熔化焊接与热切割作业-编码
单位内部认证熔化焊接与热切割考试(试卷编号1101)

单位内部认证熔化焊接与热切割考试(试卷编号1101)1.[单选题]埋弧焊焊丝上经长镀(),既可起防锈作用,又可改善焊丝与导电嘴的电接触状况。
A)银B)铜C)镍答案:B解析:埋弧焊焊丝上经长镀铜,既可起防锈作用,又可改善焊丝与导电嘴的电接触状况。
2.[单选题]关于钎焊从业人员的权利,说法错误的是()A)从业人员享有拒绝违章指挥和强令冒险作业权B)发生生产安全事故后,从业人员首先自行商量,待无法达成一致时再依照劳动合同和工伤社会保险合同的约定,享有相应的赔付金C)从业人员享有停止作业和紧急撤离的权利答案:B解析:3.[单选题]螺柱焊接方法属于()。
A)钎焊B)压力焊C)熔化焊答案:C解析:4.[单选题]熔化焊机可以和()设备近邻安装。
A)氩弧焊机B)大吨位冲压机C)空气压缩机"答案:A解析:5.[单选题]用于焊接的二氧化碳气体,其纯度要大于()%。
A)99.5B)98.5C)99.7答案:A解析:6.[单选题]钨极氩弧焊在使用中应用最广泛的方式是( )。
C)自动焊答案:A解析:7.[单选题]关于职业病的防治、用人单位应承担的责任和义务包括( )。
A)对单位所有的劳动者进行职业健康监护B)对从事接触职业病危害因素作业的劳动者进行职业健康监护C)对从事接触职业病危害因素作业的正式工作进行职业健康监护答案:B解析:8.[单选题]为防止电渣焊时产生爆渣或漏渣引起的烧伤,应()。
A)选用氟化钙含量低的焊剂B)提高装配质量C)焊前检查变压器冷却水畅通情况答案:B解析:电渣焊时,容易发生的事故主要是爆渣或漏渣造成的烧伤、触电,还有焊剂熔化分解产生的有毒气体伤害以及烧坏变压器等,所以应提高装配质量。
电渣焊防止爆渣或漏渣的措施还有:焊前将缺陷清理干净;焊前仔细检查供水;焊剂要烘干;正确选择焊接参数;保证装配质量。
9.[单选题]触电急救的步骤正确的是()。
A)第一步是现场救护,第二步是医院诊治B)第一步是使触电者迅速脱离电源,第二步是现场救护C)第一步是现场救护,第二步是使触电者迅速脱离电源答案:B解析:触电时间越长越危险。
[整理版]焊工证编号
![[整理版]焊工证编号](https://img.taocdn.com/s3/m/d7bc08f3cc7931b764ce15a2.png)
[整理版]焊工证编号特种设备作业人员证编号方法一、基本格式××× × ××× ×××××顺序号地区代码作业种类代号证书项目代号共12位。
二、代号含义(一) 证书项目代号由两个字母和一个数字表示为TS6。
(二)作业种类代号由一个字母表示。
作业种类代号作业种类代号特种设备管理 A 场,厂,内机动车辆作业 G锅炉作业 B 客运索道作业 H压力容器作业 C 大型游乐设施作业 I压力管道作业 D 特种设备焊接作业 J电梯作业 E 安全附件维修作业 K起重机械作业 F(三) 地区代码由三位字母表示,含义是指首次发证部门所在地区的地区代码。
地区代码基本采用GB/T2260-1999《中华人民共和国行政区划代码》中规定的行政区划字母代码(见附录)。
县级质量技术监督部门发证的编号采用所在地市的地区代码,顺序号由市级质量技术监督部门统一分配。
如地区行政区划发生变化,附录中未涵盖,可向我局申请地区代码。
(四) 顺序号由五位数字表示。
按首次发证部门地区所发证的该作业种类人员的顺序编号。
如果超过99999,则用字母与数字混合表示。
如顺序号为100020,则表示为A0020,顺序号为110020,则表示为B0020,依次类推。
三、举例如,由北京市质量技术监督局首次发证的特种设备管理人员,总排列顺序为100。
则表示为,TS6ABJS00100如,由辽宁省质量技术监督局首次发证的特种设备焊接作业人员,总排列顺序为100010。
则表示为,TS6JLNSA0010如,由北京市东城区质量技术监督局首次发证的电梯作业人员,总排列顺序为120101。
则表示为,TS6EDCQC0101如,由河北省石家庄市质量技术监督局首次发证的锅炉作业人员,总排列顺序为10001。
则表示为,TS6BSJW10001附录,地区代码名称字母码河东区 HDQ 北京市 BJS 河西区 HXQ 东城区 DCQ 南开区 NKQ 西城区 XCQ 河北区 HBQ 崇文区 CWQ 红桥区 HQO 宣武区 XWQ 塘沽区 TGA 朝阳区CYQ 汉沽区 HGQ 丰台区 FTQ 大港区 DGJ 石景山区 SJS 东丽区 DLI 海淀区 HDN 西青区 XQG 门头沟区 MTG 津南区 JNQ 房山区 FSQ 北辰区 BCQ 通州区 TZQ 宁河区 NHE 顺义区 SYQ 武清区 WQX 昌平区 CPQ 静海区 JHT 大关区 DXQ 宝坻区 BDI 平谷县 PGX 开发区 KFQ 怀柔县 HRX 蓟县 JIT 密云县 MYN 保税区 BSQ 延庆县YQX 河北省 HES 天津市 TJS 石家庄市 SJW 和平区 HPG 唐山市 TGS 秦皇岛市 SHP 乌海市 WHM 邯郸市 HDS 赤峰市 CFS 邢台市 XTS 呼伦贝尔市HBM 保定市 BDS 关安盟 HIN 张家口市 ZJK 哲里木盟 JIR 承德市 CDS 锡林郭勒盟 XGO 沧州市 CGZ 乌兰察布市 ULS 廊坊市 LFS 鄂尔多斯市 EES 衡水市 HGS 巴彦淖尔盟 BAM 山西省 SXS 阿拉善盟 ALM 太原市 TYN 辽宁省 LNS 大同市 DTG 沈阳市 SHE 阳泉市 YQS 大连市 DLC 长治市 CZS 鞍山市 ASN 晋城市 JCG 抚顺市FSN 朔州市 SZJ 本溪市 BXS 忻州市 XZS 丹东市 DDG 吕梁市 LLS 锦州市 JNZ 晋中市 JZS 营口市 YIK 临汾市 LFD 阜新市 FXS 运城市 YCJ 辽阳市 LYL 内蒙古自治区 NMQ 铁岭市 TLS 呼和浩特市 HET 朝阳市 CYS 包头市 BTS 盘锦市 PJS 葫芦岛市 HLD 大关安岭行署 DHL 吉林省 JIL 上海市 SHS 长春市 CGQ 黄浦区 HGP 吉林市 JLS 卢湾区 LWN 四平市 SPS 徐汇区 XHI 辽源市 LYH 长宁区 CNQ 通化市 THS 静安区 JAQ 白山市 BSN 普陀区 PTQ 松原市 SYU 闸北区 ZBE 白城市BCS 虹口区 HKQ 延边朝鲜族自治州 YBZ 杨浦区 YPU 黑龙江省 HLS 闵行区 MHQ 哈尔滨市 HRB 宝山区 BAO 齐齐哈尔市 NDG 嘉定区 JDG 鸡西市 JXI 浦东新区PDX 鹤岗市 HEG 金山区 JSH 双鸭山市 SYS 松江区 SOJ 大庆市 DQG 南汇区 NHQ 伊春市 YCH 奉贤区 FXQ 佳木斯市 JMU 青浦区 QPQ 七台河市 QTH 崇明县 CMI 牡丹江市 MDG 江苏省 JSS 黑河市 HEK 南京市 NKG 绥化市 SHD 无锡市 WUX徐州市 XUZ 合肥市 HFE 常州市 CZX 芜湖市 WHI 苏州市 SZH 蚌埠市 BBU 南通市 NTG 淮南市 HNS 连云港市 LYG 马鞍山市 MAA 淮安市 HYS 淮北市 HBE 盐城市 YCK 铜陵市 TOL 扬州市 YZH 安庆市 AQG 镇江市 ZHE 黄山市 HSN 泰州市 TZS 滁州市 CUZ 宿辿市 SUQ 阜阳市 FYS 浙江省 ZJS 宿州市 SUZ 杭州市 HGH 六安市LAS 宁波市 NGB 宣城市 XCD 温州市 WNZ 巢湖市 CHS 嘉关市 JIX 池州市 CZD 湖州市 HZH 亳州市 BZS 绍关市 SXG 福建省 FJS 金华市 JHA 福州市 FOC 衢州市QUZ 厦门市 XMN 舟山市 ZOS 莆田市 PUT 台州市 TZZ 三明市 SMS 丽水市 LSS 泉州市 QZJ 安徽省 AHS 漳州市 ZZU南平市 NPS 泰安市 TAI 龙岩市 LYF 威海市 WEH 宁德市 NDS 日照市 RZH 江西省 JXS 莱芜市 LWS 南昌市 KHN 临沂市 LYI 景德镇市 JDZ 德州市 DZS 萍乡市PXS 聊城市 LCH 九江市 JIU 滨州市 BNZ 新余市 XYU 菏泽市 HZS 鹰潭市 YTS 河南省 HAS 赣州市 GZH 郑州市 CGO 宜春市 YCS 开封市 KFS 上饶市 SRS 洛阳市LYA 吉安市 JAS 平顶山市 PDS 抚州市 FZS 安阳市 AYS 山东省 SDS 鹤壁市 HBS 济南市 TNA 新乡市 XXS 青岛市 TAO 焦作市 JZY 淄博市 ZBO 濮阳市 PYS 枣庄市ZZG 许昌市 XCS 东营市 DYG 漯河市 LHS 烟台市 YNT 三门峡市 SMX 潍坊市 WEF 南阳市 NYS 济宁市 JNG 商丘市 SQS信阳市 XYG 常德市 CDE 周口市 ZKS 张家界市 ZJJ 驻马店市 ZMD 益阳市YYS 济源市 JYS 郴州市 CNZ 湖北省 HUB 永州市 YZS 武汉市 WUH 怀化市 HHS 黄石市 HSI 湘西土家族苗族自治州 XXZ 十堰市 SYE 娄底市 LDS 宜昌市 YCO 广东省 GDS 襄樊市 XFN 广州市 CAN 鄂州市 EZS 韶兲市 HSC 荆门市 JMS 深圳市 SZX 孝感市 XGE 珠海市 ZUH 荆州市 JGZ 汕头市 SWA 黄冈市 HGE 佛山市 FOS 咸宁市XNS 江门市 JMN 恩施土家族苗族自治州 ESH 湛江市 ZHA 湖南省 HUN 茂名市 MMI 长沙市 CSX 肇庆市 ZQG 株州市 ZZS 惠州市 HUI 湘潭市 XGT 梅州市 MXZ 衡阳市HNY 汕尾市 SWE 邵阳市 SYR 河源市 HEY 岳阳市 YYG 阳江市 YJI清远市 QYN 重庆市 CQS 东莞市 DGG 万州区 WZO 中山市 ZSN 涪陵区 FLG 潮州市 CZY 渝中区 YZQ 揭阳市 JIY 大渡口区 DDK 云浮市 YFS 江北区 JBE 广西壮族自治区 GXQ 沙坪坝区 SPB 南宁市 NNG 九龙坡区 JLP 柳州市 LZH 南岸区 NAQ 桂林市 KWL 北碚区 BBE 梧州市 WUZ 万盛区 WSQ 北海市 BHY 双桥区 SQQ 防城港市 FAN 渝北区 YBE 钦州市 QZH 巴南区 BNN 贵港市 GUG 长寿区 CSQ 玉林市 YUL 綦江县 QJG 来宾市 LBS 潼南县 TNN 崇左市 CHZ 铜梁县 TGL 贺州市 HEZ 大足县DZX 百色市 BSE 荣昌县 RGC 河池市 HCS 璧山县 BSY 海南省 HIS 梁平县 LGP 海口市 HAK 城口县 CKO 三亚市 SYX 丰都县 FDU垫江县 DJG 广元市 GYC 武隆县 WLG 遂宁市 SNS 忠县 ZHX 内江市 NJS 开县KAI 乐山市 LES 云阳县 YNY 南充市 NCO 奉节县 FJE 宜宾市 YBS 巫山县 WSN 广安市 GAC 巫溪县 WXX 达州市 DCS 黔江土家族苗族自治县 QJX 雅安市 YAS 石柱土家族自治县 SZY 阿坝藏族羌族自治州 ABA 秀山土家族苗族自治县 XUS 甘孜藏族自治州 GAZ 酉阳土家族苗族自治县 YUY 凉山彝族自治州 LSY 彭水苗族土家族自治县 PSU 巴中市 BAZ 江津市 JJY 眉山市 MSS 合川市 HEC 资阳市 ZYS 永川市YCP 贵州省 GZS 南川市 NCU 贵阳市 KWE 四川省 SCS 六盘水市 LPS 成都市 CTU 遵义市 ZNY 自贡市 ZGS 铜仁地区 TRD 攀枝花市 PZH 黔西南布依族苗族自治州QXZ 泸州市 LUZ 毕节地区 BJD 德阳市 DEY 黔东南苗族侗族自治州 QND 绵阳市MYG 黔南布依族苗族自治州 QNZ安顺市 ASS 阿里地区 NGD 云南省 YNS 林芝地区 NYD 昆明市 KMG 陕西省SNH 曲靖市 QJS 西安市 SIA 玉溪市 YXS 铜川市 TCN 昭通市 ZTS 宝鸡市 BJI 楚雄彝族自治州 CXD 咸阳市 XYS 红河哈尼族彝族自治州 HHZ 渭南市 WNA 文山壮族苗族自治州 WSZ 延安市 YNA 思茅地区 SMD 汉中市 HZJ 西双版纳傣族自治州 XSB 安康市 AKS 大理白族自治州 DLZ 商洛市 SLS 保山市 BSS 榆林市 YLS 德宏傣族景颇族自治州 DHG 杨临农业高新技术产业示YLQ范区丽江地区 LJD怒江傈僳族自治州 NUJ 甘肃省 GSS兰州市 LHW 迪庆藏族自治州 DEZ临沧地区 LCD 嘉峪兲市 JYG金昌市 JCS 西藏自治区 XZQ白银市 BYS 拉萨市 LXA昌都地区 QAD 天水市 TSU酒泉市 JQS 山南地区 SND日喀则地区 XID 张掖市 ZYD武威市 WWS 那曲地区 NAD定西市 DXS 哈密地区 HMD 平凉市 PLS 昌吉回族自治州 CJZ 庆阳市 QYS 博尔塔拉蒙古自治州 BOR 陇南地区 LND 巴音郭愣蒙古自治州 BAG 临夏回族自治州LXH 阿克苏地区 AKD 甘南藏族自治州 GNZ 克孜勒苏柯尔克孜自治州 KIZ 青海省QHS 喀什地区 KSI 西宁市 XNN 和田地区 HOD 海东地区 HDD 伊犁哈萨克自治州ILD 海北藏族自治州 HBZ 塔城地区 TCD 黄南藏族自治州 HNZ 阿勒泰地区 ALD 海南藏族自治州 HNN 石河子市 SHZ 果洛藏族自治州 GOL玉树藏族自治州 YSZ海西蒙古族藏族自治州 HXZ宁夏回族自治区 NXQ银川市 INC石嘴山市 SZS吴忠市 WZS固原地区 GYD新疆维吾尔自治区 XJS 乌鲁木齐市 URC克拉玛依市 KAR吐鲁番地区 TUD。
焊工证代码标准

焊工证代码标准焊工证代码标准是对焊工所持有的证书进行分类和编码,以便于统一管理和认证。
在我国,焊工证代码标准主要依据《焊工证编码规则》进行制定和实施。
以下是对焊工证代码标准的详细介绍。
一、焊工证代码结构焊工证代码分为两部分:项目代号和焊工证编号。
1. 项目代号:表示焊接项目类型,如GTAW(氩弧焊)、SMAW(手工电弧焊)、MMA(熔化极气体保护焊)等。
项目代号由四个部分组成,分别是:焊接方法、材料、焊接方式、焊接位置。
2. 焊工证编号:表示焊工证的唯一性,由地区代码、发证机构代码、证书编号组成。
二、项目代号解释1. 焊接方法:表示焊接过程中所使用的焊接技术,如GTAW(氩弧焊)、SMAW(手工电弧焊)、MMA(熔化极气体保护焊)等。
2. 材料:表示焊接对象的材料,如碳钢、不锈钢、铝等。
3. 焊接方式:表示焊接过程中焊工所操作的设备类型,如6G(管对焊,45夹角固定向上焊)、3/(3--管厚3mm,--管径)等。
4. 焊接位置:表示焊接试件的位置,如横焊、立焊、平焊等。
三、焊工证编号解释1. 地区代码:表示焊工所在地区的编码,如闽(福建)、粤(广东)等。
2. 发证机构代码:表示发放焊工证的发证机构编码,如A1、A2等。
3. 证书编号:表示焊工证的唯一编号,由数字和字母组成,如0001、0002等。
四、焊工证代码示例1. 项目代号:GTAW-FeIV-6G-3/-FefS-02/10/12解释:GTAW(氩弧焊)、FeIV(铁氧体4号材料)、6G(管对焊,45夹角固定向上焊)、3/(3--管厚3mm,--管径)。
2. 焊工证编号:闽A1-0001解释:福建地区发放的焊工证,发证机构代码为A1,证书编号为0001。
焊工证代码标准是对焊工证书的统一管理和认证,有助于保证焊工技能和安全生产。
通过对项目代号和焊工证编号的解释,可以了解焊工所具备的焊接能力和技术水平。
这有助于企业和个人在招聘、求职过程中,更加明确双方的需求和职责,提高焊接行业的整体水平。
(特种设备作业人员证)项目代号含义
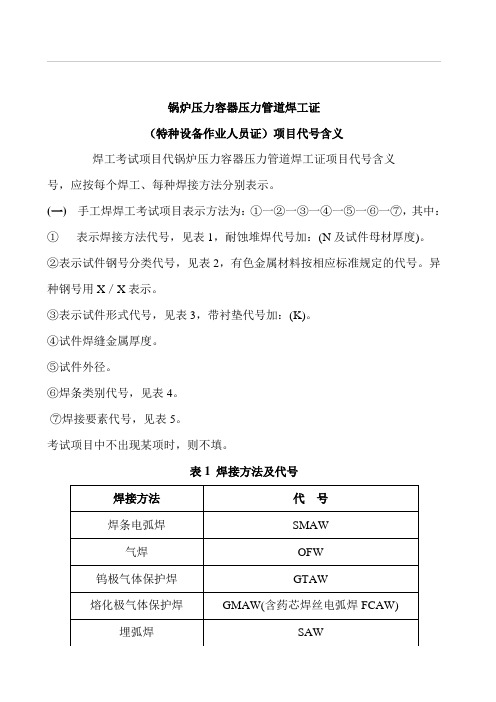
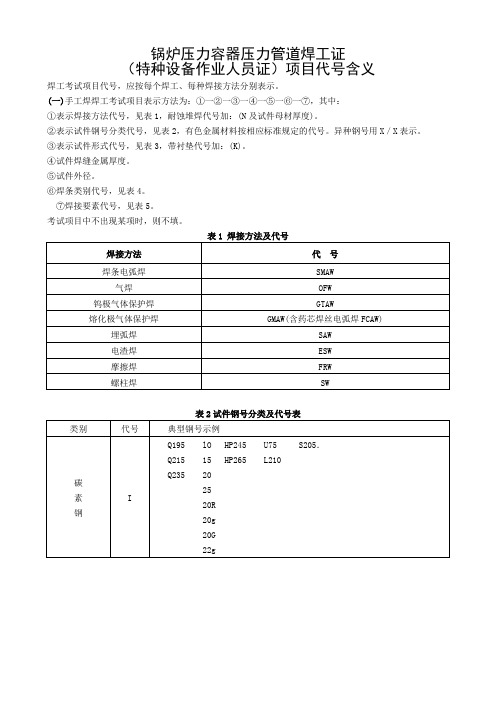
锅炉压力容器压力管道焊工证(特种设备作业人员证)项目代号含义焊工考试项目代锅炉压力容器压力管道焊工证项目代号含义号,应按每个焊工、每种焊接方法分别表示。
(一) 手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。
异种钢号用X/X表示。
③表示试件形式代号,见表3,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表4。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
表1 焊接方法及代号表2试件钢号分类及代号表表3试件形式、位置及代号表4焊条类别、代号及适用范围表5焊接要素及代号(二)焊机操作工考试项目表示方法为:①一②一③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表3,带衬垫代号加(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/”分开。
考试项目中不出现该项时,则不填。
(三)项目代号应用举例如下:(1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW一Ⅱ一lG(K)一12一F3J。
(2)壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW一Ⅰ一5G一3/60—02和SMAW一Ⅰ一5G(K)一5/60一F3J。
(3)板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GNAW一Ⅱ一3G一10。
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW一5G一06/09。
2021年特种设备作业人员证作业项目及对应代号

二级锅炉司炉
G2
三级锅炉司炉
G3
一级锅炉水质处理
G4
二级锅炉水质处理
G5
锅炉能效作业
G6
03
压力容器作业
固定式压力容器操作
R1
移动式压力容器充装
R2
氧舱维护保养
R3
04
气瓶作业
永久气体气瓶充装
P1
液化气体气瓶充装
P2
溶解乙快气瓶充装
P3
液化石油气瓶充装
P4
车用气瓶充装
P5
05
压力管道作业
压力管道巡检维护
N5
11
安全附件维修作 业
安全阀校验
F1
12
特种设备焊接作
业
安全阀维修
F2
Q10
08
客运索道作业
客运索道安装
S1
客运索道维修
S2
客运索道司机
S3
客运索道编索
S4
09
大型游乐设施作 业
大型游乐设施安装
Y1
大型游乐设施维修
Y2
大型游乐设施操作
Y3
水上游乐设施操作与维修
Y4
10
场(厂)内专用机动 车辆作业推顶车司机
N3
内燃观光车司机
N4
蓄电池观光车司机
D1
带压封堵
D2
带压密封
D3
06
电梯作业
电梯机械安装维修T1
电梯电气安装维修T2
电梯司机T3
07
起重机械作业
起重机械机械安装维修
Q1
起重机械电气安装维修
Q2
起重机械指挥
Q3
桥门式起重机司机
Q4
作业操作证作业类别和准操项目编码

制冷与空调设备运行操作作业
02
制冷与空调设备安装修理作业
20
煤矿安全作业
01
煤矿井下电气作业
02
煤矿井下爆破作业
03
煤矿安全监测监控作业
04
煤矿瓦斯检查作业
05
煤矿安全检查作业
06
煤矿提升机操作作业
07
煤矿采煤机(掘进机)操作作业
08
煤矿瓦斯抽采作业
09
煤矿防突作业
10
煤矿探放水作业
21
金属非金属矿山安全作业
烟花爆竹安全作业
01
烟火药制造作业
02
黑火药制造作业
03
引火线制造作业
04
烟花爆竹产品涉药作业
05
烟花爆竹储存作业
01
金属非金属矿井通风作业
02
尾矿作业
03
金属非金属矿山安全检查作业
04
金属非金属矿山提升机操作作业
05
金属非金属矿山支柱作业
06
金属非金属矿山井下电气作业
07
金属非金属矿山排水作业
08
金属非金属矿山爆破作业
22
石油天然气安全作业
01
司钻作业
23
冶金(有色)生产安全作业
01
煤气作业
24
危险化学品安全作业
附件:
2011年度新版特种作业操作证作业类别和准操项目编码
作业类别编码
作业类别名称
准操项目
编码
准操项目
01
电工作业
01
高压电工作业
02
低压电工作业
03
防爆电气作业
17
焊接与热切割作业
特种设备焊工项目考试合格项目代号编制方法及其适用范围
特种设备焊工项目考试合格项目代号编制方法及其适用范围特种设备焊工项目考试合格项目代号编制方法及其适用范围A9 焊工操作技能考试项目代号焊工操作技能考试项目代号,应按每个焊工、每种焊接方法分别表示。
A9.1 焊工操作技能考试项目表示方法A9.1.1 手工焊焊工操作技能考试项目表示方法A9.1.1.1 手工焊焊工操作技能考试项目表示为○1-○2-○3-○4/○5-○6 -○7,其含义如下:○1焊接方法代号,见表A-1,耐蚀堆焊加代号:(N及试件母材厚度);表A-1 焊接方法及其代号2表A-2 金属材料类别及示例低合金钢FeⅡ20MoG 09MnNiDHP345 L320 Q370R 12CrMo 09MnNiDRHP365 L360 15MnV 12CrMoG 16MnDQ295 L415 20MnMo 15CrMo 16MnDRQ345 L450 10MoWVNb 15CrMoR 16MnDGQ390 L485 13MnNiMoR 15CrMoG 15MnNiDRL555 20MnMoNb 14Cr1Mo 15MnNiNbDRS240 07MnCrMoVR 14Cr1MoR 20MnMoDS290 12MnNiVR 12Cr1MoV○3试件位置代号,见表A-4,带衬垫加代号:(K);表A-4 试件类别、位置及代号续表○4焊缝金属厚度(对于板材角焊缝试件为试件厚度T);○5外径;○6填充金属类别代号,见表A-3;表A-3 填充金属类别、示例及适用范围条、奥氏体与铁素体双相钢焊条钙型)983(奥氏体、奥氏体与铁素体双相钢焊条)] Fef4J(碱性)EXXX(X)-15、EXXX(X)-16EXXX(X)-17Fef4Fef4J全部钢焊丝FefS全部实芯焊丝和药芯焊丝FefSJB/T4747.3铜及铜纯铜焊条Cuf1 ECu Cuf1GB/T3670 铜硅合金焊条Cuf2ECuSi-A、ECuSi-BCuf2GB/T3670 铜锡合金Cuf3ECuSn-A、Cuf3GB/T○7焊接工艺要素代号,见表A-5。
(特种设备作业人员证)项目代号含义
锅炉压力容器压力管道焊工证(特种设备作业人员证)项目代号含义焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
(一)手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。
异种钢号用X/X表示。
③表示试件形式代号,见表3,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表4。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
表1 焊接方法及代号表2试件钢号分类及代号表(二)焊机操作工考试项目表示方法为:①一②一③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表3,带衬垫代号加(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/”分开。
考试项目中不出现该项时,则不填。
(三)项目代号应用举例如下:(1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-lG(K)-12-F3J。
(2)壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60—02和SMAW一Ⅰ一5G(K)一5/60一F3J。
(3)板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GNAW一Ⅱ一3G一10。
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW一5G一06/09。
(5)在壁厚为10mm、外径为86mm的16Mn钢制管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10)-Ⅱ-2G-86-F4。
完整的焊接方法代号(数字+字母)

焊接方法代号分类焊接代号AW——ARC WELDING——电弧焊AHW——atomic hydrogen welding——原子氢焊BMAW——bare metal arc welding——无保护金属丝电弧焊CAW——carbon arc welding——碳弧焊CAW-G——gas carbon arc welding——气保护碳弧焊CAW-S——shielded carbon arc welding——有保护碳弧焊CAW-T——twin carbon arc welding——双碳极间电弧焊EGW——electrogas welding——气电立焊FCAW——flux cored arc welding——药芯焊丝电弧焊FCW-G——gas-shielded flux cored arc welding——气保护药芯焊丝电弧焊FCW-S——self-shielded flux cored arc welding——自保护药芯焊丝电弧焊GMAW——gas metal arc welding——熔化极气体保护电弧焊GMAW-P——pulsed arc——熔化极气体保护脉冲电弧焊GMAW-S——short circuiting arc——熔化极气体保护短路过度电弧焊GTAW——gas tungsten arc welding——钨极气体保护电弧焊GTAW-P——pulsed arc——钨极气体保护脉冲电弧焊MIAW——magnetically impelled arc welding——磁推力电弧焊PAW——plasma arc welding——等离子弧焊SMAW——shielded metal arc welding——焊条电弧焊SW——stud arc welding——螺栓电弧焊SAW——submerged arc welding——埋弧焊SAW-S——series——横列双丝埋弧焊RW——RWSISTANCE WELDING——电阻焊FW——flash welding——闪光焊RW-PC——pressure controlled resistance welding——压力控制电阻焊PW——projection welding——凸焊RSEW——resistance seam welding——电阻缝焊RSEW-HF——high-frequency seam welding——高频电阻缝焊RSEW-I——induction seam welding——感应电阻缝焊RSEW-MS——mash seam welding——压平缝焊RSW——resistance spot welding——点焊UW——upset welding——电阻对焊UW-HF——high-frequency ——高频电阻对焊UW-I——induction——感应电阻对焊SSW——SOLID STATE WELDING——固态焊CEW——co-extrusion welding——CW——cold welding——冷压焊DFW——diffusion welding——扩散焊HIPW——hot isostatic pressure diffusion welding——热等静压扩散焊EXW——explosion welding——爆炸焊FOW——forge welding——锻焊FRW——friction welding——摩擦焊FRW-DD——direct drive friction welding——径向摩擦焊FSW——friction stir welding——搅拌摩擦焊FRW-I——inertia friction welding——惯性摩擦焊HPW——hot pressure welding——热压焊ROW——roll welding——热轧焊USW——ultrasonic welding——超声波焊S——SOLDERING——软钎焊DS——dip soldering——浸沾钎焊FS——furnace soldering——炉中钎焊IS——induction soldering——感应钎焊IRS——infrared soldering——红外钎焊INS——iron soldering——烙铁钎焊RS——resistance soldering——电阻钎焊TS——torch soldering——火焰钎焊UUS——ultrasonic soldering——超声波钎焊WS——wave soldering——波峰钎焊B——BRAZING——软钎焊BB——block brazing——块钎焊DFB——diffusion brazing——扩散焊DB——dip brazing——浸沾钎焊EXB——exothermic brazing——反应钎焊FB——furnace brazing——炉中钎焊IB——induction brazing——感应钎焊IRB——infrared brazing——红外钎焊RB——resistance brazing——电阻钎焊TB——torch brazing——火焰钎焊TCAB——twin carbon arc brazing——双碳弧钎焊OFW——OXYFUEL GAS WELDING——气焊AAW——air-acetylene welding——空气乙炔焊OAW——oxy-acetylene welding——氧乙炔焊OHW——oxy-hydrogen welding——氢氧焊PGW——pressure gas welding——气压焊OTHER WELDING AND JOINING——其他焊接与连接方法AB——adhesive bonding——粘接BW——braze welding——钎接焊ABW——arc braze welding——电弧钎焊CABW——carbon arc braze welding——碳弧钎焊EBBW——electron beam braze welding——电子束钎焊EXBW——exothermic braze welding——热反应钎焊FLB——flow brazing——波峰钎焊FLOW——flow welding——波峰焊LBBW——laser beam braze welding——激光钎焊EBW——electron beam welding——电子束焊EBW-HV——high vacuum——高真空电子束焊EBW-MV——medium vacuum——中真空电子束焊EBW-NV——non vacuum——非真空电子束焊ESW——electroslag welding——电渣焊ESW-CG——consumable guide eletroslag welding——熔嘴电渣焊IW——induction welding——感应焊LBW——laser beam welding——激光焊PEW——percussion welding——冲击电阻焊TW——thermit welding——热剂焊THSP——THERMAL SPRAYING——热喷涂ASP——arc spraying——电弧喷涂FLSP——flame spraying——火焰喷涂FLSP-W——wire flame spraying——丝材火焰喷涂HVOF——high velocity oxyfuel spraying——高速氧燃气喷涂PSP——plasma spraying——等离子喷涂VPSP-W——vacuum plasma spraying——真空等离子喷涂TC——THERMAL CUTTING——热切割OC——OXYGEN CUTTING——气割OC-F——flux cutting——熔剂切割OC-P——metal powder cutting——金属熔剂切割OFC——oxyfuel gas cutting——氧燃气切割CFC-A——oxyacetylene cutting——氧乙炔切割CFC-H——oxyhydrogen cutting——氢氧切割CFC-N——oxynatural gas cutting——氧天然气切割CFC-P——oxypropanne cutting——氧丙酮切割OAC——oxygen arc cutting——氧气电弧切割OG——oxygen gouging——气刨OLC——oxygen lance cutting——氧矛切割AC——ARC CUTTING——电弧切割CAC——carbon arc cutting——碳弧切割CAC-A——air carbon arc cutting——空气碳弧切割GMAC——gas metal arc cutting——熔化极气体保护电弧切割GTAC——gas tungsten arc cutting——钨极气体保护电弧切割PAC——plasma arc cutting——等离子弧切割SMAC——shielded metal arc cutting——焊条电弧切割HIGH ENERGY BEAM CUTTING——高能束切割EBC——electron beam cutting——电子束切割LBC——laser beam cutting——激光切割LBC-A——air——空气激光切割LBC-EV——evaporative——蒸气激光切割LBC-IG——inert gas——惰性气体激光切割LBC-O——oxygen——氧气激光切割。
005 特种作业人员作业类别编码

特种作业人Байду номын сангаас作业类别编码
序号 编 码 作 业 类 别 工 种 1 1 高压电工作业 电工作业 2 1 低压电工作业 3 1 防爆电气作业 4 2 熔化焊接与热切割作业 焊接与热切割作业 5 2 钎焊作业 6 2 压力焊作业 7 5 登高架设作业 高处作业 8 5 高处安装、维护、拆除作业 9 8 制冷与空调设备运行操作作业 制冷与空调作业 10 8 制冷与空调设备安装修理作业 11 26 石油天然气安全作业 司钻作业 12 27 金属非金属矿井通风作业 13 27 尾矿作业 14 27 金属非金属矿山安全检查作业 15 27 金属非金属矿山提升机操作作业 金属非金属矿山安全作业 16 27 金属非金属矿山支柱作业 17 27 金属非金属矿山井下电气作业 18 27 金属非金属矿山爆破作业 19 27 金属非金属矿山排水作业 20 28 冶金(有色)生产安全作业 煤气作业 21 29 光气及光气化工艺作业 22 29 氯碱电解工艺作业 23 29 氯化工艺作业 24 29 硝化工艺作业 25 29 合成氨工艺作业 26 29 裂解(裂化)工艺作业 27 29 氟化工艺作业 28 29 加氢工艺作业 危险化学品安全作业 29 29 重氮化工艺作业 30 29 氧化工艺作业 31 29 过氧化工艺作业 32 29 胺基化工艺作业 33 29 磺化工艺作业 34 29 聚合工艺作业 35 29 烷基化工艺作业 36 29 化工自动化控制仪表作业 37 30 烟火药制造作业 38 30 黑火药制造作业 烟花爆竹安全作业 39 30 引火线制造作业 40 30 烟花爆竹产品涉药作业 41 30 烟花爆竹储存作业 注:以上特种作业人员需参加安全培训并经考核合格取得特种作业操作证。我市涉及标 注红色的26个工种。
焊工证批准项目代号含义

焊工证批准项目代号含义项目代号依次代表:焊接方法代号—材料类别—试件型式—试件厚度—管外径—焊条类型焊工代号包括三项:焊接方法、试件形式、焊接要素代号表1为焊接方法代号焊接方法代号包括:焊条电弧焊SMAW气焊OFW钨极气体保护焊(氩弧焊) GTAW熔化极气体保护焊GMAW埋弧焊SAW电渣焊ESW摩擦焊FRW螺柱焊SW表2为钢号分类及代号类别-代号-钢号示例包括:碳素钢I包括Q195、Q215、Q235 10、15、20、25、20R、20g、20G、22g HP245、HP265、L175、L210、S205低合金钢II包括HP295、HP325、HP345、HP365 L245、L290、L320、L360、L415、L450、L485、L555、S240、S290、S315、S360、S385、S415、S450、S480 12Mng、16Mn、16Mng、16MnR、15MnNIR、15MnV、15MnVR、20MnMo、10MnWVNB、13MnnIMonBR、20MnMonB、07MnCRMoVR 12CrMo、12CrMoG、15CrMo、15CrMor15CrMoG、14Cr1Mo、14Cr1MoR、12Cr1MoV、12Cr1MoVG、12Cr2Mo、12Cr2Mo1、12Cr2Mo1R、12Cr2MoG、12Cr2MoWVTiB、09MnnID、12Cr3MoVSiTiB 09MnD、09MnnIDR、16MnD、16MnDR、15MnNIDR、20MnMoD、07MnnICrMoVDR、08MnnICrMoVD、10nI3MoVD马氏体不锈钢、铁素体不锈钢III包括1Cr5Mo、0Cr13、1Cr13、1Cr17、1Cr9Mo1奥氏体不锈钢IV包括0Cr19Ni9、0Cr18Ni12Mo2Ti 、0Cr23Ni13、0Cr18Ni9Ti、00Cr17Ni14Mo2、0Cr25Ni20、0Cr18Ni11Ti、0Cr18Ni12Mo3Ti、00Cr18Ni5Mo3Si2、00Cr18Ni10、00Cr19Ni13Mo3、1Cr19Ni9、00Cr19Ni11、0Cr19Ni13Mo3、1Cr19Ni11Ti、1Cr23Ni18表3为试件形式、位置代号试件形式-试件位置代号-板材与管径大于600mm的管材、板材与管径小于600mm的管材-角焊缝位置-管板角接头-焊件位置板状对接焊缝试件平焊1G 平平平横焊2G 平、横平、横平、横立焊3G 平、立平平、横、立仰焊4G 平、仰平平、横、仰管状对接焊缝试件水平转动1G 平平平垂直固定2G 平、横平、横平、横、水平固定向上焊5G 平、立、仰平、立、仰平、立、仰向下焊5GX 平、立向下、仰平、立向下、仰平、立向下、仰45°固定向上焊6G 平、横、立、仰平、横、立、仰平、横、立、仰向下焊6GX 平、立向下、横、仰平、立向下、横、仰平、立向下、横、仰管板角接头试件水平转动2FRG 平、横2FG垂直固定平焊2FG 平、横2FRG、2FG垂直固定仰焊4FG 平、横、仰4FG、2FG水平固定5FG 平、横、立、仰5FG、2FRG、2FG45°固定6FG 平、横、立、仰所有位置螺柱焊平焊1S横焊2S仰焊4S表4为手工焊对接焊缝试件焊缝形式试件母材厚度t不得小于12mm,且焊缝不少于3层表5 手工焊管材对接焊缝试件表5-1手工焊管板角接头试件当S0≥12时,t应不小于12mm,且焊缝不得少于3层,S0为管板厚度。
焊工证上的字母各表示什么
L175L210S205
低合金钢IIHP295HP325HP345HP365L245L290L320L360L415L450
L485L555S240S290S315S360S385S415S450S48012Mng16Mn
16Mng16MnR15MnNIR15MnV15MnVR20MnMo10MnWVNB13MnnIMonBR
(1)焊接方法代号,见表A-1,耐蚀堆焊代号加(N与试件母材厚度);
(2)试件金属材料分类代号,见表A-2。试件为异类别金属材料用X/X表示;
(3)试件形式代号,见表A-4,带衬垫代号加(K);
(4)试件焊缝金属厚度;
(5)试件外径;
(6)填充金属类别代号,见表A-3;
(7)焊接工艺要素代号,见表A-5。
焊接方法代号—材料类别—试件型式—试件厚度—管外径—焊条类型
※焊机操作工代号仅有三项:方法、试件形式、焊接要素代号
表1焊接方法代号
焊接方法代号
焊条电弧焊SMAW气焊OFW钨极气体保护焊GTAW熔化极气体保护焊GMAW
埋弧焊SAW电渣焊ESW摩擦焊FRW螺柱焊SW
表2钢号分类及代号
类别代号典型钢号示例
15MnNIDR20MnMoD07MnnICrMoVDR08MnnICrMoVD10nI3MoVD
马氏体不锈钢、铁素体不锈钢III1Cr5Mo0Cr131Cr131Cr171Cr9Mo1
奥氏体不锈钢IV0Cr19Ni90Cr18Ni12Mo2Ti0Cr23Ni13
0Cr18Ni9Ti00Cr17Ni14Mo20Cr25Ni20
钛型、钛钙型F4E×××(×)-16
特种作业考试焊工熔化焊接与热切割(试卷编号131)
特种作业考试焊工熔化焊接与热切割(试卷编号131)1.[单选题]灭火时应采取的措施不包括()。
A)防化学反应B)防中毒C)防倒塌答案:A解析:化学反应跟灭火没多大关系,所以灭火措施不包括防化学反应。
化学反应是指分子破裂成原子,原子重新排列组合生成新分子的过程,称为化学反应。
在反应中常伴有发光发热变色生成沉淀物等,一个反应是否为化学反应的依据是反应是否生成新的分子。
2.[单选题]在氩气和二氧化碳混合气体保护焊中二氧化碳的加入量通常为()。
A)1%至5%B)5%至30%C)15%至30%答案:B解析:在氩气和二氧化碳混合气体保护焊中二氧化碳的加入量通常为5%至30%。
3.[单选题]魏氏组织是一种过热组织,是由彼此交叉的铁素体针嵌入基体的显微组织,其交叉角度为()°。
A)30B)60C)45答案:B解析:魏氏组织是一种过热组织,是由彼此交叉的铁素体嵌入基体的显微组织,其交叉角度为60°。
魏氏组织使钢材的塑性和韧性下降,使钢变脆。
4.[单选题]脚手板宽度双行人道不得小于()m。
A)1.5B)1.2C)1.8答案:B解析:脚手板宽度双行人道不得小于1.2m。
这是规范的要求。
5.[单选题]当判定触电者呼吸和心跳停止时,应立即就地抢救,可采用()。
A)受迫呼吸法B)强制呼吸法C)心肺复苏法答案:C解析:心搏骤停一旦发生,如得不到即刻及时地抢救复苏,4~6min后会造成患者脑和其他人体重要器官组织的不可逆的损害,因此心搏骤停后的心肺复苏必须在现场立即进行。
6.[单选题]原子氢焊时使用的氢气导热效能比空气大()倍。
A)5B)7C)6答案:B解析:氢气有最大的扩散速度,容易通过各种细小的空隙,如钢板。
高扩散速度使氢气有高导热性。
原子氢焊时使用的氢气导热效能比空气大7倍。
7.[单选题]自动埋弧堆焊电流为500A~600A时,焊丝直径为2mm的电弧电压是()。
A)26V-30VB)30V-34VC)34V-38V答案:C解析:自动埋弧堆焊电流为500A~600A时,焊丝直径为2mm的电弧电压是34V至38V。
熔化焊接与热切割考试(试卷编号161)

熔化焊接与热切割考试(试卷编号161)1.[单选题]等离子弧能量集中、温度高,另外会有()。
A)熔孔效应B)小孔效应C)穿孔效应答案:B解析:2.[单选题]短期接触电磁场电磁场对人体的伤害作用()逐渐消除。
A)不确定B)可以C)不可以答案:B解析:只有长期接触电磁场,才会形成顽疾。
电磁场对人体的危害程度,一般随频率的增高而递增。
频率较低的电磁场,其影响多数是功能性的,是可逆的,人体脱离电磁场的影响后,功能可逐渐恢复正常;频率高的电磁场的影响,往往会造成器质性的损伤,如眼睛晶体混浊、皮肤灼伤等。
3.[单选题]铝热焊时燃气具要摆放在焊接侧上风处,各相距()m以上。
A)7B)6C)5答案:C解析:铝热焊时燃气具要摆放在焊接侧上风处,各相距5m以上。
氧气瓶,丙烷瓶要远离火源10m 以上。
4.[单选题]焊工应养成根据( )大小的不同,随时更换不同号数护目镜的习惯。
A)电流B)焊条直径C)板厚答案:A解析:5.[单选题]爆炸下限体积分数大于4%的可燃气体或可燃蒸气,其质量浓度应小于()%。
A)1.5B)1.0C)0.5"答案:C解析:A)清除易燃、易爆物品B)认真检查与整理工作场地C)导线、地线、手把线应一块放置答案:C解析:电焊工操作规程规定:电焊机外壳必须接地良好其电源的拆装应由电工进行。
电焊机要设单独设置电源开关,认真检查与整理工作场地清除易燃、易爆物品导线、地线、手把线应该分开应放置。
7.[单选题]普通黄铜中加入( )元素,可使合金的切削加工性能特别好,称快切黄铜。
A)硫B)锰C)铅答案:C解析:8.[单选题]埋弧焊时,采用()时,不同的极性将产生不同的工艺效果。
A)直流B)交流C)脉冲电流"答案:A解析:9.[单选题]以下说法错误的是()。
A)熔化焊作业人员应做到持证上岗,杜绝无证人员进行熔化焊作业B)夏天天气炎热身体出汗后衣服潮湿,所以熔化焊人员不得靠在焊件、工作台上,冬天则无此限制C)推拉电源闸刀开关时,必须戴绝缘手套,同时头部需偏斜"答案:B解析:10.[单选题]湿法水下焊接时使用的可燃气体是()。
焊工证代号

一、代号:SMAW-II-1G-12-F3J SMAW-I-5G(K)5/60-F3J GTAW-II-6G-3/89-021、SMAW-焊接方法代号。
2、II—材料类别3、1G—试件型式4、12—试件厚度5、5/60—厚度/管外径6、F3J—焊条类型7、02—焊接要素二、焊接方法代号1、SMAW—焊条电弧焊2、OFW—气焊3、GTAW—钨极气体保护焊4、GMAW—熔化极气体保护焊5、SAW—埋弧焊6、ESW—电渣焊7、FRW—摩擦焊8、SW—螺柱焊三、材料类别1、钢号分类及代号I 碳素钢:Q195、Q215、Q235、10、15、20、25、20R、20g、20G、22g、HP245、HP265、L175、L210、S205。
II 低合金钢:HP295、HP325、HP345、HP365、L245、L290、L320、L360L415、L450、L485、L555、S240、S290、S315、S360、S385、S415、S450、S480、12Mng、16Mn、16Mng、16MnR、15MnNIR 15MnV、15MnVR、20MnMo、10MnWVNB、13MnnIMonBR20MnMonB、07MnCRMoVR 、12CrMo、12CrMoG、15CrMo15CrMor、15CrMoG、14Cr1Mo、14Cr1MoR12Cr1MoV、12Cr1MoVG、12Cr2Mo、12Cr2Mo1、12Cr2Mo1R12Cr2MoG、12Cr2MoWVTiB、12Cr3MoVSiTiB 09MnD09MnnID、09MnnIDR、16MnD、16MnDR、15MnNIDR20MnMoD、07MnnICrMoVDR、08MnnICrMoVD、10nI3MoVDIII 马氏体不锈钢、铁素体不锈钢:1Cr5M o、0Cr13、1Cr13、1Cr17、1Cr9Mo1 IV奥氏体不锈钢:0Cr19Ni9、0Cr18Ni12Mo2Ti、0Cr23Ni13、0Cr18Ni9Ti00Cr17Ni14Mo2、0Cr25Ni20、0Cr18Ni11Ti0Cr18Ni12Mo3T i、00Cr18Ni5Mo3Si2、00Cr18Ni1000Cr19Ni13Mo3、1Cr19Ni9、00Cr19Ni110Cr19Ni13Mo3、1Cr19Ni11T i、1Cr23Ni18四、试件型式1、1G—板状对接平焊、管状对接水平转动:平2、2G—板状对接横焊、管状对接垂直固定:横平3、3G—板状对接立焊:立横平4、4G—板状对接仰焊:仰平横5、5G—管状对接固定向上焊:仰平立6、5GX—管状对接固定向下焊:仰平立向下仰45.7、6G—管状对接固定向上焊:仰平横立8、6GX—管状对接固定向下焊:仰平立向下横仰9、2FRG—管板角水平转动:平横10、2FG—管板角垂直固定平焊:平横2FG(K)-管板垂直固定平焊(带垫板)11、4FG—管板角垂直固定仰焊:平、横、仰12、5FG—管板角水平固定仰焊:平、横、立、仰4513、6FG—管板角固定:平、横、立、仰所有位置14、1S—螺柱焊:平焊15、2S—螺柱焊:横焊16—4S—螺柱焊:仰焊五、试件厚度1、对接焊缝<12 不限2×t、t不得小于12㎜,且焊缝不少于3层2、管材试件外径D 适用于管材焊件外径范围:<25 D 不限、25≤D<76 25 不限、≥76 76 不限、≥300(注管材向下焊试件)76 不限六、焊条类型1、F1—钛钙型:E××03 GB/T5117 GB/T5118 GB/T983(奥氏体、双相钢焊条除外)2、F2—纤维素型:E××10、E××11、E××10-X、E××11-X3、F3—钛型、钛钙型:E×××(×)-16、E×××(×)-174、F3J—低氢型、碱性:F3J E××15、E××16、E××18、E××48、E××15X、E××16XE××18X 、E××48X、E×××(×)-15、E×××(×)-16E×××(×)-175、F4—钛型、钛钙型:E×××(×)-16、E×××(×)-17 F4 GB/T983(奥氏体、双相钢焊条)6、F4J—碱性:E×××(×)-15、E×××(×)-16、E×××(×)-17七、焊接要素代号1、手工钨极气体保护填充金属焊丝:无01、实芯02、药芯032、机械化焊钨极气体保护自动稳压系统:有04、无053、自动跟踪系统:有06、无074、每面坡口内焊道:单道08、多道09GTAW-II-6G-3/89-02:代表氩弧焊水平固定管全位置焊接,试件为89低合金钢壁厚为3mm,填充焊丝为实心(单面焊双面成型)。
关于焊工证编号规则

关于焊工证编号规则为了进一步规范各焊考委考核焊工的《特种设备作业人员证》编号管理,避免证书编号编错、编重,现根据“关于公布《特种设备作业人员证》样式和编号的通知”(质检办特[2005]86号)要求,对各省属焊考委、地市属焊考委考核焊工的证书编号管理做如下规定: 一、各焊工考委会为其考核的焊工颁发的证书,自本规则发布之日起,一律采用新式证书,证书样式见“质检办特[2005]86号”,旧式证书不再使用。
对于因特殊原因还在用旧证书的焊考委,请于2008年10月31日前,全部更换成新证书,旧证书上的有效项目,应誊写到新证书上,并把旧证书销毁。
二、各焊工考委会应严格按照国质检办特[2005]86号通知要求的基本格式进行证书编号,即: 12(1) (2) (3) 1。
盖的,可向省局提出申请,由省局向国家质监局申请地区代码。
表1. 黑龙江省各地区的地区代码(4) 顺序号:由五位数字表示。
按照首次发证部门焊接作业人员的顺序编号。
如果超过99999,则用字母与数字混合表示。
如顺序号为100020,则表示为A0020;顺序号为110020,则表示为B0020;依此类推,表示方法参见表2。
表2. 顺序号表示方法三、省属的焊考委,证书顺序号由各焊考委自行排序,地区代码统一为“HLS ”,顺序号均从00001起始,但在顺序号后面应加注在名序表中给出的焊考委代码,见表3。
表3总排序为100,则表示为:TS6JHLS00100(01);总排序为100150,则表示为:TS6JHLSA0150(01)例如:黑龙江省电力公司第三焊接培训中心首次考核发证的焊工,总排序为800,则表示为:TS6JHLS00800(02);总排序为110180,则表示为:TS6JHLSB0180(02)例如:黑龙江省电力有限公司焊接技术培训中心首次考核发证的焊工,总排序为900,则表示为:TS6JHLS00900(03);总排序为120190,则表示为:TS6JHLSC0190(03)四、市属的焊考委,地区代码按照所在地市的地区代码(见表1),证书顺序号由市技术监督局统一排序,顺序号均从00001起始,顺序号后面加注焊考委代码自定。
焊工考试项目编号与国家规定的考试项目代号对照表

23
OFW—Ⅰ-5G-3/51
水平固定
向上焊
向下焊
24
OFW—Ⅰ-6G—3/51
45°固定
向上焊
向下焊
管板对接(Ⅰ、Ⅱ类材料)
试件形式、钢号类别
管板对接(Ⅳ类材料)
编号
考试项目代号
焊接方法、试件形式、位置
考试项目代号
编号
25
SMAW-Ⅰ/Ⅱ—2FRG-12/51—F3J
焊条电弧焊
水平转动
SMAW—Ⅳ—2FRG-8/51-F4
SMAW-Ⅰ/Ⅱ—4FG-12/51-F3J
仰焊
SMAW—Ⅳ-4FG-8/51—F4
60
30
GTAW—Ⅰ/Ⅱ—2FRG-12/51—02
钨极气体保护焊
水平转动
GTAW—Ⅳ—2FRG—8/51—02
61
31
GTAW —Ⅰ/Ⅱ—5FG—12/51-02
水平固定
GTAW—Ⅳ-5FG-8/51-02
62
32
41
3
SMAW—Ⅱ—3G—12-F3J
立焊
SMAW-Ⅳ—3G-12—F4
42
4
SMAW-Ⅱ-4G—12—F3J
仰焊
SMAW—Ⅳ-4G-12-F4
43
5
SAW-1G(K)-07/08(09)
埋弧自动焊
6
GTAT—Ⅱ-1G—3—02
钨极气体保护焊
平焊
GTAW-Ⅳ—1G-3-02
44
7
GTAT—Ⅱ—2G—3—02
横焊
GTAW—Ⅳ—2G—3-02
45
8
GTAT-Ⅱ-3G-3—02
立焊
GTAW-Ⅳ—3G-3-02
新版特种作业类别、编码、准操项目及编码

4
高层建筑物表面清洗工
5
高空安装
6
锅炉作业(含水质化验)
1
锅炉操作
2
水质化验
7
压力容器作业
1
充装
2
检验
3
押运
4
空压机操作
8
制冷作业
1
安装
2
维修
3
操作
9
爆破作业
1
地面工程爆破
2
井下爆破
10
矿山通风作业
1
主扇风机操作
2
瓦斯抽放
3
通风安全检测
4
通风测尘
11
矿山排水作业
1
水泵工
2
尾矿工
12
矿山安全检查作业
8
放射性物品押运
9
放射性物品保管
2
金属焊接、切割作业
1
焊接
2
切割
3
起重机械(含电梯)作业
1
起重机司机
2
电梯司机
3
司索
4
信号指挥
5
安装与维修
6
电梯安装维修
7
行车
4
企业内机动车辆驾驶
1
铲车
2
叉车
3
抓斗车
4
装载机
5
挖掘机
6
压路机
7
推土机
8
平地机
9
翻斗车
10
矿山电机车
11
矿山内燃机车
12
矿山自卸机车
13
路面机械
5
登高架设作业
1
架设
2
拆除
3
新版特种作业类别、编码、准操项目及编码
特种设备作业人员作业种类与项目代码

序号
种类
作业项目
项目代号
01
特种设备相关管理
特种设备安全管理负责人
A1
特种设备质量管理负责人
A2
锅炉压力容器压力管道安全管理
A3
电梯安全管理
A4Hale Waihona Puke 起重机械安全管理A5
客运索道安全管理
A6
大型游乐设施安全管理
A7
场(厂)内专用机动车辆安全管理
A8
02
锅炉作业
一级锅炉司炉
Q10
08
客运索道作业
客运索道安装
S1
客运索道维修
S2
客运索道司机
S3
客运索道编索
S4
09
大型游乐设施作业
大型游乐设施安装
Y1
大型游乐设施维修
Y2
大型游乐设施操作
Y3
水上游乐设施操作与维修
Y4
10
场(厂)内专用机动车辆作业
车辆维修
N1
叉车司机
N2
搬运车牵引车推顶车司机
N3
内燃观光车司机
N4
蓄电池观光车司机
N5
11
安全附件维修作业
安全阀校验
F1
安全阀维修
F2
12
特种设备焊接作业
金属焊接操作
(注)
非金属焊接操作
???注:1.?特种设备焊接作业(金属焊接操作和非金属焊接操作)人员代号按照《特种设备焊接操作人员考核细则》的规定执行。
D1
带压封堵
D2
带压密封
D3
06
电梯作业
电梯机械安装维修
T1
电梯电气安装维修
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
判断题 判断题 判断题 判断题 判断题 判断题 判断题 判断题 判断题 判断题
002010Leabharlann 判断题判断题 判断题 判断题 判断题 判断题 判断题
0020102 判断题
判断题 判断题 判断题 判断题 判断题 判断题 判断题 判断题
0020102 判断题 0020102 判断题 0020102 判断题 0020102 判断题 0020102 判断题 0020102 判断题
单选 题 单选 题 单选 题 单选 题 单选 题 单选 题 多选 题 多选 题 多选 多选 题 多选 题 多选
判断题 判断题 判断题 判断题 判断题 判断题 判断题 判断题 判断题 判断题 判断题 判断题 判断题
因安全生产事故受到伤害的从业人员,除依法享有工伤权利外,依照有关民事 法律尚有获得赔偿权利的,有权向( )提出赔偿要求。 《安全生产法》规定,生产经营单位应当在较大危险因素的生产经营场所和有 关设施、设备上,设置明显的( )。 特种作业是指在劳动过程中,对操作者本人、他人及周围设施的安全可能造成 ( )危害的作业。 发生事故后,事故现场有关人员应( )。
熔化焊接与热切割作业
0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 判断 题 判断 判断 判断 判断 判断 题 判断 判断 题 判断 判断 判断 判断 题 判断 题 判断 题 判断 题 判断 判断 题 判断 判断 判断 判断 判断 题 判断 题
判断 题 判断 判断 题 判断 题 判断 题 判断 判断 判断 题 判断 题 判断 题 判断 判断 判断
双方共同担责
可依照民法提 出赔偿要求 安全第一,生 产第二。 3年 职称证书 劳动防护用品 劳动防护工具
追究刑事责任
0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020102 0020102 0020102 0020102 0020102 0020102 0020102 0020102 0020102 0020102 0020102 0020102 0020102
0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101 0020101
抗拉强度是指金属材料在断裂前所能承受的最大拉应力。( ) 金属材料的强度越高,则抵抗变形和断裂的能力越大。( ) 钢材牌号16Mn 的“16 ”表示平均含碳量为1 . 6 %。( ) 低碳钢的焊接性良好,是钢结构中广泛应用的材料。( ) 焊件加工坡口时留有钝边,其作用是为了保证焊透。( ) 两焊件的端面之间留有间隙,是为了防止烧穿。( ) 焊件加工X 形坡口比Y 形坡口的变形和应力小。( ) 当焊件的厚度较大时,采用Y 形坡口比X 形坡口节省焊条。( ) 焊接可分为熔化焊、压力焊和钎焊三类。( ) 利用热能使金属材料分离的工艺称热切割。( ) 钢是指含碳量为小于2.11% 的铁碳合金,铸铁是指含碳量为2.11 %~6.67% 的 铁碳合金。( ) 钢的常用热处理方法有淬火、回火、正火和退火。( ) 钢淬火后进行回火,可以在保持一定强度的基础上恢复钢的韧性。( ) 金属材料的力学性能主要有强度、塑性、硬度和冲击韧性。( ) 强度越高则金属材料抵抗变形和断裂的能力越大。( ) 钢在外力作用下,开始产生屈服现象的应力称为屈服点。( ) 金属材料在断裂前能承受的最大拉应力称为抗拉强度。( ) 钢材牌号Q235 的“Q”表示屈服点字母, “235”表示为屈服强度235 MPa 。 ( ) 伸长率和断面收缩率是钢的塑性指标。( ) 金属材料常用测定硬度的方法有布氏硬度和洛氏硬度。( ) 碳素钢按含碳量不同,分为低碳钢、中碳钢和高碳钢。( ) 低碳钢的含碳量为小于0.25 %。( ) 钢材16Mn 的“16”表示平均含碳量为0 . 16 % 。( ) 40 号钢的平均含碳量为0.4 % ,属于中碳钢。( ) 铸铁的热焊是把焊件加热到600 ~ 700 ℃再进行焊接。( ) 常见焊接接头的形式有对接接头、角接接头、搭接接头和T 形接头。( ) 焊件的端面与另一焊件表面构成直角或近似直角的接头,称为T 形接头。( ) 焊件两端面平行相对接头称为对接接头。( ) 常见焊接接头的坡口形式有I形坡口、Y 形(或V 形)坡口、X 形坡口和U 形 坡口。( ) 两焊件端面之间留有间隙的作用是为了保证焊透。( ) 加工坡口时留有钝边的作用是为了防止烧穿。( ) U 形坡口主要用于焊件厚度较大和重要的焊接构件。( )
他人
本单位
伤害人
安全宣传标语 安全宣教挂图 安全警示标志 轻度 重大 一般 报告当地安全 部门 尚有获得休息 的权利 性情 事故应急预案 工资福利 办理工伤保险 工作年限 批评权 企业标准 单位 吸烟 庇护权 任意规格 个人 使用明火
0020102 判断题
拨打110电话 报告本单位负 责人 《安全生产法》规定因生产安全事故受到损害的从业人员,除依法享有工伤社 尚有获得赔偿 尚有获得申诉 会保险外,依照有关民事法律( ),有权向本单位提出赔偿要求。 的权利 的权利 由于从业人员的工作时间过长或者劳动强度过大,会造成从业人员( )发 心理 生理 生变化,导致误操作而发生事故。 《安全生产法》第三十四条规定:生产经营单位应当如实向从业人员告知作业 危险因素 防范措施 场所和工作岗位存在的( )。 《安全生产法》规定:与从业人员订立的劳动合同,应当载明有关保障从业人 劳动安全 防止职业危害 员以下事项:( ) 从业人员对本单位安全生产管理工作中存在的问题具有( )。 检举权 控告权 生产经营单位应当在具有较大危险因素的生产经营场所、设施、设备及其四 国家标准 或者行业标准 周,设置符合( )明显的安全警示标志。 的 《中华人民共和国消防法》规定任何人发现火灾都应当立即报警。任何( 部门 集体 )都应当无偿为报警提供便利,不得阻拦报警。严禁谎报火警。 《中华人民共和国消防法》禁止在具有火灾、爆炸危险的场所( )。 使用电炉 明火取暖 焊接对焊件加热加压的作用是促使原子扩散,缩小原子间的距离,以实现原子 结合。( ) 焊接可分为电弧熔焊、压力焊和钎焊三类。( ) 为消除钢结构的焊接残余应力,焊后应进行回火处理。( ) 焊后进行正火处理是为了改善焊接接头的力学性能,细化晶粒。( ) 结构钢的焊接性,随着含碳量的提高而变得较差。( ) 低碳钢的含碳量为0.25 %~0.4 %。( ) 40号钢的平均含碳量为0.4 % ,属于低碳钢。( ) 普通钢和优质钢的品质不同,其区别主要是含硫量和含磷量不同。( ) 钢材牌号“20g”中的“g”表示锅炉钢。( ) 钢淬火后可以提高其硬度和耐磨性。( ) 焊后进行退火处理的作用是为了消除焊件的残余应力。( ) 强度是指金属材料在外力作用下抵抗变形和断裂的能力。( ) 淬火是使钢材获得马氏体组织的热处理方法。( ) 钢的强度常用指标有屈服点和抗拉强度。( )
《安全生产法》第二十三条规定:特种作业人员必须按照国家有关规定经专门 的安全作业培训,取得特种作业操作资格证书,方可上岗作业。 特种作业人员经过“三级安全教育”培训取得特种作业操作资格证书可上岗。 特种作业的人员经过技能培训后,就可上岗作业。 从业人员有获得符合国家标准或者行业标准劳动防护用品的权利。 从业人员在作业过程中,应当正确佩戴和使用劳动防护用品。 在操作中除了加强自我保护意识外,更应时刻想到他人的生命安全和身体健康 。 从业人员有获得安全生产教育和培训的权利。 凡取得中级以上技能证书的电工作业人员,或中级职称以上的电气工作人员, 就可以上岗作业。 安全生产法规的出发点是以人为本,为了保护从业人员的安全和健康。 安全生产法规是以保障从业人员的权益为出发点。 从业人员在作业过程中,应当遵守本单位的安全生产规章制度和操作规程。 安全生产责任制是一项最基本的生产制度,是其他各项安全规章制度得以切实 可行实施的基本保证。 劳动防护用品不同于一般商品,直接涉及到劳动者的生命安全和身体健康,故 要求其必须符合国家标准或行业标准。 依照《安全生产法》的规定,从业人员有权了解作业场所和工作岗位存在的危 险因素,生产经营单位应如实告之,不得隐瞒和欺骗。 从业人员享有批评、检举控告权和拒绝违章指挥、强令冒险作业的权利。生产 经营单位不得因从业人员行使上述权利而对其进行打击报复,如:降低工资、 降低福利待遇和解除劳动合同等。 《安全生产法》规定的安全生产管理方针是:安全生产人人有责。 从业人员在生产过程中,发现有危及人身安全的紧急情况时,有权停止作业, 但对事故隐患及不安全因素没有报告的义务。 特种作业人员的办证条件之一是年满16周岁。 特种作业人员主要是指从事特殊工作的人员 国家规定,取得《特种作业人员操作证》后,每三年应进行一次复审 从业人员有权拒绝违章作业指挥和强令冒险作业。 持有《特种作业人员操作证》的从业人员,三年不参加复审的,其特种作业资 格即被取消。 特种作业资格证是从事某特种作业的资格证,由于名称都是一样的,因此可以 通用。
从业人员对本单位安全生产管理工作中存在的问题,有权提出批评、检举和控 告。 特种作业人员持证上岗是《安全生产法》规定的法律行为。 从业人员只要了解其作业场所和工作岗位上的安全生产规章制度和操作规程即 可上岗作业。 《安全生产法》规定,从业人员有权了解其作业场所和工作岗位存在的危险因 素、防范措施和事故应急救援措施。 一个人从事两种以上特种作业,只要参加其中一种的特种作业培训与考核,即 可取得《特种作业人员安全操作证》,得到上岗资格。 《安全生产法》规定,安全生产方针是:安全第一,预防为主。 《安全生产法》规定,安全生产方针是:预防为主,防消结合。 《劳动法》特别强调从业人员的权利包括在集体合同、劳动合同中,都要载明 劳动安全、防止职业危害和工伤社会保险等事项。 从业人员发现事故隐患或者其他不安全因素,应当立即向现场安全生产管理人 员或者本单位负责人报告;接到报告的人员应当及时予以处理。 “群众参与监督”,是指各级工会组织,对生产经营单位的安全生产工作有监 督的职责,维护从业人员的安全和健康的权利。 生产经营单位的从业人员对本单位的安全生产工作负岗位责任。 生产经营单位的从业人员有依法获得安全生产保障的权利。 生产经营单位的从业人员有依法履行安全生产的义务。 《安全生产法》规定,生产经营单位只要事先在用工合同中明确约定工人在作 由工人自已负 不能免除生产 单选 业中因自身原因造成事故由本人负责的,发生事故后,( )。 责 经营单位依法 题 应承担的责任 单选 因生产安全事故受到损害的从业人员,已依法 享有 相应 工伤 社会 保险 , ( 不能再提出相 可以要求一定 应的赔偿要求 的经济补偿 题 )。 )。 安全第一,预 防消结合,预 单选 《安全生产法》规定的安全生产方针:( 防为主。 防为主。 题 已经取得特种作业操作证的人员,每( )年复训一次。 2年 1年 单选 )。 特种作业操作 等级工证书 单选 《安全生产法》规定,特种作业人员上岗作业资格证是( 证 题 生产经营单位必须为从业人员提供符合国家标准或行业标准的( ) 。 防暑用品 生活用品 单选 《安全生产法》规定从业人员在安全生产方面的义务包括:“从业人员在作业 安全卫生设施 劳动防护用品 单选 过程中,应当严格遵守本单位的安全生产规章制度和操作规程,服从管理,正 题 确佩戴和使用( )”。 《安全生产法》第九十条规定,生产经营单位的从业人员不服从管理,违反安 行政处罚 处分 单选 全生产规章制度或者操作规程的,由生产经营单位给予批评教育,依照按照有 题 关规章制度给予( )。