基于串级控制的黑液浓度控制系统
一种液位串级控制系统设计

U O
_ f f l j l 矗
挣 嚣 蹲器
圈2 C o n t r o l L o g i x 系统结构圈 C o n t r o l L o g i x 控制器适合上千个∞ 点的控制系统 ,具有极强的网 络功能 ,通过强大的网关作用的背板可以连接A B 控制器 的所有 网络 ,
1 引言
罗克韦尔P L C自动化 的集成架构是一种生产控制和信 息系统,可以 为整个 自动化生产提供跨越过程运动驱动和顺序等 多个平 台的控制 、 通讯 、和可视化的无缝集成 ,可以帮助提高生产力等 。其中 t  ̄ g i x 平台 和 I / O系统用于控制 ,K i n e i f x 用于集成运动 ,N e t L i n x 开放式 网络架构 用于通讯 ,V i e w A n y w盯 e r M 用 于可视化方案 。通过使用尖端的控制 、 网络 、可视化和信息技术 , 集成架构 系统解决 了离散 、过程 、批次 、 运动 、传动和安全应用的广泛控制 和信息需求 ,还解决 了性能信息需
3 . 1 C o n t r o l L o g i x 硬 件系 统
} 翘溉
C o n t m l L o g i x 系统就是罗克韦尔公司成 功开发的第三代P L C ,从硬件 配置 、通信方式到数据结构都 有根本性 的变化 ,控制和数据传送 概念 也完全不同。它是由模 块组合 而成 的控制平 台,并且它的背板具有 强 大的网关功能 ,可实现在三层 网络之 间的转换 。C o n t r o l L o g i x 系统结构
求。
液位控制是工业生产过程 中重要的环节之一 ,同时也与人们 的生 活息息相关 ,因此 , 合 理的液位控制系统可 以保证生产的正常顺利进 行 ,并 保证产 品的质量 和生产效益 。这些生产生活中的实际问题都 可 以简化为某种水箱的液位控制 系统 ,因此对水箱的液位控制研究有重 要的现实意义和广泛 的应用前景 。基 于罗 克韦尔P L C 控制系统 的液位 串级控制系统对于我们研究和使用罗克韦尔技术具有重要作用。 2 系统原理 与组成 系统C o n t r o l L o g i x 5 5 6 1 J l  ̄ 过交换机 与上位机建立 以太 网通信 ,在上 位机上通过R S L i n x 建立上位机与现场设备通信连接 ,通过R S L o g i x 5 0 0 0 实现系统 的编程 ,系统的远程 监控通过R S Vi e w 3 2 来完成 ,实现 了对水 箱 的串级控 制装置的远程控制 ,系统组成 如图1 所示 。 3 系统硬件设计
液位串级控制系统研究与设计本科论文
液位串级控制系统研究与设计本科论文液位串级控制系统研究与设计在工业实际生产中,液位是过程控制系统的重要被控量,在石油﹑化工﹑环保﹑水处理﹑冶金等行业尤为重要。
在工业生产过程自动化中,常常需要对某些设备和容器的液位进行测量和控制。
本设计以过程控制实验室的TKJ-2型高级过程控制实验设备为平台,设计了基于IPC-PLC的分布式控制系统。
上位机采用MCGS组态软件,用STEP7软件进行编程,下位机采用西门子S7-200PLC。
首先确定了中下水箱液位串级控制系统和主管流量下水箱液位串级控制系统两种控制方案。
主要是看副控参数不同时其控制效果的变化,进行对比研究。
然后完成了系统硬件和软件设计,硬件主要是选型和原理图的绘制,软件是完成组态画面的绘制、动画连接和PLC 程序的编写。
接着对中水箱、下水箱、中下水箱、主管流量用阶跃响应曲线法进行了建模与辨识,根据响应曲线法中的PID整定公式进行了调节器参数的整定,完成了下水箱、中下水箱和主管流量单回路PID控制,最终本着先副后主的串级整定方法对中下水箱液位串级控制系统和主管流量下水箱液位串级控制系统的主调节器参数进行了整定,完成了算法对比研究。
通过系统调试得出了液位串级控制系统要比单回路控制效果好,表现在调节时间短,超调小,静差小等方面。
关键词:液位;PID整定;串级;响应曲线法Research and Design about Level Cascade Control SystemDesign DescriptionIn industrial production, the level of process control systems charged with the amount of particularly important in the petroleum, chemical, environmental protection, water treatment, metallurgy and other industries.Automation of industrial processes often need to measure and control the level of certain equipment and containers.This design process control laboratory TKJ-2 Advanced Process Control laboratory equipment as a platform to design a distributed control system based on IPC-PLC.Host computer uses MCGS configuration software,Programming with STEP7 software,The next machine with Siemens S7-200PLC.First determine the two control schemes of the flow of the lower tank level cascade control system and competent tank level cascade control system.Mainly to see the vice control parameters while the effect of changes, a comparative study.And then complete the system hardware and software design, hardware selection and schematic drawing, the software is complete the configuration screen drawing, animations connection and PLC program to write.n on the tank, under tank, under tank competent flow step response curve method for modeling and identification,Tuning the regulator parameters according to the response curve method of PID tuning formula, completed under the tank, the next tank and competent flow single-loop PID control,Ultimately the spirit of the first vice emperor Cascade tuning method of tuning cascade control system of tank level and in charge of traffic of the main regulator of the tank level cascade control system parameters, and complete algorithm for comparative study.Level cascade control system than the single-loop control results obtained through the system debugging, performance in the short adjustment time, small overshoot and static error, and other aspects.Key Words:Process control;PID tuning;cascade;the response curve method目录1绪论 (1)1.1研究背景 (1)1.2国内外研究现状 (2)1.2.1国外研究现状 (2)1.2.2国内研究现状 (3)1.3软件简介 (4)1.3.1 MCGS软件 (4)1.3.2 MATLAB软件 (5)1.4论文主要研究内容 (6)2系统控制方案设计 (8)2.1串级控制系统 (8)2.1.1串级系统的组成结构 (8)2.1.2串级系统设计 (8)2.2 PID控制原理 (10)2.3 PID整定 (11)2.3.1单回路PID整定方法 (11) 2.3.2串级系统PID整定方法 (13) 2.4方案设计 (14)2.4.1中下水箱液位串级 (14)2.4.2主管流量下水箱液位串级 (14) 3系统硬件设计 (16)3.1系统硬件选型 (16)3.2系统硬件原理图 (17)4系统软件设计 (18)4.1上位机组态设计 (18)4.1.1建立数据对象及通道 (18) 4.1.2组态画面设计 (19)4.2 PLC程序设计 (24)4.2.1 PLC的I/O口分配 (24)4.2.2中间变量 (24)4.2.3程序流程图 (25)5被控对象建模与辨识 (27)5.1阶跃响应曲线法建立模型 (27)5.2被控对象参数辨识 (27)5.2.1中水箱参数辨识 (27)5.2.2下水箱参数辨识 (29)5.2.3中下水箱参数辨识 (31)5.2.4主管流量参数辨识 (32)6系统调试 (34)6.1下水箱单回路 (34)6.2中下水箱单回路 (34)6.3中下水箱液位串级 (35)6.3.1中水箱单回路 (35)6.3.2中下水箱液位串级 (36)6.4下水箱液位主管流量串级 (38)6.4.1主管流量单回路 (38)6.4.2下水箱液位主管流量串级 (38)7总结 (42)致谢 (43)参考文献 (44)附录 (45)1绪论1.1研究背景随着工业生产的飞速发展,人们对控制系统的控制精度、响应速度、系统稳定性与适应能力的要求越来越高。
基于组态王的二阶液位控制系统设计___________________李苡臣

成都理工大学工程技术学院毕业论文基于组态王的二阶液位控制系统设计作者姓名:李苡臣专业名称:测控技术与仪器指导教师:王洋工程师摘要过程控制是自动化技术的重要应用领域,它是指对液位、温度、流量、等过程变量进行控制,在冶金、机械、化工、电力等方面得到广泛应用。
在实际生产中,液位控制的准确程度和控制效果直接影响到工厂的生产成本、经济效益甚至设备的安全系数。
所以,为了保证安全条件、方便操作,就必须研究开发先进的液位控制方法和策略。
在本设计中以液位控制系统的水箱作为研究对象,水箱的液位为被控制量,选择了出水阀门作为控制系统的执行机构。
建立了串级液位控制算法。
虽然PID控制是控制系统中应用最为广泛的一种控制算法。
但是要想取得良好的控制效果,必须合理的确定PID的控制参数,使之具有合理的数学模型。
本次毕业设计的主题主要是基于组态王的液位控制系统的设计,控制对象为水箱液位,而通过matlab软件来模拟仿真。
液位控制在现代工业中占有重要的分量,它对生产的影响不容忽视,为了保证安全生产以及产品的质量和数量,对液位进行及时有效的控制是非常必要的。
关键词:液位控制,PID控制,串级控制,matlabAbstractProcess control is an important application field of automatic technology, it is to point to the level, temperature, flow control process variables, such as in metallurgy, machinery, chemical, electric power, etc can be widely used. in actual production, liquid level control accuracy and control effects directly affect the factory production cost and economic benefit of safety coefficient. Even equipment so, in order to ensure safety, convenient operation, you have to research the development of advanced level control methods and strategies.In the design of the tank as a research object in liquid level control system, amount of liquid level in the tank to be controlled, selected the outlet valve bodies in the implementation of a control system. Establishment of the PID control algorithm of liquid level. Although the PID control is one of the most widely used in control systems control algorithms. But to get good control of effects, the determination of PID control parameters must be reasonable, so that it has a reasonable mathematical model.The graduation design topic is the liquid level control system based on kingview control. Among them was controlled object for tank level, matlab is mainly used in the simulation test. In modern industry level control of important component, it influence upon production not allow to ignore, in order to ensure safety in production and the product quality and quantity , the level and perform effective control is very necessary.KEY WORDS:liquid level control ,PID control,cascade control, matlab目录摘要 (I)Abstract (II)目录.............................................................................................................. I II 1 绪论 (5)1.1 研究背景、目的和意义 (5)1.2 过程控制的特点 (5)1.3 液位控制系统的发展现状 (6)1.4 本论文内容安排 (7)2 数学模型的建立 (8)2.1 二阶液位系统简介 (8)2.2 数学模型的建立 (8)2.2.1 数学建模的基本概念 (8)2.2.2 数学建模的过程 (9)2.3 参数辨识及参数整定 (12)2.3.1 水箱液位控制参数辨识方法 (12)2.3.2 水箱液位PID参数整定方法 (15)2.4 本章小结 (17)3 系统仿真 (18)3.1 MATLAB软件介绍 (18)3.2 PID系统仿真 (18)3.3 串级控制仿真 (23)3.4 本章小结 (26)4 组态界面的设计 (27)4.1 组态王简介 (27)4.2 组态画面的建立 (28)4.2.1 设备配置 (28)4.2.2 定义变量 (30)4.2.3 画面设计 (32)4.3 本章小结 (39)5 总结 (40)致谢 (41)参考文献 (42)1 绪论1.1研究背景、目的和意义在工业生产飞速发展的今天,人们对于生产过程自动化控制水平及工业产品质量的要求越来越高。
基于组态软件的液位控制系统设计

善 ,串级 调节 系统 对进 入 主 回路 的干 扰 也 有较 强 的 克服 作 用 ;串 级调 节 系 统的 副 回路 对 非 线性 环节 的补 偿具 有 鲁 棒性 ,能适 应 负
荷和 操作 条 件的 变化 ,具 有一 定 的 自适 应 能 力。
串级 控制 系统 的 设计 需 从 副 回路 的选 择 、主 辅 调节 器 的调 节 规律 选 择 、防 止 积分 饱 和和 主 辅调 节 器 正 反作 用 的选 择 等 多方 面 来 考虑 。从 对 象 中能 引出 中 间变量 是 设 计 串级 系统 的前 提条 件 。 凡是 设计 串级 控制 系 统 的场 合 ,对 象 特性 总 有 较大 的 滞后 ,主 调 节器 采用 三作 用P D 制规 律 是必 要 的 ,而 副 回路 是随 动 回路 , I控
一
个调 节 阀 ,主 调节 器的输 出作 为 副调 节 器 的给 定 ,副 调 节 器输
,
它 由P S L 智能 型 电动执 行 器 与 优 质的 国产 阀门 相 组合 构 成 ,
出到调 节 阀 。 当干扰 进 入 副 回路 时 ,由于 主 、副 调 节 器的 共 同作
是 一 种 高性 能 的调 节 阀 ,适 用 于 各种 不 同压 力 和温 度 的流 体 和对
3 控制 方案 的选 取和 设计
基 于双 容水 箱 系统 的 工程 要 求 ,当 扰动 无 论是 进 入 主 回路还
是 副 回路 ,都 能 进 行有 效 迅速 地 克 服 ,并 且对 系统 的工 作 频率 有
一
的应 用 系统 。 运行 环 境 则按 照 组态 环 境 中构 造 的组 态 工程 ,以用 户指 定 的方 式运 行 ,并进 行 各 种处 理 ,完成 用 户组 态 设计 的 目标 和 功 能 。MC GS组 态软 件所 建 立的 工程 由主 控 窗 口、设 备窗 口、 用 户 窗 口、实 时数 据 库和 运 行 策略 五 部分 构 成 ,每 一部 分 分 别进
一、蒸煮过程1
一、蒸煮过程 (1)1. 送液量的控制 (2)2. 蒸煮温度和压力控制 (2)3. 纸浆硬度控制 (3)二、洗选过程 (3)1. 黑液浓度控制 (3)2. 残碱量控制 (4)3. 稀释因子优化控制 (4)三、打浆过程 (4)1. 比能量控制(Specific Energy Control) (5)2. 游离度控制 (7)3. 配套设施的控制 (8)四、造纸过程 (10)1. 网前部 (10)2. 烘干部 (12)五、碱回收过程 (13)1. 黑液蒸发过程 (13)2. 黑液燃烧过程 (16)一、蒸煮过程蒸煮本身是一个复杂的化学和化工过程,基本操作一般包括装锅、送液、升温、保温、放汽和放锅等程序。
各个过程又涉及很多蒸煮参数。
由于蒸煮过程中除木素的溶出外,还伴有纤维素和半纤维素的降解,后者将降低粗浆的得率,影响粗浆的物理强度。
如何控制脱木素速率与脱木素数量,在尽可能多地溶出木素的同时,最大程度地保留纤维素,以保证粗浆的质量和得率是需首要解决的控制问题。
这就要求合理选择各个过程中的主要参数并进行调节。
蒸煮过程的主要控制参数为粗浆的Kappa值。
只要通过合理的控制可使Kappa值的标准偏差尽可能地减小,并将Kappa值的期望值即控制点提高,使之尽可能接近工艺规定值。
但是,间歇蒸煮过程是在高温高压密封的蒸煮器中进行,不能中途对纸浆进行取样,从而不能在线直接测量纸浆Kappa值。
只在每锅结束时从锅内取样在实验室化验得到。
这意味着,控制过程参数与控制效果的检测之间存在很大的时延,用单纯的反馈控制是无法得到令人满意的控制效果的。
蒸煮过程是一个复杂的多相反应过程,主要影响因素在第一节已经分析过。
在这些影响因素中,除原料的种类和质量,蒸煮设备的类型和容积外,其它因素都可以在生产过程中进行调节。
在利用常规仪表的自动控制系统中,间歇蒸煮过程常采用分头把关的原则调节好主要影响因素,稳定蒸煮条件,以期望获得质量均匀的纸浆。
基于PLC的液位控制系统设计
毕业设计开题报告1. PID 简述简述 过程控制通常是指石油、化工、冶金、轻工、纺织、制药、建材等工业生产过程中的自动控制程中的自动控制,它是自动化技术的一个极其重要的方面。
本次毕业设计是基于PLC 的液位控制系统的设计,它的控制对象是水箱的液位,是过程控制中经常遇到热工参数。
本人在这次设计中主要负责控制策略——PID 算法的确定,就在次将PID 算法作个简要的介绍。
算法作个简要的介绍。
在生产过程自动控制的发展历程中在生产过程自动控制的发展历程中,PID ,PID 控制是历史最久、生命力最强的基本控制方式。
它简单实用制方式。
它简单实用,,易于实现易于实现,,适用范围广适用范围广,,鲁棒性好鲁棒性好,,在现今的工业过程中获得了广泛的应用广泛的应用..据统计据统计,,目前工业控制器中约有90%90%仍是仍是PID 控制器。
PID 控制器的设计及其参数整定一直是控制领域所关注的问题。
其设计和整定方法得到国内外广泛研究, 著名的如Ziegler-Nichols 法、基于内模控制的方法及基于误差的积分的优化方法。
基于误差的积分准则由于能较好地反映闭环系统的性能以及易于计算的原因基于误差的积分准则由于能较好地反映闭环系统的性能以及易于计算的原因,,在PID 优化设计中被广泛采用。
(1)在工业生产过程控制中,模拟量的模拟量的 PID (比例、比例、积分、积分、微分)调节是常见的一种控制方式,这是由于这是由于PID 调节不需要求出控制系统的数学模型,至今为止,很难求出许多控制对象准确的数学模型,对于这一类系统,使用使用PID 控制可以取得比较令人满意的效果,同时同时PID 调节器又具有典型的结构,可以根据被控对象的具体情况,采用各种PID 的变种,有较强的灵活性和适用性。
在模拟量的控制中,经常用到经常用到PID 运算来执行来执行PID 回路的功能,PID 回路指令使这一任务的编程和实现变得非常容易。
如果一个果一个 PID 回路的输出回路的输出M ( t)是时间的函数,则可以看作是比例项、积分项和微分项三部分之和(2),即:,即:dt de K M edt K e K t M C tc C *+++*=⎰00)( 式中式中 e ——偏差;——偏差;T i ——积分常数;——积分常数;T d ——微分常数;——微分常数;K c ——放大倍数(比例系数)——放大倍数(比例系数)M 0——偏差为零时的控制值,有积分环节存在,此项也可不加——偏差为零时的控制值,有积分环节存在,此项也可不加以上各量都是连续量,第一项为比例项,最后一项为微分项,中间两项为积分项。
基于S7—300 PLC的黑液蒸发工段过程控制系统的设计及实现
[ 关键词 ] P C; L 黑液 蒸发 ;tp Se 7程 序 ; I 串级控 制 P D;
碱 回收黑 液蒸 发工段 控制 效果 的好 坏对 后续燃 烧
液方 式 , 即制浆 车间来 的稀 黑液 , 首先进 入 稀黑液 槽静 置储存 , 步 分 离 皂 化 物 后 经 稀 黑 液 泵 进 入 末 效 ( 初 V
效 ) 发 器 预热 , 后 自流 到 I 效 ,I 效 , 蒸 然 V Il 以此 类 推 , 直至 I , 效 与蒸 汽流 程方 向反 向而行 , 这样 随着 黑 液浓 度 的提 高 , 发温 度 也 提 高 , 蒸 可减 缓 黑 液 黏度 的增 加 。 蒸 汽 流与黑 液流反 向而行 的供液 方式不 仅 可节约 蒸汽 消耗 , 一定 程度上 也 可 缓 解黑 液 黏 度 增 加结 垢 的问 在 题 。I 排 出 的冷 凝 水 为 清 冷 凝 水 , 闪 蒸 罐 闪 蒸 后 效 经
基 于 s —3 0P C的黑 液蒸 发工 段过程 控制 系统 的设计 及实 现 7 0 L
・
论 文与 综述 ・
基于 S —3 OP C的黑液蒸发工段过程 7 O L 控制系统的设计及实现
丁智亮, 汤 伟, 胡连 华 , 孟效 王
( 西 科 技 大 学 造 纸 工 程 学 院 , 西 西安 7 0 2 ) 陕 陕 10 1
[ 摘 要 ] 针 对 黑液 蒸发 工段 的工 艺和 控 制要 求 , 计 了基 于 S —3 0P C 的 黑液 蒸发 工段 过程 控 制 系 设 7 0 L
统, 从硬 件 配置 和软件 设计 上进 行详 细 的介 绍 , 综合 应 用 了变频 器 、 电机 泵 、 气动 阀等 设备 , 对 液位 和 黑 液 浓度 且
成 。本 设计 的黑 液蒸发 工段 是 由 5台板式 降膜蒸 发 器
基于串级控制的变风量空调控制系统实验报告
基于串级控制的变风量空调控制系统实验报告一、引言空调控制系统在现代建筑中起着至关重要的作用。
随着节能减排的要求不断提高,变风量空调控制系统应运而生。
本实验旨在研究基于串级控制的变风量空调控制系统的性能。
二、变风量空调控制系统概述变风量空调控制系统是一种根据室内外环境及用户需求自动调节空调送风量的系统。
该系统通过调节空调送风机的转速来实现变风量控制,以达到节能的目的。
三、串级控制原理及实现3.1 串级控制原理串级控制是将多个控制环节串联起来,通过级联控制的方式来提高系统的性能。
串级控制可分为前馈串级和反馈串级两种。
在变风量空调控制系统中,我们采用了反馈串级的方式。
3.2 串级控制实现串级控制实现需要借助控制算法和传感器。
首先,通过传感器获取室内外温度、湿度等环境参数。
然后,将这些参数传入控制算法中,计算出合适的送风量设定值。
最后,将设定值传入变风量空调控制器中,控制其输出的变风量。
四、实验设计及方法4.1 实验目标本实验的目标是验证基于串级控制的变风量空调控制系统的性能,并与传统控制系统进行对比。
4.2 实验流程1.设置室内外环境参数;2.激活空调控制系统;3.采集变风量空调控制系统的输出变风量数据;4.采集传统空调控制系统的输出变风量数据;5.分析和比较两种控制系统的性能。
五、实验结果与分析5.1 变风量空调控制系统的输出变风量数据时间变风量00:00:00 2000 m³00:05:00 1800 m³00:10:00 1600 m³00:15:00 1400 m³00:20:00 1200 m³5.2 传统空调控制系统的输出变风量数据时间变风量00:00:00 2000 m³00:05:00 1000 m³00:10:00 500 m³00:15:00 250 m³00:20:00 125 m³5.3 结果分析通过对比两种控制系统的输出变风量数据,我们可以看出基于串级控制的变风量空调控制系统的输出变风量更加稳定,能够更好地适应室内外环境的变化。
基于PLC的液位控制系统设计

2024年7月16日
11
基于PLC的液位控制系统设计
液位控制系统的硬件组成
计算机液位控制系统电路图如图所示。在本控制系统中、用计算机实现控 制算法, PLC控制系统带有A/D模块SM331和D/A模块SM332。电动调节阀作为 执行机构。
控制系统硬件电路连接图
2024年7月16日
12
基于PLC的液位控制系统设计
液位变送器 : 采用液位变送器 BP800采用工业用的扩散硅压力变送器, 含不绣钢隔离膜片,同时采用信号隔离技术,对传感器温度漂移跟随补 偿 。压力传感器用来对上水箱和下水箱的液位进行检测,变送器为二 线制,故工作时需串接24VDC电源 。
电动调节阀 : 采用智能型电动调节阀,用来进行控制回路流量的调节。。 电动调节阀号为: QSVP-16K。具有精度高、技术先进、体积小、重量轻、 推动力大、功能强、控制单元与电动执行机构一体化、可靠性高、操作 方便等优点,控制信号为4—20mADC或1—5VDC,输出4—2OmADC的阀位信 号,使用和校正非常方便。
2
基于PLC的液位控制系统设计
建立数学模型
被控对象的数学模型 :
将Q1作为被控过程的输入变量,h为其输出变量,则该被控过程的数学模型 就是h与Q1之间的数学表达式。根据动态物料平衡关系有:
2024年7月16日
3
基于PLC的液位控制系统设计
表示为增量形式:
式中: ΔQ1,ΔQ2,Δh分别为偏离某一平衡状态的增量;A为水箱截 面积。
基于PLC的液位控制系统设计
本文设计的主要目的是控制下水箱的液位。使下水箱的 液位在某一比较小的范围变化。
研究对象是双容水箱的串级系统。 液位控制系统的组成:
控制器 电动调节阀 上水箱、下水箱 液位变送器等 电动调节阀用于调节上水箱的进水量大小,液位变送器 用于检测上水箱和下水箱的液位。控制器的输出量用于控制 调节阀的开度。
【精品】基于MATLAB的液位与流量串级控制系统设计与仿真毕业论文设计

北方民族大学学士学位论文论文题目:基于MATLAB的液位与流量串级控制系统设计与仿真院(部)名称: 电气信息工程学院专业: 电气工程及其自动化论文提交时间: 2011年5月20日论文答辩时间: 2011年5月28日学位授予时间:北方民族大学教务处制毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日摘要随着科学技术的不断进步,在现代各种复杂控制系统中,串级控制系统占有较大比重;串级控制系统是过程控制中的一种多回路控制系统,是为了提高单回路控制系统的控制效果而提出来的一种控制方案。
液位和流量串级控制系统
课程设计说明书(2012 /2013 学年第一学期)课程名称:工业监控系统工程设计题目:液位和流量串级控制系统专业班级:学生姓名:学号:指导教师:设计周数: 2周设计成绩:2013年 1月 4日目录1 课程设计目的 (3)2 课程设计设备 (3)3 课程设计原理 (3)4 课程设计内容和步骤 (3)4.1设备的连接和检查 (4)4.2实验接线 (4)4.3启动实验装置 (5)4.4实验步骤 (6)5 实验设计收获、体会和建议 (9)6 参考文献 (10)液位和流量串级控制系统一、课程设计目的1)、掌握串级控制系统的基本概念和组成。
2)、掌握串级控制系统的投运与参数整定方法。
3)、研究阶跃扰动分别作用在副对象和主对象时对系统主被控量的影响。
二、课程设计设备ICP-7017远程数据采集输入模块、ICP-7024远程数据采集模拟量输出模块、计算机、串口线1根。
三、课程设计原理因为流量变化瞬速,做为副调节器调节对象,中水箱液位做为主调节器调节对象。
控制框图如图所示:四、课程设计内容和步骤串级控制系统是改善控制质量的有效方法之一,在过程控制中得到广泛地应用,串级控制系统是指不止采用一个控制器,而是将两个或几个控制器相串级,是将一个控制器的输入作为下一个控制器设定值的控制系统。
实验以串级控制系统来控制下水箱液位,以第二支路流量为副对象,右边水泵直接向下水箱注水,流量变动的时间常数小、时延小,控制通道短,从而可加快提高响应速度,缩短过渡过程时间,符合副回路选择的超前,快速、反应灵敏等要求。
下水箱为主对象,流量的改变需要经过一定时间才能反应到液位,时间常数比较大,时延大。
如图所示,设计好下水箱和流量串级控制系统。
将主调节器的输出送到副调节器的给定,而副调节器的输出控制执行器。
由上分析副调节器选纯比例控制,正作用,自动。
主调节器选用比例控制或比例积分控制,反作用,自动。
反复调试,使第二支路的流量快速稳定在给定值上,这时给定值应与副反馈值相同。
基于DCS控制系统的化工自动化控制
基于DCS控制系统的化工自动化控制摘要:随着信息技术的逐渐普及,计算机控制越来越多地应用于社会的各个领域,由于生产条件的特殊,化工行业对原材料的进口和使用通常有非常严格的要求,DCS是一种自动化的计算机系统,它的特点是它的安全性和可靠性。
基于现代化工生产和运营的背景,不仅提供了更精确的原料添加剂技术,而且大大提高了化工行业的生产率。
关键词:基于DCS控制系统;化工;自动化控制引言近些年信息技术的发展促进了工业自动化水平的提高,在化工生产过程中应用了诸多仪表设备,这些仪表在生产过程各方面参数的计算与控制中发挥了重大作用,不仅能够提升化工生产效率,稳定生产过程,降低生产成本,还能最大化降低化工生产安全风险。
由此可见,将仪表设备和控制系统与网络技术结合起来,提升化工生产自动化、智能化水平尤为重要。
一、DCS系统DCS系统是一种基于计算机和网络技术的分布式控制系统,与第三方的设备和仪器一起收集信息,广泛应用这些技术可以有效地管理化工生产,DCS系统在我国也被称为分布式系统,DCS的设计基于集中式管理系统的原则,该控制系统在化工行业的应用范围非常广泛,随着DCS控制系统的发展,应用范围将更加广泛。
二、化工自动化仪表及控制系统智能化功能(一)计算功能在以往的化工生产中,技术人员需要基于基础参数来模拟后续计算,而这样的计算方式也只能处理部分简单数据,当出现需要计算的数据量大且繁杂的情况时,不仅会耗费大量的人力与时间,其精准度也无法得到保障。
但自动化仪表与智能化系统在生产中应用后,就充分发挥了数字电路控制在仪表数据提取与计算中的优势,不仅能够在短时间内对仪表参数进行分析,还能够提升计算结果的准确度,这为仪表在化工生产中的重要作用发挥起到了很大的促进作用。
(二)误差处理功能自动化仪表在化工生产的使用中,微处理器这一装置与软件结合能够实现对于数据的精准计算与分析,从而解决在化工生产检测中产生的一些问题,在很大程度上降低了硬件的压力与在运作中的负担。
基于组态软件的计算机液位串级控制系统设计与研究

1 6
基 于组 态软 件 的计 算 机 液 位 串 级 控制 系统 设 计 与 研 究
基于组态软件的计算机液位串级控制系统设计与研究
Co mp t r Ca c d n r lSy t m s d on Co f u a in So t r u e s a e Co t se Ba e n i r t f o g o wa e
图 1 常 见 的 双 容液 位串 级 控 制 系 统 的 结 构 框 图 ,其 主 要 是 控 制 目的 是 保 证 下 水 箱 的 液 位 高 度 不 变 ,克 服 外 界 干 扰 对 水 篇
液 位 的影 响 。 统 是 以 下 水 箱液 位 为 主被 控 参 数 , 系 主调 节 器 采 』 f j P 或 P D 调 节 器 , 中 水 箱 的液 伯 为 副 被 控 参 数 , 调 节 器 乐 i I 以 副
曹 立 学 令 朝 霞 ( 陕西理工学院电气工程 系, 陕西 汉中 7 30 ) 20 3
摘 要
介 绍 以组 态软 件 设 计 开 发 计 算机 系统 的控 制 算 法 、 作 方 式 、 机 交互 界 面 、 备 窗 口和 其 它窗 口设 计 及 功 能 , 计 出 操 人 设 设 计 算机 液 位 串级 控 制 系统 的 应 用 软件 。构 建 的 系统 结 构 简 单 、 能 齐 全 、 作 方 便 、 应 性 强 等 优 点 , 大 大提 高 生 产 过 程 功 操 适 可
液 位 作为 工 业生 产 过 程 中 重要 工 艺 参 数之 一 ,
Байду номын сангаас
各 个领 域
2- 工 作 过 程 2
都 有 广泛 的应 用 .l 液 体 贮槽 、 料 罐 、 品 罐 、 }如 l = } 进 成 中 缓 冲 容 器 及水 箱 等设 备 . 史 主要 研 究 以双 容 水 箱 为 被控 财 象 , 计基 于 . _ 本 设 组 态 软 件 的计 算 机 串 级 控 制 系 统 。
过程控制之液位流量串级控制系统
过程控制之液位流量串级控制系统1.1控制系统在实际应用中的重要意义单回路控制系统是过程控制中结构最简单的一种形式,它只用一个调节器,调节器也只有一个输入信号,从系统方框图看,只有一个闭环。
在大多数情况下,这种简单系统已经能够满足工艺生产的要求。
但在复杂的控制系统中,则需在单回路的基础上,采取其它措施,组成复杂控制系统,而串级控制系统就是其中一种改善和提高控制品质的极为有效的控制系统。
液位和流量是工业生产过程中最常用的两个参数,对液位和流量进行控制的装置在工业生产中应用的十分普遍。
液位的时间常数T一般很大,因此有很大的容积迟延,如果用单回路控制系统来控制,可能无法达到较好的控制质量。
而串级控制系统则可以起到十分明显的提高控制质量的效果,因此往往采用串级控制系统对液位进行控制。
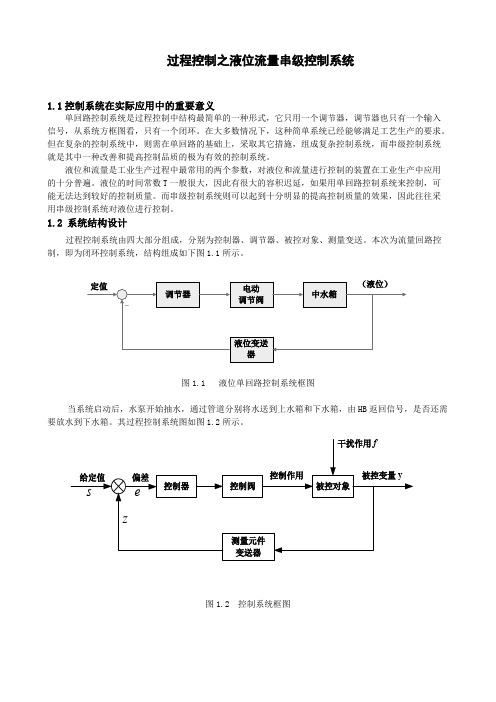
1.2 系统结构设计过程控制系统由四大部分组成,分别为控制器、调节器、被控对象、测量变送。
本次为流量回路控制,即为闭环控制系统,结构组成如下图1.1所示。
图1.1 液位单回路控制系统框图当系统启动后,水泵开始抽水,通过管道分别将水送到上水箱和下水箱,由HB返回信号,是否还需要放水到下水箱。
其过程控制系统图如图1.2所示。
图1.2 控制系统框图1.3控制系统的总体方框图及工作过程图1.3控制系统框图单容水箱如图1.2所示,Qi 为入口流量,由调节阀开度μ加以控制,出口流量则由电磁阀控制产生干扰。
被调量为水箱中的水位H,它反映水的流入与流出量之间的平衡关系。
现在分析水位在电磁阀开度扰动下的动态特性。
显然,在任何时刻水位的变化均满足下述物料平衡方程:(1.1)()1i o dH Q Q dt F=-其中 (1.2)i Q k μμ= (1.3)o Q =F 为水箱的横截面积;是决定于阀门特性的系数,可以假定它是常数;是与电磁阀k μk 开度有关的系数,在固定不变的开度下,k 可视为常数。
液位对象的传递函数:()()i H s Q s =2.1 控制规律的比较与选择2.1.1 常见控制规律的类型及优缺点比较PID 控制的各种常见的控制规律如下:一、比例调节(P 调节)在P 调节中,调节器的输出信号与偏差信号成比例,即()u t ()e t (2.1)()()C u t K e t =式中Kc 称为比例增益(视情况可设置为正或负), 为调节器的输出,是对调节器起始值()u t 的增量,的大小可以通过调整调节器的工作点加以改变。
过程控制之液位流量串级控制系统

过程控制之液位流量串级控制系统1.1控制系统在实际应用中的重要意义单回路控制系统是过程控制中结构最简单的一种形式,它只用一个调节器,调节器也只有一个输入信号,从系统方框图看,只有一个闭环。
在大多数情况下,这种简单系统已经能够满足工艺生产的要求。
但在复杂的控制系统中,则需在单回路的基础上,采取其它措施,组成复杂控制系统,而串级控制系统就是其中一种改善和提高控制品质的极为有效的控制系统。
液位和流量是工业生产过程中最常用的两个参数,对液位和流量进行控制的装置在工业生产中应用的十分普遍。
液位的时间常数T一般很大,因此有很大的容积迟延,如果用单回路控制系统来控制,可能无法达到较好的控制质量。
而串级控制系统则可以起到十分明显的提高控制质量的效果,因此往往采用串级控制系统对液位进行控制。
1.2 系统结构设计过程控制系统由四大部分组成,分别为控制器、调节器、被控对象、测量变送。
本次为流量回路控制,即为闭环控制系统,结构组成如下图1.1所示。
图1.1 液位单回路控制系统框图当系统启动后,水泵开始抽水,通过管道分别将水送到上水箱和下水箱,由HB返回信号,是否还需要放水到下水箱。
其过程控制系统图如图1.2所示。
图1.2 控制系统框图1.3控制系统的总体方框图及工作过程图1.3控制系统框图单容水箱如图1.2所示,Qi 为入口流量,由调节阀开度μ加以控制,出口流量则由电磁阀控制产生干扰。
被调量为水箱中的水位H,它反映水的流入与流出量之间的平衡关系。
现在分析水位在电磁阀开度扰动下的动态特性。
显然,在任何时刻水位的变化均满足下述物料平衡方程:()1i o dH Q Q dt F=- (1.1) 其中 i Q k μμ= (1.2)o Q =(1.3)F 为水箱的横截面积;k μ是决定于阀门特性的系数,可以假定它是常数;k 是与电磁阀开度有关的系数,在固定不变的开度下,k 可视为常数。
液位对象的传递函数: ()()i H s Q s =2.1 控制规律的比较与选择2.1.1 常见控制规律的类型及优缺点比较PID 控制的各种常见的控制规律如下:一、比例调节(P 调节)在P 调节中,调节器的输出信号()u t 与偏差信号()e t 成比例,即()()C u t K e t = (2.1)式中Kc 称为比例增益(视情况可设置为正或负), ()u t 为调节器的输出,是对调节器起始值()0u 的增量,()0u 的大小可以通过调整调节器的工作点加以改变。
模块一液位串级控制方案

某水库采用了液位串级控制方案,通过合理配置和控制水泵、闸门等设备,实现了对水库液位的精确控制。该方 案有效保障了供水安全和稳定,提高了水资源利用率,为当地经济发展提供了有力支持。
感谢您的观看
THANKS
能耗较高。
维护成本高
03
由于液位串级控制系统的复杂性,维护和调试成本相对较高。
安全性问题
泄漏风险
液位串级控制涉及多个储罐和管道,存在一定的泄漏风险, 需要采取安全措施以降低泄漏事故发生的可能性。
01
压力安全
在液位控制过程中,储罐内的压力可能 会发生变化,需要采取措施确保压力在 安全范围内。
02
03
保障安全
对液位进行实时监控和调节,可 以防止因液位过高或过低引起的 溢流、空罐等安全问题。
节约资源
精确的液位控制有助于减少不必 要的液体浪费,节约资源,降低 生产成本。
液位串级控制方案的历史与发展
历史回顾
液位串级控制方案的发展可追溯至上世纪末,随着工业自动化技术的不断进步,该方案 逐渐得到广泛应用。
精确度高
液位串级控制方案采用多级控制,能够显著提高液位控制的精确度, 减少误差。
适用范围广
该方案可应用于各种液体容器的液位控制,如水箱、油罐等,具有广 泛的适用性。
灵活性高
液位串级控制方案可根据实际需求调整各级控制器的参数,实现灵活 的控制效果。
液位串级控制方案的重要性
提高生产效率
精确的液位控制能够确保生产过 程中的稳定性和连续性,从而提 高生产效率。
技术革新
近年来,随着智能传感器、物联网等技术的快速发展,液位串级控制方案在精度、稳定 性和智能化方面得到了进一步优化和提升。
未来展望
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
time, basing on technics flow of black liquor evaporation station, the black
liquor concentration serials control system of black liquor evaporation sta-
关键词:蒸发工段;串级控制;黑液浓度;仿真
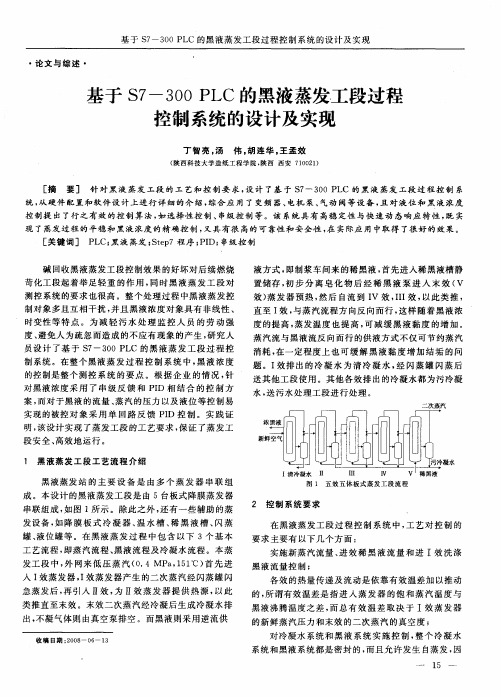
1 黑液蒸发站的介绍 黑液蒸发站主要是由多个蒸发器串联组成。本文
设计的黑液蒸发工段是由 5 台板式降膜蒸发器串联 组成,如下图 1 所示。除此之外,还有一些辅助的蒸发 设备,如降膜板式冷凝器、温水槽、稀黑液槽、闪蒸罐、 液位罐等。在黑液蒸发过程中包含以下 3 个基本工艺 流程,即蒸汽流程、黑液流程及冷凝水流程。本蒸发工 段中,外网来低压蒸汽(0.4MPa,151℃),首先进入 I 效 蒸发器,I 效蒸发器产生的二次蒸汽经闪蒸罐闪急蒸 发后,再引入Ⅱ效,为Ⅱ效蒸发器提供热源,以此类推 直至末效。末效二次蒸汽经冷凝后生成冷凝水排出, 不凝气体则由真空泵排空。而黑液则采用逆流供液方 式,即制浆车间来的稀黑液,首先进入稀黑液槽静置 储存,初步分离皂化物后经稀黑液泵进入末效(V 效) 蒸发器预热,然后用泵依次送到 IV 效、III 效,以此类 推,直至 I 效,与蒸汽流程方向相反,这样随着黑液浓 度的提高,蒸发温度也提高,可减缓黑液粘度的增加。 蒸汽流与黑液流反向而行的供液方式不仅可节约蒸 汽消耗,在一定程度上也可缓解黑液粘度增加结垢的 问题。I 效排出的冷凝水为清冷凝水,经闪蒸罐闪蒸后 送其他工段使用。其他各效排出的冷凝水都为污冷凝 水,送污水处理工段进行处理[1]。
(上接第 32 页) 范围内,是解决问题的出发点和终 结点。根据 V 型调节阀特性曲线,将开度控制在 30% ~80%范围时调节特性最好。而且,一般浆团通过开度 较大的阀门时,流通特性不会突变,调节系统的稳定 性和适应性更强。具体措施: 4.1 调整管道压损分布关系。将闸板阀关小,提高其压 损负荷,降低自动调节阀压差。现场调试表明,将网前 闸板阀开度由 100%调至 30%时,调节阀工作范围由 10%左右上升至 25 以上,上浆流量数据变得比较平 稳。这种方法能快速满足工艺基本要求,但不能从根 本上解决调节系统相对脆弱和降低管路高能耗问题。 4.2 增加泵出口回流管。通过用手阀调整回流流量,适 当降低泵出口压力,使自控阀工作在合理开度。此方 法能较好地提高调节系统的稳定性和适应性,但无益 于降低管路能耗。 4.3 降低泵的扬程。扬程过大,输送能力过剩,调节阀
7 总结 针对造纸碱回收黑液蒸发工段的浓度控制,由于
其大容量和大时滞等特点,采用串级控制系统进行控 制,可增强系统的抗干扰能力和稳定性,并减小滞后 带来的影响。在实际工程应用中可以较大程度的提高
参考文献
[1]王孟效,孙瑜,汤伟,张根宝.制浆造纸过程测控系统及工程[M].
北京:化学工业出版社,2003.217- 365.
2 串级控制系统介绍 计算机串级控制系统的典型结构如图 2 所示。系
统中有两个 PID 控制器,控制器 PID2 称为副控制器, 包围 PID2 的内环称为副回路[2]。PID1 称为主控制器, 包围 PID1 的外环称为主回路。主控制器的输出控制 量作为副回路的给定量。
图 2 串级 P ID 控制系统框图
串级控制的主要优点是[2]: a)副回路过程所受的干扰,当还没有影响到主对 象时,就得到了副回路的控制; b)副回路中参数的变化,由副回路给予控制,对 主对象的影响大为减弱; c)副回路的惯性由副回路给予调节,因而提高了 整个系统的响应速度。
图 1 五效五体板式蒸发工段流程
3 黑液蒸发工段串级控制的设计 影响黑液浓度的因素主要是进效稀黑液的浓度
串级控制系统的计算顺序是先副回路后主回路。 控制方式有两种:一种是异步采样控制,即主回路的 采样控制周期是副回路采样控制周期的整数倍。这是 因为一般串级控制系统中主控对象的响应速度慢,副 控制对象的响应速度快的缘故。另一种是同步采样控 制,既是主、副回路的采样周期相同。这时应根据副回 路选择采样周期,因为副回路的受控对象的响应速度 较快[3]。
对象黑液浓度以及副控对象蒸汽流量的严重非线性 和大时滞等特性,采用上述建模方法建立模型,并用 矩降阶法进行降阶和降维处理,处理结果如表 1 所 示:
表 1 主控对象和副控对象模型 被控对象 根据系统建立的原始模型 降阶降维后的模型 蒸汽流量模型 (副控对象) 黑液浓度模型 (主控对象)
由于副控对象蒸汽流量的模型是属于一阶简单 模型,所以不需要进行降阶和简化;主控对象黑液浓 度模型是属于二阶大滞后复杂模型,为了满足计算机 控制系统的要求,采用了模型降阶简化处理。通过 MATLAB 对降阶降维前后的模型进行仿真研究,得到 它们的阶跃响应曲线,由此可以得出模型降阶后对象 的模型输出逼近原始模型输出的效果,如图 4 所示。 图 4 中实线表示根据系统建立的原始模型的阶跃响 应曲线,虚线表示降阶降维后的模型的阶跃响应曲 线。分析它们的响应曲线可以得出,降阶前后对象特 性非常接近,可以方便控制系统的设计,达到更高的 控制精度。
图 4 降阶前后对象的阶跃曲线比较
5 黑液蒸发工段串级控制系统控制效果仿真及比较
根据串级控制系统特性,选择副控对象
作为内环控制对象,选择
作为外环控制
对象,利用其降阶降维后的模型进行自整定 PID 参
数,加入干扰进行 MATLAB 仿真,另外针对黑液浓度
进行单回路 PID 控制,同样加入干扰进
行 MATLAB 仿真,仿真结果如图 5 和图 6 所示。
[5]陶永华.新型 PID 控制及其应用[M].北京:机械工业出版社,2005.1- 251.
[6]梁实梅,张静娴,张松寿.造纸技术问答[M].北京:中国轻工业出
版社,2000.15- 60.
The black liquor concentration control system
based on serials control
采用蒸汽流量作为副控回路的副控变量,这样可 以克服对象的容积滞后和纯滞延。这样可使得副回路 时间常数小,调节通道短,从而使得在干扰影响主参 数之前就得到了克服,等效对象的时间常数大大减 少,提高了系统的工作频率,加速了反应速度,缩短了 控制时间,最终改善系统的控制品质[6]。
建立适合控制系统设计的简化模型[2]。 根据黑液蒸发工段串级控制系统的要求和主控
湖南造纸
设备与自动化
33
基于串级控制的黑液浓度控制系统
丁智亮 1 陕西科技大学造纸工程学院 陕西 西安 (710021) 汤伟 1,2 陕西西微测控工程有限公司 陕西 咸阳 (712081)
摘 要:针对黑液蒸发工段控制效果不太满意的现状,根据黑液蒸发工段工艺流程,设计了蒸发工 段黑液浓度串级控制系统,并进行了被控对象建模和 MATLAB 仿真分析,最后应用到实 际造纸企业 DCS 控制系统中;有效地满足了蒸发工段的工艺及生产要求。
通过仿真曲线可以分析出,黑液蒸发工段控制系
统采用串级控制系统可以更快的达到稳定,对干扰有
很强的克服能力,并且串级系统有较强的自适应能力
和稳定性。
湖南造纸
设备与自动化
35
控制精度,具有较好的应用和推广价值。
图 5 串级控制仿真曲线 图 6 单回路控制仿真曲线
6 生产实际应用 陕西西微测控工程有限公司为河南某造纸企业
Key words: evaporation station; serials control; black liquor concentration;
simulation
收稿日期:200ⅡⅡⅡⅡⅡⅡⅡⅡⅡⅡⅡⅡⅡⅡⅡⅡⅡⅡⅡⅡⅡⅡⅡ
Ding Zhiliang1, Tang Wei12, Jia Xiaojing1
(1.School of Papermaking Engineering, Shaanxi University of Science &
Technology, Xi'an 710021,China;
2.Shaanxi CIWE Process Automation Engineering Co.Ltd.,Xianyang
基金项目:陕西教育厅科研计划专项(07JK192);陕西科技大学科研团队项目(编号:20050601) 作者简介:丁智亮,安徽安庆人,陕西科技大学在读研究生,主要研究方向是工业过程自动化及智能控制。
34
设备与自动化
2008 年第 3 期
和流量及蒸发设备各效的总有效压差[4]。由于多效蒸 发器具有容量大,滞后时间长等特点,利用常规的单 回路 PID 控制,其控制效果差,很难达到预期的效果。 在此采用串级控制,即把黑液浓度调节回路与新鲜蒸 汽进效流量调节回路组成串级调节系统 (如图 3 所 示),其中,黑液浓度为主控变量,蒸汽流量为副控变 量。当黑液浓度偏离设定值时,浓度调节回路进行运 算,其输出为蒸汽流量调节回路的设定值,接着蒸汽 流量调节器进行调节,改变进效蒸汽流量,使黑液浓 度发生变化。一直到达到浓度设定值为止。利用串级 控制可有效地克服蒸汽流量(压力)所带来的干扰。另 外,由于流量调节回路是一个流量随动系统,当系统 条件或负荷改变时,浓度调节器将改变其输出值,流 量调节回路能快速跟踪,及时而又准确地控制蒸汽流 量,从而保证系统的控制品质[5]。为了提高系统的控制 品质,采用了 PI 调节器做黑液浓度调节器,采用 PID 调节器做蒸汽流量调节器。
The precision and stability of system is advanced ,and also the manufacture
efficiency is improved. The need of technics and manufacture of evapora-
tion station is satisfied.
712081,China)