喷油工艺
塑胶喷油工艺流程

塑胶喷油工艺流程塑胶喷油是一种常用的表面处理方法,可以提高塑胶制品的外观质量和抗氧化性能。
下面是一个简单的塑胶喷油工艺流程。
首先,准备工作。
将需要喷油的塑胶制品进行分类,并按照不同的材质、颜色和形状分别进行分组。
同时,清洁塑胶制品表面的灰尘、油污等杂物,确保表面干净。
第二步,表面处理。
对于没有经过前处理的塑胶制品,可以使用砂纸或钢丝刷等工具进行砂光处理,去除表面的凹凸不平。
此外,还可以使用特殊的清洗剂或去胶剂去除塑胶表面的残留物。
第三步,喷涂底漆。
选择合适的底漆,并按照产品的颜色和要求进行喷涂。
底漆的选择应根据制品的材质和表面条件,确保底漆能够粘附在塑胶表面上并起到保护作用。
第四步,塑胶喷油。
选择合适的喷油设备和喷油材料,将底漆干燥后的塑胶制品放置在喷油房内,并使用专业的喷油枪进行均匀喷涂。
喷油时要注意控制喷涂的厚度和均匀性,避免产生滴落和斑点。
第五步,烘干。
喷油完成后,将塑胶制品放置在烘干室内进行干燥处理。
依据喷涂材料的要求,设置适当的温度和时间,保证涂层能够充分固化,提高附着力和耐久性。
第六步,质量检验。
对喷油完成的塑胶制品进行质量检验,主要检查表面的均匀性、光泽度和附着力等指标。
如发现问题,应及时进行修复和调整。
最后,包装和存储。
喷油完成且经过质量检验合格的塑胶制品,经过包装后可以进行存储和运输。
包装时要注意避免重叠和碰撞,以防止表面涂层受到损坏。
塑胶喷油工艺流程大致如上所述。
在实际操作中,还应根据不同的塑胶材料和喷涂要求进行适当的调整和改进,以确保最佳的喷油效果和产品质量。
同时,也要关注环保要求,选择环保型的喷涂材料,并合理管理工艺中产生的废液和废气。
塑胶喷油工艺流程
塑胶喷油工艺流程塑胶喷油工艺是一种常用的表面处理方法,通过喷涂设备将颜料或涂料喷涂到塑胶制品表面,以达到美化、防腐、防刮、防污等效果。
塑胶喷油工艺流程包括前期准备、喷涂操作、后期处理等多个环节,下面我们将详细介绍塑胶喷油工艺的流程及注意事项。
一、前期准备。
1. 选择喷涂设备,根据塑胶制品的材质和尺寸,选择合适的喷涂设备,一般有手持式喷枪、自动化喷涂线等多种选择。
2. 准备涂料,根据塑胶制品的要求,选择合适的涂料,包括颜色、光泽度、耐磨性等指标。
3. 表面处理,对塑胶制品表面进行清洁、打磨、除尘等处理,以保证涂料能够牢固附着在塑胶表面。
4. 调试设备,对喷涂设备进行调试,包括喷涂压力、喷涂距离、喷涂速度等参数的调整。
5. 安全防护,喷涂过程中需要佩戴防护眼镜、口罩、手套等防护用具,确保操作人员的安全。
二、喷涂操作。
1. 喷涂准备,将准备好的涂料倒入喷枪的涂料箱中,调整好喷涂压力和喷涂距离。
2. 喷涂过程,根据塑胶制品的形状和尺寸,采用适当的喷涂方式,包括均匀喷涂、渐变喷涂、局部喷涂等。
3. 喷涂技巧,喷涂时需要保持喷枪与塑胶制品表面垂直,并保持一定的喷涂速度和均匀的喷涂厚度。
4. 喷涂质量检验,喷涂完成后,对喷涂的质量进行检验,包括颜色、光泽度、涂层厚度等指标。
三、后期处理。
1. 干燥固化,喷涂完成后,将塑胶制品进行干燥固化处理,通常采用自然干燥或者烤箱干燥的方式。
2. 表面处理,对喷涂完成的塑胶制品进行表面处理,包括打磨、抛光、喷涂保护层等,以提高表面光洁度和耐磨性。
3. 质量检验,对喷涂完成的塑胶制品进行质量检验,包括外观质量、耐磨性、耐候性等指标。
4. 包装出库,完成所有工艺流程后,对塑胶制品进行包装,符合质量要求后进行出库。
在进行塑胶喷油工艺流程时,需要注意以下几点:1. 选择合适的喷涂设备和涂料,根据塑胶制品的要求进行选择。
2. 对塑胶制品表面进行充分的清洁和处理,以保证喷涂效果和涂层的附着力。
喷油工艺介绍

喷油工艺第1部分 4种油漆1.1耐醇油漆1.2PU双组份油漆1.3VU双组份油漆1.4双组份橡胶油第2部分手动喷漆和自动喷漆2.1 手动喷漆2.2 自动喷漆第4部分五金喷油工艺4.1 底材4.2 五金烤漆流程4.3 五金表面前处理4.4 五金表面烤漆过程4.5 两种烤漆方法第1部分 4种油漆喷漆工艺的使用较为广泛,在塑胶电子、家具、玩具等行业中广范使用,塑胶喷漆有以下四种:•耐醇油漆•PU双组份油漆•VU双组份油漆•双组份橡胶油1.1 耐醇油漆1、耐醇油漆优点1.优异的保护膜性及良好的装饰性面漆;2.快干、漆膜光滑、硬度高、附着力好;3.光泽度可根据需要调节,附着力好;4.可以重复返喷3次,超过3次需要报废处理;5.优异的耐醇性,耐用一般日用化学品(如酒精等)的侵蚀;6.成本相对较低(可以返修);7.烤15分种后,可以直接包装;8.适用于ABS、PC、HIPS等塑胶件进行喷涂;2、耐醇油漆缺点1.硬度相对较差一些2.亮度相对较差一些3.手感相对较差一些3、常见问题点及改善对策★附着不牢原因分析1):压缩空气含水、油等物质;改善方法:定期放出压缩机中油和水,并安装气、水分离装置;原因分析2):油漆附着力不够;改善方法:加防掉银剂按2%加;★平整度差,流平不好原因分析1):施工时油漆太浓;改善方法:调整油漆的稀度,用4#量杯测量,标准9秒原因分析2):干燥速度过快;改善方法:降低烤箱温度,加慢干剂,按2%加;原因分析3):喷涂压力不足,雾化不良;改善方法:控制喷涂气压,保持气压稳定原因分析4):喷涂距离太远;改善方法:喷枪距离选择适当,距离控制在15CM以内;★漆膜发白原因分析1):施工现场湿度过大;改善方法:降低施工现场湿度或加高烤箱温度;原因分析2):油漆里含水份过高;改善方法:减少油漆里面的消化棉,使油漆更快干;油漆颜色光泽不均或发花现象原因分析1):加热干燥速度过快;改善方法:降低烤箱温度原因分析2):喷涂不均匀;改善方法:控制作业手法,确保厚度均匀;★油漆硬度不够原因分析1):干燥得不充分;改善方法:提高干燥效率,烤箱温度控制在55度;原因分析2):喷涂过厚;改善方法:喷涂控制在20-30微米;★油渣、颗粒、桔皮原因分析1):周围空气不清洁,涂装室内有灰尘;改善方法:确保工作室空气环境整洁;原因分析2):油漆未过滤干净;改善方法:开油时过滤油漆应用密度高的网纱过滤;原因分析3):重复返修次数超过3次;改善方法:重复返修超过3次产品报废处理;原因分析4):喷涂太厚;改善方法:调整喷枪,喷油厚度控制在20-30微米之间;原因分析5):油漆太浓;改善方法:调稀油漆控制在9秒★烧焦原因分析1):烤箱温度过高;改善方法:降低烤箱温度,在施工现场洒水,确保湿度;原因分析2):成型素材有内应力;改善方法:成型调机改善,调整注塑时间;原因分析3):油漆腐蚀力太强,干燥过快;改善方法:加防白水,使油漆慢干;1.2 PU双组份油漆1、PU油漆的优点双组份弹性漆、高亮度油漆;用于ABS、塑料产品;极好的弹性及手感;优异的性能,可耐任何日用品的侵蚀硬度可调性;2、PU油漆的缺点1.需先喷底油,后喷光油加固化剂,不可返修;2.烤后需放置24H后方可包装;3.成本相对较高;4.不适用于喷涂HIPS,PC塑胶料3、问题点及改善对策★发白原因分析1):气温较高或湿度较大时,溶剂挥发太快;改善方法:加入适当的防白水或DDA溶剂2%;★烧胶原因分析1):工件不是纯ABS或HIPS耐溶剂性差;改善方法1:将产品放入80度烤箱烤15分钟,再喷油;改善方法2:调整天那水;改善方法3:改善材质;★光泽高,无弹性原因分析1):油漆未搅匀;改善方法:搅匀油漆,每15分钟搅拌油漆一次;原因分析2):固化剂加量太多;改善方法:减少硬化剂量;原因分析3):气压低;改善方法:调高气压;★硬度差,易划伤原因分析1):固化剂用量少;改善方法:加大固化剂用量;原因分析2):固化剂变质;改善方法:更换固化剂;原因分析3):烘烤时间不够;改善方法:延长烘烤时间,每节烤箱控制在65度-70度之间;★漆膜龟裂原因分析1):漆膜喷涂过后;改善方法:控制漆膜不超过60微米;★阴阳色原因分析1):喷涂时光油太浓改善方法:调整溶剂比例,标准配比水100,油30,固化剂10;原因分析2):气压小,喷枪没有走到位;改善方法:加大气压,调整喷漆方式;原因分析3):油漆时间过长;改善方法:油漆控制在1小时内用完;★表面有油渣、颗粒原因分析1):周围空气不清洁,涂装室内有灰尘;改善方法:确保空气、环境清洁;原因分析2):涂料未过滤好;改善方法:开油时用目数较高的网纱过滤;1.3 UV双组份油漆1、UV油漆的优点喷后需过UV拉,通过紫外线光辐射的原理,固化油漆;双组份硬胶漆,硬度较强;使用于ABS塑胶产品,耐醇性超强,可耐用任何的日用化学品;2、UV油漆的缺点对半成品要求非常高(半成品不可有气纹、结合线、等问题点);是透明光油油漆;不可返修,成本较高;不耐环境气候,经紫外线长久照射会发裂不适用于喷涂HIPS,PC塑胶料3、问题点及改善方法★附着力不够原因分析1):UV拉光线不够;改善方法:调整UV拉的光线;原因分析2):产品表面未处理干净;改善方法:产品在投入前需彻底处理干净;★表面有油渣、颗粒、凹点原因分析1):周围空气不清洁,涂装室内有灰尘;改善方法:确保空气、环境整洁;原因分析2):油漆未过滤好;改善方法:开油时用目数较高的网纱过滤;原因分析3):油漆性能不稳定;改善方法:适当的加一点抗油剂;★硬度差,易划伤原因分析1):固化剂用量不够;改善方法:加大固化剂用量控制在10%;原因分析2):固化剂变质;改善方法:更换固化剂;原因分析3):UV拉光线不够强;改善方法:调整UV拉的光线;★烧焦原因分析1):溶剂性能差;改善方法:重新调整油漆;改善方法:成型改善素材,调整注塑时间;1.4 双组份橡胶油漆1、橡胶油漆的优点双组份软性漆漆膜柔软有橡胶感、耐水、耐酒精及其它化学日用品;使用于ABS塑胶产品;有非常好的弹性及手感;柔软度可调性;2、橡胶油漆的缺点1.需先喷底油,再喷光油加固化剂,不可返修;2.烤后需放置24小时后方可包装;3.成本相对较高4.不适用于喷涂HIPS,PC塑胶料3、问题点及改善方法★发白原因分析1):施工现场湿度较大,溶剂发挥太快;改善方法:降低施工现场湿度,加入防白水或DDA溶剂;★烧焦原因分析1):溶剂性能差;改善方法:调整天那水;改善方法:改善材质,调整注塑时间;★阴阳色,没有橡胶手感原因分析1):光油喷涂不够厚;改善方法:喷涂控制在40微米;原因分析2):光油喷涂不均匀;改善方法:改善喷涂方法;原因分析3):油漆放置时间过长;改善方法:控制在1小时以内用完;★硬度差,易划伤原因分析1):固化刘用量少;改善方法:加大固化剂用量控制在10%;原因分析2):固化剂变质;改善方法:更换固化剂;原因分析3):烘烤时间不够;改善方法:延长烘烤时间;★表面有油渣、颗粒原因分析1):周围空气不清洁,涂装室内有灰尘改善方法:确保空气、环境整洁;原因分析2):涂料未过滤好;改善方法:开油时用目数较高的网纱过滤;第2部分手动喷漆和自动喷漆2.1 手动喷漆1、手动喷漆的原理就是通过操作人员,对部品的表面直接进行喷涂;2、手动喷涂的流程稀释油漆——调整喷油枪——试喷——检查喷涂效果——确认OK;3、手动喷漆的优点可以喷涂较大的产品;可以在平面凹凸不平的产品表面进行喷涂;可喷涂多种颜色套色产品;4、手动喷漆的缺点产量相对较低;喷涂厚度控制相对较差;控制颜色相对较差2.2 自动喷涂1、自动线喷漆的原理就是将所喷涂的产品固定在固定的支架上,然后将支架锁定在流水线上,通过流水线的移动,自动喷枪不停的旋转,已达到喷到产品表面;2、自动喷漆的流程稀释油漆——调整喷枪——调整拉速——试喷——检查喷涂效果——确认OK;3、自动喷漆的优点可以更好的控制油漆厚度;产量相对较高;能更好的控制颜色;4、自动喷漆的缺点不利于喷涂较大的产品;不可以喷多种颜色套色产品;不可在凹凸不平的产品表面进行喷涂第4部分五金喷油工艺4.1 底材五金件烤漆的底材有:•冷轧钢板冲压件或板材•镀锌钢板冲压件或板材•镁合金冲压件或板材•铝合金冲压件或板材不过烤漆工艺是大同小异的4.2 五金烤漆流程前处理-->烘干-->底漆涂装-->烘烤-->面漆涂装-->烘烤-->检查-->包装。
喷油工艺流程

喷油工艺流程
喷油工艺流程是指在制造过程中使用喷油技术对产品进行涂覆或加工的一系列步骤。
具体的喷油工艺流程可以根据不同的产品和要求而有所差异,下面是一般喷油工艺流程的基本步骤:
一、准备工作:
1.确定喷油材料:根据产品的需求选择适合的喷油材料,例如油漆、涂料等。
2.准备喷油设备:包括喷枪、压缩空气源、喷涂设备等。
二、表面处理:
1.清洁表面:将产品表面进行清洁,去除尘埃、油污和其他杂质,以确保涂层的附着力。
2.去除锈蚀:对于有锈蚀的表面,可以使用砂纸或钢丝刷等工具进行除锈处理。
三、涂层液准备:
1.材料搅拌:将喷油材料进行充分搅拌,以确保成分均匀混合。
2.稀释调整:根据需要,对涂料进行稀释或调整浓度,以便于喷涂操作。
四、喷涂操作:
1.调整喷枪参数:根据喷油材料的性质和产品的要求,调整喷枪的喷嘴尺寸、喷涂压力和喷涂角度等参数。
2.喷涂涂层:使用喷枪将涂料均匀地喷涂在产品表面上,保持均匀的喷涂速度和距离,以避免涂层厚度不均匀。
五、干燥固化:
1.自然干燥:将喷涂的产品置于通风的环境中,让涂层自然干燥固化。
2.烘干烤箱:对于某些涂料,可以使用烘干烤箱进行加热,以加快涂层的干燥和固化过程。
六、检验和修复:
1.检验涂层质量:对喷涂后的产品进行质量检验,包括涂层厚度、附着力和外观等方面。
2.修复涂层:如有需要,对涂层进行修复或调整,以保证涂层质量符合要求。
七、清洁和保养:
1.清洁设备:喷油设备和周边区域进行清洁,保持设备的正常运行和使用寿命。
2.储存涂料:储存剩余的喷油材料,注意密封和保存,以免材料变质。
喷油工艺流程
喷油工艺流程喷油是将涂料通过压缩空气喷射到物体表面的一种表面处理方法。
喷油既可以改善物体的外观,还可以起到保护作用。
下面将具体介绍一下喷油的工艺流程。
首先,喷油前要对物体进行处理。
一般来说,物体表面需要进行除锈、打磨和去除污垢等处理。
这些处理的目的是为了保证喷涂后的效果,增加涂层的附着力。
接下来是喷涂工艺。
首先要选择合适的喷枪和喷嘴。
喷枪是将喷涂材料通过喷嘴喷射到物体表面的工具。
喷嘴的选择要根据涂料的性质和要求进行选择,如粘度、颜色等。
在喷涂过程中,需要注意一些技巧。
例如,要保持喷枪与物体表面的距离均匀,通常建议距离物体表面15-30厘米。
喷枪的移动速度应保持均匀,不要停留在某一处。
同时,要控制好喷涂的厚度,避免出现喷涂物太厚或者太薄的情况。
在喷涂过程中,还需要注意一些安全事项。
首先,要穿戴好个人防护装备,如防护眼镜、口罩和手套等,以免喷涂物溅到身体上引起伤害。
其次,要保持喷涂环境通风良好,避免吸入有害气体。
喷涂完毕后,需要等待涂层干燥。
涂料的干燥时间根据涂料的种类和环境条件有所不同。
一般来说,可以在24-48小时内达到干燥的效果。
在干燥过程中,要注意避免外界因素对涂层的影响,如灰尘、湿气等。
最后,对喷涂的物体进行检验和修整。
检验的重点是涂层的平整度、附着力和颜色等。
如果发现涂层有问题,需要进行修补。
修补的方法可以采用打磨、重新喷涂等方式。
总结一下,喷油工艺流程主要包括:物体表面处理、喷涂工艺、涂层干燥和修整等环节。
通过科学的操作和严格的控制,可以得到一层质量优良的喷涂涂层,达到装饰和保护的效果。
喷油技术在家居装饰、汽车制造等领域具有广泛应用。
金属棒材表面喷油加工

金属棒材表面喷油加工是一种常见的表面处理方式,可以使金属棒材具有一定的防腐蚀性能,提高其使用寿命。
该方法在工业生产中应用广泛,但是其技术要求较高,需要掌握喷油设备的使用方法和喷油液的配方。
一、喷油设备喷油设备是实现的核心设备。
一般情况下,喷油设备通常由喷油枪、气源和液源组成。
喷油枪是喷油设备的核心部件,其喷头内部具有小孔,可以将液体喷雾化成微小的颗粒,形成均匀的雾状喷雾。
气源用于提供压缩空气,将液体喷出,在喷油枪的控制下喷射到金属棒材表面。
液源则提供喷雾液体,常用的液体包括矿物油、工业油和合成油等。
二、喷油液的配方喷油液是实现的重要组成部分。
喷油液的配方需要考虑到工作环境、金属棒材的材质和表面状态等因素。
一般情况下,矿物油和合成油比较常用。
矿物油具有润滑性能好、价格便宜的优点;合成油则具有防腐性能好、使用寿命长的优点。
在选择喷油液时,还需要注意是否具有防锈、防腐和抗氧化等性能。
三、喷油加工流程需要按照一定的流程进行,以确保喷油液均匀地覆盖在金属棒材表面,并达到预期的效果。
首先需要将金属棒材清洗干净,去除表面的污垢和油脂;然后使用喷油枪将喷油液均匀地喷洒在金属棒材表面,注意要保持喷头与金属棒材表面之间的距离一致,避免产生死角;最后需要将喷完油的金属棒材晾干,以确保表面干燥,避免油和水混合产生化学反应,影响金属棒材的使用寿命。
综上所述,是一项重要的表面处理工艺,可以提高金属棒材的防腐蚀性能,延长其使用寿命。
在实际应用中,需要掌握喷油设备的使用方法和喷油液的配方,注意喷油加工流程中的细节问题,以确保喷油效果达到预期。
玩具喷油工艺概述
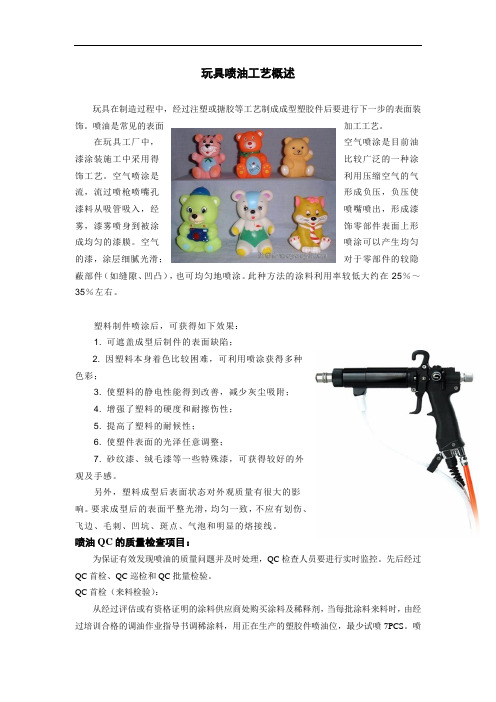
玩具喷油工艺概述玩具在制造过程中,经过注塑或搪胶等工艺制成成型塑胶件后要进行下一步的表面装饰。
喷油是常见的表面加工工艺。
在玩具工厂中,空气喷涂是目前油漆涂装施工中采用得比较广泛的一种涂饰工艺。
空气喷涂是利用压缩空气的气流,流过喷枪喷嘴孔形成负压,负压使漆料从吸管吸入,经喷嘴喷出,形成漆雾,漆雾喷身到被涂饰零部件表面上形成均匀的漆膜。
空气喷涂可以产生均匀的漆,涂层细腻光滑;对于零部件的较隐蔽部件(如缝隙、凹凸),也可均匀地喷涂。
此种方法的涂料利用率较低大约在25%~35%左右。
塑料制件喷涂后,可获得如下效果:1. 可遮盖成型后制件的表面缺陷;2. 因塑料本身着色比较困难,可利用喷涂获得多种色彩;3. 使塑料的静电性能得到改善,减少灰尘吸附;4. 增强了塑料的硬度和耐擦伤性;5. 提高了塑料的耐候性;6. 使塑件表面的光泽任意调整;7. 砂纹漆、绒毛漆等一些特殊漆,可获得较好的外观及手感。
另外,塑料成型后表面状态对外观质量有很大的影响。
要求成型后的表面平整光滑,均匀一致,不应有划伤、飞边、毛刺、凹坑、斑点、气泡和明显的熔接线。
喷油QC的质量检查项目:为保证有效发现喷油的质量问题并及时处理,QC检查人员要进行实时监控。
先后经过QC首检、QC巡检和QC批量检验。
QC首检(来料检验):从经过评估或有资格证明的涂料供应商处购买涂料及稀释剂,当每批涂料来料时,由经过培训合格的调油作业指导书调稀涂料,用正在生产的塑胶件喷油位,最少试喷7PCS。
喷油QC要将此7PCS喷油件做老化测试后再进行鉴油测试,若测试合格,此批来料涂料和稀释剂方可收货;若鉴油测试不合格,则将涂料和稀释剂退回供应商并告知退货原因,喷油QC将测试结果记入《来料检验报告》。
QC巡检:1、喷漆QC每2h巡检工位一次,巡检时,QC将根据生产签办抽取20PCS核对每个喷位的颜色、外观、位置是否对签办;若在巡检过程中发现不合格,立即通知生产管理改善,并将不合格情况记录于《IPQC巡检记录》。
玩具喷油工艺概述(重要)

玩具喷油工艺概述喷油QC检验标准1、目的发现、控制不合格品,采取相应措施处置,以防不合格品误用。
2、范围适用于进料、外协制品回厂、成品及顾客退货各过程中产生及发现的不合格品。
3、定义(无)4、职责4.1 品质部负责不合格的发现,记录标识及隔离,组织处理不合格品。
4.2 制造部参与不合格品的处理。
4.3 供应部负责进料中不合格品与供应商的联络。
4.4 管理者代表负责不合格品处理的批准。
5、工作程序:1.喷涂种类、颜色与图纸要求及客户、我司、供应商三方确认的色板是否一致。
2.一般情况下,产品喷涂表面外观检查100%进行检验,检验方式依据本标准,特殊产品根据产品规格的具体要求检验。
3.外观检验项目是否有缺陷:如缩孔、针孔、杂质点、漏底、涂层厚度明显不均、流泪、预处理不良有锈、表面有污斑、不光滑、不平整、轻微桔皮、凹坑等。
4.外观和颜色检验环境:色板采用客户样件或经客户认可的签样。
应在标准光源对色灯箱CAC-600箱内,以目视方法进行。
光照度通常在D65(特殊情况下用F/A,其次高标准要求时用CWF/TL84),背景颜色为中灰色。
对于微量杂质点及其它轻微缺陷通常在300MM处目视肉眼不明显为通过,特殊情况时视客户要求而定。
5.1 涂膜附着力检验(基体金属为铁、钢、铝及铝合金):采用胶带粘贴法测定漆膜附着力,批次以一件或两件检验则可。
不合格时可用加严检验.检验方法:使用锋利刃口的刀片(刃口宽要求0.05MM,刃口达到0.1MM时必须重新磨刃口),沿能确保得到直线切口的导向器,刃口在相对涂面35-45度角,等速划线。
划线位置距产品边缘最近距离不应小于5MM,切口要保证切到基体,在涂膜上,切出每个方向是6至11条切口的格子图形,切口以1MM间隔隔开,长度约20MM。
对于涂膜厚度大于50μm,小于125μm,切口以2MM的间隔隔开。
在将格子区切屑用软刷或软纸清除后,撕下一段区域15%为合格。
5.2 涂膜附着力检验(基体金属为锌合金):检验涂层厚度μm 切格区的近似面积MM*MM 切痕间的距离MM≤200 15*15 3>200 25*25 56. 酸雾试验检验:6.1 装置:A)恒温箱试验温度在40±1℃;B)烧杯:化学分析用的玻璃器具,容量为500ML。
碳纤维喷油工艺流程

碳纤维喷油工艺流程英文回答:Carbon Fiber Spray Painting Process.The carbon fiber spray painting process involves applying a thin layer of paint to the surface of a carbon fiber composite material. This process can be used to improve the appearance of the material, protect it from the elements, or improve its performance.The first step in the carbon fiber spray painting process is to prepare the surface of the material. This involves cleaning the surface to remove any dirt or debris, and then sanding the surface to create a smooth, even finish.Once the surface is prepared, the next step is to apply a primer. A primer helps to create a strong bond between the paint and the carbon fiber material. The primer shouldbe applied in thin, even coats, and allowed to dry completely before applying the paint.After the primer has dried, the next step is to applythe paint. The paint should be applied in thin, even coats, and allowed to dry completely between coats. The number of coats required will depend on the desired finish.Once the paint has dried, the final step is to apply a clear coat. A clear coat helps to protect the paint fromthe elements and gives it a glossy finish. The clear coat should be applied in thin, even coats, and allowed to dry completely.中文回答:碳纤维喷涂工艺流程。
碳纤维喷油工艺流程

碳纤维喷油工艺流程【中英文实用版】Title: Carbon Fiber Spraying Process FlowTitle: 碳纤维喷油工艺流程Firstly, the carbon fiber sheets need to be prepared.This involves cutting the carbon fiber sheets to the desired size and shape.首先,需要准备碳纤维板材。
这包括将碳纤维板材切割成所需的大小和形状。
ext, the carbon fiber sheets are cleaned to remove any dust, dirt, or other contaminants.This is important because any debris on the sheets can interfere with the painting process.接下来,需要清洁碳纤维板材,以去除任何灰尘、污垢或其他杂质。
这是因为任何在板材上的杂物都可能干扰喷油过程。
Once the carbon fiber sheets are clean, they can be placed in a spray booth.The spray booth is a controlled environment that minimizes the risk of dust and other particles getting on the sheets during the painting process.一旦碳纤维板材清洁完毕,它们可以被放置在喷漆室中。
喷漆室是一个受控环境,它减少了在喷油过程中灰尘和其他颗粒物附着在板材上的风险。
The carbon fiber sheets are then sprayed with a primer.The primer helps to seal the surface of the carbon fiber and ensures that the paint adheres well to the material.然后,碳纤维板材被喷上一层底漆。
喷油前处理工艺操作规范

喷油前处理工艺操作规范
1、文件目的:
建立形成文件的操作规范,对航升公司的喷油前处理操作进行控制. 2、适用范围:
本文件适用于航升公司的喷油前处理操作,包括取胶件、开袋、检查、擦拭、静电除尘等.
3、相关部门:
喷印部喷油拉.
4、作业用品:
抹布、手套、白电油
5、作业程序:
5.1 将搬运到工位的产品从包装箱中取出(注意轻拿轻放).
5.2 目视检查产品是否有结构上的及外观上的缺陷(比如缩水、缺胶、披锋等等).
5.3 将目视检查合格的产品用白电油清洗干净,投放到生产线.
5.4 静电除尘操作工,将上工序流入的产品,用静电枪进行静电除尘.(每个面都要进行除尘).
5.5 将除尘好的产品轻轻放在生产拉上进入喷油房由喷油工进行喷油操作
(注意不可碰撞产品).
6、相关文件:
《生产过程控制程序》7、相关记录:
无 .。
压铸铝喷油前处理工艺
压铸铝喷油前处理工艺以压铸铝喷油前处理工艺为题,本文将介绍压铸铝喷油前的处理工艺流程和注意事项。
一、清洁处理在进行喷油前的处理工艺之前,首先需要对压铸铝进行清洁处理。
清洁处理的目的是去除表面的灰尘、油污和氧化物等杂质,以保证后续的工艺能够顺利进行。
清洁处理可以采用机械清洗、化学清洗或者超声波清洗等方式,根据具体情况选择合适的清洗方法。
二、除氧处理除氧处理是为了去除铝合金表面的氧化物,以提高喷涂附着力和涂层的质量。
常用的除氧处理方法有化学除氧和电解除氧两种。
化学除氧是将铝合金浸泡在含有除氧剂的溶液中,通过化学反应将氧化物还原为金属铝。
电解除氧则是通过电解的方式将氧化物还原为金属铝。
三、酸洗处理酸洗处理是为了去除铝合金表面的氧化层和其他杂质,以进一步提高喷涂附着力和涂层的质量。
常用的酸洗液包括硝酸、硫酸和盐酸等。
在酸洗处理过程中,需要控制酸洗液的浓度、温度和酸洗时间,以避免对铝合金表面造成不必要的腐蚀和损伤。
四、活化处理活化处理是为了增加铝合金表面的活性,以提高喷涂附着力。
常用的活化处理方法有化学活化和电化学活化两种。
化学活化是通过将铝合金浸泡在含有活化剂的溶液中,使表面生成一层微细的活性氧化膜。
电化学活化则是通过电解的方式,在铝合金表面形成一层微细的活性氧化膜。
五、喷砂处理喷砂处理是为了增加铝合金表面的粗糙度,以提高涂层的附着力。
喷砂处理可以使用石英砂、铝砂或者玻璃珠等作为喷砂介质,通过高速喷射将喷砂介质冲击到铝合金表面,使其表面形成一定的粗糙度。
六、除油处理除油处理是为了去除铝合金表面的油污和其他有机杂质,以保证后续的涂层能够牢固附着在铝合金表面。
常用的除油方法有溶剂洗净、碱洗和蒸汽洗净等。
除油处理需要根据具体情况选择合适的除油剂和除油方法,并控制除油时间和温度,以确保除油效果良好。
压铸铝喷油前的处理工艺包括清洁处理、除氧处理、酸洗处理、活化处理、喷砂处理和除油处理等步骤。
通过这些处理工艺,可以有效地去除铝合金表面的杂质和氧化物,提高喷涂附着力和涂层的质量。
玩具喷油工艺概述

玩具喷油工艺概述玩具在制造过程中,经过注塑或搪胶等工艺制成成型塑胶件后要进行下一步的表面装饰。
喷油是常见的表面加工工艺。
在玩具工厂中,空气喷涂是目前油漆涂装施工中采用得比较广泛的一种涂饰工艺。
空气喷涂是利用压缩空气的气流,流过喷枪喷嘴孔形成负压,负压使漆料从吸管吸入,经喷嘴喷出,形成漆雾,漆雾喷身到被涂饰零部件表面上形成均匀的漆膜。
空气喷涂可以产生均匀的漆,涂层细腻光滑;对于零部件的较隐蔽部件(如缝隙、凹凸),也可均匀地喷涂。
此种方法的涂料利用率较低大约在25%~35%左右。
塑料制件喷涂后,可获得如下效果:1. 可遮盖成型后制件的表面缺陷;2. 因塑料本身着色比较困难,可利用喷涂获得多种色彩;3. 使塑料的静电性能得到改善,减少灰尘吸附;4. 增强了塑料的硬度和耐擦伤性;5. 提高了塑料的耐候性;6. 使塑件表面的光泽任意调整;7. 砂纹漆、绒毛漆等一些特殊漆,可获得较好的外观及手感。
另外,塑料成型后表面状态对外观质量有很大的影响。
要求成型后的表面平整光滑,均匀一致,不应有划伤、飞边、毛刺、凹坑、斑点、气泡和明显的熔接线。
喷油QC的质量检查项目:为保证有效发现喷油的质量问题并及时处理,QC检查人员要进行实时监控。
先后经过QC首检、QC巡检和QC批量检验。
QC首检(来料检验):从经过评估或有资格证明的涂料供应商处购买涂料及稀释剂,当每批涂料来料时,由经过培训合格的调油作业指导书调稀涂料,用正在生产的塑胶件喷油位,最少试喷7PCS。
喷油QC要将此7PCS喷油件做老化测试后再进行鉴油测试,若测试合格,此批来料涂料和稀释剂方可收货;若鉴油测试不合格,则将涂料和稀释剂退回供应商并告知退货原因,喷油QC将测试结果记入《来料检验报告》。
QC巡检:1、喷漆QC每2h巡检工位一次,巡检时,QC将根据生产签办抽取20PCS核对每个喷位的颜色、外观、位置是否对签办;若在巡检过程中发现不合格,立即通知生产管理改善,并将不合格情况记录于《IPQC巡检记录》。
喷油工艺和主要污染物

一、喷油部使用的化学品清单如下:
1)油漆
2)油墨
3)开油水
二、喷油工艺流程:调油喷漆烘干移印/丝印(无晒网工艺)烘干
三、主要废气排放物:
1)油漆:主要成分由四部分组成,包括成膜物质、颜料、溶剂、助剂。
溶剂一般为二甲苯、酯类等低沸点的有机溶剂,是油漆中的主要挥发性成份。
2)油墨:由颜料、连结料和助剂等组成:油墨中的连结料是由少量天然树脂、合成树脂、纤维素、橡胶衍生物等溶于干性油或溶剂中制得,具有挥发性。
3)开油水:开油水的主要成分是二甲苯,具有挥发性。
四、喷油工艺的主要污染排放物是喷漆废水:有8台水帘柜,每台的容积为0.6方,约15天更换一次,平均每天产生喷漆废水0.32吨/日。
喷漆废水中含有的污染物主要有色度、SS、COD cr等。
手板模型喷油工艺的问题解答

手板模型喷油工艺的问题解答
手板模型是企业在研发新产品阶段的时候都需要做的,经过机器加工出来之后,需要做一些表面后处理工艺,可以让手板外观效果更加美观,最基本的手板表面处理就是打磨,喷油,下面由拓维模型来给大家介绍喷油工艺一些常见问题解答:
问:为什么喷油出来的样板上面有尘点吗?
解答:喷油房环境问题,它是否是无尘间。
问:为什么会有色差吗?
解答:是否严格按照色卡标准来做的。
问:为什么样板放置一段时间的油漆有些会开裂吗?
解答:油漆开裂有2种情况,1、手板喷油后放在烤箱里面烤的时候,受热不均匀;2、手板样件的底漆没有完全干透。
问:为什么会流油或积油吗?
解答:流油或者积油一般是发生在产品的边角处,还有就是喷油的时候油喷的太厚了,这种问题一般是师傅技术问题;
问:为什么有砂痕?为什么有刀纹?
解答:手板表面有砂痕和锣刀纹这个品质问题是手工师傅技术问题,他在打磨的时候是否有严格按照砂纸从粗到细的逐层研磨;
问:到底哪些现象是不合格的品质现象?
解答:1、掉油漆:附着力不强;
2、色差问题:没按标准做
3、砂纸痕:手工打磨问题;
4、尘点:喷油房环境问题;
5、油漆不均匀:光泽度亮哑不均,效果粗细不均;
6、表面起泡:底漆不干,加热温度过高;
7、表面刮花,有痕迹:工件本身划痕过深,没有保护好,造成人工二次破坏;
8、油漆开裂:受热不均,底漆不干;
9、透底:底漆色彩呈现,表漆不厚重;
10、流油,积油漆:一般边角出现,油漆喷太厚,喷油师傅技术不过关;
11、变形:材料不同,加热温度过高。