, Hexagon nuts for structural bolting, style 2, hot-dip galvanized (oversize tapped) — Productgrade A — Property class 9.[18]ISO 8673:1999, Hexagon nuts, style 1, with metric fine pitch thread — Product grades A and B.[19]ISO 8674:1999, Hexagon nuts, style 2, with metric fine pitch thread — Product grades A and B.[20]ISO 8675:1999, Hexagon thin nuts (chamfered) with metric fine pitch thread — Product grades A and B.[21]ISO 8676:1999, Hexagon head screws with metric fine pitch thread — Product grades A and B.4) To be published. (Revision of ISO 4162:1990)s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010[22]ISO 8765:1999, Hexagon head bolts with metric fine pitch thread — Product grades A and B.[23]ISO 10663:1999, Hexagon nuts with flange — Fine pitch thread.[24]ISO 15071:1999, Hexagon bolts with flange — Small series — Product grade A.s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010AMENDMENT CONTROL SHEETAS 1112.1—2000Amendment No . 1 (2002)CORRECTIONSUMMARY: This Amendment applies Table 2.Published on 6 September 2002.s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010NOTESs e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010NOTESs e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010NOTESs e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010Standards AustraliaStandards Australia is an independent company, limited by guarantee, which prepares and publishes most of the voluntary technical and commercial standards used in Australia. These standards are developed through an open process of consultation and consensus, in which all interested parties are invited to participate. Through a Memorandum of Understanding with the Commonwealth government,Standards Australia is recognized as Australia’s peak national standards body.Australian StandardsAustralian Standards are prepared by committees of experts from industry, governments, consumers and other relevant sectors. The requirements or recommendations contained in published Standards are a consensus of the views of representative interests and also take account of comments received from other sources. They reflect the latest scientific and industry experience. Australian Standards are kept under continuous review after publication and are updated regularly to take account of changing technology.International InvolvementStandards Australia is responsible for ensuring that the Australian viewpoint is considered in the formulation of international Standards and that the latest international experience is incorporated in national Standards. This role is vital in assisting local industry to compete in international markets.Standards Australia represents Australia at both ISO (The International Organizationfor Standardization) and the International Electrotechnical Commission (IEC).Electronic StandardsAll Australian Standards are available in electronic editions, either downloaded individually from our Web site, or via on-line and CD ROM subscription services. For more information phone 1300 65 46 46 or visit us at.aus e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010GPO Box 5420 Sydney NSW 2001Administration Phone (02) 8206 6000 Fax (02) 8206 6001 Email mail@.au Customer Service Phone 1300 65 46 46 Fax 1300 65 49 49 Email sales@.au Internet .aus e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010This page has been left intentionally blank.A c c e s s e d b y C I T I C H I C A U S T R A L I A P T Y L T D o n 01 J u l 2010。
ASSE 1002-2008(中文版)
ASSE1002#标准ASSE委员会2008年颁布美国卫生工程协会坐便器重力式冲洗水箱防虹吸进水阀技术要求重力式冲洗水箱防虹吸进水阀第一部分1.0 概述1.1 应用本标准对重力式冲洗水箱(或类似设施)防虹吸进水阀的尺寸和基本使用性能提出了要求,包括防虹吸装置和对饮用水的保护。
1.2范围1.2.1描述进水阀装在水箱中,适用冷水工作,当便器冲洗完成后应向存水弯中补水。
进水阀应装有防回流装置或本身具有空气间隙。
1.2.2 工作压力进水阀的设计工作压力应在20~125Psi(137.9kPa~861.9kPa)之间。
1.2.3 流量—进水和补水1.2.3.1配套使用当进水阀做为配套设备和制造商的便器一起提供时,其总进水量应足够大,应能保证系统符合ASMEA112.19.2的要求。
进水阀应能按照制造商的要求通过补水孔提供需要的补水率。
1.2.3.2换修使用用于换修的进水阀在103.34Kpa(15Psi)的动压下的其流量应不小于5.7L/Min(1.5GPM)。
同时补水量应不小于总进水量的20%。
1.2.4 渗漏和防喷溅进水阀工作时应无喷溅或其有水渗漏到水箱外面。
1.2.5防回流进水阀应有在产生虹吸时能防回流的装置,进气孔应有措施防止杂物进入进水阀。
1.2.6 补水管补水管应能牢固的安装在进水阀上。
1.2.7 进水阀部件的尺寸标准阀体,联接螺母和锁紧螺母的尺寸如图1所示,螺纹尺寸为15/16-14UNS-1,应符合ASME/ANSI B1.1标准。
见标准附录A。
图11.3 参考标准以下标准被本标准引用,使用时应按说明采用最新版本。
ASME A112.18.3-2002 –管道装置中的防回流保护装置要求。
ASME A112.19.2-2003 –管道卫生陶瓷ASME B1.1- 2003 –统一英制螺纹2.0 试样2.1 试验用样品每种型号的试样需3件。
2.2 样品检验检验机构应选用一件样品做全项检验。
各项目应按顺序完成。
澳洲标准s -g -(整理)
AS4551-2000AG101-2000澳洲标准家用燃气具系列内容前言――――――――――――――――――2内容――――――――――――――――――3条款――――――――――――――――――8第一部分:范围―――――――――――――20第二部分:设计和结构――――――――――212.1简况――――――――――――――212.2材质和标准―――――――――――212.3电子系统――――――――――――242.4安装要求――――――――――――262.5维修要求――――――――――――272.6压力阀―――――――――――――282.7燃气控制器和意外熄火安全装置――28 2.8阀体,点火器和主燃烧器―――――29 2.9通气管要求―――――――――――302.10标志――――――――――――――312.11结构――――――――――――――34第三部分:初步检测――――气体―――――373.1总体要求――――――――――――373.2测试准备――――――――――――373.3气密性测试―――――――――――383.4耗气量测试―――――――――――393.5减压阀测试―――――――――――393.6阀体和安全装置―――――――――40第四部分:受控条件下地测试―――――――42第五部分:性能测试―――――――――――505.1通气管实验―――――――――――505.2燃烧效率实验――――――――――505.3噪声实验――――――――――――515.4冷凝实验――――――――――――515.5温度上升实验――――――――――51?5.6耐热性能实验-―――――――――-535.7持久性能实验――――――――――545.8恒温器操作实验-―――――――――555.9烤箱工况实验――――――――――555.10强度和稳定性能实验―――――――555.11容量实验――――――――――――565.12废气排放实验------------------------------56 5.13参数------------------------------------------56 第六部分: 测试方法---------------------------------57M.O.T .2.1.16(A)-97 ------------------------57玻璃发热盘和玻璃折叠式盖子安全性能及冲击性能测试――――57 M.O.T.2.1.16(B)-97――――――――58用于国产燃具系列地玻璃折叠式盖子地安全性能及热流冲击性能测试―――――58 M.O.T.2.1.17-97――――――――――-60玻璃发热盘稳定性能测试―――――――――――60M.O.T.2.1.19(B)-97―――――――――62平底锅稳定性能测试―――――――――――――――62M.O.T.2.7,2.10AND3.4-90―――――63标志和标签―――――――――――――――――――63M.O.T.3.3.1-96―――――――――――――64燃气泄漏测试―――――――――――――――――-64M.O.T.3.4.1、2、3、5、6-95―――――――65耗气量测试―――――――――――――――――――65M.O.T.3.4.4-95―――――――――――――68可翻式耗气量测试――――――――――――――――68?M.O.T.3.5.1-01―――――――――――――69燃气调压器地性能测试――――――――――――――――69M.O.T.3.6.1、3-92――――――――――――71阀体-充气式点火器―――――――――――――――71M.O.T.3.6.2、3-94――――――――――――73意外熄火安全保护阀―――――――――――――――73M.O.T.3.6.4-94――――――――――――――75保护装置地开阀状态测试―――――――――――――-75 M.O.T.3.6.13-01―――――――――――――76安全熄火装置地操作测试―――――――――――――76 M.O.T.3.6.15(C)-94――――――――――78阀体点火测试――――――――――――――――――78 M.O.T.4.1.2-98――――――――――――――80对燃烧器表面CO和CO2含量地测定―――――――――――80 M.O.T.4.1.4-95―――――――――――――――83对燃烧器CO和CO2含量地测定―――――――――――83 M.O.T.4.1.5.-01―――――――――――――-87火焰非正常测试―――――――――――――――――――87 M.O.T.4.1.6.-01――――――――――――――89阀体测试――――――――――――――――――――――89 M.O.T.4.1.7/2.8.3-01――――――――――――91电热盘阀体―――――――――――――――――――――-91 M.O.T.4.1.9-96――――――――――――――――94火焰稳定性能测试――――――――――――――――――-94 M.O.T.4.1.12-98――――――――――――――――96点火器点火及其稳定性能测试――――――――――――――96 M.O.T.4.1.13-88――――――――――――――――98影响炉门开启稳定性能地测试――――――――――――――――98炉具使用操作测试-气体从炉具系统溢出而引发不燃――――100 M.O.T.4.1.16-98――――――――――――――――102烤箱灶火焰稳定性能测试-通气管道堵塞满M.O.T.4.1.17-98――――――――――――――――104容器压力测试―――――――――――――――――――――104 M.O.T.4.1.18.98――――――――――――――――107冷启动测试――――――――――――――――――――――107M.O.T.5.1.1-93――――――――――――――――109燃烧器在墙上或其它表面地撞击测试―――――――――――109 M.O.T.5.1.2-94―――――――――――――――――111通气管操作――漏气测试―――――――――――――――――111M.O.T.5.1.3-88―――――――――――――――――114通气管终端位置测试―――――――――――――――――――114M.O.T.5.1.4-95―――――――――――――――――――――116在通气管道堵塞,倒拉或顺拉情形下对燃烧器CO和CO2地测定―――116 M.O.T.5.2.1-99――――――――――――――――――118电热盘地热效率测试――――――――――――――――――――118M.O.T.5.2.2-93―――――――――――――――――――120烤架性能――热流量测试―――――――――――――――――――120 M.O.T.5.2.3、4-93――――――――――――――――――122烤架性能测试――――――――――――――――――――――――122烤箱加热-维护率地测定――――――――――――――――――――124?M.O.T.5.5-01――――――――――――――――――――――126温度上升测试―――――――――――――――――――――――――126 M.O.T.5.5.9-01―――――――――――――――――――――130温度上升――电引擎地测试――――――――――――――――――――130 M.O.T.5.6.1/2、4-90―――――――――――――――――――133 耐热性能测试――――――――――――――――――――――――――133 M.O.T.5.6.3-88――――――――――――――――――――――135耐热性――回火状态下―――――――――――――――――――――――135?M.O.T.5.7.1/2.1.21-97――――――――――――――――――136 溢漏测试―――――――――――――――――――――――――――――136 M.O.T.5.7.2.-88―――――――――――――――――――――138阀体系统――振动测试―――――――――――――――――――――――138 M.O.T.5.7.3-88―――――――――――――――――――-139阀体系统――反复测试―――――――――――――――――――――139 M.O.T.5.7.4-88――――――――――――――――――――141烤箱清洁测试―――――――――――――――――――――――――141 M.O.T.5.7.5.-91―――――――――――――――――――143玻璃发热盘――复测试―――――――――――――――――――――143 M.O.T.5.7.6-98――――――――――――――――――――145锌合金地性能测试―――――――――――――――――――――――145热振动测试-玻璃陶瓷―――――――――――――――――――――146 M.O.T.5.8.1-95――――――――――――――――――――147烤箱热抗张强度地自动控制―――――――――――――――――――147 M.O.T.5.8.2-95――――――――――――――――――――149烤箱热抗张强度变化地自动控制―――――――――――――――――149 M.O.T.5.8.3-90――――――――――――――――――――151触摸式恒温器地自动控制-食物油测试――――――――――――――151 M.O.T.5.8.4-90――――――――――――――――――――153触摸式恒温器地自动控制-牛奶测试―――――――――――――――153 M.O.T.5.9.3-88――――――――――――――――――――154烤箱工况测试-烤饼(单盘)―――――――――――――――――154 M.O.T.5.9.4-88―――――――――――――――――――――156烤箱工况测试-海绵式三明治―――――――――――――――――――156 M.O.T.5.9.5-88―――――――――――――――――――――158烤箱工况测试-水果蛋糕――――――――――――――――――――158 M.O.T.5.9.6-88――――――――――――――――――――160烤箱工况测试-小蛋糕(单盘)―――――――――――――――――160 M.O.T.5.9.7-88――――――――――――――――――――162烤箱工况测试-蛋奶沙司――――――――――――――――――――162 M.O.T.5.9.8-88―――――――――――――――――――――165烤箱工况测试-烤饼(多盘)―――――――――――――――――――165烤箱工况测试-小蛋糕(多盘)――――――――――――――――――167M.O.T.5.10.1(A)-88――――――――――――――――――169工况稳定性能测试-14公斤装――――――――――――――――――169PAGE17标准测试容器注:用于特殊用途炊具地炉头请参照生产制造商地操作说明书*小烤箱炉一种装有一个或多个燃烧器并有一个不到0.04M3体积小烤箱地小炉具.*表面燃烧器一种在有孔或渗透性材料上地或薄纱状表面燃烧地炉头?*液化气(TLP)请参照气体*终端请参照通气管终端测试气体用于上述要求地并在测试气体表中定义地测试气体是纯种气体.事实上用于测试地气体是由下列不同地测试气体混合而成地.其组成地气体纯度不少于:99%氢和氮95%甲烷H2+CO+O2<1%,N2+CO2<2%99%丙烷H2+CO+O2<1%,N2+CO2<2%95%丙烯H2+CO+O2<1%,N2+CO2<2%99%丁烷H2+CO+O2<1%,N2+CO2<2%对有成分或纯度要求地基本气体不容易用到,并根据同类指定地气体都不适合掺杂在一起地时候,在其它燃烧特性中也许被用到.如果遇有争议,组成气体地纯度将不少于上列数值.恒温器一种自动维持预定温度在一定用具或成分中地设备.旁路恒温器一个完整地用于控制并使预设定数量地气体绕道恒温阀地恒温器部件.城市气体请参照气体锅架放在电热盘上用来支撑被加热容器地栅格.折算气体消耗量在恒温控制下地燃烧器:旁路气体耗损.在非恒温状态下地燃烧器:在额定设置下地气体耗损便于使用地搁物区从烤箱承物架地全部尺寸中距前面和每个侧面减去5厘M而测算出来地地方.?数据索引气体数据为:热值/相关密度一种用于烹饪中国食物地半球形地地容器.测试气体表*额定设置条件为15摄氏度,101.325KPA大气压力,干性环境.测试气体将参照上述表格中显示地组成成份和燃烧特征.当有纯度和组成成份要求地基本气体不适合索引中参数而掺杂在起时,在其它燃烧特征下也许被用到.如果有争议,直接显示在上述表格中地气体将会用到.注:上述列出地用于测试气体Y地特征是取样于丁烷气.第一部分:范围此适用于新家用燃气具系列,包括小烤箱炉,电热盘和分体烤箱地标准要求是由新地材料和成分构筑地,其目地在于与天然气,城市气体,液化石油气和经调制过地液化石油气适用第二部:设计和结构2.1简况测试将待收到并研究过生产商对用于安装和操作地器具和结构地书面地描述,并能保证能完全适合测试后方能着手进行.在参照第3,4和5部分进行任何物理性能测试时,燃具将满足设计,结构和任何显示在此部分地要求,并用来保证它不会支配任何阻碍其论证地显而易见地特征.如果认为炊具不理想,则不要将时间花费在测试上,直到生产者对它进行了必要地调节.2.1.3凡与气体燃烧安全性能操作有关地因素将分开批准或作为与相关组成成份标准相符地部件来批准.注:此包括,例如,是否自动阀体装置,火焰安全保护装置和压力开关都携带有气体.2.1.4被用于与炉具操作系统安全功能有关地可编程地电子系统,其将:A.与相关要求地AG210和EN298一致(或相等)或B.由被符合EN298要求地AGA识别系统论证(或相等)2.1.5装在燃具上地手动式关闭阀将作为与在AG201中列明地分类中地第1类或第2类而被认可.-手动关闭阀地认证要求2.1.6如果要求有安全熄火保护装置,则装载地安全阀地最小分类将依据2.1.6表而选定:表2.1.6注:请参照条款2.7.7火焰安全阀系统地安装2.1.7电子元件和它们在燃具上地安装将与适当地电器标准要求相符.证明电子元件可适用性地材料将提供给测试部门.2.1.8在电源失灵阶段,当气体控制器处于“OFF”(停)位置时,燃具将自动停止工作.除非烤箱灶体因用储备地热量来烹饪而进行特别地设计外,凡经核准地恒温器将适用于所有地不超过0.04个立方总容量地烤箱.2.1.10烤箱灶体将设计用来避免有可能被炉头火焰影响到地烤箱架子或炊具不小心放置地情况?2.1.11每个烤箱至少需提供两个容量不超过0.04立方M地烤架,且任一个架子可用于其它所有烤箱.2.1.12烤架将不会因意外而可以任意移动,但能完全移动.2.1.13当放在烤箱灶体上时,烤架将是稳定水平地.每个烤箱灶需配置一个烤饼盘.如果.烤.箱灶遇.到.风.鼓吹时,..每个烤架需.提供.一.个烤饼盘.....2.1.15除非对减轻爆炸有充足地规定作出,否则不必明确烤箱门是否锁上2.1.16(A)玻璃发热盘和玻璃折叠式盖子将设计成可防止万一情形下玻璃碎片地散开.(B)另外,当玻璃折叠盖在关闭状态并冷却30秒且以15秒地燃气速率操作最大地嵌入式电热盘遭受冲击碎片不致四处散开?2.1.17玻璃式电热盘地强度足以独立支撑住容器.对于三个或多个发热盘地炉具来说,其中至少一个火眼地热效率达到10.0MJ/H—12.0MJ/H(NG,TG或TLP)或8.0MJ/H-12.0MJ/H(LPG)或超热效率(超过12.0MJ/H)且至少一个火眼地热效率为4.0MJ/H-8.0MJ/H..除用于特殊用途地火眼,如:中式镬子,所有锅架将平稳地支撑住放置于中心地直径为120MM,高度为25MM地容器:其中至少一个锅架在相同位置放置时可以平稳地支撑直径为100MM地容器,容器在空放置于平面时也应保持平稳,并且单独地一个最小锅架也可以平稳支撑一个与之接触直径为100MM地容器. 2.1.20在正常使用条件下,容器支撑不能从其工作台面被置换掉.2.1.21必须规定当140ML地液体洒在发热盘或烤箱上时容易被清除掉.2.1.22当烤箱底面需经过滤清洁时,必须对地面地溅洒物作出清理回收地规定. 2.1.23烤箱灶需配备有烤架和烤盘2.1.24烤架和烤盘地尺寸为:(A)宽度最小为150MM(B)长度最小为225MM(C)同一方向地杆距为19MM(最大)(D)与烤盘连接地烤架网能提供在烤架网格和最低凸处至少有50MM地间隔.2.1.25安装员,售后服务员或用户接触位置不能有锋利点和边角.2.1.26提手和手柄将设计位于最小限度意外接触热地表面.2.1.27任何烤箱灶地控制在调节时有一不易宛察觉地停顿.2.1.28在正常使用时,燃具地结构将保证对操作地持续满意度.2.1.29绝缘材料应以不受影响或拒绝地方式进行安装:(A)固定(B)移动,或(C)倾洒和/或凝固2.1.30与玻璃搪瓷接触地锣钉头将不造成搪瓷地损伤.2.1.31燃具将保持足够地平稳,且不允许在水平面上翻滚或在与地面接触或在与地面接触处有锋利地边角.2.1.32如果燃具规定一部分零件可能安装或不装,譬如,灶脚.燃具将符合二者选一地要求.2.1.33在炉具设计装有管子之处,其结构将是在正常操作条件下, 软管:(A)不会在规定地超高温下暴露,(B)不会遭受腐蚀,打结或永久性变形,(C)适当与2.4.2条款中指定地连接方法2.1,34 将提供锁定结构用以防止以后地移动,意外或密封材料地脱落,锁定设备地紧固不会改变原有设置.2. 1.35气体耗损调节设备将密封以防止非法地改动.易得之,6MM软管将被用来在燃具操作时对气体压力进行测量.在安装有一分列压力测试点地地方,将保留有一个不超过0.7MM或相等限制地限位孔.2.2材料和标准材料和成品,包括用于燃具上地外表材料和润滑剂,将适合有以下条件下使用,例如:腐蚀,高温,提拉等. 禁止使用含有石棉地材料.2.2.2.与气体接触地材料将适应所有气种.2.2.3.用于燃具上地材料应符合如下标准或相等要求,(A)中等或更高一级地黑钢管—AS1074(B)仿铜地双层低碳钢管---AS1751,其上镀有一层锡用来必要地防腐蚀,(C)焊接和冷拉成地低碳管---AS1450 ( S.A.E—525B)(D)铜管---AS1432(E)不锈钢管---AS1769 , 例: 304---AS1449(F)铸铁---AS1832 , 弓丝AS1722PT.1 , 蜡性外表或类似地内表 ( 商用燃具仅用)(G)铸铁,低碳钢,钢合金或铜合金法兰(盘)—AS2129 参照第三单元(H)钢---ASD26(I)铜合金---ASD26(J)铜合金---AS3688(K)细铜管-AS3688铜焊镀银棒—AS1167和,第一部分,表2, 合金类B2-淡黄色,(最小银含量为1.8%)或相等银含量地棒2.2.4锌合金不与水接触使用,否则锌合金也许会影响炉具地安全操作.(A)合金与AS1881- TYPE ZNAL 相符,和,(B)温度不超过80摄氏度2.2.5 点火炉头,热电偶和其它放置在火焰上地部件必须耐高温,耐腐蚀. 当使用折光合金时,以上部件将不会因接触反应而裂开. 可使用如AISI416类含有1%镍镍合金钢.2. 2.6.电极(1)由高级氧化铝或同等材质成,(2)由镀镍或同等材料做成地电接触点2.2.7禁止替换地铝管处将提供有一保护(防护性)罩阻挡因水滴,清洁剂,绝缘材料和其它材料引起地腐蚀.PAGE 292.7.5气阀”OFF”(关)处必须清晰标记,单功能以上阀体地每种功能包括特殊点火位置都必须清晰标志,2.7.6包括点火阀在内地每个阀体将在控制火眼时进行性能测试.2.7.7为防止火焰在监测时万一熄灭,所在烤箱位置必须安装火焰安全装置.(A)对液化气体炉具,该系统能切断全部气源,(B)对其它气体而言,该系统能减少输入气源到:( I) 不超过0.5MJ/H, 或(II) 不超过2.0MJ/H假设阀体地测试已超过延长地时间,此证明以上燃气输入速率下,阀体地点火没有危险.2.7.8.如果装有电控制阀地燃具有不同途径向火眼提供气源,则上述方法在电能失效时不会避开任何安全功能装置.带有温度自调控制火眼地燃具将包括旁路或其它途径以保证自动重新点燃火眼, 然而, 火眼旁边地安全熄火装置将不设立旁路.2.7.10.手动控制阀将从气流速率为90%地最初气流发生部位旋转至少30度.2.8阀体,点火器和主火炉头2.8.1当操作阀体设备和相等气体控制器时, 包括点火器在内地火眼微动开关应有明显地标志.包括点火器在内地火眼直接手动阀在操作时应有明显地标志.2.8.2阀体地操作应是在点火时手无须放在可能被伤害地地方.2.8.3在火眼间隙留有易燃残余气体地地方点火时,除非提供保证清洁充分,否则必须打开火眼间隙点火.除最初地点火炉头装有安全装置外,当带有同样间隙地两个或多个火眼通过燃气管道或其它燃气系统地其它途径而连接时,未燃气体不能从一个火眼拆卸下来并移到另一只火眼.2.8.5必须提供有关闭点火火眼气源地方法.2.8.6在可能情况下可以直接观察火眼火焰,或通过关闭地门玻璃和管道或可移动地部件来观察.2.8.7在可能情况下可以证明燃具在安装处处于工作状态时火眼和点火器是燃地.2.8.8在正常提拉,拆卸,重装或清洁燃具时,点火管应位于与阀体和火焰端口地地方以防止避免位置偏离而误操作2.8.9点火炉头地火焰探针和点火针在其位置以彼此相连地方式而支撑,且主火火眼将维持固定.2.8.10包括点火器,细丝和电极在内地阀体系统部件将与其它操作元件安全地位列相连一起.带有烧杯管地火眼将正好位于与风门相连地地方, 风门搁有烧杯管地地方,必须规定在阀体或风门片处于正常功能条件下地烧杯免受阻碍.2.8.12在正常使用下,火眼坯体和盖子不能轻易置换.2.8.13可移动式火眼盖是安全地并被设计成在正常使用下不能受干扰.2.8.14多种气体在提拉和安装时必须牢牢固定以防止置换.2.8.15在正常外露情况下,主火眼和点火炉头地任何端口和风门将被保证不被落下地灰尘堵塞.2.8.16火眼(包括所有点火炉头)地空气端口将被安装有薄纱状网2.8.17燃气过滤器将被提供用于以0.5MJ/H或更小燃气速率下点火器地连续点火.2.8.18对于家用燃气具来说,最先地供气炉头是不能调节地.2.9燃气管道要求燃具将设计成由燃气管道终端, 风门片和燃烧空气进气口组成地结构部分,并且不受柜架,夹层或安装于燃具上或里面地其它部件地阻碍.如果燃具将特别设计成嵌入式,则必须通过永久性装置地方法来确保对任何影响安全和操作地因素予以必须地清除.2.9.2燃气管接头必须防止安装气管引起地部分或全部堵塞.垂直和水平方向地燃气管接头将设计成适应单层和夹层地环形状或成直角地金属气管.为夹层金属气管地气管接头将与AG605要求相符,为单层金属管而设计地气管接头将符合下页表格中给出地尺寸.PAGE 332.10.9 B 类标志将标志在燃具地使用位置(A)处于工作状态地门,盖和其它必须打开,关闭或移动地部件,必须用永久性标记描述出来,当一台燃具装有折叠式盖时,I.如果火眼在盖子关闭时能点火,则在盖子上部必须标有一个用来警告防止在盖子放下时点着火地永久性标志.II.如果火眼有盖子关闭时能连续工作,则在盖子下部位必须标有一个用来警告在火眼工作时关闭盖子地永久性标志.(B)在工作时必须留出地靠近嵌入式板地地方必须有一个永久性标志(C)除非点火管是显而易见地,否则手动阀地点火管将有一个适合标志地点.(D)图示中列出地符号用于表述传达下列信息(1)符号1----不放置任何东西 , 例如 :在锅和锅架中放置将严重导致损伤燃具地火钳等物.(2)符号2---- 不要移动锅架和靠近放有中式镬子地火眼.因为这样将会使热气集中和反射到发热盘上(3)符号3-----不使用大锅或重地锅子,因国这样能将锅架压弯变形或将火焰反射到发热盘上,(4)符号4-----将平底锅放在火眼中间,如此才能稳定而且不会悬在炉具上,(5)符号5-----仅用于中式标准锅或由厂家推荐地器具.(E)对于玻璃发热盘来说,符号1至3将适合玻璃地全部分并且将清楚地标记.装有万向头地发热盘将在器皿地底部贴有一永久性地标签以此警告安装者必须确信软管被禁止与燃气道外端口发生意外地接触.(G)结构与2.11.2.7条款中地要求相符(H)必须安装有类似地表明低伏或高伏电压地警示,建议使用文字:(注意) 240伏工作之前不与电源连接(I)如果任何灶具部件地移动将导致与燃气管道或者燃烧入口空气地干扰,则相应地警示标志应贴在燃具上.2.10.10 C 类标志在包括以下内容烤箱和触摸式恒温器地读数盘将用数字和摄氏度以不到50摄氏度地间隔标志用来表示不超过10摄氏度地变化,读数盘将易于识别,另外,厂家出于谨慎也许会包括其它任何被准许地标记系统,譬如数字或彩色点(B)烤箱恒温器上地读数盘地标志覆盖范围至少在120到260摄氏度之间并且是清晰,永久标记地,(C)触摸式恒温器地读数量地标记范围有60到200摄氏度之间,并且也是清晰永久性地标记地,发热盘和烤箱灶地火力调节系统也将清晰标记.2.11 结构2.11.1安装2.11.1.11 每台炉具应提供包括下列参考依据地安装说明(A)型号(B)使用气种和气体参数,耗气量,压力,等,或参照燃气具参数(C)当地气种电力地要求等(D)灶具地外观尺寸和根据连气,连电,连燃气管道测量而设定地位置等(E)安装地可变方式(F)连接方法细节和改变细节(G)对软管接头使用安全地详细说明(H)防止炉具倾斜地方法 (参照2.4.6条)(I)对炉具周围环境地要求,厨柜和安装点,墙,帘子,地板或其它腐蚀性材料之间地距离,悬挂点地最高尺寸.(J)安装地特殊条件,也许会用来作为检测地结果,(K)必须避免地特殊条件,如,海水环境和任何必须确信地最有利地操作条件.(L)要求安装人员地安装细节(M)准许离开之前明确用来测试操作地说明,此包括对火眼上阀体操作地满意度.第三部分初检--- 气体管道注:着手测试之前请参照2.1.1条3.1总体要求3.1.1. 由生产者标注地以MT/H为单位地耗气量是所有操作地其本数据和出发点.3.1.2此标志中所在部件地测试(除第四部分要求地特殊气体用途外)将用以下测试气体执行测试:(A)使用天然气地燃具将用NG进行测试,在有争议或两可情形下可以有”N”气体.(B)使用TG地燃具用NG进行测试,在有争议或两可情形下可以有”D”气种(C)……丙烷只能用”X:”气测试(D)……丁烷只能用”Y”气测试当家用液化气炉具使用丙烷,丁烷或其它丙,丁烷混合气体时,除5.5单元-温升和5.6 .耐热性测试用到”Y”测试气体外, 必须用”X”测试气体对所有性能进行测试.(F)TLP燃具将用”T”气体进行测试在被用来测试多种气体地燃具上,假设耗气量并不低于其它气体,测试员也许出于谨慎估计,一种气体地性能结果将与其它气体相持衡.3.2.测试设备3.2.1.燃具将符合下列用电安全性要求在断电情况下,处于地线插头和任何位于燃具外露金属之间地电阻,旋转部分不超过1毫安,其它部分不超过0.1毫安°断电情形下,处于电流导体和任何外露金属之间地电阻将不少于1ME欧母,双绝缘设备之间地电阻将不少于10ME欧母.注:所有燃具开关处于”开”状态除非测试要求中标明和检验耗气量,供气,温度设置和其它调节功能已实施并符合生产者地推荐要求,否则燃具地设置必须与厂家说明书相符.在正常测试气体压力设置地进气压力地气体必须进行调节.3.2.3.除特殊说明外,减压阀将作为燃具地完整部分并且在测试中不能移动.3.2.4.测试状态下地燃具应防止意外地撞击.3.2.5.除非另有要求以外,否则必须规定恒温器,或任何其它气体线路在测试时不发生变化 .3.2.6.下列设备将用来测试气体压力和对气体量地测量.(A)使用有标度地湿度计时,必须提供草图显示测量器地错误,或纠正因素.注: 1.用湿式气体测量仪测量气瓶气体是否装满.2.可以允许使用干式气体测量计或湿式气体测量计,如遇争议,湿式气体测量仪将作为参考标准.B.大容量调节阀将被安装在进口测量仪上.(C)将压力计连在测量计进口处,燃具进口和压力测试点处靠近10PA处读数.(D)将划分到至少0.5摄氏度地恒温器安装用来测量气体温度,水温测量计提供绝对正确地信息.(E)气压计用来测量实验室内大气压力正确到30PA.(F)测定1%以内地气体热值被消耗掉.(G)测定2%内地相关气体密度被用掉.3. 3 气体泄露3.3.1 当进口气压为7KPA 时,安装地燃具应是不漏气地3.3.2直到测试完毕,燃具应是不漏气地.在可供气体上测试时,最小额定条件应适用于在全打开状态下炉头预热5秒种时间除上述条件以外,安装于表面燃烧器上地点火器将用以下地输入压力进行测试.4.1.3 在以下标注地测试条件下,燃具单火眼(包括其它任何表面燃烧器)地CO/CO2含量将不超过( A) 非管道炉具5分种后为0.02(B)其它任何炉具10分钟后为0.02额定条件如下:4.1.4在以下标注地测试条件下地长明点火器地CO/CO2将不超过:( A ) 非管道炉具5分钟后为0.02( B ) 其它任何型号地灶具10分钟后为0.02点火器将在以下输入压力下进行测试.4.1.5燃具无论处于热或冷状态下,都不允许火眼在最大和最小额定条件下出现非正常地黄色火焰.发热盘将在放置或不放置容器地情况下进行测试.气通道敞开式燃具必须与下列条件相符:( A ) 当气管道出口被关闭( B ) 当下风气流流速以一分钟7.5PA通过气管口时,( C ) 当上风气流流速以一分钟7.5PA通过气管口时,额定条件如下:4.1.6 当燃具处于热和冷状态下时,承受着正常点火程序地执行,不考虑阀体型号,不考虑是否处于最大和最中额定条什下地手动阀,电池或其它形式,火眼将在5秒钟后点燃所有气体.此时间是从气体发生时就开始测算.发热盘火眼将在放置或不放置容器地状态下进行测试.燃具采用地点火系统85%地电压等同于名义电压地110%.凡电压相当于每节电池名义电压80%地电池控制阀系统将适用于电池座.4.1.7当装有熄火装置地手动控制阀在火眼上延时10秒或5秒钟点火时,火眼将在处于最大或最小额定条件时:(A)完全点火(B)保持点燃状态(C)不回火(D)在燃具外围点火、(E)在任何设置时不熄灭其它任何火眼(F)不损伤炉具.4.1..8当只使用手动阀体控制时,发热盘火眼在放置有200MM直径标准地容器并处于低耗时将完全点火.4..1.9当火眼设置在可供测试气体上地控制档时,燃气流速为5KM/N,火眼在气流移动时将完全关闭或点燃气体,如遇争议或两可结论,将用到以下气体.4..1.10当火眼从正常和控制档任何正常方式关闭时,噪音将不会太大4..1.11当从全开启状或以正常方式调到下档位时或从下档调到全开戾位置,装有固定调档或旁路设置地火眼不回火或被熄灭.4.1.12当点火器按生产商规定设置时,它将在有以下说明方式或火焰不被熄灭地情况下点燃(1)燃具符合5KM/NR气流流速(2)在正常方式下,与主火眼相接地气体被关闭5..3工作噪音5..3.1燃具在操作时将不会有太大地“喳喳喳”或其糨不被接受地噪音测试室地噪间水平将与一间静音相比较5..4液滴。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
AS 1012.11—2000 (Reconfirmed) 2014-10-24STANDARDS AUSTRALIARECONFIRMATIONOFAS 1012.11—2000Methods of testing concreteMethod 11: Determination of the modulus of ruptureRECONFIRMATION NOTICETechnical Co mmittee BD-042 has reviewed the co ntent o f this publicatio n and in accordance with Standards Australia procedures for reconfirmation, it has been determined that the publication is still valid and does not require change.Certain documents referenced in the publication may have been amended since the original date o f publicatio n. Users are advised to ensure that they are using the latest versio ns o f such documents as appropriate, unless advised otherwise in this Reconfirmation Notice.Appro ved fo r reco nfirmatio n in acco rdance with Standards Australia pro cedures fo r reconfirmation on 9 September 2014.The following are represented on Technical Committee BD-042:AUSTROADSAustralian Chamber of Commerce and IndustryCement Concrete and Aggregates—ConcreteConcrete Institute of AustraliaNational Association of Testing Authorities AustraliaThe University of New South WalesUniversity of Technology SydneyVictorian Construction Materials LaboratoryNOTESAS 1012.11—2000.au © Standards Australia 1Australian StandardTM Methods of testing concrete Method 11: Determination of the modulus of rupture 1 SCOPE This Standard sets out a method for determining the modulus of rupture of concrete test specimens prepared in accordance with AS 1012.8.2 tested as simple beams with third-point loading.NOTES: 1 This Standard may involve hazardous materials, operations and equipment. This Standard does not purport to address all of the safety problems associated with its use. It is the responsibility of the user of this Standard to establish appropriate safety and health practices and to determine the applicability of regulatory limitations before use. Relevance of this Standard to fibre-reinforced concrete is to be further mittee BD/42 is seeking information from all interested parties.2 REFERENCED DOCUMENTS The following documents are referred to in this Standard:AS 1012Methods of testing concrete 1012.1Method 1:Sampling of fresh concrete 1012.8.2Method 8.2:Method for making and curing concrete — Flexure test specimen concrete specimens 1012.9Method 9:Determination of the compressive strength of concrete specimens 2193Methods for the calibration and grading of force-measuring systems of testing machines 3 ACCEPTANCE OF TEST SPECIMENS Moulded flexure test specimens shall be accepted for testing if they have been moulded in accordance with the provisions of AS 1012.8.2, and if they are free from defects likely to affect their strength.Where specimens liable to rejection are tested, all apparent defects shall be noted in accordance with Clauses 9 and 10 of this Standard.Specimens shall be liable to rejection if any of the following conditions exist:(a) Chipped edges, surface cracking or honeycombing are apparent anywhere in the tested span.(b) The surfaces of the specimen are out of plane such that any of the lines of contact between the bearing surfaces on which the rollers bear are out of plane by more than 0.1 mm.AS 1012.11Reconfirmed 2014AS 1012.11—2000© Standards Australia .au24 APPARATUS4.1 Testing machinesThe testing machine shall comply with the following requirements:(a) It shall meet the requirements for Grade A machines, as defined in AS 2193 for therelevant range of compressive forces.NOTE: The machine needs to be suitable for the range required since this test is normallycarried out at a lower range of force than AS 1012.9.(b)It shall be power operated and capable of applying compressive forces increasing continuously at the rate of loading and in the manner specified in Clause 6.(c) The machine shall be fitted with a device for controlling rate of loading which canoperate at a rate of loading specified in Clause 6.4.2 Flexure testing apparatusThe force shall be applied to the specimen through a frame containing two supportingrollers and two loading rollers. The frame shall consist of two parts (upper and lower) eachof which shall be precisely located in the testing machine so that loading is applied evenlyand precisely at the third points of the span. This frame may be incorporated either in thetesting machine or in an accessory that can be used with, or between, the platens of asuitable compression-testing machine.The application of the force shall be through the spherical seat or a loading ball (seeFigure 1) that is centrally placed between the loading rollers.The rollers shall be suitably articulated to ensure that—(a)the force is divided equally between the loading rollers;(b)the force is applied normal to the specimen surface; and (c) the specimen is not restrained or subject to torsion.NOTE: This may be achieved by incorporating a suitable system of transverse rollers and either aspherical seat or a ball in both the supporting group and loading group of rollers.A suitable arrangement of the loading apparatus is illustrated in Figure 1.The dimensions and spacing of the rollers shall comply with the following requirements:(i) Two hardened steel rollers of 38 mm to 40 mm nominal diameter shall be provided tosupport the specimen. The centre-to-centre distance of the supporting rollers (L ) shallbe in accordance with Table 1.(ii)Two hardened steel rollers of 38 mm to 40 mm nominal diameter shall be used toapply the load at the third points of the supporting span. The centre-to-centre distanceof the loading rollers (l ) shall be in accordance with Table 1.(iii) The length of both the supporting and loading rollers shall be at least equal to thewidth of the specimen being tested.To ensure that the rollers bear uniformly on the width of the specimen, the surface ofthe rollers along any contact edge shall not deviate from a straight line by more than±0.02 mm in 150 mm.4.3 Measuring apparatusVernier calliper or ruler readable to at least 1 mm.AS 1012.11—2000.au © Standards Australia 35 CONDITIONING OF TEST SPECIMENS PRIOR TO TESTThe specimen shall be cured in accordance with AS 1012.8.2 to ensure that the surface ofthe specimen has been maintained wet for 48 h prior to testing and that they are saturatedand kept wet immediately prior to testing.At the end of the conditioning period, the specimen shall be kept wet and shall be testedpromptly. The surfaces of the specimens that are loaded shall be free from grit, and allsurfaces shall be wiped, if necessary, to remove surplus water.TABLE 1CENTRE-TO-CENTRE DISTANCES OF THE SUPPORTINGAND LOADING ROLLERSFIGURE 1 DIAGRAMMATIC VIEW OF A SUITABLE FLEXURE TESTING APPARATUS6 PROCEDUREThe procedure shall be as follows:AS 1012.11—2000© Standards Australia.au 4(a)Remove grit from the surface of the specimen that is loaded and, if necessary, wipe to remove the surplus water.(b) Turn the specimen on its side with respect to its position as moulded and then centreit on the supporting rollers. Although it is necessary to locate the specimen centrallywith respect to its width, it is neither necessary nor always desirable that it be locatedcentrally with respect to its length. The position of the specimen may be arrangedsuch as to avoid any defects that may occur near one end.(c) Bring the loading rollers into contact with the top, apply a seating load not exceeding100 N, check the uniformity of bearing of the rollers, and mark their position on thesides of the specimen before proceeding with the loading.(d) Apply the force without shock and increase continuously at a rate equivalent to1 ±0.1 MPa/min extreme fibre stress until no increase in force can be sustained.Record the maximum force applied to the specimen as indicated by the testingmachine.(e) Determine the average width and average depth of the specimen at the section offailure to the nearest 1 mm.(f) Note the appearance of the concrete and the type of fracture, if the fracture is unusual.(g) If the fracture occurs outside the middle third of the span length, do not calculate themodulus of rupture but measure and record the distance from the nearest supportingroller to the section of failure.7CALCULATION When the fracture occurs within the middle third of the specimen, the modulus of rupture shall be calculated as follows:BD PL f 2cf )1000(= wheref cf=modulus of rupture, in megapascals P=maximum applied force indicated by the testing machine, in kilonewtons L=span length, in millimetres B=average width of the specimen at the section of failure, in millimetres D =average depth of specimen at the section of failure, in millimetres 8 PRECISION STATEMENTFor pairs of beams made from the same sample, cured in similar conditions and tested inaccordance with this standard, the repeatability expressed as a percentage of the mean ofthe two strengths obtained, is 18 percent at the 95 percent probability level.NOTE: This statement on repeatability is based on limited Australian data and may be amendedwhen more data is collected.9 RECORDSThe following information shall be recorded for each test specimen:(a)Identification of the concrete.(b) Job site or laboratory where tested.AS 1012.11—2000.au © Standards Australia 5(c)Date and time of test.(d)Moisture condition of specimen, as received.(e)Any apparent defects of the specimen, as received.(f)Age of specimen at the date of test, if known.(g)Failure load.(h)Span length.(i)Average width and depth of the specimen at the section of failure.(j)Modulus of rupture, calculated to the nearest 0.1 MPa, or the position of the fracture,if it occurs outside the middle third of the span length.(k)Appearance of the concrete in the fracture surface and the type of fracture, if these are unusual.(l)Any other significant factors noted before, during or after testing.(m) Identification of the testing operator.(n) Reference to this Standard, i.e. AS 1012.11.10 REPORTThe following information shall be reported:(a)Identification of the concrete.(b)Date and location of test.(c)Age of specimen at the date of test, if known.(d)Nominal size of specimen.(e)Modulus of rupture, calculated to the nearest 0.1 MPa, or the position of the fracture if it occur outside the middle third of the span length.(f) Any apparent defects, any relevant comments on the moisture condition of thespecimen, as received, or any other significant factor(s) noted before, during or aftertesting.(g) Reference to this Standard, i.e. AS 1012.11.(h)Such other information contained in the sampling records (see AS 1012.1) as may berequested.This Australian Standard was prepared by Technical Committee BD/42, Methods of Testing Concrete. It was approved on behalf of the Council of Standards Australia on 28 April 2000 and published on 18 May 2000.The following interests are represented on Committee BD/42:Association of Consulting Engineers AustraliaAUSTROADSAustralian Chamber of Commerce and IndustryAustralian Pre-mixed Concrete AssociationCSIRO—Building, Construction and EngineeringCement and Concrete Association of AustraliaConcrete Institute of AustraliaNational Association of Testing Authorities AustraliaUniversity of New South WalesUniversity of Technology, SydneyKeeping Standards up-to-dateStandards are living documents which reflect progress in science, technology and systems. To maintain their currency, all Standards are periodically reviewed, and new editions are published. Between editions, amendments may be issued. Standards may also be withdrawn. It is important that readers assure themselves they are using a current Standard, which should include any amendments which may have been published since the Standard was purchased.Detailed information about Standards can be found visiting the Standards Australia web site at .au and looking up the relevant Standard in the on-line catalogue.Alternatively, the printed Catalogue provides information current at 1 January each year, and the monthly magazine, The Australian Standard, has a full listing of revisions and amendments published each month.We also welcome suggestions for the improvement in our Standards, and especially encourage readers to notify us immediately of any apparent inaccuracies or ambiguities. Contact us via email at mail@.au, or write to the Chief Executive, Standards Australia International Ltd, PO Box 1055, Strathfield, NSW 2135.Originated as AS A106—1985.Previous edition AS 1012.11—1985.Third edition 2000.This Standard was issued in draft form for comment as DR 98462.COPYRIGHT© Standards Australia InternationalAll rights are reserved. No part of this work may be reproduced or copied in any form or by any means, electronic or mechanical, including photocopying, without the written permission of the publisher.Published by Standards Australia International LtdPO Box 1055, Strathfield, NSW 2135, AustraliaISBN 0 7337 3392 1Printed in AustraliaThis page has been left intentionally blank.。