水龙头装配测试流水线技术方案
水龙头生产工艺及其设备
水龙头生产流水线技术方案双皮带流水线——组合式气密性测试装配设备(1)设备简介水龙头装配检测流水线由双皮带线、气密性测试机、全自动旋螺机、全自动倒螺机4台机器组成。
使用此套检测设备组成的龙头装配流水线只需要4人,相当于传统装配线12人的产量,不到一年可收回投资。
传统装配线的长度需要18米,而用我们的设备组成的流水线只需要8米。
(2)生产工艺及设备装配布置图每套流水线是双皮带线,两边分别可包括3种设备:旋螺机、倒螺机、气密性测试机。
流水线全长8m、宽1.5m,占地面积约12㎡,包括工位器具的摆放位置。
通常装配流水线布局如下:①.面盆类(没有提拉分水器):装阀芯加抹油机—气测机—装出水嘴加手柄—上光夹具—检验。
②.浴缸类(有提拉分水器):装倒螺—装阀芯加抹油机—气测机—装出水嘴加手柄—上光夹具—检验。
装配线的传送速度为0.05~1.5米/分,可根据工人的熟练程度及产前准备情况进行调节。
见附件图片:装配测试流水线规划方案图。
注:根据客户需要,我们将提供各类龙头的全套工艺流程卡,供客户参考。
(3)设备配置设备配置使用国际知名品牌零配件:如测试部分选用Festo的气动元件,西门子的PLC,美国的AEROSPACE传感器等,能有效的保证机器的产品质量,是卫浴洁具行业质量控制的必备设备。
(4)人员配置每套流水线设四个工位,操作工人四名。
(工人培训一周即可熟练操作)。
见附件:几种水龙头装配工艺实例(5)设备性能及技术参数组合式装配测试设备流水线共有五种设备组成。
适合五类产品的装配与检测:五类产品:面盆类、浴缸类、淋浴类、菜盆类、妇浴类ITC-SQC2-3型双工位气密性测试机●是西班牙意大利等国家知名企业使用多年的成熟产品,符合EN817欧洲标准和GB 18145中国国家标准。
●测试使用0.4--0.6Mpa的压缩空气,不用水,避免水对龙头的污染和腐蚀,既环保又干净卫生,提高产品档次。
●测试时间:面盆类20-30秒/工位;浴缸类30-40秒/工位使用条件供电电压220V交流AC设备功率150W压缩空气源0.8Mpa最大压紧力600N(750N可选)辅助压力480N测试气体压力0.4Mpa-0.8Mpa单通道测试时间1-10s测试精度1mbar标准测试通道(3/5)*2ITC-D-1全自动倒螺机●具有正反转功能,可对倒螺进行装配和拆卸;输出扭力可根据需要调节。
自来水管道漏水检测技术设计方案
自来水管道漏水检测技术设计方案设计方案:1. 管道检测系统选型:选择适合于自来水管道检测的专业管道检测设备,例如超声波检测仪、红外线热成像仪等。
2. 设备安装:根据管道的特点和布局,合理安装检测设备,并确保设备能够全面覆盖需要检测的管道区域。
3. 漏水检测方案:根据实际情况,选择合适的漏水检测方案,常用的有超声波法、压力变化法和红外热成像法。
- 超声波法:通过超声波探测漏水点附近水流所产生的特定频率声波,确定漏水位置。
将超声波传感器沿着管道表面移动,对比不同位置接收到的声波信号,确认漏水点。
- 压力变化法:通过在管道上设置压力传感器,监测管道中的压力变化。
当管道发生漏水时,会导致压力下降,通过分析压力变化的幅度和频率,确定漏水位置。
- 红外热成像法:利用红外热成像仪拍摄管道表面的温度图像,漏水导致的水分蒸发会使管道表面温度变化,通过分析热图,确定漏水位置。
4. 数据采集和分析:将检测设备获取到的数据进行采集和记录,可选用数据采集软件进行数据管理和分析。
通过对数据的分析,判断管道是否存在漏水问题,并确定漏水位置。
5. 报警和维修:当检测系统发现管道漏水时,及时发出报警信号,通知相关人员处理。
根据漏水的严重程度,采取相应的修复措施,如紧急堵漏、更换管道等。
6. 预防性维护:定期进行管道检测,对管道进行维护和修复,避免漏水问题的发生。
例如定期检查管道连接处是否松动、管道是否有腐蚀、老化等情况。
总结:自来水管道漏水检测技术设计方案包括选型设备、安装设备、选择合适的检测方案、数据采集和分析、报警和维修、预防性维护等。
通过科学合理的设计和实施方案,可以有效地检测管道漏水问题,及时采取措施修复,确保自来水供应的安全和可靠性。
水龙头安装的施工技术
水龙头安装的施工技术引言本文档旨在介绍水龙头的安装施工技术,以帮助读者了解水龙头安装的基本步骤和注意事项。
步骤一:准备工作- 在开始安装之前,确保你有以下工具和材料:- 水龙头- 螺丝刀- 扳手- 螺丝- 螺母- 手套- 密封胶带步骤二:关闭水源- 在安装水龙头之前,务必关闭水源以避免水流浪费和意外溅水。
- 找到位于水源供应管道上的关闭阀门,并将其关闭。
步骤三:拆卸旧水龙头(如果适用)- 如果你正在更换旧水龙头,首先需要将其拆卸下来。
- 使用螺丝刀和扳手,逐步拆卸连接水龙头的螺丝和螺母。
- 当拆卸完毕后,将旧水龙头从水槽上取下,并清洁水槽表面。
步骤四:安装新水龙头- 在水槽上涂抹一层密封胶带,以防止水漏。
- 将新水龙头的连接管通过水槽上的孔洞插入,并确保稳固。
- 使用螺母和螺丝将新水龙头固定在水槽上。
- 使用扳手适当地拧紧螺母,但不要过紧以免损坏水槽或水龙头。
步骤五:连接水管- 将水管连接头与水龙头的连接口对准,并使用螺母和螺丝将其固定。
- 使用扳手适当地拧紧螺母,确保连接紧密,但不要过紧。
步骤六:测试安装效果- 打开水源,检查水龙头和连接处是否有漏水。
- 确保水龙头正常运行,水流畅通。
步骤七:清理和整理- 清理安装过程中的杂物和工具。
- 将拆卸下来的旧水龙头妥善处置。
结论通过按照上述步骤进行施工,你可以成功安装水龙头。
请确保在安装过程中仔细操作,遵循相关安全指南。
如有需要,请咨询专业人士的帮助。
几种水龙头装配工艺实例
2.装装饰盖
3.装分水器帽
2.装装饰盖
4.装水嘴
3.装手柄、螺钉
4.装标示盖
4.装装饰盖
5.装手柄、螺钉6.装来自示盖3.装手柄、螺钉4.装表小盖
1.手柄灵活性检查
1.手柄灵活性检验
1.手柄灵活性检验
1.手柄灵活性检验
3
2.打蜡
2.打蜡
2.打蜡-上光夹具
2.打蜡-上光夹具
3.检验
3.检验
3.检验
机
使用抹油机
-使用抹油机
i
4.装装饰盖
3•装耐磨圈、装密封圈
4•装S型管、耐磨圈、壳
体底圈
3.装阀芯、压阀盖一使用旋
螺机
4.装分水器总成
3.装阀芯、压阀盖一使用
旋螺机
4.装花洒接头
1.装手柄、螺钉
1.气密性测试-使用气测
1.气密性测试-使用气测机
1.气密性测试-使用气
2.装标示盖
机
2.装水嘴
测机
2
i
5.装纸箱封胶带贴标签、
5.装纸箱封胶带贴标签、
5.装纸箱封胶带贴标签、
装托板
装托板
装托板
装托板
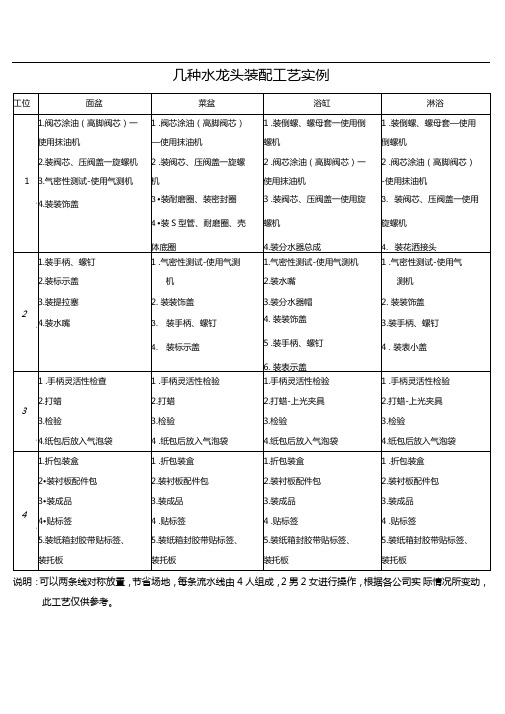
说明:可以两条线对称放置,节省场地,每条流水线由4人组成,2男2女进行操作,根据各公司实 际情况所变动,此工艺仅供参考。
几种水龙头装配工艺实例
工位
面盆
菜盆
浴缸
淋浴
1.阀芯涂油(高脚阀芯)一
1.阀芯涂油(高脚阀芯)
1.装倒螺、螺母套一使用倒
1.装倒螺、螺母套—使用
使用抹油机
—使用抹油机
螺机
倒螺机
2.装阀芯、压阀盖一旋螺机
安装水龙头施工方案怎么写
安装水龙头施工方案怎么写前言水龙头是家庭生活中不可或缺的设备之一,正确安装水龙头对于保证家庭用水的正常运行至关重要。
本文将为您提供一份安装水龙头施工方案的指导,帮助您顺利完成水龙头的安装。
准备工作在开始安装水龙头之前,我们需要准备以下工具和材料:•螺丝刀•管道扳手•手工工具•防水胶带•硅胶•水龙头套接器•水龙头接口管•水龙头步骤一:关闭进水阀门在开始安装之前,一定要先关闭进水阀门,以确保安全。
进水阀门通常位于水表附近或冷热水独立控制阀处,关闭阀门时要用力旋紧。
步骤二:卸下旧水龙头如果你已经有一个旧水龙头,那么在安装新水龙头之前,需要将旧水龙头卸下。
具体步骤如下:1.使用螺丝刀或扳手将连接水龙头的螺丝拧松。
2.用扳手将水龙头从水管上拧下。
步骤三:清洁安装表面在安装新水龙头之前,需要清洁安装表面,确保表面光滑、干净。
如果有旧硅胶或沉积物,可以使用刮刀或清洁剂进行清理。
步骤四:安装水龙头套接器将水龙头套接器插入水龙头接口管中,确保插入牢固,并使用管道扳手将其紧固。
步骤五:连接水龙头将水龙头连接到水龙头套接器上,确保连接紧固,并使用管道扳手进行适当加固。
步骤六:安装水龙头接口管将水龙头接口管插入水龙头底部的接口孔中,确保插入深度适当。
步骤七:固定水龙头根据水龙头型号的要求,使用螺丝刀或扳手固定水龙头。
步骤八:连接进水管在连接进水管之前,需要在水龙头接口管和进水管之间涂抹一层硅胶,以确保连接处密封。
1.将进水管插入水龙头接口管的连接口中。
2.使用管道扳手将进水管和水龙头接口管进行紧固。
步骤九:水龙头测试完成以上步骤后,需要打开进水阀门,测试水龙头的正常运行。
同时,检查水龙头的连接部位是否漏水,如有漏水情况需要进行重新检查和处理。
结论通过按照上述步骤进行操作,您可以成功安装水龙头。
安装水龙头可能需要一些基础的工具和技巧,如果您对自己的技能没有信心,建议咨询专业人士的帮助。
最后,使用水龙头时要注意用水安全,及时维护保养,避免浪费水资源。
水龙头质检作业指导书
水龙头质检作业指导书一、任务描述本文档旨在提供水龙头质检作业的详细指导,包括质检流程、质检标准、质检设备和质检报告的编写要求,以确保水龙头产品的质量符合相关标准和要求。
二、质检流程1. 准备工作:准备质检所需的设备和工具,包括显微镜、测量尺、试验台、质检记录表等。
2. 外观检查:对水龙头的外观进行检查,包括表面光洁度、颜色一致性、零部件的装配质量等。
3. 尺寸测量:使用测量尺和显微镜等工具,对水龙头的关键尺寸进行测量,包括长度、直径、孔径等。
4. 功能测试:对水龙头的开关、旋转、水流控制等功能进行测试,确保其正常运作。
5. 耐久性测试:通过模拟使用,对水龙头进行耐久性测试,包括开关次数、水压测试等。
6. 密封性测试:对水龙头的密封性进行测试,确保其不漏水。
7. 包装检查:对水龙头的包装进行检查,确保包装完好无损。
三、质检标准1. 外观标准:水龙头的表面应光洁平滑,无明显划痕、氧化、变色等缺陷;颜色应一致,无色差。
2. 尺寸标准:水龙头的关键尺寸应符合设计要求,允许的尺寸偏差应在允许范围内。
3. 功能标准:水龙头的开关应灵活、顺畅,旋转角度应符合设计要求;水流控制应准确,无漏水现象。
4. 耐久性标准:水龙头的开关寿命应符合设计要求,经耐久性测试后不应出现异常现象。
5. 密封性标准:水龙头的密封件应具有良好的密封性能,经密封性测试后不应有漏水现象。
6. 包装标准:水龙头的包装应完好无损,能够保护产品不受损。
四、质检设备1. 显微镜:用于观察水龙头的微小缺陷和表面质量。
2. 测量尺:用于测量水龙头的尺寸,确保其符合设计要求。
3. 试验台:用于进行功能测试、耐久性测试和密封性测试。
4. 质检记录表:用于记录质检过程中的数据和结果。
五、质检报告的编写要求1. 报告标题:包括水龙头型号、质检日期和质检结果。
2. 质检流程:总结质检过程中所采取的步骤和方法。
3. 质检标准:列出质检过程中所使用的标准和要求。
4. 质检结果:详细记录每个质检项目的结果,包括合格和不合格项。
水龙头组装流水线操作规程
水龙头组装流水线操作规程水龙头组装流水线操作规程一、概述水龙头组装是一个重要的生产环节,需要保证产品的质量和效率。
为了提高组装效率和减少错误发生的可能性,制定一套操作规程是非常必要的。
本文将详细介绍水龙头组装流水线的操作规程。
二、流水线操作规程1. 操作前准备a. 掌握水龙头的组装流程和要求,并了解相关的质量控制标准。
b. 确认所有组装工具和材料齐全并处于良好状态,包括螺丝刀、扳手、胶水等。
c. 准备好所需的工作区域和个人防护装备,如手套、口罩和安全眼镜等。
d. 对操作人员进行必要的培训和指导,确保其了解操作规程和注意事项。
2. 组装操作流程a. 检查组装材料的完整性和质量,并按照指定的顺序摆放在工作区。
b. 首先,检查零件是否符合质量要求,如有问题将其退回或更换。
c. 将需要组装的零件按照顺序摆放在工作区的组装台上。
d. 根据流程,按照正确的顺序开始组装水龙头,确保每个零件的正确安装和固定。
e. 注意防止组装过程中可能出现的损坏或污染,需特别小心操作。
f. 完成组装后,对组装好的水龙头进行检查,确保其符合质量控制标准。
g. 将通过检查的产品进行包装和标识,准备进入下一个生产环节。
3. 安全措施a. 操作人员在进行组装工作时,必须佩戴个人防护装备,如:手套、口罩和安全眼镜等。
b. 组装过程中,不得在工作区内食用、喝水或吸烟,以防止污染产品。
c. 严禁私自调整或更换生产工具和设备,如有问题应及时上报相关负责人。
d. 在组装台上不得摆放不相关的材料和工具,以免影响操作和造成危险。
e. 严禁操作人员进行恶意破坏或违规行为,如有发现将立即进行处理。
4. 质量控制a. 在组装过程中,对每个零件进行严格的检查,确保其质量符合要求。
b. 检查组装好的产品是否符合质量标准,如有问题需进行修正或重组。
c. 定期对组装流水线进行质量抽检,以确保产品质量的稳定性和一致性。
d. 处理不符合要求的产品,包括返修、退货和报废等,确保不合格品不流入市场。
可以流水的水龙头制作方法
可以流水的水龙头制作方法
制作流水的水龙头的方法如下:
1. 准备材料:水龙头主体、水管、阀门、密封垫片、螺母、螺丝刀等。
2. 将水龙头主体安装在水槽或墙壁上的水管出口处。
确保水龙头与水管紧密连接。
3. 在水龙头主体上安装阀门。
阀门用于控制水流的开关,确保水龙头可以随时开启和关闭。
4. 在水龙头主体和水管之间安装密封垫片。
密封垫片可以防止水流漏出。
5. 使用螺丝刀将螺母固定在水龙头主体上。
螺母可以固定水龙头主体和水管之间的连接。
6. 检查水龙头的安装是否牢固,确保阀门开关灵活可靠,没有漏水现象。
7. 打开水源,测试水龙头的使用效果。
确保水流畅通,没有堵塞或漏水。
以上是制作流水的水龙头的基本方法,具体的步骤和材料可能会根据不同的水龙头类型和品牌有所差异。
在安装过程中,建议参考水龙头的使用说明书或请专业人士进行安装,以确保安全和正常使用。
水龙头安装项目实施方案
水龙头安装项目实施方案一、项目概述水龙头是家庭生活中常见的设施,一般用于厨房和浴室的水龙头安装项目是家装和装修过程中必不可少的一环。
本文档旨在提供水龙头安装项目的实施方案,以确保安装工作的顺利进行。
二、项目准备1. 材料准备:水龙头、阀门、密封胶带、扳手、螺丝刀等工具和配件。
2. 施工人员:具备相关水电安装经验和技能的施工人员。
3. 工作环境:确保施工现场的通风良好,有足够的光线和工作空间。
三、实施步骤1. 施工前准备:关闭主阀门,排干水管内的水,清理安装位置的杂物和污垢。
2. 拆除旧水龙头:使用扳手和螺丝刀将旧水龙头和连接管件拆除,清理连接处的杂物和残留。
3. 安装新水龙头:根据水龙头的安装说明,将新水龙头和连接管件安装到相应位置,使用密封胶带确保连接处不漏水。
4. 调试水龙头:安装完成后,打开主阀门,检查水龙头的通水情况,确保水流畅通,无渗漏现象。
5. 清理施工现场:清理施工现场的杂物和工具,保持环境整洁。
四、安全注意事项1. 施工人员应佩戴好安全防护用具,如手套和护目镜,以防意外伤害发生。
2. 在施工过程中,要注意防止水和电的接触,确保施工现场的安全。
3. 施工结束后,要对工具和材料进行清点,确保无遗漏和损坏。
五、项目验收1. 检查安装的水龙头是否牢固,连接处是否密封,水流是否通畅。
2. 检查施工现场是否清理干净,无残留杂物和污垢。
3. 与业主进行沟通,确认水龙头的安装效果是否符合预期。
六、总结水龙头安装项目实施方案的制定和执行,对于家装和装修来说是至关重要的一环。
通过严格的施工流程和安全注意事项,可以确保水龙头安装工作的顺利进行,为业主提供优质的服务和体验。
以上为水龙头安装项目实施方案,希望能够对相关工作提供帮助,确保施工质量和工程进度。
水龙头安装项目实施方案
水龙头安装项目实施方案一、项目背景随着城市建设的不断发展,人们对居住环境的要求也越来越高。
水龙头作为日常生活中不可或缺的设施,其安装质量直接关系到居民的生活质量。
因此,对于水龙头安装项目的实施方案,需要进行详细的规划和安排,以确保安装工作的顺利进行。
二、项目目标本项目旨在制定水龙头安装的实施方案,确保安装工作的质量和效率,提高居民生活水平,满足居民对水龙头安装的需求。
三、项目内容1. 确定安装地点:根据居民需求和实际情况,确定水龙头安装的具体地点,包括厨房、浴室、洗手间等。
2. 选购合适水龙头:根据安装地点的不同,选择适合的水龙头类型和规格,确保水龙头的质量和使用效果。
3. 安装工具准备:准备好安装所需的工具和材料,包括扳手、螺丝刀、密封胶等,以确保安装过程顺利进行。
4. 安装流程安排:制定详细的安装流程,包括拆除旧水龙头、清洁安装地点、安装新水龙头等,确保每个环节都得到妥善安排。
5. 安装质量检验:安装完成后,进行质量检验,确保水龙头安装牢固、无漏水现象,使用正常。
6. 安装后维护:对安装完成的水龙头进行维护和保养,延长使用寿命,提高使用效果。
四、项目实施方案1. 项目启动:确定项目启动时间和地点,召集相关人员进行项目启动会议,明确项目目标和任务分工。
2. 安装地点确定:根据居民需求和实际情况,确定水龙头安装的具体地点,并与居民进行沟通确认。
3. 水龙头选购:根据安装地点的不同,选购合适的水龙头,并进行质量检验,确保符合安装要求。
4. 安装工具准备:准备好安装所需的工具和材料,确保工具齐全,材料充足。
5. 安装流程安排:制定详细的安装流程,明确每个环节的工作内容和责任人,确保安装工作有条不紊地进行。
6. 安装质量检验:安装完成后,进行质量检验,确保安装质量达标,使用效果良好。
7. 安装后维护:对安装完成的水龙头进行维护和保养,提供相关使用说明和维护建议,确保居民能够正确使用和保养水龙头。
五、项目实施进度安排1. 项目启动时间:确定项目启动时间为XX年XX月XX日。
水龙头质检作业指导书
水龙头质检作业指导书一、引言水龙头是家庭和商业场所常见的水源控制装置,其质量直接关系到用户的用水体验和健康安全。
为确保水龙头的质量,减少用户的用水风险,本作业指导书旨在提供水龙头质检的标准操作流程和要求,以确保水龙头的质量符合相关标准和规定。
二、质检准备1. 工具准备:准备好以下工具:尺子、卡尺、显微镜、酸碱试纸、电子秤、压力计等。
2. 样品准备:从生产线上抽取一定数量的水龙头作为样品,确保样品具有代表性。
3. 环境准备:确保质检操作环境整洁、安全,无杂物干扰。
三、外观质检1. 尺寸测量:使用尺子或者卡尺测量水龙头的长度、宽度、高度等尺寸,确保符合设计要求。
2. 表面处理:检查水龙头的表面处理是否均匀、无划痕、无氧化等问题。
3. 包装完整性:检查水龙头的包装是否完好无损,无破损、变形等问题。
四、功能质检1. 水流量测试:使用电子秤和计时器,测试水龙头的水流量,确保符合标准要求。
2. 水温控制测试:测试水龙头的冷热水切换和水温控制功能,确保切换顺畅、水温稳定。
3. 水压测试:使用压力计测试水龙头的水压,确保符合标准要求。
4. 水密性测试:将水龙头连接到水源,检查是否有漏水现象,确保水密性良好。
五、材料质检1. 材质检查:使用显微镜检查水龙头的材质,确保无明显瑕疵、气孔、裂纹等问题。
2. 酸碱性测试:使用酸碱试纸测试水龙头的酸碱性,确保不会对水质产生污染。
六、安全性质检1. 电器安全性测试:如有电器部件,测试其绝缘性能和电流泄露情况,确保安全可靠。
2. 防腐性测试:测试水龙头的防腐性能,确保能反抗常见化学品的侵蚀。
3. 防烫性测试:测试水龙头的防烫性能,确保用户使用时不会被烫伤。
七、质检记录和报告1. 按照质检流程,记录每一项质检结果,包括合格、不合格等情况。
2. 生成质检报告,详细描述每一项质检结果,包括测试数据、结论和建议。
八、质检结果处理1. 合格品:将合格的水龙头进行包装和标识,准备出货。
2. 不合格品:对不合格的水龙头进行返工或者报废处理,确保不会进入市场。
水龙头质检作业指导书
水龙头质检作业指导书引言概述:水龙头作为日常生活中常见的家居用品,其质量安全问题备受关注。
为了确保水龙头的质量和安全性,制定一份水龙头质检作业指导书是非常必要的。
本文将从五个大点来阐述水龙头质检作业的指导内容,包括材料选择、外观检查、功能测试、耐久性测试和安全性评估。
正文内容:一、材料选择1.1 材料的选择要符合国家相关标准,如水龙头主体材料应符合国家GB/T 18145标准。
1.2 材料的检测要求包括材料成分分析、材料力学性能测试、耐腐蚀性能测试等。
二、外观检查2.1 外观检查要求包括水龙头表面的光洁度、颜色均匀度、无明显划痕等。
2.2 检查水龙头的安装孔尺寸是否符合要求,以确保安装的稳定性。
2.3 检查水龙头的标识是否清晰可见,包括生产厂家、型号、执行标准等。
三、功能测试3.1 水龙头的开关功能测试,包括冷热水切换、水流大小调节等。
3.2 水龙头的防漏功能测试,通过调节水压来测试水龙头的密封性能。
3.3 水龙头的过滤功能测试,检查过滤器是否能有效过滤杂质。
四、耐久性测试4.1 耐久性测试要求进行多次开关测试,以检验水龙头的耐用性。
4.2 耐久性测试还包括耐温性能测试,检查水龙头在高温环境下是否能正常工作。
4.3 耐久性测试还需考虑水龙头的耐腐蚀性能,如耐酸碱性能测试等。
五、安全性评估5.1 安全性评估要考虑水龙头的材料是否符合食品接触材料的相关标准。
5.2 安全性评估还需检查水龙头的水质安全性,如是否含有有害物质等。
5.3 安全性评估还需对水龙头的防烫功能进行测试,以确保使用过程中不会烫伤用户。
总结:通过对水龙头质检作业的指导内容的详细阐述,我们可以确保水龙头的质量和安全性。
在材料选择、外观检查、功能测试、耐久性测试和安全性评估等方面,都需要严格按照相关标准和测试要求进行操作。
只有在质检作业过程中严格把关,才能提供安全可靠的水龙头产品,保障消费者的健康和安全。
水龙头质检作业指导书
水龙头质检作业指导书一、引言水龙头是家庭和公共场所常见的水源装置,其质量直接关系到用户的生活质量和健康。
为了确保水龙头的质量,提高产品的可靠性和安全性,制定本质检作业指导书,对水龙头的质检工作进行规范和指导。
二、质检目的1. 确保水龙头的外观质量符合要求,无明显缺陷。
2. 检测水龙头的功能性能,确保其正常使用。
3. 检测水龙头的材料和配件,确保符合相关标准。
4. 检查水龙头的安装和使用说明是否清晰明确。
三、质检内容和要求1. 外观质量检查- 检查水龙头的表面是否平整光滑,无明显划痕和氧化现象。
- 检查水龙头的喷嘴和开关部分是否完好,无裂纹、变形等缺陷。
- 检查水龙头的外壳和连接部分是否紧密,无松动和漏水现象。
- 检查水龙头的喷嘴和开关部分是否灵活,操作是否顺畅。
2. 功能性能检测- 检测水龙头的开关是否灵敏,是否能正常控制水流的大小和方向。
- 检测水龙头的冷热水控制是否准确,是否能正常切换冷热水。
- 检测水龙头的水压是否稳定,是否存在漏水、滴水等问题。
- 检测水龙头的喷水效果是否均匀,是否存在飞溅现象。
3. 材料和配件检查- 检查水龙头的主体材料是否符合相关标准,如不锈钢、铜等。
- 检查水龙头的密封圈、过滤网等配件是否齐全,是否符合要求。
4. 安装和使用说明检查- 检查水龙头的安装说明书是否清晰明确,是否包含安装步骤和注意事项。
- 检查水龙头的使用说明书是否清晰明确,是否包含使用方法和维护保养要点。
四、质检方法和工具1. 外观质量检查- 目测检查:使用肉眼观察水龙头的外观质量。
- 手摸检查:用手触摸水龙头的表面,感受是否平整光滑。
2. 功能性能检测- 操作检查:根据水龙头的开关和控制方式进行操作,检测其灵敏度和正常工作状态。
- 水流测试:通过连接水源,打开水龙头,观察水流的大小、方向和均匀性。
- 温度测试:通过连接冷热水源,调节水龙头的冷热水控制,测量水温的准确性。
3. 材料和配件检查- 目测检查:使用肉眼观察水龙头的材料和配件是否符合要求。
鸿途水龙头生产线装配流程分析与改善 毕业论文设计
鸿途水龙头生产线装配流程分析与改善摘要本文对鸿途水龙头生产有限公司背景进行调研,通过收集大量的相关数据和文件资料,利用程序分析,工艺流程,ECRS,5W1H相关技术和方法,对鸿途装配线进行分析和改善。
主要解决工序流程不合理问题以达到消除工序不平衡,消除工时浪费,努力实现“一个流”生产,提高生产效率的目标。
通过合理的规划使企业更具有制度合理化,提高生产率,降低企业的成本,更加具有竞争力。
关键词:程序分析;工艺流程;5W1H;ECRSAnalysis and improvement of the production lineassembly processAbstractThe Sunway Group subsidiaries passers-hung faucet production limited production line balance for research, through the collection of relevant data and documents, related technology and methods using the work of research and balance production line, to carry on the analysis and improvement for passers-hung faucet assembly line, and according to the production cycle is designed to balance production line the assembly line. By using the method of study and work measurement is mainly to solve the production process analysis and waste of unnecessary links. Through reasonable planning and make the enterprise more rationalization of the system, improve the productivity, reduce the cost of enterprises, make enterprises more competitive.Keywords:process analysis; process; 5W1H; ECRS摘要 (1)A BSTRACT (2)绪论 (3)1论文研究的理论方法 (7)1.1 工业工程概述 (7)1.2 工作研究的常用的分析技术 (8)1.2.1 工作研究常用的方法 (9)1.2.2 方法研究和时间研究 (10)1.3 程序分析 (11)1.3.1 程序分析的概述 (11)1.3.2 程序分析的目的 (12)1.3.3 程序分析的种类 (13)1.3.4 程序分析的注意事项 (13)1.3.5 程序分析的改革方向 (13)1.36 生产流程改革的重点 (13)2.1 鸿途自来水装配车间概况 (15)2.2 装配作业内容及现状 (16)2.2.1 装配线的基本参数和工作状况 (16)2.2.2 改进前的鸿途装配线工艺流程分析 (19)2.3 装配作业的主要问题分析 (22)3鸿途装配整体流程的改善与评价 (25)3.1 鸿途装配整体流程的改善 (25)3.2 鸿途装配线流程改善后效果评价 (28)结论 (30)参考文献 (31)致谢 (32)一﹑论文研究的背景和意义本文通过对鸿途水龙头公司在生产现场管理中存在的缺陷,对鸿途水龙头公司生产现场管理存在问题进行诊断,并在生产现场管理中导入5W1H管理方法,5W1H管理是企业进一步改善产品质量和提高生产率的一个重要手段和方法,它能让企业摆脱困境、走出低谷。
水龙头生产流水线测试装配工序卡示范(脸盆)
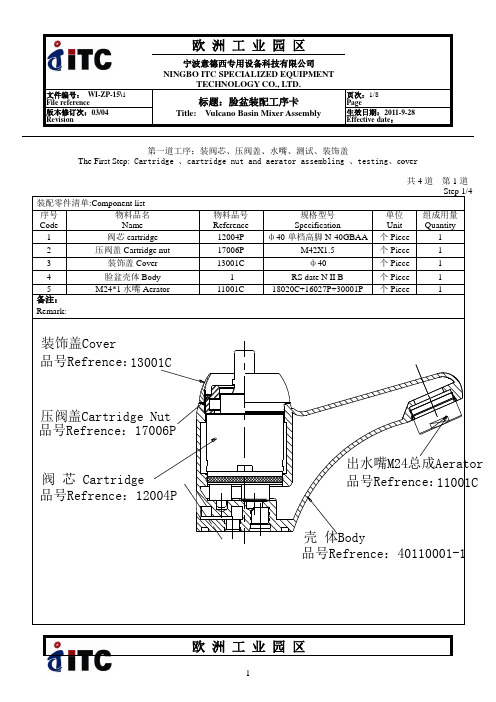
第一道工序:装阀芯、压阀盖、水嘴、测试、装饰盖The First Step: Cartridge 、cartridge nut and aerator assembling 、testing 、cove r共4道 第1道Step 1/4装配零件清单:Component list 序号 Code 物料品名 Name 物料品号 Reference 规格型号 Specification 单位 Unit 组成用量 Quantity 1 阀芯cartridge 12004P ф40-单档高脚N-40GBAA 个Piece 1 2 压阀盖Cartridge nut 17006P M42X1.5 个Piece 1 3 装饰盖Cover 13001C ф40个Piece 1 4 脸盆壳体Body -1 RS date N II B个Piece 1 5M24*1水嘴Aerator11001C18020C+16027P+30001P个Piece1备注: Remark:13001C装饰盖Cover 品号Refrence:品号Refrence:40110001-1壳 体Body品号Refrence:12004P阀 芯 Cartridge品号Refrence:17006P 压阀盖Cartridge Nut 11001C出水嘴M24总成Aerator 品号Refrence:欧 洲 工 业 园 区宁波意德西专用设备科技有限公司NINGBO ITC SPECIALIZED EQUIPMENTTECHNOLOGY CO., LTD.文件编号: WI-ZP-15\1 File reference标题:脸盆装配工序卡Title: Vulcano Basin Mixer Assembly页次:1/8 Page版本修订次:03/04 Revision生效日期:2011-9-28 Effective date :欧 洲 工 业 园 区第一道工序:装阀芯、压阀盖、水嘴、测试、装饰盖The First Step: Cartridge 、cartridge nut and aerator assembling 、testing 、cove r共4道 第1道Step 1/4使用设备: Equipment; 抹油机、压阀盖扭力机、气测机 oil apply machin e 、Torque machin e 、air testing machine 工具及规格 Assembling Equipment: 22扳手、压阀盖扭力机夹具、油脂、测试夹具 22 spanne r 、Torque machin e Fixture 、oil 、Testing machine Fixture工艺参数 Parameter of equipment: 压阀盖扭力11-15N.M 、工作压力4±1bar ;设备输入压力5±1bar ;Cartridge Nut Assembling Torque :11-15Nm 、 Working Pressure :4±1Bar 、Pneumatic Spanner Input Pressure 5±1Bar ;检验频率 Inspection frequency: 1∕1目测 1∕1Visual检验项目 Self-Inspection: 目测壳体是否有电镀缺陷;阀芯是否装到位;Check whether there is scratch, spot or other plating defect. Check whether the cartridge is assembled in the right way. 实施时间: Each production time: 最大产量: Maximum day output : 箱内数量:Quantity per Foam box :12产量∕时: Output/h: 饱和度: Worker saturation : 其余公差:Other tolerance : /安装工夹具: Fixture adjustment time: 15 min 拆卸夹具: Fixture disassemble time : 15 min 设备清理:Equipment clean time : 10min操作过程Operation Process1. 将阀芯的O 形圈放到抹油设备上抹上油脂,将阀芯置入壳体内,阀芯的定位脚与壳体的定位孔一定要 对齐,并将阀芯压到位。
暗藏式水龙头施工方案
暗藏式水龙头施工方案
一、准备工具与材料
在进行暗藏式水龙头安装前,需要准备以下工具与材料:
工具:电钻、螺丝刀、切割机、锤子、水平尺、管钳、扳手、钢丝刷、密封胶、记号笔等。
材料:暗藏式水龙头套装、水管、水管接头、水管固定卡、螺丝、生料带、密封垫等。
二、精准测量与划线
根据设计图纸和现场实际情况,使用水平尺确定墙面上的水龙头安装高度和位置。
使用记号笔在墙面上标出水龙头的中心点以及需要开孔的位置。
三、开孔工作
使用电钻按照标记好的位置进行开孔,注意孔的大小要与水龙头安装底座相匹配。
开孔后,使用钢丝刷清理孔内的灰尘和杂物。
四、铺设水管
根据水龙头安装位置,铺设合适长度的水管,并确保水管走向合理、美观。
使用水管接头连接水管,并在接头处缠绕生料带,防止漏水。
五、安装水龙头
将水龙头安装底座放入墙面孔内,并使用螺丝固定。
将水龙头主体与安装底座连接,并调整水龙头的方向,确保出水口朝向合适。
六、水路改造
根据实际需要,对室内水路进行改造,确保水流能够顺畅到达水龙头。
改造过程中,要注意保护原有水管,避免损坏。
七、埋管与固定
将水管固定卡安装在墙面上,确保水管稳固不晃动。
使用管钳将水管固定在固定卡上,并保持水管平直。
八、安装花洒
根据需要,在合适的位置安装花洒支架。
将花洒与支架连接,并调整花洒的高度和角度,确保使用舒适。
完成以上步骤后,暗藏式水龙头的施工就基本完成了。
最后,要仔细检查水路连接处是否漏水,确保使用安全。
同时,对施工现场进行清理,保持整洁。
水管测漏施工方案
水管测漏施工方案引言水管漏水是家庭和工业领域常见的问题之一。
及早发现和解决水管漏水问题可以避免不必要的损失和浪费。
本文档将介绍一种水管测漏的施工方案,以帮助您迅速准确地找到水管漏水点并进行修复。
施工步骤1. 准备工作在进行水管漏水施工之前,需要做一些准备工作。
首先,确认漏水位置和范围。
然后,准备以下工具和材料:•水表•漏水检测器(例如声音探测器、红外热成像仪等)•铁锤•扳手•弯头、弯管、水管接头等备用零件2. 断水在进行水管漏水检测和修复之前,务必先关闭水源以停止水流。
根据不同的水管系统,关闭水源的方法可能有所不同。
一般来说,可以通过关闭主要水阀门或特定区域的阀门来实现。
3. 检测漏水位置使用漏水检测器仔细检查水管系统是否有漏水的迹象。
通过仔细听声音、观察潮湿痕迹或使用红外热成像仪等工具,可以快速定位漏水点。
在定位漏水点时,可以从最可能发生漏水的区域开始。
4. 清洁并标记漏水点在确认漏水位置后,将漏水点周围的区域清洁干净,以便更好地进行修复工作。
然后,使用标记工具(如笔或油漆)将漏水点标记出来,以便后续的修复工作。
5. 拆解和修复根据漏水点的位置和具体情况,拆卸相应的水管部分,将损坏的部分修复或更换。
在拆解和修复水管时,确保按照正确的顺序和方法进行操作,以避免进一步损坏或漏水。
6. 安装备用零件如果发现水管某个部分需要更换,则使用备用零件进行替换。
确保选择合适的零件规格和型号,并正确安装在水管中。
7. 进行测试和检查修复水管后,打开水源进行测试。
仔细观察修复部位是否有漏水迹象,并保持观察一段时间,确保修复有效并没有其他漏水点。
8. 清理和恢复在确保水管修复有效后,清理工作现场并恢复原状。
确保将使用过的工具和废弃物妥善处理。
安全注意事项•在进行水管施工时,务必戴上合适的个人防护装备,如手套和护目镜,以确保安全。
•施工期间,注意防止水源再次打开,避免水压过大造成伤害。
•使用工具时,务必小心谨慎,避免造成意外伤害。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
水龙头装配测试流水线技术方案方案一、U形装配测试流水线一、生产效率组合式U形装配测试流水线基本产能表序号 产品名称 基本产能/组 工作时间/H 备注1 面盆类 1000套/组 8小时 每组4人2 淋浴类 900套/组 8小时 每组4人3 浴缸类 650套/组 8小时 每组4人4 菜盆类 750套/组 8小时 每组4人5 妇洗类 900套/组 8小时 每组4人注:数据来自成熟企业二、几种水龙头装配工艺实例特别说明:每条U 形线由4人组成,2男2女进行操作, 各公司根据实际情况所变动,此工艺仅供参考。
工位面盆菜盆浴缸淋浴11.阀芯涂油(高脚阀芯)-使用 抹油机2.装阀芯、压阀盖-旋螺机3.气密性测试-使用气测机4.装装饰盖1.阀芯涂油(高脚阀芯)-使用 抹油机2.装阀芯、压阀盖-旋螺机 3.装耐磨圈、装密封圈 4.装S 型管、耐磨圈、壳体底圈1.装倒螺、螺母套-使用倒螺机2.阀芯涂油(高脚阀芯)-使用 抹油机3.装阀芯、压阀盖-使用旋螺机 4.装分水器总成1.装倒螺、螺母套-使用倒螺机2.阀芯涂油(高脚阀芯)-使用 抹油机3.装阀芯、压阀盖-使用旋螺机 4.装花洒接头2 1. 装手柄、螺钉 2. 装标示盖 3. 装提拉塞 4. 装水嘴1. 气密性测试-使用气测机 2. 装装饰盖 3. 装手柄、螺钉 4. 装标示盖1. 气密性测试-使用气测机 2. 装水嘴 3. 装分水器帽 4. 装装饰盖 5. 装手柄、螺钉 6. 装表示盖1. 气密性测试-使用气测机 2. 装装饰盖 3. 装手柄、螺钉 4. 装表示盖3 1. 手柄灵活性检查 2. 打蜡 3. 检验4. 纸包后放入气泡袋1. 手柄灵活性检验 2. 打蜡 3. 检验4. 纸包后放入气泡袋1. 手柄灵活性检验 2. 打蜡-上光夹具 3. 检验4. 纸包后放入气泡袋1.手柄灵活性检验 2.打蜡-上光夹具 3.检验4.纸包后放入气泡袋41.折包装盒 2.装衬板 配件包 3.装成品 4.贴标签5.装纸箱 封胶带 贴标签、装托板1.折包装盒 2.装衬板 配件包 3.装成品 4.贴标签5.装纸箱 封胶带 贴标签、装托板1.折包装盒 2.装衬板 配件包 3.装成品 4.贴标签5.装纸箱 封胶带 贴标签、装托板1.折包装盒 2.装衬板 配件包 3.装成品 4.贴标签5.装纸箱 封胶带 贴标签、装托板三、设备技术参数:使用条件Using Condition 参 数供电电压Power supply voltage 220V交流AC 设备功率Equipment power 150W 压缩空气源Compressed air supply ≥0.7Mpa最大压紧力Max compaction power 600N(750N可选) 辅助压力Supplementary pressure 480N 测试气体压力Pressure for testing air 0.2MPa~0.6Mpa 单通道测试时间Single channel test time 3-10s 测试精度Text precision 1mbar标准测试通道Standard test channel number 3+3四.U型装配线方案1.方案2.案例照片:注:U型装配线设备可以任意组合,我司会根据需求提供最优方案。
五、 设备主要配件序号 配件名称 产地1 压力保压分析数据识别系 美国2 压力数据传送识别系统 意大利3 传送信号屏蔽系统 德国5 压力变送器 瑞士6 旋螺枪 德国7 导螺马达 德国8 电磁阀 日本9 PLC 西门子 德国10 旋转手柄马达 台湾11 西门子触摸屏 德国12 端子(魏德米勒) 德国13 按钮(施耐德) 法国14 继电器(欧姆龙) 日本六、设备价格设备名称 规格型号 单位优惠单价 数量 优惠含税合价 备 注 双工位气密性测试机 ITC-SQC2-3 台 1倒螺旋螺一体机 ITC-DXL 台 1抹油机 ITC-MY-1 台 1组装台AB 台 2标准配置价格 物料架ABC 台 3检验台 台 1感应包装台 台 1包装台 台 1不合格品暂放台 台 1优惠含税总价 (大写): (小写):¥打包购买优惠价 (大写): (小写):¥报 价 内 容 须 知交货时间 合同签订后25日发货运输及运费 我公司负责免费送至贵公司工厂操作培训 培训免费售后服务期限 十二个月方案二、直线装配测试流水线一、生产效率直线装配测试流水线基本产能表序号 产品名称 基本产能/组 工作时间/H 备注1 面盆类 1000套/组 8小时 每组4人2 淋浴类 750套/组 8小时 每组4人3 浴缸类 550套/组 8小时 每组4人4 菜盆类 680套/组 8小时 每组4人5 妇洗类 830套/组 8小时 每组4人注:数据来自成熟企业二、几种水龙头装配工艺实例特别说明:可以两条线对称放置,节省场地,每条流水线由4人组成,2男2女进行操作, 各公司根据实际情况所变动,此工艺仅供参考。
三、设备技术参数:工位面盆菜盆浴缸淋浴11.阀芯涂油(高脚阀芯)-使用 抹油机2.装阀芯、压阀盖-旋螺机3.气密性测试-使用气测机4.装装饰盖1.阀芯涂油(高脚阀芯)-使用 抹油机2.装阀芯、压阀盖-旋螺机 3.装耐磨圈、装密封圈 4.装S 型管、耐磨圈、壳体底圈1.装倒螺、螺母套-使用倒螺机2.阀芯涂油(高脚阀芯)-使用 抹油机3.装阀芯、压阀盖-使用旋螺机 4.装分水器总成1.装倒螺、螺母套-使用倒螺机2.阀芯涂油(高脚阀芯)-使用 抹油机3.装阀芯、压阀盖-使用旋螺机 4.装花洒接头2 5. 装手柄、螺钉 6. 装标示盖 7. 装提拉塞 8. 装水嘴5. 气密性测试-使用气测机 6. 装装饰盖 7. 装手柄、螺钉 8. 装标示盖7. 气密性测试-使用气测机 8. 装水嘴 9. 装分水器帽 10. 装装饰盖 11. 装手柄、螺钉 12. 装表示盖5. 气密性测试-使用气测机 6. 装装饰盖 7. 装手柄、螺钉 8. 装表示盖3 5. 手柄灵活性检查 6. 打蜡 7. 检验8. 纸包后放入气泡袋5. 手柄灵活性检验 6. 打蜡 7. 检验8. 纸包后放入气泡袋5. 手柄灵活性检验 6. 打蜡-上光夹具 7. 检验8. 纸包后放入气泡袋1.手柄灵活性检验 2.打蜡-上光夹具 3.检验4.纸包后放入气泡袋41.折包装盒 2.装衬板 配件包 3.装成品 4.贴标签5.装纸箱 封胶带 贴标签、装托板1.折包装盒 2.装衬板 配件包 3.装成品 4.贴标签5.装纸箱 封胶带 贴标签、装托板1.折包装盒 2.装衬板 配件包 3.装成品 4.贴标签5.装纸箱 封胶带 贴标签、装托板1.折包装盒 2.装衬板 配件包 3.装成品 4.贴标签5.装纸箱 封胶带 贴标签、装托板使用条件Using Condition 参 数供电电压Power supply voltage 220V交流AC设备功率Equipment power 150W压缩空气源Compressed air supply ≥0.7Mpa最大压紧力Max compaction power 600N(750N可选)辅助压力Supplementary pressure 480N 测试气体压力Pressure for testing air 0.2MPa~0.6Mpa单通道测试时间Single channel test time 3-10s测试精度Text precision 1mbar标准测试通道Standard test channel number 3+3四.直线装配测试流水线设备1.ITC‐XL全自动旋螺机主要用于卫浴龙头阀芯压盖的装配。
夹紧工件后按动机械阀,压头下压、旋紧、压头提升整个过程可一次完成,更换压头可以适用于不同规格阀芯压盖的装配。
设备装配扭力大小可任意调节、均衡稳定、操作简单工作压力Work pressure 0.4‐0.7Mpa扭力Torsion 5‐25N.m转速Revolve speed 400r/min工作高度Work height 140mm‐350mm工作台面积Work table area 180mm×160mm2. ITC‐DL全自动倒螺机主要用于卫浴龙头倒螺的装配。
设备通用性强,只需要换内六角工作头即可适用于不同尺寸的倒螺装配;具有正反转功能,可对倒螺进行快速的装配及拆卸;输出扭力大小可任意调节,均衡稳定。
工作压力Work pressure0.3‐0.8Mpa扭力Torsion 10‐60N/m 转速Renolve speed550r/min适用于各种倒螺件的装配It is suitable for assembly of various kinds of counter ‐nut3. ITC ‐SQC2‐3高精密气密性测试机主要用于卫浴产品、仪表产品、汽摩配等封闭型产品的密封性测试。
采用德国SIMENPLC 、德国气动元件Festo 、美国数据传送系统AEROSPACE 、意大利数据识别系统BOHOM ,对工件的内部互通及内外泄露严格判断,同时可实现半自动、全自动装夹及检测。
触摸屏操作面板、检测结果定量显示、自动判断,易懂,易操作。
检测条件的设定数域宽,夹具更换快、适合多系列、多品种龙头成品的检测。
设备符合CE 标准及环保要求。
型号model供电电压Power supply voltage设备功率Equipment power压缩空气源Compressed air supply压紧力compaction power测试气体压力Pressure for testingair 单通道测试时间Single channel test time 测试精度Text precision标准测试通道Standard test channel number ITC ‐SQC2‐3220V 交流AC150W0.8Mpa600N(750N 可选)0.4Mpa ‐ 0.8Mpa1‐10s1mbar (3/5)*24. 8米双皮带流水线备注:工作台客户自制。
该方案为双皮带线,两组设备共用一条双皮带线。
五、 设备主要配件序号配件名称产地1 压力保压分析数据识别系 美国2 压力数据传送识别系统 意大利3 传送信号屏蔽系统 德国 5 压力变送器 瑞士 6 旋螺枪 德国 7 导螺马达 德国 8 电磁阀 日本 9 PLC 西门子 德国 10 旋转手柄马达 台湾 11 西门子触摸屏 德国 12 端子(魏德米勒) 德国 13 按钮(施耐德) 法国 14 继电器(欧姆龙) 日本六、设备价格设备名称规格型号单位优惠单价数量 优惠含税合价备 注双工位气密性测试机ITC-SQC2-3 台 1 标准配置价格倒螺机 ITC-DL 台 1 旋螺机 ITC-XL 台 1 抹油机 ITC-MY 台 1 双皮带线条1优惠含税总价 (大写): (小写):¥打包购买优惠价 (大写): (小写):¥报 价 内 容 须 知交货时间 合同签订后25日发货 运输及运费 我公司负责免费送至贵公司工厂 操作培训 培训免费售后服务期限 十二个月。