推动架机械加工工艺卡
推动架机械加工工艺及夹具设计

12.77m m/ r
M c 73Nm
M m 144.2 Nm
所以 M c M m
Pc 1.7 ~ 2.0kw PE 故满足条件,校验成立。
2.5.3.3 计算工时
tm 2x Ll 40 10 2x 0.3 min nf 452 0.7
2.5.4 工序六
钻头磨钝标准及寿命 后刀面最大磨损限度(查《切削手册》 )为 0.5~0.8mm,寿命 T 60 min . 切削速度 查 《切削手册》 vc 10mm/ r 修正系数 KTV 1.0 K MV 1.0 K tv 1.0
Kxv 1.5 K1v 1.0 K apv 10 故 vc 15mm/ r 。
2.5.3.1. 加工条件 工件材料:HT200,铸造。 机床:C6116 车床。 刀具:扩孔麻花钻,倒角车刀. 2.5.3.2 车切削用量 查《切削手册》 f 0.70 ~ 0.86mm/ r
f 0.70m m/ r
l
d
40
32
1.25 3 所以,
按钻头强度选择 f 1.55mm/ r
按机床强度选择 f 0.63m m/ r 经校验
最 终 决定 选 择 机 床 已 有 的 进 给 量 f 0.48m m/ r
Ff 7 0 8 5 Fm
a x
校验成功。
钻头磨钝标准及寿命 后刀面最大磨损限度(查《切削手册》 )为 0.5~0.8mm,寿命 T 60 min . 切削速度 查 《切削手册》 vc 10mm/ r 修正系数 KTV 1.0 K MV 1.0 K tv 1.0
2.5.2 工序四
铣面 E、F (见工艺卡片)
2.5.2.1. 加工条件 工件材料:HT200,铸造。 机床:XA6132 卧式铣床 刀具:高速钢圆柱铣刀,深度 ap<=3, ,故据《切削用量简明手册》 (后简 称《切削手册》 )取刀具直径 do=60mm。 2.5.2.2. 切削用量 铣削深度 因为切削量不大,故可以选择 ap1=1.8mm,ap2=0.2mm,二 次走刀即可完成所需尺寸。 每齿进给量 机床功率为 7.5kw。 查 《切削手册》 f=0.14~0.24mm/z。 由于是对称铣,选较小量 f=0.14 mm/z。 查后刀面最大磨损及寿命 查《切削手册》表 3.7,后刀面最大磨损为 1.0~1.5mm。 查《切削手册》表 3.8,寿命 T=180min 计算切削速度 按 《 切 削 手 册 》, 查 得 Vc = 98mm/s ,
“推动架零件”机械加工工艺规程设计及“钻φ16mm孔”专用夹具设计

专业课程设计任务书题目:“推动架零件”机械加工工艺规程设计及“铣φ32mm端面”专用夹具设计加工件图纸:(见附页)生产纲领:年产量××件,批量生产设计要求:1、工件毛坯图 1张2、机械加工工艺过程卡 1套3、机械加工工序卡 1套4、夹具装配图 1张5、夹具零件图若干张7、课程设计说明书 1份目录前言一、工件的结构工艺性分析1.1推动架的技术要求推动架的技术要求见表1.11.2推动架工艺分析分析可知本零件材料为灰口铸铁,HT200。
该零件具有较高的强度,耐磨性,耐热性,减震性,适应于承受较大的应力,要求耐磨的零件。
刨床推动架具有两组工作表面,他们之间有一定的位置要求。
由零件图可知,φ32+0.027 0、φ16+0.019 0孔的中心线是主要的设计基准和加工基准。
该零件的主要加工面可分为两组:1.φ32mm孔为中心的加工表面这一组加工表面包括:φ32mm的两个端面及孔和倒角,φ16mm的两个端面及孔和倒角。
2.以φ16mm孔为加工表面这一组加工表面包括,φ16mm的端面和倒角及内孔φ10mm、M8-6H的内螺纹,φ6mm的孔及120°倒角2mm的沟槽。
这两组的加工表面有着一定的位置要求,主要是:1.φ32mm孔内与φ16mm中心线垂直度公差为0.10;2.φ32mm孔端面与φ16mm中心线的距离为12mm。
由以上分析可知,对这两组加工表面而言,先加工第一组,再加工第二组。
由参考文献中有关面和孔加工精度及机床所能达到的位置精度可知,上述技术要求是可以达到的,零件的结构工艺性也是可行的。
另外考虑到零件的精度不高可以在普通机床上加工。
二、加工工艺规程设计2.1 确定毛坯的制造形式推动架是一个结构较复杂的零件,要求材料要容易成型,切削性能好,同时要求强度要高,重要表面的表面硬度也要高,故选用铸铁材料HT200,铸铁材料是最常见的材料,其优点是:容易成型,切削性能好,价格低廉,且吸振性好。
机械加工工艺过程卡片及工序卡

机械加工工艺过程卡片及工序卡机制xxx班机械加工工艺过程卡片产品型号零件图号01产品名称零件名称轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸φ30mm×170mm 每毛坯件数 1 每台件数 1 备注年产万工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 模锻毛坯20车削车削端面保证长度120mm轮廓粗车余量2mm圆弧粗车余量2mm轮廓精车槽加工 4 x 2车削螺纹 M16 x 1.5机加工7 C6140三抓卡盘,游标卡尺,外圆车刀,螺纹车刀工件调头30车削粗车球面余量2mm粗车锥面余量2mm粗车外圆余量2mm精车球面 R8精车锥面精车外圆φ28mm机加工4 C6140三抓卡盘,游标卡尺,外圆车刀,球面车刀40终检入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 1 页车间工序号工序名称材料牌号机加工20 车削2A12精心整理,用心做精品2精心整理,用心做精品3车间工序号工序名称材料牌号机加工30 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 1 夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 球面车削球面车刀,游标卡尺320 30 0.2 1 22 锥面车削外圆车刀,游标卡尺32030 0.2 1 23 外圆车削外圆车刀,游标卡尺32030 0.2 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期精心整理,用心做精品4。
推动架加工工艺卡片

工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
钻螺纹孔φ6mm,攻丝8M-6H
直柄麻花钻,内径千分尺,机用丝锥,螺纹塞规
1063
16
0.16
3
1
45s
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
零件图号
共11页
产品名称
零件名称
推动架
第9页
车间
工序号
工序名称
材料牌号
机加
120
钻孔、攻丝
HT200
毛坯种类
毛坯重量
每件毛坯可制件数
每台件数
铸铁件
0.72kg
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z535
夹具编号
夹具名称
切削液
专用钻夹具
工位器具编号
工位器具名称
工序工时/min
准终
单件
工步号
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
钻φ16mm孔
直柄麻花钻,内径千分尺
480
58.34
0.5
43
1
1
2
钻φ10mm孔
直柄麻花钻,内径千分尺
520
37.25
0.3
2.5
1
0.42
设计(日期)
校对(日期)
审核(日期)
机械加工工艺规程卡片

如下表:序号: 工序内容设备型号夹具铸造毛坯时效30 铣粗铣,精铣底面A面专用铣夹具钻孔4-ф13mm,扩孔4-ф20mm 专用钻夹具50 钻粗镗孔半精镗孔ф80H9(+0.087/0)mm Z3025 专用镗夹具孔口倒角2X4560 车钻孔ф21mm 扩孔ф25H7mm,ф38mm,ф43mm 专用钻夹具70 钻铣槽1(5mm) 铣槽2(5mm) XA6132 专用铣夹具80 钻孔ф21mm M8-7H的螺纹底孔M10-7H的螺纹底孔90 车攻丝M10-7Hmm的孔攻丝M8-7Hmm 专用攻螺纹夹具100 检验110 入库(二)、选择加工设备及刀、夹量具由于生产类型为批量生产,故加工设备宜以适用机床为主,以少量专用机床,其生产方式以常用机床加专用夹具为主,辅以少量专用机床的流程生产线,工件在个机床上的装卸及各机床间的传送均由它完成。
铣中间槽,考虑工件的定位夹紧方案,及夹具结构设计等问题,采用卧铣,选择XA6132卧式铣床(参考文献[1]表8-15),选择直径D为φ200的高速钢三面刃圆盘铣刀(参考文献[1]表10-40)专用夹具和游标卡尺。
(三)加工工序设计1.工序70的铣槽1。
2。
参考文献【1】表2.4 -3.8并参考XA6132机床说明书。
取铣槽1进给量f=0.3mm/r参考文献【1】表2-4-4,用插入法求得铣槽1的削速度v=27.7m/min.由此算出转速为n=1000v/3.14d=(1000*27.7)/(3.14*5)=320r|min按机床实际转速取n=450r/min.则实际切削速度v=(3.14*5*450)/1000=31.3n(四) 夹具设计1.设计的夹具为第70道工序-铣槽1,2。
该夹具适用于XA6132卧式铣床,选择A面与加工的为定位基准。
按照基准重合原则并考虑到目前有A面与孔加工,为避免重复使用粗机组基准,应以A面与孔定位.从对工件的结构形状分析,若工件以A面朝右放置在支撑板上,定位夹紧都比较可靠,也容易实现,待夹紧后就能满足加工要求。
推动架加工工艺卡片

表1.1推动架加工工艺过程卡上海师范大学天华学院机械加工工艺过程卡产品型号零件图号共(2 )页产品名称零件名称推动架第(1 )页材料牌号HT200毛坯种类铸件毛坯外型尺寸每毛坯可制件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工时准备单件1 铸造铸造毛坯2 热处理人工时效处理3 车1)粗车、半精车、精车32φ左端面,倒外圆角CA6140车床三爪卡盘2)钻、扩、粗车32φ孔3)拉R3油槽4)半精车、精车32φ孔,倒内圆角4 铣 1)粗铣、半精铣、精铣32φ右端面XA6132 专用铣床夹具2)粗铣Φ16+0.019孔的右端面5 铣粗铣Φ16+0.019孔的左端面XA6132 专用铣床夹具6 钻钻、扩、铰Φ16+0.019的孔Z35摇臂钻床专用钻床夹具7 铣粗铣、半精铣、精铣Φ27顶面XA6132 专用铣床夹具8 铣 1)粗铣深9.5mm宽6mm的槽XA6132 专用铣床夹具标记处数更改文件号签字日期标记处数更改文件号签字日期设计审核标准化会签日期上海师范大学天华学院机械加工工艺过程卡产品型号零件图号共(2 )页产品名称零件名称推动架第(2 )页材料牌号HT200毛坯种类铸件毛坯外型尺寸每毛坯可制件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工时准备单件2)粗铣深1mm宽6mm的槽9 钻1)钻、扩、铰10φ的孔Z35摇臂钻床专用钻床夹具2)扩、铰、锪Φ16+0.033阶梯孔10 钻钻、铰M8螺纹孔Z35摇臂钻床专用钻床夹具11 钳攻M8—6H螺纹丝锥12 钻1)钻6φ油孔Z35摇臂钻床专用钻床夹具2)锪0120的倒角13 钳去毛刺,需要倒角的地方锪倒角14 淬火淬火处理15 检检验各部尺寸、精度16 入库标记处数更改文件号签字日期标记处数更改文件号签字日期设计审核标准化会签日期。
机械加工工艺卡片
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片(八)
徐州建院
机电工程学院
机械加工工序卡片
产品型号
零件图号
共 8 页
产品名称
零件名称
主动轴
第 8 页
车间
工序号
工序名称
材料牌号
50
磨
45钢
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
热轧圆钢
Φ20×260
2
1
设备名称
设备型号
2
半精车φ14.5外圆长度尺寸90
车床
450
50
0.4
0.25
1
0.3
3
半精车φ11外圆长度至尺寸53
车床
450
50
0.4
1
1
0.1
4
车刀至107处半精车φ14.5至122
车床
450
50
0.4
0.25
1
0.1
5
6
7
设计 (日期)
校对 (日期)
审核 (日期)
标准化(日期)
会签 (日期)
标记
处数
更改号
签字
50
0.2
0.7
1
0.1
2
3
4
设计 (日期)
校对 (日期)
审核 (日期)
标准化(日期)
会签 (日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
推动架零件的机械加工工艺及夹具毕业设计论文
毕业设计设计(论文)题目:推动架的工艺规程及夹具设计姓名岳国晋学院(系)机械电子工程系专业机械设计制造及其自动化年级 09级指导教师杜鹃2013 年6 月14 日摘要本设计的内容可分为机械加工工艺规程设计和机床专用夹具设计两大部分。
首先,通过分析B6065刨床推动架,了解到推动架在B6065刨床加工中的作用。
运用机械制造技术及相关课程的一些知识,解决推动架在加工中的定位、加紧以及工艺路线的安排等方面的相关问题,确定相关的工艺尺寸及选择合适的机床和刀具,保证零件的加工质量。
其次,依据推动架毛坯件和生产纲领的要求及各加工方案的比较,制定出切实可行的推动架加工工艺规程路线。
最后,根据被加工零件的加工要求,参考机床夹具设计手册及相关方面的书籍,运用夹具设计的基本原理和方法,拟定夹具设计的方案,设计出高效、省力、经济合理并且能保证加工质量的夹具。
夹具设计的主要内容是铣床夹具和钻床夹具,分别加工Φ50和Φ35端面和Φ16孔。
第一套夹具是通过利用一个大端面和一个定位销与一个挡销来完成定位,利用浮动压紧机构对零件进行夹紧;再配合两个定位块进行铣端面。
有支承板与底面的平行度误差和中心孔轴线与底面的垂直度误差。
第二套夹具是通过液压装置来进行夹紧,通过短心轴进行中心孔定位,定位方式与上一套类似。
此夹具存在的误差与上一套夹具的误差情况相同。
关键词机械加工、工艺规程、专用夹具、推动架ABSTRACTThe design of the content can be divided into a point of order processing machinery and machine tools designed for the two most fixture design. First of all, through the promotion of B6065-planer, that promote the B6065 planer-processing role. Use of machinery manufacturing technology and related programs of knowledge, promoting the solution-processing in the position to step up and the line of the arrangement, and so on related issues, establishing the process and choose a suitable size and machine tools, spare parts processing quality assurance . Secondly, the basis for promoting the rough-pieces and production and processing requirements of the Programme of the programme, to promote the development of a practical point of order-processing line. Finally, in accordance with the requirements of the processing parts processing, machine tool fixture design reference manual and related aspects of the books, use of fixture design of the basic principles and methods, the programme drawn up fixture design, design efficient, effort, economic and reasonable to ensure the quality of processing Fixture.The main content of the fixture is milling fixture and drilling fixture, respectively processing Φ 50 and Φ35 face andΦ 16 hole the first set of fixture is through the use of a large end face and a positioning pin and a blocking pin to complete the positioning, using floating hold-down mechanism for clamping parts; Combined with two locating piece with support plate milling face and underside of the parallelism error and center hole axis and the underside of the perpendicularity error of a second set of fixture is through clamping hydraulic device, through the short mandrel center hole positioning, positioning method and a set of similar this fixture error and a set of fixture error conditions are the same.Key words: Machining, process planning, special fixture,To promote目录摘要...................................................... . (I)第1章引言................................................ .............................. (1)1.1机械加工工艺规程制订 (2)1.2机械加工工艺规程的种类 (3)1.3制订机械加工工艺规程的原始资料 (3)第2章零件的分析 (4)2.1零件的作用.................................... ............ ...... ......... (4)2.2零件的工艺分析.................. ..................... ............ ... (4)第3章工艺规程设计 (5)3.1确定毛坯的制造形式.................................... ............ ...... ......... (4)3.2基面的选择.................................... ............ ...... ......... (6)3.3制定工艺路线.................................... ............ ...... ......... (7)3.4机械加工余量、工序尺寸及毛皮尺寸的确定 (7)3.5确立切削用量及基本工时.................................... ............ ...... (8)第4章夹具设计 (16)4.1钻φ16孔的钻床夹具......... ............... ......... .................. (16)4.2铣槽端面铣床夹具 (23)4.2钻孔φ6... ............ ............ .................. (23)4.3钻M8底孔φ6.6 (24)结论............................................. ........................ (25)致谢 (26)参考文献...................................................... ........................ (27)第1章引言机械制造业是国民经济的支柱产业,现代制造业正在改变着人们的生产方式、生活方式、经营管理模式乃至社会的组织结构和文化。
机械加工工艺卡片
录附产品型号零件图号指导老师:姓名:机械加工工艺卡片 1页页共21 第零件名称产品名称拖垃机连杆材料牌工序名工序车45#金铣两端每件台毛坯种毛坯尺每毛坯可制件1模锻1设备编设备型同时加工件设备名1立式铣X52k夹具名称切削液夹具编号专用夹具I切削速度主轴转速进给量切削深度进给次数工步号工步内容工艺装备mm mm/r m/min r/min1 硬质合金端铣刀 1 500 3 铣连杆大小头两平面,每面留磨量产品型号零件图号机械加工工艺卡片页页零件名称第拖垃机连杆 2共产品名称 21工序工序名材料牌车45#粗金每件台毛坯种每毛坯可制件毛坯尺模锻11设备名设备型设备编同时加工件磨1M7350夹具编号切削液夹具名称专用夹具I切削速度进给量切削深度主轴转速进给次数工步内容工步号工艺装备mmm/min r/min mm/r磨另一大平面,保证中心线对以一大平面定位,1 砂轮;磁力吸盘1 100 称,无标记面称为基面产品型号零件图号机械加工工艺卡片页第3 共21拖垃机连杆页产品名称零件名称工序工序名材料牌车45#金每件台毛坯种毛坯尺每毛坯可制件11模锻同时加工件设备编设备型设备名1Z3080摇臂钻切削夹具编夹具名专用夹具 I切削深度进给量切削速度主轴转速进给次数工步号工步内容工艺装备mm mm/r r/min m/min1 1 以基面定位,钻、扩、铰小头孔1000 10 麻花钻;扩孔钻;铰刀2 1 2503 1 200产品型号零件图号机械加工工艺卡片第4页拖垃机连杆共21页产品名称零件名称工序材料牌工序名车45#铣大头两金每件台每毛坯可制件毛坯种毛坯尺11模锻同时加工件设备型设备编设备名1X62W卧式铣切削液夹具名称夹具编号I 专用夹具主轴转速切削速度进给量切削深度工步号进给次数工步内容工艺装备 mm m/min r/min mm/r1 1铣两侧面,保证对称(此平面为工艺用基准面) 75040产品型号零件图号机械加工工艺卡片 5页共21页第零件名称产品名称拖垃机连杆材料牌工序名工序车45#扩金每件台每毛坯可制件毛坯种毛坯尺11模锻同时加工件设备型设备编设备名1Z3080摇臂钻切削夹具名夹具编专用夹具 I主轴转速切削深度进给量切削速度工步号进给次数工步内容工艺装备mm mm/r m/min r/min1 1 滑柱钻模 60400 以基面定位,以小头孔定位扩大头孔产品型号零件图号机械加工工艺卡片第6页零件名称拖垃机连杆页共产品名称21材料牌号工序号工序名称车间45# 金工铣毛坯种每件台每毛坯可制件毛坯尺模锻11设备名设备型设备编同时加工件立式铣床 1 X62W夹具编号夹具名称切削液专用夹具 I主轴转速切削深度进给量切削速度工步号进给次数工艺装备工步内容 r/min mm/r mm m/min1 7501 锯片铣刀铣开连杆产品型号零件图号机械加工工艺卡片 7页页拖垃机连杆共21 第零件名称产品名称材料牌工序名工序车45#铣结合金每件台每毛坯可制件毛坯尺毛坯种11模锻同时加工件设备名设备编设备型1卧式铣X62W切削夹具名夹具编号专用夹具I主轴转速切削速度进给量切削深度进给次数工艺装备工步内容工步号 mm mm/r m/min r/min±)定位装夹工件,铣连杆以基面和一侧面(指991 1 硬质合金端铣刀1 750 体结合面,保直径方向测量深度产品型号零件图号机械加工工艺卡片 8页共21页第拖垃机连杆产品名称零件名称材料牌工序名工序车45#金每件台毛坯种每毛坯可制件毛坯尺11模锻同时加工件设备编设备型设备名1M7350磨切削夹具名夹具编专用夹具I主轴转速切削速度进给量切削深度工步号进给次数工艺装备工步内容mm m/min mm/r r/min1 1砂轮硬质合金端铣刀 100产品型号零件图号机械加工工艺卡片共21页第零件名称 9拖垃机连杆页产品名称材料牌车工序名工序45#金铣斜每件台毛坯尺每毛坯可制件毛坯种11模锻同时加工件设备型设备名设备编1X62W卧式铣床切削液夹具名称夹具编号I专用夹具主轴转速切削速度进给量切削深度工步号进给次数工艺装备工步内容 mm m/min mm/r r/min1 以基面及结合面定位装夹工件,12 专用铣刀100 铣连杆体、盖斜槽8mm5×产品型号零件图号机械加工工艺卡片第10页拖垃机连杆共21页产品名称零件名称工序号工序名称材料牌号车间45#金每件台每毛坯可制件毛坯种毛坯尺1模锻1同时加工件设备编设备型设备名1卧立铣X62W切削液夹具名称夹具编号I 专用夹具主轴转速切削速度进给量切削深度工步号进给次数工艺装备工步内容 mm m/min r/min mm/r1 1 750 3 加工螺栓座面专用铣刀产品型号零件图号机械加工工艺卡片第11页页零件名称拖垃机连杆共21产品名称材料牌工序工序名车金45#每毛坯可制件毛坯尺毛坯种每件台1模锻1设备编设备名设备型同时加工件Z3025立式钻1夹具编号夹具名称切削液I 专用夹具主轴转速切削深度切削速度进给量工步号工艺装备工步内容进给次数 mm/r mm m/min r/min1 1000 5 1 加工螺栓孔麻花钻产品型号零件图号机械加工工艺卡片第12页拖垃机连杆共21页产品名称零件名称工序材料牌工序名车金45#毛坯尺每件台每毛坯可制件毛坯种11模锻设备型设备编同时加工件设备名1T68立式镗夹具编夹具名切削液I 专用夹具主轴转速切削速度切削深度进给量工步内容工步号工艺装备进给次数mm/r m/min mm r/min1 8003 1专用镗杆粗镗大头孔产品型号零件图号机械加工工艺卡片页第1321共页零件名称产品名称拖垃机连杆工序号工序名称材料牌号车间45#金毛坯尺每件台毛坯种每毛坯可制件11模锻设备型同时加工件设备编设备名X62W1卧式铣切削液夹具名称夹具编号I 专用夹具主轴转速进给量切削速度切削深度工步号工艺装备工步内容进给次数mm r/min m/min mm/r1 大头两端倒角 1 750 3 铣刀产品型号零件图号机械加工工艺卡片第14页拖垃机连杆共21页产品名称零件名称工序号材料牌号工序名称车间精磨两端金45#毛坯尺每件台每毛坯可制件毛坯种11模锻设备型设备编同时加工件设备名M71301平面磨夹具编号夹具名称切削液 I 专用夹具主轴转速切削速度切削深度进给量工步号进给次数工步内容工艺装备mm/r r/min mm m/min38mm1 精磨大小头两端面,保证尺寸精度1 100 磁力吸盘;砂轮产品型号零件图号机械加工工艺卡片第15页拖拉机连杆共21页产品名称零件名称材料牌工序名工序车45#金每件台毛坯尺毛坯种每毛坯可制件11模锻同时加工件设备名设备编设备型1平面磨M7130切削液夹具名称夹具编号专用夹具 I主轴转速切削深度进给量切削速度工步号进给次数工艺装备工步内容 mmmm/r m/min r/min1 1 100 磁力吸盘;砂轮精磨两端面产品型号零件图号机械加工工艺卡片 16页共21页第零件名称产品名称拖拉机连杆材料牌号工序名称工序号车间45#金镗每件台毛坯种毛坯尺每毛坯可制件1模锻1同时加工件设备编设备型设备名1立式镗T2115切削液夹具编号夹具名称专用夹具 I切削速度主轴转速进给量切削深度进给次数工艺装备工步内容工步号 mm mm/r r/min m/min1 YT15 1 1 100 半精镗大头孔及精镗小头孔产品型号零件图号机械加工工艺卡片页页第17共零件名称产品名称拖拉机连杆21材料牌工序名工序车45#金镗每件台毛坯尺毛坯种每毛坯可制件11模锻同时加工件设备编设备型设备名1T2115立式镗切削夹具名夹具编I专用夹具切削速度进给量主轴转速切削深度工步号进给次数工艺装备工步内容 mm m/min mm/r r/min1 1 10001 YT15精镗大孔至尺寸产品型号零件图号机械加工工艺卡片页第18 拖拉机连杆共21页零件名称产品名称材料牌号工序名称工序号车间45#钻小头油金每件台每毛坯可制件毛坯种毛坯尺1模锻1同时加工件设备名设备编设备型1立式铣Z3025切削液夹具编号夹具名称专用夹具I切削速度进给量主轴转速切削深度进给次数工艺装备工步内容工步号 mm m/min mm/r r/min1 3麻花钻钻连杆小头油Ф孔1 10001 2孔2 钻连杆Ф1000 10 扩孔钻产品型号零件图号指导老师机械加工工艺卡片 19页共21页第拖拉机连杆产品名称零件名称材料牌工序名车工序45#挤金每件台毛坯种每毛坯可制件毛坯尺1模锻1同时加工件设备编设备型设备名1卧式铣切削液夹具名称夹具编号I专用夹具主轴转速切削速度进给量切削深度工步号进给次数工艺装备工步内容mmm/minmm/r r/min1 挤压铜套孔产品型号零件图号指导老师:机械加工工艺卡片 20页第共21页零件名称产品名称拖拉机连杆材料牌号工序名称车间工序号45#镗金每件台毛坯种每毛坯可制件毛坯尺11模锻同时加工件设备编设备型设备名1T2115立式镗床切削液夹具编号夹具名称专用夹具I主轴转速进给量切削深度切削速度工步号进给次数工艺装备工步内容mmr/min mm/r m/min1 1 专用镗杆半精镗、精镗小头衬套孔 1000产品型号零件图号指导老师:机械加工工艺卡片第 21页零件名称共产品名称拖拉机连杆21页材料牌工序名工序车45#金每件台毛坯尺毛坯种每毛坯可制件11模锻同时加工件设备型设备编设备名1研磨机切削夹具名夹具编I 专用夹具主轴转速切削速度进给量切削深度进给次数工步号工步内容工艺装备 mm m/min r/min mm/r1 内径千分尺研磨大头孔 1 1000。
机械加工工艺过程卡片模板

日期
江苏奕阳机械有限公司
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备型号
工艺装备
工时
准终
单件
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
签字
日期
江苏奕阳机械有限公司
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备型号
工装夹具
工时
准终
单件
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
江苏奕阳机械有限公司
机械加工工艺过程卡片
产品型号
零件图号
注:同系列产品可参照加工
产品名称
零件名称
共
页
第
页
材料牌号
机械加工工艺过程卡片及工序卡
机制XXX班机械加工工序卡片 1产品名称零件名称2页第1页车间工序号工序名称材料牌号机加工20 车削2A121832 29 15120X-\-毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件设备名称车床夹具编号© 30x170设备型号CA6140工位器具编号设备编号夹具名称三抓卡盘同时加工件数切削液工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm基本辅助1端面车削端面车刀,游标卡尺320300.2112轮廓车削外圆车刀,游标卡尺320300.223槽加工槽车刀,游标卡尺320302214螺纹车削螺纹车刀,游标卡尺10030 1.512校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期设计(日期)-r 心口、 工步号工步内容 工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时 r/min m/min mm/r mm基本 辅助1 球面车削 球面车刀,游标卡尺 320 300.2 122 锥面车削 外圆车刀,游标卡尺 320 30 0.2 1 23外圆车削外圆车刀,游标卡尺320300.212机制XXX 班机械加工工序卡片产品名称零件名称轴共 2页第 2页车间 工序号 工序名称材料牌号机加工30车削2A12丄 0.01ALA毛坯种类 锻件设备名称 卧式车床毛坯外形尺寸设备型号CA6140每毛坯可制件数1设备编号每台件数1同时加工件数夹具编号夹具名称切削液工位器具编号三抓卡盘工序工时(分) 准终单件「8 ...32 (29)’15 二 22—十——1120 —11厂更改文件号签字日期标记更改文件号签字日期标记处数。
机械加工工序卡片 工艺过程卡片表格

设备
工艺装备
工时
准终
单件
设计
(日期)
审核
(日期)
标准化(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
进给量mm/r
背吃刀量mm
进给次数
工步工时
机动
辅助
设计
(日期)
审核
(日期)
标准化(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
机电学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共页
第页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
备注
工序号
工序
名称
工序内容
车间
机械加工工序卡片
机电学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
零部件名称
共页
第页
车间
工序号
工序名
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴速度r/min
切削速度m/min
推动架的机械加工工艺及攻丝M8-6H孔的夹具设计说明书正文
1零件的分析1.1零件的作用据资料所示,可知该零件是B6065牛头刨床推动架,是牛头刨床进给机构的中小零件,φ32mm孔用来安装工作台进给丝杠轴,靠近φ32mm孔左端处一棘轮,在棘轮上方即φ16mm孔装一棘爪,φ16mm孔通过销与杠连接杆,把从电动机传来的旋转运动通过偏心轮杠杆使推动架绕φ32mm轴心线摆动,同时拨动棘轮,带动丝杠转动,实现工作台的自动进给。
1.2零件的工艺分析由零件图可知,其材料为HT200,该材料为灰铸铁,具有较高强度,耐磨性,耐热性及减振性,适用于承受较大应力和要求耐磨零件。
由零件图可知,φ32、φ16的中心线是主要的设计基准和加工基准。
该零件的主要加工面可分为两组:1.φ32mm孔为中心的加工表面这一组加工表面包括:φ32mm的两个端面及孔和倒角,φ16mm的两个端面及孔和倒角。
2.以φ16mm孔为加工表面这一组加工表面包括,φ16mm的端面和倒角及内孔φ10mm、M8-6H的内螺纹,φ6mm的孔及120°倒角2mm的沟槽。
这两组的加工表面有着一定的位置要求,主要是:1.φ32mm孔内与φ16mm中心线垂直度公差为0.10;2.φ32mm孔端面与φ16mm中心线的距离为12mm。
由以上分析可知,对这两组加工表面而言,先加工第一组,再加工第二组。
由参考文献中有关面和孔加工精度及机床所能达到的位置精度可知,上述技术要求是可以达到的,零件的结构工艺性也是可行的。
2 选择毛坯,确定毛坯尺寸,设计毛坯图根据零件材料确定毛坯为灰铸铁,通过计算和查询资料可知,毛坯重量约为0.72kg。
生产类型为中小批量,可采用一箱多件砂型铸造毛坯。
由于φ32mm的孔需要铸造出来,故还需要安放型心。
此外,为消除残余应力,铸造后应安排人工时效进行处理。
由参考文献可知,差得该铸件的尺寸公差等级CT为8~10级,加工余量等级MA为G级,故CT=10级,MA为G级。
表3.2由参考文献可知,铸件主要尺寸的公差如下表:3选择加工方法,制定工艺路线3.1机械加工工艺设计3.1.1基面的选择基面选择是工艺规程设计中的重要设计之一,基面的选择正确与合理,可以使加工质量得到保证,生产率得到提高。
推动架零件的机械加工工艺规及工艺夹具装备设计【钻φ16mm】
推动架摘要本设计的内容可分为机械加工工艺规程设计和机床专用夹具设计两大部分。
首先,通过分析X52K立式铣床推动架,了解到推动架在X52K立式铣床加工中的作用。
运用机械制造技术及相关课程的一些知识,解决推动架在加工中的定位、加紧以及工艺路线的安排等方面的相关问题,确定相关的工艺尺寸及选择合适的机床和刀具,保证零件的加工质量。
其次,依据推动架毛坯件和生产纲领的要求及各加工方案的比较,制定出切实可行的推动架加工工艺规程路线。
最后,根据被加工零件的加工要求,参考机床夹具设计手册及相关方面的书籍,运用夹具设计的基本原理和方法,拟定夹具设计的方案,设计出高效、省力、经济合理并且能保证加工质量的夹具。
关键词机械加工、工艺规程、专用夹具、推动架Promote the rackAbstract The design of the content can be divided into a point of order processing machinery and machine tools designed for the two most fixture design. First of all, through the promotion of X52K Vertical Milling machines, that promote the X52K Vertical Milling machines-processing role. Use of machinery manufacturing technology and related programmes of knowledge, promoting the solution-processing in the position to step up and the line of the arrangement, and so on related issues, establishing the process and choose a suitable size and machine tools, spare parts processing quality assurance . Secondly, the basis for promoting the rough-pieces and production and processing requirements of the Programme of the programme, to promote the development of a practical point of order-processing line. Finally, in accordance with the requirements of the processing parts processing, machine tool fixture design reference manual and related aspects of the books, use of fixture design of the basic principles and methods, the programme drawn up fixture design, design efficient, effort, economic and reasonable to ensure the quality of processing Fixture.Key words Machining, process planning, special fixture, To promote引言机械制造业是国民经济的支柱产业,现代制造业正在改变着人们的生产方式、生活方式、经营管理模式乃至社会的组织结构和文化。
机械加工工艺过程卡片模板

审 核(日期) 标准化(日期)
会 签(日期)
标记 处数 更改文件号 签
字
日
期 标记 处数 更改文件号 签
字 日
期
产品型号
江苏奕阳机械有限公司
零件图号 零件名称 每毛坯件数 工 设备型号 工 艺 装 备 段 每 台 件 数
注:同系列产品可参照加工
机械加工工艺过程卡片
产品名称 共 页 第 备 注 工 准终 时 单件 页 毛 坯 种 类 毛坯外形尺寸 车
产品名称 共 每 台 件 数 页 第 备 注 工 时 页 毛 坯 种 类 毛坯外形尺寸 车
材 料 牌 号 工 序 号 工 名 工 序 称
序
内
容 间 段
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
标记 处数 更改文件号 签
字
日
期 标记 处数 更改文件号 签
字 日
期
产品型号
会 签(日期)
标记 处数 更改文件号 签
字
日
期 标记 处数 更改文件号 签
字 日
期
产品型号
江苏奕阳机械有限公司
零件图号 零件名称 每毛坯件数 工 设备型号 工 装 夹 具 段 每 台 件 数
注:同系列产品可参照加工
机械加工工艺过程卡片
产品名称 共 页 第 备 注 工
准终
页
材 料 牌 号 工 序 号 工 名 工 序 称
毛 坯 种 类
毛坯外形尺寸 车
时
单件ห้องสมุดไป่ตู้
序
内
容 间
设 计(日 期)
校 对(日期)
江苏奕阳机械有限公司
零件图号 零件名称 每毛坯件数 工 设备型号 工 艺 装 备 准终 单件 段 每 台 件 数 共 页 第 备 注 工 时 页
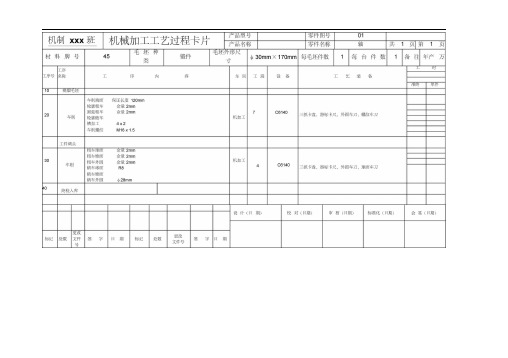
(完整word版)推动架机械加工工艺过程卡片
玄式诂床Z535
"用夬貝.高ittHUA-钻头.AH帯扩孔钻・髙連钢论刀
100
怙
仿46mm的仏吃120怕怖仇
金
V氏站床Z535
時用灭H・ffiifiMVfrWl
110
拉
在如仇中拉泊怡至2
金
件越乍*
CS6140
Ir用夬H・烏速91宜•拉刀
120
ftffl
9.5mm 6mm的怙
金
A式乱XS2K
机械加工工艺过程卡片
产品t八;
•
now
产M铳称
H动聖
'H:「八
推毛妊种类1砖件
毛坏外力尺寸|171.5x50*73
称毛坏nfWfltt
|
冊台件欽|1
备注
工序号
工序名称
工序内解
VW
T ft
设签
工艺黑务
工时
10
伟遗
20
人工片效
人匸时效处理
<4
ft
»;tt^32-oowrmm
-用夬H・AitMfimJJ
150
攻绘
纥MUX绘M8-6H
金
攻绘机MJ412
专用光具.凯・机动处椎
140
按图疑耍求松验
金
设汁|即檢
(□m>(on)
怀霑(Elffl)
(D»J)
休记
处救
宣改文件L;
»7
U刖
杯记
处数
更改文件弓
K7
UWJ
机械加工工序卡片
now
推动架
零件名挣
冷动架
»()«
毛坏种类
Wft
ttJic
750
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
材料HT200 毛坯种类铸件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注
工序号工序
名称
工序内容车间工段设备工艺装备
工时
准终单件
10 下料铸件
20 热处理进行人工时效处理
30 铣粗铣φ32孔和φ16孔的左端面,留余量1金工XA5032
半精铣φ32孔和φ16孔的左端面至尺寸
40 铣粗铣φ32孔的右端面至46,留余量1 金工XA5032
半精铣φ32孔的右端面至尺寸
粗铣φ16孔的右端面至21,留余量1
半精铣φ16孔的右端面至尺寸
50 铣粗铣φ10孔和φ16的基准面至尺寸金工C610-1
60 钻钻φ10mm孔至φ9.8金工Z525立式钻床
粗铰φ10mm孔至φ9.96
精铰φ10mm孔至尺寸
倒角45°
70 钻扩φ16孔至φ15.85 金工Z525立式钻床
粗铰φ16孔至φ15.95
精铰φ16孔至尺寸
倒角45°
设计校对审核标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期
材料HT200 毛坯种类铸件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注
工序号工序
名称
工序内容车间工段设备工艺装备
工时
准终单件
80 钻扩φ32孔至φ31.75金工Z525立式钻床
粗铰φ32孔至φ31.95
精铰φ32孔至尺寸
倒角45°
90 钻钻φ16孔至φ15金工Z525立式钻床
扩φ16孔至φ15.65
半精铰φ16孔至φ15.9
精铰φ16孔至尺寸
倒角45°
100 钻φ6的螺纹孔金工Z525立式钻床
攻丝M8-6H
110 钻φ6的孔金工Z525立式钻床
锪45°的倒角
120 铣铣9.5*6的十字槽金工XA5032
130 审核检验
设计校对审核标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期。