LED焊线知识
LED灯带焊接技巧
LED灯带焊接技巧LED灯带是一种非常常见的照明设备,在室内装饰、建筑外墙亮化、广告牌展示等领域都得到了广泛的应用。
在制作LED灯带时,焊接技巧是非常重要的一环。
本文将介绍LED灯带焊接的基础知识、注意事项和常见问题及解决方法,帮助读者更好地掌握LED灯带焊接技巧。
一、基础知识1. LED灯带的结构LED灯带是由LED芯片、电路板、导线、外壳等部分组成的。
其中,LED芯片是LED灯带最核心的部分,其质量和数量的多少直接影响到LED灯带的亮度和寿命。
电路板则是LED芯片的载体,它可以提供电源和控制信号。
导线则是将电源和电信号传输到LED芯片的桥梁,外壳则是LED灯带的保护层。
2. LED灯带的分类按照灯珠数目来分,LED灯带可以分为单色、双色、RGB、RGBW 等。
单色灯带只有一种颜色,一般为红、绿、蓝、黄、白等。
双色灯带有两种颜色,例如红绿、红蓝等。
RGB灯带则是由红、绿、蓝三种颜色的LED芯片组成,可以通过控制电路板实现各种颜色的变化。
RGBW灯带则在RGB灯带的基础上增加了白光LED芯片,可以实现更加丰富的颜色效果。
3. LED灯带的电气参数在焊接LED灯带时,需要了解LED灯带的一些电气参数,如电压、电流、功率等。
这些参数不同的LED灯带会有所不同,需要根据具体情况进行调整。
二、注意事项1. 焊接工具准备在焊接LED灯带时,需要准备一些工具,如焊锡丝、焊锡笔、剪线器、钳子等。
焊锡丝应选择直径为0.5mm左右的,焊锡笔应选择功率较小的,以免对LED芯片造成损伤。
剪线器和钳子则用来剪断和夹住导线。
2. 防止静电LED灯带中的LED芯片非常敏感,容易受到静电的影响。
因此,在焊接LED灯带时,需要注意防止静电的产生。
可以使用静电手环或者将自己接地来避免静电的产生。
3. 焊接顺序在焊接LED灯带时,应该先焊接电源线,再焊接信号线。
这是因为电源线的电压较高,一旦接错会导致LED芯片烧毁。
而信号线的电压较低,即使接错也不会对LED芯片造成太大的影响。
大功率LED封装工艺系列之焊线篇
大功率LED封装工艺系列之焊线篇一、基础知识1. 目的在压力、热量和超声波能量的共同作用下,使金丝在芯片电极和外引线键合区之间形成良好的欧姆接触,完成内外引线的连接。
2. 技术要求2.1 金丝与芯片电极、引线框架键合区间的连接牢固2.2 金丝拉力:25μm金丝F最小>5CN,F平均>6CN: 32μm金丝F最小>8CN,F平均>10CN。
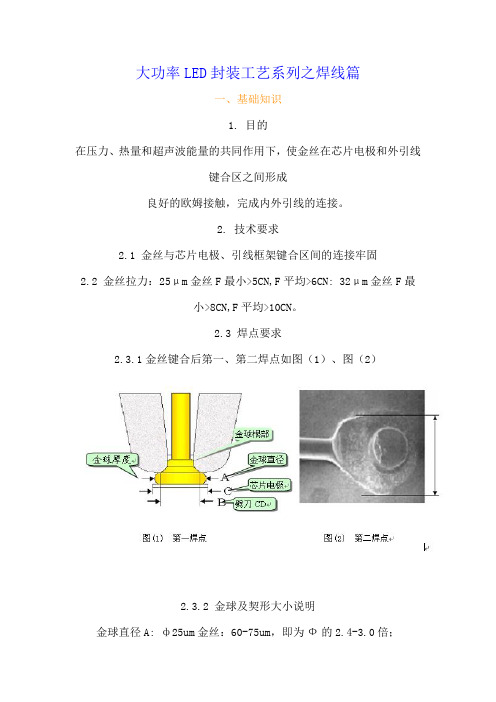
2.3 焊点要求2.3.1金丝键合后第一、第二焊点如图(1)、图(2)2.3.2 金球及契形大小说明金球直径A: ф25um金丝:60-75um,即为Ф的2.4-3.0倍;球型厚度H:ф25um金丝:15-20um,即为Ф的0.6-0.8倍;契形长度D: ф25um金丝:70-85um,即为Ф的2.8-3.4倍;2.3.3 金球根部不能有明显的损伤或变细的现象,契形处不能有明显的裂纹2.4 焊线要求2.4.1 各条金丝键合拱丝高度合适,无塌丝、倒丝,无多余焊丝2.5 金丝拉力2.5.1第一焊点金丝拉力以焊丝最高点测试,从焊丝的最高点垂直引线框架表面在显微镜观察下向上拉,测试拉力。
如图所示:键合拉力及断点位置要求:3.工艺条件由于不同机台的参数设置都不同,所以没有办法统一。
我在这里就简单的说一下主要要设置的地方:键合温度、第一第二焊点的焊接时间、焊接压力、焊接功率、拱丝高度、烧球电流、尾丝长度等等。
4.注意事项4.1 不得用手直接接触支架上的芯片以及键合区域。
4.2 操作人员需佩带防静电手环,穿防静电工作服,避免静电对芯片造成伤害。
4.3 材料在搬运中须小心轻放,避免静电产生及碰撞,需防倒丝、塌丝、断线及沾附杂物。
4.4 键合机台故障时,应及时将在键合的在制品退出加热板,避免材料在加热块上烘烤过久而造成银胶龟裂及支架变色。
二、键合设备先来张手动机台,很古老了ASM的立式机台卧式(现在手上没有图片,改天照了传上来)KS的机台1488好古老的机台,下面这台已经快有20年的历史了最新的elite机台,确实不错,就是偶尔会出点莫名其妙的问题,不过重启一下就好了,估计是软件的问题。
LED焊线要求
LED焊线要求一、基础知识1. 目的在压力、热量和超声波能量的共同作用下,使金丝在芯片电极和外引线键合区之间形成良好的欧姆接触,完成内外引线的连接。
2. 技术要求2.1 金丝与芯片电极、引线框架键合区间的连接牢固2.2 金丝拉力:25μm金丝F最小>5CN,F平均>6CN: 32μm金丝F最小>8CN,F平均>10CN。
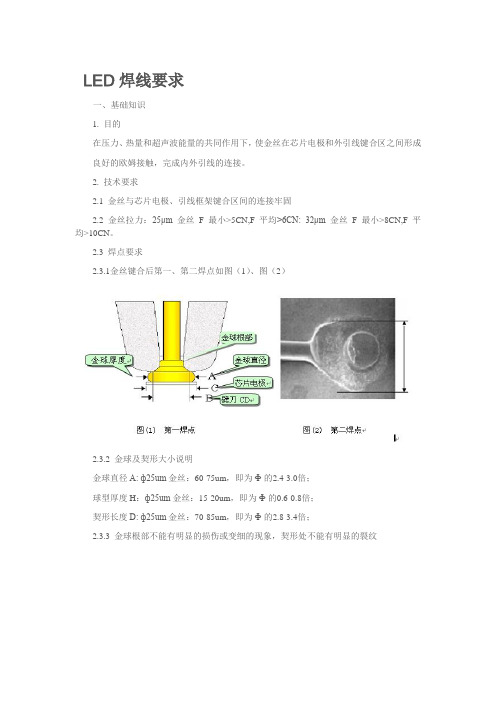
2.3 焊点要求2.3.1金丝键合后第一、第二焊点如图(1)、图(2)2.3.2 金球及契形大小说明金球直径A: ф25um金丝:60-75um,即为Ф的2.4-3.0倍;球型厚度H:ф25um金丝:15-20um,即为Ф的0.6-0.8倍;契形长度D: ф25um金丝:70-85um,即为Ф的2.8-3.4倍;2.3.3 金球根部不能有明显的损伤或变细的现象,契形处不能有明显的裂纹.4 焊线要求2.4.1 各条金丝键合拱丝高度合适,无塌丝、倒丝,无多余焊丝2.5 金丝拉力2.5.1第一焊点金丝拉力以焊丝最高点测试,从焊丝的最高点垂直引线框架表面在显微镜观察下向上拉,测试拉力。
如图所示:3.工艺条件由于不同机台的参数设置都不同,所以没有办法统一。
我在这里就简单的说一下主要要设置的地方:键合温度、第一第二焊点的焊接时间、焊接压力、焊接功率、拱丝高度、烧球电流、尾丝长度等等。
4.注意事项4.1 不得用手直接接触支架上的芯片以及键合区域。
4.2 操作人员需佩带防静电手环,穿防静电工作服,避免静电对芯片造成伤害。
4.3 材料在搬运中须小心轻放,避免静电产生及碰撞,需防倒丝、塌丝、断线及沾附杂物。
4.4 键合机台故障时,应及时将在键合的在制品退出加热板,避免材料在加热块上烘烤过久而造成银胶龟裂及支架变色。
二、键合设备先来张手动机台,很古老了ASM的立式机台KS的机台1488好古老的机台,下面这台已经快有20年的历史了最新的elite机台,确实不错,就是偶尔会出点莫名其妙的问题,不过重启一下就好了,估计是软件的问题。
LED焊线原理介绍 PPT

pad
lead
Capillary rises to loop height position
pad
lead
Capillary rises to loop height position
pad
lead
Formation of a loop
pad
lead
Formation of a loop
pad
lead
Disconnection of the tail
pad
lead
Formation of a new free air ball
pad
lead
Wire Bonded
pad lead
Die
谢谢大家!
Free air ball is captured in the chamfer
pad lead
Free air ball is captured in the chamfer
pad
lead
Free air ball is captured in the chamfer
pad
lead
Free air ball is captured in the chamfer
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pad
lead
pead
pad
焊线机基础知识
LED焊线工艺和过程控制基础知识➢1什么样的PR图案是容易被机器识别的?衡量图像被识别的因素主要有两个:清晰度和独特性。
清晰度:主要是图像能反映到的最细小的微观状况,主要有光线参数控制。
一般来说要求图案黑白分明,但并不是越清晰越好。
独特性:是用来反应图案被重复的可能性,主要用选择的参考框大小位置控制。
独特性要求一定很好,不然会认到别的地方。
➢2机器的光线有:同轴光,侧光同轴光线有:蓝光和红光,用于不同反光特质的芯片表面。
如果只用同一种光线,也许会遇到某种芯片表面根本反射不出黑白分明的图案。
所以调节光线的时候,最好让蓝光和红光的电流大小一样。
芯片的识别主要依靠同轴光线;管脚的识别主要依靠侧光,这样使得“镀银层”清晰发亮,其他部位呈黑色。
➢3品质问题:球形烂高尔夫球球的位置焊偏球的高度大小球脱焊弧高错误弧高不稳(一会高一会低的现象)弧形混乱鱼尾形不好(太深或太浅)第二点焊偏➢4工艺参数焊线动作过程:烧球——FAB 回缩劈刀移动到1st 探测高度触——焊线——释放 拉弧轨迹——劈刀移动到2nd 度探测——接触——焊线——释放 拉线尾——线尾拉断➢5基本参数设置第一焊点:Reference Search Height= 80-100 μm这将影响‘Impact Force接触力度’ 和‘Search Time探测时间’Standby Power 待机功率在探测高度阶段到撞击到焊线板采用的能量,能够帮助一些很难打得情况。
推荐设置:0 – 30 DACContact Time 接触时间当撞击和接触得到确认以后,用户可以设置接触时间,采用能量和压力以改善切球(ball shear)以及其他的应用,例如用于处理敏感的产品和用于清洁焊线窗口。
如果Contact time = 0, 接触阶段的参数将被忽略。
如果确认已经接触表面,机器直接使用焊接阶段的参数。
Contact Power接触功率在接触时间采用的超声波能量。
《LED焊线知识》课件

放置LED灯珠
将LED灯珠放置在焊盘上,确保灯珠位置准确无误。
检查焊点质量
焊接完成后,检查焊点是否饱满、无气泡,如有问题需重新焊接。
将焊接好的LED灯珠安装在电路板上,通电测试其亮度和稳定性。
通电测试
检查LED灯珠外观是否完好,无破损、无气泡等问题。
检查外观
根据实际需求,对LED灯珠进行性能测试,如亮度、色温等参数的测量和调整。
03
02
01
早期LED焊线采用手工焊接方式,效率低下,精度不高。
随着技术的发展,自动化焊线设备逐渐普及,提高了生产效率和焊接质量。
未来,随着技术的不断创新,LED焊线工艺将更加成熟和高效,为LED照明产业的发展提供更好的支持。
02
LED焊线的材料与工具
LED芯片是LED焊线的核心部分,其质量直接影响焊线的效果和LED产品的性能。
《LED焊线知识》PPT课件
目 录
LED焊线简介LED焊线的材料与工具LED焊线的基本流程LED焊线的技术要点LED焊线的常见问题与解决方案LED焊线的未来发展与展望
01
LED焊线简介
LED焊线是一种将LED灯珠与线路板连接起来的工艺技术,通过焊接的方式将LED灯珠的引脚与线路板上的铜箔焊接在一起,实现电流的传输和信号的传递。
总结词:解决焊接过程中出现的问题需要从多个方面入手,包括保持焊台干净整洁、选择合适的焊线材料、提高操作人员的技能水平等。
总结词
焊接后可能出现的问题包括焊点不牢固、焊点表面不光滑、焊点颜色异常等,这些问题都可能影响LED的使用寿命和可靠性。
详细描述
如果焊点不牢固,可能会导致LED在使用过程中脱落或损坏。为了解决这个问题,可以调整焊接参数,如增加焊接时间和提高焊接温度,以提高焊点的粘附力。如果焊点表面不光滑或颜色异常,可能是由于焊接温度过高或过低、焊线材料不匹配等原因引起的。可以调整焊接温度和时间、选择合适的焊线材料等方法解决这些问题。此外,还需要注意保持工作环境清洁卫生,避免灰尘和杂质对LED和焊点的影响。
LED发光二极管焊线标准

LED发光二极管焊线标准
1.0mil或>
2.0mils测试方式:
在显微镜下进行
观察、检测。
LED发光二极管是电子行业中常见的元件之一。
为了确保焊线作业品质的标准化,制定了下列焊线标准,并要求品质部和生产部严格执行。
在推力测试中,最小拉力应为40克。
测试方法是使用550克拉力测试器或同等测试器,将金球中央线以下的部分进行测试。
金球尺寸的X值或Y值不能小于3.0mil或大于5.0mil。
测试方式是在显微镜下进行观察和检测。
金球厚度不能小于0.6mil或大于1.2mil。
测试方式是在显微镜下进行观察和检测。
线弧高度不能小于9mil或大于11mil。
测试方式是在显微镜下进行观察和检测。
焊线的垂直程度不允许超过-15°或+15°。
测试方式是在显微镜下进行观察和检测。
鱼尾尺寸的长度不能小于2.0mil或大于4.0mil,宽度不能小于1.0mil或大于2.0mil。
测试方式是在显微镜下进行观察和检测。
led焊线机的工作原理

led焊线机的工作原理
LED焊线机的工作原理是通过自动化的方式将LED芯片和焊
线固定在电路板上。
其基本工作流程如下:
1. 芯片供应:LED芯片通过供料系统从进料仓中取出,并按
照特定的排列方式放置在焊线机的工作台上。
2. 焊线供应:焊线通过供料系统从卷盘中拉出,并通过张力控制器调整焊线张力,确保焊线的稳定供给。
3. 锡膏涂覆:焊线机上的锡膏供应系统将适量的锡膏喷洒在焊线的焊点位置上,以保证焊接的可靠性。
4. 焊接:焊线机使用热风枪或激光焊接机等设备,对焊点进行加热或熔化,使焊线与LED芯片及电路板紧密结合。
焊接完
成后,通过冷却系统对焊点进行冷却,以确保焊接的牢固性。
5. 检测:焊线机通常会配备检测系统,用于检测焊接质量,包括焊点的外观、连接强度等参数,以确保焊接的合格性。
6. 卸料:焊线机将焊接好的电路板送到卸料口处,待操作员取出,并进行后续的检测和组装工作。
总结:LED焊线机的工作原理是将LED芯片和焊线通过自动
化的方式精准地焊接在电路板上,以提高生产效率和产品质量。
LED焊线机如何选择瓷嘴金线

LED焊线机如何选择瓷嘴金线选择适合的瓷嘴金线对于LED焊线机的正常运行至关重要。
以下是您在选择瓷嘴金线时需要考虑的几个重要因素。
1.金线材质:在选择瓷嘴金线时,首先要考虑使用的金线材质。
通常情况下,LED焊线机使用的金线材料有几种选择,包括铜线、银线、金镍合金等。
铜线是一种使用最广泛的金线材质,具有良好的电导率和导热性能,适用于一般焊接应用。
银线的电导率更高,具有更好的导热性能,适用于对电阻和导热要求更高的应用。
金镍合金是一种高档的金线材料,具有优异的导电性能和耐腐蚀性能,适用于高质量的焊接应用。
2.金线直径:金线直径直接关系到焊接的效果和可靠性。
一般来说,金线直径越小,焊接的精度和可靠性就越高。
但是,过细的金线需要更高的焊接技术和更精细的设备来处理。
因此,在选择瓷嘴金线时,需要根据具体的焊接需求和设备性能来确定合适的金线直径。
3.金线涂层:金线在焊接过程中会产生氧化,对焊接质量产生影响,因此需要在金线上涂覆一层保护性涂层。
根据不同的金线材质和应用需求,涂层的选择也会有所不同。
常见的金线涂层材料有镍、锡、铝等。
镍涂层可以提供良好的抗氧化能力,适用于一般焊接应用。
锡涂层可以提高金线和焊接材料之间的连接性能,适用于需要提高焊接可靠性的应用。
铝涂层具有良好的导电性能和耐腐蚀性能,适用于高端的焊接应用。
4.瓷嘴材质和形状:瓷嘴材质和形状也会对焊接质量产生影响。
常见的瓷嘴材质有氧化铝、石英等。
氧化铝具有良好的导热性能和耐高温性能,适用于高功率的焊接应用。
石英材质具有更好的透明性和耐高温性能,适用于需要观察焊接过程的应用。
瓷嘴形状有直通型和扩散型两种,直通型适用于需求更高的焊接质量,而扩散型适用于一般焊接应用。
5.焊接环境:焊接环境也是选择瓷嘴金线的一个重要考虑因素。
例如,焊接材料的沾染和腐蚀程度会影响瓷嘴材料和金线涂层的耐用性。
在有特殊气氛的焊接环境下,如高温、高湿、腐蚀性气体等,需要选择更耐腐蚀的瓷嘴材料和金线涂层。
led灯珠焊线制造工艺

led灯珠焊线制造工艺
LED灯珠焊线制造工艺一般分为以下几个步骤:
1. 准备工作:准备LED灯珠、焊线、焊接工具和器材等。
2. 焊接前处理:将LED灯珠和焊线进行清洁处理,去除表面的污垢和氧化物。
3. 焊接准备:按照设计要求,将焊线进行切割和整理,确保长度和形状符合需求。
4. 焊接过程:使用焊接工具(如电烙铁)进行焊接,将焊线与LED灯珠的焊盘(或焊点)连接起来。
焊接时需要控制好温度、接触时间和焊接压力,保证焊接质量。
5. 焊接后处理:焊接完成后,进行焊接点的观察和检查,确保焊接质量良好。
6. 测试和包装:对焊接的LED灯珠进行电气测试,验证其亮度和功能,然后进行包装,准备出货。
需要注意的是,在LED灯珠焊线制造过程中,要控制好焊接温度和时间,避免对LED灯珠和焊线造成损害。
同时,还要选择合适的焊接工具和辅助材料,以确保焊接质量。
第4章 LED封装的焊线环节
1. 金线的拆装
2. 金线的检验
金线进料检验主要是金线外观和拉力的检测,外观要求金 线干净无尘和整洁,拉力测试对进料卷数抽取30%做拉力 测试,取每卷的5~10cm做拉力测试,测试结果:1.0mil金 线拉力必须大于7g,小于或等于7g为不合格;1.2mil金线 拉力必须大于15g,小于或等于15g为不合格。
(4)特严重堵塞:可用钨丝直接将堵塞物顶出,然后重复第(1) 项。
4.1.3 超声波金丝球焊线机
超声波金丝球焊线机的基本原理是在超声能量、温度、压 力的共同作用下形成焊点,其工艺过程可简单表示为:烧 球——一焊——拉丝——二焊——断丝——烧球。
操作说明
(1)首次操作 设置好工作温度,视不同的支架和芯片设定适当的温度,待工作温度达 到设定值后方可工作。对于不同的产品,建议先做一次工作面高度的检 测,后进行其他参数的设定。设定好参数后,便可作试焊生产。 根据产品的特性和要求,操作者可对焊接进行跟踪调节(如焊接跨度、 高度、金球等参数调节)。首根支架试焊完成后,送检;经检测合格后, 即可进行实际生产。 (2)持续操作 在生产过程中,需中断工作时,可关闭电源或只关闭照明灯和停止夹具 加温即可。即使电源关闭,原有设定参数仍然保存在记忆体中,不被清 除(除非作数据清除操作)。终止操作时,应按“复位”键使整机恢复 至原始位置,保证瓷嘴不被意外碰损。继续操作时,先调整显微镜,让 工作面在视野中间,方可进行下一步的操作。
4.注意事项
作业前检查机台是否接地良好,作业人员要佩戴静电环, 并定时检查静电环功能是否正常。 所焊线支架必须是经过标准固化时间的材料。 焊线前必须检查所焊支架规格与随工单是否相符,须经 检验确认后方可作业。 支架焊好后作业人员需自主检查支架是否有弯曲,如有 发现就立即停止并请维修人员处理。
LED生产工序——焊线

焊线机一、概述:1. 用途:STR—L803A金丝球焊线机主要应用于大功率发光二极管(LED)、激光管(激光)、中小型功率二极管、三极管、集成电路、传感器和一些特殊半导体器件的内引线焊接,特别适于大功率发光管的焊接。
2. 产品特点:1.单向焊接可以记忆两条线的数据,方便左、右支架均采用同侧单向焊接。
2.双向焊接时,焊完第一条线后自动运行到第二条线一焊上方,大致对准第二条线的第一焊点,可提高效率并保护第一条线弧。
3.双向焊接时,两条线的二检高度、拱丝高度分别可调,以利于不同二焊高度的支架焊接。
4.弧度增高功能,有弧形1、弧形2及弧形3三种方案多种弧形可选,可达到你所想要的任何弧形,对于弧度要求较高的大功率管支架、深杯支架及食人鱼支架将大大提高合格率。
5.二焊补球功能,可大大提高二焊的可焊性,降低死点率6.自动过片1步或2步选择,对于Φ8mm和10mm等大距离的支架,选择每次过片两步将大大提高生产效率。
7.连续过片功能,对于返工支架能提高效率。
8.劈刀检测功能,可检测劈刀是否正确安装,大大降低人为的虚焊。
9.超声功率4道输出,可尽量保证两边线的二焊焊点基本一致,同时因为晶片支架上的焊点参数不同,选择晶片上与支架上不同的一焊功率,可保证10.晶片上的焊点与支架上的补球一焊都满足要求。
11.烧球性能大大改善,若再采用本公司独特设计的劈刀,可得到更小的一焊(球焊)及更可靠的二焊。
更适合蓝、白发光二极管的生产。
二、主要技术参数:1、使用电源:220VAC±10%(AC110V可订制),50Hz,300W,要求可靠接地。
2、消耗功率:最大300W。
3、适用金丝线径:20~50μm(0.8~2 mil)。
4、焊接温度:60~400℃。
5、超声功率:二通道0~3W分两档连续可调。
6、焊接时间:二通道0~100ms。
7、焊接压力:二通道35~180g8、最小焊接时间:0.4s/线。
9、一焊至二焊最大自动跨度:双向均不小于4mm。
led焊线机原理

led焊线机原理
LED焊线机是一种自动化设备,用于在LED元件的引脚上进
行焊接。
它采用先进的电子技术和机械原理来实现焊接过程的准确性和高效性。
LED焊线机的工作原理如下:首先,LED元件通过供料系统
被输送到焊接位置。
焊线机中的感应器会检测到元件的位置,并将其准确地定位在焊接位置上。
然后,焊线机会使用烙铁或激光焊接技术,将焊锡材料与LED引脚连接起来。
整个焊接过程是自动进行的,它可以根据预设的程序来完成焊接操作。
焊线机会根据元件的类型和焊接要求,调整焊接温度、焊接时间和焊接压力等参数,以确保焊接质量的稳定和一致性。
此外,LED焊线机还包含检测系统,用于检测焊接质量。
它
会检查焊接点的连接是否牢固、焊缝是否均匀以及是否存在焊锡溢出等问题。
如果检测到焊接不合格的情况,焊线机会自动进行修正或报警。
总的来说,LED焊线机通过结合先进的电子技术和机械原理,实现LED焊接过程的自动化和高效性。
它可以大大提高生产
效率,减少人工操作,提高焊接质量。
led焊线机的工作原理
led焊线机的工作原理
LED焊线机的工作原理是基于焊锡技术和自动化控制技术的应用。
首先,LED焊线机会将LED器件定位在焊接位置上,然后通过控制系统控制焊锡头在预定的时间和力度下对LED 器件进行焊接。
其中,焊锡头携带的焊锡丝会通过预设的温度控制系统,在适当的温度下熔化焊锡丝并涂覆在器件与焊点之间,实现器件的焊接连接。
LED焊线机的工作过程可以分为以下几个步骤:
1. 定位:通过传感器或机器视觉系统,LED焊线机能够准确地检测到焊接位置,将器件定位在焊点上。
2. 焊锡丝供给:LED焊线机会自动供给焊锡丝,焊锡丝会通过专门的输送系统将其送到焊锡头位置。
3. 温度控制:焊锡头上配备了加热器,通过控制系统调控其温度,以保持焊锡丝在熔融状态。
4. 焊接:焊锡头在熔融的焊锡丝下接触器件与焊点,通过适当的压力和时间,完成器件的焊接连接。
5. 检测与质量控制:焊接结束后,LED焊线机会进行焊点的质量检测,如焊点强度、焊点形状等,以确保焊接质量符合要求。
6. 输出与收集:焊接完成后,完成的LED器件会被自动送出焊线机,进入下一个工艺环节。
整个工作过程中,LED焊线机通过自动化控制系统,精确地控制焊接参数,提高了生产效率和产品质量,并减少了人工操作所带来的风险。