钢材澳标AS CGI
国内外主要钢铁牌号对照表

英国 BS
080A20 070M20 070M26
080M30
080M36
080M40
080M46
080M50
070M35
060A62 070M60 080A67
2
法国 NF XC18
XC25
XC32 AF50C30 XC38H1 AF55C35 XC42H1 AF60C40 XC48H1 AF65C45
日本 JIS S20C S22C S25C S28C S30C S33C S35C S38C S40C S43C S45C S48C S50C S53C S55C S58C S58C
—
德国 DIN C22 Ck22 C25 Ck25 C30 Ck30 C35 Ck35 C40 Ck40 C45 Ck45 C50 Ck50 C55 Ck55 C60 Ck60 Ck67
欧洲标准 EN — — — —
S235J2G3 S235J2G4 S275J2G3 S275J2G4
— — — — — — — — —
续表 1-1 国际标准
ISO — — — —
—
—
— — — — — — — — —
二、 国内外碳素结构钢主要牌号对照表 2-1
中国
美国
日本
德国
英国
GB
AST M
JIS
30XГ C(A)
—
—Байду номын сангаас
35CrMnSiA
—
35XГ CA
—
—
20CrMnMo
—
18XГ M
—
—
40CrMnMo
42CrMo4
40XГ M 38XГ M
G41420
澳洲、新西兰钢筋标准中文翻译版4671:2001_

2. 强度等级
本标准只考虑了 3 个强度级别,例如:下屈服强度分别规定了 250、300 和 500MPa 三个级别。用 500MPa 强度级别的材料代替了澳标中 400/450MPa 级别
和新标中 430/485MPa 级别的材料,300MPa 级别与现行新标中的等级相对应。 除 300E 级别的扁圆材料以外,其它扁圆材料都应满足 AS/NZS 3679 的要求。
本标准来源于新标NZS 197:1949 NZS 1255:1956, NZS 1693:1962, NZS 1879: 1964以及NZS 3423P: 1972的部分内容
本标准的新标旧版本是:NZS 3421:1975, NZS 3422:1975,NZS 3402:1989
AS 1302-1991 , AS 1303-1991 , AS 1304-1991 , NZS 3421:1975, NZS 3422:1975 以及NZS 3402: 1989由澳新两方共同校订、修改并重新制定为 AS/NZS:4671 :2001。
保持标准更新 标准反应了科学、技术及组织系统的发展进程,是鲜活的不断变化发展的文 章。为了保证标准的通行性,所有的标准都有一定的使用期限并不断推出新的版 本。不同版本之间可能需要发布版本的修改内容,有些标准也可能取消,不再使 用。用户需要保证自己所使用的标准是现行的,可用的,这点非常重要。一个现 行的标准应该包括自购买之日起发行的所有关于该标准的修改。 关于澳/新联合标准的详细内容可参阅“标准澳大利亚网” (.au)或“标准新西兰网”(www.standards.co.zn)。也可以在 网站的在线目录上参阅相关标准。 两个标准组织每年都出版关于所有现行标准的详细的年度出版目录。澳标和 新标提供一系列的标准升级服务,包括关于标准的校订、修改和撤销的及时的列 表或通知。关于这些服务,用户可以向所在国的标准委员会进行咨询。 我们同样欢迎对改进我们的标准所提出的意见和建议,并特别希望用户能够 及时将标准中不够准确或模棱两可的地方告知我们。请将您的意见反映给澳标或 新标的总行政委员。(通讯地址见封底)
澳洲钢材标准对应国际标准
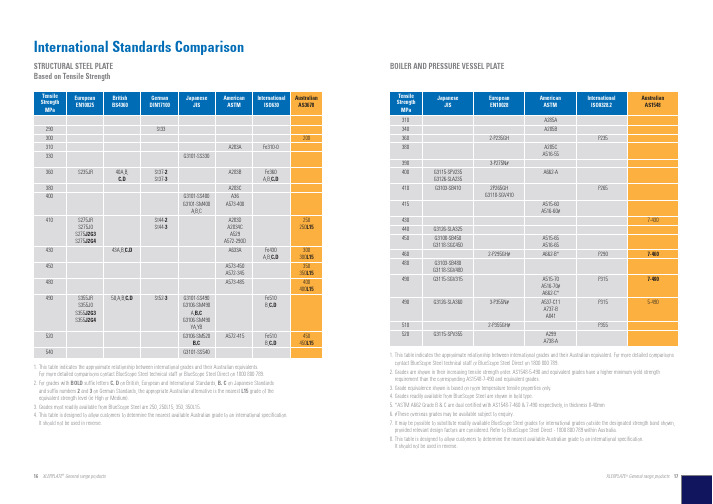
XLERPLATE ®General range products 1716 XLERPLATE ®General range productsBOILER AND PRESSURE VESSEL PLATESTRUCTURAL STEEL PLATE Based on Tensile StrengthInternational Standards Comparison2.For grades with BOLD suffix letters C, D on British, European and International Standards,B, C on Japanese Standards and suffix numbers 2and 3on German Standards, the appropriate Australian alternative is the nearest L15grade of the equivalent strength level (ie High or Medium).3.Grades most readily available from BlueScope Steel are 250, 250L15, 350, 350L15.4.This table is designed to allow customers to determine the nearest available Australian grade to an international specification.It should not be used in reverse.requirement than the corresponding AS1548-7-490 and equivalent grades.3.Grade equivalence shown is based on room temperature tensile properties only.4.Grades readily available from BlueScope Steel are shown in bold type.5.*ASTM A662 Grade B & C are dual certified with AS1548-7-460 & 7-490 respectively, in thickness 8-40mm6.#These overseas grades may be available subject to enquiry.7.It may be possible to substitute readily available BlueScope Steel grades for international grades outside the designated strength band shown, provided relevant design factors are considered. Refer to BlueScope Steel Direct - 1800 800 789 within Australia.8.This table is designed to allow customers to determine the nearest available Australian grade to an international specification.It should not be used in reverse.PRODUCT INFORMATION© Edition 2, November 2003BlueScope Steel Limited ABN 16 000 011 058.XLER ®,XLERPLATE ®,XLERCOIL ®,COLORBOND ®, and ZINCALUME ®,are registered trademarks of BlueScope Steel Limited. LASERCUT ™is a trademark of BlueScope Steel Limited.BlueScope is a trademark of BlueScope Steel Limited.Certain copyright tables in this brochure are reproduced with the permission of Standards Australia.9320075 034979The information contained in this product brochure is provided by way of general information only, and should not by relied upon by any person. You must seek specific advice as to the suitability of the products featured in this brochure for the purpose of which, and the manner in which, you propose to use them. This may involve further independent analysis and testing. BlueScope Steel Limited, and its related bodies corporate take no responsibility for any adverse consequences of any nature which arises as a result of reliance on this brochure.XLERPLATE ®& XLERCOIL ®Product Information。
欧洲与中国钢铁牌 Steel code 对照表

(15)镍铬钼钢组
45CrNi 40CrNiMoA
(SNC1) SNCM439
4340
(SNCM8) SNCM220
8620
(SNCM21) SNCM240
8640
(SNCM6) SNCM415
(SNCM22) SNCM420
4320
(SNCM23) SNCM431
(SNCM1) SNCM447
(SNCM9) SNCM625
50Cr 38CrSi 40CrSi 38CrMn
5147,
5145 5150
1345 1052
5120 5130, 5132 5135
5140 5147, 5145 5150
1345 1552 -1052
5115 5120
5130, 5132 5135
527A19,
527M20 530A30,
530A32 530A36
优质碳素结构钢
项目
中国
日本
德国
(1)普通含锰 量钢组
GB,YB
JIS DIN(W-Nr.)
05F
08F
8
S09CK(S9CK C10(1.0301
)
),
CK10(1.112
1) 10F
10
S10C CK10(1.112
1)
ASTM 1005 1006 1008
1010 1010
S12C
1012
15F
17Mn4(1.80 44)
1016,
1019 1021,
S28C S30C
1022 1026 1030
S35C S40C
S45C
40Mn4(1.50 38)
澳焊标第5部分AS NZS 1554.5 2004
AS/NZS 1554.5:2004澳大利亚/新西兰标准结构钢焊接第五部分:经受高度疲劳负荷的钢结构之焊接第五部分:经受高度疲劳负荷的钢结构之焊接 ------------------------------------------------------------ 1 1范围和总则------------------------------------------------------------------------------------------------------- 4 1.1范围-------------------------------------------------------------------------------------------------------------- 4 1.2不包括在内的焊接方法------------------------------------------------------------------------------------- 5 1.3创新-------------------------------------------------------------------------------------------------------------- 5 1.4参考文件-------------------------------------------------------------------------------------------------------- 5 1.5定义-------------------------------------------------------------------------------------------------------------- 5 1.6焊接基本要求 ------------------------------------------------------------------------------------------------- 6 1.7安全-------------------------------------------------------------------------------------------------------------- 7 2施工材料---------------------------------------------------------------------------------------------------------- 7 2.1母材-------------------------------------------------------------------------------------------------------------- 7 2.2(焊接)垫板材料 ------------------------------------------------------------------------------------------------ 8 2.3焊接消耗材料 ------------------------------------------------------------------------------------------------- 8 3焊接连接的细述------------------------------------------------------------------------------------------------- 9 3.1总则-------------------------------------------------------------------------------------------------------------- 9 3.2对接焊缝------------------------------------------------------------------------------------------------------- 10 3.3角焊缝---------------------------------------------------------------------------------------------------------- 123.4复合焊缝------------------------------------------------------------------------------------------------------- 154.工艺评定--------------------------------------------------------------------------------------------------------- 16 4.1焊接工艺评定 ------------------------------------------------------------------------------------------------ 16 4.2焊接工艺评定的方法--------------------------------------------------------------------------------------- 18 4.3经预评定的焊接工艺--------------------------------------------------------------------------------------- 19 4.4评定通过的焊接工艺之可借用性 ----------------------------------------------------------------------- 19 4.5经预评定的接头制备--------------------------------------------------------------------------------------- 19 4.6焊材评定------------------------------------------------------------------------------------------------------- 20 4.7 用试验对焊接工艺进行评定----------------------------------------------------------------------------- 26 4.8评定范围的扩展 --------------------------------------------------------------------------------------------- 30 4.9 焊接方法的组合 -------------------------------------------------------------------------------------------- 31 4.10 试验记录 ---------------------------------------------------------------------------------------------------- 31 4.11 焊接工艺的重新评定------------------------------------------------------------------------------------- 314.12 焊接人员的资格评定------------------------------------------------------------------------------------- 355.技艺 --------------------------------------------------------------------------------------------------------------- 39 5.1焊接前钢板边缘准备工作--------------------------------------------------------------------------------- 39 5.2装配------------------------------------------------------------------------------------------------------------- 40 5.3预热温度和道间温度的控制------------------------------------------------------------------------------ 41 5.4在不利天气条件下的焊接--------------------------------------------------------------------------------- 44 5.5点(定位)焊缝 ------------------------------------------------------------------------------------------------- 44 5.6焊缝的深宽之比 --------------------------------------------------------------------------------------------- 44 5.7变形和殘余应力的控制------------------------------------------------------------------------------------ 44 5.8焊缝中缺陷的清除和修理--------------------------------------------------------------------------------- 50 5.9临时附件------------------------------------------------------------------------------------------------------- 51 5.10引弧 ----------------------------------------------------------------------------------------------------------- 52 5.11完工焊缝的清洁-------------------------------------------------------------------------------------------- 52 5.12对接焊缝的整修-------------------------------------------------------------------------------------------- 526.焊缝质量--------------------------------------------------------------------------------------------------------- 53 6.1检查方法和缺陷的允许级别------------------------------------------------------------------------------ 53 6.2射线拍片------------------------------------------------------------------------------------------------------- 54 6.3超声波检查 --------------------------------------------------------------------------------------------------- 55 6.4磁粉探伤------------------------------------------------------------------------------------------------------- 56 6.5焊缝缺陷------------------------------------------------------------------------------------------------------- 566.6报告------------------------------------------------------------------------------------------------------------- 567.检查 --------------------------------------------------------------------------------------------------------------- 62 7.1总则------------------------------------------------------------------------------------------------------------- 62 7.2检查员的资格评定 ------------------------------------------------------------------------------------------ 62 7.3焊接的外观检查 --------------------------------------------------------------------------------------------- 62 7.4除外观检查外的无损检查--------------------------------------------------------------------------------- 63 附录 ----------------------------------------------------------------------------------------------------------------- 65A.参考的文件 ----------------------------------------------------------------------------------------------------- 65B.脆性断裂 -------------------------------------------------------------------------------------------------------- 69C.焊接工艺用的典型表格-------------------------------------------------------------------------------------- 72D.讨论事宜检查表----------------------------------------------------------------------------------------------- 75E.焊接接头和焊接方法的识别-------------------------------------------------------------------------------- 761范围和总则1.1范围本标准规定了对那些由钢板、薄板或型钢(包括中空型钢和拼制型钢),或铸件和锻件组合而成的钢结构的焊接要求,焊接采用下列方法。
澳大利亚型钢标准
澳大利亚型钢标准1. 介绍澳大利亚型钢标准是指澳大利亚国家标准局(Standards Australia)所制定的用于型钢产品的规范和标准。
这些标准被广泛应用于澳大利亚的建筑、制造和工程行业,对于确保型钢产品的质量和安全具有重要意义。
2. 澳大利亚型钢标准的体系结构澳大利亚型钢标准采用一个分层的体系结构,由一系列的AS(Australian Standard)组成。
AS系列标准涵盖了钢材的设计、制造、安装和使用等方面。
其中,以下几个AS标准在澳大利亚的型钢行业中具有重要影响力:2.1 AS/NZS 3678:2016 结构用热轧钢板和卷材这个标准规定了用于各种结构用途的热轧钢板和卷材的要求。
它包括了材料的化学成分、机械性能、尺寸和形状、表面质量等方面的规定。
AS/NZS 3678:2016标准适用于建筑、桥梁、输送设备、储罐等领域。
2.2 AS 1163:2009 结构用方形和矩形镀锌钢管和配件该标准规定了用于建筑和结构工程的方形和矩形镀锌钢管及其配件的要求。
AS 1163:2009标准对材料、尺寸、化学成分、机械性能和外观等进行了详细规定,以保证钢管的质量和可靠性。
2.3 AS 3679.1:2016 结构用热轧钢梁AS 3679.1:2016标准用于规范结构用热轧钢梁的制造和使用。
它包括了各种型号和尺寸的热轧钢梁的要求,以及与其相关的标记、质量控制和安装等方面的规定。
2.4 AS 4100:1998 钢结构设计该标准是澳大利亚设计钢结构的基础,涵盖了从构件设计到整个结构系统设计的方方面面。
AS 4100:1998标准规定了钢结构的设计原则、材料选择、连接设计等内容,以确保钢结构的安全性和可靠性。
3. 澳大利亚型钢标准的应用澳大利亚型钢标准在澳大利亚的建筑、制造和工程行业得到广泛应用。
这些标准对型钢产品的质量控制和安全性具有重要作用。
以下是澳大利亚型钢标准的应用场景:3.1 建筑领域在建筑领域,澳大利亚型钢标准用于规范各种结构构件的制造和使用。
奥氏体铸钢牌号

奥氏体铸钢牌号摘要:1.奥氏体铸钢牌号的定义和特点2.奥氏体铸钢牌号的分类3.我国奥氏体铸钢牌号的表示方法4.奥氏体铸钢牌号的选择与应用5.奥氏体铸钢的发展趋势正文:奥氏体铸钢是一种高强度、高韧性的铸钢材料,具有良好的耐磨性、耐热性和耐腐蚀性。
在许多工业领域中,奥氏体铸钢被广泛应用于制造各种重要零件,如齿轮、轴、壳体等。
为了满足不同工况和性能要求,奥氏体铸钢牌号众多,下面将对奥氏体铸钢牌号进行详细介绍。
1.奥氏体铸钢牌号的定义和特点奥氏体铸钢牌号是指以铁、碳、锰、硅等为主要元素,通过熔融铸造工艺制成的具有奥氏体组织的铸钢材料。
奥氏体铸钢的特点是碳含量较低,通常在0.10%~0.30% 之间,具有较高的强度和韧性。
此外,奥氏体铸钢还具有良好的耐磨性、耐热性和耐腐蚀性。
2.奥氏氏体铸钢牌号的分类根据碳含量、合金元素及性能的不同,奥氏体铸钢牌号可分为以下几类:(1) 高强度奥氏体铸钢:如3Cr2Mo、3Cr13 等,具有较高的强度和耐磨性。
(2) 高韧性奥氏体铸钢:如0Cr13Al、0Cr18Ni9 等,具有较高的韧性和耐腐蚀性。
(3) 高强度高韧性奥氏体铸钢:如3Cr2Ti、3Cr13Ni7Si 等,兼具高强度和高韧性。
(4) 耐磨奥氏体铸钢:如NiCrMoAl 等,具有优良的耐磨性能。
3.我国奥氏体铸钢牌号的表示方法我国奥氏体铸钢牌号的表示方法通常为:合金元素含量(质量分数)×合金元素符号+ 奥氏体铸钢。
如3Cr2Mo 表示含碳量为0.30%,含锰量为2.0%,含钼量为1.0% 的奥氏体铸钢。
4.奥氏体铸钢牌号的选择与应用在选择奥氏体铸钢牌号时,应根据零件的使用条件和要求,结合材料的性能、成本等因素进行综合考虑。
例如,在要求耐磨性能的场合,可选择高强度奥氏体铸钢;在要求耐腐蚀性能的场合,可选择高韧性奥氏体铸钢。
5.奥氏体铸钢的发展趋势随着工业技术的发展,对奥氏体铸钢的需求越来越高。
未来,奥氏体铸钢的发展趋势将包括提高强度、韧性、耐磨性、耐热性和耐腐蚀性等方面的性能,以及降低生产成本和提高生产效率。
国外结构钢简介

美标结构钢
PSL1包括Grade A25、A、B、X42、X46、X52 、X56、X60、X65和X70共10个强度等级; PSL2包括Grade B、X42、X46、X52、X56、X 60、X65、X70和X80共9个强度等级。 其中PJOE项目最常用的材料有Grade B、X42 、X52和X56这四种。 最小屈服强度为241MPa-Grade B; 最小屈服强度为290MPa-Grade X42; 最小屈服强度为359MPa-Grade X52; 最小屈服强度为386MPa-Grade X56. 其中尤以B和X52最为常见。
美标结构钢
ASTM和API标准材料 ASTM-American Society for Testing Material 美国试验材料学会 常用的ASTM结构钢标准有: ASTM A36 结构钢 ASTM A131 船用结构钢 ASTM A242 高强度低合金结构钢 ASTM A514 焊接用淬火回火高强度合金钢板 ASTM A633 正火的高强度低合金结构钢 ASTM A240 中温压力容器用耐热铬及铬镍不锈 钢板、薄板和带材
美标结构钢
附加要求- S1、S2、S3、S4、S5、S7、S8、S 9、S10、S11、S12、S13和S14共13个附加要 求。和API 2W的附件要求一样。如下表所示:
附加要求 S1 S2 S3 S4 S5 S7 指代内容 超声波检测
低温冲击韧性 S2.1:-60℃冲击 S2.2:非-40℃或-60℃冲击 S2.3:更高冲击功要求
美标结构钢
表1. 普通强度钢冲击要求
平均最小冲击功,纵向 材料等级 冲击温度 t≤50mm 50<t≤70mm 70<t≤100mm
A B D E CS
澳标钢材标准

澳标钢材标准介绍如下:
澳大利亚是一个资源丰富的国家,拥有广泛的矿产资源,其中包括铜、铁、天然气和煤等金属和能源产品。
因此,澳大利亚的钢铁工业在很长的时间里都是国家经济中不可或缺的部分。
随着世界和国内市场的变化,澳大利亚钢铁工业面临着各种挑战和机遇。
为了提高钢铁工业的竞争力和适应市场需求,澳大利亚国家标准局(Standards Australia)制定了一系列与钢铁有关的标准,其中包括澳标钢材标准。
澳标钢材标准是指那些用于规范澳大利亚制造和进口的钢材的标准。
这些标准覆盖了钢材的物理、化学、机械和其他特性,确保钢材的质量符合安全和环保的要求。
具体来说,澳标钢材标准包括以下几类:
1.结构钢标准:包括AS 3678、AS/NZS 3679等标准,这些标准规定了结构钢的物理、化学和机械性能。
2.钢筋标准:包括AS 4671、AS 1302等标准,主要用于规范钢筋的直径、长度、拉伸强度等性能。
3.管道钢标准:包括AS 1163、AS 1074等标准,这些标准规定了管道钢的物理、化学和机械性能,以及钢管的尺寸、质量和表面处理。
4.耐热钢标准:包括AS 1210、AS 3679.2等标准,这些标准规定了耐热钢的物理、化学和机械性能,以及在高温和高压环境下使用时需要满足的要求。
通过实施澳标钢材标准,有助于澳大利亚钢铁行业提高产品质量、降低生产成本,以及满足客户日益增长的需求。
同时,作为一种国际标准,澳标钢材标准也为澳大利亚的钢材出口创造了更好的条件和机会。
因此,钢铁制造商和进口商应该遵守澳标钢材标准,以确保钢材的质量和性能符合国家和国际标准,同时为自身的品牌和产品赢得更广泛的认可和信誉。
ASME-CHINA

≤0.90
--
--
≤0.27
--
≤0.90 --
--
---
Cu≥ 0.040 0.035
385485 415-
205 230
25 23
0.20
7
钢 A108GR1030 1030
8
A108GR1035 1035
9
棒 A108GR1040 1040
10
A576GR1010 1010-1
-GR1045
045
C
0.200.52
0.040.21
0.040.17 0.040.17
0.040.15
0.040.15
0.250.29 0.080.13 0.130.18 0.150.20 0.180.23 0.220.28 0.280.34 0.320.38 0.430.50
0.200.52
化 学成
Si
Mn Mo Cr
0.200.50
0.30- 0.85- 8.00.60 1.05 9.5
≤0.75 ≤2.00
--
18.020.0
--
0.90-
--
--
0.98
--
--
--
--
--
--
--
--
0.130.45
≤0.98
--
--
0.13-
≤0.98
--
--
0.45
0.130.45
--
------
-1010
M anganese M oly
Crloy 0.5 Crloy 1 Crloy 1.25 Crloy 2.25 Crloy 3
3
中澳矿山常用结构钢型号替代对比分析
中澳矿山常用结构钢型号替代对比分析
蓟向阳
(湖南华菱资源贸易有限公司,湖南长沙410004) 摘 要:对比了澳洲矿山常用澳标结构钢牌号250、300 和国标结构钢牌号Q235B、Q345B,在化学成分、屈服强度、 抗拉强度、断后延伸率和夏比冲击试验等方面的差异。根据澳洲矿山应用案例,给出了材料替代中的注意事项,为 国标钢结构件进入澳大利亚矿区提供了技术支持。 关键词:结构钢;国标;澳标;替代;对比 主要规定了 到 2008[2]
GB / T700 - 2006
Q195
收稿日期:2019 - 09 - 08;修订日期:2019 - 11 - 05 作者简介:蓟向阳(1976 - ),男,2009 贵州大学工商管理专业硕士研究生毕业,工程师。
18
南 方 金 属
SOUTHERN METALS
Contrastive Analysis on the Replacement of Common Structural Steel Grades for Mining in China and Australia
JI Xiangyang
( , , , , , ) Hunan Valin Resources Trading Co. Ltd. Changsha Hunan 410004 P. R. China
对于Cr、Ni、Cu、Mo 等有上限值要求。国标Q345B 会引起钢的“冷脆”,降低钢的强度和焊接性能。所
属于低合金高强度结构钢,合金含量标准与澳标相 以在严格的应用场合,应对钢厂明确提出钢材的化
同。需要指出的是,国标结构钢S 和P 的含量标准 学成分指标要求。见表1。
都大于澳标值。当钢中的S 含量大于0. 020 ,由
总第 期 南方金属 232