一种大型拖缆机艉轮支架镗孔装备设计
工程机械镗孔机设计方案
工程机械镗孔机设计方案随着工程机械行业的快速发展,对于零部件的精确加工要求也越来越高。
其中镗孔是一种常见的精密加工工艺,用于制造各种传动零部件、连接零件等。
为了满足市场需求,我们决定设计一款高精度的工程机械镗孔机,以提高加工效率和产品质量。
在设计该镗孔机的过程中,需要考虑到精度要求、切削力分析、结构强度和刚度分析等方面,以确保设计方案的可行性和稳定性。
二、设计要求1. 加工精度要求高,镗孔直径精度达到0.01mm以内;2. 适用于各种材料的镗孔加工,包括钢铁、铝合金、铜等;3. 高效的切削动力,确保加工效率和质量;4. 可靠的机械结构设计,能够承受较大的切削力和振动。
三、设计方案为了满足以上的设计要求,我们设计了一款C型立式镗床机,主要包括以下部分:1. 机床主体部分:采用刚性和耐用的铸铁材料制造,保证机床整体的刚性和稳定性。
机床采用C型结构,提高机械的稳定性和刚性。
同时,机床主体采用大梁式结构,增加了机床的承载能力和刚性。
2. 主轴系统:主轴系统采用高精度的滚珠丝杠和精密轴承,以确保切削的精度和稳定性。
主轴采用大功率交流电机,能够提供稳定的切削动力,同时,主轴系统采用变频调速,灵活调整切削速度,以适应不同的加工要求。
3. 刀具系统:镗孔机采用刚性且耐磨的刀具,以确保切削效率和加工质量。
刀具系统采用液压夹紧装置,确保刀具的稳定性和精度。
4. 控制系统:镗孔机采用数控系统,能够灵活控制加工参数,包括切削速度、进给速度、刀具的补偿等。
同时,数控系统能够实时监测加工过程中的各项参数,并作出相应的调整,以确保加工的稳定性和精度。
5. 自动润滑系统:镗孔机主要采用液压驱动,作为机床的动力传动系统,因此液压系统的可靠性和稳定性对整个机床的正常运转至关重要。
自动润滑系统设计合理、结构紧凑、维护方便、对机床各润滑部位实现定时、定量、定向的润滑,有效延长了机床使用寿命,提高了机床加工精度和工作效率。
四、结构强度和刚度分析经过工程分析和仿真模拟,我们对镗孔机的结构强度和刚度进行了分析。
大型艉柱镗削加工工装的设计
0 引言黄海造船有限公司可建造5万吨级以下的各种船舶。
主要建造各类渔船、货船和豪华客滚船等,特别是货船和客滚船,这些船舶的吨位大,艉柱外形尺寸大,其艉柱的加工需要相应的加工机床或工装。
现有新建船舶艉柱内孔的直径为480 mm ,长度约为1.5mm ,重量大约在8 t 。
若购买通用机床来加工这样的工件,投资成本高,需要上百万元,并且利用率低,一年中大约使用2~3个月,其余时间都闲置,同时施工人员也很难调配,需要专业的操作,这无形中增加了造船成本。
为此,企业决定选择自行设计制造专用的加工工装来进行艉柱的加工。
专用的镗削加工工装在某些环节上进行了特殊的处理,使得自制的工装加工能力非常强,大大缩短了工件的加工周期,因工装结构简单便于操作,只需一般的机械加工人员即可,节约了大量的人力、物力、财力,大大降低了造船成本。
1 加工方案的选择根据生产状况,这种零件的数量每年需要大约在40件,其内孔直径约为480 mm 、长度约为1.5 m 、重量约为8 t 。
这样的零件选择采用车床车削加工,则需要非常大直径的卡盘和相当大的床头,这显然是不可能的。
经研究,镗削的方法能较为合理地进行机加工。
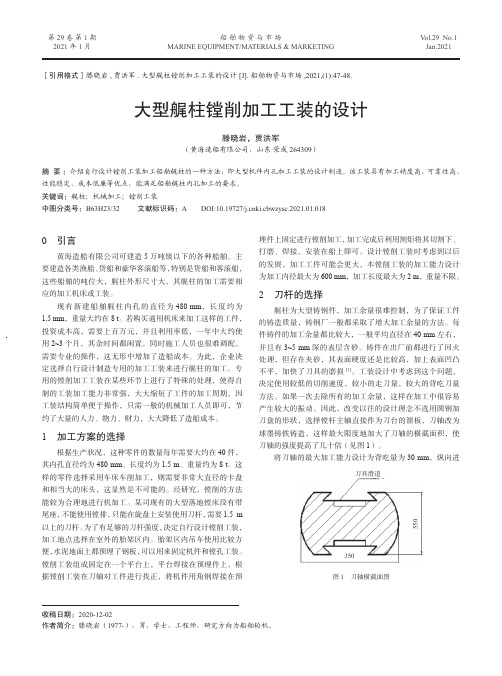
某司现有的大型落地镗床没有带尾座,不能使用镗排,只能在旋盘上安装使用刀杆,需要1.5 m以上的刀杆。
为了有足够的刀杆强度,决定自行设计镗削工装,加工地点选择在室外的胎架区内。
胎架区内吊车使用比较方便,水泥地面上都预埋了钢板,可以用来固定机件和镗孔工装。
镗削工装组成固定在一个平台上,平台焊接在预埋件上,根据镗削工装在刀轴对工件进行找正,将机件用角钢焊接在预大型艉柱镗削加工工装的设计滕晓岩,贾洪军(黄海造船有限公司,山东 荣成 264309)摘 要 :介绍自行设计镗削工装加工船舶艉柱的一种方法,即大型机件内孔加工工装的设计制造。
该工装具有加工精度高、可靠性高、性能稳定、成本低廉等优点,能满足船舶艉柱内孔加工的要求。
关键词:艉柱;机械加工;镗削工装中图分类号:B63H23/32 文献标识码:A DOI:10.19727/ki.cbwzysc.2021.01.018[引用格式]滕晓岩,贾洪军.大型艉柱镗削加工工装的设计[J].船舶物资与市场,2021,(1):47-48.收稿日期:2020-12-02作者简介:滕晓岩(1977-),男,学士,工程师,研究方向为船舶轮机。
船舶艉轴艉管镗孔装置的改进设计
船舶艉轴艉管镗孔装置的改进设计
张潮宏
【期刊名称】《广东造船》
【年(卷),期】2001(000)001
【摘要】@@ 一、概述rn船舶艉轴艉管镗孔装置是造船厂的专用工具,一般由船厂自行设计和制造.我厂承接了新加坡一造船厂艉轴艉管镗孔装置的订货,由本人主持该装置的技术设计及施工设计.
【总页数】4页(P22-25)
【作者】张潮宏
【作者单位】广州新中国船厂有限公司
【正文语种】中文
【相关文献】
1.船舶艉轴空气密封装置设计及应用 [J], 张江兴
2.船舶艉轴机械密封试验装置的设计及密封试验 [J], 赫晓光;王隽;杨俊;田相玉
3.基于船舶艉轴-油膜-艉部结构系统的碰撞载荷响应研究 [J], 董良雄;杨意;高军凯;龚雅萍
4.船舶艉轴管镗孔工装架设工艺 [J], 马宁
5.船舶艉轴艉管系舵系安装工艺探讨 [J], 江直南
因版权原因,仅展示原文概要,查看原文内容请购买。
大马力工作拖船艉滚筒制作及装配工艺
大马力工作拖船艉滚筒制作及装配工艺【摘要】针对一种新型式的大马力工作拖船艉滚筒的设计技术要求,分析阐述了滚筒本体、筒轴和轴瓮的制作、装配过程与工艺要点,介绍了艉滚筒在船体结构上安装、调试的方法以及施工时的注意事项。
【关键词】拖船;艉滚筒;制作工艺艉滚筒是拖船起抛锚及拖带作业的重要使用部件。
艉滚筒制作、安装工艺对保证工作拖船制造质量至关重要。
传统的拖船艉部滚筒设计拖力值一般在70 t 左右;艉部滚筒本体与滚筒轴采用焊接式;艉滚筒轴两端固定在轴承座上。
这种型式的设计有利于滚筒的制作安装,但是船舶在使用中轴承座容易被拉爆。
新型式的设计将滚筒轴端与筒本体焊接在一起,轴端的矩形榖嵌入船体轴瓮之中。
这样有效提升了艉滚筒工作拖力(设计拖力达到了150 t),但也对制作与施工提出了更高的要求。
1 艉滚筒技术要求该船的艉滚筒本体重达38 t,中间段直径2.5 m,两端最大直径2.7 m,长度为5.5 m。
其结构特点是艉滚筒轴与艉滚筒本体焊在一起,即工作时筒体和艉滚筒轴一起转动,轴端矩形榖嵌入在船体艉部分段制作时就形成的瓮内。
船体艉部涂装工程完成后,在艉滚筒的轴两端装上轴榖及轴承套等附件,整体吊入一次完成。
该设计结构受力好,但制作工艺要求很高。
该设计结构受力好,但制作工艺要求很高。
根据设计要求,艉滚筒轴榖在船体翁内的间隙无论轴向、径向均不得大于3 mm;艉滚筒与船体边缘的间隙应不大于8 mm;而且此结构形式没有可在现场调节和现场镗孔的余地,建造精度要求很高。
因此,必须对从船体艉部分段建造到艉滚筒的制作全过程每道工序间的精度进行有效的监控。
2 船体艉端部制作要求2.1 内业制作(1)艉部立体分段距舯2770、3270的两道30 mm厚的纵壁由数控NC切割,要求对接缝用半自动开25?坡口。
(2)在铁平台上画出2770、3270剖面外轮廓线,这两对纵壁按所绘出的轮廓线拼接各板,然后施以双面CO2埋弧自动焊。
焊后变形经矫正后在壁上精确地画出结构线、艉滚筒中心线、水平线(即距基线6325 mm高度线)和FR-5肋位线。
艉轴管镗孔工艺、流程

3
4.人员 4.1 操作人员和检验人员应具备专业知识,并经过相关专业培训,考试或考 核取得合格证书,方可上岗操作。 4.2 操作人员和检验人员应熟悉本规范要求并严格遵守工艺纪律和现场安全 操作规程。 5.工艺要求 5.1 镗孔的圆度、圆柱度公差符合表1要求。
10
8.检验流程表
编 号
项目
13 镗排检验 14 按工艺要求搭排 15 校中镗排,确认直线度 16 粗镗孔 17 光刀前同心度检查 18 光刀 19 光刀后同心度检查 20 镗孔后粗糙度检验
≤0.08mm
≤0.08mm 按图纸要求
21 与压配有关的圆角检验(R0.2~0.5)
22 镗孔数据报验(测三次,取平均值)
5
6.3 用照光时预置的基准点(调整螺钉)校直。
7
6.3 镗杆调整后应进行无负荷动车,加注润滑油脂,检查支架各连接点螺 栓松紧情况。 6.4 粗镗加工 6.4.1 依据施工图,将各阶梯孔直径尺寸、长度等全部加工到半精镗前状态, 各阶梯孔应留有1~1.5mm加工余量。 6.4.2 切削深度不大于4mm、进给量0.6mm/r、镗杆转速10r/min;要求粗糙 度达到 。 6.4.3 工作中如发现较大面积砂眼、裂缝等铸件缺陷应及时反馈。 6.4.4 粗加工结束后,通过检验圆复测镗杆中心与轴心的同心度。 6.5 半精镗加工 6.5.1 提高同轴度精度,各档孔径应留有0.5mm加工余量。 6.5.2 切削深度不大于0.80mm、进给量0.30mm/r、镗杆转速10r/min,要 求粗糙度不小于 6.5.3 工作中应在孔径表面喷注由植物油70%和煤油30%组成的混合冷却油。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A Borng i -ho e De i e De i e o l v c sgn Us d f r Lar wi i h St r he lBe e ge To ng W nc e n W e ar r
WANG Zh n - i W ANG i,L1GuiXin 3 ogM n, Fe - a g
Vo.4, . 1 2 No5 Sep , . 201 1
一
种 大 型 拖缆 机 艉 轮 支 架 镗 孑 装 备 设 计 L
王仲民 ,王 飞 .李 桂 祥 。
( . 津 职 业 技 术 师 范 大 学 机 械 丁 程 学 院 ,天 津 3 0 2 ;2 天 津 职 业 技 术 师 范 大 学 T程 训 练 中心 ,天 津 3 0 2 1天 022 . 02 2
捷 地 实现 对 拖 缆 机 艉 轮 支 架 同轴 孔 进 行 加 工 ,加 工 精 度 完 全 符 合 要 求 。
关 键 词 :拖 缆 机 ;艉 轮 支 架 ; 同轴 孔 ;镗 孔 设 备 中 图 分 类 号 :U6 1 6 文 献 标 识 码 :A d i 03 6 /.s . 0 — 6 32 1 . .7 o: . 9 jsn1 2 6 7 . 1 50 7 1 9 i 0 0 0
3 i j i i hp cieyC .Ld, i j 0 4 0 h a . a i Ru h S i Mahn r o t. a i 3 0 8 ,C i ) T nn c , T nn n
Absr t tac :A ra ebo n po tbl r g—h l e ief o e s 0 0 i o ed vc orpr c si 3 0 KN ag y ruh o ngw ic tr ng lr e h d a c twi n h se n whe lb ae sd s ne .Thek y c r- e e r ri ei g d e o n
该 设 备 由 驱 动 部 分 、镗 杆 部 分 及 进 给 部 分 组 成 [, 3 1
离达 32 r 10 m,是拖缆机设备的关键零部件之一 ,其加 I 驱 动 部 分 电机 通 过 万 向联 轴 器 和 镗 杆 联 接 ,使 镗 杆 旋 a
工 精 度 直 接影 响 着 拖 缆 机设 备 的 产 品 质 量 及 其 适 用 寿 I 转 ;镗 杆 上 安 装 镗 刀 ,并 能 把 镗 杆 部 分 固 定 在 被 加 工 设
整 .从 而保 证 进 给运 动的 运动 方 向与 待加 工孔 的轴线 在
空 间平 行 .将 动 力 部 分 安 装 在 滑 板 上 。启 动 进 给 电 动 机 ,检查 进 给运 动是 否正 常 ,并 加 以调试 。启 动 工作 电
动 机 ,检 查 工 作 变 速 箱 输 出 转 速 是 否 异 常 , 并 加 以 调
() 3
计算 得 :
8
动机 ,即可对 艉 轮支架 的 同轴孔 进行 加] 。 一
、4 2 M,.P ( /F 22 . ( , =3< 而 8 B 4 M )
因此 ,螺杆 强度 满足 使用 要求 。
( )螺 母 螺 纹 强 度 校 核 。 由 于 螺 母 材 料 强 度 低 于 螺 3
杆 材 料 强度 .因此 校验 螺 母 螺纹 强 度 即 可 。根 据 文 献
【】可 得 :牙 根 宽 度 为 b 06 P 06  ̄ = .5 m, 基 本 牙 6 = .5 = . 5 32 r 5 a 型 高 H105 = . ̄ = .mm。 = .P 05 5 25
根据 式 ( ) ( ) 5 和 6 ,计 算得 :
l
一
中还 必 须要 采 取 一 系 列 的措 施 来 保证 操 作 人 员 的安 全 ,
台 可 移 动 式 镗  ̄ 7 _ 设 备 .用 于 加 ] 该 大 型 液 压 拖 缆 L1 /丁 1 一
拖 缆 机 用 于 没 有 自航 能 力 的 海 洋 平 台 提 供 拖 带 和 起 l
Ke r :tw ig wi c y wo ds o n n h; se n whe l c a a ol tr e ; o xi h e;bo n l i r g—hoede ie l vc
0 引言
I 大大增 加 了生产成 本 。针 对该 问题 ,本 文设 计 、开 发 了
装设备才能将其移动到大型机床l T作台上 .在安装过程 l 间具有 一定 范 围 的相对 运 动 ,从 而使 刀杆 轴线 与 待加 ] 一
— — — — — —
1
l
收 稿 日期 :2 1 - 7 3 0 10 - 0
I 孔 的轴 线 重 合 。其 次 .将 镗 刀 安装 在 镗 杆 上 并 调 整 尺
3天 津 瑞 驰 船 舶机 械有 限公 司 ,天 津 30 8 ) . 0 40
摘 要 :设 计 了一 种 可 移 动 式 镗 孔 加 工 设 备 ,用 于 加 工 3 0 KN 大 型 液 压 拖 缆 机 艉 轮 支 架 的 同 轴 孔 ,对 该 00
设备 的 关键 零 部 件进 行 了计 算与 校核 , 实践证 明 :该 设 备 结构 简单 、 易 于操 作 ,能 够 方便 、快
上大型拖缆机被少数 国外厂商垄 断,20K 50 N以上 的大 l
型拖 缆 机供 应 缺 额 较 大 ,制 造 这类 产 品 的 国 内企 业 很 :
少_ 1 0 0 N大 型 液压 拖 缆 机 的艉 轮 支 架 的 同轴 孔 距 l l 。3 0 K l 2
1 镗  ̄ 2 工 设 备 工 作 原 理 Ln 3
\ 0/ _l ( / . 茜-、 7一 8 . 5 4 2 )
取‘1 p . , 计 中径 d 2 .,远大 于最小 中径75 4, = 7圈设 2 7 = 5 .1
故 耐磨 性满 足使 用要 求 。
( )螺杆 强度 校核 。螺 纹摩 擦力 矩1 : 2 4 1 为
= M A _ztn h p) 6 6 .5 N・ ) L dFa ( + = 2 44 ( 1 1 / .
命 。在机 械加 工 中属 于体 积大 、同轴度 要 求较 高 且不 便 : 备 上 ;进 给部 分 由 电机带 动镗 杆 部分 轴 向移 动 实现 的传 统加 工 方 法是 :将 轴 承基 } 功 能 ,如 图 1所 示 。其 ] 作 原 理 为 :首 先 ,将 导 向 装 置 _ 座焊 接在 拖缆 机 的艉 轮支 架上 ,利 用 大 型镗孔 加 工机 床 l 支 架 固定 在 待 加 工 孑 位 ,再 将 镗 刀 杆 通 过 丁 件 的毛 坯 L
对其 进行 加] 来保 证孔 的同轴 精度 。应用 这种 方 法 ,移 I 孔 、导 向套 ,安 装 在导 向装置 支架 上 。利 用 导 向装 置 上 - 动艉 轮支架 非 常 困难 ,往往 需要 一 些特 殊 甚至 专 用 的 吊 一 的调整 螺 钉对 刀杆 进 行调 整 .使得 导 向套 与定 位 套 简之
7调 整 螺 钉 .
6= b
1 . 座 1 . 架 1 . 板 1 . 件 1底 2支 3滑 4工
因此 。螺 纹强 度满 足使 用要 求 。
图 1 拖 缆 机 艉 轮 可 移 动 式 镗 孔 设 备
3 结 论
2 镗 杆 强度 校 核
21 扭 转 强 度 校 核 .
本 文设 计 了一 种可 移 动式 镗孔 加 工设 备 ,用 于加 工
(. l g f c a iaEn ier g Ti jnUnv rt f c n lg n u a o , aj 3 0 2 1Col eo hncl gn ei , a i ies yo h oo ya dEd ct n Ti i 0 2 2,Chn ; e Me n n i Te i nn i a
抛锚 作业 。船 舶 的大 型化发 展 需求 导 致 与之 配套 的拖 缆 : 机 的艉 轮 支架 :在 加工 位 置处 将 该设 备组 装 好 ,只 需进 机的市场需求正向大型化 、标准化方向发展 ,目前世界 } 行 简 单 的 调 试 ,就 可 以 对 艉 轮 支 架 的 同 轴 孔 进 行 加 工 。
寸 ,以 保 证 加 T 尺 寸 的准 确 ,并 用 紧 定 螺 钉 将 镗 刀 固 定 。然 后 ,根据 镗 杆伸 出_ 件 的长 度确 定 支架 的摆放 位 T
作 者 简 介 : 王仲 民 (94 ,男 ,天 津 人 , 工 学博 士 .副 教 17 -)
授 。主 要 研 究 方 向 :先进 制 造 技 术 与应 用 .机 电一 体 化 。
第2 4卷 第 5期 21 0 1年 9月 文 章 编 号 :1 0 — 6 3 ( m 1 5 1 7 0 02 67 2 )0 — 8 — 2
机 电 产 品 开 发 与 弱
D v lp n & I n v t n o c iey & E e t c l r d cs e eo me t n o ai fMa hn r o l cr a o u t i P
2E gn eigTriigCe tr Ti jnUnv rt f c n lg n u a o , aj 3 0 2 .n ier a n ne, a i ies yo h oo ya dEd ct n Ti i 0 2 2,Chn ; n n n i Te i nn ia
T
_ 9 M< I 6 P ・ . 4 T
= 96 MP< b 2. 6 .B p
( 5 )
() 6
1工 作 电 动机 .
6导 向 套 .
2工 作 变 速 箱 3万 向 联 轴 器 4 导 向 支 架 5镗 杆 . . . .
8镗 刀 . 9进 给 电动 机 . 1 . 给 变速 箱 0进
,
试 。最后 ,通 过 万 向联轴 器 ,将 工作 变速 箱 的输 出轴 与 镗刀 杆进 行 固定 链接 ,通 过 万 向联轴 器来 补 偿工 作 变速 箱输 出轴 与 镗杆 之 间 的空间 夹角 ,最 终 保证 加 工空 位 的 同轴 度 。启 动工 作 电动机 ,待 运 行稳 定后 再 启动 进 给 电