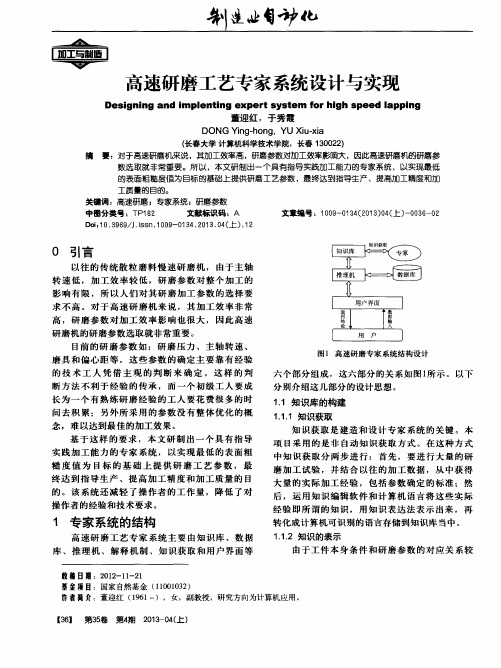
磨机自动化系统的设计与实现
磨矿组态软件的设计与实现

量 磨机 给矿 量 Wo ;在 一段 磨机 入 口、出 口管路 以
及 旋 流器 给 矿管 路上 各 配 置一 个 流量 计 F T,用 于 在 线 测量 一 段 磨机 入 口水量 F 、螺旋 分 级机 i / M E m I , 水量 F F以及 旋 流 器给 矿 流 量 F ;在 分级 机 出 口、 。 旋 流器 入 口管 路分 别配 置一 个 密度 计 D T,用于 在 线 测 量 分级 机 溢 流 浓 度 D 、旋 流 器给 矿 浓 度 D ; 。 在 旋 流器 入 口管路 配置 一 个压 力 计 P T,用 于在 线
流 E ;在一 段 给 料 处和 二 段 底 流泵 处 配 置 变 频器 F
B P,用 于 调 节一 段 给料 机 振 动 频 率和 二 段 底流 泵
各 种不 同磨 矿监 控 系统的高 度综 合与统 般 采 用 一段 或 两 段 磨矿 ,便 可 经 济地 把 矿 石 磨 至选 矿 所 需 要 的 任 何 粒 度 。两 段 以 上 的 磨矿 ,通 常 是 由进 行 阶 段选 别 的 要 求决 定 的。 目 前 , 国 内选 矿 行 业 磨矿 过 程 基 本 采 用 两 段 闭 路 磨
l
可 随 意 灵 活 布 置 磨 矿 监 控 画面 。 各 个 画 面 具 有 各
测量 旋 流器 给 矿 压 力 P ;在 二 段泵 池 配 置 一个 液 。
使 用 户 不 需 具 备 编 写 程 序 的能 力 , 只要根 据具 体 磨 矿 监 控 系统 的要 求 ,灵 活 配 置 、组 合 各 功 能模 块 ,即 可 生 成 相 应 的 磨矿 监控 系统 软 件 。 这 样 不
高速研磨工艺专家系统设计与实现
匐 化
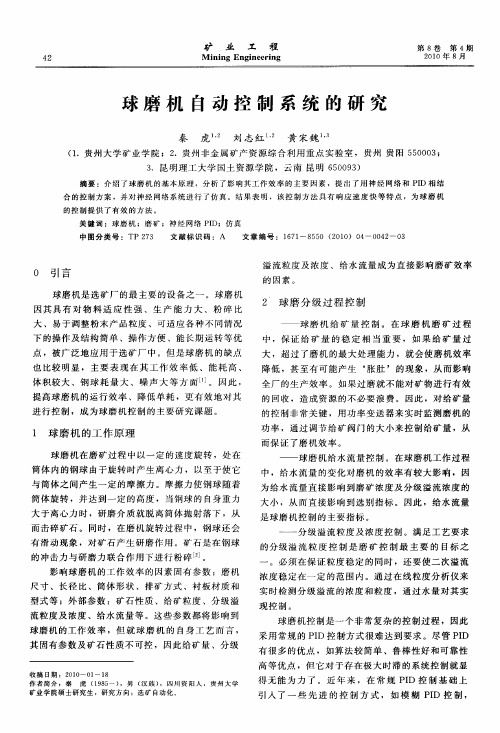
高速研磨 工艺专家 系统设计 与实现
Des i gni ng and i m pl en t i ng exper t sy st em f or hi gh sp eed l appi ng
董迎 红 ,于秀 霞
Do NG Yi n g - h o n g.YU Xi u . x i a
1 . 1 . 2 知识的表示
1 专家 系统 的结构
高速 研 磨 工 艺 专 家 系 统 主 要 由知 识库 、数 据
库 、推 理 机 、解 释 机 制 、知 识 获 取 和 用 户 界 面 等
收稿日期:2 0 1 2 -1 1 - 2 1 基金项目:国家 自然基金 ( 1 1 0 0 1 0 3 2 )
由于 工 件 本 身 条 件 和 研 磨 参 数 的 对 应 关 系 较
作者简介:董迎红 ( 1 9 6 1 一),女,副教授 ,研 究方向为计算机应 用。
【 3 6 】 第3 5 卷 第4 期
2 0 1 3 — 0 4 ( 上)
l 遭 訇 似
为 复 杂 ,并 且 工 件 本 身 的参 数 和最 终 结 果 的研 磨 参 数 较 多 ,所 以我 们 采 用 将 定 量 知 识 表 示 成 模 型
( mm) ( mm) 值( n m)
I F [ 前 提】 T H E N【 结论 ( C F ) 】 在 上 述 的模 型 中 , 前 提 是 工 件 的 模 型 函数 , 如 以下 是磨 料粒 度 的一个 模 型 :
F u n c t i o n Ym( x l , x 2 , x 3 , x 4 , x S ) { G ( x 1 ) ; C ( x 2 ) ; R( x 3 ) ; R ( X 4 ) ; Ra ( x 5 ) ;
自动磨刀机研究报告

自动磨刀机研究报告
一、研究背景
自动磨刀机从1960年代开始出现,是普遍采用的一种机械工具。
自动磨刀机可以用来磨修刀具和刃具,例如刀片,凿子,叉子等,提高这些钢制的工具的工作效率、精度和耐用性。
它可以节省强度大、工作精度要求高的工作时间,它的性能和效率可以有效地提高生产效率,减少劳动力的消耗,同时也可以大大减少传统手动磨刀的费用。
二、研究方法
为了研究自动磨刀机的结构及性能特点,本研究对自动磨刀机系统进行仿真,使用MATLAB建立一个动态磨刀系统仿真模型,计算和分析自动磨刀机系统的特性参数,分析和确定系统的结构及性能特点。
三、仿真结果
通过仿真实验,可以得出自动磨刀机系统的结构及性能特点,以下是仿真实验结果:
(1)结构方面:自动磨刀机系统的结构比较简单,主要由刃具驱动机构,伺服系统,磨头构件等组成;
(2)性能方面:实验结果表明,自动磨刀机具有一定的耐用性,可以达到较佳的精度,有效地提高工具的工作效率;
(3)控制方面:自动磨刀机的控制自动化程度较高,可以根据工具的
材料,形状和尺寸自动调整刃具的磨削精度;
(4)稳定性方面:自动磨刀机的稳定性良好,适用于大批量生产,满
足高精度磨刀要求。
四、结论
经过仿真分析,自动磨刀机具有一定的耐用性,可以达到较佳的精度,有效地提高工具的工作效率,稳定性良好,可以满足大批量生产需要。
它所具有的自动化简易性,精度高,加工精度可靠性等优点,使其现
在深受用户和社会的用户欢迎,在加工工具具上得到广泛的应用。
HRM2200M型辊盘式磨煤机液压系统的自动化改造

2 存在的主要问题和解决方案
21存在 的主要 问题 .
原装产 品,系统的压力调节由主系统比例溢流阀进 行调节 ,方便 远程控制 操作 。各 个工作油 路的供 油
均 由高 压手动 球阀和 电磁 阀进行控 制, 有利于每 一
液压站为 手动控 制 ,所 配控 制柜仅 能实现 油泵
3 4
单独工作油路的切换和 自动控制。系统比例溢流阀
维普资讯
2 0 年 第2 08 期
No. 2 0 2 0 8
“ 世 纪 水泥导 报》 新
C me t ief r e E o h e n d w p c Gu o N
文献标识码: B 文章编号 :1 8 43 08 2 04 2 0 - 7( 0) - 3 0 00 2 00 -
今,效果 良好 。
稍有不慎就会引发大的设备事故。 首先是设备 的开停 :开启时需要现场抬起磨辊 , 然后 中控启动 主 电机 ,磨盘运转 ,再 由现 场落下磨 辊;停 机时,先 由现场抬 起磨辊 ,然后 中控 关闭主 电机,磨盘停止运转后,再由现场落下磨辊 。现场 和 中控 操作人员 通过对讲 机进行联 系 。哪一个动作
电气自动亿
中图分类号: Q 7. 2 ;M7 T 123.T 6 6 9
H M20M型辊盘式磨煤机液压系统的 自动化改造 R 20
胡庆银 马昌胜 山东东华水泥有限公司 (5 1 ) 254 4
我公司第一条500t熟料生产线煤粉制备系统 0 d / 采用 H 20 l M20M型辊盘 式磨煤机 ,磨机的液压 张紧 装 置是 磨辊 预加 载荷 的施 加 机构 ,主 要 由液压 站 、 液压 缸 、氮 气蓄能器 、张 紧支架 、压力 指示器 、铰 接架 、铰接 支撑等组成 。刚开始 的时候 为现场 手动 控 制,在正常 的生产 过程 中,有很多的缺点和不足 , 自动化 程度很 低,严 重制约 了煤 粉 的正 常供 应。对
砂磨机的工作原理

砂磨机的工作原理砂磨机是一种常用的机械设备,用于对工件进行砂磨和抛光处理。
它广泛应用于金属加工、石材加工、木材加工、玻璃加工等行业。
接下来,我将详细介绍砂磨机的工作原理。
砂磨机由主轴系统、磨削系统、磨削介质系统、供液系统和控制系统五个主要部分组成。
首先,我们来看一下主轴系统。
主轴系统是砂磨机的核心部分,它通过电机或其他动力源驱动主轴转动。
主轴的转速可以根据加工需求进行调整,一般较高。
主轴系统还通过轴承等零部件实现主轴的稳定运转。
其次,砂磨机的磨削系统也是至关重要的一部分。
磨削系统由砂轮和砂轮架组成。
砂轮是砂磨机进行砂磨和抛光加工的主要工具,它有不同的形状和粗细等参数。
砂轮架可以调节砂轮的位置和角度,使其与工件接触,进行砂磨加工。
砂磨机的磨削介质系统用于输送磨削介质,如磨料和冷却液。
磨料是砂磨机进行砂磨加工的材料,其粒度和种类会对加工效果产生影响。
冷却液则用于冷却工件和砂轮,降低加工过程中的摩擦和温度。
磨削介质系统通常由输送带、输送管道、水泵等组成,确保磨削介质的稳定供给。
供液系统是砂磨机的另一个重要组成部分。
它通过喷水管、喷嘴等设备将冷却液不断喷洒在工件和砂轮上,以减少磨削过程中的热量和摩擦,保护工件和砂轮的表面质量。
供液系统还可以根据需要调节冷却液的喷射量、压力和角度等参数。
最后,控制系统是砂磨机的智能化管理中枢。
它包括电气控制箱、电子仪表和可编程逻辑控制器等装置,用于控制砂磨机的启动、停止、转速调节以及各个系统的协调工作。
控制系统还可以根据加工要求进行自动化控制,提高加工效率和质量。
总结起来,砂磨机的工作原理是多个部件的协同作用下进行的,主要包括主轴系统、磨削系统、磨削介质系统、供液系统和控制系统。
这些系统共同完成砂磨机加工过程中的旋转、磨削、冷却和控制等功能,实现对工件的砂磨和抛光处理。
球磨机自动控制系统的研究
大 于离心力 时 ,研磨介 质就 脱离 简体抛 射落 下 ,从
而击 碎矿石 。同时 ,在 磨机 旋转 过程 中 ,钢球 还会
有 滑 动 现 象 ,对 矿 石 产 生 研 磨 作 用 。矿 石 是 在 钢 球
分 级溢 流粒度 及浓 度控 制 。满 足工艺 要求
的分级 溢 流粒 度 控 制 是 磨 矿 控 制 最 主 要 的 目标 之
实 时检测分 级溢 流 的浓度 和粒度 ,通 过水量 对其 实
现控制 。
型式 等 ;外 部参 数 :矿 石性 质 、给矿粒 度 、分 级 溢
流粒 度及浓 度 、给水流 量等 。这些 参数 都将影 响 到
球磨 机控 制是 一个 非常 复杂 的控制 过程 ,因此 采 用常规 的 P D控 榭 方式很难 达 到要求 。尽 管 P D I I
摘 要 :介 绍 了球 磨 机 的基 本 原 理 ,分 析 了影 响 其 工 作 效 率 的 主 要 因 素 , 提 出 了 用 神 经 网 络 和 PD 相 结 I 合 的 控 制 方 案 ,并 对 神 经 网络 系 统 进 行 了仿 真 。结 果 表 明 ,该 控 制 方 法 具 有 响 应 速 度 快 等 特 点 , 为 球 磨 机
矿 业 工 程
4 2 M i i g Eng n e i g nn i e rn
第 8卷 第 4 期 2l O O年 8月
球 磨 机 自 动 控 制 系 统 的 研 究
秦 虎 刘 志 红 。 黄 宋 魏 。
( .贵州 大学矿 业学 院 ;2 1 .贵州非 金属 矿产资 源综 合利用 重点 实验 室 ,贵州 贵 阳 5 0 0 ; 5 0 3 3 .昆 明理工 大学 国土 资源学 院 ,云南 昆 明 6 0 9 ) 5 0 3
双面研磨机升级改造方案

双面研磨机升级改造方案一、引言双面研磨机作为一种重要的机械设备,广泛应用于金属加工、玻璃制品等行业的表面研磨工艺中。
然而,随着科技的发展和市场需求的变化,传统的双面研磨机的研磨效率和精度已经无法满足现代工业的需求。
因此,对双面研磨机进行升级改造已成为一个迫切的任务。
二、目标与意义通过对双面研磨机的升级改造,旨在提高研磨效率、提升研磨精度和降低设备维护成本。
这对于提高产品质量、降低生产成本、提升企业竞争力具有重要意义。
三、现有问题分析1. 研磨效率低下目前的双面研磨机存在研磨效率低、生产节拍慢的问题。
这主要是由于传统的研磨方式和工艺导致的。
2. 研磨精度不稳定传统的双面研磨机在研磨精度方面存在一定的不稳定性。
这主要是由于研磨头结构和控制系统的限制引起的。
3. 维护成本高现有的双面研磨机在维护方面存在一定的困难和高成本。
由于设备结构复杂、易受磨损,维护和更换零部件的成本较高。
四、升级改造方案1. 优化研磨方式和工艺通过优化研磨方式和工艺,可以提高研磨效率和生产节拍。
例如,采用高速旋转研磨头、引入自适应控制系统等,可以实现快速、高效的双面研磨。
2. 改进研磨头结构改进研磨头结构可以提升研磨精度和稳定性。
例如,采用材料硬度更高、耐磨性更好的材料制作研磨头,结合精密的运动控制技术,可以实现更精准、稳定的研磨效果。
3. 引入自动化控制系统引入自动化控制系统可以提高设备的稳定性和可控性,降低人工操作的影响。
通过采用精密的传感器和控制算法,实现对研磨过程的实时监测和调整,可以提高研磨精度和稳定性。
4. 优化维护方案优化维护方案可以降低维护成本和设备停机时间。
例如,定期进行设备检查和保养,及时更换磨损的零部件,加强设备维护和管理,可以延长设备的使用寿命并降低维护成本。
五、实施步骤1. 方案设计与验证制定详细的升级改造方案,并进行实验验证。
通过仿真模拟和实际操作,评估方案的可行性和效果。
2. 设备改造与调试根据方案设计,对双面研磨机进行改造与调试。
PLC在铅粉球磨机自动化控制系统改造中的应用
PLC在铅粉球磨机自动化控制系统改造中的应用作者:祁建新来源:《山东工业技术》2013年第12期【摘要】本文就PLC在铅粉球磨机自动化控制系统改造中的应用进行了探讨,详细分析了铅粉球磨机在实现自动控制中对几个主要工艺参数的选择以及它们之间的相互关系,并阐述了应用PLC控制的方法和效应,以期能为PLC更好的应用在铅粉球磨机自动化控制系统改造中而提供参考范例。
【关键词】铅粉球磨机;自动化控制系统;PLC所谓的PLC,就是一种专门在工业环境下应用而设计的数字运算操作的电子装置。
它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
而铅粉球磨机,是目前主要应用在我国蓄电池生产行业中生产氧化铅粉的一种机器。
但是由于生产地的自然环境不同,生产出的氧化铅粉往往达不到理想的设计要求,所以对如何生产出符合要求的氧化铅粉对我国蓄电池生产行业的发展非常重要。
将PLC应用于铅粉球磨机中,不仅可以克服了生产环境的干扰,保证了铅粉球磨机在生产过程中的可靠性及稳定性。
还能随时通过编程器改变程序来控制生产系统的工艺参数,从而达到优质、高产的目的。
本文就PLC在铅粉球磨机自动化控制系统改造中的应用进行了探讨,以期能为PLC更好的应用在铅粉球磨机自动化控制系统改造中而提供参考范例。
1 铅粉生产工艺及主要参数和要求1.1 铅粉生产设备动力构成铅粉球磨机生产系统由主电动机、正压风机、负压风机、收粉器电动机、加球机电动机、电器控制柜以及变频调速器等部分组成。
1.2 铅粉生产的主要工艺参数及要求1.2.1 主机负荷及要求在铅粉生产中只有稳定的负荷才能达到均衡的生产,因为主机负荷的变化直接影响主电机电流值的变化。
主电机功率增大,会造成对铅粉球磨机负荷的错误判断,在相当一段时间内主机处于低负荷运转,又造成滚筒内反应温度降低,这将阻碍生产质量的提高。
砂磨机工作原理
砂磨机工作原理砂磨机是一种常见的磨料加工设备,主要用于将颗粒状物料进行研磨、研磨和混合。
它具有高效、节能、环保等特点,广泛应用于陶瓷、化工、颜料、涂料等行业。
本文将详细介绍砂磨机的工作原理。
引言概述:砂磨机是一种利用磨料与物料之间的相互碰撞、磨擦和剪切作用,将物料进行细磨的设备。
它主要由进料装置、磨料体系、排料装置、传动装置和电气控制系统等组成。
下面将从五个大点来详细介绍砂磨机的工作原理。
正文内容:1. 进料装置1.1 进料口:物料通过进料口进入砂磨机的磨砂室。
1.2 进料方式:可以通过手动或者自动进料,根据不同的生产需求进行调整。
2. 磨料体系2.1 磨砂室:砂磨机的核心部份,装有磨料和物料,通过磨料与物料之间的相互作用进行研磨。
2.2 砂磨体:砂磨机中的磨料,通常是由磨料颗粒和磨料液组成,通过旋转转子产生离心力,使磨料与物料产生相互作用。
2.3 砂磨介质:砂磨机中的磨料液,通常是由水、溶剂和添加剂等组成,用于调节磨砂室内的温度、粘度和颗粒分布等参数。
3. 排料装置3.1 排料口:经过研磨后的物料通过排料口排出砂磨机。
3.2 排料方式:可以通过手动或者自动排料,根据不同的生产需求进行调整。
4. 传动装置4.1 机电:提供动力给砂磨机,驱动转子旋转。
4.2 减速器:将机电的高速旋转转换为砂磨室内的合适转速,保证砂磨机的正常运行。
5. 电气控制系统5.1 控制面板:用于控制砂磨机的启停、转速调节等功能。
5.2 传感器:通过感知砂磨机内部的温度、压力和转速等参数,实现自动化控制。
5.3 保护装置:当砂磨机浮现异常情况时,如过载、过热等,自动停机以保护设备和操作人员的安全。
总结:综上所述,砂磨机的工作原理是通过磨料与物料之间的相互碰撞、磨擦和剪切作用,将物料进行细磨。
它由进料装置、磨料体系、排料装置、传动装置和电气控制系统等组成。
砂磨机具有高效、节能、环保等特点,广泛应用于陶瓷、化工、颜料、涂料等行业。
珩磨机控制系统设计与实现
石 沿径 向涨 开 ,使 其 压 向工 件 孔 壁 , 以便 产 生 一 定
的面接 触 , 同时 使 珩 磨 头 旋 转 和往 复 运 动 , 零 运 动 , 工件 往 复 运 动 , 从 而 实
现 珩磨 。 珩 磨 头进 给 方 式 主 要 分 为 定 量 进 给 和 定 压 进
下转第65页73机械与电子20133基于视觉的蜂王浆自动采集系统的设计及仿真实验智能工程4实验结果系统在visualc环境中利用opencv计算机视觉库7进行机器视觉模块的开发同时调用opengl的图形函数8完成了机器人运动仿真模块两模块利用消息机制协调工作运行并可以实现对单模块运行的操作控制图6为两模块联合仿真运行时的界面
给 。定 量进 给珩 磨 时 , 进 给 机 构 以恒定 的速 度 扩 张
进给, 使 磨粒 强 制 性 地 切人 工 件 。当油 石 产 生 堵 塞
切 削力 下 降时 , 进给 量大 于实 际磨 削量 , 此 时珩磨 压 力增 高 , 从 而使 磨 粒 脱 落 、 破碎 , 切 削作 用 增 强 。定 压进 给 时 , 由于 工件 表面 凹 凸不平 , 需要 实 时调整 珩 磨 头 的进刀 量 , 以保证 工 件承 受恒 定 的磨削 力 。 珩磨 时 由于 珩磨 头旋 转并 往复 运动 或珩 磨头 旋 转 工件 往复 运动 , 使 加 工 面 形 成 交叉 螺 旋 线 切 削 轨
迹, 两 次行程 间珩 磨 头 相 对 工 件 在周 向错 开 一 定 角
度, 这样 的运 动使 珩 磨 头 上 的 每 一个 磨 粒 在 孔 壁 上 的运 动 轨迹亦 不 会重 复 。此外 , 珩磨 头每 转一 转 , 油
0 引 言
珩磨 是一 种摩 擦 切削 工艺 。珩 磨机 是 通 过对 珩 磨 头 的伸缩 控 制完 成 对 工 件 表 面 的加 工 , 实 现 对
上海大学机电工程及其自动化-薄壁圆筒磨边机的结构设计论文
上海大学机电工程及其自动化-薄壁圆筒磨边机的结构设计论文毕业设计(论文)题目: 薄壁圆筒磨边机设计学院机电工程与自动化学院专业(层次) 机械工程及自动化(专升本、本)年级2012级班级专升本学生姓名祝佳陶学号124A0577指导教师金健目录摘要 (1)Abstract (2)第一章绪论 (3)1.1磨削加工的特点概述 (3)1.2砂轮磨削国内外的发展与趋势 (3)1.2.1国外的发展 (3)1.2.2国内的发展 (4)1.2.3发展趋势 (4)1.3砂轮磨削的关键技术 (5)1.4课题设计思路 (5)1.5课题设计结构 (5)1.6课题研究的目的及意义 (5)第二章薄壁圆筒磨边机的总体设计方案 (7)2.1驱动方案的确认 (7)2.1.1液压驱动 (7)2.1.2气压驱动 (7)2.1.3电动机驱动 (8)2.1.4驱动方案的确认 (8)2.2砂轮主轴箱升降机构方案的确认 (8)2.3主轴机构结构方案确认 (9)2.4圆筒夹紧机构的确认 (9)2.5整机方案的确认 (10)2.6本章小结 (11)第三章薄壁圆筒磨边机磨边砂轮主轴的计算 (12)3.1驱动电机的选择 (12)3.2转速图的拟定 (12)3.3传动轴的估算 (13)3.4齿轮模数的估算 (15)3.5各轴结构的设计 (16)3.6主轴组件的刚度和刚度损失的计算 (17)3.7齿轮强度校核 (18)3.8传动轴挠度的验算 (19)3.9本章小结 (20)第四章薄壁圆筒磨边机夹紧机构的设计计算 (21)4.1拟定技术参数 (21)4.2滚珠丝杠的计算及选择 (21)4.3滚珠丝杠支承轴承的选择 (23)4.4滚珠丝杠的校核 (25)4.4.1临界压缩负荷 (25)4.4.2临界转速 (26)4.4.3滚珠丝杠拉压振动与扭转振动的固有频率 (26)4.4.4滚珠丝杠扭转刚度 (28)4.4.5滚珠丝杠传动精度计算 (29)4.5滚珠丝杠进给传动系统变形计算 (29)4.5.1滚珠丝杠精度计算 (30)4.6伺服电机的选择与计算 (32)4.6.1进给伺服电机的校核 (34)4.7联轴器的选择 (35)4.8本章小结 (35)第五章薄壁圆筒磨边机主轴提升机构的设计 (36)5.1拟定技术参数 (36)5.2滚珠丝杠的计算及选择 (36)5.3伺服电机计算及选择 (36)5.4立柱的设计 (36)5.4.1按立柱外形分类 (36)5.4.2材料分类 (36)5.4.3立柱结构的选择 (37)5.5本章小结 (37)第六章结论 (38)参考文献 (40)致谢 (42)薄壁圆筒磨边机设计摘要据经济合作与发展组织日前发布报告称,世界石油需求快速增长,原因是新兴经济体石油消耗不断增长,纽约——美国能源情报署预测,今年全球石油需求将增加1.2%至万桶/日。
直吹式双进双出球磨机自动控制系统分析和改进优化
ου 热力发电・2006(06)收稿日期: 20060123作者简介: 林新田(1970),男,河北石家庄人,1991年毕业于沈阳电力专科学校热自专业,助理工程师,从事电厂热工自动化工作多年。
直吹式双进双出球磨机自动控制系统分析和改进优化林新田,吴志雄(华能上安电厂,河北石家庄 050310)[摘 要] 直吹式磨煤机出力自动控制,其任务是满足锅炉热负荷的需求,并降低磨煤电耗。
针对华能上安电厂300MW 机组钢球磨煤机煤位测量不准问题,提出利用电动机功率信号代替噪音测量煤位进行给煤量控制,并对燃烧自动调节进行了改进优化,取得了满意的控制效果。
[关键词] 磨煤机;煤位;给煤量;燃烧自动控制[中图分类号]T K323 [文献标识码]B [文章编号]10023364(2006)06004002 火电厂制粉系统的安全经济运行直接影响机组的正常运行。
直吹式双进双出球磨机制粉系统的给煤量自动控制是一个非线性、大延迟、大惯性的被控对象,保证磨煤机大罐内煤位在适当位置,实现磨煤机快速满足出力、不断煤、、不发生跑粉事件,降低单位磨煤电耗、提高机组自动投入率、减小钢球对大罐内衬的撞击,成为电厂自动控制急待解决的问题。
1 系统简介1.1 系统配置华能上安电厂二期工程2台300MW 机组采用美国SV EDAL A 公司生产的直吹式双进双出钢球磨煤机。
每台锅炉配备4台磨煤机,其中3台可带满负荷,1台备用。
每台磨煤机配2台自动称重式给煤机(美国STOC K 公司制造,型号EG24,单台出力45t/h )。
磨煤机设计有电耳,装在隔音罩内。
电耳将噪音信号转换为煤位信号,磨煤机通过调整给煤量进行大罐煤位控制,以求磨煤机满足出力、不堵煤、降低电耗。
1.2 自动控制设计及使用情况磨煤机制粉能力表现在干燥出力、通风出力、磨煤出力三个方面。
华能上安电厂磨煤机出力自动控制设计为:通过同时控制冷、热风挡板开度控制磨煤机出口温度,效果良好,自动可正常投入。
球磨机的毕业设计

球磨机的毕业设计球磨机的毕业设计随着工业技术的不断进步和发展,球磨机作为一种重要的研磨设备,在各个行业中得到了广泛的应用。
球磨机的毕业设计是研究和开发新型球磨机的过程,旨在提高球磨机的性能和效率,满足不同行业对研磨设备的需求。
一、球磨机的基本原理和结构球磨机是一种将物料通过摩擦和碰撞的方式进行研磨的设备。
其基本原理是通过旋转的筒体和装满研磨介质的钢球,使物料在筒体内不断受到撞击和摩擦,从而实现研磨的目的。
球磨机的结构主要包括筒体、进料装置、卸料装置、传动装置和电气控制系统等组成部分。
二、球磨机的毕业设计目标球磨机的毕业设计的目标是提高球磨机的性能和效率,以满足不同行业对研磨设备的需求。
具体目标可以包括以下几个方面:1. 提高研磨介质的利用率:通过改进研磨介质的结构和材料,提高其抗磨性和耐用性,减少研磨介质的损耗,提高利用率。
2. 提高球磨机的研磨效率:通过优化球磨机的结构和参数,提高物料在球磨机内的停留时间和研磨效果,提高研磨效率。
3. 降低球磨机的能耗:通过改进球磨机的传动装置和电气控制系统,减少能源的消耗,降低球磨机的能耗。
4. 提高球磨机的自动化程度:通过引入先进的自动化技术,实现球磨机的自动控制和监测,提高球磨机的生产效率和稳定性。
三、球磨机的毕业设计方法球磨机的毕业设计可以采用以下方法来实现:1. 研究和分析现有球磨机的性能和问题:通过对现有球磨机的研究和分析,了解其性能和存在的问题,为设计新型球磨机提供依据。
2. 设计和制造新型球磨机的零部件:根据研究和分析的结果,设计和制造新型球磨机的零部件,包括筒体、进料装置、卸料装置、传动装置等。
3. 进行实验和测试:通过实验和测试,验证新型球磨机的性能和效果,包括研磨效率、能耗、自动化程度等指标。
4. 进行改进和优化:根据实验和测试的结果,对新型球磨机进行改进和优化,提高其性能和效率。
四、球磨机的毕业设计案例以某化工企业的球磨机毕业设计为例,该企业生产的产品需要经过研磨才能达到要求的粒度和质量。
磨床升级为PLC控制系统

关键词 可编程序控制器 平面磨床 改造
一 引言
现代工业生产中,中、小批量零件的生产占产品数量的比例越来越高,零件的复杂性和精度要求迅速提高,传统的普通磨床已经越来越难以适应现代化生产的要求,制造业的竞争已从早期降低劳动力成本、产品成本,提高企业整体效率和质量的竟争,发展到全面满足顾客要求、积极开发新产品的竟争,将面临知识——技术——产品的更新周期越来越短,产品批量越来越小,而对质量、性能的要求更高,同时社会对环境保护、绿色制造的意识不断加强。因此敏捷先进的制造技术将成为企业赢得竟争和生存、发展的主要手段。计算机信息技术和制造自动化技术的结合越来越紧密,作为自动化柔性生产重要基础的数控机床在生产机床中所占比例将越来越多。但新机床购置费用高,且生产准备周期长。因此对原有机床的现代化改造显得尤为重要。而用plc改造老机床有很多优点:⑴节省资金,减少投资额,交货期短 机床的plc改造,可大大减少资金的投入,同购置新机床相比,一般可节省60 % ~80 % 的费用,改造费用低。特别是大型、特殊设备尤为明显。一般大型机床改造,只需花新机床购置费的1/3。即使将原机床的结构进行彻底改造升级,也只需花费购买新机床60 % 的价格。可以充分利用现有地基,不必象购入新设备那样重新购筑地基。 ⑵性能稳定可靠 因原机床各基础件经过长期时效,几乎不会产生应力变形而影响精度,且各部件已经长期磨合,使改造后的机床性能稳定可靠,质量好,可作为新设备继续长期使用。⑶可充分体现企业自身的意愿 企业与改造人员可依照实际需要和机床长期使用的情况,在改造中提出对机床性能、操作与维修等方面的改进意见,有权选择机械零部件、数控系统、电器设备等的规格、型号、性能等。可根据技术革新的发展速度,及时地提高生产设备的自动化水平和效率,提高设备质量和档次,将机床改造成具有当今水平的设备。⑷更有利于使用和维护 由于改造前机床已使用多年,操作者对机床的特性早已了解,在操作使用和维修方面培训时间短、见效快。改造的机床一经安装好,就可实现全负荷运转。⑸可以采用最新的控制技术,提高生产效率。可根据技术革新的发展速度,及时地提高生产设备的自动化水平和效率,提高设备质量和档次,将旧机床改成当今水平的机床。机床经改造后,即可实现加工的自动化,效率可比传统机床提高3~7倍。对复杂零件而言,难度越高,功效提高得越多。且可以不用或少用工装,不仅节约了费用,而且可以缩短生产准备周期。提高产品质量,降低废品率,零件的加工精度高,尺寸分散度小,使装配方便灵活。因此,继电器本身固有的缺陷,给床的安全和经济运行带来了不利影响,用PLC对磨床的继电器式控制系统进行改造已是大势所趋。所以我们就以平面磨床改造来介绍一下。
砂磨机工作原理

砂磨机工作原理砂磨机是一种常用的磨料加工设备,广泛应用于创造业中的研磨、研磨和抛光等工艺过程。
它采用了磨料和工件之间的相对运动来实现研磨的目的。
下面将详细介绍砂磨机的工作原理。
1. 设备结构砂磨机主要由机电、减速器、磨盘、砂磨胶轮、工作台、冷却系统和控制系统等组成。
其中,机电通过减速器将动力传递给磨盘,使其产生旋转运动。
磨盘上安装有砂磨胶轮,用于进行研磨操作。
工作台用于放置待加工的工件,并通过控制系统实现砂磨机的自动化操作。
2. 工作原理砂磨机的工作原理基于磨盘和砂磨胶轮之间的相对运动。
当砂磨机启动时,机电通过减速器驱动磨盘产生旋转运动。
同时,砂磨胶轮也开始旋转。
工件放置在工作台上,并通过控制系统进行定位和固定。
在工作过程中,砂磨胶轮上的磨料与工件表面接触,形成研磨力。
磨料的种类和粒度根据加工要求进行选择。
磨料与工件之间的磨擦力和压力使得磨料对工件表面产生切削和磨损作用,从而实现研磨的目的。
为了提高研磨效果和降低工件表面的热量积累,砂磨机通常采用冷却系统。
冷却系统通过喷射冷却剂或者循环水来降低磨料和工件的温度,以保证加工质量和设备的稳定性。
3. 工艺参数砂磨机的工作效果受到多个工艺参数的影响,包括砂磨胶轮的种类和粒度、研磨速度、研磨压力、冷却剂的喷射量等。
这些参数的选择需要根据具体的加工要求和工件材料来确定。
砂磨胶轮的种类和粒度决定了研磨的精度和表面质量。
普通情况下,粒度较粗的砂磨胶轮适合于快速去除材料,而粒度较细的砂磨胶轮适合于提高表面质量。
研磨速度和研磨压力对加工效果和工件表面的质量有重要影响。
较高的研磨速度和研磨压力可以快速去除材料,但可能导致表面粗糙度增加。
因此,需要根据具体情况进行调整。
冷却剂的喷射量影响研磨过程中的温度控制。
适当的冷却剂喷射可以降低工件表面的热量积累,减少热变形和残存应力,提高加工质量。
4. 应用领域砂磨机广泛应用于金属加工、玻璃加工、陶瓷加工、石材加工等领域。
在金属加工中,砂磨机常用于去除焊接接头、修整工件表面、提高工件的精度和表面质量。
破碎作业自动化控制系统的智能升级改造

C omputer automation计算机自动化破碎作业自动化控制系统的智能升级改造乔 娇(山东黄金矿业(莱州)有限公司焦家金矿,山东 莱州 261441)摘 要:焦家金矿对选矿厂破碎作业自动化控制系统的智能升级改造,对基础自动化技术进行了完善,实现了自动化控制系统向智能化控制的升级,经运行验证,控制效果良好,经济效益可观。
关键词:选矿;智能化;破碎作业中图分类号:TP273;TP18 文献标识码:A 文章编号:1002-5065(2019)08-0038-2Intelligent Upgrade of Crushing Operation Automation Control SystemQIAO Jiao(Jiaojia Gold Mine, Shandong Gold Mining (Laizhou) Co., Ltd.,Laizhou 261441,China)Abstract: Jiaojia gold mine has upgraded the automatic control system of crushing operation in concentrator intelligently, improved the basic automation technology, and realized the upgrade from automatic control system to intelligent control。
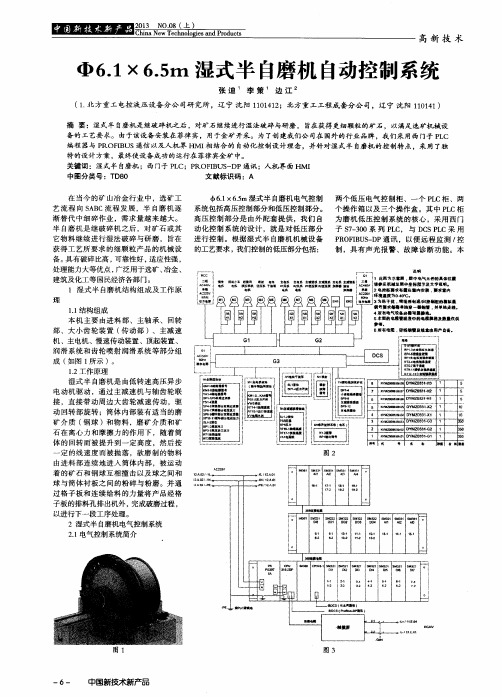
Keywords: mineral processing;intelligent; crushing operation1焦家金矿破碎自动控制系统架构焦家金矿选矿车间破碎作业采用三段一闭路+洗矿工艺流程,小时处理能力为600吨左右。
破碎作业所有设备都已纳入自动控制系统,该系统采用“3+2”工业测控网络架构,“3+2”指的是三层设备和两层网络。
三层设备包括:管理层设备、控制层设备、执行层设备。
Φ6.1×6.5m湿式半自磨机自动控制系统
Z ∞ 3 { X
静辅尊 摭蒜 i 《 ≈ 蓐; 2 竹税: & 3 3 G 2
5 睁 稍≮ 瓒 撵
{ 糯 I 瓣 I H l I I
编程 器与 P ROF I B US通信 以及 人机 界 HMI 相结 合 的 自动化控 制 设计 理 念 ,并针 对湿 式半 自 磨 机 的控制 特 点 。采 用 了独 特的设 计 方案 ,最终使 设备 成功 的运行 在菲律 宾金 矿 中。
关键词 :湿式半 自磨机 ;西 门子 P L C;P I  ̄ OF I B US — D P通讯 ;人机 界 面 H MI
.
f
G 2
卜 ~
翦 襄 耳
DCS
糨
# %辣
}
8 翩l 譬 糖■
瘴# 奠 港囊蠢
首”黼 鸯镰 孽 纛蠹
G3
湿 式 半 自磨 机是 由低 转 速 高压 异 步 电 动机 驱 动 ,通 过 主 减 速 机 与轴 齿 轮 联 接 ,直 接 带 动周 边 大 齿 轮 减 速 传 动 ,驱 动 回转 部 旋 转 ;筒 体 内部装 有适 当 的磨 矿 介质 ( 钢 球 )和物 料 ,磨 矿 介 质 和 矿 石 在离 心 力 和 摩 擦力 的作 用 下 ,随着 筒 体 的 回转 而 被 提 升 到一 定 高 度 ,然 后 按 定 的线 速 度 而 被抛 落 ,欲 磨制 的物 料 由进 料 部 连 续 地 进入 筒 体 内部 ,被 运 动
理
制 ,具 有 声 光 报 警 、故 障诊 断 功 能 。本
1 . 1 结构组 成 本 机 主 要 由进料 部 、主 轴 承 、 回转
部 、大 小 齿 轮 装 置 ( 传 动 部 )、主 减 速 机 、主 电机 、慢速 传动装 置 、顶起 装 置 、 润滑 系 统 和 齿 轮 喷射 润 滑 系 统等 部 分 组
自动化打磨集成工作站设计与实现

摘要:针对目前人工打磨效率低、成本高、质量一致性差等现象,设计并实现了具备高柔性、高度灵活性的自动化打磨集成工作站。
首先结合人工打磨方式对自动化工作站系统需求展开分析,并进行系统整体设计,随后以PLC、工业机器人为核心设计工作站控制系统,最后调试程序并完成实体零件打磨。
试验表明,该工作站可以高效、高质量完成零件打磨。
关键词:工业机器人;打磨加工;PLC0 引言在“中国制造2025”战略背景下,以工业机器人应用为核心的智能制造工厂近年来得到了极大的发展。
随着机器人易用性、稳定性及智能化水平的不断提升,大批量加工作业采用工业机器人自动化生产方式不但可以极大地提高生产效率,还可以极大地提高良品率和生产稳定性,是未来制造业转型升级的重要发展方向。
传统的人工打磨方式存在许多劣势,如对操作人员加工技能水准要求较高,导致生产效率低、人工成本高,且由于人工技术水平不一,零件打磨质量一致性也难以得到保证。
目前,基于工业机器人的自动打磨技术在很多领域有所运用,例如练琛等人设计了工业机器人与台磨机的协同打磨系统,可以完成普通工件的打磨;浙江工业大学的黄琴设计了基于工业机器人的水龙头抛光系统,该系统通过机器人夹持水龙头,在砂带机构上进行抛光;通过RobotStudio软件,完成了对汽车轮毂打磨的仿真过程[7];M. C. Lee等人基于一台三自由度加工中心和一台两自由度工业机器人搭建出适用于曲面抛光的五自由度抛光设备,并完成实验仿真验证]。
以上应用大部分是针对多批量、单一品种零件的自动化打磨加工,且大多使用机器人夹持零件在打磨设备上加工的方式,而航空机载零件品种多、结构复杂、形状各异,在机加工后需进行表面抛光、毛刺清理及修形等加工,属于最终的精加工工序,需要借助多种工具完成多项打磨内容。
本文针对航空机载零件,设计了具备高柔性、高度灵活性的自动化工作站,可以配备各种柔性、刚性工具,实现对多品种零件的自动化集成打磨。
1 系统需求分析及总体设计1.1 系统需求分析采用传统人工方式打磨零件时,会根据不同打磨内容采用毛刷、旋转锉刀、砂纸等工具完成打磨。
毕业设计(论文)-钢轨磨光机液压系统及PLC设计
钢轨磨光机液压及PLC系统设计摘要本文第一部分是设计钢轨磨光机的液压系统,要求实现上、下磨头进给、摆动、砂带张紧及砂带调整。
在整个液压传动机构中,泵源选用了三联齿轮泵供油。
因磨削是系统的核心,故上、下磨头的进给液压缸分别由两个泵供油;其他动作的液压缸合用另外一个泵;三个泵的压力调整与卸载分别通过溢流阀与二位四通电磁换向阀、溢流阀实现;各泵的压力可以通过压力表显示。
由于一个工作循环中,磨削、摆动、砂带张紧及砂带调整等动作要同时发生,且各执行器的负载不尽相同,为解决各执行器间的相互干扰问题,故在实现这些动作的液压缸油路上设置了调速阀;为了消除磨削过程中砂带抱死、断带、磨削太大和磨削量不够等问题,在有关液压缸的油路上设置了电液比例溢流阀,通过渐增压力的方法设置比例电磁铁的输入电流来实现。
本文的第二部分是液压系统的电气控制部分应用PLC来实现的。
PLC 和传统的继电器-接触器控制系统比较,具有可靠性高、逻辑功能强、体积小,可在线修改控制程序,具有远程通信联网功能,易于与计算机接口,能对模拟量进行控制,具备高速计数与位控等高性能模块等优点。
关键词液压系统;磨光机;PLC控制器The Design of the Hydraulic Pressure System forRail grinder and PLCAbstractThe first part is the design of rail grinder's hydraulic system, which requires to the movement of vertical grinding feed, swing, and belt adjustment.In the hydraulic drive mechanism, the pump source is selected triple gear pump oil. Three pump pressure adjustment and unloading through the relief valve companied together and two four-way solenoid valves, relief valve to achieve; the pump pressure can be displayed by pressure gauge. When a working cycle completed, grinding, swing and belt adjustment action to occur simultaneously. In order to eliminate the process of grinding belt locking, belt, grinding and grinding capacity are not enough for that big issues such as the oil in the hydraulic cylinder placed in the way electro-hydraulic proportional and the method set by the proportion of incremental pressure .The second part is an electricity control which is applied the PLC with traditional electric appliances to keep in touch with the machine control system ,which has the dependable high, the logic function and has the ability of small physical volume ,so it can do on-line modification control procedure, in addition, it has long range correspondence net function, which is able to connect with calculator, and can deal with measure to the emulation the proceeding controls, when having the high speed count to control with to wait the excellent function .The PLC is chose to use Siemens series S7-200 CPU224 type made in Germany.Keywords Hydraulic system; Rail grinder; PLC control目录摘要 (I)Abstract (II)第1章绪论 (5)1.1 液压传动概述 (5)1.1.1 液压传动发展 (5)1.1.2 液压传动概况 (5)1.1.3 液压传动特点 (6)1.2 PLC的发展概况 (7)1.3 题目研究的目的及意义 (7)1.4 本文所要研究的内容 (8)第2章液压系统设计及计算 (8)2.1 系统设计要求 (9)2.2 确定执行元件的工作压力 (9)2.2.1 初选液压缸的工作压力 (9)2.2.2 确定液压缸的主要结构系数 (9)2.2.3 计算液压缸的工作压力,流量和功率 (10)2.3 夹紧缸的设计 (11)2.4 拟定系统原理图 (11)2.4.1 速度控制回路的选择 (11)2.4.2 换向和速度换接回路的选择 (11)2.4.3 压力控制回路的选择 (12)2.4.4 夹紧回路的选择 (12)2.5 选择元件 (12)2.5.1 选择液压泵 (12)2.5.2 与液压泵匹配的电动机的选定 (13)2.5.3 确定管道尺寸 (13)2.5.4 液压油箱容积的确定 (14)2.5.5 液压系统的验算 (14)第3章液压集成块结构设计 (15)3.1 液压集成回路设计 (15)3.2 液压集成块及其设计 (15)3.2.1 底板的设计 (15)3.2.2 顶盖的设计 (15)3.2.3 集成块的设计 (16)第4章液压站的设计 (18)4.1 油箱的设计 (18)4.1.1 液压油箱有效容量的确定 (18)4.1.2 油箱的外形尺寸 (18)4.1.3 液压油箱的结构设计 (18)4.2 液压站的结构设计 (21)4.2.1 液压泵与电机安装方式 (21)4.2.2 液压泵的安装以及液压泵和电动机的联轴器 (21)4.2.3 液压站的结构设计 (22)第5章液压系统的PLC控制 (23)5.1 选择PLC产品和此产品的优点 (23)5.2 S7-200的硬件组成 (23)5.2.1 基本单元 (23)5.2.2 确定系统的总点数 (23)5.2.3 确定PLC的型号 (25)5.2.4 CPU及工作方式 (25)5.2.5 工作电源 (25)5.2.6 输入/输出及状态显示 (25)5.2.7 扩展单元 (25)5.2.8 S7-200的地址分配方法 (26)5.2.9 I/O地址分配 (26)5.3 控制面板 (26)5.4 PLC外部接线图 (28)5.5 PLC梯形图 (30)结论 (32)致谢 (33)参考文献 (34)附录 (35)第1章绪论1.1液压传动概述1.1.1液压传动发展液压传动相对于机械传动来说,是一门新的技术,如果从十七世纪中叶巴斯卡提出静压传递原理,十八世纪末英国制成世界第一台水压机算起,液压传动已有二三百年的历史。
棒磨机的工作原理

棒磨机的工作原理简介棒磨机是一种用于磨削棒状工件的机械设备,广泛应用于金属加工、机械制造等领域。
本文将深入探讨棒磨机的工作原理,包括结构组成、工作过程和磨削原理等方面的内容。
结构组成棒磨机主要由以下几个部分组成:1. 机床主体机床主体是棒磨机的核心部分,通常由底座、主轴、工作台和进给系统等组成。
底座提供机床的稳定支撑,主轴用于安装磨削工具,工作台用于夹持和支撑工件,进给系统用于控制工件的进给速度和位置。
2. 磨削工具磨削工具是棒磨机进行磨削加工的关键部分,常见的磨削工具包括砂轮和砂带。
砂轮是一种圆盘状的磨削工具,通过旋转和磨削来实现对工件的加工;砂带是一种带状的磨削工具,通过带动砂带的移动来实现对工件的加工。
3. 辅助装置棒磨机还配备有各种辅助装置,用于提高加工效率和加工质量。
常见的辅助装置包括冷却液系统、自动进给装置和自动测量装置等。
冷却液系统用于冷却和润滑磨削过程,提高加工效率和磨削质量;自动进给装置用于控制工件的进给速度和位置,实现自动化加工;自动测量装置用于测量工件的尺寸和形状,实现精确的加工控制。
工作过程棒磨机的工作过程可以分为以下几个步骤:1. 夹持工件首先,将待加工的棒状工件夹持在工作台上。
夹持方式可以根据具体工件和加工要求选择,常见的夹持方式包括机械夹持和液压夹持等。
2. 启动机床启动机床后,主轴开始旋转,磨削工具开始磨削工件。
同时,进给系统开始控制工件的进给速度和位置,实现磨削过程的自动化。
3. 磨削加工在磨削过程中,磨削工具与工件之间产生相对运动,通过磨削来改变工件的形状和尺寸。
磨削过程中,冷却液系统不断向磨削区域喷洒冷却液,以降低磨削区域的温度和摩擦系数,提高加工效率和磨削质量。
4. 停止机床当工件完成磨削加工后,停止机床的运行。
此时,可以通过自动测量装置对工件的尺寸和形状进行测量,以确保加工质量的要求。
磨削原理棒磨机通过磨削来实现对工件的加工,其磨削原理主要包括以下几个方面:1. 磨粒切削在磨削过程中,磨削工具表面的磨粒与工件表面接触,通过切削来剥离工件表面的材料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PLC 控 制 系 统
磨机 自动化 系统 的设 计与实现
刘 伟, 李 磊, 张治 国
( 安 阳钢铁 股份 有 限公 司, 河南 安阳 4 5 5 0 0 4 ) 摘 要 : 介 绍 磨机 生产 工 艺 , 阐述基 于 P L C 的 自动 化 系统 的 设 计 和 实现 。针 对 工 艺要 求 , 利 用 高 级 算 法 和 先 进 控 制 理论 对现 场设 备进 行 逻辑 控制 , 提 升 磨 机 工 艺 的 自动 化 水 平 产 升 本 。
( An y a n g I r o n a n d S t e e l C o . , L T D, A n y a n g 4 5 5 0 0 4 , C h i n a )
Ab s t r a c t :T h e p r o d u c t i o n p r o c e s s o f mi l l i s i n t r o d u c e d .T h e d e s i g n a n d i mp l e me n t a t i o n o f a u t o ma t i o n s y s t e m b a s e d o n
要 工 艺磨 机 系 统 自动 化 提 出 了更 高 要 求 磨 机 工 艺 复 杂、 生产环境恶劣 、 物耗 能 耗 高 , 控制分散 、 落后 的控 制 方法造成设备故障率高 . 生 产安 全 系数 低 . 已经 不 能满 足 磨 机 系 统 高效 、 安 全 生 产 的要 求 而 采 用先 进 的 P L C 控 制 系统 . 可 提 高 磨 机 系 统 的生 产 指 标 . 保 证 工 艺 人 员
Ke y wor d s : a u t o ma t i o n a n d c o n t r o l ; PL C; mi l l
0引 言
氧 化 铝 厂 自动 化 技 术 的 迅 速 发 展 . 对 氧 化 铝 厂 主
控制 系 统采 用 西 门子 S 7 — 3 0 0系列 P L C C P U采 用 3 1 5 — 2 P N / D P.数 字 量 输 入/ 输 出模 块 采 用 1 6点 2 4 V A C模 块 . 模 拟 量 输 入/ 输 出模 块 采用 8 点 模 块 开 关 量 信 号 采 用 继 电器 隔 离 . 模 拟 量 采 用 配 电器 或 隔 离
PL C a r e d i s c u s s e d . Ac c o r d i n g t o p r o c e s s r e q u i r e me n t s , t h e d e v i c e i s l o g i c a l l y c o n t r o l l e d t h r o u g h a d v a n c e d a l g o r i t h ms a n d a d - v a n c e d c o n t r o l t h e o r y . Th e l e v e l o f a u t o ma t i o n a n d i n d u s t r i a l c o n t r o l t e c h n o l o g y c o n t e n t a u t o ma t i c o f mi l l p r o c e s s a r e i m— p r o v e d . Th e p r o d u c t i o n e ic f i e n c y i s i n c r e a s e d a n d t h e c o s t o f p r o d u c t i o n i s r e d u c e d .
器 进行信 号隔离 , 输入 、 输 出和 电源对地 四端三 重隔
离. 确 保 系统 信 号 稳 定 无 干 扰
控 制 系 统 共 设 1个 主 站 、 3个 远 程 I / O机 架 . 远 程 站采 用 E T 2 0 0 M 形式 .主站 和子 站采 用 P r o i f b u s —
和设备的安全 . 降低生产成本 . 节省人力资源
D P通 信 。 系统 配置 两 台上 位机 监 控站 .监控 站 与
P L C控 制 系 统 通 过 以 太 网 进 行 通 信 . 实 现 数 据 交 换, 两 台 监 控 站 互 为 备 用 系 统 硬 件 配 置 图 如 图 1 所
1工 艺 概 述
关键 词 : 自动 化 控 制 ; P L C; 磨 机
De s i g n a n d I mp l e me n t a t i o n o f Mi l l Au t o ma t i o n Sy s t e m
LI U We i , Li L e i , Z HANG Zh i - g u o
磨 机 系 统 是 氧 化 铝 生 产 工艺 中 的 源 头 . 矿 石 经 过
破碎 后 . 被输送 到磨 机 . 铝 土 矿 和 石 灰 按 一 定 配 比加
不
入磨机进行 混合研磨 . 同 时 在 磨 机 磨 头 和 磨 尾 加 入 跟 矿 石 成 一 定 比 例 的碱 液 研 磨 完 的矿 浆 自流 入 磨 尾 槽, 通 过低 流泵 打至旋 流器 . 合 格 的矿 浆 流 人 矿 浆 槽 以备下游工 艺使用 . 不 合 格 的 矿 浆 重 新 返 人 磨 机 进 行 研磨 。 磨 机 自动 化 系统 由磨 机 系 统 、 润滑油系统 、 上 料