非接触式磁力驱动西林瓶自动进出料系统研究
药品冻干机自动装卸料系统研究
置装料 。 如此循环直至冻干机所有搁板全部装料完毕。 冻干结束 之后 , 控制 系统发出指令 , 装卸料p N打 开 , J , 过渡机构首先运 动 至指定位置 , 接着排料机构进入冻干机搁板 。 在排料机构中装有 出料杆 , 由步进 电机带动同步带 , 将所有西林瓶一次 由搁板送 至
输送带机构上 , 由输送机构送 至下一个生产工位。 至此完成 了一 次完整的装卸料过程。装卸料系统机构简图, 如图 2所示 。
图 3基于 P c控制系统配置框图
定位置 , 完成此搁板的装料任务 。 , 此后 排料机构 电机启 动 , 排料 机构从搁板 中退出 。 而后过渡板电机启动 , 过渡 板下降 、 后退 。 退
出冻干机送料p f o J J 控制 系统发出指令 。 , 下一搁板运动至装料 位
设计的步骤为: ( ) 次设计 的 自动装卸料 系统采用 P C作为整 台机器动 1本 L 作的控制核心 , 机器完成一系列动作。 使 整个工艺过程可以大致
为输出信号 占用输 出点。 ()L 3 P C配置及程序设计 。在本系统中 , 选用西 门子 ¥- 0 7 30
图 2装卸科系统机构简图 1 . 电机一 2 . 过渡机构
7电机三 .
P C, L 中央处理单元选用 C P 1— D , U 3 5 2 P 输入模块选用两片S 2 M3 1 D3 x C 4 I2 D 2 V模块 , l 每 6点为一组 , 控制 2 5个输入 信号 ; 出 输 模 块 选用 一 片 S 2 O 2 D 2 V05 高速 数字 量 输 出模 M3 2D 3 x C 4 /. A 块 。 自动装卸料 系统控制程序设计过程中 , 在 大量的信号为数字
然后回到术和现 场总线( rf u ) L Po b s控 进入规定的初始状态 , i
冻干西林瓶自动装载和卸载系统设计
● 备 用 研 ◆hn e i 。 n 装 应 与 究 za bYg nYY i ug in guau y i
S K公 司拥 有 ,近 期 国 内T F L N已有 R O FO
物 料搬 运 作业 的光 机 电信 息技术 一体 化 的系统 。
Fe il AL 适 用 大 型 生 产 设 备 , ~3 l be US x 1 台冻 干
脉注射 制剂 ,人类 的生命 安全风 险存在 很大 的隐 患 。 机 为 1 , 0m2单 台装 载 面积) 组 如2 ( 以上 。 包括 如 自 还 基 于人 民生 命安 全 的价值 体现 , 欧美F A之 G 、 D MP 后 动 导 引系统 、 瓶 台 、 理 出料 台、 或 出传 送 机构 等 。 进 期 的WHO G 出 台及 现 行 的2 1 年版 G , 之 MP 00 MP 体现
AL 是Auo t o dn d la igS s m 美 的 衔 接 。 2 P N E H U 系 统 工 程 三 维 US tmaiL a i a o d yt c g n Un n e 图 为 E NT C AL S
英文 的缩 写 , 中文 意思 : 自动装 载和 卸载装 置或系统 。 C D图, 为I LF 的Fe il A U 图例 。 A 图3 MA IE lxbe L S A MS L 主要 分3 。 类 Fe il A US 点 : 1 适 合 1 台 冻 干 机 为 1 l be L 特 x () ~3
污染源 是 人员所 致 。为 了将 人 民的 生命安全 风 险降到 最低 , 对 国 内多数 中小制 药企业 近 期及未 来 的需求 , 针 开发 冻干 西
自动进出料系统URS
自动进出料系统用户需求标准O E/STP/30/URS/02/001(00)**有限公司2011年06月自动进出料系统用户需求标准OE/STP/30/URS/02/001(00)目录1.综述 (1)1.1 背景: (1)1.2 目的: (1)1.3 范围: (1)1.4 责任: (1)1.5 工艺描述: (1)2.法规标准 (1)3.技术要求 (2)3.1机械要求 (2)3.2电器及仪表要求 (3)3.3安全性要求 (3)3.4材质要求 (4)3.5维护要求 (4)3.6 清洁要求 (4)3.7 控制系统要求 (4)4.设备功能要求和设计标准 (7)5.设备安装要求 (7)6.公用系统要求 (7)7.供应商/用户责任 (7)8.文件和证书要求: (8)9.合同和采购单 (10)10.术语说明 (10)11.修订历史 (10)1.综述1.1 背景:公司新厂区新上冻干粉针生产车间,二三层各设一条冻干线,每条线安装**台30m2/40m2冻干机,每条生产线需要一套自动进出料系统,每套可供**台冻干机自动进出料。
本URS涉及二层和三层生产线的自动进出料系统各一套,即每一套包括一组小车式系统或三组固定式系统,两者选择其一,必须满足三台冻干机需要。
采用自动进出料系统,极大地降低入箱人员劳动强度,而且操作过程中,可有效避免人员与产品接触,减少对产品造成污染,产品无菌会得到更好的保证。
采用自动进出料系统,还可以提高生产速度和生产的自动化程度,提高成品率,降低人工成本。
因此选用自动进出料系统。
1.2 目的:本URS为用户和供应商对自动进出料系统的设计、制造、材质、控制系统、检查和测试、文件、包装和交付、安装调试、验收、培训和验证提供依据。
1.3 范围:本URS适用于新厂区冻干粉针生产线的自动进出料系统。
1.4 责任:需方对本URS的编制质量负责。
供方须严格按照本URS所明确的法规标准、技术要求、服务要求,提供相关设备设施和服务,供方须对需方所提供的URS负保密责任。
药用玻璃包装自动装盒系统设计与实现
第44卷第17期包装工程2023年9月PACKAGING ENGINEERING·181·药用玻璃包装自动装盒系统设计与实现赵航1,2,任亚恒1,2*,程煜1,2,安旸1(1.河北省科学院应用数学研究所,石家庄050081;2.河北省信息安全认证工程技术研究中心,石家庄050081)摘要:目的针对现阶段药用玻璃包装产业升级对数字化、自动化、智能化的设备的迫切需求,提出一种药用玻璃瓶(西林瓶、安瓿瓶、口服液制剂瓶等)自动装盒方法,以降低劳动强度,提高产品质量。
方法以安瓿瓶为例,在充分分析具体需求的基础上,借助计算机辅助设计技术和仿真技术,采用“自顶向下”的设计方法,完成系统三维模型机械设计和运动仿真。
利用PLC工业控制技术,建立能够兼容不同规格产品的生产线的控制模型,实现系统智能控制,并完成样机的试制。
结果在国内几家大型药用玻璃包装生产企业成功应用后,所研制的药用玻璃瓶自动装盒系统能够有效减少因传统装盒方法对瓶身造成的划伤和污染,包装人员成本减少了40%,产品合格率提高了5%。
结论所研制的药用玻璃瓶自动装盒系统可显著提高产品的质量、降低劳动成本,加快了行业自动化、智能化进程。
关键词:药用玻璃包装;自动装盒;机械设计;智能控制;产业升级中图分类号:TB486;TH122 文献标识码:A 文章编号:1001-3563(2023)17-0181-08DOI:10.19554/ki.1001-3563.2023.17.022Design and Implementation of Automatic Packing System forPharmaceutical Glass PackagingZHAO Hang1,2, REN Ya-heng1,2*, CHENG Yu1,2, AN Yang1(1. Institute of Applied Mathematics, Hebei Academy of Sciences, Shijiazhuang 050081, China;2. Hebei Authentication Technology Engineering Research Center, Shijiazhuang 050081, China)ABSTRACT: In view of the urgent demand for digital, automatic and intelligent equipment in the upgrading of pharmaceutical glass packaging industry at present, the work aims to propose an automatic packing method for pharmaceutical glass bottles (penicillin bottles, ampoule bottles, oral liquid bottles, etc.) to reduce labor intensity and improve product quality. With am-poule bottle as an example, on the basis of full analysis of the specific requirements, the computer aided design technology and simulation technology were combined with the method of "top-down" design to complete the mechanical design and motion si-mulation on the 3D model of the system. PLC industrial control technology was employed to establish the control model com-patible with production lines for different specifications of products, so as to realize the intelligent control of the system, and complete the trial production of the prototype. After successful application in several large pharmaceutical glass packaging en-terprises in China, the automatic packing system for pharmaceutical glass bottles developed could effectively reduce the scratches and pollution caused by traditional packing method, reduce the cost of packaging personnel by 40% and improve the qualified rate of products by 5%. The automatic packing system for pharmaceutical glass bottles can significantly improve the quality of products, reduce labor costs, and accelerate the process of automation and intelligence in the industry.KEY WORDS: pharmaceutical glass packaging; automatic packing; mechanical design; intelligent control; industrial upgrading收稿日期:2023-02-03·182·包装工程2023年9月药用玻璃包装装盒工艺是在药用玻璃包装生产线末端,产品成型并经质量检测设备检测完成以后,将合格的玻璃包装产品移入产品包装盒内。
全自动西林瓶制托贴标入托装盒包装线用户需求

全自动西林瓶制托贴标入托装盒包装线用户需求标准
编号:******
起草人
车间负责人签名日期审核人
工程部负责人签名日期审核人
生产部经理签名日期审核人
QA经理签名日期批准人
总经理签名日期
1、工艺描述及产品介绍
1.1 工艺流程
自动制托→自动贴标→自动入托→输送→装盒
1.2包装规格(参考规格):
瓶型规格:3ml/支、5ml/支、10 ml/支、25ml/支
托盒装量:10支/托
说明:托盒按本公司现有托盒设计,经本公司同意,可进行小幅改变。
1.3整线设计产能要求为不低于500瓶/分钟,装盒产能要求为不低于100盒/分钟。
1.4要求各规格模具通用或模具更换便捷可靠。
2、用户及系统要求
2.1工艺或性能要求
2.2 安全要求
2.3 安装环境要求
2.4 电力要求
2.5 设施/公用系统要求
2.6外观及材质要求
2.7 维修服务
2.8 环境健康安全要求
2.9包装运输要求
2.10文件资料要求
2.11安装调试要求
2.12 验收要求
2.13培训要求
2.14保修要求
2.15 其他要求。
URS-2100 loading system (1)
冻干制剂自动进出料系统用户采购要求说明书User’s Requirements Specification数量 2 套(包括相关附件等)买方地址卖方地址版本历史本采购说明适用于以下设备:名称冻干制剂自动进出料系统型号数量共2 套1. 总说明General本项目是一个系统工程项目。
项目编号:2008—03—NP15。
甲乙双方均为此设立项目组和项目经理,项目经理即为联系人。
This project is a system project. Project No: 2008-03-NP15. Both XX and the Vendor should set up a Project Team for this project. Project Manager should be the contact person本用户要求说明书(URS-2102)是对冻干制剂线(西林瓶)自动进出料系统(Automatic Loadingand Unloading System)的设计、制造、材质、控制系统、检查和测试、文件、包装运输发货、安装调试、验证、操作使用培训的说明和最低要求。
This URS-2102 is used for the minimum requirement for design, fabrication, material, control system, FAT, documentation, packing& transportation, installation/commissioning, validation and training for a lyophilisation line (vial) automatic loading and unloading system所有设备的设计、制造、材质、检查和测试、制造厂内测试(FAT)(包括试运行与验证)、用户现场最终检查和测调试(SAT)等活动由卖方负责并由买方人员参加复核及批准,SAT 部分将由双方人员共同实施并签署各项调试、验收的有关报告。
自动进出料系统urs
自动进出料系统用户需求User’s Request Specification文件编号:版本号:编制:审核:批准:1、目的该文件旨在从项目和系统的角度阐述用户的需求,主要包括相关法规符合度和用户的具体需求,这份文件是构建起项目和系统的文件体系的基础,同时也是系统设计和验证的可接受标准的依据。
2、范围本文件的范围涉及到了对此定制冻干机移动式自动进出料系统的要求,供应商应以URS将作为详细设计以及报价的基础。
供应商在设计、制造、组装时必须要按照URS来执行。
3、缩略词列表Term 术语Definition 定义CD Compact Disc压缩磁盘EU-GMP European –Good Manufacturing Practice欧盟药品质量管理规范FAT Factory Acceptance Test出厂验收测试GAMP Good Automated Manufacturing Practices良好的自动生产规范GMP Good Manufacturing Practices药品生产质量管理规范HMI Human Machine Interface人机界面IQ Installation Qualification安装确认ISO International Standards Organization国际标准组织MOC Material Of Construction建筑材料OQ Operational Qualification运行确认Ph Phase阶段P&ID Process and Instrument Diagram.工艺流程图PLC Programmable Logic Controller可编程逻辑控制器RTD Resistance Temperature Device 电阻温度设备SAT Site Acceptance Test现场验收测试SOP Standard Operating Procedures标准操作规程SS Stainless steel不锈钢WFI Water For Injection注射用水EPDM Ethylene―Propylene―Diene tripolym er 三元乙丙橡胶Hypalon 氯磺化聚乙烯4、设备标准设备必须符合以下标准、规范:4.1 GMP 法规●中华人民共和国药典(2010版)●药品生产质量管理规范(2010版)●中华人民共和国药品管理法实施条例4.2 行业标准设计、制造、材料、所有部件的供应以及配置必须基于并符合中国相关规范、要求和准则。
自动进出料系统
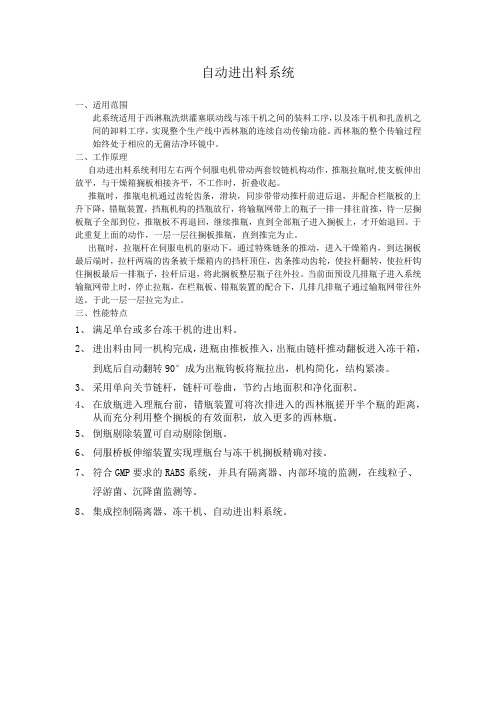
自动进出料系统一、适用范围此系统适用于西淋瓶洗烘灌塞联动线与冻干机之间的装料工序,以及冻干机和扎盖机之间的卸料工序,实现整个生产线中西林瓶的连续自动传输功能。
西林瓶的整个传输过程始终处于相应的无菌洁净环镜中。
二、工作原理自动进出料系统利用左右两个伺服电机带动两套铰链机构动作,推瓶拉瓶时,使支板伸出放平,与干燥箱搁板相接齐平,不工作时,折叠收起。
推瓶时,推瓶电机通过齿轮齿条,滑块,同步带带动推杆前进后退,并配合栏瓶板的上升下降,错瓶装置,挡瓶机构的挡瓶放行,将输瓶网带上的瓶子一排一排往前推,待一层搁板瓶子全部到位,推瓶板不再退回,继续推瓶,直到全部瓶子进入搁板上,才开始退回。
于此重复上面的动作,一层一层往搁板推瓶,直到推完为止。
出瓶时,拉瓶杆在伺服电机的驱动下,通过特殊链条的推动,进入干燥箱内,到达搁板最后端时,拉杆两端的齿条被干燥箱内的挡杆顶住,齿条推动齿轮,使拉杆翻转,使拉杆钩住搁板最后一排瓶子,拉杆后退,将此搁板整层瓶子往外拉。
当前面预设几排瓶子进入系统输瓶网带上时,停止拉瓶,在栏瓶板、错瓶装置的配合下,几排几排瓶子通过输瓶网带往外送。
于此一层一层拉完为止。
三、性能特点1、满足单台或多台冻干机的进出料。
2、进出料由同一机构完成,进瓶由推板推入,出瓶由链杆推动翻板进入冻干箱,到底后自动翻转90°成为出瓶钩板将瓶拉出,机构简化,结构紧凑。
3、采用单向关节链杆,链杆可卷曲,节约占地面积和净化面积。
4、在放瓶进入理瓶台前,错瓶装置可将次排进入的西林瓶搓开半个瓶的距离,从而充分利用整个搁板的有效面积,放入更多的西林瓶。
5、倒瓶剔除装置可自动剔除倒瓶。
6、伺服桥板伸缩装置实现理瓶台与冻干机搁板精确对接。
7、符合GMP要求的RABS系统,并具有隔离器、内部环境的监测,在线粒子、浮游菌、沉降菌监测等。
8、集成控制隔离器、冻干机、自动进出料系统。
可分离式冻干机自动进出料系统的原理及特点

房车 间的改造 。下面将 着 重 阐述 公 司研 发 的可分 离 式冻 干机 自动进 出料 系统 的原 理及 特 点 。
2 可 分 离 型 冻 干 机 自 动 进 出 料 系 统 的 构 成 与
原 理
1 传 统 冻 干 机 进 出 料 方 式 所 存 问 题 简 析
冻 干 机 自动 进 出料 系统 能够 在 B 背 景 下 的A 级
传 统 冻干 机 进料 方 式一 般 是 :在灌 装半 加 塞完 级环 境 中 自动 完成 传送 物 料及 进 出箱操 作 ,同时避
成后, 在A级层 流保 护 下 人 工装 盘 、 工逐 盘 转 移至 免 了操作 人 员与药 品 的接 触 ,进 一步 降低 了药 品的 人 层流 车 内、 人工 层流 车推 至冻 干机 前 、 工把 车 内盘 污染 风 险, 高 了生产 效率 。在 此前 提 下 , 人 提 力求 可 操 子 逐 盘搬 至冻 干机 层板 上 ; 出料 则反 之 。 虽然 这一 方 作 的低风 险及 实用 性 。
非 最 终灭 菌 生 产操 作 , 新 版GMP附录 1 十 三 条 , 在 第
() 1 操作 人 员 多 , Байду номын сангаас动 性 高 , 交叉 污 染几 率 大 , B
级 区域动 态标 准难 以达 到 ;
非 最 终 灭菌 产 品 的无 菌生 产 操 作 示例 中 明确 规 定 :
() 人工 转递 过程 中, 多个 工 序 的操作 人 员 2在 有
. 式 相对 实现 了未完全 密 封状 态 的产 品在 层流 保 护 下 2 1 构 成
操 作转 运 , 但是 所存 问题 较 多 :
可 分 离 型 冻干 机 自动 进 出料 系 统 主要 组 成 : 与
玻璃西林瓶药品包装自动化系统设计解析
站在客观的角度来说, 药品包装就 是一种 加工过程。它是指 以适宜 的 容器 、 材 料为纽带 , 以对应 的包 装技术为媒介 , 对各种药物 的半 成品、 成 品 进行一 系列 的操作 , 比如 , 封、 贴 。在此基础上, 使药品的 品质得 到保 障, 签
订商 标 以及 说 明 。对 于 药 品包 装 来 说 , 主 要 可 以分 为 这 几 类 , 内包 装 、 外包
可 以对设备内部的故障进行准确 的诊断 。一旦有故障发生 , 设备可 以 自动 停止工作 , 具有其 自我保护 的功 能。 该功能能够避免设各遭到损害 , 延长设 备 的使用寿命 。二是: 控制 系统具有检测功能、 控制功能。在玻璃瓶药 品包
装过程 中, 控 制 系 统 借 助 对 应传 感 器 的力 量 , 自动 对 设备 的 不 同 工 位 、 药 箱
二、 药 品 包装 设 计
的运行轨迹进行检测。一旦出现 问题 , P L C控制系统会 以传感器为桥梁 , 合 理控制设备 , 进行相关操作, 比如, 启动 、 停止运作 。三是: 控制系统具有灵 活 的操作过程 。在控制系统运行过程 中, 可 以采 用这 三种控制方式 , 即“ 手 动” 、 “自动 ” 、 “ 单机运装 ” 。 这三种控制方式具有不同的作用。 在 系统 的相关 界面上 , 不仅会显示设备的运行状态 , 还会 显示系统故障信息 。在系统 中, 设置手动操作可 以使设备具有更好的可操 作性、 可维护性 。如 果在 系统运 行过程 中, 自动装置发生故障, 可 以采用手 动操作进行相关 的操作 。进而 , 保 证药 品包 装 的顺 利 进 行 。 总的来说 , 对于玻璃西林瓶药品包装 方面来说, 其 自动化系统设计 中,
制元件 、 P L C控制器 。 在药品包 装 自 制 系统 的功 能
冻干机自动进出料系统
1 站载料台上。自动导向小车捕料系统将出料站载料台
上的西林瓶推至合适的位置。出料站出料摇杆系统再
2 旋转到位,开启出料直线定位系统,这样出料摇杆系
统中的出料板推动载料台上的西林瓶至出料输送机, 出料输送机上的西林瓶按照一定的工艺结合出料站到
• 该系统结合o-RABS(或c-RABS、isolator)和 自动转运系统对于无菌控制较好,但价格昂贵 ,需要¥600-800万,主要适合转运量比较大 的工艺,一般冻干机30m2以上采用该系统进行 无菌上料;
1 • 优点:自动化程度高、转运量大、对于无菌控 制会较好,符合未来10年的法规发展,不需要 二次改造;
动上料站>人工辅助层流车上料>人工上料
1 • 综合考虑性价比:固定辅助上料站性价比最高。
• 如果从长远发展考虑,自动固定上料符合未来10年甚至
4 2 更长的发展需要。
0 0 1 1 0 0 1 0 1 0 1 0 1 1 0 1 0 0 0 1 0 1 0 0 1 0 1 1
1 2 过渡系统由活动梳子板,固定梳子板和直线定位系统等组成。活动
梳子板由伺服电机和全行程位移传感器的闭环精确控制下实现其与
4 冻干机搁板和固定梳子板的精确对接,从而在固定式自动进出料系6L波纹套等组成。
• 系统由伺服电机和全行程位移传感器的闭环精确控制下结合和冻 干机程序的通讯可实现精确出料推进工艺。
总结
0 0 1 1 0 0 1 0 1 0 1 0 1 1 0 1 0 0 0 1 0 1 0 0 1 0 1 1
• 该系统同样结合o-RABS(或c-RABS、isolator)和自动 转运系统对于无菌控制较好,价格也昂贵,东富龙: 需要¥450-500万;舒博拉尼需要200-230万,这种方 式主要适合转运量相对较少的工艺,一般冻干机30m2 以下采用该系统进行无菌上料;
冻干机及其自动进出料系统URS1

冻干机及其自动进出料系统用户需求标准审核和批准版本历史目录1.概述.................................................... (1)1.1范围.................................................... . (1)1.2遵循方针 (1)1.3法规和指南 (1)2.介绍.................................................... (1)2.1目的.................................................... . (1)2.2范围.................................................... . (1)2.3描述.................................................... . (1)2.4说明.................................................... . (2)3.术语.................................................... (3)4.用户要求.................................................... .. (4)4.1生产能力 (4)4.2工艺要求 (4)4.3功能.................................................... . (5)5.自动进出料......................................................106.公用系统.................................................... . (10)7.环境.................................................... .. (11)8.清洁要求.................................................... . (11)9.限制和要求条款 (11)10.约束条件.................................................... . (12)1. 概述1.1范围本文件的起草用来确认设计对准备采购的冻干机及其自动进出料系统的规格和性能要求。
自动配制静脉输液药物机器人的设计研究
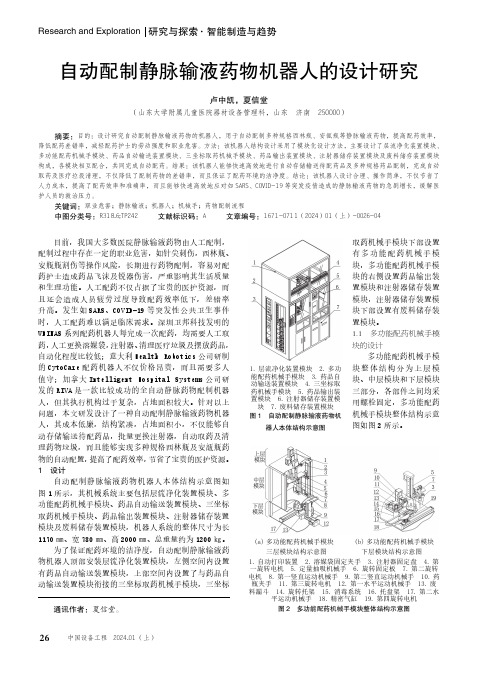
1.层流净化装置模块2.多功能配药机械手模块 3.药品自动输送装置模块 4.三坐标取药机械手模块 5.药品输出装置模块 6.注射器储存装置模块 7.废料储存装置模块图1 自动配制静脉输液药物机器人本体结构示意图(a)多功能配药机械手模块 (b)多功能配药机械手模块三层模块结构示意图 下层模块结构示意图1.自动打印装置2.溶媒袋固定夹手3.注射器固定盘4.第一旋转电机5.定量抽吸机械手6.旋转固定板7.第二旋转电机8.第一竖直运动机械手9.第二竖直运动机械手 10.药瓶夹手 11.第三旋转电机 12.第一水平运动机械手 13.废料漏斗 14.旋转托架 15.消毒系统 16.托盘架 17.第二水平运动机械手 18.精密气缸 19.第四旋转电机图2 多功能配药机械手模块整体结构示意图轴机械手 2.安装架 3.Y轴机械手 4.Z5.取药夹手3 三坐标取药机械手模块结构示意图手上,取药夹手固定在Z轴机械手上,X、Y、Z械手联动以实现取药夹手抓取溶媒袋盛放盒,并夹取溶媒袋放置在溶媒袋固定夹手上进行配药,待配制完成后,取药夹手再将溶媒袋夹取放置在药品输出装置模块内等药品输出装置模块的设计药品输出装置模块包括输出机械手、承载盒和输出装置盛放盒输出机械手安装在输出装置盛放盒内,承载(2kW伺服电机额定转矩);;负载部分的惯量:;预选电机2kW,则;若选1.5kW,。
最高速度;转速(2kW伺服电机额定转速);减速转矩最大转矩为加速转矩(2kW伺服电机瞬时最大转矩);物联网技术在智慧园区的应用研究。
基于机器视觉的西林瓶尺寸检测

犞犻犪犾犛犻狕犲犇犲狋犲犮狋犻狅狀犅犪狊犲犱狅狀 犕犪犮犺犻狀犲犞犻狊犻狅狀
YangZongfang1,2,BaiJianyu2
(1.InstituteofElectronicInformationEngineering,Taiyuan UniversityofScienceandTechnology,Taiyuan 030024,China; 2.NingboInstituteofTechnology,Zhejiang University,Ningbo 315100,China)
犃犫狊狋狉犪犮狋:Vialsizeisanimportantqualitycriterionintheproductionprocessofvial.Comparedwiththetraditionalmethodofmanualin spectionvialsize,automaticdetectionhasgreatadvantages.Toachievevialsizedetection,aprogramofvialsizedetectionbasedonmachine visionispresented,whichdesignedtheimageacquisitionandthebacklightlightingschemeofthesystem,throughthemedianfilterforimage noise,usingtheimagepixelcalculationalgorithmtomaketheimagegradationcorrectiontransformandenhancethecontrastoftheimage,u singCannyoperatortoextracttheedgeofthevialsuccessfully,achievingvialsizemeasurementinHALCONplatform.Proposedsystemcali bration methodandselected15samples2mLvialsfortesting.Theresultsshowthatthedetectionmethodisfastandaccurate,andthedetec tionaccuracyis0.02 mm,edgequantizationaccuracycanreachtothesub-pixellevel,meettherequirementsofthevialsproductionaccura cyofparametersmeasurement,providesaneffectiveandautomaticwaytodetectindustrialproductionsize.
西林瓶全自动灌装机使用、维护保养操作规程

1.目的制定冻干车间全自动灌装机操作规程,为岗位操作人员提供标准操作依据,使操作达到规范化,标准化。
2.适用范围本规程适用于灌装岗位的操作。
3.责任者岗位操作人员、现场QA、车间管理人员。
4.内容4.1操作步骤4.1.1生产前准备4.1.1.1操作人员及监控人员按净化更衣进入洁净区。
4.1.1.2复查上批生产清场情况,确保设备与功能间没有上批遗留的产品、文件、与本批生产无关的物料;检查灌装间是否具有前批“清场合格证”(副本),是否在有效期内,并附于批生产记录内。
4.1.1.4检查灌装机、冻干机是否挂有“已灭菌”、“完好”标志,是否在有效期内。
4.1.1.5检查水、电、压缩空气供应到位。
4.1.2生产中4.1.2.1先将电器箱内所有的空气开关合上,再将电器箱前面的总电源开关旋至“1”的位置,这时操作箱面板上的电源指示灯亮,电器箱内的轴流风机也同时得电运转(冷却箱内电器),触摸屏初始化后自动进入开始画面(注意控制箱上的“急停开关”应处于开启状态)。
点击进入系统,选择用户等级**,输入密码******,进入主菜单界面。
4.1.2.2采用圆盘式理瓶,让瓶子充满盘面空间的一半即可,采用手动方式将理盘的进瓶通道内布满瓶子,旋动理塞振荡旋钮,慢慢加大振荡使塞子理好进入上塞头部位。
4.1.2.3将计数器清零。
先走空瓶,在手动方式下先开理瓶,将速度调快但不能倒瓶,启动主机,逐步调高速度,直至所需生产速度。
注意观察理瓶与进瓶交接部,应保证理瓶速度能跟上,如果理瓶速度过快,4.1.3停机:4.1.3.1停机时,,先停主机,依次关闭理盖、输瓶电机,最后将组合开关置零。
4.1.3.2工作出现故障需紧迫停机,按下红色停止触摸框即可,重新启动请先进行自检。
4.2灌装系统的调节4.2.1 打开电源连接电源线和通讯线。
控制器与电源连通后,屏幕亮且处于未运行状态。
打开灌装系统执行单元后面的电源开关,给灌装系统执行单元供电,泵会处于停止状态。
冻干机用户需求
文件使用类型:目录1. 概述1.1 设备情况介绍该设备用于分装室血液制品冷冻干燥,使装在西林瓶中的药液冻干,经压塞后出柜,产品为血液制品。
西林瓶规格有5种,为国产的7ml,10ml,20ml,35ml,50ml,符合GB2641-90标准。
1.2 系统设备概述冻干机用于将灌装在半压塞西林瓶中溶剂为水的无菌产品冻干,并在出料前完成进料药液的西林瓶的全压塞。
冻干机为双扉型式,前门小门,在无菌室内通过进料门进料,后门为维修门。
冻干后的产品从无菌间的小门出料,维修门一般只有在冻干机内腔需要检修时才允许开启。
冻干机应该是水平放置,冷凝器安装在冻干机箱体的侧面,制冷元件及管路等和冻干机主体分开。
进料和出料是通过一个相配的固定式轨道进出料系统进行。
1.3 文件的范围和目的本用户需求文件旨在从项目和系统的角度阐述用户的需求,包括了用户对冻干机的质量要求(GMP),描述了用户对冻干机的工作过程及功能的期望。
主要包括相关法规符合度和用户的具体需求,这份文件是构建起项目和系统的文件体系的基础,同时也是系统设计和验证的可接受标准的依据。
设备生产商/供应商应在规定的时间内完成并达到本用户需求的目标和可接受的质量标准。
在本URS中用户仅提出基本的技术要求和设备的基本要求,并未涵盖和限制设备生产商/供应商所提供的设备具有更高的设计与制造标准和更加完善的功能、更完善的配置和性能、更优异的部件和更高水平的控制系统。
此用户需求用于采购时,设备生产商/供应商应在满足本用户需求的前提下提供能够达到的更高标准和功能的高质量设备及其相关服务。
设备生产商供应商提供的设备应满足中国有关设计、制造、安全、环保等规程、规范和强制性标准要求。
如遇与供应商所执行的标准发生矛盾时,应按较高标准执行(强制性标准除外)。
1.4 术语和缩略语1.5 适用及参考的法规和指南:GMP法规《中华人民共和国药品管理法》实施条例欧洲GMP指南2. 设备系统运行条件和工艺描述2.1 设备系统描述和介质特性整套冻干机系统包括:一套干燥箱(内有可间接加热和制冷的板层);一套水汽捕捉器(冷凝器);一套制冷系统;一套真空系统;一套板层升降及压塞系统;一套CIP/SIP系统;一套控制系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
非接触式磁力驱动西林瓶自动进出料系统研究X avier G om ez G arciaH isashi B eppuY oichi O kaw a(A zbil T elstar ,西班牙巴塞罗那塔拉萨08228)摘要:在制药企业的冻干粉针剂生产中,对自动进出料系统的需求日益增加。
鉴于此,介绍了A zbil T elstar 开发的一种全新的自动进出料系统,其采用了一种非接触式磁力驱动机构(又称磁力螺杆)。
该系统通过消除波纹管提高清洁性,可对进入冷冻干燥腔体内的所有部件进行灭菌,通过减短前推进器的长度和去除后推动器使得系统布局更加紧凑。
关键词:非接触式磁力驱动;G M P ;磁力螺杆;洁净传输系统;冻干机0引言A zbil T elstar 拥有超过50年的设计和生产药用冻干机的经验。
对于冻干粉针剂生产而言,西林瓶在冻干机腔室的进出料模式,可采用手动、半自动或全自动操作。
虽然一套冻干机全自动进出料系统(图1)需要较高的初始投资,也需较大的安装空间,但是它具有如下明显优势:可减少人工干预,缩短操作循环时间,从而降低人工成本,提高生产效率,并确保产品质量,免除操作人员的繁重工作,同时自动进出料系统可配备隔离器装置,使得人员对有毒产品的操作处理更加安全。
在设计冻干机全自动进出料系统时,制造商必须遵循G M P 要求,包括质量管理体系、原材料的质量、设计的考虑事项、强大的操作程序等方面,以确保所生产药品的质量和纯度。
虽然国内外自动化技术有了飞速发展,但是此类全自动进出料系统技术还没有太大进展,系统在G M P 及其占用空间性方面仍有改进的余地。
考虑到客户的需求,A zbil T elstar 开发了一种全新的拥有非接触式磁力驱动机构的进出料系统,其结构紧凑,易于集成到隔离器和屏障系统(R A B S )。
该系统具有一个物理屏障来限制污染物进入,并且通过H E PA 过滤器实现单向气流控制,以保持区域洁净。
1目前的冻干机自动进出料系统1.1双推杆(Push -push )系统冻干机双推杆进出料系统(图2)包含机器前面的一个长推杆,成列地推进小瓶,直到最后一次推进完成冻干机整个层板的装载。
卸载小瓶时,冻干机内有一个后推杆(称C olt ),可以与封闭在筒内的几个推杆一起工作,它们一个接一个地被释放与耦合,一次接一次地将冻干机箱内的小瓶推出。
这种配置使得机器布局更紧凑,但是费用更昂贵、结构更复杂。
在双推杆系统中,也可以用一个长的后推杆器来替换C olt ,但是这个选项并不常见。
图1冻干机全自动进出料系统171.2推杆+传送带(Push -pull )系统在冻干机推杆+传送带进出料系统(图3)中,用一传送带机构代替图2所示的后推杆(C olt 或后长推杆)。
该系统在进料阶段,与在Push -push 系统中一样,使用前长推杆推小瓶。
而在出料阶段,前后由传送带连接的推杆,将小瓶从冻干机腔室内拉出。
该系统结构比双推杆系统更紧凑。
2冻干机进出料系统的改进A zbil T elstar 目前对上述两种进出料系统进行了改进,如图4所示,以更好地满足客户需求,包括更好地遵循G M P 要求,减少占地面积,减少维护操作,通过自动程序更容易地清洁系统。
2.1双推杆(Push -push )系统的改进双推杆(Push -push )系统可改进的地方就是波纹管。
波纹管是由塑料或不锈钢制成的弹簧状部件,在正常操作期间可压缩和延伸,且能封闭由于推杆线性运动可能产生的颗粒污染。
由于波纹管外表面具有狭窄的凹槽,因此难以被全面清洁,并且存在污染的风险。
此外,双推杆系统前面有一个很长的推杆,限制了操作员工的工作空间。
由于双推杆系统需要密封长推杆,使得隔离器的设计和R A B S 的打开或关闭更加复杂。
C olt 是一种紧凑型的推杆,由转鼓和几个独立的推杆组成,这些推杆可以相互连接,形成一个长推杆。
它安装在机器的后面,限制了冻干机冷凝器的设计。
对双推杆系统的理想改进方式是将波纹管和推杆从系统中移除或缩短推杆的长度。
2.2推杆+传送带(Push -pull )系统的改进对于推杆+传送带(Push -pull )系统,需要导带器将传送带引导到冻干机内。
由于传送带是薄金属片,传送带的导带器具有非常狭窄的凹槽。
因此,传送带导带器难以被完全清洁和灭菌。
对推杆+传送带系统的理想改进方式是去除像传送带导带器那样的狭窄凹槽。
3磁力螺杆3.1磁力螺杆开发的意义螺杆以其高精度线性输送物料的特点被广泛应用于自动运输系统。
然而,对于一个在操作中需图2冻干机双推杆进出料系统图3冻干机推杆+传送带进出料系统18要高度洁净、无菌的生产区域而言,由于螺杆和螺母之间的接触会产生颗粒,使得螺杆在无菌区域的使用受到G M P 限制。
此外,螺杆和螺母之间通常使用润滑脂,存在相当大的污染风险。
为了避免这些问题,传统的螺杆需要在洁净方面进行改进,例如用波纹管隔离。
然而,由于波纹管本身结构的限制与泄漏风险,使得最大允许冲程、定期维护、清洁的难度和成本增加。
鉴于此,磁力螺杆执行器被研究和开发出来,其是通过磁耦合来传递驱动力。
磁力螺杆解决了传统螺杆在制药洁净生产应用中的难题,因为磁力螺杆的螺杆和螺母之间没有直接接触,因此不会产生颗粒。
然而,磁力螺杆只具备较小的传递能力,并且刚性比传统机械螺杆差,因此设计时必须考虑到这些特性。
另一方面,磁力技术的性质允许发生错位,但不破坏任何机械部件。
3.2磁力螺杆的原理磁力螺杆由一个螺杆轴和一个螺母组成。
其中,螺杆轴由磁钢制成,具有固定的螺距和形状;螺母由钕磁铁制成,被磁化呈螺旋状,和螺杆轴有相同的螺距。
为了形成一个闭合的磁路,在螺母(磁铁)周围有一个磁轭。
螺杆轴由两端的轴承支撑,使其能旋转。
螺母由导向机构支撑,不能旋转,但能沿轴向移动。
当螺母的磁极对准螺杆的螺纹时,其为最稳定状态。
图5为磁力螺杆的稳定位置。
当螺杆轴旋转时,产生磁极和螺纹之间的相对位移,由此生成一个回复力。
图6为回复力产生的相对位移,然后通过磁耦合来恢复到一个稳定的位置。
通过这种方式,螺母随着螺杆轴的转动而线性移动。
图5磁力螺杆的稳定位置图4两种进出料系统的改进示意19由于相邻的磁性耦合可能会相互干扰,磁性螺杆中的磁路很复杂,难以计算回复力。
因此,可用有限元法(F E M )计算回复力。
回复力和相对位移之间的关系如图7所示。
根据计算,回复力的峰值出现在45°时产生相对位移,在相反方向135°、在相对位移为0°、90°或180°时没有回复力。
因此,可使用双螺纹作为螺杆,如果相对位移达到180°,则螺母的磁极与螺杆轴的下一个螺纹相耦合。
可假设以180°为一个周期重复。
为了将这种机制应用于传动系统,最为重要的是要考虑峰值推力是否足够用于进出料系统以及磁力螺杆的刚性对定位精度的影响。
4磁力驱动的自动进出料系统试验4.1系统配置为了试验新型进出料系统的性能,我们建立了一个全尺寸的测试台,可以模拟从输送带装载小瓶到层板以及从层板卸载小瓶到输送带的效果。
图8为试验测试台及其配置,包括以下内容:(1)层板:放置加载小瓶的地方,位于冻干机干燥箱的内部。
(2)输送带:用于运输小瓶,并可循环执行耐久性测试。
图7回复力与相对位移的关系图6回复力产生的相对位移20(3)桥架:作为在输送带和冻干机内部层板之间输送小瓶的中间过渡,桥架的作用是,当转动桥架后可以顺利打开或关闭冻干机干燥箱门(在这个模型中,腔体门被省略)。
(4)推进器:用于将小瓶从输送带推进到桥架上。
(5)驱动单元:由磁力螺杆轴和滑动器的导向机构组成,其运行在层板和桥架的两侧,并且由不同的部件组成,可以彼此连接和断开。
(6)滑动器:包含磁力螺杆的螺母,可以从桥架移动到层板上。
它有两个长杆,横跨桥架或层板,用于拉出或推进小瓶。
(7)理瓶机(图中未显示):用于储存小瓶,并连接到输送带,以实现连续进料和出料。
4.2装载和卸载顺序装载小瓶的顺序:首先,将小瓶从理瓶机输送至输送带上,并排成一行。
接下来,推进器将排成一行的小瓶从输送带上推出,再返回待机位置。
重复上述步骤,直到所有的小瓶被推出输送带。
需说明一点,由于推进器的推杆没有很长的行程,只能有部分的小瓶推入层板上,剩下小瓶滞留在桥架上。
此时,滑动器可移动到桥架的末端,并用推杆拉动小瓶以完成整个层板的进料。
卸载小瓶的顺序:首先,滑动器移动到层板的末端。
接下来,滑动器将小瓶朝输送带的方向拉出层板。
4.3系统特点4.3.1易于清洁该系统摒弃了原传统机械螺杆中的小凹槽与孔的结构。
图9为该系统中的螺杆轴外形及其与滑动器(内置螺母)的结合示意,可见,磁力驱动的螺杆轴和螺母之间存在间隙,即非接触式,其中螺杆轴可以完全用不锈钢管隔离。
由于推进器行程小,且可通过具有旋转密封件的旋转机构实现线性运动,因此推进器不需要被波纹管包裹,使得系统更易于清洁。
4.3.2易于C IP /SIP该系统可实现冻干机干燥箱内滑动器的SIP 或C IP ,如图10所示。
控制滑动器位移不需要电源线、信号电缆或其他接线,当干燥箱门关闭时,滑动器可以停留在冻干机干燥箱内。
滑动器由不锈钢和经F D A 批准的塑料部件组成,具有良好的耐温和耐腐蚀特性,因此滑动器可以承受化学清洗和蒸汽灭菌过程。
图8测试台及其配置图9螺杆轴外形及其与滑动器(内置螺母)的结合21许多其他自动进出料系统需要操作人员手动清理,导致系统可能存在留存污染物的风险。
4.3.3系统布局紧凑因为滑动器将小瓶从桥架装载到层板上,所以推进器不需要原来系统的长行程。
这样就使得系统布局更紧凑,如图11所示,推进器部件对传送带前的工作区域无任何干扰,没有后推进器,为用户提高了布局灵活性。
4结语非接触式磁力驱动西林瓶自动进出料系统是为冻干机研发的一套具有改革性意义的自动进出料系统,是最先进的西林瓶自动进出料系统技术解决方案。
其独特的专利设计,具有非接触式磁力驱动滑动器组件和紧凑型前推杆,可轻松安装隔离器和封闭式R A B S ,无需波纹管,没有后推动器和传送带机构,可对进入腔体以及和产品有接触的所有部件进行灭菌。
A zbil T elstar 这一新开发的系统将为制药行业的客户提供更好的特别是与冻干机相连的小瓶管理的解决方案。
[参考文献][1]TADAHIKO SHINSHI,JUNICHI HASHIMOTO,BO-CHINGCHEN,et al.A new magnetic lead screw and its basic characteristics [J].Transactions of the Japan Society of Mechanical Engineers,1998,64:618.收稿日期:2017-09-21作者简介:X avier G om ez G arcia (1985—),男,西班牙人,R &D 工程师,研究方向:自动进出料系统。