热轧2
本钢热轧2300mm机组卷取区上下夹送辊磨光器的应用

( 钢热 连轧 厂 ,辽 宁 本 溪 17 0 ) 本 10 0
摘 要 介绍 了 热 轧 机 组 夹送 辊 装 置 上下 辊 磨 光 器 应 用 技 术 的 发 展 及 其 在 本 钢 23 0 i 组 上 的 应 用 。本 钢 根 0 mn机
据 磨 光器 投人 使 用 以后 的实 际情 况 , 设 备 的控 制 参 数 、 制 方 式 进行 优 化 和 调 整 , 效 地 改 善 了 磨 光 器 的实 际 应 对 控 有
第 3期
总 第 1 3期 9
6 月
冶 金 丛 刊
M ETALLURGI CAL COLLECTI ONS
Su .1 m 93
N o. 3
2 0 1 年 l
J n 20 l ue l
本 钢 热 轧 23 0 m 机 组 卷 取 区 0 m 上 下 夹 送 辊磨 光器 的应 用
立 设定 张力 并实 现 卷取 。夹 送 辊装 置 的上 夹送 辊辊
碳 素结 构 钢 、 质 碳 素结 构 钢 、 合 金 结 构 钢 、 线 优 低 管 钢 、 船用 钢 、 造 焊接 气瓶用 钢 、 高耐候 结 构钢 、 车大 汽 梁 用钢 、 相钢 和 多 相 钢 等钢 种 。 为满 足 所 轧 制 板 双 材 的 品种 多样性 、 附加 值 的工 艺要 求 , 高 采用 了大量 先 进技 术 工艺设 备 。 中夹送 辊表 面磨光 器 的采 用 , 其
p a tc i a in a e sn oih r h o to r me es a d c n r lm a e so q i m e t r p r c ie st t f ru i g p ls e ,t e c n r lpaa tr n o to nn r fe u p n swe eo ・ u o t
本钢热轧2300mm机组活套控制分析

传感器 、 两个 电磁阀 、 两个伺服阀、两个压力传 感器构成控制机构。活套角度 的变化是通过液压
缸 的行程改变来控制的,如图1 。
设计了小套控制过程, 也就是把活套的落套过程分
2 活套 的控 制功能 、
活套的控制过程大致可以分为三个阶段 , 即 活套起套控制 、 活套稳定阶段 的控制 、 活套 的落
US e.
Ke y wo r d s :t e n s i o n c o n r t o l ;f or c e c o n t r ol ;s p e e d c o mp e n s a t i o n
精轧机组是整个热连轧生产过程的核心 , 对 最终热轧成品质量起着决定性 的作用 。 精轧张力
制为止 。轧件 在此 阶段有 以下特点 :轧件在 咬人 阶段 ,轧机受 到轧件 冲击力的作用会产生动态速 降 ,动态速降会导致带钢产生一定 的套 。活套起 套控制要求具有快速性和软接触带钢特性。
撞击带钢 ,实现了活套升套与带钢的软接触。
活套从抬起到张力控制的时序有3 种 ,满足其 中任意一种条件就能切换到张力控制。 这三种分别
YANG Li u q i n g
( Ho t R o l l i n g P l a n t ,B X S T E E L,B e n x i L i a o n i n g 1 1 7 0 2 1 )
Ab s t r a c t :I n t r o d u c e d t h e l o o p e r c o n ro t l o f BX S T EE L 2 3 0 0 mm HS M ,t h e ma s s l f o w c o n t r o l i s t h e ma i n f u n c t i o n f o r l o o p e r , na a l y z e d t h e l o o p e r h e i g h t c o n t r o l p r i n c i p l e nd a t h e l op e r c o n v e n t i o n a l c o n ro t o n d a i l y
热轧带钢技术论文(2)

热轧带钢技术论文(2)热轧带钢技术论文篇二热轧带钢轧后控制冷却技术的发展及比较摘要:本文对国内外热轧带钢轧后控制冷却技术从20世纪20年代到现在的发展做了介绍,同时对不同控制冷却方式进行了比较。
关键词:热轧带钢,控制冷却,喷水冷却,层流冷却,水幕冷却,超快速冷却UFC。
控制轧制和控制冷却技术已发展成为现代轧钢技术的一项重要工艺。
近年来,随着市场对热轧带钢的需求量增大,对钢材的质量要求也越来越高,不仅要求有很好的表面质量,对钢材的组织力学性能更是提出了更高的要求。
热轧带钢卷取温度的控制是整个热轧生产成品的最后一个环节,为了获得所需要的微观组织形态和力学性能,要求实现快速有效的轧后冷却,使得钢材冷却过程中的温度控制要求更严格。
轧后冷却是控制热轧带钢最终机械性能和板形质量的一个关键环节,这已成为全世界业内研究人员的共识。
控制冷却技术是从对控制冷却工艺及有关理论的系统研究、控制冷却系统、控制冷却装置三方面逐步发展起来的。
1.国内外轧后控制冷却的发展90年代,欧美各国也相继在现有设备改造、新技术的引进、全面生产跟踪、管理系统自动化等诸多方面做了大量的工作。
苏联伊里奇-日丹诺夫1700mm热带钢轧机层流冷却装置,采用了一种新型的“管套管”喷嘴,内管输送压缩空气,外管送水,形成细雾化的水汽混合物喷柱,实现了在线水-空冷却。
在供水量不变的条件下,解决了厚度5-10mm带钢冷却不足问题。
日本钢厂针对冷却设备存在的问题再次进行改造,使卷取温度的精度大幅度提高。
截止1994年,对于厚度2.4mm,卷取温度550℃的普碳钢,99%的热轧带钢卷取温度可控制在士20℃以内。
日本水岛厂热带钢轧机冷却设备进行了一系列改造,流量控制阀采用了响应时间仅为0.5秒,使用寿命超过75万次后仍不漏水的活塞阀,设计出I/D=28(过去为20)的新喷嘴,确定喷嘴最佳安装高度,从而提高了冷却能力,提高了冷却精度,尽管末架精轧机出口温度有波动,卷取温度仍控制在10℃目标范围内。
热轧卷板常识与国内外牌号对照
热轧卷板常识与国内外牌号对照热轧卷板是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。
从精轧最后一架轧机出来的热钢带通过层流冷却至设定温度,由卷取机卷成钢带卷,冷却后的钢带卷,根据用户的不同需求,经过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)加工而成为钢板、平整卷及纵切钢带产品。
由于热连轧钢板产品具有强度高,韧性好,易于加工成型及良好的可焊接性等优良性能,因而北广泛应用于船舶、汽车、桥梁、建筑、机械、压力容器等制造行业。
随着热轧尺寸精度、板形、表面质量等控制新技术的日益成熟以及新产品的不断问世,热连轧钢板、带产品得到了越来越广泛的应用并在市场上具有越来越强的竞争力。
产品分类:热连轧钢板产品包括钢带(卷)及有其剪切而成的钢板。
而钢带(卷)可以分为直发卷及精整卷(分卷、平整卷及纵切卷)。
主要产品:热连轧按其材质、性能的不同可分为:普通碳素结构钢、低合金钢、合金钢。
按其用途的不同可分为:冷成型用钢、结构钢、汽车结构钢、耐腐蚀结构用钢、机械结构用钢、焊接气瓶及压力容器用钢、管线用钢等。
一般说明:热连轧钢板产品,钢种规格品种繁多,用途广泛,从一般的工程结构至汽车、桥梁、船舶、锅炉压力容器等制造,都得到大量使用。
各种不同用途,对钢板的材质性能、表面质量及尺寸、外形精度等要求也各不相同,因此,必须对热轧钢板产品的品种、材质、特性及其用途有所了解,才能做到经济、合理利用。
热轧系列产品介绍:热轧产品规格性能:一、各类钢板、卷重1、珠钢卷:;15T左右2、鞍钢:1700机组Q195(1250)17T左右(1050)12T左右Q235(1250)20T左右(1050)12T左右1780机组25T左右出帮平板 3.0以下4T左右3、4、5、6 5-9T3、梅钢:1000-1050 13T左右1150-1250 17T左右4、太钢:15-17T5、本钢:1000-1250 16-18T1500 24-25T6、邯钢:1250 14-15T1500 13-14T,20-22T,29-30T三种7、包钢:14-15T8、宝钢:9000-1000 17-19T1050-1250 25T左右1350-1500 30-34T出厂平板 3.0以下2-5T3、4、5、6 8T左右9、俄罗斯:SPHC 18T左右(切钢)SAE1006 左右(切钢)08YU 左右(玛钢)SPHC 左右(新钢)乌克兰08KP 8T左右日本15T左右二、各钢厂材质(常用):珠钢:ZJ330B ZJ400A ZJ400B ZJ400A鞍钢:1700机组Q195 Q235B1780机组SPHC SS400太钢:Q195 Q215 Q235A邯钢:SS400 SPHC SS330 SS490 SPHD本刚:SS400 Q235A SPHC Q195梅钢:SS400 Q235A SPHC Q195 Q215包钢:Q235A Q235B宝刚:SPHC SS400 SPHT2 STW22 SPHDSS490 SPHE乌克兰:08KP俄罗斯:08YU SAE1006 SPHC SS400日本:SPHC三、性能比较:SPHC,Q195,SAE1006,08YU,含碳量均为6个左右属于冷成型用钢,适用于制造冷型加工的零件。
钢筋代号及型号
HPB235 (Hot Rolled Plain Steel Bar),热轧光面钢筋,也叫Q235 HRB335 (Hot Rolled Ribbed Steel Bar ),热轧带肋钢筋,也叫20MnSiHRB400 (Hot Rolled Ribbed Steel Bar ),热轧带肋钢筋RRB400 (Remained heat treatment Ribbed Steel Bar ),余热处理钢筋HPB235级:质量稳定,塑性好易成型,但屈服强度较低,不宜用于结构中的受力钢筋;HRB335级:带肋钢筋,有利于与混凝土之间的粘结,强度和塑性均较好,是目前主要应用的钢筋品种之一;HRB400级:带肋钢筋,有利于与混凝土之间的粘结,强度和塑性均较好,是今后主要应用的钢筋品种之一;RRB400级:是HRB335钢筋热轧后快速冷却,利用钢筋内温度自行回火而成,淬火钢筋强度提高,但塑性降低,余热处理后塑性有所改善。
生产条件限制,目前产量有限。
钢筋按加工方法不同可分为热轧、冷拉、冷轧、热处理H代表热轧,P代表光圆,B表示钢筋,R表示带肋,RRB中第一个R表示余热处理。
热轧钢筋级别,一级~四级强度越高,塑性越差,一级,即HPB235,多为盘圆,二级~四级分别是HRB335,HRB400,HRB540,都为直条。
热处理钢筋是将四级热轧钢筋经过加热、淬火、回火等调质处理后得到的钢筋,强度比四级钢筋高很多,塑性却降低不多,用于大型预应力混凝土构件。
至于钢筋价格一直随市场波动,而且现在钢筋也作为期货挂牌交易了。
现在的二级钢筋3900元每吨,一级比他贵100元,余热处理钢筋比二级钢筋贵1000多元,现在建筑市场逐渐回暖,钢筋价格当上扬。
非国家特殊工程都用一级二级和部分预应力冷拔丝钢筋,对于我们搞工程的大多数人来说,RRB基本存在于书本中。
现浇钢筋混凝土板设计为HPB235@150,现场采购钢筋为HRB335,请问按等强度代换,应如何计算?谢谢了!答:N*210=M*310N为设计根数。
2250mm热轧生产线工艺流程

2250mm热轧生产线工艺流程引言:2250mm热轧生产线是一种重要的钢铁加工设备,它能将热态钢坯通过一系列的工艺流程,加工成符合要求的板材或型材。
本文将详细介绍2250mm热轧生产线的工艺流程,以及每个工艺环节的作用和特点。
一、原料准备在2250mm热轧生产线中,首先需要准备热态钢坯作为原料。
热态钢坯是通过炼钢厂的连铸机连铸成型,具有一定的温度和形状。
这些热态钢坯需要经过除鳞、切割和摆放等工序,以便后续的加工处理。
二、加热和预处理经过原料准备后,热态钢坯需要在加热炉中进行加热。
加热的目的是提高钢坯的温度,使其达到适合轧制的温度范围。
在加热过程中,还可以通过控制加热温度和加热时间,来调整钢坯的组织和性能。
三、轧制工序1. 粗轧:加热后的钢坯进入粗轧机组,经过一系列的轧制辊道,将钢坯轧制成一定的厚度。
粗轧的目的是将钢坯的截面尺寸和形状进行初步调整,同时提高钢材的均匀性和机械性能。
2. 中轧:粗轧后的钢坯进入中轧机组,经过进一步的轧制,将钢坯的厚度进一步减小,同时调整钢材的宽度和长度。
中轧的目的是进一步提高钢材的尺寸精度和表面质量。
3. 精轧:中轧后的钢坯进入精轧机组,经过精密的轧制辊道,将钢坯的厚度进一步减小,达到最终的板材厚度要求。
精轧的目的是提高钢材的尺寸精度、表面质量和机械性能。
四、冷却和除鳞精轧后的板材还会有一定的温度,需要通过冷却设备进行快速冷却,以使板材达到设定的温度范围。
冷却过程中,还会产生一层氧化皮,需要通过除鳞设备进行除去,以保证板材表面的光洁度和质量。
五、切割和整平冷却和除鳞后的板材需要根据客户的需求进行切割和整平。
切割可以按照长度要求将板材切割成不同的尺寸,而整平则是通过辊道设备对板材进行拉伸和压平,使其达到平整度和尺寸精度的要求。
六、检测和质检经过切割和整平后的板材会经过一系列的检测设备,对板材的尺寸、表面质量和机械性能进行检测。
同时,还会进行质检,对产品的质量进行抽检,以确保产品符合标准和客户的要求。
热轧和正火钢的比较

热轧钢PK 正火钢1 热轧和正火钢的成分和性能1)热轧钢强化机理:固溶强化,屈服强度:294~392MPa级,合金系:C-Mn或Mn-Si系,主合金化元素:Mn、Mn-Si,辅合金化元素:V、Nb,达到细化晶粒和沉淀强化的作用使用状态:热轧状态典型钢种:16Mn,组织:细晶铁素体+珠光体一般成分范围:C≤0.2%,Si≤0.55%,Mn≤1.5%,在这个范围内,强度韧性都很好,焊接性也好,但如果C>0.3%,Si>0.6%,Mn>1.6%,焊接性就要大大变差(2)正火钢它的强化途径是:固溶强化+弥散相强化,它是在热轧钢的基础上加上V、Ti、Nb通过形成弥散相来进一步提高强度,所以它的屈服强度要比热轧钢的高。
它的特点是便宜,综合机械性能好。
强化机理:固溶强化+沉淀强化或细晶强化,屈服强度:为343~490MPa,合金系:C-Mn或Mn-Si ( V、Nb、Ti、Mo )系,主合金化元素:Mn、Mn-Si,辅合金化元素:V、Nb、Ti、Mo (碳化物、氮化物元素),热处理状态:正火,使合金元素以细小的化合物质点从固溶体中充分析出,并同时细化晶粒,提高强度的同时改善塑性、韧性、达到最佳的综合性能典型钢种:15MnVN。
1.正火状态下使用钢除15MnTi外,主要是V、Nb钢。
15MnV、15MnVN。
2正火+回火状态使用的含Mo钢18MnMo Nb,3微合金化控轧钢采用微合金化(加入微量Nb、V、Ti ) 和控制轧制技术达到细化晶粒和沉淀强化相结合的效果,同时从冶炼工艺上采取了降C降S,改变夹杂物形态,提高钢的纯度等措施,使钢具有均匀的细晶粒等轴铁素体基体。
X70除加微量Nb、V、Ti 外,还加入Ni、Cr、Cu、Mo。
2焊接性能的分析2.1 对热裂纹的敏感性1)含碳量都较低而含锰量都较高,所以它们的M n/S比都能达到防止发生热裂纹的要求,具有较好的抗热裂性能。
gbt 1499.2-2018钢筋混凝土用钢第2部分热轧带肋钢筋

4、牌号
4.1、钢筋按屈服强度特征值分为400、500、600级。 4.2、钢筋牌号的构成及含义:
类别 牌号 HRB400 牌号构成 由HRB+屈服强度 特征值构成 英文字母含义 HRB-热轧带肋钢筋的 英文缩写 E-地震的英文首位字母
普通 热轧钢筋
HRB500
HRB600 HRB400E HRB500E HRBF400
广州市宏阳工程检测有限公司
7.7、连接性能 钢筋的焊接、机械连接工艺及接头的质量检验与验收应符合JGJ 18 、JGJ107等 相关标准规定 HRBF500、HRBF500E的焊接工艺应经过试验确定。 HRB600钢筋推荐采用机械连接的方式进行连接(修订)。 7.9、金相组织 钢筋的金相组织应主要是铁素体加珠光体,基圆上不应出现回火马氏体组织。 钢筋宏观金相、截面维氏硬度、微观组织应符合附录B的规定。如供方能保证可 不做检验(修订)。 7.10、钢筋应无有害的表面缺陷。
广州市宏阳工程检测有限公司
7、技术要求
7.1、冶炼方法 钢应采用转炉或电弧炉冶炼,必要时可采用炉外精练 (修订)。 7.3、交货型式 钢筋通常按直条交货,直径不大于16mm的钢筋也可按 盘卷交货(修订)。 7.4.1、钢筋的下屈服强度ReL、抗拉强度Rm、断后伸长率A 、最大力总伸长率Agt等力学性能特征值应符合下表规定, 表中所列各力学性能特征值,除R°eL/ReL可作为交货检验的 最大保证值外,其他力学特征值可作为交货检验的最小保 证值(修订)。
6.4、长度及允许偏差 6.4.1、钢筋通常按定尺长度交货,具体交货长度应在合同中 注明。 6.4.2、钢筋按定尺长度交货时其长度允许偏差为0 ~50mm( 修订)。 6.5、直条钢筋的弯曲度应不影响使用,每米的弯曲度不大于 4mm,总弯曲度不大于钢筋总长度的0.4%(修订)。 6.6、公称直径6 ~12mm规格产品的实际重量与理论重量的 允许偏差由原来±7%调整为±6%(修订),14 ~ 20mm规格产品的实际重量与理论重量的允许偏差不做调 整,还是±5%,22 ~ 50mm规格产品的实际重量与理论 重量的允许偏差还是±4% 。
热轧和冷轧的定义

热轧和冷轧的定义热轧和冷轧的定义热轧和冷轧是金属材料加工中最常见的两种方法。
它们分别适用于不同类型的金属材料,具有不同的特点和优缺点。
本文将对热轧和冷轧进行详细介绍。
一、热轧的定义热轧是指将金属材料加热至高温状态,然后通过压力作用使其在高温下形变,从而改变其形状、尺寸和组织结构的过程。
通常情况下,热轧适用于低碳钢、合金钢、不锈钢等金属材料。
二、冷轧的定义冷轧是指在室温下对金属材料进行加工,通过压力作用使其在室温下形变,从而改变其形状、尺寸和组织结构的过程。
通常情况下,冷轧适用于铝合金、铜合金等软性金属材料。
三、热轧与冷轧的区别1. 加工温度:热轧需要将金属材料加热至高温状态,而冷轧则在室温下进行。
2. 加工方式:热轧是通过压力作用使金属材料在高温下形变,而冷轧则是在室温下进行。
3. 适用材料:热轧适用于低碳钢、合金钢、不锈钢等金属材料,而冷轧适用于铝合金、铜合金等软性金属材料。
4. 加工效果:热轧加工后的产品表面比较粗糙,需要进行后续的修整和抛光处理。
而冷轧加工后的产品表面比较光滑,不需要进行后续处理。
5. 加工难度:由于热轧需要将金属材料加热至高温状态,因此需要具备一定的技术和设备条件。
而冷轧则相对简单,只需要一些基本的设备和技术即可进行。
四、热轧与冷轧的优缺点1. 热轧的优点:(1)能够改善金属材料的物理性能和化学性质;(2)能够提高生产效率;(3)能够降低生产成本。
2. 热轧的缺点:(1)表面粗糙,需要进行后续处理;(2)易产生变形和裂纹等缺陷。
3. 冷轧的优点:(1)表面光滑,不需要进行后续处理;(2)能够保持金属材料的原始性能;(3)易于控制加工尺寸和形状。
4. 冷轧的缺点:(1)生产效率低;(2)加工难度大。
五、结论热轧和冷轧是金属材料加工中最常见的两种方法。
它们分别适用于不同类型的金属材料,具有不同的特点和优缺点。
选择何种方法取决于所需产品的性质和使用条件。
钢筋混凝土用钢第2部分热轧带肋钢筋

钢筋混凝土用钢第2部分热轧带肋钢筋《钢筋混凝土用钢第2部分:热轧带肋钢筋》GBT 1499.2-20183术语和定义下列术语和定义适用于本文件。
3.1普通热轧钢筋hot rolled bars按热轧状态交货的钢筋。
3.2细晶粒热轧钢筋hot rolled bars of fine grains在热轧过程中,通过控轧和控冷工艺形成的细晶粒钢筋,其晶粒度为9级或更细。
3.3带肋钢筋ribbed bars横截面通常为圆形,且表面带肋的混凝土结构用钢材。
3.4纵肋longitudinal rib平行于钢筋轴线的均匀连续肋。
3.5横肋transverse rib与钢筋轴线不平行的其他肋。
3.6月牙肋钢筋crescent ribbed bars横肋的纵截面呈月牙形,且与纵肋不相交的钢筋。
3.7公称直径nominal diameter与钢筋的公称横截面积相等的圆的直径。
3.8相对肋面积specific projected rib area横肋在与钢筋轴线垂直平面上的投影面积与钢筋公称周长和横肋间距的乘积之比。
3.9肋高rib height测量从肋的最高点到芯部表面垂直于钢筋轴线的距离。
3.10肋间距rib spacing平行钢筋轴线测量的两相邻横肋中心间的距离。
3.11特征值characteristic value在无限多次的检验中,与某一规定概率所对应的分位值。
3.12基圆core钢筋横截面上不包括横肋和纵肋的横截面。
4分类、牌号4.1钢筋按屈服强度特征值分为400、500、600级。
4.2钢筋牌号的构成及其寄义见表1。
5订货内容按本局部订货的条约至少应包括下列内容:a)本部分编号;b)产品名称;c)钢筋牌号;d)钢筋公称直径、长度及重量(或数量、或盘重);e)非凡请求。
6尺寸、外形、重量及答应偏差6.1公称直径规模钢筋的公称直径规模为6mm~50mm。
6.2公称横截面面积与理论重量钢筋的公称横截面面积与理论重量列于表2。
热轧设备介绍

热轧设备介绍
热轧设备是一种用于将金属材料加热至高温后进行连续轧制的设备,主要用于生产各种金属材料的板材、型材和管材等产品。
热轧设备通常由加热炉、轧机、冷却设备、输送系统和控制系统等组成。
首先是加热炉,它用于将金属原料加热至适宜的温度,以便在轧制过程中能够顺利进行塑性变形。
加热炉通常采用高温燃烧器或电加热器进行加热,可以将金属材料快速加热至数百摄氏度以上。
然后是轧机,它是热轧设备的核心部件,用于将加热后的金属材料进行轧制压制。
轧机通常由多个辊子组成,其中一些辊子旋转以施加压力,另一些辊子固定以支撑和引导金属材料的轧制过程。
通过不同轧制工艺和辊子的组合,可以生产出不同规格和形状的金属板材、型材和管材等产品。
此外,热轧设备还包括冷却设备,用于将轧制后的金属材料进行快速冷却以保持其结构和性能。
输送系统用于将原料和成品在各个工序之间进行输送,而控制系统则用于监测和调节整个生产过程,保证产品质量和生产效率。
总的来说,热轧设备是现代工业生产中不可或缺的设备之一,它能够高效地生产出各种金属制品,广泛应用于钢铁、有色金属等行业。
随着技术的不断进步,热轧设备也在不断更新和改进,以满足不断增长的市场需求和提高生产效率。
最新《钢筋混凝土用钢第2部分热轧带肋钢筋GB1499等.检测试题
《钢筋混凝土用钢第2部分热轧带肋钢筋GB1499.2-2007》培训试题1.钢筋的检验分为___________和____________。
2.交货检验时,钢筋应按______检查和验收,每批由同一_______、同一______、同一______的钢筋组成。
每批重量通常不大于_______t。
3.某带肋钢筋的表面标志为:4X22 试分析此标志每个字母或数字的含义。
4.计算钢筋强度用截面面积采用___________(公称、原始)横截面面积。
5.热轧带肋钢筋弯曲_____度,钢筋受弯曲部位表面不得________。
6.热轧带肋钢筋通常按_______交货,直径不大于___mm的钢筋也可按盘卷交货。
7.HRB335作为交货检验的屈服强度、抗拉强度、断后伸长率的最小保证值分别是______ ______ ______,8.对于没有明显屈服强度的热轧带肋钢筋,屈服强度特征值R eL应采用__________。
9.《GB1499.2-2007》适用于钢筋砼用普通热轧带肋钢筋和________钢筋。
10.钢筋按屈服强度特征值分为______、______、______级。
《碳素结构钢GB/T700-2006》标准培训试题1.本标准通常用于焊接、铆接、栓接工程结构用_______、_______、_______和_______。
2.碳素结构钢的牌号由代表__________________、_______、_______、_______、等四个部分按顺序组成。
例如Q235AF.3.碳素结构钢的质量等级分为____、___、___、___四个质量等级。
4.做拉伸和冷弯试验时,型钢和钢棒取_____向试样;钢板、钢带取____向试样,断后伸长率允许_____2%;窄钢带取横向试样如果受宽度限制时,可以取纵向试样。
5.Q235钢中抗拉强度标准值为_____,厚度或直径≤16mm的屈服强度标准值为______。
6.碳素结构钢拉伸试样取样数量___个,冷弯试样取样数量____个。
热轧钢筋按强度分为四级(使用)
热轧钢筋按强度分为四级,分别是Ⅰ级钢筋Ⅱ级钢筋Ⅲ级钢筋Ⅳ级钢筋。
Ⅰ级钢筋
其强度等级为24/38公斤级,是用镇静钢、半镇静钢或沸腾钢3号普通碳素钢轧制的光圆钢筋。
它属于低强度钢筋,具有塑性好、伸长率高(δ5在25%以上)、便于弯折成型、容易焊接等特点。
它的使用范围很广,可用作中、小型钢筋混凝土结构的主要受力钢筋,构件的箍筋,钢、木结构的拉杆等。
盘条钢筋还可作为冷拔低碳钢丝和双钢筋的原料。
Ⅱ级钢筋用低合金镇静钢或半镇静钢轧制,以硅、锰作为固溶强化元素。
Ⅱ级钢筋强度级别为34(32)/52(50)公斤级,其强度较高,塑性较好,焊接性能比较理想。
钢筋表面轧有通长的纵筋和均匀分布的横肋,从而可加强钢筋与混凝土间的粘结。
用Ⅱ级钢筋作为钢筋混凝土结构的受力钢筋,比使用Ⅰ级钢筋可节省钢材40~50%。
因此,广泛用于大、中型钢筋混凝土结构,如桥梁、水坝、港口工程和房屋建筑结构的主筋。
Ⅱ级钢筋经冷拉后,也可用作房屋建筑结构的预应力钢筋。
Ⅲ级钢筋主要性能与Ⅱ级钢筋大致相同,强度级别为38/58公斤级。
Ⅲ级钢筋改称HRB400级钢筋。
简单的说,这两种钢筋的相同点是:都属于普通低合金热轧钢筋;都属于带肋钢筋(即通常说的螺纹钢筋);都可以用于普通钢筋混凝土结构工程中。
Ⅳ级钢筋其强度级别为55/85公斤级,用中碳低合金镇静钢轧制,其中除以硅、锰为主要合金元素外,还加入钒或钛作为固溶和析出强化元素,使之在提高强度的同时保证其塑性和韧性。
Ⅳ级钢筋表面也轧有纵筋和横肋,它是房屋建筑工程的主要预应力钢筋。
Ⅳ。
工艺介绍(热轧)
第6页
工艺方案
讲义内容:热轧工艺篇
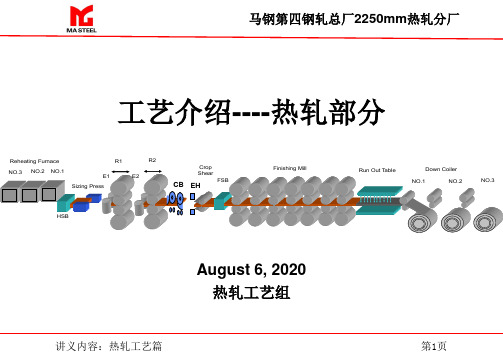
马钢第四钢轧总厂2250mm热轧分厂
-3座步进式加热炉 ―高压水除鳞机 ―压力定宽机 ―E1R1四辊可逆轧机 ―E2R2四辊可逆轧机 ―热卷箱(预留) ―输送辊道和保温罩 ―废钢推钢机 -边部感应加热器 ―曲柄切头剪 ―高压水除鳞机 ―FE1立辊轧机 -7机架四辊不可逆精轧机组 ―输出辊道和层流冷却系统 -3台地下卷取机 ―钢卷运输线及检查取样装置
纲
马钢第四钢轧总厂2250mm热轧分厂
序号 1 Байду номын сангаас ⑵ ⑶ ⑷
⑸
钢种
碳素结构钢
优质碳素结构钢
超低碳钢
高强度低合金结构钢
船体用结构钢
中碳合金钢
耐候钢
专用钢
管线钢 汽车结构用钢
压力容器和锅炉用钢
桥梁用钢
其它
代表钢种 热轧卷产品大纲
Q195、Q215、Q235、SS330、SS400 Q195、08AL、SPHC、45 ST12 LC、ELC、ULC、IF Q295、Q345、Q420、Q460
SMSD方案所作双机架四辊粗轧机配置,设备负荷平均、轧制线紧凑,七机架CVC/CVC+和弯辊技术配 置在板凸度、平直度、板断面形状控制方面机架分工更为明确有效,采用辊式运输方式的钢卷运输线运输周 期短、可控,尤其是2250mm热轧机组供货业绩较多,主传动控制系统采用交直交控制方式,系统稳定可靠、 对电网冲击小,自动化系统软件模块化,易于编程调试。总体上稍优于其它投标商。
讲义内容:热轧工艺篇
第4页
马钢第四钢轧总厂2250mm热轧分厂
概述
• 马钢2250热轧工程的建设规模550万t/a,其中供2130冷轧原料225 万吨,供1575冷轧原料40万吨,平整分卷机组80万吨,横切机组 50万吨,其余为商品卷。
首钢热轧双相钢热轧工艺与组织性能分析
首钢热轧双相钢热轧工艺与组织性能分析一、引言介绍首钢热轧双相钢的发展背景和重要性,概述本文的研究内容和目的。
二、首钢热轧双相钢的工艺流程阐述首钢热轧双相钢的工艺流程包括原材料选择、钢种设计、热轧工艺和组织调控等步骤。
三、首钢热轧双相钢的组织性能分析分析首钢热轧双相钢的微观组织特征和宏观力学性能,包括相结构、晶粒尺寸、硬度、延展性、强度等方面的性能。
四、影响首钢热轧双相钢制备的关键因素探讨影响首钢热轧双相钢制备的关键因素,如热轧温度、保温时间、压下量、冷却速率等因素,并分析其对钢材机械性能和组织性能的影响。
五、未来发展方向总结首钢热轧双相钢的制备工艺和组织性能分析研究,探讨该材料的未来发展方向和研究方向。
六、结论总结研究内容,强调首钢热轧双相钢的重要性和应用前景,并提出未来研究的建议和展望。
第一章:引言随着工业化进程的加速,汽车、航空、建筑等领域的应用需求不断增长,对结构性能高、形变加工性能好的材料提出了新的要求。
金属材料作为重要的工程材料之一,在工业应用中起到了不可替代的作用。
例如,高速列车、飞机和大型机械设备等领域都需要使用高强度、高韧性、高延展性的金属材料。
因此,针对这些应用需求,双相钢在工业制造过程中的应用越来越受到关注。
首钢热轧双相钢是一种具有高强度、优异韧性和良好延展性的金属材料,已经成为目前国内外应用广泛的一种材料。
双相钢的关键特点在于它具有不同的组织结构,即含有相似或不同的珠光体相和铁素体相。
这使双相钢有着更高的强度和韧性,同时也具有较好的延展性,能够满足结构安全性和产品质量的需求。
然而,要想使这种材料具有最佳的性能和应用效果,需要与其制备工艺和组织性能相结合的深入分析。
因此,本文旨在对首钢热轧双相钢的制备工艺和组织性能进行分析,并总结其未来发展的方向。
本文的研究内容涵盖了首钢热轧双相钢的工艺流程、组织性能分析、影响制备工艺的关键因素以及未来的发展方向。
这些研究内容将为双相钢的制备和应用提供重要参考,为推动材料技术的进步做出贡献。
热轧钢筋由1级到4级的性能变化规律
热轧钢筋由1级到4级的性能变化规律1级热轧钢筋:
强度高:1级热轧钢筋具有较高的屈服强度和抗拉强度,能够承受较大的荷载。
韧性好:1级热轧钢筋在受力时能够保持一定的塑性变形能力,具有良好的韧性。
焊接性能良好:1级热轧钢筋在焊接过程中具有良好的可焊性和焊接接头强度。
2级热轧钢筋:
强度适中:2级热轧钢筋的屈服强度和抗拉强度相对较低,适用于一些中等荷载的工程。
韧性较好:2级热轧钢筋在受力时能够适度地发生塑性变形,具有一定的韧性。
焊接性能良好:2级热轧钢筋在焊接过程中具有较好的可焊性和焊接接头强度。
3级热轧钢筋:
强度较低:3级热轧钢筋的屈服强度和抗拉强度相对较低,适用于一些轻载荷的工程。
韧性一般:3级热轧钢筋在受力时的塑性变形能力相对较弱,韧性一般。
焊接性能一般:3级热轧钢筋在焊接过程中的可焊性和焊接接头强度一般。
4级热轧钢筋:
强度最低:4级热轧钢筋的屈服强度和抗拉强度最低,适用于一些较轻载荷的工程。
韧性较差:4级热轧钢筋在受力时的塑性变形能力较差,韧性较差。
钢筋混凝土用钢第二部分热轧带肋钢筋
钢筋混凝土用钢第二部分热轧带肋钢筋1. 什么是热轧带肋钢筋?好啦,今天我们聊聊一个很重要的话题,热轧带肋钢筋。
听起来有点高大上对吧?其实,它在建筑中可是个小英雄,默默无闻,却又不可或缺。
简单来说,热轧带肋钢筋就是经过热轧处理的钢筋,表面有一圈圈的小肋,这些肋可以帮助钢筋和混凝土更好地粘在一起,就像“粘土小人”一样,牢牢抓住,不容易掉。
这种钢筋的强度高、延展性好,简直就是建筑工地上的“金刚不坏之身”!1.1 热轧的过程说到热轧,这个过程其实挺有意思的。
首先,钢铁被加热到很高的温度,就像让它泡个热水澡一样,然后再经过轧机的“压榨”,变得又长又细,最后再冷却下来。
这个过程中,钢筋不仅塑形了,还提高了它的强度,真是“锤炼出来的才是好钢”!所以,热轧带肋钢筋在整个建筑行业中,真的是“如虎添翼”,让人爱不释手。
1.2 带肋的作用那么,为什么要有这些肋呢?这可不是随便装饰的哦。
带肋的设计就像给钢筋加了个“安全绳”,在混凝土浇筑的时候,肋可以让钢筋和混凝土更紧密地结合,防止钢筋在使用过程中出现“打滑”的现象。
就好比你走路时,鞋底跟地面要有摩擦,才能稳稳当当地走。
没有这些肋,钢筋可就得像小鱼一样在水里“游来游去”,哪里能稳当呢?2. 热轧带肋钢筋的优势说了这么多,这种钢筋到底有什么优势呢?首先,它的强度那是杠杠的,特别适合承受重物,简直是建筑中的“硬汉”。
想象一下,如果没有足够强的钢筋,建筑就像一个“空心的蛋”,碰一下就可能崩溃,真是让人不敢想象。
2.1 经济性再来,经济性也是一个大亮点。
虽然热轧带肋钢筋的价格可能稍微高一点,但从长远来看,它的耐用性可让你省不少心。
用这种钢筋建造的房子,少了维修的烦恼,心里是不是觉得踏实多了?正所谓“花小钱,办大事”,这就是精明的选择啊!2.2 环保性还有,环保也是现代建筑中不可忽视的一环。
热轧带肋钢筋可以回收利用,减少了资源浪费,真是为地球妈妈出了一份力。
用得好,不仅能让我们的建筑更加坚固,还能让我们的环境更加美好,真是一举两得,绝对是个“聪明的选择”!3. 如何选择热轧带肋钢筋?那么,在选购热轧带肋钢筋时,我们应该注意什么呢?首先,得看它的标识,确保符合国家标准,这可是基础中的基础。
二辊热轧机操作规程
二辊热轧机操作规程二辊热轧机操作规程一、安全操作规程1. 操作者必须熟悉热轧机的结构、原理和操作要点,并严格按照操作规程进行操作。
2. 操作前必须检查热轧机的各项安全设施是否完好,如限位开关、急停按钮等,确保安全可靠。
3. 操作者必须穿戴好劳动防护用品,如安全帽、防护服、手套等,严禁穿着松散的衣服和长发。
4. 在操作过程中,严禁随意触碰机械设备,特别是滚筒和滚轴部分,以免发生事故。
5. 紧急情况下,必须立即按下急停按钮,并报告相关人员及时处理。
二、操作流程1. 准备工作(1)操作者按照操作规程进行安全检查,确保热轧机的各项安全设施完好。
(2)检查热轧机的润滑系统是否正常,如油量是否充足、润滑点是否通畅等。
(3)确认所需加热温度和轧制参数,并记录在操作日志中。
2. 开机准备(1)按照操作规程进行热轧机的开机步骤,先启动一些辅助设备和系统,然后逐个启动各部分主机设备,并等待其正常运转。
(2)启动热轧机的润滑系统,确保滚轴和滚筒得到有效润滑。
(3)对热轧机进行试转,检查各轴的运转是否正常。
3. 进行轧制操作(1)根据热轧机的工作要求和轧制参数,调整热轧机的工作状态,如滚筒速度、辊缝间隙等。
(2)根据需要,将待轧材料送入热轧机的进料系统,并控制进料速度。
(3)观察轧制过程中的温度、压力、应变等参数,根据需要调整轧制工艺。
(4)及时记录热轧机的运行参数和轧制结果,并进行相应的分析和处理。
4. 关机操作(1)轧制结束后,先将待轧材料送出热轧机,并关闭进料系统。
(2)逐步关闭热轧机的各部分设备,将各项操作参数调整为初始状态。
(3)关闭润滑系统,切断热轧机的电源。
(4)对热轧机进行日常维护保养,如清洁、加油、润滑等。
三、注意事项1. 操作者要随时注意热轧机的运行状态,如异常噪声、振动等,及时报告相关人员处理。
2. 在轧制过程中,要严格按照规定的轧制参数进行操作,确保产品质量。
3. 在操作时要保持清醒和专心,严禁吸烟、喧哗和用手机等其他活动,以免发生意外事故。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
热轧工艺从炼钢厂出来的钢坯还仅仅是半成品,必须到轧钢厂去进行轧制以后,才能成为合格的产品。
从炼钢厂送过来的连铸坯,首先是进入加热炉,然后经过初轧机反复轧制之后,进入精轧机。
轧钢属于金属压力加工,说简单点,轧钢板就像压面条,经过擀面杖的多次挤压与推进,面就越擀越薄。
在热轧生产线上,轧坯加热变软,被辊道送入轧机,最后轧成用户要求的尺寸。
轧钢是连续的不间断的作业,钢带在辊道上运行速度快,设备自动化程度高,效率也高。
从平炉出来的钢锭也可以成为钢板,但首先要经过加热和初轧开坯才能送到热轧线上进行轧制,工序改用连铸坯就简单多了,一般连铸坯的厚度为150~250mm,先经过除磷到初轧,经辊道进入精轧轧机,精轧机由7架4辊式轧机组成,机前装有测速辊和飞剪,切除板面头部。
精轧机的速度可以达到23m/s。
热轧成品分为钢卷和锭式板两种,经过热轧后的钢轨厚度一般在几个毫米,如果用户要求钢板更薄的话,还要经过冷轧。
节能现状〈1〉节能概念节能含义:包括减少浪费和增加回收两个部分。
·减少浪费:加强对用能质量和数量的管理。
优化用能结构,减少物流损失,能源介质的无谓排放等。
·增加回收:大力回收生产过程中产生的二次能源(包括余压、余热、余能和煤气等)。
·节能工作目标:提高能源利用效率,降低产品单位能耗节能的成绩1、.吨钢能耗逐年下降1980年我国钢铁行业吨钢综合能耗为2040kgce/t,1990年降为1611kgce/t,1999年降到1240kgce/t。
1990—1999年我国钢铁工业共节约能源4598.7万吨标煤。
但是全行业节能数据到1999年就没有了,由于机构变更,只有钢铁协会会员即大中型钢铁企业的数据。
现在大中型钢铁企业有能源细目,全国钢铁企业没有细目,而没有数据细目这部分企业的比例在提高,这是节能减排定量分析的难点。
重点大中型钢铁企业近年来节能降耗取得很大成绩(见表1)。
2000-2005年中国钢铁工业协会会员企业吨钢能耗和工序能耗的变化单位:kgce/t年份综合能耗可比能耗烧结焦化炼铁转炉电炉轧钢200092078168.9160.2466.0728.88265.59117.9 5200187674768.6153.98451.3428.03230.09107.5 2200281569867.07150.32455.1324.04228.94101.4 9200378070966.42148.51464.6823.56213.7396.29 200476170166.38142.21466.226.57209.8992.91 200574171466.83142.21456.7936.34201.0288.52 2005比2000增减-179-67-4.07-17.99-9.287.46-64.57-29.43增减率-20.30%-8.60%-5.90%-11.20%-2.00%25.80%-24.30%-25.00%重点大中型钢铁企业吨钢综合能耗从2000年的920kgce/t下降到2005年的741kgce /t,下降20.3%。
2、加热炉的改进自第1次石油冲击以来,轧钢加热炉和热处理炉的炉型改变、设备改造,是围绕着提高产品质量、节能、环保、自动化操作进行的。
80 年代前期,高温无缺陷连铸坯的生产技术和管理系统开发成功,连铸坯热态装炉的热装轧制(HCR) 已成为现实。
以后直接热装轧制(DHCR) 和直接轧制(DR 或CC2HDR) 先后实现了大幅度节能。
例如,冷坯方式加热炉的单耗为1 170 kJ / kg ,HCR 方式300~400 ℃装炉时为960 kJ / kg ,800~900 ℃装炉时为335 kJ / kg。
随着连铸2轧钢工艺的发展,推进了加热炉的进步。
80 年代后期,薄板坯连铸连轧工艺的产生,也出现了一些新炉型或新结构。
热轧步进梁式炉的现状和节能技术步进梁式炉在提高坯料加热质量、减少温度差方面的措施有:(1) 下加热由初期的侧面供热改成端部供热;(2) 均热段和加热段纵向支承梁在炉宽方向错开一段距离以减少水管黑印;(3)增大纵向支承梁上垫块(或骑卡件) 高度以减少水管对坯料的遮蔽作用,减少垫块宽度以减少水管对坯料的冷却作用,从而减少水管黑印。
金属陶瓷垫块已开始应用;(4) 步进梁对坯料实现轻抬轻放;(5) 细长的方坯侧出料时,配置带4~5 挑杆的托出机,在激光装置监视下将方坯托到悬臂辊上。
节能设备上的主要措施:(1) 钢坯热装及直接轧制。
(2) 提高换热器的温度效率,同时保持换热器前烟气热量和空气煤气预热后的显热。
例如:和歌山热轧厂新1、2 号步进梁式炉空气预热到630 ℃,温度效率达78 %;日本钢管福山第二热轧厂空气预热到630 ℃,温度效率达87 %;神户制钢加古川厚板厂空气换热器温度效率达90 % ,同时预热煤气。
(3) 加强炉膛的严密性。
例如:炉体向装料辊道方向延长,步进梁全在炉内,炉门和炉门框间有倾斜的金属接触面,密闭性大为提高。
又如步进梁立柱穿过炉底处的开孔内侧设置遮热盖板,以减少辐射热损失与改善炉压控制,日本钢管福山第二大型厂在设置前后的辐射热损失由67. 49kJ / kg 降到45.1 kJ / kg。
(4) 除炉底、直接受喷出火焰影响的烧嘴前立柱管外其余各段的炉顶、侧墙、炉底管以及炉顶烧嘴通道都采用陶瓷纤维制品。
(5) 适当延长预热段长度或在炉尾设置以陶瓷纤维为内衬的热回收段(梅山的步进炉) ,利用烟气热量预热入炉坯料。
(6) 提高辐射和对流传热能力:炉衬内表面涂辐射率大的涂料,低温段采用喷流加热或设传热转换体。
(7) 热工控制合理分段,各段由微机控制以保证坯料加热质量、节能和操作的灵活性。
(8) 采用汽化冷却代替水冷却。
3、余热回收国内钢铁企业关注工序能耗的下降,特别是一、二类载能体单耗的下降,也关注了过程余热余能的回收利用,但在余热余能的高效转化、余热余能回收的高效利用方面关注度不够,潜力依然很大。
节能策略一、热轧节能的方向管理节能、结构节能和技术节能。
二、节约热能的方法·管理节能通过对企业实行现代化管理,建立企业的节能管理部门和工作制度,重点耗能设备的仪器仪表配备、完好率、周检率要达90%以上。
执行国家和行业的能源统计规范,实行能源定额管理。
设立企业能源监管机构 能源处或能源管理中心,最终实现企业的节能目标。
能源管理中心工作内容是:监测、管理和控制、调整、故障分析诊断,能源平衡等。
如能实现企业能源现代化管理,就可以实现节约企业总能耗的效果。
·结构节能调整钢铁工业生产工艺技术结构,可以实现节能的效果。
如增加炼铁炉料的球团配比,增加喷煤比采,用连续铸钢工艺和薄板坯连铸工艺,轧钢坯料热装,工艺均可以实现节能的效果。
薄板坯连铸连轧工艺比模铸—开坯—热轧节能70%。
连铸坯热装热送和直接轧制可节能35%,实现企业现在化管理,就可以实现节约企业总能耗的效果。
·技术节能采用先进的工艺、技术、装备、淘汰落后 可以促进节能工作。
热轧工序有很多项单项节能技术。
本文只介绍几项节能项目。
1、直接轧制连铸坯(1)直接轧制连铸凝固后的高温铸坯,不必再加热, 可省掉轧制所需的加热能耗。
(2)若根据适于以后轧制的最佳条件,选择连铸坯的断面积及断面形状, 就能减少轧制所需的能耗。
过去, 采用传统的铸锭时, 为提高轧制效率必须增大铸锭的单重, 这样势必增大铸锭的断面积。
假如根据延神率(为达到最终轧材所要求的物理性能而增加的延伸率)作逆运算, 则所需铸锭的断面积相当小, 而过去采用的铸锭断面积都过大, 这就不必要地增加了轧制道次。
采用连铸坯时, 可在所能铸造的范围内选择连铸坯的断面积和断面形状。
上述两点是直接轧制连铸坯的主要优点。
但目前除钢和铝线材外, 实际应用的例子不多, 其主要原因是:∀ (1)连铸速度比连轧速度低, 不能持续地进行连铸连轧。
为此必须①大幅度地提高连铸后的冷凝速度,以增大铸坯的输出速度,②缩小铸坯的断面积,以提高铸坯的凝固速度, 减少轧制道次③选择产量或生产率比较小的产品, 以便允许降低轧制速度。
(2)必须确立不必清除连铸坯表面缺陷的铸造扶术, 或者采用稳定进行热清理作业的技术。
∃2、降低热轧坯的加热温度如前所述, 由于加热能耗远大于轧制能耗, 所以在轧制中采用下述技术, 以求加热温度的降低。
(1)热札改为冷札根据相变点或加工硬化条件, 将现在的热轧材改为冷轧后, 势必使轧制道次增多或轧热力增大, 需加大轧机的轧制能力, 比较研究加大轧机能力与节约热能的利弊。
即使在常温下轧制, 除轧件材质应具有足够的变形性能之外, 为了减少轧制力, 还必须采用特殊的轧制方法, 如高张力轧制和PV 轧制等。
(2)热札改为温札如果热轧压下量小, 改为温轧的可能性就较大。
另外, 考虑到温轧能改善产品的材质,也应积极研究采用温轧。
(3)降热扎加热温度扎制第一道次时, 在轧制条件(材料性和负载情况等)允许的范围内, 应大幅度降低坯料的出炉温度。
为此应采用下列新技术:①努力提高轧制速度,在减少轧制过程轧件散热的同时, 还应利用由于加工而产生的温升,。
②机架串列式布置, 使轧材通过的时间和线路尽量短, 以减少其冷却③增大各道次的压下氢减少轧制道次,尽力缩短轧件通过的线路和所需时间,减少冷却, 并有效利用加工热。
④采用最初几个道次小压下量, ·最终几个道次大压下量的轧制程序, 使车墉以过程中的散热冷却减少。
⑤选定向冷轧过渡的最佳条件, 增大热轧终了时坯料的尺寸。
3、带张力轧制的节能众所周知, 在轧机前后施加以张力, 就能使轧制力减少。
而在高张力下轧制时,材料厚度和宽度方向上的畸变不均减小,同时导致附加的剪切变形减少,从而提高了总变形效率。
虽然用数值很难表示这方面的节能。
4、不同型式轧辊的札制节能(1)采用小直径轧辊当材料、轧制工艺等条件一定时, 采用小直径轧辊, 会使接触弧长度减少,进而降低了平均轧制压力, 减少了转臂长度,最终使轧制扭矩大幅度减少, 并使轧辊转速增大。
而当辊径比大时, 轧制扭矩减小, 且轧辊转速与辊径比成反比例变化。
由于轧制功率与轧制扭矩和转数之积成正比, 所以采用小直径轧辊可节约功率,其特点如下:①轧辊与轧材之间的摩擦越大, 其效果越显著,②单位宽度的压力大, 且轧辊压扁变形大时, 效果大,③为采用小直径轧辊而应用多辊轧机时, 由于轧辊轴承受力增大和轴承数量增多,必须考虑摩擦损失的增加。
(2)采用单辊驱动采用单辊驱动轧制, 能使轧制力山形曲线变平缓, 呈高原状, 因而轧制力减小。
另外, 被动辊无需轧制动力, 这样也可以省掉部分能耗。
相反, 为防止轧材速度下降, 适当提高驱动辊的速度是必要的。