宝钢不锈钢工艺
不锈钢冶炼工艺流程的分析比较

不锈钢冶炼工艺流程的分析与比较当前,我国作为不锈钢生产和消费大国,不锈钢种类繁多,根据钢种用途及原材料的不同形成了不同的冶炼工艺路线。
近几年来,我国不锈钢冶炼技术沿着提高生产率、简化工艺、降低生产成木和提高钢水质量的方向发展,在原材料和工艺装备方而得以不断优化。
三种冶炼工艺各有优缺目前世界上生产不锈钢的冶炼工艺主要分为一步法、二步法和三步法,其中EAF+AOD (电弧炉+氮氧精炼炉)的两步法工艺约占70%, 三步法工艺约占20%。
随着低磷铁水被广泛应用于不锈钢生产,新型步法不锈钢冶炼工艺也被越来越多的不锈钢生产企业采用o为适应不锈钢市场的激烈竞争,提高产品质量同时也降低生产成木,我国各企业应根据自身的实际情况选择合适的不锈钢冶炼工艺。
-步法不锈钢冶炼工艺。
早期的一步法不锈钢冶炼工艺,是指在-座电炉内完成废铁熔化、脱碳、还原和精炼等工序,将炉料一步冶炼成不锈钢。
随着炉外精炼工艺的不断发展以及A0D炉在不锈钢生产领域的广泛应用,这种仅用电炉冶炼不锈钢的一步法冶炼生产工艺由于冶炼周期长、作业率低、生产成木高,被逐步淘汰。
目前很多不锈钢生产企业采用部分低磷或脱磷铁水代替废钢,将铁水和合金作为原料进入AOD炉进行不锈钢的冶炼,由此形成了新型步法冶炼工艺。
新型一步法冶炼工艺与早期一步法相比在生产流程上取消了电炉这一冶炼环节,其优点包括:一是降低投资;二是降低生产成木;三是高炉铁水冶炼降低了配料成本,降低了能耗,提高了钢水纯净度;四是废钢比低,适应现有的废钢市场;五是对于冶炼400系列不锈钢尤为经济。
但新型一步法对原料条件和产品方案具有一定要求:一是要求A0D入炉铁水磷含量低于%以下,因此冶炼流程中须增加铁水脱磷处理环节;二是不适用于成分复杂、合金含量高的不锈钢品种。
新型一步法不锈钢生产工艺目前被广泛应用于生产400系列不锈钢。
作为发展中国家,我国废钢资源缺乏,又是极度贫镰的国家,加之400系列不锈钢在日常生活和工业生产领域的应用范围越来越广,这些客观条件都使得新型一步法不锈钢冶炼被越来越多的生产企业采用。
宝钢生产工艺流程
宝钢生产工艺流程
宝钢作为中国著名的钢铁企业,其生产工艺流程是经过多年的发展和不断改进的,其生产流程主要包括炼铁、炼钢和轧钢三个环节。
炼铁环节
炼铁是钢铁生产的第一步,宝钢的炼铁工艺主要包括高炉炼铁和煤气化炼铁两种方式。
高炉炼铁主要使用焦炭和铁矿石作为原料,通过高炉内的还原反应将铁矿石还原成铁,并同时产生一定量的炉渣和煤气。
煤气化炼铁则是利用煤炭作为原料,通过煤气化反应,将煤转化为煤气,再通过高炉还原反应将铁矿石还原成铁。
宝钢目前主要采用高炉炼铁方式。
炼钢环节
炼钢是将铁水中的碳含量控制在一定范围内,使之达到钢的成分标准的过程。
宝钢的炼钢工艺主要包括转炉炼钢、电炉炼钢和LF精炼三种方式。
转炉炼钢是将铁水注入转炉中,加入适量的废钢和石灰石等辅料,通过氧气吹炼将铁水中的碳和其他杂质熔化分离,从而得到合格的钢水。
电炉炼钢则是将废钢和铁合金等原料放入电炉中,通过电加热将其熔化成钢水。
LF精炼则是在炼钢过程中对钢水进行精炼,以进一步提高钢的质量。
轧钢环节
轧钢是将钢坯或钢材经过加热、调质等工序后,通过轧机压制成不同形状和规格的钢材的过程。
宝钢的轧钢工艺主要包括热轧和冷轧两种方式。
热轧是将加热后的钢坯通过轧机加工成各种规格的钢材,主要用于制造大型构件和钢板等。
冷轧则是将冷却后的钢坯通过轧机加工成一定规格的冷轧板、冷轧带钢等,主要用于制造汽车、电器等产品。
总结
宝钢的生产工艺流程是一个完整的系统,每个环节都至关重要。
通过不断创新和改进,宝钢不断提高生产效率和产品质量,为国家的工业发展做出了重要贡献。
宝钢特殊钢炼钢厂不锈钢产线介绍
60t
工艺路线1(特钢生产线) 工艺路线1 特钢生产线) 装料→EAF→LF→VD→CC /IC 装料→ 工艺路线2(二步法不锈钢生产线) 工艺路线2 二步法不锈钢生产线) 装料→EAF→AOD→LT→CC /IC 装料→ 工艺路线3(三步法不锈钢生产线) 工艺路线3 三步法不锈钢生产线) 装料→EAF→AOD→VOD→CC /IC 装料→
四、60t AOD炉龄影响因素分析与改进 AOD炉龄影响因素分析与改进
4.5、控制风枪结瘤系数
风枪的主要构造是中心铜管,外面是钢壳, 风枪的主要构造是中心铜管,外面是钢壳,中间形成一定的环 氧氩混合气体在一定的压力下通过中心管吹入钢液中。 缝。氧氩混合气体在一定的压力下通过中心管吹入钢液中。由于风 枪需要和钢水直接接触,为了安全需要, 枪需要和钢水直接接触,为了安全需要,通过环缝吹入压缩空气进 行冷却,并且在风枪出口冷却的钢渣会凝固成一定的“蘑菇”形状 行冷却,并且在风枪出口冷却的钢渣会凝固成一定的“蘑菇” 的头子,对风枪起到一定的保护作用。 的头子,对风枪起到一定的保护作用。通过控制结瘤系数可以有效 提高风枪砖寿命。 提高风枪砖寿命。
三、60t AOD炉龄情况 AOD炉龄情况
下图60tAOD 整个炉龄趋势情况 下图60tAOD
160 140 120 100 80 60 40 20 0
06年平均 炉 年平均111炉 年平均 05年平均 炉 年平均82炉 年平均 04年平均 炉 年平均37炉 年平均
04 -0 1 04 -0 4 04 -0 7 04 -1 0 04 -1 3 05 -0 3 05 -0 6 05 -0 9 06 -0 2 06 -0 5 06 -0 8 06 -1 1 06 -1 4 06 -1 7
宝钢工艺流程分析
宝钢工艺流程分析宝钢是中国最大的钢铁企业之一,其生产工艺流程是整个钢铁生产的关键步骤之一。
本文将对宝钢的工艺流程进行分析。
首先,宝钢的工艺流程包括原料准备、炼钢、连铸、轧钢、热处理、表面处理等环节。
原料准备是整个钢铁生产的第一步,主要包括选矿、称量、混合和预烧。
选矿是通过分析原料的成分和性质,选择合适的原料,确保炼钢过程中所需的原料完全满足要求。
称量是将各种原料按照配方比例进行计量和混合,以保证原料的均匀性和稳定性。
预烧是将配料后的原料进行烧结处理,以提高原料的熔融性和反应能力。
接下来是炼钢环节,宝钢采用的是转炉炼钢工艺。
转炉炼钢是将预烧后的原料放入炼钢转炉中进行冶炼。
在冶炼过程中,通过喷吹燃料和氧气等控制炉内的氧气含量,使炉内的金属含氧量降低,从而将炉内的铁水冶炼成钢水。
然后是连铸环节,连铸是将液态钢水通过连铸机连续浇铸成连续铸坯的过程。
在连铸过程中,通过控制铸机的运行速度和结晶器的冷却速度等参数,使得钢水在结晶器中形成均匀的结晶,并最终变成连续铸坯。
紧接着是轧钢环节,轧钢是将连铸坯进行机械加工,使其变成所需的各种规格和形状的钢材。
在轧钢过程中,连铸坯经过一系列的加热、调整和压制等操作,最终形成成品钢材。
接下来是热处理环节,热处理是对轧钢后的钢材进行加热和冷却处理,以改变钢材的组织结构和性能。
热处理的具体方式包括淬火、回火、正火等等,根据不同的钢材和要求进行选择。
最后是表面处理环节,表面处理主要是对钢材的表面进行清洁和涂层处理。
清洁是通过酸洗等方式去除钢材表面的氧化物和杂质,以提高钢材表面的光洁度和质量。
涂层是将防锈漆、润滑油等涂覆在钢材表面,以保护钢材的表面不被氧化和腐蚀。
综上所述,宝钢的工艺流程包括原料准备、炼钢、连铸、轧钢、热处理、表面处理等环节,每个环节都有严格的控制和操作要求,以确保生产出高质量的钢材。
宝钢凭借其强大的技术实力和丰富的生产经验,在国内钢铁产业中处于领先地位。
宝钢不锈钢冷轧简介

• (5) 5#机架还配备了与板形辊实现闭环控制的工作 辊精细冷却控制功能,进一步提高了对板形的控 制能力; • (6) 设置了1#机架前馈和反馈控制、5#机架前馈 和反馈控制,以及1#机架的轧辊偏心补偿控制功 能等。 • (7) 轧制润滑系统采用同种基油的高、低浓度的乳 化液循环冷却系统,各种轧制条件下的乳化液供 应模式切换灵活,很好满足了轧制碳钢软钢和高 强钢、以及铁素体不锈钢的需要。 • (8) 机组设有自动和手段机架清洗系统,保证了在 钢种切换前机架内部的清洁。
典型冷轧机。
• 多辊轧机是指一个机架内轧辊数多于4个的轧机,早期是 六辊式和十二辊式的。现在普遍使用排列顺序为1、2、3
、4的森吉米尔型二十辊轧机,即每个工作辊是由2个第一
中间辊、3个第二中间辊和4个外支撑辊支撑,最后组装到 整体机架中。
• 这种结构使得轧机刚性很大、工作辊绕度很小。工作辊是
由弹性模量很大的材质制成的,能承受很大的轧制压力, 加上较完善的辊形调节系统,所以多辊轧机可以轧制极薄 带钢和变形困难的硅钢、不锈钢,以及高强度的铬镍合金 材料。
• 焊接条件: • 两带钢厚差:h21.3h1,h2-h11.0mm • (碳钢与碳钢,奥氏体与奥氏体不锈钢焊接) • h21.2h1,h2-h10.6mm • (碳钢与不锈钢,非奥氏体与非奥氏体不锈钢 焊接) • 带钢表面状况:经酸洗的热轧/冷轧板 • 两带钢材质:一般冷轧板和不锈钢
• 注:*1-低碳钢系碳当量≤0.45% • [碳当量]= C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14 • *2-超低碳钢C<0.01% • *3-高强钢最大抗张强度750MPa • *4-√标示可以使用,×标示不根据 实验室结果确定。 • *6-焊后退火处理:适用于HSS 650MPa及其以 上强度品种
不锈钢渣湿式处理工艺及在宝钢的应用

不锈钢渣湿式处理工艺及在宝钢的应用韩 伟(宝钢集团有限公司一钢公司,上海 200431) 摘要:宝钢采用了目前世界上成熟、可靠、先进的不锈钢渣湿式处理工艺,能满足对不锈钢生产过程中产生的钢渣的处理要求,同时采用先进的渣、钢分离工艺设备,最大限度地回收不锈钢渣中的渣钢(金属)资源;能充分考虑环保要求,采取必要的防尘、除尘、降噪音、水处理设施,严格控制有害物质的排放,最大程度减少渣处理生产对环境的污染。
该工艺在充分利用炉渣资源的基础上,达到变害为利、变废为宝的资源再生利用的目的。
关键词:不锈钢渣;环境保护;资源利用中图分类号:X757 文献标志码:B 文章编号:1008-0716(2010)03-0030-04do i :10.3969/j .issn .1008-0716.2010.03.008H ydro 2processi n g of Sta i n less Steel S l a g an d It ’s A pplica t ion i n Ba osteelHAN W ei(Ba osteel Gr oup Sha ngha i No .1Ir on &S teel C o.,L td.,Shangha i 200431,C hi na ) Ab stra ct:The a rticle expa tia tes a kind of r e liable and world advanced hydr o 2p r ocessing technique f or sta inless steel slag,which can m eet the steel slag p r oce ssing r equir ements in stainless steel p r oduction .This technique uses advanced equi pm ent f or sepa r a ting slag and stee l,which can recycle and utilize the steel in slag t o the m axi mum li m it .W ith a f ull considerati on of the envir onm ental protection r equir e m ents,the company used all the necessary facilitie s f or dust pr oof,dust catching,noise debasing,and water pr ocessing .A ll these can strictly contr ol the e m issi on of injurant,and further m inish the envir onm enta l pollution in slag proce ssing .B ased on the full utilizati on of the slag resour ce,this technique can m ake stee l slag ha r m le ss and p r ofitable .Key wor ds:stainless stee l slag;envir onm ental pr otection;r e s ource utilization韩 伟 高级工程师 63年生 5年毕业于上海大学现从事不锈钢废弃物处理及研究 电话 63662 y f5@60 前言不锈钢渣是炼钢工艺的衍生物,目前国内尚无成熟、可靠的处理工艺。
宝钢不锈钢有限公司冷轧废水处理工艺设计

h t t p :/ / h j k x d k . y i e s . o r g . e n 2 0 1 3 ,3 2( 1 )
C N 5 3—1 2 0 5 / X I S S N1 6 7 3— 9 6 5 5
宝钢 不 锈钢 有 限公 司冷轧废 水处理 工 艺设计
金亚飚 ,刘 勇 ,赵 瀵。 ,袁 军 ,田 麟 ,王乐为 ,王智铭 ( 1 .宝钢工程技术集 团有限公 司,上海 2 0 1 9 0 0 ;2 .宝钢不锈钢有限公司 ,上海 2 0 0 4 3 1 ; 3 .安德里茨技术有限公司上海分公 司,上海 2 0 0 0 2 1 ; 4 .上海遂川环保有限公 司,上海 2 0 0 9 4 1 )
铬废 水 。
热 轧带 钢 表面含 有很 多 氧化 铁皮 ,进 行冷 轧前
须用酸洗去除氧化铁皮 ,酸洗后进行喷洗和漂洗 , 喷洗槽 、漂洗槽的水循环使用 。喷洗槽 、漂洗槽废 水先送酸再生 ,浓度较低或酸再生能力不足时送废
水处 理 站 。
1 . 5 平整机组废水 冷轧带钢进行 平整时 ,向带 钢表面 喷洒 平整 液 ,就可以清洗带钢及轧辊表面,提高带钢表面质
3 0 0—2 1 0 0 m / d ,浓 油 废 水 总 量 约 2 0~3 5 0 m / d 。
3 . 1 废 水 水量
平整液的数量非常少 ,每月只有 3 0 0 k g ,目前进入
浓 油系统 一并 处理 ,不单 独 处理 。 3 . 2 主要 水质 检测 指标 ( 表2 )
律 而被 业 内称 为冶金 行业 最难 处 理 的废 水 之一 。本
脂处理。脱脂 ,即采用碱洗方法去除经冷轧后带钢 表面的油膜。脱脂一般要经历预清洗 、清洗 、漂洗 三个阶段 。预清洗 、清洗段产生浓油含碱废水 ,而
宝钢生产工艺流程

宝钢生产工艺流程
炼铁的主要原料铁矿石、焦炭和煤通过高炉中一系列反应变为铁水,铁水和废钢通过转炉加工为钢水。
钢水可通过连铸加工成板坯,也可通过模铸加工成钢锭后在初轧厂最终加工成板坯、初轧方坯和管坯。
由于连铸避免了模铸的过程,使得钢的构成更为均匀,成品率和质量也大幅提高。
1999年,宝钢的连铸比约为73%。
今后计划将连铸比例再提高到100%。
钢锭、板坯、初轧方坯和管坯为半成品,除一小部分直接销往市场外,大部分将通过下道轧钢工序制成成品。
板坯、初轧方坯和管坯分别是制成热轧产品、钢丝和钢筋及管材的原料,最终将制成不同品级和用途的热轧板卷、线材和无缝钢管。
热轧板卷部分作为成品销售;部分作为冷轧的原料,经过酸洗、轧钢、退火、涂层和油漆,制成具有高附加值的冷轧板卷,包括电镀锌板卷、热镀锌板卷和彩涂板卷。
宝钢汽车排气系统用铁素体不锈钢的等离子焊接工艺

适用于汽车排气系 统等高温环境
汽车排气系统对材料的要求
耐腐蚀性:能够抵抗汽车尾气中的腐蚀性物质 高温稳定性:能够承受高温环境,保持材料性能稳定 强度和刚度:能够承受汽车行驶过程中的振动和冲击 轻量化:为了降低汽车重量,提高燃油经济性,要求材料具有轻量化特点 环保性:要求材料能够减少对环境的污染,符合环保要求
05
宝钢汽车排气系统用铁素体不锈钢等离 子焊接工艺的关键技术
06
宝钢汽车排气系统用铁素体不锈钢 等离子焊接工艺的应用案例及效果
07 结 论 与 展 望
Part One
单击添加章节标题
Part Two
宝钢汽车排气系统 用铁素体不锈钢概
述
铁素体不锈钢的特性
具有良好的耐腐蚀 性
强度高,韧性好
焊接性能优良
接头强度与耐腐蚀性提升技术
接头设计:采用 合理的接头设计, 确保焊接接头的 强度和耐腐蚀性
焊接工艺参数优 化:通过调整焊 接工艺参数,提 高焊接接头的质 量
接头表面处理: 采用适当的表面 处理技术,提高 接头的耐腐蚀性
接头检验与测试: 对接头进行严格 的检验和测试, 确保其满足使用 要求
Part Six
03
材料选择:选择适合的铁素体不锈钢材料,具有良好的耐腐蚀性和高温 性能,满足汽车排气系统的使用要求。
单击此处输入你的项正文,文字是您思想的提炼,请尽量言简意 赅的阐述观点单击此处输入你的项正文
05
结论:通过研究和应用等离子焊接工艺,宝钢汽车排气系统用铁素体不 锈钢的生产取得了显著成果,提高了产品质量和生产效率。
单击此处输入你的项正文,文字是您思想的提炼,请尽量言简意 赅的阐述观点单击此处输入你的项正文
04
宝钢不锈钢热轧板卷工程工艺技术介绍

宝钢不锈钢热轧板卷工程工艺技术介绍宝钢不锈钢热轧板卷工程分二期建设。
一期工程包括一条不锈钢炼钢连铸生产线、碳钢炼钢连铸生产线和1780mm热轧生产线;二期工程包括一条不锈钢炼钢连铸生产线。
二期工程建成投产后,生产规模为年产铁水300万吨,钢340.6万吨(其中碳钢190.6万吨、不锈钢150万吨),钢坯328.9万吨(其中碳钢板坯184.9万吨,不锈钢坯144万吨),钢卷309.73万吨(其中热轧碳钢卷181.2万吨,不锈钢卷128.53万吨),不锈钢坯11.5万吨。
工艺流程图1 不锈钢项目新产线工艺流程炼钢所用的铁水来自750m3高炉和2500m3高炉,采纳炉前脱硅工艺,在出铁场全量脱硅处理后,由260t鱼雷罐车扒渣后送往铁水倒罐站。
供不锈钢铁水采纳铁水罐顶喷脱磷处理后,兑入100t电炉(EAF),并加入不锈钢返回料、合金等固体料,熔炼成不锈钢母液,然后兑入120t侧复吹氩氧脱碳炉(AOD)脱碳精炼。
不锈钢生产工艺组织灵活,能够采纳三步法经120t真空脱碳精炼装置(VOD)精炼出成品,也能够采纳二步法经侧复吹氩氧脱碳炉(AOD)出成品。
在电炉修炉时还能够采纳不经电炉的生产工艺,即可用120t侧复吹氩氧脱碳炉(AOD)直截了当兑脱磷铁水加合金冶炼400系列和300系列不锈钢。
供碳钢铁水采纳铁水罐搅拌脱硫处理,兑入2×150t脱磷脱碳双联复吹转炉进行高速少渣冶炼,钢水再经真空脱气装置(RH)或成份调整密封吹氩站(LATS)进行炉外精炼。
另设LF炉,既可用于不锈钢又可用于碳钢的保温顺精炼,以配合连铸作业。
在一样情形下1#、2#转炉也可采纳单联法即单炉脱磷脱碳生产。
连铸单元设四台一机一流板坯连铸机,经转炉吹炼及精炼后的不锈钢钢水送往二台不锈钢板坯连铸机;经转炉吹炼及精炼后的碳钢钢水送往两台碳钢板坯连铸机。
不锈钢和碳钢板坯连铸机的机型统一,无缺陷不锈钢板坯直送热轧板坯库,部分板坯(约20%)需下线修磨后送板坯库。
宝钢抗菌不锈钢介绍

宝钢研究院不锈钢技术中心
抗菌不锈钢概念
抗菌不锈钢:不锈钢 + 抗菌元素(如 铜、银)+ 特殊工艺(抗菌工艺)。 B430KJ(430Cu)抗菌钢:B430不锈钢 + Cu + 抗菌工艺。
抗菌不锈钢金相分析
白色长杆状析出相:富Cu相。
含铜抗菌不锈钢抗菌原理示意图
大颗粒富Cu相裸露于不锈钢表面,遇水形成Cu2+离子。
抗菌性能检测报告
力 学 性 能
检测项目 材质
B430KJ 430 R0.2(MPa) Rm(MPa) A(%) 322 ≥205 516 ≥450 30 ≥22 HV 151 ≤200
耐 腐 蚀 性 能
5% HNO3溶液中的腐蚀速率g/(m2⋅h)
材质
V-
430
0.39
B430KJ
0.051
1%HCl溶液中的腐蚀速率g/(m2⋅h)
大肠杆菌 金黄色葡萄球菌 B430KJ >99.9 >99.9 430 0 0
与大肠杆菌作用24h后照片
430
B430KJ
杀菌率随作用时间的变化
100
80
Antibacterial rate, %
60
40
20
0 0 20 40 60 80 100 120 140 160 180 200
Time curve of copper-contained ferritic antibacterial stainless steel in contact with E.coli ATபைடு நூலகம்C25922 , min
0.3 16.5 0.3 16.5 1 18 Ni:8 -
宝钢不锈钢AOD炉侧吹工艺优化

摘要 : 通过 对 A O D炉冶 炼不锈 钢 7 台 金 过程 进行 动 力学分析 和数 学模 拟 , 阐述 了 A O D炉 脱
碳 保铬过 程 的基本 特征 。根 据 A O D 炉脱 碳保 铬 时的 临界 碳 含 量 , 调 整 了 宝钢 不锈 钢 A O D 炉
的侧吹3 - 艺, 结果表 明, A O D炉氧气利用率和铬元素收得率均有较为显著的改善。
I mp r o v e me nt o n t he s i de bl o wi n g pr o c e s s o f AOD f ur n a c e i n Ba o s t e e l
C HI He b i n g .L I S h i a n d WEI J i h e
( 1 . B a o s t e e l S t a i n l e s s S t e e l Co . , L t d . , S h a n g h a i 2 0 0 4 3 1 , C h i n a ; 2 . S h a n g h a i U n i v e r s i t y , S h a n g h a i 2 0 0 0 7 2 , C h i n a )
e f f i c i e n c y a n d t he r e c o v e r y e Mc i e n c y o f t h e c h r o mi u m we r e o bv i o u s l y. Ke y wo r d s: AOD f ur n a c e;s i d e b l o wi n g;ma t h e ma t i c a l s i mu l a t i o n;c a r b o n r e mo v a l e f ic f i e n c y
宝钢炼钢工艺和设备详细

宝钢炼钢工艺和设备详细宝钢集团有限公司是中国最大的钢铁企业之一,拥有先进的炼钢工艺和设备。
炼钢是将生铁或废钢通过冶炼和精炼等工艺,制成合格的钢材的过程。
宝钢炼钢工艺和设备的先进性,直接影响到钢材的质量和生产效率。
下面我们来详细了解一下宝钢的炼钢工艺和设备。
首先是炼钢工艺。
宝钢采用了先进的转炉炼钢工艺,主要包括废钢预处理、炼钢冶炼、精炼和连铸等环节。
在废钢预处理环节,宝钢采用了先进的废钢分选技术,将不同种类的废钢进行分类处理,以保证炼钢过程中的原料质量。
在炼钢冶炼环节,宝钢主要采用转炉冶炼工艺,通过高温燃烧和氧气吹炼,将生铁或废钢中的杂质和不良元素去除,得到高质量的熔铁。
在精炼环节,宝钢采用了LF精炼炉和VD真空脱气设备,通过精确控制温度和气氛,进一步提高钢材的纯度和均匀性。
最后,在连铸环节,宝钢采用了连铸机组,将熔化的钢水连续浇铸成坯料,为后续的轧制和成品加工提供原料。
其次是炼钢设备。
宝钢拥有一批先进的炼钢设备,包括转炉、精炼炉、连铸机组等。
其中,转炉是炼钢的核心设备,宝钢拥有多台不同规格的转炉,能够满足不同种类钢材的生产需求。
精炼炉是提高钢材质量的关键设备,宝钢引进了国际先进的LF和VD设备,通过真空脱气和精确的合金添加,提高了钢材的纯度和均匀性。
连铸机组是将熔化的钢水浇铸成坯料的设备,宝钢的连铸机组采用了先进的直接结晶技术,能够生产高质量的连铸坯料。
除了上述的主要工艺和设备外,宝钢还在炼钢过程中引入了先进的自动化控制系统和在线检测设备,以确保生产过程的稳定性和钢材质量的可控性。
同时,宝钢还注重节能减排,采用了高效的热能回收设备和环保设施,实现了炼钢过程的清洁生产。
总的来说,宝钢的炼钢工艺和设备处于国际领先水平,能够满足不同种类钢材的生产需求,保证钢材质量和生产效率。
未来,宝钢还将继续引进先进的炼钢技术和设备,不断提升自身的竞争力和可持续发展能力。
宝钢超纯铁素体不锈钢冶炼技术实现突破

操作规范, 为超纯铁素体不锈钢制造能力的不断提升、 该引擎产品市场竞争能力的增强打下 扎实基 础 。
重庆市新型锂 电池高效节能制备技术研究取得突破 由重庆 市科学 技 术研 究 院依托科 技 攻关 项 目“ 新 型锂离 子动 力 电池 正极 材料 高 效节 能制 各 技术 的研 究与 开 发 ” ,研 究 出锂 离子 电池 关键 材料 正极 材料 的高效 节 能制 备技 术 ,极 大助
推 了重庆 市新 材料 及节 能环 保产 业发 展 。
锂离子电池是性能卓越的新一代绿色高能电池,己在 3 C产品,新能源汽车等领域广泛 应用 。而 正极材 料在 锂 电池 中 占据 核 心地位 ,其 成本 占到 电池 的 4 0 % 以上 ,并 直接 影 响锂 电
2 2
中冶赛迪国产最大规格短应力线轧机热试成功 由 中冶 赛 迪集 团设 备成 套供 货 的 山东寿 光 巨能特 钢 公 司合 金钢 大 棒 生 产线 精 轧机 组 一 次性 热试 成功 。其 中 N H C D 9 5 0轧机 最大 辊径 达 中9 5 0 m m ,是 国产最 大规 格 的短 应力 线 轧机 , 用于生产 3 0 0 m m的优特钢大棒材 。该型轧机 目前国内仅有极少数厂家能够设计供货。 N H C D系列短应力线轧机是 中冶赛迪集 团拥有 自主知识产权的核心设备,是专 门针对优 特钢 棒材 生产 线研 发 的高强度 、高 刚度 、高 精度 轧机 ,己形成 由 l 1项授 权专 利 组成 的专 利
宝钢集团一钢公司不锈钢连铸工艺特点
宝钢集团一钢公司不锈钢连铸工艺特点1、前言由于不锈钢所具有的不锈、耐腐蚀等特殊性能,它的应用越来越广泛。
不锈钢的浇铸已普遍使用连铸工艺,目前用于浇铸不锈钢方坯、板坯的专用连铸机已达77台,不锈钢连铸比已超过95%。
全球2001年生产不锈钢1600万吨,消费总量达1350万吨,我国2000年不锈钢粗钢产量虽已达55万吨,而2001年上半年的消费水平却已达到了140-150万吨,可见我国不锈钢的产量与消费量之间存在着较大缺口,我国作为一个钢铁大国发展不锈钢事业任重而道远。
正是在这种形势下宝钢集团一钢公司(以下简称一钢)目前正在建设我国最大的不锈钢精品基地,预计2004年5月正式投产,届时将以每年70万吨的不锈钢产品投入市场,为缓解不锈钢产品的供需矛盾起到应有的作用。
由于在凝固过程中各类不锈钢容易产生裂纹、偏析、夹杂等缺陷,在连铸工艺、设备的配置,以及在精整工艺上不同于其它钢种。
本文通过对一钢不锈钢连铸工艺特点的论述,较全面地介绍不锈钢连铸工艺及设备的特点。
2、大包下渣检测技术由于不锈钢是高附加值产品,在保证钢水纯净度的条件下,应尽量提高钢水的收得率,其最有效的措施是采用大包下渣检测装置。
经多方案比较,一钢采用了内装线圈式下渣检测装置。
在钢包的出钢口处安装了线圈式的下渣检测装置,钢水和钢渣经过钢包水口时,对于线圈所产生的电磁波有不同的影响,下渣检测信号反馈装置,把不同的电磁波信号转变成显示信号,并传送至主控室PLC,PLC系统据此决定在浇铸后期关闭钢包滑动水口的准确时间。
3、中间包采用的铸流控制和测温技术3.1采用塞棒控制铸流中间包铸流的控制方式有塞棒和滑动水口两种,由于塞棒控制有以下优点:●塞棒的工作条件好,便于更换;●由塞棒控制铸流,结晶器内的钢水流动性好;●浸入式水口可采用内装式,使钢水在浇铸过程中不易吸入空气;●运行成本比滑动水口低。
因此一钢工程的中间包铸流采用了塞棒控制。
3.2中间包连续测温中间包采用连续测温装置,以便动态地准确地跟踪中间包内钢水的温度,为制定合理拉速、铸坯质量的判定、铸坯温度场的计算提供依据。
宝钢汽车排气系统用铁素体不锈钢的等离子焊接工艺

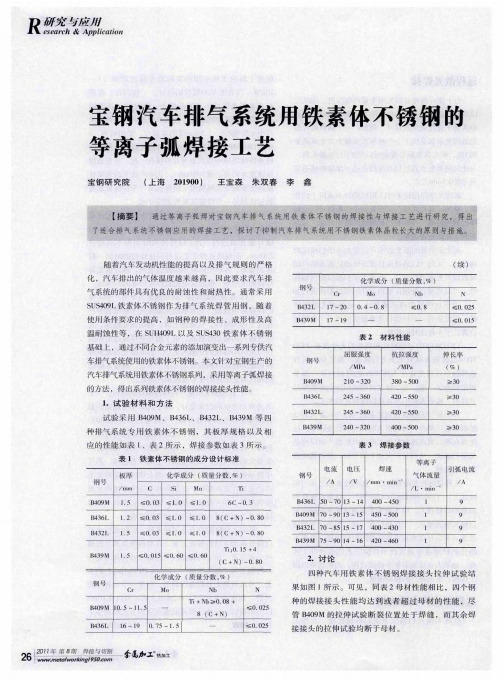
宝钢汽车排气系统用铁素体不锈钢的等离子焊接工艺摘要:通过等离子焊接方法对宝钢汽车排气系统用铁素体不锈钢的焊接性和焊接工艺进行研究,得出适合排气系统不锈钢应用的焊接工艺,探讨了抑制汽车排气系统用不锈钢弧焊焊接工艺铁素体晶粒长大的原那么与措施。
关键词:汽车 排气系统 铁素体不锈钢 等离子焊接 1 前言随着汽车发动机性能的提高以及排气规那么的严格化,汽车排出的气体温度是越来越高的,因此要求汽车排气系统的部件具有优良的耐蚀性和耐热性。
通常采用SUS409L 铁素体不锈钢作为排气系统焊管用钢,随着使用条件要求的提高,如钢种的焊接性、成型性以及高温腐蚀性等,在SUH409L 以及SUS430铁素体不锈钢根底上,通过不同合金元素的添加演变出一系列专供汽车排气系统使用的铁素体不锈钢。
本文针对宝钢生产的汽车排气系统用铁素体不锈钢系列,采用等离子焊接的方法,得出系列铁素体不锈钢的焊接接头性能。
2 试验材料和方法采用B409M 、B436L 、B432L 、B439M 等四种排气系统专用铁素体不锈钢,其板厚规格以及相应的性能见表1和表2,焊接试验参数见表3。
表1 宝钢排气系统用铁素体不锈钢的成分设计标准〔%〕表2 材料性能钢号 屈服强度 MPa抗拉强度 MPa延伸率 %B409M 210~320 380~500 ≥30 B436L245~360420~550≥30钢号 板厚 mm C Si Mn Ti Cr Mo NbN B409M ≤ ≤ ≤Ti+Nb ≥0.08+8*〔C+N 〕≤ B436L ≤ ≤ ≤ 8*〔C+N 〕 16-19 ≤ B432L ≤ ≤≤8*〔C+N 〕 17-20 ≤ ≤ B439M≤≤≤0.60Ti :0.15+4*〔C+N 〕17-19≤B432L 245~360420~550≥30 B439M 240~320400~500≥30表3 焊接工艺参数钢种编号电流A电压V焊速mm/min等离子气体流量L/min引弧电流AB436L 50-70 13-14 400-450 1 9B409M 70-90 13-15 450-500 1 9B432L 70-85 15-17 400-430 1 9B439M 75-90 14-16 420-460 1 93 讨论四种汽车用铁素体不锈钢焊接接头拉伸试验的结果见图1。
宝钢汽车排气系统用铁素体不锈钢的等离子弧焊接工艺
况下 ,焊 接热 输 入 的大 小 将 直 接 决 定 了焊 接 接 头 晶
粒 长大 的最终 尺 寸 。
适 当 的焊 接 工 艺 不 但 体 现 在 对 铁 素 体 不 锈 钢 晶
粒 长大 尺寸 的控制 ,对 于 焊缝 成 形 也 是非 常 重 要 的 , 鉴 于铁素 体 不 锈 钢 具 有 较 强 的 缺 口敏 感 性 ,因 此 ,
R
5 O 5 5 O 5 O 5 0 5 O
n
铝
Hale Waihona Puke 钉 采用 不添 加 焊 丝 的 弧焊 方 法 ,晶粒 粗 化 的接 头 将 大
一
隧 辅
幅降低母 材 重熔 而形 成 的焊 接 接 头 。对 于具 有 深 冲 、 成 形等 要求 的加 工 工 艺 ,必 须 尽 可能 降 低 焊 接 接 头
技 术。
2 .实 际 工作 中 高 效 切 割 技 术 。
3 .结 合 工 作 实 践 及 企 业 的 实 际 情 况 ,谈 谈 对 切 割 技 术的进一步要 求或希望。
( ) B3 M d 49
投 稿 网 址 : w . tl okn 1 5 . o ; ww meaw rig 9 0 t m
一
最 终 的铁素 体 晶粒尺 寸 。 如 何抑 制铁 素 体 不 锈 钢 的焊 接 接 头 或 热 影 响 区
B40 M 9
B4 2 3 L
B4 6 3L
B4 9 3M
一
组织 的铁 素体 晶粒 尺 寸 ,不 同 的研 究 者 或 者 生 产 厂
家 采用 不 同 的 方 法 。通 常 采 用 强 碳 化 物 形 成 元 素 , 如 r和 N r i b等 元素 ,利用 两者 能够 与 C、N形 成碳 化 物 颗粒 ,抑 制 铁 素 体 不 锈 钢 晶 粒 的 长 大 。但 是 不 同 的钢 种体 系及 生产 工 艺添 加 的 、N b或 两 者 复合 的
宝钢生产工艺流程

宝钢生产工艺流程工艺流程是指在宝钢生产过程中,原料的处理、各个环节的加工、成品的制造等一系列步骤和方法。
下面将详细介绍宝钢的生产工艺流程。
1. 原料准备宝钢的主要原料是铁矿石、焦炭和石灰石。
首先,铁矿石经过破碎和磨矿的处理,使其粒度合适;焦炭则通过破碎、筛分和烘干等步骤进行处理,以保证其质量;石灰石经过破碎、筛分和烘干等工序,以满足生产需要。
2. 炼铁在宝钢的炼铁工艺中,采用高炉法。
首先,将铁矿石、焦炭和石灰石按一定比例混合,并送入高炉中。
高炉内部通过高温和还原剂的作用,使铁矿石中的铁氧化物被还原成金属铁,并与石灰石反应生成炉渣。
炉渣和铁水分离后,得到生铁。
3. 精炼生铁中含有杂质,需要进行精炼处理。
宝钢采用转炉法进行精炼。
将生铁装入转炉中,通过吹氧和加入石灰石等辅助剂的方式,使杂质被氧化、还原或结合,从而得到低含碳的钢水。
4. 连铸将精炼后的钢水倒入连铸机中,通过结晶器的作用,使钢水逐渐冷却凝固,形成连续的坯料。
坯料经过切割后,得到符合要求的铸坯。
5. 热轧铸坯经过预热后,送入热轧机中。
热轧机通过辊道的作用,将铸坯进行多道次的轧制,使其逐渐变薄,并得到带有一定形状的热轧板卷。
6. 酸洗热轧板卷中含有氧化铁皮和锈蚀层等杂质,需要进行酸洗处理。
将热轧板卷浸入酸洗槽中,通过酸洗液的作用,使杂质被溶解掉,从而得到干净的钢板。
7. 冷轧经过酸洗的钢板送入冷轧机中。
冷轧机通过辊道的作用,将钢板进行多道次的轧制,使其进一步变薄,并得到带有更高表面质量的冷轧板卷。
8. 退火冷轧板卷中存在一定的残余应力,需要进行退火处理。
将冷轧板卷送入退火炉中,通过加热和冷却的方式,使钢板的晶粒重新排列,消除残余应力,从而提高钢板的强度和韧性。
9. 镀锌或涂层根据不同需求,一部分钢板需要进行镀锌或涂层处理。
镀锌是将钢板浸入熔融的锌液中,形成一层锌层;涂层是将涂料涂覆在钢板表面,形成一层保护膜。
这样可以提高钢板的耐腐蚀性能和美观度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
宝钢不锈钢热轧板卷工程工艺技术
宝钢不锈钢热轧板卷工程分二期建设。
一期工程包括一条不锈钢炼钢连铸生产线、碳钢炼钢连铸生产线和1780mm热轧生产线;二期工程包括一条不锈钢炼钢连铸生产线。
二期工程建成投产后,生产规模为年产铁水300万吨,钢340.6万吨(其中碳钢190.6万吨、不锈钢150万吨),钢坯328.9万吨(其中碳钢板坯184.9万吨,不锈钢坯144万吨),钢卷309.73万吨(其中热轧碳钢卷181.2万吨,不锈钢卷1 28.53万吨),不锈钢坯11.5万吨。
工艺流程
图1 不锈钢项目新产线工艺流程
炼钢所用的铁水来自750m3高炉和2500m3高炉,采用炉前脱硅工艺,在出铁场全量脱硅处理后,由2 60t鱼雷罐车扒渣后送往铁水倒罐站。
供不锈钢铁水采用铁水罐顶喷脱磷处理后,兑入100t电炉(EAF),并加入不锈钢返回料、合金等固体料,熔炼成不锈钢母液,然后兑入120t侧复吹氩氧脱碳炉(AOD)脱碳精炼。
不锈钢生产工艺组织灵活,可以采用三步法经120t真空脱碳精炼装置(VOD)精炼出成品,也可以采用二步法经侧复吹氩氧脱碳炉(A OD)出成品。
在电炉修炉时还可以采用不经电炉的生产工艺,即可用120t侧复吹氩氧脱碳炉(AOD)直接兑脱磷铁水加合金冶炼400系列和300系列不锈钢。
供碳钢铁水采用铁水罐搅拌脱硫处理,兑入2×150t脱磷脱碳双联复吹转炉进行高速少渣冶炼,钢水再经真空脱气装置(RH)或成份调整密封吹氩站(LATS)进行炉外精炼。
另设LF炉,既可用于不锈钢又可用于碳钢的保温和精炼,以配合连铸作业。
在一般情况下1#、2#转炉也可采用单联法即单炉脱磷脱碳生产。
连铸单元设四台一机一流板坯连铸机,经转炉吹炼及精炼后的不锈钢钢水送往二台不锈钢板坯连铸机;经转炉吹炼及精炼后的碳钢钢水送往两台碳钢板坯连铸机。
不锈钢和碳钢板坯连铸机的机型统一,无缺陷不锈钢板坯直送热轧板坯库,部分板坯(约20%)需下线修磨后送板坯库。
碳钢板坯在轧制不锈钢时下线,轧制碳钢时可直接热装至加热炉(板坯温度750~800℃),也可直接热送至热轧板坯库,并可与4 00系不锈钢混合轧制。
1780mm热轧单元设3×300t/h步进式加热炉,经高压水除鳞、一架四辊可逆粗轧机轧3~7道次,中间坯可经无芯轴热卷箱、切头飞剪和精轧高压水除鳞后进7机架精轧机组轧至成品,钢带经层流冷却后由2台地下卷取机成卷。
设成品库贮存成品钢卷以备出厂。
主要新技术应用
1 全铁水冶炼
图2 AOD全铁水冶炼不锈钢工艺流程
AOD全铁水冶炼不锈钢工艺流程如图2示。
该工艺主要技术创新点是AOD全铁水冶炼条件下的脱碳保铬技术研究。
该工艺与采用进口不锈钢废钢和国产低磷碳素废钢作原料相比,优点如下:①避免了不锈钢钢水受到不纯废钢的质量影响,Cu、Ni、Sn、Pb、As等微量元素,可以控制在一个极低的范围内,大大降低了冶炼高纯净度400系列不锈钢的难度。
[P]含量可以较轻松地达到0.020%以下,钢水成份容易控制;
②无须电炉冶炼不锈钢母液(粗炼钢水),由电炉产生的成本将被节约下来;③主要原料由不锈钢废钢改为高炉铁水,可以节约原料成本;④在电炉炉修、停炉期间,可以继续组织生产,大大提高了不锈钢炼钢厂的生产能力,降低了成本。
采用全铁水冶炼工艺,相对于目前主流工艺而言,初始条件发生了很大的变化,铁水入炉温度低、C高、没有预配Cr。
经过投产一年来的探索、试验和改进,我们确定了比较完善的全铁水冶炼工艺参数,形成了一套切实可行的全铁水冶炼条件下脱碳保铬技术。
目前为止采用AOD全铁水冶炼工艺生产的钢种涉及到304、409L、430、420、410S、410L。
平均[P]含量控制在0.023%,低于0.02 0%的占到总炉数的81.4%。
采用AOD全铁水冶炼工艺的平均Cr收得率达到96%以上,而采用经过EAF炉生产母液+AOD炉冶炼工艺,其Cr总收得率仅为89.24%。
2 无芯轴热卷箱
1780mm热轧生产线生产的品种范围较广,硬度组别跨度较大,2.0mm以下的碳钢薄规格比例较多,热卷箱月平均使用率基本保持在22%左右:不锈钢包括300系列厚度≤4.5mm且宽度≥1520mm,以及厚度<3. 5mm的所有宽度规格;碳钢包括厚度≤3.5mm且宽度≥1500mm,及厚度≤2.0mm的所有宽度规格。
热卷箱在实际使用中有很多优势:①采用热卷箱,可使生产线更加紧凑,产线缩短了60米;②降低能耗、降低精轧机轧制负荷。
中间带坯由热卷箱卷取后,头尾、上下表面对换,开卷后进入精轧机的温度较高,金属变形抗力相对较小;精轧机采用恒速轧制,与不使用热卷箱相比,最大轧制速度相对较低;在生产相同规格产品的条件下,精轧机主电机功率可以降低,中间坯厚度可以减薄,从而进一步降低精轧机轧制负荷,轧制能耗也明显下降;加热炉的出钢温度无须过多考虑头尾温差的影响,从而大大降低了天然气消耗。
③提高了不锈钢的成材率。
对于300系列不锈钢的生产,由于不锈钢加热温度不宜过高(防止边裂),轧制过程中变形抗力相应较高,使用热卷箱对生产不锈钢显得极为有利,特别是在生产极限规格时优势更明显。
同时,热卷箱配合热卷箱保温炉的使用,将进一步提高不锈钢的成材率。
④改善了除鳞效果、提高产品质量。
热卷箱在卷取和开卷过程中,中间坯产生的二次氧化铁皮由于带钢的变形,大量的氧化铁皮从钢卷表面脱落,起到了机械破鳞的作用,显著增强了精轧除鳞的效果。
同时,精轧温度的变化较小,轧制状态相对稳定,带钢轧制过程中的轧制压力变化也较小,致使轧制精度趋于理想状态,可大大提高产品质量。
3 碳钢板坯直接热装轧制技术(DHCR)
为保证直接热装,工艺平面布置将连铸和热轧毗邻布置,以利于实现工序间工艺流程的直接连接和组织一贯制管理的连续化生产。
基于热轧板坯库较小、生产品种较多、物流复杂,因此须有较高的DHCR比例才能实现正常生产时的物流平衡。
为此,我们制定了投产以后三年之内可热装钢种的DHCR比例不小于2
5%、最终达到60%的目标。
由于一台碳钢连铸机的小时产能(150~165t/h)远小于一座热轧加热炉加热碳钢时的能力(DHCR时≥450t/h),所以DHCR时必须两台连铸机对应一座加热炉。
根据装备能力,没有单独的DHCR计划,必须与其它方式组合实施才能发挥最大产能。
一般情况下,1780热轧厂实施碳钢DHCR与CCR或HCR“夹花”轧制。
DHCR与HCR或DHCR与CCR“夹花”的作业计划,只能单独装入指定炉座,不能进行DHCR、HCR、C CR板坯在同座加热炉中“夹花”混装(系统予以限制)。
连续的DHCR或HCR计划装炉,支持加热炉ACC (自动燃烧控制)系统,有利于降耗。
4 碳钢与不锈钢的混合轧制技术
由于碳钢板坯采用直接热装工艺,考虑到碳钢连铸小时供坯能力远低于轧线小时生产能力的特点,轧线上采用1座加热炉的直接热装板坯(DHCR坯)和另1座加热炉的热装坯(HCR坯)或冷装坯(CCR坯)的混合轧制生产工艺。
为保证混合轧制的稳定生产,采用了PC轧机(F2~F4)、重力弯辊、在线磨辊装置(F5~F7)等设备以保证获得高精度板形的稳定性和减小轧辊磨损对轧制宽度的限制,并在模型上考虑了对不同材料、宽度、厚度带坯轧制的适应性。
碳钢与不锈钢混合轧制,有利于提高热装比和实现产能最大化,也满足了产品质量的要求,适当的碳钢与不锈钢的混合轧制使产品的表面质量控制变得容易,同时能在减少轧制废品和提高轧制公里数等方面起到良好的作用。
5 综合自动化系统
不锈钢工程在引进先进的工艺技术和装备的同时,建设先进的计算机控制和管理系统已成必然。
整个生产控制/管理计算机系统,共分三个层次,L1:基础自动化,L2:过程控制计算机,L3:公司管理计算机。
通过宝钢自身的力量,实现了系统投入与产线投产的同步,为国内钢铁行业首创。
随着新产线投入,各项功能业务和技术不断整合优化,确保了不锈钢连铸、热轧的合同管理、作业计划、物料跟踪及生产控制实现计算机信息全过程跟踪管理。
信息化系统在建设现代化不锈钢精品基地的进程中已经发挥了巨大的作用。
目前系统开发及完善工作正在推进,如产销系统向冷轧产线延伸,设备管理系统的开发以及集团一体化业务管理的整合优化等。