双反星形全波整流电路在CO_2焊机中的应用
2020年维修电工高级工应知应会考试题库之多选问答
2020年维修电工高级工应知应会考试题库之多选问答多项选择题1.交流负反馈对放大电路的影响有(A B C)A、稳定放大倍数B、增大输入电阻C、改善失真D、稳定静态工作点2.以下情况(B C)有可能使得多极负反馈放大器生产高频自激。
A、两极放大器B、附加相移达到180°C、负反馈过深D、直接耦合3.消除放大器自激振荡的方法可以采用(D E)A、变压器耦合B、阻容耦合C、直接耦合D、校正耦合E、去耦电路4.运算放大器采用以下结构(ABCD)A、输入为差动放大B、恒流源偏置C、直接耦合D、射极输出E、电感波动5.运算放大器以下参数(ABE)越大越好A、开环放大倍数B、共模抑制比C、输入失调电压D、失调电压的温度漂移E、输入电阻6.运算放大器组成的积分器,电阻R=2KΩ,电容C=0.1uF,在输入电压为0.2V时,经过50ms时间后可能使输出电压(BD)A、从0V生高到5VB、从5V降低到0VC、从2V降低到-5VD、从6V降低到1V7.以下属于组合逻辑电路的有(BCDEG)A、寄存器B、全加器C、译码器D、数据选择器E、数字比较器F、RAMG、ROM8.以下属于时序逻辑电路的有(ADEF)A、寄存器B、全加器C、译码器D、计数器E、触发器F、RAMG、ROM9.具有记忆功能的电路有(BCD)A、施密特触发器B、主从触发器C、JK触发器D、D触发器E、单稳态触发器10.同或门的函数式是(AD)A、B、C、D、11.消除数字电路竞争冒险的方法有(BCD)A、采用高速集成电路B、引入封锁脉冲C、输出端接滤波电容D、修改逻辑设计12.用JK触发器可以组成(ABD)A、计数器B、寄存器C、多谐振荡器D、D触发器E、施密特触发器13.用D触发器可以组成(ABC)A、加法计数器B、减法计数器C、移位寄存器D、多谐振荡器E、D施密特触发器14.用555定时器可以组成(ABCD)A、多谐振荡器B、单稳态触发器C、施密特触发器D、整形电路E、计数器15.三相桥式可控整流电路晶闸管必须采用(BC)触发。
C0_2气体保护焊的特点及基本工作原理
三、CO2 气保焊的气孔 CO2 电弧焊时, 由于熔池表面没有熔渣盖覆, CO2 气流又有较强的
冷却作用, 因而熔池金属凝固比较快, 但其中气体来不及逸出时, 就容 易在焊缝中产生气孔。可能产生的气孔主要有 3 种:一氧化碳气孔、氢 气孔和氮气孔。
肖春林 张翼鹏 ( 河北金牛能源集团 河北 邢台 054000)
【摘 要】CO2 气保焊机是一种高效节能焊机, 越来越广泛用于机械, 化工, 电力等各领域。本文对 C02 气体保护焊的特点及基本工作原理 进行了论述。
【关键词】CO2 气体保护焊
一、CO2 气体保护焊的特点 CO2 气 体 保 护 焊 是 使 用 活 性 气 体 CO2 作 为 保 护 气 体 的 熔 化 极 气 体保护焊方法, 和其他焊接方法相比。其特点和优点主要有以下几点: 1.节省能源, 焊接成本低。生产效率比焊条电弧焊高 1~3 倍。 2.焊 接 变 形 小 , 采 用 短 路 过 渡 形 式 时 , 可 用 于 立 焊 、仰 焊 、全 位 置
另外, 工艺因素对气孔的产生也有影响。电弧电压越高, 空气侵入 可能性越大, 就越可能产生气孔。焊接速度主要影响熔池的结晶速度。 焊接速度慢, 熔池结晶也慢, 气体容易逸出; 焊接速度快, 熔池结晶快, 则气体不易排出, 易产生气孔。
四、CO2 焊的电弧电压对焊接过程的影响
电弧电压是指从导电嘴到工件之间的电压, 通常在标准焊机配置 的 情 况 下(输 出 电 缆 长 度 为 3m 或 5m)焊 机 输 出 电 压 和 电 弧 电 压 的 大 小很接近, 两者之间差值不到 1V。一般就把焊机输出电压当成电弧电 压。
数字化CO_2弧焊逆变焊机送丝系统设计

焊接技术第36卷第3期2007年6月CO2焊是一种应用非常广泛的焊接工艺,通常采用平特性电源匹配等速送丝电机。
在数字化CO2焊机系统设计中,要采用高性能的送丝电路。
基于一元化控制的要求,需要解决送丝电路与数字化主控电路及显示电路的接口设计问题。
为此设计了脉宽调制的斩波送丝电路,并完成了接口电路设计。
1斩波送丝电路斩波送丝电路如图1所示。
整个电路分为主电路和控制电路,主电路工作如下:通过二极管D1 ̄D4整流,电容C1滤波,~Ui转变为相对稳定的直流电压(会受网压波动影响)。
S1为斩波开关器件,选用N沟道增强型MOSFET管,通过控制开关器件S1的输入脉冲宽度(恒定频率),可获得连续可调直流输出电压Uo,幅值为(0 ̄2!)Ui。
S1关闭时,送丝电机通过二极管D5,D6续流。
送丝机工作时S2断开;停止工作时S2闭合,C2通过R2,S2迅速放电,使送丝电机快速止动。
R13,VR1组成送丝速度给定电路,送丝电压给定Ug取自可调电阻VR1。
电阻R4~R9,PNP型三极管T1,电容C3一起组成送丝电机电压采样电路,C3为滤波电容,滤除尖峰电压干扰,在系统稳态工作分析中可以认为其为断路。
R4上的压降UR4约等于R6上的电压UR6(UR4=UR6+0.7V),UR4正比于Uo,故UR6,IR6(ie)正比于Uo。
将R7//(R8+R9)看作整体R,其上电流IR(ic)约等于IR6(ic≈ie),UR正比于Uo,UR9即Uf正比于UR,所以采样电压Uf正比于Uo。
控制核心采用TL494,作为PWM发生器。
Uf<Ug时,TL494的E2脚输出的PWM脉冲宽度将逐渐增大,Uf>Ug时,则反之,直到Uf=Ug。
所以送丝电压由给定电压决定,且正比于给定电压,最终得到的系统是等速送丝系统。
R10,R11,C4构成斩波送丝电路PI调节器。
S2断开和闭合通过控制电路中的T4实现:同步信号到来即S3闭合时,T3导通,从而T4截止,S2截止;结束送丝时S3断开,T3截止,从而T4导通,S2导通。
双反星形可控整流电路
双反星形可控整流电路作者: 日期:TrLHR建立分类下拉列表填充项 性”功能建了 一亍分类卜拉刮表塢允顶氯类别的企业名称列去中选择需唉的金业名称垠入该单元格屮ar 回车*螯进拧确认切换刮Sheet 1 个你#壮分别输入不同钏中.建之一牛企业承林数据阻提示:在以后打印报表时,如果不需要打印“企业类另『列,可以选中该列,点击鼠标,选访席上面的繰件•務我们常常鉴将於业的客称输入到表格中,为了揺持名称的一致性,利用••数据有效4选中E 列任意单元搭(如<?4八 单击右侧卜-拉按钮"选抒相晦的临业类别恃A序列(各元索之间用英迂迎号降开),确宦退山J z y中”序列“选师.在F 面的嗦源"方框中、输入”匚业企q 叭“商业企业'列分別命名为“崗业供业"、"牛怵上町丁 羊元格中 熊石进中询单元格対闲的D 列乖元格(如140 ’单上卜扌;按钿,即町从用 双反星形可控整流电路在电解电镀等工业中, 常常使用低电压大电流 (例如几十伏,几千至几万安)可调直流电源。
由于三相桥式整流电路有 2倍的晶闸管压降,因此常常使用双反星形可控整流电路。
选中冑要输入“企业类别片的列C#1C 列八 执打”数据T 有效再选中需養输入企业名称的列 仇[】D 列八 再打开“数据有效性喇话甌 选中“序I •在Shcct2中,幡企业名称按类别(奸工业企业化“商业企业J “个体企业”等)选中A 列 L 「业企业“枇称所在列八 在“韶椒“样内.输入'江业蠱业"字符后性”命令,打开喘k 据有效性榔对话椎"在^设宜-标签中,单击“允许勺右侧的卜拉按钮.选圳广选项k ・帝‘来潇方帘中輸人掘式:sINDIRECT iCI )・确定诅出“隐藏”选项,将该列隐藏起来即可。
:■、建立“常用文档”新菜单—菜单栏上新建一个喘用文档”菜单.将常用的工作超文档瀝加到其中*调用F1 .在工具杆空白处右击鼠标*选^自定义^4项*打并**自定义”席话框。
上海电工三级(高级)实操(应会)全部内容(参考答案)-1(1)
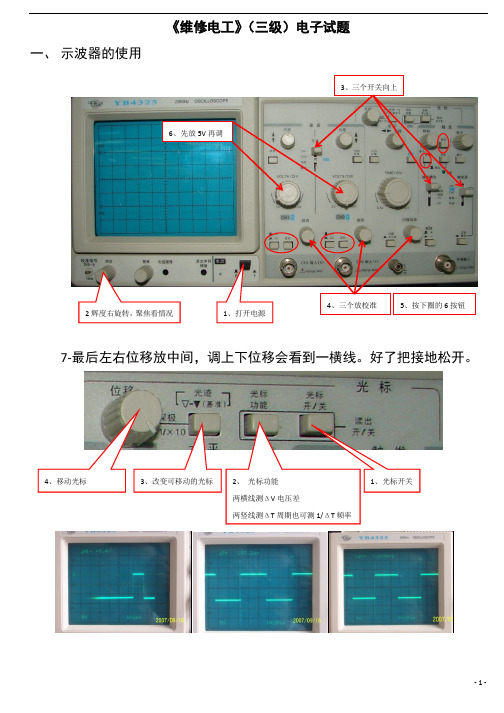
《维修电工》(三级)电子试题一、示波器的使用7-最后左右位移放中间,调上下位移会看到一横线。
好了把接地松开。
试题代码:4.1.1试题名称:三角波发生器操作内容(1) 首先完成N1电路的接线,在运放N1的输入端(R2前)输入频率为50Hz、峰值为6V的正弦波,用双踪示波器测量并同时显示输入电压及u o1的波形,记录传输特性;(2) 然后完成全部电路的接线,用双踪示波器测量输出电压u o1及u o2的波形,并记录波形,在波形图中标出波形的幅度和三角波电压上升及下降的时间。
向考评员演示电路已达到试题要求;(3) 在测量输出电压u o2波形时,调节电位器Rp,观察输出电压的波形有何变化?并记录周期调节范围;(4) 按要求在此电路上设置一个故障,由考生用仪器判别故障,说明理由并排除故障。
调试步骤第1步.正确接线a.首先接电源:用红色线接+12V、用黄色线接-12V、用黑色线接“⊥”b.把所有接地线用黑色线连接好c.接下来再把所有元件多连接好d. 检查无误(经考评员同意)方能通电第2步.打开示波器开关,调整示波器适当位置:第3步.调整好后,打开电源,用双踪示波器,CH1通道测uo1的波形(示波器公共接地端接地),测出的波形为方波。
CH2通道测uo2的波形,测出的波形为三角波。
(波形图画在答题卷上)第4步.传输特性测量具体操作如下:a.打开发生器电源开关,将信号发生器频率调到50Hz,电压为峰-峰值12V的正弦波。
b.在R2下与uo2之间断开,将发生器接地端接地,另一端接在R2下端。
c.示波器的CH1接R2端监测发生器输入(ui)的信号(此波形测的是发生器的正弦波信号)。
d.示波器的CH2接uo1的输出波形(此波形是矩形波)。
e.然后在示波器上按X-Y键,此时显示的波形就是传输特性。
(波形图画在答题卷上)第5步. 向考评员演示结果第6步.排故。
—.调试:1、在运放N1的输入端(R2前)输入频率为50Hz、峰值为6V的正弦波,用双踪示波器测量并同时显示输入电压及u o1的波形,记录传输特性。
电力电子技术知到章节答案智慧树2023年中国石油大学(华东)
电力电子技术知到章节测试答案智慧树2023年最新中国石油大学(华东)绪论单元测试1.电力电子技术是对电能进行()的技术。
参考答案:变换和控制2.下列哪些选项可以应用到电力电子技术?参考答案:电力系统;通信系统;一般工业;交通运输3.将直流电能转换为另一种直流电能供给负载的变流器是( )参考答案:DC/DC变换器4.电力电子技术已经是一门非常成熟的课程,不再需要大的发展。
参考答案:错5.电力电子技术主要包括()和()两部分内容。
参考答案:半导体制造技术;变流技术第一章测试1.下列电力电子器件中,不存在电导调制效应的是()参考答案:Power MOSFET2.下列对晶闸管特性的叙述中,错误的是()参考答案:晶闸管具有双向导电性3.双向晶闸管的额定电流是以()定义的参考答案:有效值4.GTO的额定电流是以()定义的参考答案:最大值5.电力电子器件(Power MOSFET,GTO,IGBT,GTR)中,电流容量最大的是(),开关频率最高的是()参考答案:GTO, Power MOSFET6.晶闸管刚由断态进入通态,去掉门极信号,仍能维持导通所需的小阳极电流称为()参考答案:擎住电流7.晶闸管在一个电源周期中处于通态的电角度称为()参考答案:导通角8.门极可关断晶闸管(GTO)和电力晶体管(GTR)均属于()型器件参考答案:全控9.二极管和晶闸管都是属于半控器件参考答案:错10.维持晶闸管导通的条件是使晶闸管的阳极电流大于能保持晶闸管导通的最小电流参考答案:对第二章测试1.单相桥式全控整流电路需要用到的开关器件个数是()参考答案:42.单相桥式全控整流电路晶闸管承受的最大反压是()参考答案:141.4V3.单相半波可控整流电路中电阻性负载,则a角的移相范围是()参考答案:180度4.单相全波整流电路中晶闸管承受的最大电压是()参考答案:622V5.单相半波可控整流电路中,阻感性负载,若a为定值,φ越大,则导通角θ()参考答案:越大6.单相全波电路有利于在()的场合应用参考答案:低输出电压7.单相桥式整流电路中带大电感负载加续流二极管可有效防止故障失控现象。
双反星形电路实验报告
一、实验目的1. 理解双反星形电路的工作原理及组成;2. 掌握双反星形电路的调试方法及注意事项;3. 分析双反星形电路的输出特性,验证其性能。
二、实验原理双反星形电路是一种常见的整流电路,主要由变压器、晶闸管、电抗器等元件组成。
其主要作用是将交流电源转换为直流电源。
本实验中,双反星形电路的输入为三相交流电源,输出为直流电源。
双反星形电路的工作原理如下:1. 变压器将三相交流电源转换为两组三相交流电源,两组电源的极性相反;2. 晶闸管分别控制两组电源的整流,使两组电源的直流电压相互抵消,输出稳定的直流电压;3. 电抗器用于抑制电路中的谐波,提高电路的稳定性。
三、实验器材1. 双反星形电路实验装置;2. 三相交流电源;3. 晶闸管;4. 电抗器;5. 电压表、电流表;6. 示波器;7. 调试工具。
四、实验步骤1. 按照电路图连接双反星形电路,确保连接正确无误;2. 将三相交流电源接入电路,观察晶闸管的导通情况;3. 调整晶闸管的触发脉冲,使两组整流电压相互抵消,输出稳定的直流电压;4. 使用电压表、电流表测量输出电压和电流,观察电路的输出特性;5. 使用示波器观察输出电压和电流的波形,分析电路的稳定性;6. 根据实验数据,分析双反星形电路的性能,验证其工作原理。
五、实验结果与分析1. 实验数据| 输出电压(V) | 输出电流(A) | 输出功率(W) || -------------- | -------------- | -------------- || 100 | 5 | 500 |2. 实验结果分析(1)实验结果显示,双反星形电路能够将三相交流电源转换为稳定的直流电源,输出电压和电流符合预期。
(2)通过观察输出电压和电流的波形,可以看出双反星形电路的输出特性较为稳定,谐波含量较低。
(3)实验过程中,晶闸管的触发脉冲调整较为顺利,未出现异常现象。
六、实验总结本次实验成功验证了双反星形电路的工作原理,掌握了双反星形电路的调试方法。
双反星形全波整流电路在CO_2焊机中的应用
双反星形全波整流电路在CO 2焊机中的应用孙世国 天津市焊接研究所(300110) 近年来,在国内外的CO 2焊机中,有很大部分的整流电路采用了带平衡电抗器的双反星形全波整流电路,图1是韩国朝兴电机产业株式会社的ES 2350型焊机的整流电路图。
图1 在图1的电路中接入了平衡电抗器L 1,其作用是使两组整流器并联运行。
为了说明L 1的作用,首先我们分析不带L 1时的情况,设两组的控制角Α=0。
由图2和图3可看出,在Η1~Η2区间,a 点电位最高,在Η1时刻,触发K 1使之导通,当K 1导通后,其它可控硅均承受反压不能导通。
在Η2~Η3区间,c ′点电位最高,在Η2时刻触发K 2导通后,K 1承受反压关断,其它各可控硅均承受反压不能导通。
依此类推,每只元件的导通角为60°,每60°区间只有一只可控硅导通,其整流电压波形u d 及各可控硅导通情况示于图3中。
各区间的整流电压即为导通相的相电压,流过每只元件的平均电流为∀ I d ,由以上分析可看出,这种电路体现不出两组整流器并联工作的优越性。
图2 图3 为使两组整流器并联工作,将电抗器L p 接于两组星形的中点O 1和O 2之间(图2),使两组电源的电压相等,这样才能使负载电流平均分配。
在该电路中,因为各相电压的相位依次相差60°,在同一瞬间各相电压的瞬时值是不等的,在图4中任取一点Ξt ,这时u b ′及u a 均为正值,且u a >u b ′,如果两组三相半波电路中点O 1和O 2直接相连,则必然只有u a 相的可控硅K 1能导电。
接入电抗器L p 后,当K 1导通时,流过K 1的电流是上升的,此电流流经L p 时,在L p 的一半绕组(O —O 1)中感应一电势∀ u p ,其方向是阻止电流增长,即O 端为正,O 1端为负。
因该电抗器的另一半绕阻(O —O 2)是与绕阻O —O 1绕在同一铁芯上的,且绕向一致,匝数相等,所以绕组O —O 2上也要感应出电势∀ u p 来,其方向为O 2端为正,O 端为负。
双反星整流电路原理
双反星整流电路原理小伙伴们!今天咱们来唠唠双反星整流电路的原理,这就像是探索一个超级有趣的电路小世界呢。
咱们先得知道啥是整流电路。
简单来说呀,整流电路就像是一个电流的小管家,它的任务就是把交流电变成直流电。
交流电呢,就像个调皮的小猴子,一会儿正一会儿负地来回跑;直流电就稳重多啦,就朝着一个方向规规矩矩地走。
那双反星整流电路就是在众多整流电路里很有特色的一种哦。
双反星整流电路啊,它有两组三相半波整流电路呢。
这两组电路就像是两个小团队,各自有着独特的任务。
这两组电路的三相绕组是怎么连接的呢?它们是按照相反的极性连接的,就像两个小磁极,一个正一个反,所以才叫双反星呀。
想象一下电流在这个电路里的旅行吧。
交流电从电源那里出发,进入到双反星整流电路这个大游乐场。
三相电就像是三个小伙伴手拉手一起进来的。
当电流到达这两组三相半波整流电路的时候,就开始了它们的变身之旅。
在每一组三相半波整流电路里呢,每个相的电压会轮流地达到最大值。
就像是三个小伙伴轮流当老大一样。
当某一相的电压达到最大值的时候,这个相的二极管就像是一个忠诚的小门卫,它打开门,让电流通过,其他相的二极管呢,这个时候就乖乖地关着门。
这样,电流就按照一定的顺序,从三相电里被筛选出来,朝着变成直流电的方向前进。
那两组三相半波整流电路同时工作的时候呢,就更有趣啦。
因为它们的极性相反,所以它们输出的电流就像是两条小河流,一条从这边流,一条从那边流,但是最后都会汇聚到一起,变成我们想要的直流电。
这两条小河流相互配合,就像两个小伙伴一起合作完成一件大事一样。
双反星整流电路还有一个很厉害的地方,就是它的输出电压的纹波系数比较小。
啥叫纹波系数呢?就好比是直流电这条平静的河流上的小波纹。
纹波系数小,就说明这个直流电更加平滑,就像平静的湖水一样,没有太多的起伏。
这对于很多需要稳定直流电源的设备来说,可太重要啦。
就像一个人需要一个安静平稳的环境来工作一样,设备也需要稳定的直流电源才能好好地运行。
2023年高级维修电工理论知识复习题库及答案(共200题)
2023年高级维修电工理论知识复习题库及答案(共200题)1、通常选取晶闸管的正向阻断电压和反向峰值电压分别为电路中晶闸管实际承受的最大正向电压和最大反向电压的(B)倍。
A、1~1.5B、1.5~2C、2~2.5D、2.5~32、防止过电压作用于晶闸管的保护措施一般有(D)。
A、阻容保护B、硒堆保护C、压敏电阻保护D、(A)、(B)和(C)3、防止过电流的晶闸管保护装置常用的是(A)。
A、快速熔断器保护B、阻容保护C、压敏电阻保护D、硒堆保护4、晶闸管整流电路中“同步〞的概念是指(C)。
A、触发脉冲与主回路电源电压同时到来,同时消失B、触发脉冲与电源电压频率相同C、触发脉冲与主回路电压频率和相位上具有相互协调配合关系D、触发脉冲与主回路电压频率相同5、振荡频率高且频率稳定度高的振荡器是(D)。
A、RC振荡器B、LC振荡器C、RL振荡器D、石英晶体振荡器6、振荡器产生振荡和放大器产生自激振荡在物理本质上是(B)。
A、不同的B、相同的C、相似的D、性质一样7、如果通过晶闸管的通态电流上升率过大,而其它一切满足规定条件时,则晶闸管将(B)。
A、误导通B、有可能因局部过热而损坏C、失控D、关闭8、晶闸管控制极电压一般要求正向电压反向电压分别不超过(A)。
A、10V,5VB、5V,10VC、10V,10VD、5V,5V9、为了保证晶闸管能准确、及时、可靠地被触发,要求触发脉冲的前沿要(C)。
A、小B、大C、陡D、坡10、线路输出与给定值无反响关系的调节系统称(A)。
A、开环调节B、闭环调节C、单闭环调节D、双闭环调节11、要使主、从动轮方向的转向相同,则中间加()个惰轮。
A、2B、4C、偶数D、奇数12、以下属于点位控制数控机床的是(B)。
A、数控车床B、数控钻床C、数控铣床D、加工中心13、V带传动中,新旧带一起使用,会(C)。
A、发热过大B、传动比恒定C、缩短新带寿命D、增大承载能力14、一个完整的计算机系统包括(C)。
实验六双反星形可控整流电路

实验六带平衡电抗器双反星形可控整流电路一.实验目的1.了解双反星形可控硅整流电路的组成、特性和计算方法。
2.了解不同负载类型的特性。
二.实验原理在电解电镀生产中,常需要低电压电流可调直流电源,直流电压仅几伏到几十伏,而直流电流却高达几千安甚至几万安,如采样三相桥式电路,则大电流要流过两个整流元件,管子功率损耗两份,使效率降低。
此外流过元件的平均电流为1/3·I d、当I d很大时,每个整流桥臂要由多个元件并联,这就带来均流、保护等一系列问题。
由三相桥式整流电路单元分析可得,三相桥式整流电路是两组三相半波整流电路的串联,适宜在高电压而电流不太大的场合,对于低电压大电流负载,用两组三相半波整流电路并联工作,利用整流变压器二次侧适当连接的方法,达到消除三相半波整流电路变压器直流磁化的缺点,这就是本节要叙述的带平衡电抗器的双反星形可控整流电路,如图6-1所示。
(a)主回路(b)控制回路图6-1 双反星形可控整流电路三.实验器材名称数量型号1.变压器45V/90V 3N 1 MC01011.可控硅 6 MC0309D2.保险丝 1 MC04013.负载板 1 MC0603 MC06044.6脉冲控制单元 1 MC05015.输入单元 1 MC02026.稳压电源(±15V) 1 MC02017.电压/电流表 2 MC07018.隔离器19.示波器110.导线和短接桥若干四.实验步骤1.根据根据图5-1(b)和(c)连接线路,注意:主回路和控制回路交流供电电源必须同步,将各实验模块连接好,采用电阻负载R=100Ω。
2.用示波器测出输入交流电压三个相电压的波形并记录下来;测出输入交流电压的有效值并记录下来。
U2有效值= ______________V3.调节可控硅的触发角,用示波器观测负载上的电压波形,控制角分别为0°和15°,记录下不同控制角时相电压有效值、负载的直流电压平均值和有效值,以及直流电流平均值和4.输入电压波形:波形输入电流IT1负载电压波形:实用文档负载电流波形:五.分析和讨论1.对记录下来的波形进行描述和分析,并指出自然换相点。
CO_2气体保护焊的波形模糊逻辑控制的方法
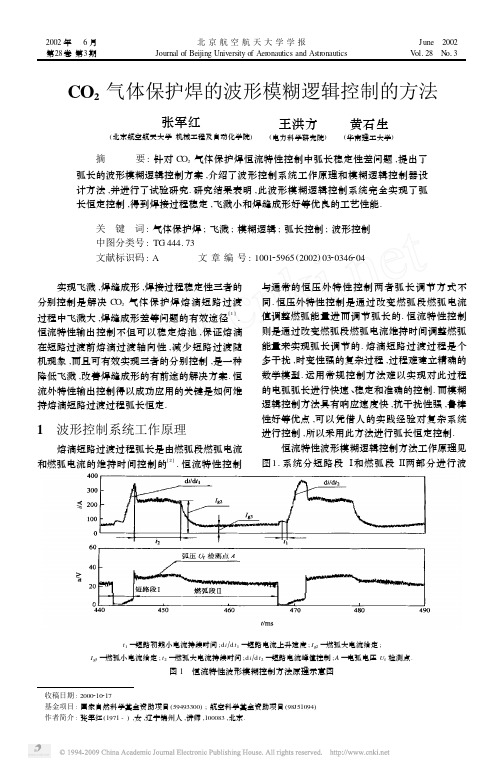
收稿日期:2000210217 基金项目:国家自然科学基金资助项目(59493300);航空科学基金资助项目(98J51094) 作者简介:张军红(1971-),女,辽宁锦州人,讲师,100083,北京.CO 2气体保护焊的波形模糊逻辑控制的方法张军红(北京航空航天大学机械工程及自动化学院)王洪方(电力科学研究院)黄石生(华南理工大学) 摘 要:针对C O 2气体保护焊恒流特性控制中弧长稳定性差问题,提出了弧长的波形模糊逻辑控制方案,介绍了波形控制系统工作原理和模糊逻辑控制器设计方法,并进行了试验研究.研究结果表明,此波形模糊逻辑控制系统完全实现了弧长恒定控制,得到焊接过程稳定,飞溅小和焊缝成形好等优良的工艺性能.关 键 词:气体保护焊;飞溅;模糊逻辑;弧长控制;波形控制中图分类号:TG 444.73文献标识码:A 文章编号:100125965(2002)0320346204 实现飞溅,焊缝成形,焊接过程稳定性三者的分别控制是解决C O 2气体保护焊熔滴短路过渡过程中飞溅大,焊缝成形差等问题的有效途径[1].恒流特性输出控制不但可以稳定熔池,保证熔滴在短路过渡前熔滴过渡轴向性,减少短路过渡随机现象,而且可有效实现三者的分别控制,是一种降低飞溅,改善焊缝成形的有前途的解决方案.恒流外特性输出控制得以成功应用的关键是如何维持熔滴短路过渡过程弧长恒定.1 波形控制系统工作原理熔滴短路过渡过程弧长是由燃弧段燃弧电流和燃弧电流的维持时间控制的[2].恒流特性控制与通常的恒压外特性控制两者弧长调节方式不同.恒压外特性控制是通过改变燃弧段燃弧电流值调整燃弧能量进而调节弧长的.恒流特性控制则是通过改变燃弧段燃弧电流维持时间调整燃弧能量来实现弧长调节的.熔滴短路过渡过程是个多干扰,时变性强的复杂过程,过程难建立精确的数学模型.运用常规控制方法难以实现对此过程的电弧弧长进行快速、稳定和准确的控制.而模糊逻辑控制方法具有响应速度快,抗干扰性强,鲁棒性好等优点,可以凭借人的实践经验对复杂系统进行控制,所以采用此方法进行弧长恒定控制.恒流特性波形模糊逻辑控制方法工作原理见图1.系统分短路段Ⅰ和燃弧段Ⅱ两部分进行波t 1—短路初期小电流持续时间;d i Πd t 1—短路电流上升速度;I g 2—燃弧大电流给定;I g 3—燃弧小电流给定;t 2—燃弧大电流持续时间;d i Πd t 2—短路电流峰值控制;A —电弧电压U f 检测点.图1 恒流特性波形模糊控制方法原理示意图2002年6月第28卷第3期北京航空航天大学学报Journal of Beijing University of Aeronautics and Astronautics June 2002V ol.28 N o 13形控制.短路段分3个阶段:短路初期小电流控制段,电流以一定斜率上升控制段和短路峰值控制段;燃弧段分两个阶段:燃弧大电流控制段和燃弧小电流控制段.2 波形模糊逻辑控制系统弧焊逆变器系统是用来为焊丝熔化和熔滴短路过渡提供能量的装置.系统由主电路、驱动电路、主机、单片机系统、送丝机构组成.图2是波形模糊逻辑控制系统工作原理图.其中主电路采用IG BT (绝缘栅双极晶体管)全桥逆变功率转换结构,逆变器工作频率为20kH z ,输出控制的调节机制是PW M (脉冲宽度调制)方式.回路等效电感为140μH ,送丝机是印刷电机.主机完成参数的设置,监视焊接系统的运行参数和运行情况.单片机系统实现波控法有关信号量的检测和控制,核心芯片是具有新型的高速结构的8位微处理器80C320,经过其运算处理后的输出控制信号,通过PW M 驱动电路对焊接主电路的输出进行闭环控制.图2 波形模糊逻辑控制弧焊逆变器系统工作原理图[3]3 模糊逻辑控制器设计图3 模糊系统结构图3.1模糊逻辑控制器的构成如前所述,弧长恒定控制系统采用模糊逻辑控制器进行弧长调节控制.系统被控制物理量是弧长,调节量是燃弧大电流的维持时间t 2.而在电流相同时,U f 可表征被控制物理量的弧长的大小,所以系统被控制量是燃弧段某一时刻的U f .模糊逻辑控制系统的结构图见图3.控制器设计成二维模糊控制器:U f 的偏差e 及其偏差变化量e c 作为控制器输入量,t 2作为控制器输出量.在控制器设计时,被控量采样点的选取准确与否对控制器控制效果与控制精度有重要影响.通过观察,可确定被控制量的采样点的选取位置(见图1中点A ).这种方法不仅能保证系统控制的稳定性,而且还可减少超调和震荡现象.模糊控制包括3个基本问题:①精确量的模糊化或模糊量化;②根据操作者或专家的经验制定出模糊控制规则,并进行模糊推理得到模糊隶属函数;③根据②中得到的输出模糊隶属函数进行精确化处理,也称模糊输出量的解模糊判决.3.2 变量的模糊化模糊控制器的输入变量定义如下:e n =U g1-Uf e c n =e n -e n -1式中 U g1为电弧电压给定值;e n 为第n 次采样偏差;e n -1为第n -1次采样偏差;e c n 为第n 次偏差变化率.电弧弧长的波动通常由工件表面加工偏差,熔滴过渡,或焊接接头装配精度不高等因素引起的.这种波动一般不超过6mm ,由焊接电弧物理得输入量e n 的偏差范围是:e n =-10162~10162V ;取e n =-10~10V.其数字量表示范围为-50~50.同理得e c n 数字量表示范围为-50~50.设输743第3期 张军红等:C O 2气体保护焊的波形模糊逻辑控制的方法入量e n 对应的模糊量为E ,e c n 对应的模糊量为E C .按模糊控制器标准化设计的需要,把偏差E和偏差变化率E C 的论域X ,Y 设定为[-6,+6]之间的连续变化量,并使之离散化构成13个整数元素的离散集合:X =Y ={-6,-5,-4,-3,-2,-1,0,+1,+2,+3,+4,+5,+6},输入量的离散化.再将其分成7个等级:“正大”(P L ),“正中”(PM )“正小”(PS )“正零”(PZ )“负小”(NS )“负中”(NM )“负大”(NL ).根据模糊统计方法得到的隶属函数通常都是钟形[4],所以采用钟形作为输入量的隶属函数的形状,输入量E 和E C 隶属函数见图4.图4 E 和E C 的隶属函数3.3 模糊控制规则模糊控制规则的设计是模糊控制器设计的重要内容之一.这是把专家知识和熟练工人的经验转换成用语言表达的模糊控制规则的过程. 控制规则采用较成熟的Mamdani 控制规则,控制规则见表1.表1 模糊控制规则表E C ENL NM NS ZO P S PM P L P L ZO ZO NM NM NL NM NL PM PM P S NS NS NM NM NL P S P L PM ZO NS NS NM NL ZO P L PM P S ZO NS NM NL NS P L PM P S P S ZO NM NL NM P L PM PM P S P S NS NM NLP LPMP LPMPMZOZO3.4 解模糊判决解模糊判决的方法很多,其中重心法具有稳态性能好等优点,它的控制效果类似于常规PI (比例积分)控制器的效果,所以本控制器也采用重心法确定输出值.t 2的隶属函数见图5.在MAT LAB 软件环境下仿真获得离线运算得到模糊控制表如表2.图5 输出量t 2隶属函数表2 变量t 2模糊控制表EE C-6-5-4-3-2-10123456-6239235239235239234238233234215208170132-5219218218218218218218217215196189170133-4213212211210211209208205204186164146128-321821821019119119118917016814912810789-2234216211191170169167149130111927053-12161971911911691491471281091078766480211191170169167147128109898786654612081901691491471281091078765655940220418616414512610789878665464022316814912810788866765656546383841281109270535149474646454443512386689241393838383838383861248649412223182217211721174 试验研究对波形模糊逻辑控制系统进行试验研究.试验是在200mm ×100mm ×6mm 的低碳钢板上进行的堆焊,试验条件如表3. 从图6的试验结果可见,焊接过程中电流电压波形规则,说明焊接过程稳定;多次试验表明可在很宽的规范区间内保持焊接过程稳定,过程产生极少飞溅量(图7a ),焊缝成形美观(见图7b ),具有优越的焊接综合工艺性能.表3 试验条件焊炬高度Πmm焊接速度Π(mm ・m in -1)气体流量Π(L ・m in -1)板厚Πmm焊丝直径Πmm保护气体153001561.2100%CO 2843北京航空航天大学学报 2002年a 波形模糊逻辑控制波形电流电压图b 波形模糊逻辑控制输出u 2i 图图6 模糊逻辑控制输出波形图a 飞溅情况实拍照片b 焊缝成形外观照片图7 实验结果照片5 结 论1)在复杂的熔滴短路过渡过程中,模糊逻辑控制理论运用于电弧弧长恒定控制是可行的,合理的.2)试验结果表明,波形模糊逻辑控制使焊接过程稳定,飞溅小和焊缝成形好,得到优良的综合工艺性能.参 考 文 献[1]S tava E K.The surface 2tension 2trans fer power s ources :A new low 2spatter arc welding machine [J ].W elding Journal ,1993,72(1):25~29.[2]傅希圣,李 烨.焊丝熔化率公式研究[J ].焊接学报,1995,(4):226~231.[3]张军红,黄石生,程韬波,等.波形控制CO 2焊单片微机系统的研究[J ].沈阳工业大学学报,1999,(5):390~292.[4]窦振中编著.模糊逻辑控制技术及其应用[M].北京:北京航空航天大学出版社,1995.78,43.Waveform Fuzzy Logic Control Method Used in CO 2Ga s Metal Arc WeldingZH ANGJun 2hong(Beijing University of Aeronautics and Astronautics ,School of M echanical Engineering and Automation )W ANG H ong 2fang(E lectric P ower Research Institute )H UANG Shi 2sheng(S outh China University of T echnology )Abstract :A waveform fuzzy logic control method used in C O 2gas metal arc welding was proposed in order to get stable arc length with constant current output characteristics.W orking principle of the waveform control system was presented and designing procedures of a fuzzy logic controller were provided.Experiments with the above meth 2od were conducted.The results indicated that the proposed method w orks satis factorily ,giving rise to an excellent com prehensive technological performance.The performance includes a stable welding process ,few spatters and a g ood bead formation.K ey words :gas shielded arc welding ;spray ;fuzzy logic ;waveform control ;welding arc length control943第3期 张军红等:C O 2气体保护焊的波形模糊逻辑控制的方法。
双反星型

60)
1 40
cos9(t
60)
]
3 6U2 [1 1 cos3t 2 cos6t 1 cos9t ]
2
4
35
40
up
3
6U 2
2
[
1 2
cos 3t
1 20
cos 9t
]
ud
3
6U 2
2
[1
2 35
cos 6t
]
图2-37 平衡电抗器作用下输 出电压的波形和平衡电抗器
上电压的波形
2.6.1 带平衡电抗器的双反星形可控整流电路
ud1
3
6U 2
2
[1
1 4
cos 3t
2 35
cos 6t
1 40
cos 9t
]
ud2
3
6U 2
2
[1
1 4
cos3(t
60)
2 35
cos6(t
udO2
uc'
ua'
ub'
uc'
t
O
t
ia'
1 2
Id
1 6
Id
O
t
返回
图2-37 平衡电抗器作用下输出电压的波形 和平衡电抗器上电压的波形
ud1,ud2 ub' ua uc' ub ua' uc ub'
a)
O t1
t
up
60°
b)
O
t
360°
返回
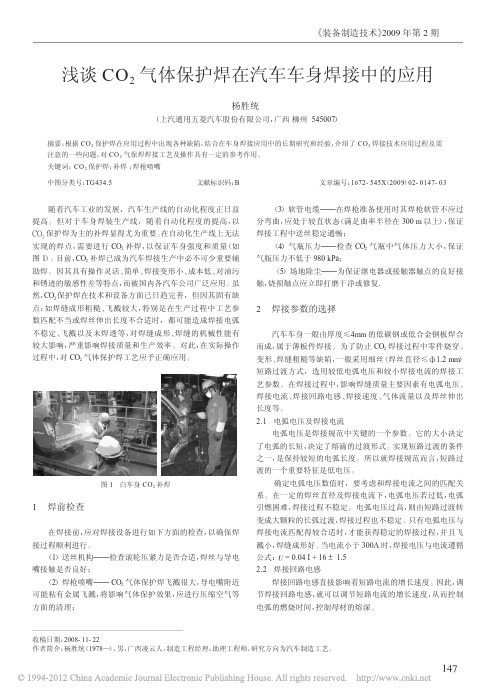
浅谈CO_2气体保护焊在汽车车身焊接中的应用_杨胜统
焊接工艺参数之一。焊接速度过快会引起焊缝两侧咬边,焊接 速度过慢则容易产生烧穿和焊缝组织粗大等缺陷,因此为了 保证焊缝的质量,需要选择合适的焊接速度,一般 CO2 焊接速 度为 0.3~0.5 m/min。 2.4 焊丝伸出长度
焊丝伸出长度,是指在焊接过程中,从导电嘴到焊丝端头 的距离。焊丝伸出长度过长,焊丝容易发生过热而成段熔断, 飞溅严重,电弧不稳定和焊缝成形不良;焊丝伸出长度过小, 势必缩短喷嘴与工件间的距离,飞溅金属容易堵塞喷嘴。焊丝 伸出长度与焊丝直径有关,大约等于焊丝直径的 10 倍左右, 并随着焊接电流的增加而增大,一般来说,焊丝伸出长度在 10~20 mm 范围内,200A 以下焊机,焊丝伸出长度在 10~15 mm 内,而 200A 以上焊机,焊丝伸出长度在 15~20 mm 范围。 2.5 气体流量
中图分类号:TG434.5
文献标识码:B
文章编号:1672- 545X(2009)02- 0147- 03
随着汽车工业的发展,汽车生产线的自动化程度正日益 提高。但对于车身焊装生产线,随着自动化程度的提高,以 CO2 保护焊为主的补焊显得尤为重要。在自动化生产线上无法 实现的焊点,需要进行 CO2 补焊,以保证车身强度和质量(如 图 1)。目前,CO2 补焊已成为汽车焊接生产中必不可少重要辅 助焊。因其具有操作灵活、简单、焊接变形小、成本低、对油污 和锈迹的敏感性差等特点,而被国内各汽车公司广泛应用。虽 然,CO2 保护焊在技术和设备方面已日趋完善,但因其固有缺 点:如焊缝成形粗糙、飞溅较大,特别是在生产过程中工艺参 数匹配不当或焊丝伸出长度不合适时,都可能造成焊接电弧 不稳定、飞溅以及未焊透等,对焊缝成形、焊缝的机械性能有 较大影响,严重影响焊接质量和生产效率。对此,在实际操作 过程中,对 CO2 气体保护焊工艺应予正确应用。
带平衡电抗器的双反星形可控整流电路

双反星形电路中,两组整流电压平均值相等,但瞬时值不等 两加个在星LP形上的,中产点生电O1流和iOP,2它间通的过电两压组等星于形ud自1和成u回d2之路差,。不该流电到压负
载中去,称为环流或平衡电流。 考虑到iP后,每组三相半波承担的电流分别为Id± iP。为了使
8
平衡电抗器的工作原理分析
平衡电抗器总的感应电势等于两相电压瞬时 值的差值
负载两端瞬时电压ud为
9
平衡电抗器的工作原理分析
平衡电抗器的作用: 将 使电压较高的相 ua 减 小 uP/2 ,电压较低的 相 uc’增加 uP / 2 .而 使 Ta 和Tc’ 同时导通, 向负载供电。
10
平衡电抗器的工作原理分析
ωt2: uc ' =ua uP=(ua-uc')=0 Ta和Tc’继续同时导通
11
平衡电抗器的工作原理分析
ωt2之后 uc ' >ua ,uP=(ua-uc')<0 此时平衡电抗器上感应电势极性反向 id1减小,id2增大。
12
数量分析
左边电路回路方程:
※整流电压的最低次谐波为六次。比三相半波好。 ※同时有两相导电,变压器不存在直流磁化。 ※与六相半波整流电路相比,变压器次级绕组利用
率提高了一倍,故变压器容量比六相半波小。 ※每组三相半波整流电流是负载电流的50%。SCR
选择和变压器次级绕组容量的确定按Id/2计算即可。 大电感负载时IT=I2=0.289Id(是三相半波时的一半)
带平衡电抗器的所以双反星结构等效于两组 三相半波并联,输出电压平均值不变
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
双反星形全波整流电路在CO 2焊机中的应用
孙世国
天津市焊接研究所(300110)
近年来,在国内外的CO 2焊机中,有很大部分的整流电路采用了带平衡电抗器的双反星形全波整流电路,图1是韩国朝兴电机产业株式会社的ES 2350型焊机的整流电路图。
图1
在图1的电路中接入了平衡电抗器L 1,其作用是使两组整流器并联运行。
为了说明L 1的作用,首先我们分析不带L 1时的情况,设两组的控制角Α=0。
由图2和图3可看出,在Η1~Η2区间,a 点电位最高,在Η1时刻,触发K 1使之导通,当K 1导通后,其它可控硅均承受反压不能导通。
在Η2~Η3区间,c ′点电位最高,在Η2时刻触发K 2导通后,K 1承受反压关断,其它各可控硅均承受反压不能导通。
依此类推,每只元件的导通角为60°,每60°区间只有一只可控硅导通,其整流电压波形
u d 及各可控硅导通情况示于图3中。
各区间的整流电压即为
导通相的相电压,流过每只元件的平均电流为∀ I d ,由以上分析可看出,这种电路体现不出两组整流器并联工作的优越性。
图2 图3
为使两组整流器并联工作,将电抗器L p 接于两组星形的中点O 1和O 2之间(图2),使两组电源的电压相等,这样才能使负载电流平均分配。
在该电路中,因为各相电压的相位依次相差60°,在同一瞬间各相电压的瞬时值是不等的,在图4中任取一点Ξt ,这时u b ′及u a 均为正值,且u a >u b ′,如果两组三相半波电路中点O 1和O 2直接相连,则必然只有u a 相的可控硅K 1能导电。
接入电抗器L p 后,当K 1导通时,流过K 1的电流是上
升的,此电流流经L p 时,在L p 的一半绕组(O —O 1)中感应一电势∀ u p ,其方向是阻止电流增长,即O 端为正,O 1端为负。
因该电抗器的另一半绕阻(O —O 2)是与绕阻O —O 1绕在同一铁芯上的,且绕向一致,匝数相等,所以绕组O —O 2上也要感应出电势∀ u p 来,其方向为O 2端为正,O 端为负。
显然O —O 2上的电压∀ u p 与u b ′方向一致,而O —O 1绕组上的电压∀ u p 与u a 方向相反,由于K 1和K 6两个支路并联,所以u b ′+∀ u p =u a -∀ u p ,u p =u a 2u b ′,即电抗器L p 上感应电势u p 的数值等于u a 和u b ′
的差,这样,可控硅K 1和K 6将同时导电,即有了电抗器L p
后,由它补偿了u a 及u b ′的电压差值,使得u a 和u b ′相的可控硅
能同时导通。
到u b ′和u c ′的交点时,K 2受触发导通,但由于u a 值逐渐减小,u c ′逐渐上升,u a -u c ′的差值越来越小,因而L p 中的感应电势u p =u a -u c ′愈来愈小且方向不变,仍是O 1为负,O 2为正。
到u a =u c ′
时,u p =0,过此点后u c ′>u a ,则流经u a 相的电流要减小,但L p 将阻止其减小,则在L p 上将感应一与原极性相反的电势,即u p =u c ′-u a ,使K 2和K 1继续导通。
至u a 与u b ′
的交点时,K 3与K 1换流,此时为K 2和K 3同时导通。
各可控硅的导通情况如图4所示。
由以上分析可知,每一元件的导通角为
2Π
3
,每隔Π 3有一对可控硅换流,每一组可控硅的换流情况与三相零式相同,故此电路的自然换流点仍是相电压的交点,且每组整流器只负担总负载电流的一半。
图4 图5
下面分析负载端电压u d 和电抗器L p 两端电压的波形:
设平衡电抗器中点O 到其一端的电位差为∀ u p ,从第 组电路看,负载电压u d =u -∀ u p ;从第 组电路看,负载电压
u d =u ′+∀ u p ;其中u 、u ′
分别为 组和 组导通相可控硅所接变压器副绕组的相电压瞬时值。
故有:
82焊接技术 1996年第6期
・焊接材料与设备・
u d =∀
(u +u ′)和u p =u -u ′由图4可知,u ′导前u 的角度为60°,设u ′=
2u 2co s Ξt ,则u ′
=
2u 2co s (Ξt +60°
),所以有:u d =1
2(u +u ′)=6u 2
2
co s (Ξt +30°
)(1)u p =u -u ′
=2u 2co s (Ξt -60°
)(2)
由式(1)、(2)可看出,在Η1~Η2区间,u 相当于u a ,u ′
相当于u b ′,u d 波形为余弦波的一部分,幅值为
62
u 2,相位超前
于u a 30°;u p 的波形也是余弦波的一部分,幅值为2u 2,相位
滞后于u a 60°。
现将u d 及u p 分别按富氏级数展开有:
u d =
362Πu 2(1-2
35
co s 6Ξt ……)(3)
u p =
36
2
u 2(12co s 3Ξt +120co s 9Ξt +1182
co s 27Ξt ……)
(4)
由式(3)、
(4)可看出:u d 最低次谐波为六次谐波,其中常数项为平均电压u d ;u p 的波形只包含交流成分,且主要是三次谐波。
在图5中给出了Α=30°、60°、90°时的输出电压波形,从中可看出,双反星形电路的输出电压波形中,每周期的脉动为
6次。
归纳起来,带平衡电抗器的双反星形整流电路有如下几个特点:
(1)两组三相零式电路双反星形并联工作,得到的整流电
压波形与六相半波整流时一样,所以整流电压的脉动程度比三相零式电路小得多。
(2)与六相半波整流电路相比,变压器次级绕组的利用率
提高了一倍,故变压器容量较小。
(3)两组中各有一只可控硅同时导通,变压器磁路平衡,不
存在直流磁化问题。
(4)每一组整流器担负负载电流的50◊,当负载电流为I d
时,流过可控硅的电流有效值为01289I d 。
(收稿日期:1996—09—14)
性能优良的自保护全位置药芯焊丝
1996年6月20日,在河北省廊坊市召开了石油管道龙昌焊接技术公司研制的管道专用自保护全位置药
芯焊丝的技术验收会,会议由机械工业部科技司司长、中国焊接学会理事长宋天虎主持,参加会议的有哈尔滨焊接研究所、清华大学、天津大学、石油大学、石油天然气总公司施工技术研究院、石油管道局及新疆油田等单位的焊接材料专家。
会议期间,对该焊丝的工艺性能、化学成分及机械性能等指标进行了严格评审,各项指标均已达到国家有关标准,与会专家一致认为该产品性能优良,在国内处于领先地位,部分性能已达到或超过了目前国外同类产品的水平。
该管道专用自保护全位置药芯焊丝(L F 2A 101)有两种规格:<118mm 焊丝用于半自动焊接;<116mm 焊丝用于全自动焊接。
该焊丝的突出特点是电弧吹力大、飞溅少、流动性好、托铁水能力强,盖渣、脱渣性能及机械性能都比较好,可替代美国N R 2207焊丝。
用于焊接一般钢结构的自保护药芯焊丝有两种规格:<214mm 焊丝可用于焊接30~80mm 的厚钢板;<
210mm 焊丝可用于焊接5~30mm 厚的钢结构。
由于该焊丝比美国的N R 311N i 焊丝飞溅少、发烟少、电弧
吹力大,很受用户欢迎。
龙昌焊接技术公司经过两年来千余次的试验,对焊丝配方、生产工艺和焊接工艺都有较深入的研究,原材料已完全国产化,产品性能优良,质量稳定,L F 2101系列焊丝已通过国家焊接材料质量监督检测中心的技术鉴定。
此外,本公司根据用户的特殊要求,正在不断研制开发新的药芯焊丝品种。
龙昌焊接技术公司将在未来焊接领域竭诚与您的企业真诚合作,携手共进,创造美好的未来!
龙昌焊接技术公司竭诚为广大用户服务!
如想得到更详细的资料,
请来函、来电联系。
地 址:河北省廊坊市经济技术开发区26号小区 邮 编:102808电 话:(0316)6088676 传 真:(0316)6089531
联系人:王忆平
9
2W elding T echno logy №6 1996
・焊接材料与设备・。