基于PLC小车自动往返控制word.doc
基于PLC运料小车自动往返顺序控制的程序设题目...
1 引言在自动化生产线上,有些生产机械的工作台需要按一定的顺序实现自动往返运动,并且有的还要求在某些位置有一定的时间停留,以满足生产工艺要求。
用PLC程序实现运料小车自动往返顺序控制,不仅具有程序设计简易、方便、可靠性高等特点,而且程序设计方法多样,便于不同层次设计人员的理解和掌握。
本文以松下电工FP0系列PLC为例,提出基于运料小车自动往返顺序控制的五种PLC程序设计方法。
2 系统控制要求[1>运料小车自动往返顺序控制系统示意图,如图1所示,小车在启动前位于原位A处,一个工作周期的流程控制要求如下:1)按下启动按钮SB1,小车从原位A装料,10秒后小车前进驶向1号位,到达1号位后停8秒卸料并后退;2)小车后退到原位A继续装料,10秒后小车第二次前进驶向2号位,到达2号位后停8秒卸料并再次后退返回原位A,然后开始下一轮循环工作;3)若按下停止按钮SB2,需完成一个工作周期后才停止工作。
图3运料小车自动往返顺序控制系统顺序功能图4.1 经验设计法[3>经验设计法是根据生产机械的工艺要求和生产过程,在典型单元程序的基础上,做一定的修改和完善。
使用经验设计法设计的梯形图程序,如图4所示。
根据系统控制要求小车在原位A(X2)处装料,在1号位(X3)和2号位(X4)两处轮流卸料。
小车在一个工作循环中有两次前进都要碰到X3,第一次碰到它时停下卸料,第二次碰到它时要继续前进,因此应设置一个具有记忆功能的内部继电器R1,区分是第一次还是第二次碰到X3。
小车在第一次碰到X3和碰到X4时都应停止前进,所以将它们的常闭触点与Y2的线圈串联,同时,X3的常闭触点并联了内部继电器R1的常开触点,使X3停止前进的作用受到R1的约束,R1的作用是记忆X3是第几次被碰到,它只在小车第二次前进经过X3时起作用。
它的起动条件和停止条件分别是小车碰到X3和X4,当小车第一次前进经过X3时,R1的线圈接通,使R1的常开触点将Y2控制电路中X3的常闭触点短接,因此小车第二次经过X3时不会停止前进,直至到达X4时,R1才复位。
小车直线往返运动定位控制plc程序设计
小车直线往返运动定位控制p l c程序设计(总16页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March摘本实验运用PLC技术通过西门子S7-200仪器来实现的。
具体是由四个传感器、四个控制开关通过网络程序完成的。
实验包括了PLC编程、西门子运用及现场操作等各方面知识。
本设计是针对现代自动配货、配料运输等工业生产和商业运营的社会需求,设计一种小车直线定位控制系统。
关键词:PLC技术西门子PLC可编程控制程序网络梯形图目录1选题背景及意义选题背景随着智能机器人技术、汽车工业的迅速发展,关于智能小车的研究也就越来越受人关注。
全国电子大赛和省内电子大赛几乎每次都有智能小车这方面的题目,全国各高校也都很重视该题目的研究,可见其研究意义很大。
智能小车,也成轮式机器人,是一种以电子为背景,涵盖智能控制、模式识别、传感技术、电子电气、计算机、机械等多学科的科技创新性设计。
一般主要由路径识别、速度采集、角度控制及车速控制等模块组成。
本设计就是在这样的背景下提出来的,设计的小车自动往返运动应该能够实时循环运动和制动等功能。
选题意义为了使设计更为贴近生活,里面囊括了两个方面:一个是小车直线自动往返运行,这个设计在生活中一般被用在现代自动配货、配料运输等工业生产和善业运营中,目前已经成为了生活生产中不可或缺的一个设计。
我们正在逐渐的完善它使其效率更高。
另一个设计是小车制动控制,这个课题本身也是与生活息息相关的,对工业生产和商业运营来说是非常重要的因素。
在这里我们研究的只是简单地控制,是为我们以后的学习做个垫脚石。
只有我们学好的基础,以后工作中才可以不断的改进和研发。
基于这些因素,这次设计课题是非常有意义的。
2PLC简介PLC概述可编程控制器(Programmable Controller)是计算机家族中的一员,是为工业控制应用而设计制造的。
基于西门子S7—200PLC的小车自动往返运动系统分析

基于西门子S7—200PLC的小车自动往返运动系统分析在日常生活中的生产车间由于工作台的面积有限,这就要求有一运料的小车能及时的将成品运到指定的成品車间,由于操作工人对工作的熟练程度不同等原因,将会使工作台上的成品数量不同,这就要求操作工根据自己的需要及时呼来装料小车将成品运走。
小车需要将每个工作台上的成品都及时运走,这就要求小车在每个工作台的限时限量的装货。
但由于每个工作台的呼叫都是随机的,因此,小车运行及停靠应该是根据工作台的呼叫而决定的,而不是按预先设定的顺序依次运行,这样就提高了小车的效率。
实现了一定的车间智能化,提高了系统的可靠性,节约了一定的人力资源。
标签:自动往返限时限量控制程序一、控制任务及要求1.每个工作台都有一个呼叫按扭。
当需要小车过来装袋时,按一下按扭,系统接到呼叫信号就登记下来,同时通过点亮记忆灯来表示呼叫信号已接到。
智能运料小车就会通过程序判断自己的闲忙程度来确定到来的具体时间。
原则是谁先登记先接谁,不能截车。
2.封装打包时有以下基本要求。
每次最多装20袋,每次最多停留10秒,如果不到10秒种就把20袋都装完了,这时如果有其他工作呼叫,我们就控制小车运行。
如用尽10秒时间到小车仍然装不到20袋。
此时如果出现或者早已有呼叫信号,小车也会立即运行离开。
3.如果20袋货物已经装完了,等待10秒钟的时间也到了,此时如果没有其他的工作台呼叫小车,本个工作台可以继续装运货物,注意一旦有其他的工作台呼叫小车,小车立运行到达呼叫的工作台。
4.本系统增加数码指示,可以实时监测用数码管显示小车的停止位置。
5.呼叫信号要遵从先呼先去原则。
不能顺向截车,只要车上的货物达到60袋,小车此时直接到达卸料区,不再响应其他工作台的呼叫,但是小车要存储他们的呼叫顺序直到小车卸完料后再按顺序工作装料。
6.本系统设有一个启动按钮,一个停止按钮。
7.工作台和工作台之间的距离通过旋转编码器测量小车运行距离。
设定每4个工作台加一个成品装卸库。
基于PLC的小车自动往返运动控制系统2
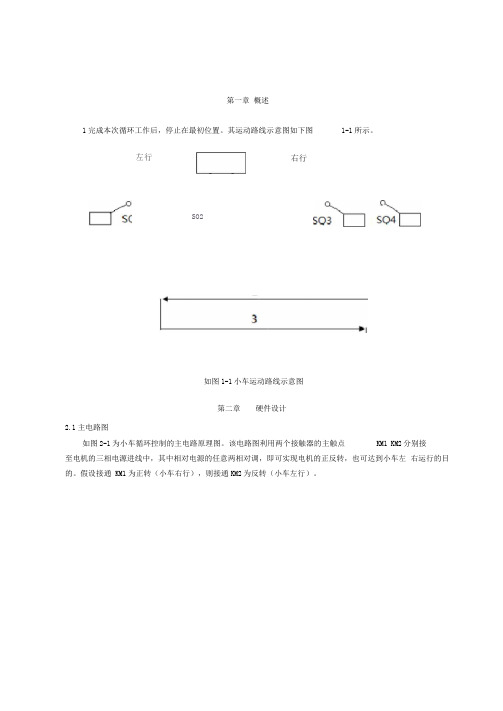
第一章概述1完成本次循环工作后,停止在最初位置。
其运动路线示意图如下图如图1-1小车运动路线示意图2.1主电路图如图2-1为小车循环控制的主电路原理图。
该电路图利用两个接触器的主触点KM1 KM2分别接至电机的三相电源进线中,其中相对电源的任意两相对调,即可实现电机的正反转,也可达到小车左右运行的目的。
假设接通KM1为正转(小车右行),则接通KM2为反转(小车左行)。
左行右行SO21-1所示。
第二章硬件设计图2-1小车循环控制的主电路原理2.2 I/O 地址分配如表2-1为小车循环运动 PLC 控制的I/O 分配表。
在运行过程中,这些 I/O 口分别起到了控制 各阶段的输入和输岀的作用,并且也使小车的控制过程更清晰明了,动作与结果显示更加方便直接。
KM 32.3I/O 接线图如图2-2为小车循环运动PLC控制的I/O接线图。
在进行调试过程时,在PLC模块上,当I0.0有输入信号,即按下SQ1;当I0.1有输入信号,也即按下SQ2以此类推,I/O接线图就是把实际的开关信号变成调试时的输入信号。
同理,输出信号也是利用PLC模块把小车的实际运动用Q0.0、Q0.1的状态表现岀来。
图2-2小车循环运动PLC控制的I/O接线图2.4元件列表如表2-2为小车循环运动PLC控制的元件列表。
在本次设计中就是利用这些元件,用若干导线连接起来组成了我们需要的原理图、I/O接线图。
3.1程序流程图如图3-1为小车循环运动PLC控制的程序流程图。
小车在一个周期内的运动由4段组成。
设小车最初在左端,当按下启动按钮,则小车自动循环地工作,若按下停止按钮,则小车完成本次循环工作后,停止在最初位置。
首先小车位于初始位置,按下SB1启动后,小车向右行驶;当碰到行程开关SQ4小车转向,向左行驶;碰到行程开关SQ2小车再一次转向,向右行驶;碰到行程开关SQ3,小车又向左行驶,直到再次碰到SQ1,然后开始依次循环以上过程。
若不按下停止按钮SB2则小车一直进行循环运动,若此时按下停止按钮SB2小车又碰到行程开关SQ1,则小车回到初始位置。
PLC运货小车自动往返控制设计
郑州航空工业管理学浣工业通信技术课程设计报告届专业班级题目运货小车往返程序设计学号_______________________姓名_______________________指导教师_______________________二。
一二年五月二十六日1、控制任务运货小车的控制分为自动和手动两个方面,XI为开始按钮,X2为停止按钮,X3为手动后退,X4为手动前进,X5、X6为限位开关。
控制顺序如下:(1)按下开始按钮XI,小车后退(2)碰到限位开关X5,停止5s,进行装料¢3) 5s过后小车自动前进(4)碰到限位开关X6,停止5s,卸料(5) 5s过后小车自动后退(6)按下停止按钮X2,小车停止(7)按下手动后退按钮X3,小车后退(8)按下手动前进按钮X4,小车前进(9)按下停止按钮X2(10)再按下开始按钮XI,小车进入自动运行状态2、状态流程图/ Y1/T0K50END3、输入/输出分配表输入装置编号开始按钮XI停止按钮X2手动后退X34、逻辑框图小车后退否触发X3是♦‘定时5s小车前进否触发X4定时5s5、梯形图1114151842454649525556586164 -------------------------------------------------------------------------------------------------------------------------------------- [RET65 --------------------------------------------------------------------------------------------------------------------------------------- ΓEND 6、程序列表0 LD M80021 SET SO3 STL SO4 LD X0015 SET S207 STL S208 LDI Y0019 ANI X00210 OUT Y00211 LD X00512 SET S2114 STL S2115 OUT TOK5018 LD TO19 SET S2221 STL S2222 LDI Y00223 ANI X00224 OUT Y00125 LD X00626 SET S2328 STL S2329 OUT TlK5032 LD Tl33 SET S2435 STL S2436 LDI Y00137 ANI X00238 OUT Y00239 LD X00540 OUT S2142 LD X00243 SET S2545 STL S2546 LDI Y00147 AND X00348 OUT Y00249 LD X00550 OUT S2152 LD X00453 SET S2655 STL S2656 LDI Y00257 OUT Y00158 LD X00659 OUT S2361 LD X00262 OUT SO64 RET65 END66。
PLC Word 文档

亚虎3G无线门控系统,由亚虎无线猫眼可视对讲系统和亚虎电子锁组成,亚虎无线猫眼可视对讲系统又由猫眼室外机(简称室外机)和室内可视机(简称室内机)组成,室外机、室内机和电子锁之间的数据传输(音频、视频、控制指令)皆为无线传输。
室内可视机也叫无线遥控,亚虎3G无线门控系统就是通过室内可视机的操作,实现和电子锁、室外机的相互信息传输,达到整个系统的控制。
由于“亚虎3G无线门控系统”实现了无线安装,因此不需布线,也不会破坏室内环境,可以广泛应用于普通家庭、别墅以及办公室等场合。
要充分利用PLC的联网功能,实现实时监控,联网报警。
(利用3G网、蓝牙技术或wifi)蓝牙CLASSA传输距离80至100米。
蓝牙频率易受干扰。
PLC模块中要添加网络模块,需要扩展插槽报警时应实现同时向警卫处、最近的警务处、企业负责人发出信息。
电机齿轮齿条机构定时器进行定时开启方式:密码锁指纹锁传统的钥匙琐独立使用,结合使用?防盗门从材质上主要分为五种:钢质、钢木结构、不锈钢、铝合金和铜质,它们在质量和性能上都各有特点。
钢质防盗门:可以说是市场上见得最多、老百姓用得最多的。
百姓所熟悉的防盗门大都属于此系列。
这类门价格较低廉和合理,它的销量占市场总销量的90%以上。
这种门的缺点在于外型线条坚硬,很难与现代的室内装饰相融合。
钢木门:是一种可于室内装修配套的一种门,一般可由用户提出要求,防盗性能采用中间的钢板来达到,生产厂家可根据用户要求选用不同颜色、木材、线条和图案等与室内装修融为一体,不再象钢制门那样冰冷的不协调。
因此它的价格也比钢质防盗门要贵。
铝合金防盗门:这种门所用的铝合金材质不同于我们所见到的普通铝合金门窗,它的硬度较高,且色泽亮丽,再饰以花纹图案修饰,给人一种金碧辉煌之感,属中档防盗门。
因为这种门不易褪色,所以也拥有一定的消费群体。
不锈钢防盗门:不锈钢防盗门坚固耐用,安全性更高。
目前市场不锈钢防盗门在色彩上过于单调,基本上都是银白色,这种色彩让人感到很生硬,且不易与房门及周围环境协调统一,而且表面如有碰撞和焊接痕迹,将会很明显。
plc小车往返控制系统

摘要可编程序控制器在工业自动化中的地位极为重要,广泛的应用于各个行业。
随着科技的发展,可编程控制器的功能日益完善,加上小型化、价格低、可靠性高,在现代工业中的应用更加突出。
小车的往返自动控制控制采用的可编程制器具有可靠性高、维护方便,用法简单、通用性强等特点,本文用西门子S7-200系列中的CPU226CN可编程控制器控制小车的自动往返控制来说明可编程控制器硬件、软件的设计。
实现工业中运输小车的自动运行问将是保障工业生产平稳、安全、快捷运行的重要环节。
常规继电器小车控制系统与可编程控制器小车控制系统相比都是单一的固定时序控制或者手动控制,不能够根据实际生产状况进行调节控制。
采用西门子S-200系列的可编程序控制器和传感技术来实现对小车的自动运行控制。
可用如下方案来控制小车运行:采用传感器探测小车的即时位置,如在站口的位置设置电磁传感器,当小车经过时就会产生对应电信号,即可检测出小车的通过,并将这一信号作为可编程控制器的控制输入,并用PLC计数,按一定控制规律自动调节小车的左行、右行及停止。
本次设计的实现的功能为,使小车在特定范围内循环运行,循环一定次数之后自动停止,手动实现小车的启动和急停。
本说明书的主要阐述了小车的具体运行规律,并对PLC作了的简单介绍,给出了本次设计的PLC的I/O接口图、外部接线图、以及具体实现功能的程序梯形图及其注释。
关键词:小车循环往返运动PLC CPU226CN目录1 选题背景及意义 (1)1.1选题背景及意义 (1)1.2选题模型介绍 (1)2 系统简介 (2)2.1设计内容 (2)2.2设计思路 (3)3 PLC简介 (5)3.1PLC的定义 (5)3.2PLC的发展 (5)3.3PLC的特点 (5)3.4PLC的基本组成及各部分作用 (6)3.5PLC的应用领域 (9)3.6本次设计采用的PLC (10)4 直线自动往返控制 (11)4.1I/O地址分配 (11)4.2PLC外部接线图 (11)4.3程序梯形图 (12)5 小车定位控制 (14)5.1I/O地址分配 (14)5.2PLC外部接线图 (14)5.3程序梯形图 (15)结论 (17)参考文献 (18)1 选题背景及意义1.1 选题背景及意义可编程控制器是一种为工业机械控制所设计的专用计算机,在各种自动控制系统中有着广泛的应用,它是在继电器控制和计算机控制基础上开发的产品,逐渐发展成为以微处理器为核心,把自动化技术、计算机技术,通信技术融为一体的新型工业自动控制装置。
小车自动往复运动PLC控制系统

目录第1章课程设计的方案 (1)1.1 PLC运料小车的基本介绍 (1)第2章运料小车控制系统 (2)2.1 系统的运行方式 (2)2.2控制系统的方案设计 (2)第3章控制系统硬件结构设计 (3)3.1系统的基本硬件结构组成 (3)3.2硬件结构框图 (3)3.3小车的控制主电路 (4)3.4 PLC接线图及说明............................. 错误!未定义书签。
第4章控制系统软件结构设计 (5)4.1软件设计流程图及思路 (5)4.2 I/O地址分配 (9)4.3梯形图及功能说明 (10)第5章课程设计总结 (16)参考文献 (17)第1章课程设计的方案1.1 PLC运料小车的基本介绍工厂运输现大多采用地面运输,地面运输主要采用叉车及手推运料小车,叉车需专人驾驶且无固定轨道,在车间内运行极不安全,手推运料小车需人为动力,劳动强度大,运输效率低。
随着经济的发展,运料小车不断扩大到工业运输的各个领域,从手动到自动,逐渐形成了机械化、自动化。
早期运料小车电气控制系统多为继电器-接触器组成的复杂系统,这种系统存在设计周期长、体积大、成本高等缺陷,几乎无数据处理和通信功能,必须有专人负责操作。
后来,单片机应用到运料小车控制系统中。
但是单片机开发周期长,使用难,开发成本高,批量成本低,对人要求高,而且其稳定性不够高。
由于PLC 开发周期短,使用容易,开发成本低,批量成本高,对操作人员技术要求要求不高,并且稳定性好,抗干扰能力强,使得对基于PLC的运料小车控制系统的开发研究逐步加强。
PLC(Programmable Logical Controller)是20世纪70年代以来以微处理器为核心,综合计算机技术、自动控制技术和通信技术发展起来的一种新型工业自动控制装置。
由于它具有功能强、可靠性高、配置灵活、使用方便以及体积小、重量轻等优点,使其在自动化控制的各个领域中得到了广泛的应用。
基于PLC的运料小车自动往返控制系统设计

设计与分析・Sheji yu Fenxi基于PLC的运料小车(动往返控制系统设计钱巍(鹤壁职业技术学院,河南鹤壁458030)摘要:运料小车作为工控企业生产线上物料输运的主要设备,其能否正常运行,对工业生产的影响很大。
传统运料小车运行时需要人员现场操控,但随着工业自动化水平的提高,将PLC应用于运料小车控制系统,可实现对小车的自动控制,降低运营费用。
现基于西门子PLC,设计了一种运料小车自动往返控制系统,并通过亚龙实训模块对程序设计行了验证,该设计可应用于实际生产,提高了系统可工作效率。
关键词:PLC;运料小车;控制系统0引言运料小车作为工业生产线上物料输运的主要设备,在煤矿、有了应用儿传统的工业运料小车在工作时需要人员现场控操作,于小车的运行,运营高孔随着工业自动化程度的提高,PLC作为一种为工业应用设计的控制器,于于工作可高,应用于种工业控制系统"+$4#。
将PLC应用于运料小车的控制系统,控制运料小车的自动料I 料,可实现运料的自动化控制,人员操作,降低运营成本,提高生产效率。
本文采用西门子S7-200CPU 226CN型PLC,设计了一种运料小车自动往返控制系统,可以满足小车控制要。
1控制要求运料小车自动往返控制系统1所示,控制要动,运料小车在A SQ15s E 行料,A运料到B地(SQ2)后,在B3s行料料,B运料到C SQ3)2s进行料斗料,车返A,系统R图1运料小车自动往返控制系统原理2PLC的I/O地址分配及外部接线根据小车控制要求,采用西门子S7-200CPU226CN型PLC,对输输的控制。
通控制过程,确定输有动SB1、行开关SQ1、SQ2、SQ3及止SB2,输出有前退料料。
输入输出,制I/O地址分配表,如表1所示。
根据I/O地址分配表,PLC外部接线2。
3顺序功能图和梯形图程序设计运料小车往返控制流程可知,控制有明显的先后顺,包括初步,我们可将划为7步,分别表1I/O地址分配表输入元件地址输出元件址启动按钮SB1I0.0前进Q0.0行程开关SQ1I0.1后退Q0.1行程开关SQ2I0.2装料Q0.2行开关SQ3I0.3卸料Q0.3停止按钮SB2I0.4PEL N24V半___\_Jzi EZkQF\FU1FU2oDC24V 1M10.010.110.210.310.410.510.6M L+o~~o oL N士1/2L QO.O Q0.1Q0.2Q0.3Q0.4Q0.5CPU226CNSB199<?999999I1r1八|八1r\l图2PLC外部接线图}Q3SB2用M0.0〜M0.6代表各步;确定转换条件依次为I0.0、T37、I0.2、T38、I0.3、T39、I0.1;最后明确每一步对应的动作有Q0.0、Q0.1、Q0.2、Q0.3。
基于PLC的小车自动往返控制系统设计

基于PLC的小车自动往返控制系统设计针对当前小车在运动过程中控制精度低、自动化水平低等问题,论文以自动往返运动小车为研究对象,在分析了可编程逻辑器特点的基础之上,开展了基于PLC的小车自动往返控制系统的硬件设计、软件设计,最后对进行了总结,为自动往返小车的运行提供了一种可行方案。
标签:PLC,控制系统,小车1. 引言在实际工业生产过程中,运动小车的控制技术水平不仅影响生产成本,同时严重制约着生产效率及产品质量。
在影响产品质量的因素中,除材质等因素外,运动小车的自动化程度也是其中之一。
早期的小车控制技术,大多都是接触器、继电器、形成开关等元器件,这些元器件组成的系统的控制精度不高,再加上人为因素增大了其随意性、降低了运动精度等。
随着控制技术的发展,再加上人们对小车自动化控制的要求越来越高,相应的控制技术也逐步被应用。
可编程逻辑控制器凭借自身精度高、稳定性好、编程容易等独特优势,已逐步取代传动的电路控制,成为控制技术领域的主流产品。
基于当前市场背景,研发一套实用意义强的小车自动往返控制系统势在必行。
2.系统方案设计2.1 plc控制技术的概述。
可编程逻辑控制器作为人类社会发展过程中一项重要发明,从第一台PLC 控制器问世至今,已被应用于各行各业,尤其是近些年来,伴随着先进技术的不断涌现及编程软件的不断优化,编程方式越来越容易,控制成本越来越低,plc 控制技术应用也越来越广泛。
2.1.1 PLC控制技术的特点。
可编程逻辑控制控制技术作为一种目前应用最广的控制技术,相比其他控制技术,可编程逻辑控制技术有其独特的优势,具体如下:2.1.3 控制系统的总体方案设计。
通过对自动往返小车控制系统工艺流程和结构特点的分析,依据实际控制需求,该控制系统可分为过程控制和直接控制。
基于以上所述,该自动往返小车的控制系统方案如图所示。
其中可编程逻辑控制器为该系统的核心,直接通过导线连接完成与相关设备的对话。
3控制系统硬件设计3.1.2 plc类型的选择与应用.基于本课题的控制对象,用于该控制系统的可编程逻辑控制器要具有一定数字量的输入输出能力,方能满足该课题控制要求,具体功能如下:(1)数字量输出点:通过控制KM1及KM2的线圈,来实现三相异步电动机的正反转,该控制共需要2个数字输出点。
基于PLC小车自动往返控制

项目课题:基于PLC小车自动往返控制2015年8 月...项目一:基于PLC小车自动往返控制任务目标利用PLC完成小车自动往返控制线路的安装与调试任务要求1、按下正转启动按钮→正转接触器线圈得电吸合→电动机正向连续运转→小车右行;小车右行碰到SQ1→小车右行停止,延时1s 后小车左行。
2、按下反转启动按钮→反转接触器线圈得电吸合→电动机反向连续运转→小车左行;小车左行碰到SQ2→小车左行停止,延时1s 后小车右行。
3、按下停止按钮后,电动机停止运转。
4、SQ3、SQ4为小车运行的左右行极限位开关。
5、控制线路具有短路保护、过载保护等完善的保护措施。
6、各小组发挥团队合作精神,共同设计出PLC的I/O 分配表,电气原理图、正确选择安装所需要的电器元件、规范完成线路的安装与配线、正确编制出PLC程序,并下载到PLC内,完成任务运行调试(空载与带载实验)。
相关理论知识一、电动机继电器控制线路二、PLC基本知识任务解决方案一、根据控制要求,首先确定I/O 的个数,进行I/O 的分配。
本案例需要8 个输入点,2 个输出点,如表2-1 所示。
表2-1 PLC 的I/O 配置输入设备输出设备输出继电器输入继电器代号功能代号功能SB1 停止按钮X0 KM1 正向运行接触器Y0 SB2 正向启动按钮X1 KM2 反向运行接触器Y1 SB3 反向启动按钮X2...SQ1 右行限位开关X3SQ2 左行限位开关X4SQ3 右行极限位开关X5SQ4 左行极限位开关X6FR 热继电器X7二、根据控制要求分析,设计并绘制PLC系统接线原理图,如下图2-1 所示。
重点提示1.设计电路原理图时,应具备完善的保护功能,PLC外部硬件也具备互锁电路。
2.PLC继电器输出所驱动的负载额定电压一般不超过220V,或设置外部中间继电器。
3.绘制原理图要完整规范。
图2-1 plc 系统接线原理图三、安装与接线1.材料准备:根据接线原理图,列出需要的所有材料清单,如表2-2 所示。
基于PLC的小车自动往返运动控制系统
摘要可编程控制器(PLC)是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用可编程序的存贮器,用来在其内部存贮执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字的、模拟的输入和输出,控制各种类型的机械或生产过程。
本设计是基于PLC编程的生产流水线小车循环运动控制设计。
论述了小车控制系统的软、硬件设计方案及其控制原理。
采用的是步进指令,因而比较简洁。
关键词:PLC 步进指令循环控制目录摘要 (I)第一章概述 (1)1.1设计背景及意义 (1)第二章硬件设计 (3)2.1主电路图 (3)2.2 I/O地址分配 (4)2.3 I/O接线图 (4)2.4 元件列表 (5)第三章软件设计 (6)3.1 程序流程图 (6)3.2 梯形图 (7)3.3 STL指令 (11)3.4 程序分析 (12)第四章程序调试 (14)4.1 程序流程图 (14)设计感想 (16)参考文献 (17)第一章概述1.1 设计背景及意义传统的运料小车大都是继电器控制,而继电器控制有着接线繁多、故障率高且维修不易等缺点,PLC作为目前国内市场的主流控制器,在技术、行业影响等方面有重要作用。
利用PLC控制代替继电器控制已经是大势所趋。
由于PLC的不断发展和革新,使得生产线的运输控制也将得到不断的改善和生产率的不断提高,小车自动控制系统经历了以下几个阶段:(1)手动控制:但是由于当时的技术还不够成熟,这种系统存在设计周期长、体积大、成本高等缺陷,几乎无数据处理和通信功能,必须有专人负责操作。
(2)自动控制:通过机器人技术,自动化设备终于实现了PLC在小车自动控制系统在自动方面的应用。
(3)全自动控制:PLC大多采用多CPU结构,不断向高性能、高速度和大容量方向发展。
现代企业为提高生产车间物流自动化水平,实现生产环节间的运输自动化,使厂房内的物料搬运全自动化,许多企业在生产车间广泛使用无人小车,小车在车间工作台或生产线之间自动往返装料卸料。
《PLC控制技术》电子教案 项目一 改造自动往返小车控制电路
任务1 安装自动往返小车控制电路
【知识准备】
(3)输入/输出接口电路 输入(Input)和输出(Output)接口电路简 称I/O模块,PLC通过I/O模块实现与外围设 备的连接,常用的I/O模块有开关量I/O模块、 模拟量I/O模块等。 ①开关量输入接口电路 按照输入端电源类型的不同,开关量输 入接口电路可分为直流输入和交流输入。
任务1 安装自动往返小车控制电路
【知识准备】
一、PLC基础知识
(一)PLC概述 1.PLC的定义 1987年,国际电工委员会(IEC)对可编程控制器作如下定义:可编程控制器是一种数字运算 操作的电子系统,专为工业环境下应用而设计。 2.PLC的分类 (1)按PLC的I/O点数的多少可以将PLC分为小型机、中型机和大型机三类。 (2)按结构形式的不同主要可以分为整体式和模块式两类。
项目一 改造自动往返小车控制电路
壹 任务1 安装自动往返小车控制电路 贰 任务2 调试自动往返小车控制电路
【项目需求】
为提高生产车间物流自动化水平,实现生产环节间的运输自动化,使厂房内的物料搬 运全自动化,现在许多企业在生产车间广泛使用无人小车在车间工作台或生产线之间进行 自动往返装料运料。传统的运料小车大都是继电器控制,而继电器控制具有接线繁多、故 障率高且维修不易等缺点,被PLC控制系统广泛替代,PLC能实现较复杂的控制功能且接线 简单、可靠性高,利用PLC控制代替继电器控制已经是大势所趋。
可控硅输出接口电路
继电器输出接口电路
任务1 安装自动往返小车控制电路
【知识准备】
(三)PLC的工作原理
PLC是采用循环扫描的工作方式,在PLC执行用户程序时,CPU对梯形图自上而下、 自左向右地逐次进行扫描,程序的执行是按语句排列的先后顺序进行的。
PLC运货小车自动往返控制设计

郑州航空工业管理学院工业通信技术课程设计报告届专业班级题目运货小车往返程序设计学号姓名指导教师二О一二年五月二十六日1、控制任务运货小车的控制分为自动和手动两个方面,X1为开始按钮,X2为停止按钮,X3为手动后退,X4为手动前进,X5、X6为限位开关。
控制顺序如下:(1)按下开始按钮X1,小车后退(2)碰到限位开关X5,停止5s,进行装料(3) 5s过后小车自动前进(4)碰到限位开关X6,停止5s,卸料(5) 5s过后小车自动后退(6)按下停止按钮X2,小车停止(7)按下手动后退按钮X3,小车后退(8)按下手动前进按钮X4,小车前进(9)按下停止按钮X2(10)再按下开始按钮X1,小车进入自动运行状态2、状态流程图S0S20 S21Y2T0M8002X1Y1X5K50 T0X23、输入/输出分配表输入装置 编号开始按钮 X1 停止按钮 X2 手动后退X3S22S23S24S25S26Y1T1Y2Y2Y1Y2K50X6T1Y1X5X2Y1X3X5X4Y2X6X2RET ENDX2X2手动前进X4限位开关X5、X6输出装置编号前进Y1后退Y2 4、逻辑框图开始小车后退触发X3 定时5s 小车前进触发X4 定时5s 否是否是5、梯形图6、程序列表。
小车自动往返控制-西门子S7-200PLC编程实例详解(一)

小车自动往返控制- 西门子S7-200PLC编程实例详解(一)控制一台小车在A,B两地往返行驶。
要求用以下几种控制形式。
(1),按下启动按钮,小车前进到B点碰到限位开关,小车后退,退到A点碰到限位开关,小车前进,小车在AB两地往返行驶。
按下停止按钮,小车立即停止。
〔2)按下启动按钮,小车前进到B点碰到限位开关,小车停留10S后退,退到A点碰到限位开关,小车停留10S前进,小车在AB 两地往返行驶.按下停止按妞,小车继续运行,回到A点后停止.(3〕如果小车停留在中途,按下前进按钮,小车前进.按下后退按钮,小车后退.小车前进到B点碰到限位开关,小车停留10S后退,退到A点碰到限位开关,小车停留10S前进,小车在AB两地往返行驶。
按下立即停止按钮,小车原地停止.按下原位停止按钮,小车回到原位A点停止。
小车控制形式1按下启动按钮,小车前进到B点碰到限位开关,小车后退;退到A点碰到限位开关,小车前进,小车在AB两地往返行驶。
按下停止按钮。
小车立即停止,控制方案设计1输入/输出元件及控制功能小车控制形式1如表所示。
介绍了实例小车控制形式i中用到的输入/输出元件及控制功能。
2.电路设计小车两地往返行驶控制形式1的PLC接线图和梯形图如图3,控制原理按下启动按钮SB l ,=1,得电并自锁,电动机启动,小车前进。
到达B点时,小车碰到限位开关SQ1接点闭合,常闭接点断开,线圈失电,常开接点闭合,线圈得电自锁,小车后退,小车后退到A点,碰到限位开关SQ2接点闭合,常闭接点断开,线圈失电,常开接点闭合,线圈得电自锁,小车前进。
并自动往返运行。
按下停止按钮SB2,=0,常闭接点断开,,线圈失电,电动机立即停止运转。
小车往复运动PLC自动控制说明书.doc
可编程控制器是一种为工业机械控制所设计的专用计算机,在各种自动控制系统中有着广泛的应用,它是在继电器控制和计算机控制基础上开发的产品,逐渐发展成为以微处理器为核心,把自动化技术、计算机技术,通信技术融为一体的新型工业自动控制装置。
早期的可编程控制器在功能上只能进行逻辑控制,因而称为可编程程序逻辑控制器(Programmable Logic Controller)简称PLC。
随着技术的发展,其控制功能不断增强,可编程程序控制器还可以进行算术运算,模拟量控制、顺序控制、定时、计数等,并通过数字,模拟的输入、输出控制各种类型的机械生产过程。
长期以来,PLC及其网络控制系统始终战斗在工业自动化控制行业的主战场,其提供的安全和完善的解决方案,为各种各样的自动化设备提供了非常可靠的控制应用,在电力、冶金、化工、机械等行业发挥了重大作用,被公认为现代工业自动化三大支柱之一。
PLC广泛用于自动化生产线上,有些生产机械工作台需要按一定顺序实现自动往返运动,有还要求某些位置有一定时间停留,以满足生产工艺要求。
用PLC程序实现运料小车自动往返顺序控制,具有程序设计简易、方便、可靠性高等特点,程序设计方法多样,便于不同层次设计人员理解和掌握。
此次的课程设计我们设计的是小车往复运动PLC自动控制。
用型号为西门子公司S7系列的S7-300的PLC实现小车在运输过程中装料、卸料的往复运动过程。
通过I/O地址的分配,实现PLC与控制路线的接口连接。
关键词:可编程控制器(PLC)小车往复运动 S7系列S7-300第一章方案概述 (3)1.1 小车往复运动PLC自动控制设计 (3)1.2 往复运动的实现要求 (3)1.3 设计系统要求 (3)第二章原理控制线路图 (5)2.2 PLC I/O接线原理图 (6)2.3 顺序功能图 (7)2.4控制程序梯形图 (8)第三章系统仿真与运行 (12)3.1 组态 (12)3.2 调用函数 (13)3.3完成仿真 (13)结束语 (14)参考文献 (15)附录 (16)第一章方案概述该方案的目的是实现运料小车的往复运动,在运送过程中,根据站点的不同进行往复,是按照顺序进行运送的设计,并通过对电机的控制实现一定的循环。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项目课题:
基于PLC小车自动往返控制
2015年8月
项目一:基于PLC小车自动往返控制利用PLC完成小车自动往返控制线路的安装与调试
1、按下正转启动按钮→
正转接触器线圈得电吸合→电动机正向连续运转→小车右行;
小车右行碰到SQ1→小车右行停止,延时1s后小车左行。
2、按下反转启动按钮→反转接触器线圈得电吸合→电动机反向连续运转→小车左行;小车左行碰到SQ2→小车左行停止,延时1s后小车右行。
3、按下停止按钮后,电动机停止运转。
4、SQ3、SQ4为小车运行的左右行极限位开关。
5、控制线路具有短路保护、过载保护等完善的保护措施。
6、各小组发挥团队合作精神,共同设计出PLC的I/O分配表,电气原理图、正确选择安装所需要的电器元件、规范完成线路的安装与配线、正确编制出PLC程序,并下载到PLC内,完成任务运行调试(空载与带载实验)。
一、电动机继电器控制线路
二、PLC基本知识
一、根据控制要求,首先确定I/O的个数,进行I/O的分配。
本案例需要8个输入点,2个输出点,如表2-1所示。
表2-1 PLC的I/O配置
二、根据控制要求分析,设计并绘制PLC系统接线原理图,如下图2-1所示。
1.设计电路原理图时,应具备完善的保护功能,PLC外部硬件也具备互锁电路。
2.PLC继电器输出所驱动的负载额定电压一般不超过220V,或设置外部中间继电器。
3.绘制原理图要完整规范。
图2-1 plc系统接线原理图
三、安装与接线
1.材料准备:根据接线原理图,列出需要的所有材料清单,如表2-2所示。
(1)选择元件时,主要考虑元件的数量、型号及额定参数。
(2)检测元器件的质量好坏。
(3)PLC的选型要合理,在满足要求下尽量减少I/O的点数,以降低硬件的成本。
表2-2 材料清单
序号分类名称型号规格数量备注
1 工具电工工具1套
2
器材万用表DT9205A型1块
3 可编程序控制器FX3U-32M 1台
4 计算机自定1台
5 编程软件GX Developer 8 1套
6 配电盘500MM×700MM 1块
7 导轨C45 0.5米
8 自动断路器DZ47-63/3P C63 1只
9 自动断路器DZ47S C20 1只
10 熔断器RT18-32 5只
11 接触器CJX1-9 2只
12 三相异步电动机JW-6314 1台
13 按钮LA4-3H 1只
14 行程开关JLXK1-111 4只
15 端子排D-20 1根(20节)重点提示
16
耗材
铜塑线BVR/2.5 MM2 10米主电路
17 铜塑线BVR/1 MM2 25米控制电路
18 紧固件螺钉(型号自定)若干
19 线槽25mm×35mm 若干
20 号码管若干
2.安装与接线
将所有元件装在一块配电板上,做到布局合理、安装牢固、符合安装工艺范。
(2)根据接线原理图配线,做到接线正确、牢固、美观(图片)。
重点提示。