FOCKE-350S包装机组新型电控系统的设计与实现
FOCKE-350S包装机组新型电控系统的设计与实现
F OCK 一 5 S包装 机 组新 型 电控 系统 的设 计 与 实现 E 30
李娜 毛 国辉 赵 乾
(. 1沈阳理工大学应 用技术 学院; . 2 红云红 河烟草( 集团) 有限责任公 司乌 兰浩特卷烟厂; . 3 中国科学院沈 阳自动化研究所)
摘 要 :OC E 3 0 F K 一 5 S包 装机 组 经 过 十 年 左 右 的 使 用 ,由于 备 件 缺 乏、 元 器 件 线 路 老 化 以 及 操作 性 差 等 原 因 , 造成 设 备 故 障 率 提 高 , 效 生 产 作 业 率 有 下 降 。 为 此 , 计 了 一套 新 型 的 包装 机 组 电气控 制 系统 。该 系统 主 要 由 P C 设 L 过程控制系统、 电气 传 动 系统 和 上 位 计 算 机监 控 系 统 组成 , 用 工 业 以 太 网 利 来 完 成 工 控 机 与 P C、 厂 管理 信 息 系统 与 工 控 机 以 及 P C 与 P C控 制 器 L 工 L L 之 间 的 通讯 , 用交 流 伺 服 驱 动 控 制 主 电 机 , 通 过 高 速 布 尔 处理 器 来 完 成 采 并 机 器 相 位 和 烟 包 质 量 的 检 测 和 控 制 。 经 过 在 卷 烟 厂 的 投 入 使 用 ,新 型 的 F OCK 一 5 S包 装 机 组 运 行 稳 定 可 靠 , E30 实时 性 强 , 维 修 方便 , 高 了机 组 且 提
FOCKE-350S包装机组新型电控系统的设计与实现

FOCKE-350S包装机组新型电控系统的设计与实现FOCKE-350S包装机组经过十年左右的使用,由于备件缺乏、元器件线路老化以及操作性差等原因,造成设备故障率提高,有效生产作业率下降。
为此,设计了一套新型的包装机组电气控制系统。
该系统主要由PLC过程控制系统、电气传动系统和上位计算机监控系统组成,利用工业以太网来完成工控机与PLC、工厂管理信息系统与工控机以及PLC与PLC控制器之间的通讯,采用交流伺服驱动控制主电机,并通过高速布尔处理器来完成机器相位和烟包质量的检测和控制。
经过在卷烟厂的投入使用,新型的FOCKE-350S包装机组运行稳定可靠,实时性强,且维修方便,提高了机组的有效作业率。
标签:FOCKE-350S包装机组电控系统FM352-5布尔处理器工业以太网FOCKE-350S包装机组是德国FOCKE﹠CO公司八十年代末期推出的硬盒高速包装机机组。
该机组电控系统主要由三套SIEMENS S5-135 PLC组成,实现对主机+存储器(350+802)、小包玻璃纸机(401)和条盒机(408)三部分的控制。
国内的FOCKE包装机组均为九十年代中期前后引进[1],经过十年左右的使用,系统存在的主要问题有:①备件缺乏、采购周期长且昂贵;②元器件线路老化、故障率升高;③操作性差:OPC均由FOCKE公司提供,采用的软件仅配合其特定的硬件平台,用户几乎无法进行功能扩充,机台上材料消耗、产量统计和运作率等数据也就不能方便地上传到工厂MIS系统中去;④直流电机维护工作量大:驱动系统采用直流调速系统,在使用初期可以获得线性度很好的控制特性,但是直流电机的体积比较大,需要更换碳刷和定期保养与维护。
为此,利用计算机控制及机电一体化技术,设计出一套新型包装机组电气控制系统的解决方案,使FOCKE-350S包装机组具有更先进的自动控制技术,以适应高效率和安全生产的要求。
1总体设计方案现场总线(Fieldbus)是用于过程自动化和制造自动化最底层的现场设备或现场仪表互连的通信网络,是现场通信网络与控制系统的集成。
(新版)高级卷烟包装工技能理论考试题库-上(单选、判断题库)

(新版)高级卷烟包装工技能理论考试题库-上(单选、判断题库)一、单选题1.YB45包装机负压系统风压为()Mpa。
A、0.06B、0.05C、0.04D、0.03答案:A2.哪一项不属于YB25型包装机封签供给部分易损件。
()A、输送轴承B、涂胶轮C、刮胶板D、橡胶压轮答案:D3.FOCKE350小盒包装机一条烟道中的烟支有间断,()将这一信息传给控制系统,显示器立即显示“下烟道空”并停机。
A、空头检测器B、滤嘴检测器C、上排检测器D、料位检测器4.YB25/YB45包装机烟支模盒随动板机构的作用是整理烟支模盒内的烟支,在输送带转动期间保持烟支模盒内()的烟支不移位。
A、第一层和第二层B、第二层和第三层C、第一层和第三层D、第一、二、三层答案:A5.FOCKE350小盒包装机()的负压-0.04至-0.05Mpa。
A、内衬纸切割输送B、内衬纸拼接C、吸商标纸扇形轮D、全一样答案:A6.FOCKE350小盒包装机烟库下烟不畅,应正确调整活动有机玻璃门,使香烟滤嘴和门的内表面之间的间距为5~3mm,注意保证有机玻璃门()的平行度。
A、左右B、上下C、前后D、里外答案:A7.YB55型小盒透明纸包装机()未达到工艺要求导致小盒透明纸输送堵塞。
B、透明纸C、条盒纸D、拉线答案:B8.YB65条盒包装机防护装置()开关打开时,则传动装置的启动机构被琐住,机器不能启动。
A、光电B、接近C、连锁D、限位答案:C9.FOCKE401小盒透明纸包装机烟包输送凸耳链的更换周期为()小时。
A、2500B、3000C、3500D、4000答案:C10.()是传感器大家族中的成员,它把发射端和接收端之间光的强弱变化转化为电流的变化以达到探测的目的。
A、接近开关B、光电开关C、连锁开关D、限位开关答案:B11.根据YB25型软盒包装机包装工艺要求,商标纸涂胶位置共有()处。
A、一B、二C、三D、四答案:D12.YB25包装机封签吸纸轮送来的封签纸在第一导纸轮和压紧轮的作用下由导纸板导向作()转向后向下输送。
FOCKE350型
FOCKE350FOCKE350小盒包装机内衬纸供给系统的负压通道由内衬纸切割传送和内衬纸拼接两路组成。
FOCKE350小盒包装机内衬纸切割负压通道主要为内衬纸的切割、输送提供吸附力。
FOCKE350小盒包装机内衬纸拼接负压通道主要为内衬纸拼接提供吸附力。
01.FOCKE350小盒包装机内衬纸拼接负压通道包括过滤器、负压电磁阀管路、内衬纸( c )等。
A 吸风咀 B. 负压管 C. 吸附板 D. 负压发生器02.FOCKE350小盒包装机内衬纸切割负压通道的负压将内衬纸吸附在切割辊上进行切割并交给内衬纸(A )进行传送。
A 传送辊 B. 压花辊 C. 切割辊 D. 牵引辊03.FOCKE350小盒包装机清洁内衬纸负压通道过滤器时需用( A )从内到外清洁固定座、滤芯、防护罩。
A压缩空气 B. 煤油 C. 清水 D. 酒精04.(×)FOCKE350小盒包装机真空泵启动后产生负压,经负压过滤器后进入负压分配器,分三路输出,其中一路进入内衬纸切割装置,为内衬纸的切割、输送和折叠提供吸附力。
05.(√)FOCKE350小盒包装机内衬纸供给系统的负压通道由内衬纸切割传送和内衬纸拼接两路组成。
06.(√)FOCKE350小盒包装机内衬纸拼接负压通道主要为内衬纸拼接提供吸附力。
07.简述FOCKE350小盒包装机内衬纸拼接负压通道的清洁方法。
答:1)用压缩空气吹净负压过滤器上的灰尘。
(2)用压缩空气清洁负压电磁阀。
(3)用压缩空气清洁负压管道。
(4)用压缩空气清洁内衬纸吸附板。
08.简述FOCKE350小盒包装机内衬纸切割负压通道的清洁方法。
答:1)用压缩空气吹净负压过滤器上的灰尘;(2)用压缩空气清洁分气盘;(3)用压缩空气清洁各负压管道、分配器;(4)用压缩空气清洁切刀辊和内衬纸传送辊。
09.FOCKE350小盒包装机商标纸负压通道系统主要为____的分离输送提供吸附力。
商标纸10.FOCKE350小盒包装机商标纸负压通道包括过滤器、______、负压转换电磁阀等。
FOCKE350S包装机组增设小包透明纸反折剔除检测
FOCKE350S包装机组增设小包透明纸反折剔除检测——济南卷烟厂王云峰【摘要】在401转塔长边烙铁后的一个停止工位上增设带光纤的光电接近式开关,其信号输入给PLC可编程控制器,修改PLC中的程序,将该检测的信号同角度信号相“与”后,在剔除口将透明纸反折的小包剔除,杜绝不合格小包流入下道工序,保证了产品质量。
【关键词】FOCKE机组透明纸反折软件编程自动剔除一、问题的提出FOCKE机组是从德国引进的PLC控制的高速硬盒包装机,其额定生产能力为400包/分钟,目前承担着我厂硬盒卷烟中高档产品的生产任务,其主要包括350小包包装机、401小透包装机、408条盒条透包装机三部分。
根据用户反馈及挡车工的反映,在生产过程中,其401小包机常出现小包透明纸左边底部反折,容易导致包装质量不合格的产品进入下道工序。
由于401设备的生产速度高,同时在401小包机的出烟口烟包为两包一垛输出,如果下层烟包发生质量问题工人难以发现。
这给我们依靠操作人员在设备的出烟口捡出这种有质量问题的烟包带来了极大的困难,产品质量事故时有发生。
二、现状调查针对上面提出的问题,我进行了广泛的调研,主要包括以下三个方面:1、从以往的生产情况看,我车间的七台FOCKE350S包装机组均会出现过这种质量问题。
据了解,省内外其他卷烟厂的FOCKE350S包装机组也出现过类似问题,仅只是发生问题的烟包数量的多少不同。
因此,这种质量问题在FOCKE350S包装机组带有一定的普遍性。
2、虽然我们使用的FOCKE350S包装机组是德国90年代的先进设备,它有比较完善的质量检测系统,对于大多数有问题的产品都能够检测、剔除。
但对于这种小包透明纸反折的质量问题,该设备没有专门的检测装置。
当设备生产出小包透明纸反折的烟包时,设备不能有效的进行检测并将其剔除。
3、该质量问题产生的原因比较复杂,和使用的设备,选择的辅料都有很大关系。
而且问题发生的偶然性很大,单纯靠机械调整只能减少这种有质量问题的烟包数量,而不能彻底杜绝问题的发生。
FOCKE350S条盒商标纸拾取轮总成支撑的改进

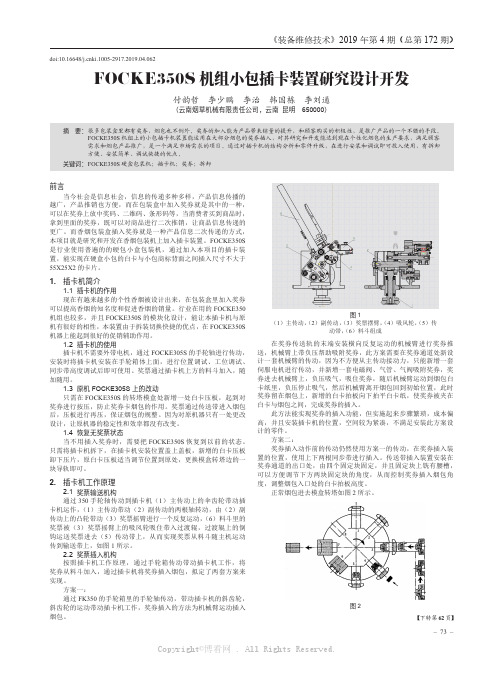
3 改进 方 案 及 方 案 的实 施
3 1 改 进 方 案 .
在满足运动方式的条件下 , 如果在双轴轴端增加支撑点 , 将双轴单侧支撑改为双轴双侧支撑 , 就可 以大大改善直线轴承的工作状况。由于直线轴承的主要载荷分布在垂直面内 , 支撑端至受力点 的距离
a= 0 n, 40t i o 双轴悬臂 Z 6 0m 假设商标纸对总成的压力 F的作用点与总成重心重合 , = 0 m, 且总成重量
[ 文章编 号 】63— 94 20 )2— 04— 4 17 2 4 (0 8 0 0 1 0
F C E 5 S条盒商标纸拾取轮总成支撑的改进 O K 30
魏 平 夷
( 陕西卷烟总厂 汉 中分厂 , 陕西 汉 中 7 30 ) 2 12
[ 要 ] 通过对 F C E 5 S 摘 O K 30 条盒商标纸拾取轮 总成 支撑 结构原理分析 , 原双轴单侧 总成 支撑结构在使用过程中, 双轴易弯曲变形, 直线轴承 易磨损。从力学角度分析 了直线轴承磨损 较快的根本原 因, 并对原结构加以改进 , 将双轴单侧 支撑结构改为双轴双侧 支撑 , 改善直线轴 承的受力状 况, 长 其使 用寿命 , 高 了拾 取轮 总成 运动 的稳 定 性, 延 提 取得 了显著 效果 , 在 F C E包装机 中具有一定的推广价值。 OK [ 关 键 词 】 F C E 5 S 总成 支撑 ; 改进 O K 30 ;
高级FOCKE操作工

一、填空题(第1题~第10题,每题2分,满分20分。
)1. 卷烟的烟支包装工艺包括小包包装、条烟包装以及______等3个包装工艺过程。
2. 在照明电路里有中性线的连接方法叫做____________________制。
3. 识读装配图是通过对现有的尺寸、图形、符号、文字的分析、了解设计的()的过程。
4. 350包装机中商标纸吸取装置的真空与高压气的切换是通过______实现的。
5. 350小包机衬纸拼接时机组_______________拼接。
6. FK机组401小包透明纸机,烟包堆叠通道处,长边二次加热器在工作状态下与导块的最小距离为。
7. FK350S小包机缺支和空头检测的前后动作是由一个来传动的。
8. 设备故障发生的状态,分为突发性故障和两种。
9. 350小包机往复模盒共有对烟包衬纸进行折叠。
10. 圆柱销和圆锥销主要用于______。
二、单项选择(第11题~第30题。
选择一个正确的答案,将相应的字母填入题内的括号中。
每题2分,满分40分。
)11. 设备润滑管理是设备维护工作的重要环节,设备缺油或油脂变质会导致设备故障甚至破坏设备的()。
A、结构和精度B、精度和功能C、特性和功能D、结构和特性12. 质量方针是企业方针的一个组成部分,它是由()批准。
A、质量管理部门B、职代会C、最高管理者D、上级部门13. 备件与低值易耗品是有区别的,下列()不属于易耗品。
A、标准螺栓B、轴C、凸轮D、齿轮14. 识别技术是根据观测到的()参数预测故障的技术。
A、应力B、征兆C、性能D、强度15. 350S小包机商标纸压印装置与其对应砧辊应有()mm的间隙。
A、1-2B、0.5-1C、0.01-0.03D、0.15-0.216. 401烟包垂直通道上顶板的调整基准是当运行至最下面位置时,顶板要低于导轨底板()mm。
A、0.5B、1C、2D、317. 350S小包机设定机器速度的菜单键是()。
A、F1B、F2C、F3D、F418. 3FK350S小包机内框架部分从展卷到切割、输送共有()个检查点。
FOCKE350S包装机组增设小包透明纸反折剔除检测

FOCKE350S包装机组增设小包透明纸反折剔除检测——济南卷烟厂王云峰【摘要】在401转塔长边烙铁后的一个停止工位上增设带光纤的光电接近式开关,其信号输入给PLC可编程操纵器,修改PLC中的程序,将该检测的信号同角度信号相“与”后,在剔除口将透亮纸反折的小包剔除,杜绝不合格小包流入下道工序,保证了产品质量。
【关键词】FOCKE机组透亮纸反折软件编程自动剔除一、咨询题的提出FOCKE机组是从德国引进的PLC操纵的高速硬盒包装机,其额定生产能力为400包/分钟,目前承担着我厂硬盒卷烟中高档产品的生产任务,其要紧包括350小包包装机、401小透包装机、408条盒条透包装机三部分。
依照用户反馈及挡车工的反映,在生产过程中,其401小包机常显现小包透亮纸左边底部反折,容易导致包装质量不合格的产品进入下道工序。
由于401设备的生产速度高,同时在401小包机的出烟口烟包为两包一垛输出,假如下层烟包发生质量咨询题工人难以发觉。
这给我们依靠操作人员在设备的出烟口捡出这种有质量咨询题的烟包带来了极大的困难,产品质量事故时有发生。
二、现状调查针对上面提出的咨询题,我进行了广泛的调研,要紧包括以下三个方面:1、从以往的生产情形看,我车间的七台FOCKE350S包装机组均会显现过这种质量咨询题。
据了解,省内外其他卷烟厂的FOCKE350S包装机组也显现过类似咨询题,仅只是发生咨询题的烟包数量的多少不同。
因此,这种质量咨询题在FOCKE350S包装机组带有一定的普遍性。
2、尽管我们使用的FOCKE350S包装机组是德国90年代的先进设备,它有比较完善的质量检测系统,关于大多数有咨询题的产品都能够检测、剔除。
但关于这种小包透亮纸反折的质量咨询题,该设备没有专门的检测装置。
当设备生产出小包透亮纸反折的烟包时,设备不能有效的进行检测并将其剔除。
3、该质量咨询题产生的缘故比较复杂,和使用的设备,选择的辅料都有专门大关系。
而且咨询题发生的偶然性专门大,单纯靠机械调整只能减少这种有质量咨询题的烟包数量,而不能完全杜绝咨询题的发生。
FOCKE350S机组小包插卡装置研究设计开发
《装备维修技术》2019年第4期(总第172期)doi:10.16648/ki.1005-2917.2019.04.062FOCKE350S机组小包插卡装置研究设计开发付韵哲 李少鹏 李治 韩国栋 李刘通(云南烟草机械有限责任公司,云南昆明 650000)摘要:很多包装盒里都有奖券,烟包也不例外。
奖券的加入能为产品带来销量的提升,和顾客购买的积极性,是推广产品的一个不错的手段。
FOCKE350S机组上的小包插卡机装置能运用在大部分烟包的奖券插入,对其研究和开发能达到现在个性化烟包的生产要求,满足顾客需求和烟包产品推广,是一个满足市场需求的项目。
通过对插卡机的结构分析和零件升级,在进行安装和调试即可投入使用,有拆卸方便、安装简单、调试快捷的优点。
关键词:FOCKE350S硬盒包装机;插卡机;奖券;拆卸前言当今社会是信息社会,信息的传递多种多样,产品信息传播的越广,产品推销也方便,而在包装盒中加入奖券就是其中的一种,可以在奖券上放中奖码、二维码、条形码等,当消费者买到商品时,拿到里面的奖券,既可以对商品进行二次推销,让商品信息传递的更广。
而香烟包装盒插入奖券就是一种产品信息二次传递的方式,本项目就是研究和开发在香烟包装机上加入插卡装置。
FOCKE350S是行业使用普遍的的硬包小盒包装机,通过加入本项目的插卡装置,能实现在硬盒小包的白卡与小包商标背面之间插入尺寸不大于55X25X2的卡片。
1. 插卡机简介1.1 插卡机的作用现在有越来越多的个性香烟被设计出来,在包装盒里加入奖券可以提高香烟的知名度和促进香烟的销量。
行业在用的FOCKE350机组也较多,并且FOCKE350S的模块化设计,能让本插卡机与原机有很好的相性,本装置由于拆装切换快捷的优点,在FOCKE350S 机器上能起到很好的促销辅助作用。
1.2 插卡机的使用插卡机不需要外带电机,通过FOCKE305S的手轮轴进行传动,安装时将插卡机安装在手轮箱体上面,进行位置调试、工位调试、同步带高度调试后即可使用。
全国烟草行业优秀QC小组成果汇编(2010-2016)
工业一等奖南昌卷烟厂在线叶丝限长装置的研制(五星QC小组)徐州卷烟厂叶丝暂存工序工艺流程的精益设计(前沿QC小组)南宁卷烟厂备件“互联网+”模式仓储管理辅助系统的研制(智思 QC 小组)厦门烟草工业有限责任公司GDX2包装机回收胶水搅拌装置的研制(凝聚力QC小组)梅州卷烟厂PROTOS70卷烟机空气屏障导流装置的研制(雷鸣QC小组)昆明卷烟厂环形穿梭车快速维护系统的研发(阿尔法QC小组)青岛卷烟厂研制ZJ112卷接机组蜘蛛手油封拆装工具(开创号QC小组)汉中卷烟厂研发SQ3X系列导丝条新型清洁工具(创新QC小组)张家口卷烟厂ZJ17梗丝再分离装置的研制(我当家QC小组)河南中烟工业有限责任公司黄金叶制造中心研制装封箱机单机不合格烟箱在线自动剔除装置(奇胜QC小组)二等奖玉溪卷烟厂梗丝含水率调控装置的研制(天工开物QC小组)蚌埠卷烟厂降低制冷系统单位冷量耗电(点石成金QC小组)云南中烟工业有限责任公司红塔集团物流中心片烟仓储外力支撑堆垛装置的研制(传奇QC小组)柳州卷烟厂降低GDX1软盒包装设备单箱废支量(游天QC小组)重庆卷烟厂在线水分仪监测系统的研制(探索QC小组)广州卷烟厂研制ZB42包装机组缺包检测装置(无中生有QC小组)河北白沙烟草有限责任公司成品高架库堆垛机监控程序的研发(创新QC小组)济南卷烟厂除尘器来料工艺测试便捷采集装置的研制(发展QC小组)龙岩烟草工业有限责任公司降低“七匹狼雅典”卷烟烟支单耗(炫狼QC小组)杭州卷烟厂降低FOCKE封箱机回用纸箱的故障停机次数(卷包车间辅助维修QC小组)毕节卷烟厂研制片印毛刷自动进给装置(精卫QC小组)长沙卷烟厂研制以“密度为主导”的烟梗分选装置(劳模创新工作室QC 小组)三等奖芜湖卷烟厂降低烟丝库入库端设备生产异常率(精益先锋QC小组)宝鸡卷烟厂研制ZJ112型卷烟机新型蜘蛛手负压循环装置(龙舟一号 QC小组)深圳烟草工业有限责任公司新型GDX1主机出口圆盘新型传动轴的研制(奥盛QC小组)江西中烟赣州卷烟厂缩短卷包机组换牌时间(精益管理 QC 小组) 商业一等奖江苏连云港精益物流数据自动生成分析工具的研制(梦创QC小组)山东临沂新型散叶装烟筐烘烤技术研发(金叶芳华QC小组)广西百色烟田旋耕起垄器的研制(德保营销部天香QC小组)广东东莞降低非烟条码统计分析时间(暴风QC小组)福建漳州创新精准货源投放分析模式(工匠QC小组)安徽合肥卷烟送货装车一体化装置的研制(大力士QC小组)二等奖湖南常德精益物流综合管理APP的研发(探索者QC小组)浙江台州三员协同移动办公平台研发(面包房QC小组)山东青岛异型烟半自动分拣线双出口分流装置的研制(迅捷QC小组)山西太原卷烟包装箱折叠机构的研制(精细严QC小组)浙江杭州提高互联网涉烟案件线索排查成功率(亮剑QC小组)广西河池卷烟零售客户移动服务终端的研发(营销中心利刃QC小组)山东潍坊漂浮育苗盘清洗消毒一体机的研制(龙腾QC小组)湖南长沙宁乡密集烤房助燃风机保护器的研制(金叶飘香QC小组)江西省吉安市鲜烟叶分类烘烤工艺的研发(星星之火QC小组)重庆涪陵研制微耕机开沟压膜装置(思考者QC小组)安徽蚌埠提高蚌埠本级区域细支卷烟销售比重(正能量QC小组)湖南郴州新型烤烟育苗营养肥的研制(营养QC小组)四川泸州漂浮育苗自动晾盘装置的研制(烟叶医生QC小组)江苏徐州丰县缩短零售户新申办信用卡首次结算时间(奔跑的骆驼QC小组)北京市公司物流中心卷烟配送周转箱自动识别系统的研发(银狐QC小组)三等奖广西南宁市公司卷烟现代终端整店打造模式开发(同舟 QC 小组)四川成都市公司降低卷烟高架库货位闲置率(超能QC小组)广东梅州市公司降低条烟补货小车故障频次(精益QC小组)福建泉州市公司缩短纸滑托盘单托盘卸货节拍(超越QC小组)山西临汾市公司降低月末商业库存资金占用量(营销中心“702”QC小组)云南省烟草质量监督检测站烟用醋酸纤维滤棒定性鉴别方法的研发(创智QC小组) 一等奖小组江苏徐州卷烟主流烟气指标含量单口测定方法的开发(徐州卷烟厂亮剑QC小组)浙江营销构建精益营销市场状态评价体系(浙江中烟精益营销QC小组)云南玉溪通用型双排滚子链条快速维修工具的研制(卷包一车间地平线 QC小组)山东济南原梗柜布料行车托辊清理机的研制(“启明星” QC小组)河北保定缩短ZJ17卷烟机不同规格产品设备切换时间(突破QC小组)广东中烟广州烟厂研制制丝排潮管道新型清理装置(三力QC小组)广西中烟技术中心“真龙”细支卷烟工艺技术的研发(精准QC小组)河南许昌降低无铝箔内衬纸包装质量缺陷率(许昌卷烟厂精诚QC小组)江西广丰SJ1513梗丝加料机滤网内部清洗装置的研制(制丝车间“开拓”QC小组)陕西汉中加料雾化介质自动切换系统的研制(制丝拼搏QC小组)江苏徐州研制自动合单到户的异型卷烟分拣打码系统(寻梦质量小组)山东济南创建卷烟货款虚拟结算模式(“最强大脑”QC小组)浙江淳安办公用品信息化精益管理模式研发(“胖头鱼”QC小组)安徽蚌埠提升货币资金利息净收益率(账户管家QC 小组)江西新余缩短新办证零售户首次订货时间(”奋斗“QC小组)湖南浏阳降低烟叶收购单担费用(紫荆进取小组)二等奖小组红云红河曲靖新型烟丝振筛的研制(创源QC 小组)河南中烟降低规模线松散回潮机粘料量(精细QC小组)河北中烟张家口烟厂YP11装箱机防倒垛装置的研制(超越QC小组)安徽合肥提高循环烟箱上机使用率(扬帆QC小组)红云红河昆明FOCKE700铝纸新型折叠套口的研制(奥妙QC 小组)湖南长沙国产高速包装机ZB48新型条包提升机的研制(技术管理QC 小组)重庆新型搀配定量装置的研制(探索QC小组)广西柳州卷烟厂提高真龙(中国龙)卷制与包装质量得分(协作QC小组)江苏淮阴流化床床体平衡监测装置的研制(奋进QC 小组)安徽蚌埠SQ317型切丝机下铜排链在线自动清洁装置的研制(“永不止步”QC 小组)福建龙岩丝束拼接头检测剔除装置的研制(合力QC 小组)广东梅州精益能源报表快速生成方法的研制(新动QC小组)贵州贵定研制YJ27烟支切割鼓轮吸风清洁装置(兴黔QC小组)山东临沂提高烤烟漂浮育苗壮苗率(金色希望 QC 小组)北京提高京烟店网上配货准确率(小水滴QC小组)深圳物流提高实时分拣模式下的补货成功率(行动者QC小组)安徽马鞍山分拣机条烟固定装置研发(风暴QC 小组)广西柳州卷烟市场智能化信息管理APP研发(雄鹰QC小组)山西太原新型机械划箱机构的研制(“精细严”QC小组)江苏泰州构建推进全员精益小改善“六步三维”工作法(岗位出彩QC小组)湖南常德瀑布式滑道烟条纠偏装置的研制(探索者QC 小组)四川成都基于银联系统的零售客户货款跨行结算平台的研发(财智QC小组)宁夏银川提高全市月度卷烟需求预测准确率(“X”QC小组)山东潍坊烟苗深栽牵引式刨坑机的研制(小石头QC小组)福建三明简易条沟施肥机的研制(勇往直前QC小组)江西抚州降低隧道悬浮式双炉膛密集烤房烟叶供烤燃料成本(灵光QC小组)湖南益阳沅江手持式卷烟标签打印系统的研发(源小组)湖北宜昌烟叶抑芽喷药枪的研制(“金枪鱼”QC 小组)三等奖小组秦皇岛烟机厂提高烟片低强度条件下的松散率(研发QC小组)南通醋纤降低醋酸回收装置溶剂消耗(制备回收生产部 QC 小)上海烟草北京烟厂降低成品烟库滑靴分拣线故障停机率(经营部纯净奉献 QC 小) 江西南昌提高K5空调温湿度合格率(南昌卷烟厂“勇攀高峰”QC 小组)福建厦门气流烘丝机(CTD)排潮粉尘沉降装置的研制(星空 QC 小)贵州贵阳降低封箱机使用回收烟箱的停机频次(二车间攻关QC小组)陕西宝鸡好猫(天赋)酵母菌工业发酵方法的研发(微视界QC小组)红辽营口振槽调校装置研发(开拓 QC小组)襄阳烟厂提高加料润叶出口水分仪检测准确度(襄阳卷烟厂科技之星QC小组)云南昭通降低ZJ19B卷烟机烟支空头率(初恋QC小组)浙江杭州双通道卷烟机烟支快速识别装置的研制(杭州卷烟厂工装先锋 QC小组)山东青岛研制YP18装封箱机使用再用包装箱的部件(卷包车间“ 泰山之巅”QC 小组) 湖南常德新型三级梗丝分离装置的研发(芙蓉王QC小组)广东韶关减少烟叶种植收购合同管理表格的数量(金叶飘香QC 小组)广西南宁提升隆安县城镇零售户标准烟柜使用率(硬派 QC 小组)江西吉安提高烤烟施肥方案的精准度(先锋QC 小组)四川广元异型烟塑封进料装置的研制(合金QC小组)贵州毕节纳雍烤烟简易拔杆器研制(金叶之光QC小组)河南安阳提升条烟分拣线通道机补货效率(辣棒QC 小组)广东惠州提升偏远区域客户经理日均拜访户数(钢铁侠QC小组)广西桂林缩短仓储卷烟成品备货时间(奇思妙想QC 小组)贵州遵义水肥一体化施肥器研制( “仡乡金叶” QC 小组)云南红河缩短同城生产卷烟分拣前单车周转时间(珍珠项链QC小组)湖北十堰烟苗井窖式移栽陪嫁土施配器的研制(小蚂蚁QC小组)山西临汾降低LJKX-05开箱机故障处理时间(行动者QC小组)浙江丽水混合烟仓条烟差错检测装置的研制(浙江-丽水烟草“金点子”QC小组)广东梅州卷烟送货服务无纸化确认方法(精益QC小组)福建龙岩烟叶装烤轨道车的研制(责任QC小组)一等奖小组创建零备件精益管理模式(深圳市局智胜QC小组)斜向条烟检测装置的研制(广西桂林卷烟物流中心奇思妙想QC小组)卷烟价格标签打印系统的开发(山东济南QC小组)提高省产烟箱回收合格率(福建泉州QC小组)创建实物资产信息化盘点新方法(江西萍乡QC小组)降低密集烤房烟叶烘烤成本费用(湖南临武QC小组)提高真龙(海韵)焦油量控制精度(广西中烟QC小组)YJ17型卷烟机第三次梗丝分离装置的研制(梅州卷烟厂QC小组)SQ213型切丝机分料除尘斗的研制(保定卷烟厂奋进QC小组)快拆型皮带输送机清洁毛刷总成的研制(济南卷烟厂QC小组)梗丝加料防堵塞管路系统的研制(南昌卷烟厂QC小组)叶片预处理段快速换型模式的设计(安徽中烟精益先锋QC小组)烟用内衬纸中可转移性重金属含量测定方法的开发(江苏徐州QC小组)降低制丝生产线退出物含丝率(郑州卷烟厂精工QC小组)研制浸渍器冷凝水吸取装置(毕节卷烟厂“跨越”QC小组)带式输送机密封皮专用更换工具(陕西汉中QC小组)二等奖小组降低ZFY-560830-S告诉复合分拣机卡烟率(山西运城执行者QC小组)降低烟用农药物资损耗率(湖南浏阳紫荆进取小组)减少分拣线数据处理器维修费用(江苏徐州寻梦QC小组)电动基质搅拌装填一体机研制(福建三明“求实” QC小组)烤房新型加热器的研制(贵州遵义市绥阳县蒲场科技园QC 小组)远程信息化运维系统开发(安徽池州“度量衡”QC小组)提高原烟周转箱单箱空间利用率(福建“武夷制造”QC 小组)提升真龙(海韵)一类烟销售比例(广西崇左天等营销部拓荒QC小组)降低GF21型通道式分发机条烟卡阻率(山东青岛迅捷QC 小组)移动式小型散叶成捆机的研制(诸城市局(分公司)龙腾QC 小组)烟草专卖零售许可审查文书自动生成工具的研发(四川成都扬帆启航QC小组)卷烟分拣线自动倒装置的研制(四川泸州征途QC 小组)磁力探测装置的研制(浙江省富阳市“12 秒”QC 小组)回收烟箱防错牌在线监控系统的研发(厦门烟草卷包车间雄鹰QC小组)烟包中转可视化笼车装载系统的研发(浙江温州精实QC 小组)研究烟用材料中汞元素的测定方法(上海烟草集团质量监督检测站“ QIT”QC)GDX1小包透明纸长边搭口外观检测装置的研制(曲靖卷烟厂制造一部360 QC小组)PT70卷烟机光电式烟条外观检测系统的研制(常德卷烟厂东方红QC小组)切丝段新控制系统的研制(河北白沙七彩钻石QC小组)降低空压站单位耗电量(广州卷烟厂动力车间三力QC小组)叶片松散回潮机匀料系统的研制(南宁卷烟厂制丝车间亮点QC小组)降低硬中华卷烟排出物梗中含丝率(上海卷烟厂工艺质量科三班QC小组)研制新型M5卷烟机烟梗剔除输送装置(龙岩烟草工业卷包车间炫狼QC 小组)研制仓储环节烟箱快速打包装置(贵阳卷烟厂金小蜂”QC 小组)排潮风机自动清洁装置的研制(淮阴卷烟厂“精益”QC 小组)降低PROTOS2-2卷接机组梗签含丝率(玉溪卷烟厂 QC 小组)研制M8滤棒供给快速切换装置(杭州卷烟厂 QC 小组)WQ35超级回潮机出口水分新型控制方法的设计(阜阳卷烟厂 YOLO QC 小组)三等奖小组再用烟箱稳定装置的研制(红塔辽宁烟草有限责任公司营口卷烟厂)提高加盖机加盖成功率(上海卷烟集团北京卷烟厂)降低GDX2硬包机2号剔除点次品量(江西中烟工业公司井冈山卷烟厂)降低KDF2E成型机料棒加料超差率(红云红河集团昆明卷烟厂)研制新型YF17提升机转弯弧板(陕西中烟宝鸡卷烟厂)研制卷烟小盒内包装质量检测仪(河南中烟工业有限责任公司南阳卷烟厂)再造烟叶烟末原料分类方法的设计(浙江中烟工业有限责任公司)降低超细支烟外观缺陷率(湖北中烟工业有限责任公司恩施卷烟厂)减少PASSIM卷烟机平准器传动故障停机时间(山东中烟工业有限责任公司青岛卷烟厂) 降低TYT12150分拣设备易损件消耗费用(太原烟草配送中心“精细严”QC小组)许可证办理一次申请全程服务(吉林市烟草专卖局(公司)服务到家QC小组)新型防切烟条烟裹膜包装机的研制(濮阳市公司精益007QC小组)订单盒自动分离回传及烟姿调整装置研制(十堰市公司武当问道QC小组)提高现代终端消费者数据库活跃人数(虹口烟草“悦动”QC 小组)提高分拣线一号工程标准条烟打码精准率(嘉兴烟草配送中心业务信息QC小组)提升一类卷烟预测准确率(九江市烟草公司瑞昌分公司“润品” QC小组)自动计穴打穴器的研发(抚州市烟草公司资溪分公司“灵光”QC 小组)提高制丝质量优等品率(川渝中烟重庆卷烟厂)螺旋式井窖打孔器的研制(遵义市烟草专卖局(公司)金鼎QC小组)新型原梗投料系统的开发(深圳烟草工业有限责任公司)降低件烟库一层出端补货信号故障次数(北京市公司QC小组)降低YF172滤棒提升段皮带驱动链故障频次(红塔集团楚雄卷烟厂)降低物流万支耗电指标(南宁市公司卷烟物流中心节能降耗QC小组)提高带式压滤机出泥量(南通醋酸纤维有限公司)降低塔式A字半自动分拣线卷烟破损率(吴忠市烟草公司物流配送中心润夏QC小组)提高零件基础件到位率(上海烟草机械责任有限公司)降低装箱机故障率(深圳市局(公司)传奇QC小组)降低打叶机组断料时的耗电量(四川烟叶复烤有限责任公司三江源“QC”小组)一等奖小组便携式烟苗深栽器的研制(福建省烟草公司龙岩市公司)缩短单日储配工作时间(四川省泸州市公司征途QC小组)减少客户经理卷烟销售异动查询时间(江西省永修县公司春笋QC小组)研制WPD型裙边提升机导向条快换装置(南宁卷烟厂智思QC小组)探索条包烟外观在线检测系统校准新方法(郑州卷烟厂奇胜QC小组)新型可视化快速换油车的研制(广东中烟梅州卷烟厂雷鸣QC小组)降低GDX500包装机五轮故障停机频次(玉溪卷烟厂勇攀高峰QC小组)研制新型CH烟库补包电控系统(南昌卷烟厂卷包乙班QC小组)降低单箱化学需氧量排放量(淮阴卷烟厂绿盾QC小组)制丝线辅联设备节电模式的设计与应用(合肥卷烟厂风暴QC小组)提高小盒成型方正度(贵阳卷烟厂方正攻关QC小组)新型加料喷嘴研制(昆明卷烟厂名匠QC小组)降低烟气中SO2排放浓度异常频次(南通醋酸纤维有限责任公司界外机修QC小组)二等奖小组GDX2硬盒包装机小包侧翼开胶检测装置的研制(湛江卷烟厂卓越QC小组)减少制丝线生产用蒸汽单箱消耗量(南京卷烟厂求实QC小组)研制制丝机刀门烟饼退料装置(毕节卷烟厂跨越QC小组)降低试样生产工时(济南卷烟厂无极限QC小组)降低不可识码比例(安徽省池州市公司度量衡QC小组)降低570生产线异味处理后废气臭气的浓度(上海卷烟厂彭丝冷热端QC小组)YJ27滤嘴接装机一次切割鼓轮清洁装置的研制(张家口卷烟厂金刚钻QC小组)复杂班次上下班班车的设计与实施(杭州卷烟厂创新改进QC小组)YSG600型洗梗机水增温装置的研制(井冈山卷烟厂黑蚂蚁QC小组)加料参数防差错系统的研制(河北白沙烟草有限责任公司机电一体QC小组)提高嘴棒发射有效得用率(武汉卷烟厂激情号QC小组)提高烟叶成包效率(山东省潍坊市公司龙腾QC小组)研究烘箱法测试烟叶含水率样品前处理方法(重庆卷烟厂探索QC小组)研制RTS烟支缓存过载机械式保护装置(龙岩烟草工业公司炫狼QC小组)提高送“中华专线”原料RFID电子标签一次扫码成功率(上海烟草储运公司魔方QC小组)降低S干冰膨胀烟丝堵料次数(宝鸡卷烟厂智胜QC小组)降低卷接包车间负压单位(万支)电耗(深圳烟草工业有限责任公司创辉QC小组)三等奖小组降低白肋烟加里料滚筒粘炉烟重量(青岛卷烟厂儒风QC小组)提高现金流出预算执行准确率(浙江省杭州市淳安县公司胖头鱼QC小组)降低林德叉车维保费用(江苏省徐州市公司寻梦QC小组)智能拉线检测器研制(厦门烟草工业公司星火燎原QC小组)白沙(和天下)缺包检测系统的研制(长少卷烟厂包装技术QC小组)提升5级零售客户卷烟经营毛利率(瑞昌市公司润品QC小组)提高卷烟入库自动扫码识别率(山东省济南市公司精准创新QC小组)新型定量施肥器研发(遵义市务川分公司新技术研发QC小组)减少YF17通道烟支堵塞次数(营口卷烟厂登峰QC小组)贮柜自动点检系统研发(阜阳卷烟厂鹰眼QC小组)提升部门绩效评价的认可度(宁夏银川市公司发现号QC小组)降低ass-waterfall分拣线卷烟分拣破损率(山西临汾市公司行动者QC小组)信息终端异地运维自动化的探索(德阳市公司非加和定律QC小组)降低批次出柜烟梗含水率标准偏差(驻马店卷烟厂甲班QC小组)提高零售客户网上营销活动参与率(广西区柳州市公司探索终端QC小组)HCF柔性烟支装盘装置的开发(宁波卷烟厂利群QC小组)研制YP11装封箱机缺条检测装置(绵阳卷烟厂超越QC小组)降低GDX1-7#包装机组CT条包机故障停机率(恩施卷烟厂开拓者QC小组)缩短打叶复烤烟叶水分的检测时长(云南省烟草烟叶公司技术检测QC小组)降低直营终端A类客户流失率(上海烟草公司杨浦公司乐服QC小组)建立员工行为规范礼仪培训视频演练系统(东丽公司规范先峰QC小组)一等奖小组烤房新型供热系统的研制(四川省泸州市局酒城金叶QC小组)提高云烟87烟苗的壮苗率(福建省烟草公司南平市公司淡淡烟草味QC小组)提高异型烟分拣有效作业率(江西南昌市公司配送中心QC小组)研制DLMC型除尘器负压补风装置(柳州卷烟厂闪电QC小组)GDX2000-C600透明纸吹尘装置的研发(玉溪卷烟厂地平线QC小组)降低卷烟机“烟支钢印不合格”率(梅州卷烟厂雷鸣QC小组)研制高空输送带边带清扫装置(贵阳卷烟厂旭日QC小组)新型三通球阀的研制(南昌卷烟厂五星QC小组)降低真空回潮机能源消耗(郑州卷烟厂精工QC小组)ZJ17卷接机组烟丝在线回收装置的研制(张家口卷烟厂我当家QC小组)降低TM710水分仪故障率(芜湖卷烟厂都宝QC小组)新型梗丝膨胀技术的开发(徐州卷烟厂亮剑QC小组)研制ZJ19卷烟机新型最终输出装置(宝鸡卷烟厂龙舟一号QC小组)提高烟叶配方自动化物流系统运行效能(许昌卷烟厂制丝车间电修QC小组)二等奖小组降低通道机卷烟次损率(福建省厦门市公司新跃QC小组)提高明码标价盒回收率(浙江省宁波市鄞州分公司循环利用QC小组)提高烤烟壮苗率(攀枝花市局<公司>质盛QC小组)提高FJ15000型分拣线分拣效率(长沙市烟草专卖局<公司>物流配送中心紫荆同心QC课题小组)提高外运套袋机套袋成功率(上海烟草集团北京卷烟厂膨胀乙班QC小组)PASSIM料斗&风机自动关闭电控系统的研制(江西中烟南昌烟厂卷包乙班QC小组)研制GDX6S外包装检控系统(福建中烟龙岩烟草工业公司精睿先锋QC小组)减少真空机组启停次数(河南中烟安阳卷烟厂“腾飞”QC小组)降低循环流化床锅炉排污热损失(汉中卷烟厂自信QC小组)加料机流量计在线监控系统研发(常德卷烟厂芙蓉王蓝嘴嘴QC小组)提高管理人员对信息沟通方式的满意率(广东中烟韶关卷烟厂开拓求新QC小组)烟草绿色工房光导管系统的开发应用(浙江中烟杭州卷烟厂技改办QC小组)降低制丝线管控系统故障次数(江苏中烟南京卷烟厂制丝线创优QC小组)减少ZB25包装机铝箔纸部位故障停机时间(保定卷烟厂共好QC小组)研制加料比例设定自动防差错系统(贵阳卷烟厂制丝车间“V“QC小组)提高PASSIM8K卷烟机水松纸拼接成功率(红塔集团昭通卷烟厂卷包车间超级玛丽QC小组)提高红塔山(软经典)感官三点检验满分比率(河南中烟洛阳卷烟厂螺丝钉QC小组螺丝钉QC小组)三等奖小组异型卷烟打码装置研制(贵州省毕节市烟草公司开拓QC小组)提高零售客户网上订货成功率(安徽省马鞍山市烟草专卖局(公司)蚂蚁QC小组)提高汪坡站烟叶烘烤黄烟率(安徽省烟草公司池州市公司除黑QC小组)提高客户经理在店服务时间(江苏省南京市公司客户服务优化QC小组)降低昆船半自动分拣线条烟损毁率(山东省青岛市烟草专卖局迅捷QC小组)降低复式分拣线C类烟分拣超时频次(浙江省温州市烟草精实5号QC小组)。
FoCKE350S包装机新型固定式夹持架模盒设计及应用
1 现状 调 查 及原 设计 缺 陷分 析
和 释放 , 过 长 时 间运 行 后 , 动夹 持 架 上 的拉 簧 就会 变 经 活
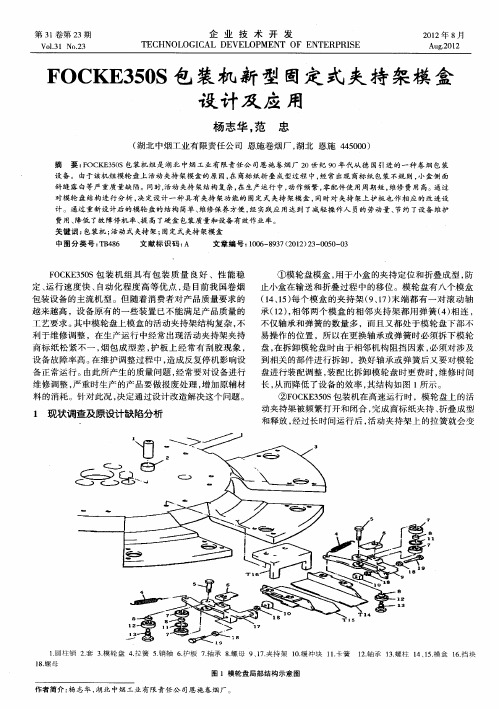
1圆 柱 销 2套 3模 轮 盘 4拉 簧 5销 轴 6护 板 7轴 承 8螺 母 9、7夹 持 架 1. 冲 块 1. 簧 . . . . . . . . 1. 0缓 1卡
1 . 母 8螺
1 . 承 1 . 柱 1 、5模 盒 1. 块 2轴 3螺 4 1. 6挡
图 1模 轮 盘 局 部 结 构 示 意 图
作者简 介 : 志华 , 北 中烟 工业 有 限责任 公 司恩施 卷烟 厂 。 杨 湖
第 3 卷第 2 期 1 3
杨 志华 , : O K 3 0 等 F C E 5 S包装机新型 固定式夹 持架模盒设计及应 用
备正常运行。 由此所产生 的质量 问题 , 经常要对设备进行 盘进行装 配调整 , 装配 比拆卸模轮盘时更 费时 , 维修时间 维修调整 , 严重 时生产 的产品要做报废处理 , 增加原辅材 长 , 从而降低 了设备的效率 , 其结构如图 1 所示 。 料 的消 耗 。针对 此 况 , 决定 通 过设 计改 造 解 决 这个 问 题 。  ̄F C E 5S )O K 30 包装机在高速运行时 ,模轮盘上的活 动 夹持 架 被频 繁 打 开 和 闭合 , 成 商 标 纸 夹 持 、 叠成 型 完 折
FOCKE350S商标库小胶缸胶水控制方式改进
E l e c t r o n i c S c i . &T e c h . / Ma r . 1 5.2 0 1 3
F OC K E 3 5 0 S商 标 库 小 胶 缸 胶 水 控 制 方 式 改 进
许 平 湖
( 厦 门烟草工业有限责任公 司 卷包 车间 ,福建 厦 门
q u a l i t y i s s u e s . Ba s e d o n l o n g — t e r m d a t a a n a l y s i s ,t h e g l u e d e t e c t i o n s y s t e m i s i mp r o v e d t o i n c r e a s e t h e g l u e c o n -
s u mp t i o n mo n i t o r i n g a l a m r S O t ha t t h e F OCK3 5 0S t r a d e ma rk s l i b r a y r s ma l l p l a s t i c c y l i n d e r g l u e c o n t r o l s y s t e m h a s a
摘 要
3 6 1 0 2 2 )
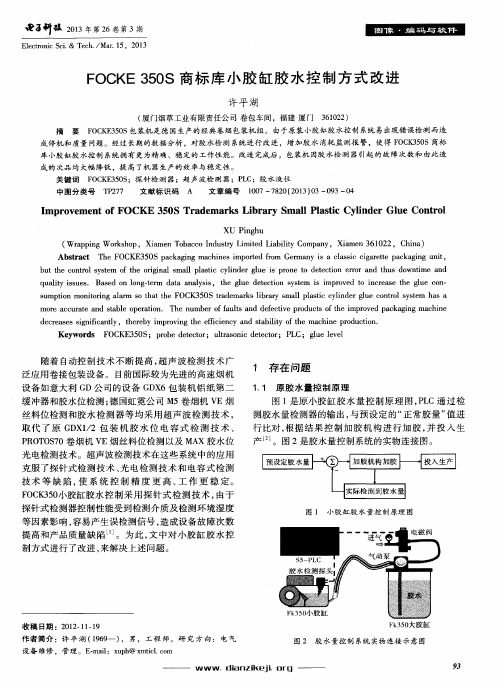
F O C K E 3 5 0 S包装 机 是 德 国 生 产 的 经 典 卷 烟 包装 机 组 。 由 于 原装 小胶 缸胶 水 控 制 系统 易 出现 错 误 检 测 而 造
成 停 机 和 质 量 问题 。 经 过 长 期 的 数 据 分 析 ,对 胶 水检 测 系统 进 行 改 进 ,增 加 胶 水 消耗 监 测 报 警 ,使 得 F O C K 3 5 0 S商 标 库 小胶 缸 胶 水控 制 系统 拥 有 更 为 精 确 、稳 定 的 工作 性 能 。 改 造 完成 后 , 包装 机 因胶 水检 测 器 引 起 的 故 障 次 数 和 由 此 造 成 的 次品 均 大 幅 降低 ,提 高 了机 器生 产 的 效 率 与稳 定性 。
FOCKE350S内框纸传动机构研究 S$
FOCKE350S内框纸传动机构研究 S$闫玉平男,1961年出生,大专学历,高级技师,1996年毕业于北京财贸管理干部学院。
1980年进入北京卷烟厂参加工作,1983年至今从事烟机设备修理(包装)工作。
1992年代表北京卷烟厂参加东北、华北地区6000型包装机职业技能竞赛,获得东北、华北地区6000型包装机职业技能竞赛第一名。
2005年通过国家局职业技能鉴定中心考评,取得烟机设备修理考评员资格;2006年通过国家局职业技能鉴定中心考评,获得烟机设备修理高级技师技术等级证书;2006年获得国家职业技能竞赛裁判员资格。
曾荣获北京市工人技术能手、北京市爱国立功竞赛标兵等称号。
摘要FOCKE350S硬盒硬条包装机组是我厂从德国引进的自动化程度较高的生产线,主机350S硬盒包装设计速度400包/分,其中内框纸横向输送传动采用组合机构,该组合机构在主动轮等速转动的一周内,从动轮驱动内框纸横向输送带推动内框纸前进,然后减速到停止,随即反向转动使内框纸输送带后退至减速停止,再回复到原来的转向推动另一张内框纸进行下一次循环。
内框纸输送传动机构的研究有利于管好、用好和维护好该机构,发挥其最佳效能,为提高设备的有效作业率和产品质量提供保障。
关键词曲柄连杆机构行星轮机构组合机构1引言FOCKE350S硬盒硬条包装机组是我厂于90年代初从德国引进的自动化程度较高的生产线,它由350S硬盒包装、802烟包储存、401小透明纸包装、408硬条盒和大透明纸包装四部分组成。
包装设计速度400包/分钟。
机组运行中,由于内框纸的输送和折叠是在动态中完成,因此内框纸输送的准确性及内框纸输送与往复套口的同步若有偏差,将直接影响产品的包装质量和设备连续运转。
2内框纸输送原理2.1内框纸输送流程(见图1)内框纸卷有左右两盘,在设备正常运转的情况下由内框纸分切机构牵引输送,当有一侧内框纸用完,内框纸拼接机构自动拼接转换。
内框纸盘经分切机构分切成符合包装规格后,由传送辊和送纸拨块配合纵向传递到横向输送通道定位,再由横向输送凸耳带将内框纸传送到移动的往复套口处与烟块合成,内框纸在与烟块合成输送过程中进行“Ⅱ”型折叠。
FOCKE350型包装机第二往复槽夹紧装置的改进

FOCKE350型包装机第二往复槽夹紧装置的改进作者:张洪山韩仪郭新宇李蒙蒙宋立松来源:《科技创新与应用》2020年第31期摘 ;要:为解决FOCKE350型包装机生产出的产品中,频繁出现盒装铝箔纸免角与盒装铝箔纸破损缺陷,对第二往复槽夹板和驱动装置的改造,形成了一种新型的第二往复槽夹紧装置:气囊型夹紧装置。
实验结果表明:盒装铝箔纸缺陷占比由活动前的58.7%降低到活动后的33.9%。
不仅提高了夹板的耐磨性,而且能够根据不同铝箔纸的表面摩擦系数随时调节第二往复槽夹紧压力,保证产品质量。
关键词:FOCKE350型包装机;第二往复槽:耐磨性;气囊型夹紧装置中图分类号:TB486 文献标志码:A ; ; ; ; 文章编号:2095-2945(2020)31-0105-03Abstract: In order to solve the problems that the angles of aluminum foil folded bad and the aluminum foil of cigarette package was broken frequently, the plywood and drive of the FOCKE350 packager were transformed. Clamping device of airbag was designed to second reciprocating tank. The results showed that the defect proportion of aluminum foil decreased from 58.7% before the activity to 33.9% after the activity. Not only the wear resistance of the splint were improved, but also the clamping pressure of the second reciprocating tank was adjusted at any time according to the surface friction coefficient of aluminum foil, which ensured the quality of the product.Keywords: FOCKE350 packager; second reciprocating tank; wear resistance; clamping device of airbagFOCKE350型包装机是德国进口的包装机设备,设计最高生产速度为400包/min,由烟组供给成型系统、铝箔纸供给包装系统、内框纸供给系统、商标纸供给包装系统和烟包输出系统组成[1-2]。
降低FOCKE-FXS包装机FPI系统的维修时间董瑞张培胜
降低FOCKE-FXS包装机FPI系统的维修时间董瑞张培胜发布时间:2021-10-31T09:45:28.231Z 来源:《基层建设》2021年第19期作者:董瑞张培胜[导读] FOCKE-FXS高速包装机组是工厂最新引进的高速包装机组,FPI系统(烟包外观检测系统)是FOCKE-FXS高速机标配的视觉检测系统,负责烟包外观的可视化质量检测云南红塔烟草(集团)有限责任公司楚雄卷烟厂云南楚雄摘要:FOCKE-FXS高速包装机组是工厂最新引进的高速包装机组,FPI系统(烟包外观检测系统)是FOCKE-FXS高速机标配的视觉检测系统,负责烟包外观的可视化质量检测。
在实际运行过程中,已经出现数次系统崩溃故障,生产线只能停机等待,给生产带来了极大的影响。
本文根据笔者的实际工作经验,探讨如何降低FOCKE-FXS包装机FPI系统的维修时间。
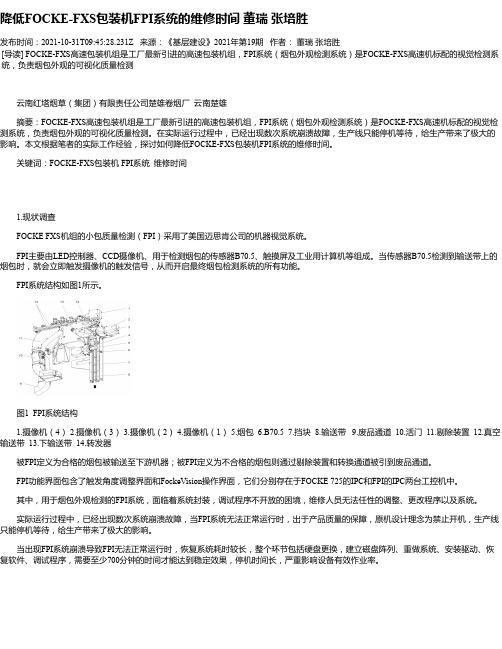
关键词:FOCKE-FXS包装机 FPI系统维修时间1.现状调查FOCKE FXS机组的小包质量检测(FPI)采用了美国迈思肯公司的机器视觉系统。
FPI主要由LED控制器、CCD摄像机、用于检测烟包的传感器B70.5、触摸屏及工业用计算机等组成。
当传感器B70.5检测到输送带上的烟包时,就会立即触发摄像机的触发信号,从而开启最终烟包检测系统的所有功能。
FPI系统结构如图1所示。
图1 FPI系统结构1.摄像机(4)2.摄像机(3)3.摄像机(2)4.摄像机(1)5.烟包6.B70.57.挡块8.输送带9.废品通道 10.活门 11.剔除装置 12.真空输送带 13.下输送带 14.转发器被FPI定义为合格的烟包被输送至下游机器;被FPI定义为不合格的烟包则通过剔除装置和转换通道被引到废品通道。
FPI功能界面包含了触发角度调整界面和FockeVision操作界面,它们分别存在于FOCKE 725的IPC和FPI的IPC两台工控机中。
其中,用于烟包外观检测的FPI系统,面临着系统封装,调试程序不开放的困境,维修人员无法任性的调整、更改程序以及系统。
基于FOCKE350S的硬质润香宝包装机效能提升研究与应用
基于FOCKE350S的硬质润香宝包装机效能提升研究与应用2. 湖北中烟工业有限责任公司武汉卷烟厂,武汉市东西湖区环湖路特66号武汉卷烟厂新厂摘要:硬质润香宝产品是国内创新保润保香型产品,因其独特包装方式和保润保香特点受到市场青睐。
随着品牌和市场的发展,通过不断的工艺优化和装备创新,润香宝产品从手工包装逐步实现了机械化包装,为适应市场对硬质润香宝产品产能提升的需求,通过对中速平台润香宝包装工艺及装备研究,完成对设备工艺路线升级,实现卷烟机-包装机烟支自动输送,优化FOCKE350S[1]平台实现润香宝内盒包装,搭接GDX2[2]平台完成外盒包装成型及后续包装,保障产品生产效能,稳定产品质量,持续提升产品创新和质量保障水平;同时,为提高设备柔性化生产能力,对FOCKE350S平台的烟支进料库进行优化升级,增设烟支反向装置,进而实现一机多能、差异化多牌号生产需求。
关键词:硬质润香宝;装备研究;产能提升;柔性化生产;Abstract:Runxiang Bao product is the domestic innovative moisture-preserving fragrance products, because of its unique packaging and moisture-preserving fragrance characteristics favored by the market. With the development of thebrand and the market, through continuous process optimization and equipment innovation, Runxiangbao products have gradually realized mechanized packagingfrom manual packaging. In order to meet the market demand for the production capacity improvement of hard Runxiangbao products, through the research on the packaging process and equipment of the medium-speed platform Runxiangbao, the equipment process route has been upgraded, and automatic cigarette conveyingfrom cigarette machine to packaging machine has been realized. Optimize the FOCKE350S[1]platform to achieve the inner box packaging of Run Xiangbao, and connect the GDX2[2]platform to complete the outer box packaging molding and subsequent packaging, ensure product production efficiency, stabilize product quality, and continuously improve product innovation and quality assurance level;At the same time, in order to improve the flexible production capacity of the equipment, the cigarette feed warehouse of the FOCKE350S platform was optimized and upgraded, and the cigarette reverse device was added, so as to achieve the production demand of multi-energy and differentiated multi-brands of one machine.Keywords:Hard box Runxiang Bao cigarette; Equipment research; Capacity improvement; Flexible production;0 引言通过研究国内外新型烟草制品包装设备发展现状,从实用性、可行性、经济性及维护性综合分析,基于FK350S、GDX2包装机装备改造升级,对硬质润香宝内盒、外盒包装工艺路线进行研究,实现硬质润香宝内盒保润纸包装、外盒商标纸包装工序,满足硬质润香宝产品烟支包裹、内外盒成型及小透明自动化生产的同时实现整机运行速度提升。
关于FOCKE701包装机组电控系统的结构分析
关于FOCKE701包装机组电控系统的结构分析导语:本文介绍了由德国FOCKE公司生产的具有1000包/分生产能力的超高速硬盒包装机组FOCKE701包装机组的电控系统,分析了其先进性与稳定性摘要:本文介绍了由德国FOCKE公司生产的具有1000包/分生产能力的超高速硬盒包装机组FOCKE701包装机组的电控系统,分析了其先进性与稳定性。
一、引言FOCKE701包装机组是由德国FOCKE公司生产的具有1000包/分生产能力的超高速硬盒包装机组,是目前国际上最为先进的卷烟设备之一。
我国卷烟生产厂家从2007年开始引进该设备,对于该设备的摸索、熟悉、研究也逐渐开始。
本文试从电控系统这方面阐述该设备的特性。
二、FOCKE701包装机组的电控系统架构FOCKE701包装机组主要包括了以下几个机器:701型硬盒翻盖包装机、741型烟包储存器、752型薄膜外包机、779型装箱卷包机、542型拆垛机、798型自动拼接机2套。
这7个机器由6个控制器完成过程控制,机器之间通过PROFIBUS-DP总线进行数据通讯,实现上下游机器的联动运行。
下图是以701机器为主的控制系统结构图。
FOCKE 701型硬盒翻盖包装机组的控制器和总线系统主要使用了BECKHOFF公司的产品,它的控制器是带实时内核TwinCAT的面板型IPC CP7503-1002-0021,所有输入输出控制通过带2个PROFIBUS端口的PCI插槽模块FC3102来扩展。
总线PROFIBUS 1上连接了13个总线耦合器BK3150,1个带8点输入现场总线端子盒IP1011,通过SIEMENS总线耦合器6ES7 158-0AD01-0XA0连接到752型薄膜外包机的控制器面板型IPC CP7503-1002-0021,该工控机的PCI插槽模块FC3102作为主站与798型自动拼接机的控制器PC C6140实现通讯。
总线PROFIBUS 2上连接了2个总线耦合器BK3150,连接到798型自动拼接机的控制器和542型拆垛机的控制器,这2个控制器作为从站都包含16BYTE输入16BYTE输出的通讯总量。
一种FOCKE小包透明包装机烟包输送带自动升降装置
一种FOCKE小包透明包装机烟包输送带自动升降装置为了使FOCKE小包透明包装机烟包输送带能在小包透明包装机停止运行后自动将烟包输送带提升到高处,远离高温加热器,避免皮带长时间受加热器烘烤,文章将简单通过控制电路输出信号控制电磁阀通断,电磁阀再控制高压气体作用于气缸,然后通过气缸的伸缩使输送装置上升或下降,从而延长了输送带的使用寿命,减少了维修频次,提高了设备有效作业率。
标签:FOCKE小包透明包装机;烟包输送带;自动升降装置1 存在的问题和原因分析FOCKE硬盒包装机是我国从德国FOCKE引进并消化吸收的产品,其包装速度是800包/分,双路的包装工艺使其包装速度大幅提升。
我们制造中心自2015年起引进了多组FOCKE-FX2包装机组,该机组是由德国FOCKE生产的具有700包/分生产能力的超高速硬盒包装机组,采用TWINCAT控制系统,高度集成化与自动化相结合的先进电控系统,可脱离人工进行各种材料的安装更换,是目前国际上最为先进的卷烟设备之一。
包括701,741,753,779,798,542等多个组成部分,自动化程度相当高。
其中753是指小包透明包装机,它是包装生产过程的中间环节,作用是为包裹成型的小盒烟包包装外部透明纸与拉带,透明纸在经过折叠包装后,要经过一组高温加热器对烟包两侧端部的折叠区域进行热封,使透明纸起到密封保护的作用,在生产过程中一旦上游机或下游机出现停机时,设备可以自动将通道内的烟包排空,避免了烟包在通道内长时间受高温加热器的烘烤。
然而在经过一段时间得实际生产后,753起烟包输送和自动排空作用的输送带经常发生掉齿或断裂的现象,于是我们对产生该故障的原因进行了分析。
我们发现在设备停止时虽然有将烟包排空,避免烟包受高温加热器的烘烤,但是设备的高温加热器依然工作并保持较高的温度,而通道内烟包的输送是靠一组齿形带完成的,这条皮带由伺服电机控制精确旋转,与主传动配合将烟包由透明纸包装转塔输送至下游设备,当烟包排空后输送带会停止在固定的位置,由于高温加热器持续工作,这条皮带长时间受加热器的烘烤,导致塑料齿加速老化变脆,一旦出现挤烟等故障会出现掉齿或皮带断裂等现象,必须将整条皮带换掉,增加了设备生产的维修成本,降低了有效作业率。
卷烟包装工初级 题库

·卷烟包装工(初级)理论鉴定点:A小盒包装成型A小盒包装机保养01机器简介,即AA0101.AA01 GD公司X1+4350/PACK-OW卷烟包装机组的国产化型号为软盒包装机组。
ZB2502.AA01 GD公司 +4350/PACK-OW卷烟包装机组的国产化型号为ZB25软盒包装机组. X103.AA01 ZB25软盒包装机组生产能力为包/分钟。
40004.AA01 X1软盒包装机的国产化型号为型软盒包装机。
YB2505.AA01 4350(CH)小盒透明纸包装机的国产化型号为型小盒透明纸包装机。
YB5506.AA01 PACK(CT)条盒包装机的国产化型号为型条盒包装机。
YB6507.AA01 OW(CV)条盒透明纸包装机的国产化型号为型条盒透明纸包装机。
YB9508.AA01 下列机器不属于ZB25软盒包装机的是()。
DA。
YB25 B。
YB55 C。
YB65 D。
YB4509.AA01 下列系统不属于YB25型软盒包装机的是()供给系统。
CA。
内衬纸 B。
商标纸 C. 内框纸 D. 封签供给系统10.AA01 ( )4350(CH)小盒透明纸包装机的国产化型号为YB45型小盒透明纸包装机。
×11.AA01 ( )YB25型软盒包装机所使用的压缩空气不需要经过干燥和过滤。
×12.AA01 ( )YB25型软盒包装机可以采用交流主电机。
√13.AA01 简述YB25型软盒包装机的组成.答:YB25型软盒包装机主要由烟支供给处理系统(0。
5分)、内衬纸供给系统(0.5分)、商标纸供给系统(0。
5分)、封签供给系统(0.5分)、烟包成型系统(0.5分)、烟包干燥输出系统(0.5分)、动力传动系统(0。
5分)、气压系统(0.5分)、电控系统等九部分组成(1分)。
评分标准:满分5分。
14.AA01 简述ZB25软盒包装机组的组成。
答:ZB25软盒包装机组由YB25型软盒包装机(1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FOCKE-350S包装机组新型电控系统的设计与实
现
FOCKE-350S包装机组是德国FOCKE?}CO公司八十年代末期推出的硬盒高速包装机机组。
该机组电控系统主要由三套SIEMENS S5-135 PLC组成,实现对主机+存储器(350+802)、小包玻璃纸机(401)和条盒机(408)三部分的控制。
国内的FOCKE包装机组均为九十年代中期前后引进[1],经过十年左右的使用,系统存在的主要问题有:①备件缺乏、采购周期长且昂贵;②元器件线路老化、故障率升高;③操作性差:OPC均由FOCKE公司提供,采用的软件仅配合其特定的硬件平台,用户几乎无法进行功能扩充,机台上材料消耗、产量统计和运作率等数据也就不能方便地上传到工厂MIS系统中去;④直流电机维护工作量大:驱动系统采用直流调速系统,在使用初期可以获得线性度很好的控制特性,但是直流电机的体积比较大,需要更换碳刷和定期保养与维护。
为此,利用计算机控制及机电一体化技术,设计出一套新型包装机组电气控制系统的解决方案,使FOCKE-350S包装机组具有更先进的自动控制技术,以适应高效率和安全生产的要求。
1总体设计方案
现场总线(Fieldbus)是用于过程自动化和制造自动化
最底层的现场设备或现场仪表互连的通信网络,是现场通信网络与控制系统的集成。
现场总线的标准化历经十几年才最终告一段落,于1999年底通过了8种类型的现场总线作为IEC61158国际标准。
现场总线标准的不统一制约了现场总线发展。
从信息集成的观点来看,现场总线的底层信息要和上层的通用局域网连接,将底层信息集成到车间、公司线的数据库中,甚至通过WEB方式浏览和交互控制。
因此,基于以太网技术的现场总线得到了蓬勃的发展。
随着烟机设备的高速发展,设备的电气控制系统需要处理一些高速I/O信号,典型的高速信号响应时间需要控制在5ms左右。
针对如上情况,在原有的FOCKE-350S包装机组上,设计了一套新型电气控制系统。
该系统采用比较先进的西门子S7-300系列plc,通过工业以太网完成数据的通信,为了实时进行高速信号检测和控制,设计中采用了西门子高速布尔处理器FM352-5,达到了期望的效果。
系统主要由PLC过程控制系统、伺服驱动系统和上位计算机监控系统组成。
2 电控系统的软硬件设计
2.1 PLC过程控制系统设计与实现 FOCKE-350S包装机组共采用三个西门子S7-300系列PLC进行过程控制。
三个控制站选用带有基于以太网TCP/IP的PROFINET接口的CPU,
通过基于工业以太网的S7通讯,实现上下游机之间的数据
通讯;采用Siemens高速布尔处理器FM352-5对机器的相位、烟包质量进行处理和控制。
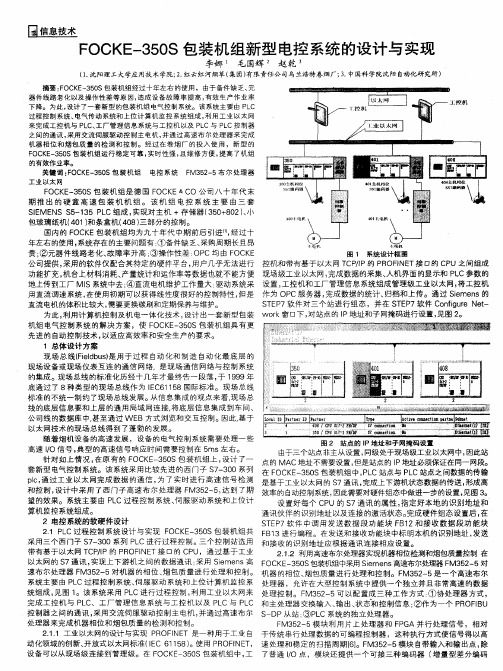
系统主要由PLC过程控制系统、伺服驱动系统和上位计算机监控系统组成,见图1。
该系统
采用PLC进行过程控制,利用工业以太网来完成工控机与PLC、工厂管理信息系统与工控机以及PLC与PLC控制器之间的通讯,采用交流伺服驱动控制主电机,并通过高速布尔处理器来完成机器相位和烟包质量的检测和控制。
2.1.1 工业以太网的设计与实现 PROFINET 是一种用
于工业自动化领域的创新、开放式以太网标准(IEC 61158)。
使用PROFINET,设备可以从现场级连接到管理级。
在FOCKE-350S包装机组中,工控机和带有基于以太网TCP/IP
的PROFINET接口的CPU之间组成现场级工业以太网,完成
数据的采集、人机界面的显示和PLC参数的设置,工控机和工厂管理信息系统组成管理级工业以太网,将工控机作为OPC服务器,完成数据的统计、归档和上传。
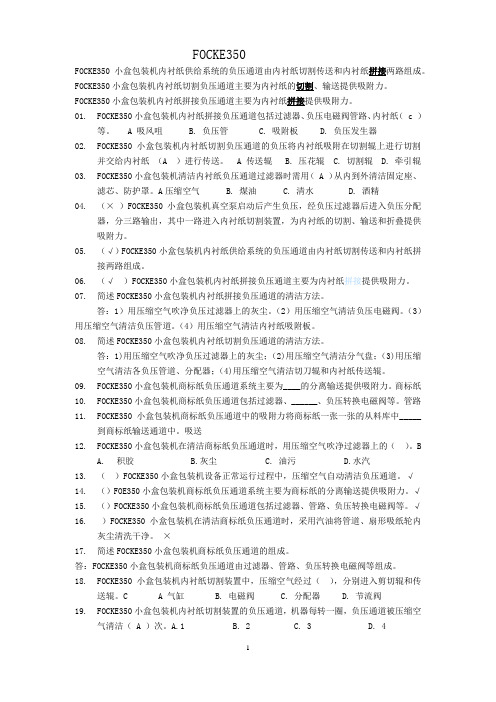
通过Siemens
的STEP7软件对三个站进行组态,并在STEP7软件Configure Network窗口下,对站点的IP地址和子网掩码进行设置,见图2。
由于三个站点非主从设置,同级处于现场级工业以太网中,因此站点的MAC地址不需要设置,但是站点的IP地址
必须保证在同一网段。
在FOCKE-350S包装机组中,PLC站点
与PLC站点之间数据的传输是基于工业以太网的S7通讯,
完成上下游机状态数据的传送,形成高效率的自动控制系统,因此需要对硬件组态中做进一步的设置,见图3。
设置好每个CPU的S7通讯的属性,指定好本地的识别
地址和通讯伙伴的识别地址以及连接的激活状态。
完成硬件组态设置后,在STEP7软件中调用发送数据段功能块FB12
和接收数据段功能块FB13进行编程。
在发送和接收功能块
中标明本机的识别地址,发送和接收的识别地址应根据通讯连接相应设置。
2.1.2 利用高速布尔处理器实现机器相位检测和烟包
质量控制在FOCKE-350S包装机组中采用Siemens高速布尔处理器FM352-5对机器的相位、烟包质量进行处理和控制。
FM352-5是一个高速布尔处理器,允许在大型控制系统中提
供一个独立并且非常高速的数据处理控制。
FM352-5可以配
置成三种工作方式:①协处理器方式,和主处理器交换输入、输出、状态和控制信息;②作为一个PROFIBU
S-DP从站;③PLC系统的独立处理器。
FM352-5模块利用片上处理器和FPGA并行处理信号,相对于传统串行处理数据的可编程控制器,这种执行方式使信号得以高速处理和稳定的扫描周期[6]。
FM352-5模块自带输入和输出点,除了普通I/O点,模块还提供一个可接三种编码器(增量型差分编码器、24 V单端编码器和SSI绝对值编
码器和)的接口。
在本系统中,采用协处理器方式,和主PLC交换输入、输出数据,以及获取相关信号检测相位数据的设定值,利用FM352-5模块自带的编码器接口接SSI绝对值编码器来处理机械的相位并利用模块本身自带的功能块计算机器的速度。
在STEP7软件的硬件组态中可以对模块的基本参数、模块本身的诊断使能、诊断使能输出、信号中断使能和编码器的设置等参数进行设置,以满足控制系统的需要。
2.2 主驱动系统设计直流调速系统控制稳定,精度高,动态响应快;但碳刷需要经常检查和更换,而且直流电机的体积比较大,需要定期保养与维护。
交流调速系统可以工作在任何场所,维护量小,体积小。
随着矢量控制理论及自适应控制理论的提出与完善,以及功率器件、集成芯片的快速发展,交流调速得到飞跃的发展,完全达到甚至超过直流调速。
这样设计新的电控系统时,将主驱动系统由原直流调速改造为交流调速,可以节约空间,也方便以后的维护。
交流伺服驱动系统具有精确定位、转距控制、速度控制等要求,可以实现提高控制精度。
采用交流同步永磁伺服电机和英国CT公司的UNIDRIVE伺服驱动器,并拆除原来的齿轮箱,直接驱动FOCKE350、FOCKE401包装机,这种驱动方式的改造具有如下特点:①低转速大转矩;②彻底解决了变速齿轮箱漏油的问题;③降低了机械损耗,提高了效率;④电机前端
设计为双轴承结构,装有一只推力轴承和一只径向轴承,增强了电机的承载能力,提高了电机的可靠性。
2.3 人机界面设计新电控系统用西门子公司生产的PANEL PC-TOUCH 670系列工控机(15英寸TFT真彩触摸屏)替换旧人机界面,同时,为了遵守操作工原有的使用习惯,新电控系统的操作界面功能和布局与旧人机界面基本相同。
该人机界面使用WINDOWS XP操作系统,安装通用的组态软件INTOUCH,图形界面友好,操作方式也很人性化,操作者很容易接受。
3结论
新型的FOCKE-350S包装机组经过在烟厂投入使用,机组生产过程由西门子S7-300PLC控制;采用工业以太网通讯实现了工控机和PLC以及PLC之间的数据传输;采用FM352-5模块实现了机器相位信号的高速处理和烟包质量的控制。
新型的FOCKE-350S包装机组数据处理实时性强,系统的可靠性高,且维修方便、剔除烟包准确,降低了废品消耗,提高了包装机组的有效作业率。