DIN 6700-1-2001(C)
DIN 6700-1-2001铁道车辆及部件的焊接—第1部分:基本概念、基本规定

德国标准2001年3月所协会(DIN)的同意。
该标准由柏林Beuth出版社公司独家出售。
DIN 6700-1:2001-051 应用范围该标准适用于铁道车辆和车辆部件生产和维护时金属材料的焊接。
它就焊接工作的一般概念和基本原则做了规定。
该标准不适用于以下的铁道车辆组件或部件:-压力罐。
这里适用的规定有:压力罐条例(DruckbehV)、压力罐技术规定(TRB)以及DIN EN 286标准系列。
-运输危险品用的容器。
这里适用的规定有:含国际铁路危险货物运输规程的规定(RID)在内的铁路危险货物条例(GGVE)和罐车技术规定(TRT)。
-非危险货物的装卸采用压力方式,运输这种非危险物品所使用的装载容器。
这里适用的规定有:压力罐条例(DruckbehV)、压力罐技术规定(TRB)以及AD标准。
-蒸汽锅炉。
这里适用的规定有:蒸汽锅炉条例(DampfkV)、压力罐技术规定(TRB)以及AD 标准。
2 标准的引用该标准包括其它指明日期或不指明日期的出版物的规定。
正文中凡是引用了参见标准的地方都列出了相关的出版物。
指明了日期时,则该出版物在此之后的种种修改或者修正只有通过修订或者修正补充之后方才成为该标准的组成部分。
未指明日期则是指相关出版物的最新版本。
DIN 6700-2,铁道车辆和车辆部件的焊接-第2部分:部件类型、焊接企业的资格、一致性评定。
DIN 6700-3,铁道车辆和车辆部件的焊接-第3部分:设计规定(值)。
DIN 6700-4,铁道车辆和车辆部件的焊接-第4部分:操作规范。
DIN 6700-5,铁道车辆和车辆部件的焊接-第5部分:质量保证。
DIN 6700-6,铁道车辆和车辆部件的焊接-第6部分:材料、焊接添加剂、焊接方法和焊接技术设计资料。
DIN 8528-1,可焊接性、金属材料、概念。
DIN 25003,铁道车辆系统技术;概述、命名、定义。
DIN EN 287-1,焊工试验、熔焊-第1部分:钢。
DIN6700标准
代替DIN6700-1:1997年6月版目录前言1.适用范畴2.标准的引述3.概念4.差不多规则,措施前言这份标准是由铁路车辆标准委员会(FSF)的“焊接和粘接技术”工作委员会AA3.4制订的。
焊接是制造铁路车辆及其部件的要紧方法。
按照这份标准规定的铁路车辆差不多在DIN25003中作了定义。
在DIN 6700系列的标准中将对“焊接”这一专门的工艺过程作出必要的规定。
在考虑到对铁路车辆制造的专门要求情形下,这些规定的基础是焊接技术上的差不多专业标准。
“铁路车辆及其部件的焊接”标准DIN6700由下列部分组成:- 第1部分:差不多概念,差不多规则- 第2部分:焊接企业的资质,质量保证- 第3部分:结构规定值(目前尚为标准草案)- 第4部分:实施细则(目前尚为标准草案)- 第5部分:质量要求(目前尚为标准草案)- 第6部分:材料、焊接添加料、焊接技术打算资料修改与DIN 6700-1:1997年6月版相比作了如下修改:a)注明参阅有关的标准。
b)差不多相应地使“公认的部位”和“议定的部位”这两个概念与有效的右侧位置相适应。
往常的版本DIN 6700-1:1997年6月版1.适用范畴在制造和修理铁路车辆及其部件情形下,这份标准适用于金属材料的焊接。
它对焊接工作的一样概念和差不多规则作了规定。
这份标准不适用于铁路车辆的下列构件或者部件:- 压力容器。
这能够以压力容器条例(Druckbeh V)、压力容器技术规程(TRB)以及DIN EN 286标准系列为准。
- 运输时有危险的材料的装料容器。
这儿能够以含有国际铁路运输危险物料(RID)规则中规定的铁路运输危险物料条例(GGVE)和压力容器技术规程(TRT)为准。
- 供运输经加压和/或减压的非危险物料用的装料容器。
在这一点上,应该以压力容器条例(Druckbeh V)。
压力容器技术规程(TRB)以及德国压力容器协会(AD)规范为准。
- 蒸汽锅炉。
关于这一点能够以蒸汽锅炉条例(Dampfk V),压力容器技术规程(TRB)以及德国压力容器协会规范为准。
德国DIN6700焊接标准评审过程和要求
德国 DIN6700焊接标准评审过程和要求资料 : 知足 EN10204要求 .焊工 :EN287-1( 钢)/EN287-2( 铝 )焊接工艺评定(WPS): 知足 EN288-3/ISO15614-1无损探伤人员:EN473DIN6700 的标准焊接质量要求金属资料的熔焊的全面质量要求DIN EN 729-2英文版本标准与1994 年 11 月版的 DIN EN729-3 和 DIN EN 729-4代替1978年10月版的DIN8563-2。
描绘词:焊接,熔焊,质量保证,要求欧洲标准 EN729-2 :1994 年为 DIN 标准序言本标准由 CEN/TC 121 准备。
负责准备本标准的机构是德国焊接标准委员会。
本标准的和第一部分为基本资料,供应焊接工艺的质量保证要求选择和应用的一般原则。
随后的三个部分进一步增补和说明不一样目的的质量要求。
本标准与 ISO3834-2 一致。
在本校准第 2-4 部分中规定的质量要求水平考虑到了焊接构造的宽泛应用并供应了对于该构造所裸露和所含隐患的应力的评估方法。
本标准的其余部分包含:选择和使用的一般准则(第一部分 )标准质量要求 (第三部分 )初级质量要求 (第四部分 )在本标准的中第 2 条款中所指的对应于国际标准的DIN 标准以下:prEN1258 DIN32524prEN1418 DIN8560-100EN29001 DIN EN ISO 9001EN29002 DIN EN ISO 9002改正与 1978 年 10 月版的 DIN 8563 第二部分对比,作了以下改正。
a) 焊接工艺的质量要求与DIN EN 9000 标准规定的对于质量保证的部要求一致。
b) 有关焊接监控的要求包含在DINEN 719 中。
c) 制造商的责任延长至负责焊接新产品的质量控制。
从前的版本DIN 8563 - 2: 1964- 06。
1978 - 10所指的标准(未包含在标准参照取)DIN 8560 - 100 焊接人员:机械和自动焊接工艺的金属焊工的考试DIN 32524 焊接过程中预加热温度,层间温度和保持温度的丈量DIN EN 719 焊接协调:任务和责任DIN EN ISO 9001 质量系统:在设计 / 开发,生产,安装和服务中的质量保证模式DIN EN ISO 9002 质量系统:在生产和安装中的质量保证模式ISO/DIS 3834-2 焊接的质量要求:金属资料的熔焊:合同的质量要求。
DIN6700标准

DIN6700的标准焊接质量要求金属材料的熔焊的全面质量要求DIN EN 729-2 英文版本标准与1994年11月版的DIN EN729-3和DIN EN 729-4取代1978年10月版的DIN8563-2。
描述词:焊接,熔焊,质量保证,要求欧洲标准EN729-2: 1994年为DIN标准前言本标准由CEN/TC 121准备。
负责准备本标准的机构是德国焊接标准委员会。
本标准的和第一部分为基本资料,提供焊接工艺的质量保证要求选择和应用的一般原则。
随后的三个部分进一步补充和说明不同目的的质量要求。
本标准与ISO3834-2一致。
在本校准第2-4部分中规定的质量要求水平考虑到了焊接结构的广泛应用并提供了关于该结构所暴露和所含隐患的应力的评估方法。
本标准的其它部分包括:选择和使用的一般准则(第一部分)标准质量要求(第三部分)初级质量要求(第四部分)在本标准的中第2条款中所指的对应于国际标准的DIN标准如下:prEN1258 DIN32524prEN1418 DIN8560-100EN29001 DIN EN ISO 9001EN29002 DIN EN ISO 9002修改与1978年10月版的DIN 8563 第二部分相比,作了以下修改。
a) 焊接工艺的质量要求与DIN EN 9000标准规定的关于质量保证的部要求一致。
b) 有关焊接监控的要求包括在DINEN 719中。
c) 制造商的责任延伸至负责焊接新产品的质量控制。
以前的版本DIN 8563-2:1964-06。
1978-10所指的标准(未包括在标准参考中)DIN 8560-100 焊接人员:机械和自动焊接工艺的金属焊工的考试DIN 32524 焊接过程中预加热温度,层间温度和保持温度的测量DIN EN 719 焊接协调:任务和责任DIN EN ISO 9001 质量体系:在设计/开发,生产,安装和服务中的质量保证模式DIN EN ISO 9002 质量体系:在生产和安装中的质量保证模式ISO/DIS 3834-2 焊接的质量要求:金属材料的熔焊:合同的质量要求。
机车车辆常用标准
国际铁路联盟标准UIC欧洲标准EN国际标准ISO德国工业标准DIN日本工业标准JIS中国国家标准GB中国铁道标准TB标准分享网免费下载:在机车车辆强度计算中,目前主要使用的标准和报告有:1.TB/T1135—1996《铁道机车车辆强度设计及试验鉴定规范》2.TB/T2368—2005《动车转向架构架强度试验方法》3.TB/T2395—1993《机车车轴设计与强度计算方法》4.TB/T2705—1996《车辆车轴设计与强度计算方法》5.UIC510-3/1989《货车——二轴和三轴货车转向架在试验台上的试验》6.UIC515-4/1993《客车/转向架—走行部/转向架构架强度试验》7.UIC615-4/1994《动力车/转向架及走行部/转向架构架强度试验》8.EN13103/2002《轮对和转向架/非动力车轴—设计方法》9.EN13104/2002《轮对和转向架/动力轮对—设计方法》10.UIC510-5/2003《整体车轮技术》11.EN13979-1/2003《铁路应用轮对和转向架车轮技术验收程序》第一部分:锻制和轧制车轮12.UIC566/1992《客车车体及其上安装部件的载荷》13.EN12663—2000《铁路应用—铁道车辆车体结构的强度要求》14.UIC515-3/1994《铁道机车车辆/转向架—走行部/车轴计算方法》15.UIC615-1/1994《动力车/转向架—走行部/组成部分的一般规定》16.ERRI B12/RP17—1997《货车》17.ORE B136/RP3—1976《车轴计算和结构设计》18.DIN6700-1/2001《铁道车辆和铁道车辆部件的焊接》第一部分:基本概念和基本准则19.DIN6700-2/2001《铁道车辆和铁道车辆部件的焊接》第二部分:部件等级、焊接企业认证、缺陷评定20.DIN6700-3/2003《铁道车辆和铁道车辆部件的焊接》第三部分:设计准则21.DIN6700-4/2001《铁道车辆和铁道车辆部件的焊接》第四部分:实施准则22.DIN6700-5/2002《铁道车辆和铁道车辆部件的焊接》第五部分:质量要求23.DIN6700-6/2002《铁道车辆和铁道车辆部件的焊接》第六部分:材料焊接添加料、焊接方法、焊接技术设计资料24.JIS E4501—1995《铁道车辆—车轴强度设计方法》25.JIS E4207—1992《车辆用转向架构架设计通用规则》26.JIS E4208—1988《铁道车辆用转向架的载荷试验方法》27.UIC615-0/203《动力车—转向架和走行部—通用规定》28.UIC515-0/2001《客车—转向架—走行部》29.UIC515-1/2003《客车—拖车转向架—走行部—抬车转向架结构部件的一般规定》中南大学交通运输工程交通运输工程学院于2002年中南大学院系调整时,由原长沙铁道学院的铁路运输、机车车辆、轨道工程机械等相关优势学科专业和高速中心组建而成,旨在交通运输工程一级学科层面上创办国际知名、国内一流的学科专业。
DIN6700-2
德国标准2001年5月德国工业标准6700-2铁路机车车辆和机车车辆部件的焊接第二部分:构件等级,焊接企业的认证,一致性评价ICS 25.160 .01 ;德国工业标准6700-2:1997-00的备件)目录前言1.使用范围2.标准的参考资料3.概念4.构件等级5.对焊接企业的要求6.焊接企业的认证7.对所焊接构件的一致性评价附件A(标准本)对焊接企业的要求附件B(标准本)企业对焊接的说明,印刷表格,按照德国的工业标准6700-2企业对焊接的说明附件C(标准本)根据德国工业标准6700-2出具的证明,印刷表格附件D(标准本)试样的焊接范围附件E(标准本)试样焊接中的试验焊接范围附件F(标准本)对试样的要求附件G(标准本)文献资料索引前言这项标准是从铁路机车车辆专业标准委员会“焊接和粘结技术”实施细则第3.4条拟订而成的。
焊接是制造铁路机车车辆和机车车辆部件的主要工序。
在德国工业标准6700的—系标准中,人们制订了这条对于“焊接”特殊工序必不可少的规定。
这些标准是铁路机车车辆制造具有特殊要求的焊接技术专业基本标准的基础。
“铁路机车车辆和机车车辆部件焊接”的德国工业标准由下列部分组成:——第一部分:基本概念,基本原理——第二部分:焊接企业的资格,质量保证——第三部分:设计规定数据(例如设计草图)——第四部分:实施细则,(例如设计草图)——第五部分:质量要求(例如设计草图)——第六部分:材料、焊接附加材料、焊接方法、焊接技术设计数据下接第2页到27页德国工业标准铁路机车车辆专业标准委员会,德国工业标准焊接技术标准委员会,德国标准研究所(已注册登记)德国工业标准研究所(已注册登记)声明:以任何方式复印、摘录都必须获得柏林德国标准研究所的批准,各项标准由鲍思出版股份公司独家经销(地址:柏林10772区)参照德国工业标准6700-2:2001-05,价格等级13,合同号:0013第2页德国工业标准6700-2:2001-05修改对德国工业标准6700-2:1997-06作出了如下修改:a)根据其安全性将构件划分成构件等级b)总结对焊接企业的要求,并且在表格中划分使用范围和构件以前的输出数据:德国工业标准6700-2:1997-061使用范围:这项标准适用于制造和修理铁路机车车辆和机车车辆部件时焊接金属材料。
DIN 6701-1
DIN 6701-1草稿轨道车辆及部件的粘接第一部分:基本术语和规则目录前言 (4)1. 应用范围 (5)2. 参考标准 (5)3. 术语 (6)3.1 粘接 (6)3.1.1 特殊工艺粘接................................................................................................ (6)3.1.2 基础粘接功能............................................................................................... .. (6)3.2 胶粘剂 (7)3.2.1 胶粘剂资质 (7)3.3 可粘接性 (7)3.4 粘接适配性 (7)3.5 粘接安全性 (7)3.6 粘接可能性 (7)3.7 粘接连接 (7)3.8 粘接技术人员 (7)3.9 粘接生产设备 (8)3.10 检验设备 (8)3.11 试件 (8)3.12 粘接方法 (8)3.13 粘接工艺 (8)3.14 粘接技术文件 (9)3.15 工艺资质 (9)3.16 组合件 (9)3.17 不规则性 (9)3.18 用户 (10)3.19 用户企业 (10)3.20 工作安全 (10)3.21 生产条件 (10)3.22 生产开始 (10)3.23 生产安全 (10)3.24 生产区域 (10)3.25 相符性 (11)3.26 证明 (11)3.27 权威机构 (11)3.28 约定机构 (11)3.29 质量要求 (11)3.30 评定类别 (11)3.31 安全要求 (11)3.32 连接强度 (12)3.33 连接刚度 (12)3.34 断裂特性 (12)3.35 载荷 (12)3.36 载荷性 (13)3.37 部件等级 (13)3.38 文件 (13)4. 基本规则和措施 (13)前言此标准由轨道车辆标准委员会(FSF)的“轨道车辆制造中的粘接技术”中的5.6衍生而来。
DIN_6700-2-2001德国焊接标准
DIN_6700-2-2001德国焊接标准2001年5月一致性评定DIN 6700-2铁道车辆和车辆部件的焊接第2部分部件等级焊接企业的认证ICS 25.160.01; 45.060.01 取代*****-2:1997-06仅供参考铁道车辆和车辆部件的焊接第2部分焊接的铁道车辆材料厂家的资质质量保证内容页码前言.............................................................. . (1)1 应用范围.............................................................. .. (2)2 标准的引用.............................................................. . (2)3 概念.............................................................. . (4)4 部件等级.............................................................. .. (4)5 对焊接企业的要求.............................................................. ...........66 焊接企业的认证...........................................................................117 焊接的零部件的一致性评估 (12)附录A标准对焊接企业的要求 (15)附录B标准焊接企业说明印刷表格DIN 6700-2中的焊接企业说明 (16)附录C标准DIN 6700-2中的证书印刷表格 (21)附录D标准焊接范围..............................................................22附录E标准试焊接的检验范围 (24)附录F标准对试件的要求 (25)附录G供参考引用文献...........................................................27前言该标准由铁道车辆标准委员会FSF的AA3.4焊接和接合技术制定焊接是铁道车辆及其部件生产中的一个基本过程DIN 6700系列标准对焊接这一特殊过程做了必要的规定这些规定在考虑了铁道车辆制造的特殊要求的条件下以焊接技术专业基本标准为基础DIN 6700铁道车辆和车辆部件的焊接由以下几个部分组成第1部分基本概念基本规定第2部分焊接企业的认证质量保证第3部分设计规定目前的草案第4部分操作规范目前的草案第5部分质量等级要求目前的草案DIN德国标准化研究所协会拥有版权任何形式的复印必须征得柏林的德国标准化研究所协会DIN的同意该标准由柏林Beuth出版社公司独家出售DIN 6700-2:2001-05所做的修订较之DIN 6700-2:1997-06做了如下修订a) 部件的等级划分取决于部件的安全重要性b) 在一个表格中对焊接企业的要求进行汇总列出应用范围和部件原来的版本DIN 6700-2: 1997-061 应用范围该标准适用于铁道车辆和车辆部件的生产和维护时金属材料的焊接它适用于部件等级的划分对焊接企业的要求进行了定义规定了焊接企业的认证方法规定了一致性评定方法2 标准的引用该标准包括其它指明日期或者不指明日期的出版物的规定正文中凡是引用出标准的地方都列出了相关的出版物当引用的标准指明了日期时在该日期之后所做的修改或者再修改只有当它经修订增加到该标准中方才成为该标准的一部分当引用的标准未指明日期时则为相关出版物的最新版本包括各种修改DIN 1910-2焊接第2部分金属的焊接方法DIN 1910-5焊接第5部分金属的焊接电阻焊方法DIN 5512-3铁道车辆材料钢第3部分不锈钢扁钢产品DIN 5513铁道车辆材料铝和铝合金DIN 6700-1铁道车辆和车辆部件的焊接第1部分基本概念基本规定DIN 6700-3铁道车辆和车辆部件的焊接第3部分设计规定DIN 6700-4铁道车辆和车辆部件的焊接第4部分生产规定DIN 6700-5铁道车辆和车辆部件的焊接第5部分质量等级要求DIN 6700-6铁道车辆和车辆部件的焊接第6部分材料焊接添加剂焊接方法焊接技术设计资料E DIN *****-1电阻焊接合试验第1部分试样和对点焊滚焊和有压印凸起的凸焊进行机械化的剥壳试验DIN *****-2电阻焊接合试验第2部分电阻焊连接处的扭曲试验DIN *****非铁金属的试验焊接连接处和熔焊的对接焊缝处的拉力试验DIN *****金属材料试验电阻点焊连接处电阻凸焊连接处和熔化点焊连接处的翦拉试验DIN *****金属材料试验拉力试验DIN *****-2非破坏性试验X射线照片的图象质量第2部分确定图象质量数和图象质量等级的指南DIN EN 287-1焊工的审查熔焊第1部分钢DIN EN 287-2焊工的审查熔焊第2部分铝和铝合金DIN EN 288-2金属材料的焊接方法的要求和认可第2部分电弧焊焊接规程DIN 6700-*****-05DIN EN 288-3金属材料焊接方法的要求和认可第3部分钢材电弧焊的焊接法试验DIN EN 288-4金属材料焊接方法的要求和认可第4部分铝和铝合金电弧焊的焊接方法试验DIN EN 288-6金属材料焊接方法的要求和认可第6部分认可采用现有的经验DIN EN 288-8金属材料焊接方法的要求和认可第8部分在生产之前通过焊接样品进行认可EIN EN 473非破坏试验的人员的资格和认证一般基础DIN EN 719焊接监督任务和责任DIN EN 729-2焊接技术的质量要求金属材料的熔焊第2部分所有的质量要求DIN EN 729-3焊接技术的质量要求金属材料的熔焊第3部分标准的质量要求DIN EN 729-4焊接技术的质量要求金属材料的熔焊第4部分基本的质量要求DIN EN 875金属材料焊接接合的破坏性试验缺口冲击韧性试验试验位置缺口方向和评价DIN EN 895金属材料焊接接合的破坏性试验横向拉断试验DIN EN 910金属材料焊接接合的破坏性试验弯曲试验DIN EN 970焊缝的非破坏性检测目检DIN EN 1043-1金属材料的非破坏性检验硬度检验第1部分用于电弧焊接接合的硬度检验DIN EN 1043-2金属材料的非破坏性检验硬度检验第2部分焊接接合处的微型硬度检验DIN EN 1418焊接人员金属材料全机械化和自动焊接的操作人员的审核DIN EN *****非合金结构钢的热轧产品技术供货条件DIN EN *****-2具有焊接适应性的细粒度结构钢的热轧产品第2部分正火/标准的轧制钢的供货条件DIN EN *****-2在时效处理或者时效硬化状态提高了屈服点质地为结构钢的带钢和宽扁钢第2部分经时效处理的钢的供货条件DIN EN *****焊接接合的非破坏性试验一般规定DIN EN *****经营实验室的一般规定DIN EN *****资格认证机构的一般规定DIN EN ISO 4063焊接和关系密切的过程过程列表和顺序编号ISO 40631999德文版EN ISO***-*****DN EN ISO 6507-1金属材料硬化检验的维氏试验第1部分试验方法DIN EN ISO 9001质量保证体系用来说明设计开发生产安装和用户服务中保证质量的模式DIN EN ISO 9002质量保证体系用来说明产品和安装中的质量保证的模式DIN EN ISO 9606-3焊工的审核熔焊第3部分铜和铜合金ISO 9606-*****德文版EN ISO 9606-3:1999DIN ISO *****焊接电阻点焊电阻凸焊电阻滚焊的试车试验和刀具试验等同于ISO ***-*****1EN EN ISO *****金属材料的电弧螺柱焊ISO *****: 1998德文版EN ISO。
罗斯蒙特涡街流量计说明书
The transducer block calculates flow from sensor frequency. The calculation includes information about damping, shedding frequency, K-factor, service type, pipe ID, and diagnostics.
• Replaceable Sensor - The sensor is isolated from the process and can be replaced without breaking the process seals. All line sizes use the same sensor design allowing a single spare to serve every meter.
• Alignment rings, provided with each wafer-style flowmeter, ensure that the meter body is properly centered with the adjacent piping.
• Both wafer and flanged style meter bodies are available in 316L stainless steel and Nickel Alloy materials of construction.
• Available as flanged meter for 1 through 12 inch stainless steel and nickel alloy C materials of construction.
DIN6700-1

德国标准 2001年5月有轨机动车和有轨机动车部件的焊接DIN 6700-1第一部分:基本概念、基本规则ICS01.040.25.25.160.01;45.060.01 代替DIN6700-1;1997-06内容页码前言 -------------------------------------------- 11 应用范围 --------------------------------------- 22 标准的参考 ------------------------------------ 23 概念 -------------------------------------------- 34 基本规则、措施 --------------------------------6前言本标准由AA3.4有轨机动车标准化委员会的“焊接技术和粘接技术”(FSF)编制。
焊接是制造有轨机动车和有轨机动车部件的重要过程。
在DIN25003标准中规定了本标准意义上所指的有轨机动车。
在DIN 6700系列的标准中,对“焊接”这个专门过程提出了一些必不可少的规定。
考虑到对有轨机动车制造的特殊要求,这些规定的基础是焊接技术的专业基础标准。
DIN6700“有轨机动车与有轨机动车部件的焊接”系列标准包括以下部分:--第一部分:基本概念、基本规则--第二部分:焊接企业的资格认证、质量保证--第三部分:结构号料(暂时是草案)--第四部分:实施规则(暂时是草案)--第五部分:质量要求(暂时是草案)--第六部分:材料、焊接添加剂、焊接方法、焊接技术的计划资料变更同DIN6700-1:1997-06相比本标准有以下变更:a)参考了相应的标准b)概念“得到承认的机构”和“协商好的机构”要适应相应有效的法律状态。
本标准以前的版本DIN6700-1; 1997-061 应用范围本标准适用于在制造和维护有轨机动车和有轨机动车部件时,金属材料的焊接。
粘接标准DIN6701-1(中文版)
第1页目录内容前言1.使用范围2.引用标准说明3.技术术语4. 基本规程.措施第2页前言本标准是由轨道车辆标准委员会(FSF)的AA5.6“轨道车辆制造中的粘接技术”部编制的。
粘接是轨道车辆及其构件制作中的重要工序,在DIN25003里已对本标准涉及的的轨道车辆做出了定义。
在DIN6701系列标准里,都会对“粘接”这一特殊的工序做出必要的规程。
而这些规程的基础就是顾及到对轨道车辆特殊要求的粘接工艺专业基本标准。
DIN6701“轨道车辆及其构件的粘接”分为:——第1部分:基本术语,基本规程(目前尚为草案)——第2部分:使用企业的资格认证,品质保证(目前尚为草案)——第3部分:设计预定值(正在筹备中)——第4部分:执行规程(正在筹备中)——第5部分:质量检查(正在筹备中)——第6部分:材料、粘接剂、粘接方法、粘接工艺计划文件(正在筹备中)第3页1.使用范围本标准使用于轨道车辆及其构件的制造和维修时对敛缝件的粘接、密封及涂保护层。
本标准对轨道车辆的下述构件或组件并不适用:——压力容器,这里执行仅适用于压力容器和压力仪表的EU-规程。
——运输危险物质的装载罐。
这里执行铁路/公路对运输危险货物的现行规定(GGVSE)以及国际铁路运输危险货物规程(ADR/RID)。
——运输非危险物质,比如载压和/或卸压物质的装载罐,这里执行适用于压力仪表的EG-规程。
——蒸汽锅炉。
这里执行适用于压力仪表的EG-规程。
2.引用标准说明本标准包含了引自其它出版物的注明或未注明日期的标准。
这些引用标准提示在文本的相关处,其后面列出了出版物的名称。
凡注明日期的标准,以后若变更或修订的话,该出版物就仅仅针对该标准进行变更或修订;而未注明日期的,则指该出版物为最近有效版本(包括更改内容)。
DIN6700-1 :2001-05,轨道车辆及其构件的焊接——第1部分:基本术语,基本规程。
DIN6701-2 :轨道车辆及其构件的粘接——第2部分:使用企业的资格认证,品质保证。
DIN 6701粘接接头的性能验证测试-逸发粘接

DIN 6701粘接接头的性能验证测试
在应用胶粘剂时,粘接强度是必须要考虑的参数,粘接强度是指在外力作用下,使胶粘件中的胶粘剂与被粘物界面或其邻近处发生破坏所需要的应力,粘接强度又称为胶接强度。
如果粘接强度不够,使用中有可能出现被粘材料脱落的现象,属于严重的失效事件。
在DIN6701-3粘接接头设计与验证中,我们经常使用一些表征胶粘剂性能的试验方法,有以下3种:
(1)剪切强度剪切强度是指胶粘剂形成接头以后,单位粘接面所能承受的剪切力,单位是MPa,可以细分为拉伸剪切、压缩剪切、扭转剪切等。
大多数情况下,如下图1所示,我们采用“搭接实验”来测试胶粘剂的剪切力,对应的标准为EN 1465或GB/T 7124。
图1 拉伸剪切测试样件示意图
(2)拉伸强度拉伸强度是指胶粘剂本体固化后,狭窄部分受力破坏时,横截面上单位面积所承受的拉伸力,单位用MPa表示,考察的是胶本体的抗拉性能,如下图2所示,对应标准是ISO 37或GB/T 528。
单位:mm
图2 拉伸剪切测试样件示意图
(3)剥离强度剥离强度是在规定的剥离条件下,使粘接件分离时单位宽度所能承受的最大载荷,其单位用kN/m表示。
实际的测试中,浮辊剥离比较常用,样件形式如3所示,适用于柔性对刚性材料的粘接性能评价,对应的标准分别为EN 1464或GB/T 7122。
图3 浮辊剥离测试样件示意图
以上的测试都可以通过万能试验机来进行,区别在于试验夹具的不同,在胶粘剂选型或粘接接头性能验证时可加以参考使用。
广州地铁3号线车辆转向架简介及其国产化

广州地铁3号线车辆转向架简介及其国产化段华东【摘要】简要介绍了广州地铁3号线车辆转向架的主要技术参数和主要零部件的结构特点.详细分析了构架板材、构架焊接、试验、轮对组装和转向架组装的国产化实现.【期刊名称】《铁道机车车辆》【年(卷),期】2010(030)001【总页数】4页(P79-82)【关键词】广州地铁;转向架;构架;国产化【作者】段华东【作者单位】南车集团公司,株洲电力机车有限公司,技术中心,湖南,株洲,412001【正文语种】中文【中图分类】U273.99广州地铁3号线车辆转向架由德国西门子公司设计,采用 H型构架和轮盘制动,运营最高速度为120 km/h。
株洲电力机车有限公司引进了该转向架的构架制造技术和转向架组装技术,同时引进了生产该转向架构架的全套工装设备。
该转向架的制造均按照ISO 、UIC、DIN 、EN、BN 的相关标准进行,制造过程中采用了低应力小变形焊接工艺等国际先进技术。
该转向架的制造质量不仅达到规定的标准要求,而且主要零部件如构架、轮对等已完全实现国产化。
1 转向架主要技术参数2 转向架结构广州地铁3号线车辆转向架分两种:动车转向架和拖车转向架。
动车转向架带有三相交流鼠笼式异步电动机,拖车转向架没有带电动机。
动车转向架和拖车转向架结构基本相同,主要包括构架、轮对轴箱装置、驱动装置(仅动车转向架有)、一系悬挂装置、二系悬挂装置、牵引装置、抗侧滚装置、基础制动装置和附属装置等。
动车转向架组成见图1。
下面介绍广州地铁3号线车辆转向架主要零部件的结构特点。
图1 动车转向架组成2.1 构架广州地铁两种转向架构架采用互换性设计。
原西门子构架材料主要选用 EN 10155 S3535J2G1或EN 10025 S355J2G3,这种钢材结合表面处理能较好的避免腐蚀。
改进后的广州地铁转向架构架选择代用材料(见表1),其化学成分和机械性能都达到了西门子的规定要求。
该构架由一根横梁和两根侧梁(左右各一根)组焊成H结构。
从DIN6700向EN15085标准的转换说明
从DIN6700向EN15085标准的转换说明1、 参考标准:DIN6700 轨道车辆及其零部件的焊接EN15085 轨道车辆及其零部件的焊接DVS1623 标准过度转化的说明及建议2、 DVS1623中标准转换说明:“本文件由经验丰富的专家共同编制,可作为重要的参考信息。
使用者必须检查:是否本文件可用于自身企业、是否其使用的版本仍然有效。
DVS及参与编制工作的专家组,不承担任何责任。
”下文中:(重要)的含义是在标准转化中必须知道的;(参考)是对标准转化相关内容的展开,供深入了解标准使用。
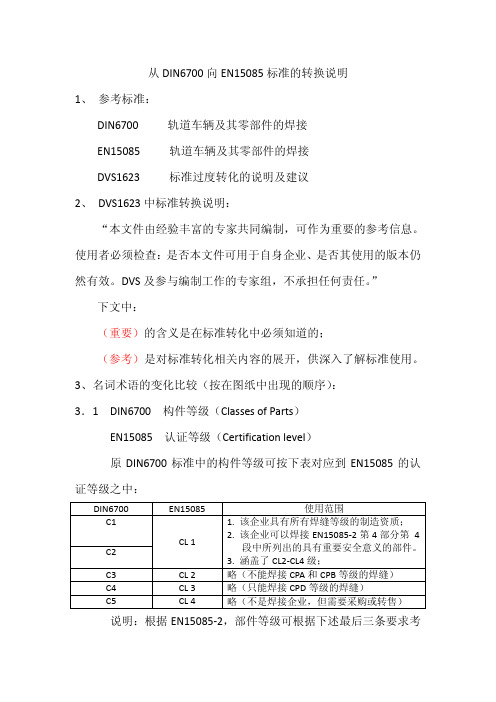
3、名词术语的变化比较(按在图纸中出现的顺序):3.1 DIN6700 构件等级(Classes of Parts)EN15085 认证等级(Certification level)原DIN6700标准中的构件等级可按下表对应到EN15085的认证等级之中:DIN6700 EN15085 使用范围C1CL 1 1. 该企业具有所有焊缝等级的制造资质;2. 该企业可以焊接EN15085‐2第4部分第 4 段中所列出的具有重要安全意义的部件。
3. 涵盖了CL2‐CL4级;C2C3 CL 2 略(不能焊接CPA和CPB等级的焊缝)C4 CL 3 略(只能焊接CPD等级的焊缝)C5 CL 4 略(不是焊接企业,但需要采购或转售) 说明:根据EN15085‐2,部件等级可根据下述最后三条要求考虑分类到新标准中的CL1‐CL3级中。
· (重要)参考上表的对应关系进行转换,转向架厂的企业认证等级为CL1级;· (参考)构件中存在的最高焊缝质量等级;· (参考)EN15085标准中第4部分第4段中所提出的具有重要安全意 义的部件;· (参考)参考EN15085‐2附表A中的内容。
3.2 DIN 6700 焊缝质量等级(weld seam quality classes)EN15085 焊缝质量等级(Class of weld Performance)原DIN6700标准中的焊缝质量等级可按下表对应到EN15085的焊缝质量等级之中:安全要求高 中 低/较低 DIN6700 EN15085DIN6700 EN15085DIN6700 EN15085应力 等级 高(+) SGK1 SGK2.1 SGK2.2 高 SGK2.1 CP A SGK2.2 CP B SGK2.3 CP C2 中 SGK2.2 CP B SGK2.3 CP C2 SGK 3 CP C3 低 SGK2.3 CP C1 SGK 3 CP C3 SGK 3 CP D说明:焊缝质量等级在两个标准中是根据承载状况和安全要求来定义的,EN15085‐3的表2中说明了新的焊缝质量等级的划分原则,对于从DIN6700到EN15085标准的转换过程中,焊缝质量等级的变化可参照上表完成,但应说明以下几点:· (重要)在上表中SGK2.3对应了CP C1和CP C2两个等级,这两个等级对应的探伤要求是不一样的,CP C1要求10% 的内部探伤+100%外观检查,而CP C2只要求100%外观检查,这就要求,在焊缝质量等级转换时,对安全要求较高的原SGK2.3级,需要在图纸中给出说明或作出标记;· (重要)由于在EN15085标准中加强了安全性的定义和说明(详见DIN15085‐3中4.5部分和附录G中的内容),所以DVS1623中规定“依据DIN6700编制的图纸,需要依据EN15085的安全要求重新审核”;· (重要)在DVS1623第4部分4.1中说明:“在设计规则中新标准与DIN6700相比大部分相同,仅增加了:设计人员必须明确焊缝质量等级为CPA到CP C1的焊缝在其加工和维护过程中需要能够进行检测,如不能实现,则可能要更改承载状况和改进设计。
380B定职题库第二批题库(162道)
380B定职题库第二批1、污物箱加热装置在温度高于时停止工作。
污物箱加热装置在温度低于开始工作。
——[单选题]A 7.5°C ,3°CB 5°C ,0°CC 10°C ,0°CD 25°C ,3°C正确答案:A2、CRH380B型动车组制动初速为350km/h时,纯空气紧急制动距离不大于。
——[单选题]A 6000mB 6500mC 5000mD 5500m正确答案:B3、CRH380B型动车组每个牵引单元由一台、两台和个牵引电机组成。
——[单选题]A 变压器变流器 4B 变流器变压器 8C 变流器变压器 4D 变压器变流器 8正确答案:D4、CRH380B动车组构架组成为:。
——[单选题]A 口型焊接构架B H型铸造构架C H型焊接构架D 口型铸造构架正确答案:C5、CRH380B动车组车轴车轴中心孔大小为:。
——[单选题]A φ30mmB φ20mmC φ40mmD φ50mm正确答案:A6、CRH380B动车组车轮为。
——[单选题]A 轮径φ840mm,LM磨耗型踏面B 轮径φ860mm,LN磨耗型踏面C 轮径φ960mm,S1006CN磨耗型踏面D 轮径φ920mm,S1002CN磨耗型踏面正确答案:D7、CRH380B动车组齿轮箱组成为。
——[单选题]A 弗兰德2.7931传动比齿轮箱B 福伊特2.7931传动比齿轮箱C 弗兰德/福伊特2.429传动比齿轮箱D 弗兰德/福伊特2.7931传动比齿轮箱正确答案:C8、 CRH380B动车组转向架轴箱轴承为。
——[单选题]A FAG02版轴承B FAG09版轴承C FAG06版轴承D FAG08版轴承正确答案:B9、CRH380B动车组轴箱体及端盖为。
——[单选题]A 分体式轴箱体,采用球墨铸铁材质B 分体式轴箱体,采用铸钢材质,与CRH3C相同C 与CRH380BL相同D 统型轴箱体正确答案:D10、CRH380B动车组轴箱转臂及定位节点为。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DIN 6700 铁道车辆和车辆部件的焊接 由以下部分构成
第 1 部分 基本概念 基本规定
第 2 部分 焊接企业的资格 质量保证
第 3 部分 设计规定 目前的草案
第 4 部分 操作规则 目前的草案
第 5 部分 等级要求 目前的草案
第 6 部分 材料 焊接添加剂 焊接方法和焊接技术设计资料
修订 较之 DIN 6700-1 1997-06 本标准做了如下修订 a) 参阅相应的标准 b) 概念 授权的机构 和 商定的机构 有着各自适用的规定状态
用...............................................................
.......................................2 3概
念...............................................................
第4页 DIN 6700-1:2001-05 3.14 焊接企业 指的是承接铁道车辆和车辆部件生产或者维护时焊接生产的企业
企业尽管没有承接焊接技术加工 按照该标准也可将该企业视为焊接企业 当他 设计焊接的部件和零部件或者 购买和安装焊接的部件和满足 DIN 6700-2 部件等级 C5 的要求
3.15 生产焊接 焊接要按照铸造厂的工艺流程 其目的在于确保必要的铸造特性 以满 足所担保的特性和使用目标
3.5 试件 见 DIN EN 287-1 或者 DIN EN 288-1
3.6 试样 见 DIN EN 287-1 或者 DIN EN 288-1
3.7 焊接方法 焊接工序 见 DIN EN 288-1
3.8 工作规程 见 DIN EN 288-1
3.9 焊接方法的认可报告 WPAR 见 DIN EN 288-1
授权机构的检验员必须证明具有大量的技术知识符合 DIN EN 719 的资质 DIN 6700-2 中的 1 级资质 表 3 和相关经验
3.22 商定机构 指的是委托访和承办方 所说的自愿的范围 之间在合同上商定的 来 证明与允许的和订购的结构类型是否具有一致性的机构
3.23 质量管理体系 QMS 参见 DIN EN ISO 8402 3.23.1 通过认证的 QMS 委托的机构证明认证的 QMS 符合 DIN EN ISO 9001 或者符 合 DIN EN ISO 9002 3.23.2 外部监督的 QMS 由委托结构监督的 QMS 符合 DIN EN ISO 9001 或者符合 DIN EN ISO 9002
德国标准 铁道车辆和车辆部件 零件 的焊接
第 1 部分 基本概念 基本规定
ICS 01.040.25 45.060.01 6700-1 1997-06
2001 年 3 月 DIN 6700 1
取代 DIN
仅供参考
铁道车辆及部件的焊接
第 1 部分 基本概念 基本规定
内容
页码
前
言...............................................................
...................................................1 1 应用范
围...............................................................
.......................................2 2 标准引
3.20 一致性 满足了该标准系列规定的要求和/或合同的规定 3.20.1 一致性证明书 商定的机构有关符合该标准系列的证明书 见 DIN EN 10204 3.20.2 一致性声明 厂家有关符合该标准系列和/或者合同的声明 参见 DIN EN 45014
3.21 授权的机构 监督主管部门根据 EG 规定 法律或条例 所说的调整范围 授权的 机构
焊接方
DIN 8528-1 可焊接性 金属材料 概念 DIN 25003 铁道车辆系统技术 概述 命名 定义 DIN EN 287-1 焊工试验 熔焊 第 1 部分 钢 DIN EN 287-2 焊工的审核 熔焊 第 2 部分 铝和铝合金 DIN EN 288-1 试验和金属材料焊接方法的认可 第 1 部分 则
第2页
DIN 6700-1:2001-05
1 应用范围 该标准适用于铁道车辆和车辆部件生产和维护时金属材料的焊接 它就焊接工作的一
般概念和基本原则做了规定
该标准不适用于以下的铁道车辆组件或部件
压力罐
这里适用的规定有 压力罐条例 DruckbehV EN 286 标准系列 运输危险品用的容器
压力罐技术规定 TRB 以及 DIN
该标准由铁道车辆标准化委员会 FSF 的 AA3.4 焊接和粘合技术 起草
焊接是铁道车辆和车辆部件生产中最基本的过程
该标准所使用的铁道车辆的定义见标准 DIN 25003
在 DIN 规定
建立在焊接技术专业基本标准的基础之上 并且考虑了铁道车辆制造的特殊要求
适用于熔焊的一般规
DIN EN 719 焊接管理 任务和责任 DIN EN 729-2 焊接技术的质量要求 金属材料的熔焊 第 2 部分 整个质量要求 DIN EN 1418 焊接人员 金属材料的全机械自动焊接操作人员的审核 DIN EN 10204 金属产品 试验证明书的种类 DIN EN 25817 钢材的电弧焊连接 评价组的非规律性判据 DIN EN 30042 铝以及其适合焊接连接部位的电弧焊连接 评价组的非规律判据 DIN EN 45014 适用于供应方一致性声明的一般规定 DIN EN ISO 4063 焊接 和使用的工序 工序明细和顺序编号 ISO 4063 1998
这里适用的规定有 含国际铁路危险货物运输规程的规定 RID 在内的铁路危险 货物条例 GGVE 和罐车技术规定 TRT 非危险货物的装卸采用压力方式 运输这种非危险物品所使用的装载容器
这里适用的规定有 压力罐条例 DruckbehV 压力罐技术规定 TRB 以及 AD 标准
蒸汽锅炉
这里适用的规定有 蒸汽锅炉条例 DampfkV 压力罐技术规定 TRB 以及 AD 标准
原来的版本
DIN 6700-1 1997-06
续第 2 页
共6页
德国标准化研究所 DIN 协会的铁道车辆标准委员会 FSF DIN 中的焊接技术标准协会 NAS
© DIN 德国标准化研究所协会拥有版权 任何形式的复印必须征得柏林的德国标准化研究 所协会 DIN 的同意 该标准由柏林 Beuth 出版社公司独家出售
这种允许的
3.29 安全重要性 在安全重要性中必须理解车辆部件或零部件对于铁道车辆安全的重要 性 以保护人员 设备和环境 安全重要性可分为以下几个级别 3.29.1 高安全重要性 部件或者零部件的故障导致危及人员的行车危险和所有功能失效 3.29.2 中安全重要性 部件或零部件的故障影响整个功能和可能导致危及人员的行车危 险 3.29.3 低安全重要性 部件或零部件的故障不直接影响整个功能 危及人员的行车危险 不明确
3 概念 3.1 焊接监督人员 见 DIN EN 719
3.2 焊接人员 3.2.1 焊工 见 DIN EN 287. 3.2.2 操作人员 见 DIN EN 1418 3.2.3 调试员 见 DIN EN 1418
3.3 焊接设备 见 DIN EN 1418.
3.4 焊接规程 WPS 暂定的焊接规程 pWPS 见 DIN EN 288-1
德文版 EN ISO 4063:2000
第3页 DIN 6700-1:2001-05
DIN EN ISO 6520-1 焊接和使用的工序 金属几何形状无规律性的划分 第 1 部 分 熔焊 ISO 6520-1 1998 EN ISO 6520-1: 1998 中的 3 种语种版本 DIN EN ISO 8402 质量管理和质量保证 概念 DIN EN ISO 9001 质量管理体系 质量保证模式/设计/开发中的 QM 阐述 生产 安装和维护 ISO 9001 3 种语言版本的 EN ISO 9001 DIN EN ISO 9002 质量管理体系 质量保证模式/设计/开发中的 QM 阐述 生产 安装和维护 ISO 9002 3 种语言版本的 EN ISO 9002 DIN ISO 857 焊接方法和钎焊法 概念
3.31 应力 零部件因外部受力出现应力 可分成 3.31.1 静态应力 它主要由静载荷产生 3.31.2 动态应力 它不是由静 而是诸如增加 变化的 载荷产生
3.32 部件级别 铁道车辆部件和零部件的分类与安全重要性有关
3.33 加工试验 加工检验为样品焊接连接 以证明焊工操作的熟练程度或者证明焊接连 接作业是符合条件的 务必注意标准 DIN 6700-4 3.33.1 标准的加工试验 NAP 在按 DIN 6700-5 标准的焊接工序的每一步中规定了 检验范围 3.33.2 简化的加工试验 VAP 在按 DIN 6700-5 标准的焊接工序的每一步都规定了 检验范围
3.18 工艺可靠性 可靠性指的是通过它可进行焊接连接 它受到如结构 材料的焊接适 应性 可接触性 含过程监督在内的焊接过程以及焊接连接的可检验性的影响
3.19 生产区 在生产区必须规定组织单元 该组织单元在焊接企业内进行焊接技术作业 例如部件焊接作业 转向架 底架结构 管式结构 安装 钢材焊接 Al 焊接
3.24 质量保证 见 DIN EN ISO 8402
3.25 焊缝质量等级 SGK 通过焊缝等级规定了焊接接合的质量要求和试验范围
第5页
DIN EN 6700-1:2001-5 3.26 质量要求 对焊接操作的要求 3.27 评价组 允许的不一致性的划分 3.28 局部超出 按照 DIN 6700-5 允许的不一致性的局部超出是允许的 最大超出为单个焊缝长度的 10