挤压态AZ31镁合金真空扩散焊试验研究_李会
AZ31镁合金组织性能的影响分析

摘要挤压变形AZ31镁合金组织以绝热剪切条纹和细小的α再结晶等轴晶为基本特征。
挤压变形可显著地细化镁合金晶粒并提高镁合金的力学性能。
随挤压比的增大,晶粒细化程度增加,晶粒尺寸由铸态的d400μm减小到挤压态的d12μm(min);强度、硬度随挤压比的增大而增大,延伸率在挤压比大于16时呈单调减的趋势。
轧制变形使板材晶粒明显细化,硬度提高。
AZ31合金中添加Ce,其铸态组织中能够形成棒状Al4Ce相,并能改善合金退火态组织和力学性能;添加Ce可以改善AZ31的综合力学性能。
关键词:AZ31变形镁合金;强化机制;组织;性能绪论20世纪90年代以来,作为最轻金属结构材料的镁合金的用量急剧增长,在交通、计算机、通讯、消费类电子产品、国防军工等诸多领域的应用前景极为广阔,被誉为“21世纪绿色工程材料”,许多发达国家已将镁合金列为研究开发的重点。
大多数镁合金产品主要是通过铸造生产方式获得,变形镁合金产品则较少。
但与铸造镁合金产品相比,变形镁合金产品消除了铸造缺陷,组织细密,综合力学性能大大提高,同时生产成本更低,是未来空中运输、陆上交通和军工领域的重要结构材料。
目前,AZ31镁合金的应用十分广泛,尤其用于制作3C产品外壳、汽车车身外覆盖件等冲压产品的前景被看好,正成为结构镁合金材料领域的研究热点而受到广泛重视。
第1章挤压变形对AZ31镁合金组织和性能的影响1.1 挤压变形组织特征及挤压比的影响作用图1-1为动态挤压变形过程中的组织变化。
动态变形过程大致分为3个区域:初始区、变形区和稳态区,分别对应着不同的组织。
图1-1a为初始区挤压变形前的铸态棒料组织。
由粗大的α-Mg树枝晶和分布其间的α-Mg+Mg17Al12共晶体组成,枝晶形态十分发达,具有典型的铸造组织特征。
晶粒尺寸为112~400μm。
图1-1b为变形区近稳态区组织。
图中存在大量无序流线,流线弯曲度大、方向不定且长短不一,显然这种组织特征是在挤压力作用下破碎的树枝晶晶臂(α固溶体)发生滑移、转动的结果。
第十二届全国铸造年会暨2011中国铸造活动周最新会议论文题录

第十二届全国铸造年会暨2011中国铸造活动周最新会议论文题录铸造铸造资讯?947-第十二届全国铸造年会暨2011中国铸造活动周最新会议论文题录由中国机械工程学会铸造分会和铸造行业生产力促进中心举办的第十二届全国铸造年会暨2011中国铸造活动周将于2011年11月l3—17Et在广州举行.本次会议是中国铸造业具有历史性意义的一次盛会,是铸造行业进行学术与技术交流和产品展览的良好平台.活动期间将进行高水平的学术交流和技术交流,并组织新技术,新材料展览会,还将组织一系列的行业活动.我们热诚邀请广大从事铸造研究,生产,管理等方面的人员莅临此次盛会.会议主题:先进铸造技术及铸造业的可持续发展有关会议的更详细内容见本期正文前面的第1,II,III,Ⅳ页.目前征集到的论文题录如下.1.凝固过程精确理论描述的研究进展和发展趋势/黄卫东/西北工业大学凝固技术国家重点实验室2.欧洲铸铁生产在线质量控制的现状和发展趋势/Ramon/西班牙AZTERI,AN铸造研究中心3.合金熔化节能技术发展的现状及未来/郭景杰/哈尔滨工业大学4.中国汽车铸件轻量化发展前景/万仁芳//东风汽车公司5.我国铸铁生产技术的最新进展与展望/李克锐,曾艺成,张忠仇/郑州机械研究所6.A1一Si合金熔炼过程中S境损的研究/刘宏磊/秦皇岛戴卡兴龙轮毂有限公司7.zG28Si2MnCr2MowRE钢烘干仓篦板的研制与生产/王贺/驻马店中集华骏铸造有限公司8.冷却速度对铝合金铸件气孔形成的影响/舒虎平/长安汽车集团发动机工厂技术处9.涡流分选在铸铁件硬度检测中的研究与应用/张文杰/东风汽车有限公司东风商用车公司铸造二厂10.镍基单晶高温合金的发展概况/黄爱华/沈阳黎明航空发动机(集团)有限责任公司II.镍基高温合金铸件中的双氧化膜缺陷/黄爱华/沈阳黎明航空发动机(集团)有限责任公司12.消失模铸造关键技术的认识与实践/袁东洲/山西晋城市金珂铸业制造有限公司13.新型中铬合金耐磨钢衬板在矿渣微粉管磨机上的研制与应用/李固成/河南驻马店市永诚耐磨材料有限公司14.蠕墨铸铁新标准的制定将促进蠕铁生产应用的发展/张忠仇/郑州机械研究所15.电渣熔铸金属熔池形状的测量方法及实践/宋照伟/沈阳铸造研究所16.轴承环球墨铸铁铸件无冒口铸造工艺实践/范江/沈阳机床银丰铸造有限公司技术部17.熔模石膏铸型粉初凝时间测定方法的研究/楼建余,章霖,孙鲁洪/深圳市景鼎现代科技有限公司18.球化处理降低铁水中碳含量/沈保罗,李莉/成都金顶凸轮轴铸造有限公司l9.新型冷芯盒制芯工艺及材料研究/魏甲/沈阳汇亚通铸造材料有限责任公司20.铸造涂料在大型汽轮机铸件中的应用/施风华/上海市机械制造工艺研究所有限公司21.气相二氧化硅在水基涂料中的应用/龚圣峰/上海市机械制造工艺研究所有限公司22.铸铁件冒口设计方法探讨/诸葛胜/中福铸造材料(青岛)有限公司23.铸造工艺模拟CASTsoftCAD/CAE技术在铸造工艺设计及优化中应用/宋彬/tL京北方恒利科技发展有限公司24.双辊带材铸轧侧封技术中熔融钢水液面宽度对侧封板所受温度场和应力场的影响/宋小伟/太原科技大学材料科学与工程学院25.含硼低合金高速钢轧辊组织和性能研究/符寒光/北京工业大学材料科学与工程学院26.热处理对Fe.Cr.B合金显微组织和硬度的影nil/张海滨,符寒光匕京工业大学材料科学与工程学院27.以埋人法代替电热管插入法改进模具的加热方法/ 张笑山,马婷肛苏省溧阳市科华机械制造有限公司28.CrMnSi耐磨钢铲齿的研究/郭继伟,杜杰敏,荣守范/佳木斯大学材料学院29.液膜溶解扩散焊技术在焊*bV泵曲轴缩裂缺陷方面的应用/罗乃林,汪宗科/宝鸡石油机械有限责任公司铸造厂948FOONDRYSop.2011V0I.60NO.930.泡沫陶瓷过滤器应用技术的探讨/赵远明,张科峰/ 济南圣泉集团股份有限公司31.一种新型外部排风罩的设计应用/丁原朝,尹来/烟台环球铸造有限公司32.基于数值模拟的低压铸造铝合金法兰件工艺优化/于宝义,教富川,李庆丰/沈阳工业大学材料科学与工程学院33.易清理耐高温型芯/张志锋僧东复合材料有限公司34.高强度铸态球墨铸铁整体桥壳材质的研究及攻关/高广阔,石利军,董成玉/一汽铸造有限公司特种铸造厂35.热处理对铸态A1.Fe基合金组织和性能的影响/李润霞,栾新颖,李青/沈阳工业大学材料科学与工程学院36.高温压缩对粗镁直接熔炼AZ91镁合金组织的影响/ 杨林,王凤彬,黄宏军/沈阳工业大学材料科学与工程学院37.坩埚式节能型废铝回收炉的开发/冈田民雄,朴龙云/日本坩埚株式会社38.AITiC晶粒细化剂对AI一30%Mg2Si合金的组织与性能的影响/李英民,姚博,任玉艳/沈阳工业大学材料科学与工程学院39.Mg5.8Sm0.3ZnZr合金组织和性能研究/苏听,李德江,谢艳才/上海交通大学轻合金精密成型国家工程研究中心4O.声振动在铸造生产中的应用/李军文/江南大学机械工程学院41.镁合金转向器壳体真空压铸工艺研究/王峰/沈阳工业大学材料科学与工程学院42.新型气硬动物胶型芯粘结剂的制备工艺优化/李英民,张神林,刘伟华/沈阳工业大学材料科学与工程学院43.返回次数对K4169合金组织及性能的影响/满延林,王宇飞/沈阳黎明航空发动机(集团)有限责任公司44.真空干燥对熔模铸造用硅溶胶型壳强度的影响/冯华,刘向东/内蒙古工业大学45.基于KBL技术的铸造工艺数字化平台研究/唐红涛, 周建新,汪洪/华中科技大学46.一个用优质低廉环保水玻璃基型砂代替树脂砂的应用典范/胄曼星之/青岛4808工厂47.热处理温度对低合金耐磨铸钢组织性能的影响/胡志军,马志英,邓思寒/上海大学材料科学与工程学院48.低碳微合金化铸钢的研制与性能测试/马志英,胡志军,杨弋涛/上海大学材料科学与工程学院49.A1-si—Mg半固态成形合金的研制/裴小虎,陈萌,陈思悦/上海大学材料科学与工程学院50.究竟是谁发明的球墨铸铁?/N继扬/大连理工大学51.平旋盘体铸件的铸造工艺改进/崔红艳,柳建忠,孟君/沈阳机床银丰铸造有限公司52.大型地坑立柱缩孔缺陷的产生原因及改进措施/孟君,张继波/沈阳机床银丰铸造有限公司53.FeSJAir气氛中熔炼AZ91D镁合金试验研究/陈晓,许彩凤/福州大学机械工程及自动化学院54.钢质圆盘类工件挤压铸造成形过程数值模拟/于宝义,王钟声,李润霞/沈阳工业大学材料科学与工程学院55.ca和Y合金化对压铸AZ91镁合金组织及耐腐蚀性能影响/王峰,刘静,李晨曦/沈阳工业大学材料科学与工程学院56.脉冲电流对铝及铝合金凝固过程作用的研究综述/ 王瑞春,曹志佳,白彦华/沈阳工业大学材料科学与工程学院57.返回料添加比例对K414合金成分及力学性能的影响/王宇飞,满延林,杨刚/沈阳黎明航空发动机(集团)有限责任公司58.铸铁发动机缸体消失模铸造工艺的研究/郭鹏,叶升平/全国消失模与V法铸造技术委员会59.聚乙烯醇粘结剂气硬造型法的研究/李英民,刘洪俊,刘伟华/沈阳工业大学材料科学与工程学院60.新型铸造高锰钢材料的研发/孙伟,张佳,严峻/三一重型装备有限公司61.消失模铸造全数控自动变频振实台的设计制造/高成勋,高远/四川省崇州市鑫晟机械制造厂62.V法铸造生产优质铸件的措施/高成勋/四川省崇州市鑫晟机械制造厂63.冲天炉熔炼特点与技术应用/任树勇,郑喜龙/山东科技大学材料工程研究开发中心64.减少承压铸件的缺陷,提高铸件检漏合格率/白素春/沈阳黎明航空发动机(集团)有限责任公司65.大型灰铁,球铁铸件铸造工艺设计规范的探讨/任传真/济南圣泉集团股份有限公司66.合理应用,充分发挥稀土在铸造合金中的作用/盛铸造铸造资讯?949?达/清华大学机械系67.采用高性能涂料的泡沫模样在负压富氧下烧成空壳及边振动边浇注的消失模铸造技术/刘玉满,刘翔/桂林市中南铸冶材料研究所68.各种铸造缺陷修复机发展浅述/林得水/烟台金林表面工程设备有限公司69.倾斜板冷却工艺对ZL104半固态合金坯料组织的影响/王旭,袁晓光,王耘涛/沈阳工业大学材料科学与工程学院7O.固溶时间对含钪量为0.1%的铝镁硅合金板材组织性能的影响/秦悦阳,袁晓光,李贺亮/沈阳工业大学材料科学与工程学院71.液态模锻A113Si一3Cu.0.8Mg-0.3Mn-0.1Zr合金组织及性能研究/郭望春,袁晓光,王耘涛/沈阳工业大学材料科学与工程学院72.退火处理对室温压缩AZ91镁合金显微组织及硬度的影响/黄婷,杨林,任玉艳/沈阳工业大学材料科学与工程学院73.六联体导向叶片无余量精铸技术研究/韩宏/沈阳黎明航空发动机(集团)有限责任公司74.芜湖铸造工艺示范集群园拟建构思与措施/汤宗成/芜湖市铸造协会75.大型铸钢件铸造工艺的优化设计研究/刘文JKI/西南内燃机配件总厂76.俄罗斯的铸钟技术/郑萍,郑隆滨/钢研新冶工程设计有限公司77.改性纳米SiC粉体对铸造马氏体不锈钢力学性能影响的研究/杨军,王鑫,陈美玲/大连交通大学材料科学与工程学院78.对铸件的力学性能提供合格保障的工艺技术/王化宇,王春平,赵亚芬/四平铸造协会79.铸态高强度厚大断面QT700—2生产实践/潘密/武汉重型机床集团有限公司铸造厂80.CO气硬PV A水溶性高分子粘结剂的制备/李英民,刘洪俊,刘伟华,沈阳工业大学材料科学与工程学院81.搅拌模式对泡沫铝泡孔结构的影响研究/郝海,芦国强,金浩/大连理工大学材料科学与工程学院.82.大型复杂箱体件的消失模铸造工艺应用/张俊祥,范随长,郭亚辉/中国一拖集团有限公司工艺材料研究所83.解释球墨铸铁中"碎块石墨"形成机理的楔形理论研究/张宗来/上海铸铭冶金材料有限公司84.铸渗法制备ZTA/钢基复合材料及磨损性能研究/郑开宏,赵散梅,陈亮/广州有色金属研究院金属加工与成型技术研究所85.综合利用福建沿海硅砂,推进绿色铸造/陈宜秀,陈文龙/福州益强铸造材料(集团)天津公司86.机械化装卸料自动抛丸滚筒/徐金鸿/济南铸锻机械研究所87.论分丸轮/徐金鸿/济南铸锻机械研究所88.无烟球化处理方法劂年路/天津市万路科技有限公司89.预埋缸套铝缸体金属型低压铸造技术/鄢德高,郑哲,皮振江/一汽铸造有限公司有色铸造分公司技术部90.大型熔模复杂铸件571支架开发/张玉林/一汽铸造有限公司特铸厂91.欧III498缸体组芯立浇工艺设计/张显宜/一汽铸造公司铸造一厂技术开发部92.气缸体低压铸造工艺与模具结构设计/刘兴富/一汽铸造有限公司铸造模具设备厂93.型砂中吸水细粉含量的调整与探索/王艳辉/一汽铸造有限公司铸造二厂94.制芯过程模拟研究与应用/卢宝胜/一汽铸造有限公司技术中心95.6DL发动机蠕墨铸铁缸体缸盖的铸造技术开发/王成刚,刘文辉,马顺龙卜汽铸造有限公司技术中心96.大断面球墨铸铁的合金化与性能研究/陈维平,邓宇/华南理工大学广东省金属新材料制备与成形重点实验室97.金属合金枝晶形貌演变原位可视化/朱晶,王同敏,曹飞/大连理工大学材料科学与工程学院98.不同制备工艺对于A1.B中间合金形貌及形核效率的影响/0t洪旺,陈宗宁,王同敏/大连理工大学材料科学与工程学院99.Mn对挤压铸造A1.5.0Cu.0.5Fe合金组织和性能的影响/林波,程佩,汪先送/华南理工大学机械与汽车工程学院100.定向凝固Ti.45A1.5Nb合金组织演化规律/李琨,苏彦庆,骆良顺/哈尔滨工业大学材料科学与工程学院101.铝合金旋转喷吹精炼气泡运动的数值模拟/苏志付,骆良顺,苏彦庆/哈尔滨工业大学材料科学与工程学院102.铝合金管类铸件气密性缺陷研究/苏志付,孔力950?FOUNDRYSep.2011VOI.60No.9明,骆良顺/哈尔滨工业大学材料科学与工程学院103.动态无功补偿设备研制及应用/高云保,孙超业/沈阳铸造研究所104.AZ31泡沫金属材料的制备及研究/魏志浩,王志国,周君胴北工业大学材料学院105.泡沫铝的熔体发泡法制备及其应用/周君,赵维民/ 河北工业大学材料学院106.MgCa.Ce合金熔体表面张力与阻燃关系的研究/孟宪阔,赵维民,丁俭/河北工业大学材料学院107.变质元素对铸造AI.si合金共晶结晶的作用及机Ill/ 祖方道/合肥工业大学108.生长条件对灰口铸铁共晶凝固过程石墨形态的作用/祖方遒合肥工业大学109.连铸工艺参数对层状金属复合铸锭成形缺陷的影响/郑小平,程佩,林波/华南理工大学110.泡沫金属材料性能特点及其应用研究进展/王志国/ 河北工业大学111.INITEK专利球化处理技术介绍及其应用/陈子华/ 福士科铸造材料(中国)有限公司112.铸造涂料新技术及其发展趋势/宋会宗/福士科铸造材料(中国)有限公司113.重力铸造铝合金车轮表面缺陷的分析及其改进/曾礼,赵建华,林建党/重庆大学材料科学与工程学院114.铝合金缺陷修复新工艺应用研究/任朋立,王宗舜/中国船舶重工集团公司第十二研究所115.电弧炉熔炼节能技术应用现状与发展/冯胜山/湖北工业大学机电研究设计院1l6.低温浇注和晶粒细化复合工艺铸造A356合金半固态坯料/王顺成,戚文军,郑开宏/广东省工业技术研究院(广州有色金属研究院)材料加工研究所1l7.电磁铸~L5182铝合金组织性能研究/许光明/东北大学l18.A356和A356/5%SIC.凝固过程界面传热系数的研究/李俊文,赵宇/华南理工大学119.我国钛合金与铸型材料界面反应研究现状/刘鸿羽, 刘时兵/沈阳铸造研究所120.挤压铸造LC4合金组织及性能研究摩宇飞/沈阳铸造研究所121.碘化钾分光光度法测定锑含量测量不确定的评定侏智,薛孝民,段双,李宇彦,蒋辉/沈阳铸造研究所中国机械工程学会铸造分会地址:沈阳市铁西区云峰南街l7号(110022)电话:024—25851598,258523l1-202传真:024.25855793会议联系人:刘秀玲朱家辉曹阳李大放电子信箱:**************************************************投稿信箱:****************************展览会联系人:曹秀梅电子信箱:***********************电话:024.25850149,25852311-356网址:r.foundrynations.tom(上接第946页)mizingyieldinductileiron(USA)/ DougWhiteVietnam17.Effectofsomefactorsoncharacterizationofas.castNi74Cr16Mo5Ti4superalloyingot(VNM)IToDuy Phuong,DoThDuyen,LeMinhTuan,eta1.18.Studyontechnologyofproducingsilicon-aluminum alloystoobtainalloy'Scompositionsandmicrostructu—refordiecasting(VNM)/LeMirthTuan,ToDuyPhuong19.Determinationofthermaldiffusivityandheatconduct—ionofceramiccastingmoldsusingcomputer simulation(VNM)/DoVanQuang,DaoHongBach, DinhQuangNang20.Developmentofnove1corrosionandwearresistant highchromiumwhitecastirons(VNM)/DoanDinh Phuong,NguyenV anTich,TruongNgocThan,eta1.74.Effectofcoolingconditionsinsandmouldonpropert—iesofascastADC12(VNM)/PhamMaiKhanh,Dinh QuangNang中国机械工程学会铸造分会联系人:李大放曹阳电话:+862425851598传真:+862425855793信箱:paper@arc一11.COrn*************************************************网址:www.arc一11.tom。
az31镁合金在高温拉伸中的动态再结晶行为 金属所

az31镁合金在高温拉伸中的动态再结晶行为金属所az31镁合金在高温拉伸中的动态再结晶行为[序号一] 引言az31镁合金是一种常见的镁合金材料,具有低密度、高比强度和良好的抗腐蚀性能,因而在航空航天、汽车制造等领域得到了广泛应用。
然而,在高温条件下,az31镁合金的力学性能容易发生变化,尤其是在高温拉伸过程中,动态再结晶行为对材料的性能具有重要影响。
[序号二] az31镁合金的高温拉伸性能及动态再结晶行为在高温拉伸过程中,az31镁合金的晶粒会出现较大程度的变形和织构演变,同时还会发生动态再结晶现象。
这种动态再结晶行为对材料的力学性能和微观组织特征都会产生显著影响。
研究表明,在高温拉伸条件下,az31镁合金的晶粒尺寸会发生显著变化,少量低角度晶界和次晶粒将会形成,这对材料的强度和塑性均产生重要影响。
[序号三] 动态再结晶行为对材料性能的影响动态再结晶行为对az31镁合金的力学性能产生的影响是复杂的。
动态再结晶有助于减轻材料的织构,提高材料的延展性和韧性;另动态再结晶还可能引起材料中局部组织特征的变化,降低其强度和耐磨性。
对az31镁合金在高温拉伸中的动态再结晶行为进行深入研究,有助于更好地理解和控制该材料的力学性能。
[序号四] 我的观点和理解在我看来,az31镁合金在高温拉伸中的动态再结晶行为是一个复杂而值得深入研究的课题。
通过对其动态再结晶行为进行深入了解,可以为其力学性能的调控和优化提供重要参考。
我相信随着科研水平的提高和技术手段的不断完善,对az31镁合金在高温拉伸中动态再结晶行为的研究将会取得更加丰硕的成果,为该材料在工程领域的应用带来更大的发展空间。
[序号五] 总结az31镁合金在高温拉伸中的动态再结晶行为是一个复杂而值得深入研究的课题。
了解其动态再结晶行为对于优化材料的力学性能具有重要意义,也有助于推动该材料在航空航天、汽车制造等领域的应用。
我对这一课题的研究充满信心,相信在不久的将来必将取得更加显著的成果。
镁合金挤压及其力学性能研究

随温度降低而降低。如有一B含量大于B。的合
room temperature,they have moderate exlnldability when heated to 230"Cor higher.Under the
condition of these experiment parameters,the extrBded rods end bars have good surface,and
20030305
沈阳工业大学硕士学位论文
摘要
本文研究了AZ91、AZ61及几种含锆镁合金的挤压性能,结果表明尽管镁合金具有 密排六方结构,室温下滑移系较少,塑性较差,但在加热到230℃以上时仍表现出良好 的可挤压性。在本实验参数下,挤压出的杆材和板材表面良好,尺寸符合设计要求。
本文对挤压态镁合金杆材和板材进行了热处理,然后做了显微组织分析和力学性能 测试。结果表明挤压后的镁合金综合力学性能明显高于铸态,抗拉强度较铸态提高 50MPa以上,屈服强度提高30MPa以上。延伸率提高5%以上:挤压后的镁合金显微组织 均匀细小,平均晶粒度在15 p m以下,而挤压前的铸态组织晶粒度在80 u m以上:热处 理对挤压态镁合金力学性能的影响因合金牌号不同而不同,对于AZ91板材而言,T4、 T6处理均降低其力学性能,挤压后F态性能最佳,而其它几种含锆合金T6态要好于F 态:断口分析表明AZ61板材的横向拉伸断口与纵向断口形貌有很大不同,横向断口韧 窝呈细条状,而纵向断口呈大小和深浅不一的圆形韧窝,这种断口形貌的差异证明材料 在挤压过程中晶粒有择优取向。其它几种镁合金挤压态断口皆表现为韧性断裂的特征, 室温断口与高温断口特征基本相同,分析表明由于挤压态镁合金室温塑性已经很好,所 以尽管高温下镁合金塑性进一步提高,但断口特征较室温下并无明显变化。
AZ31镁合金板材轧制-剪切-连续弯曲变形工艺有限元分析

AZ31镁合金板材轧制-剪切-连续弯曲变形工艺有限元分析蒋伟;周涛;胡冬;宋登辉【摘要】以AZ31镁合金板材为研究对象,通过有限元数值模拟,研究了轧制-剪切-连续弯曲变形新工艺过程中板材的塑性变形行为,并分析了不同模具结构对板材剧烈塑性变形特征的影响,初步优化了模具结构参数,最后成功制备出表面质量良好的轧制-剪切-连续弯曲变形镁合金板材.结果表明,随着模具转角处内侧倒角半径和模具通道间隙的增大,等效应变等值线分布趋于复杂,引入的剪切变形应变量逐渐减小;连续弯曲变形导致板材上下表层与中性层的应变最差距进一步加剧;通过调控同一模具中不同转角处内侧圆角半径、通道间隙以及弯曲半径的数值,能实现模具不同转角处剪切变形和弯曲变形的组合,有助于控制积累的应变量,从而减小板材在变形过程中开裂的倾向.【期刊名称】《轻合金加工技术》【年(卷),期】2017(045)001【总页数】7页(P17-22,28)【关键词】轧制-剪切-连续弯曲变形;有限元模拟;变形行为;AZ31镁合金【作者】蒋伟;周涛;胡冬;宋登辉【作者单位】重庆理工大学材料科学与工程学院,重庆400054;重庆理工大学材料科学与工程学院,重庆400054;重庆理工大学重庆市模具工程技术研究中心,重庆400054;重庆理工大学材料科学与工程学院,重庆400054;重庆理工大学材料科学与工程学院,重庆400054【正文语种】中文【中图分类】TG339变形镁合金板材在电子、交通、通讯、航空航天等领域有着十分广泛的运用前景,但目前镁合金板材的运用仍然受到很大的限制,其产量和用量均远不及钢铁、铝、铜等有色金属的[1]。
常用镁合金为密排六方晶体结构,室温变形条件下独立滑移系少,塑性变形限于滑移系和孪生,同时在变形过程中容易形成强烈的基面织构[2],采用传统的加工技术也难以实现晶粒细化和织构控制的相互协调。
近些年来,国内外材料学者提出了多种板材加工工艺,进一步提高镁合金板材室温塑性和成形性能。
镁合金挤压技术的研究进展
挤 压 具 有 强 烈 的j 向压 应 力 状 态 ,金属可 以发 挥其最大 的塑性变形 潜力 。镁 台金挤压主要 T艺参数包 括 模具预热温 度 、铸锭加 热制度 、挤 压 速度 、挤 压 比 、润滑 剂等 另外铸 锭 均匀化处理 对挤压产 品的质量也有 重 要影响 。
1.镁合 金挤压成形的特点 目前 ,热挤 压是变形 镁合金最 主 要 的塑性加 『:方 法。与变形铝合 金的 挤 压加 丁一样 ,变形 镁合金可采 用正 向挤 压 ,也可 以采 用反 向挤压 ;可用 单动 挤压机 ,也可以用舣动挤 压机 ; 可 用 卧式 挤 压机 ,也 可 j{j立式 挤 压 机 ,挤压僻 、棒 、型 、线 材。一般来 说 ,儿是用 于挤压铝合金 制品的挤压 机 和挤压方 法基本适用 于挤压镁合 制 品。但 二者仍存在 以下嫠异 :①镁
一 、 概 述
镁合 金 塑性 较 差 ,适 合 挤 压 成 形 ,一般为温挤压和 热挤压 ,挤压温 度通 常为300~ 450。C。镁 合金挤压 有以下优点 :可细化 晶粒 ,通 过保 留 挤压纤维织构可提高 强度 ,可获得优 良的表面质量及 良好 的尺寸精度 。 目 前 ,镁合金 管材 、棒 材 、型材 、带材 等产 品主要 采用挤压成形 。但镁合金 挤压也存在挤压速度慢 、变形抗力 大 、挤压加 _ T后 由于形成织构而造成 材料力学性能 的各向异性 等缺点。
AZ31镁合金的研究进展
重庆大学学报 ( 自然科学版) JOurnaI Of ChOngging University ( NaturaI Science EditiOn)
NOv. 2006 VOI. 29 NO. ll
文章编号: l000 - 582X ( 2006 ) ll - 008l - 04
AZ3l 镁合金的研究进展
[ 11 , 20 ] Mg - AI 系镁合金熔体中, 发生下列反应 : MgCO3 = MgO + CO2 , 2Mg + CO2 = 2MgO + C, 3C + 4AI = AI4 C3 . C 与 AI 生成大量弥散分布的 AI4 C3 , AI4 C3 是高熔 [ 19 ]
[ 8] 组织为 ! ( Mg) + " ( Mgl7 AIl2 ) .
提高铸件强度 . 但 AI 可改善压铸件的可铸造性,
[ 9] 是 Mgl7 AIl2 在晶界上析出会降低其抗蠕变性能 .
当含 AI 量 小 于 l0% 时, 随 着 含 AI 量 增 加, Mg - AI合金的抗拉强度提高, 伸长率则随着含 AI 量 增加先是提高然后下降 . AI 提高 Mg - AI 合金的强度 的原因是 AI 在 Mg 中的固溶强化作用及时效强化作 当 用 . 由于 AI 在 Mg 中的溶解度随温度降低而下降, 合金凝固或时效处理时, 过饱和固溶体中析出弥散、 平 ( Mgl7 AIl2 ) 强化相, 提高 Mg - AI 合金的强度 . " 衡的 "
Mpa 伸长率 /% 14 ~ 17 12
[ 6] 性能,而且价格较低,因此是最常用的合金之一 ,
AZ31 镁合金的典型室温力学性能如表 2 所示 . AZ31 镁合金主要通过轧制、 挤压和锻造等变形方式加工成 形, 制成各类棒、 杆、 型材和管材 .
高低温处理条件下AZ31镁合金的力学性能与微观组织

高低温处理条件下AZ31镁合金的力学性能与微观组织张学锋;吴国华;丁文江【摘要】In view of the lunar environment temperature change situation, the influence of long time low temperature immersion (-196 V) and high-low temperature alternation processing (-196-200 V) on the mechanical properties, microstructures and fracture surfaces of AZ31 magnesium alloy at 20 °C was studied. The results indicate that there are no significant changes on the mechanical properties of AZ31 magnesium alloy after liquid nitrogen immersion or temperature alternation cycle treatment. The σb and δ of AZ31 magnesium alloy at room temperature are 288 Mpa and ' 18.3%, respectively, after 10 d cryogenic processing, they will reach 292 Mpa and 18.7%, respectively, σb and δ after 10 times high-low temperature alternation processing are 294 Mpa and 16.9%, individually. SEM observation and XRD results show that the fracture surface and phase constitutions do not change obviously after low temperature or high-low temperature alternation processing. And the fractures are both quasi-cleavage crack.%针对月球环境温度变化情形,研究了长时间低温浸泡(-196℃)和多次高低温交变循环处理(-196~200℃)对挤压态AZ31镁合金在20℃下的力学性能、显微组织以及断口形貌的影响.研究表明:AZ31镁合金经过长时间液氮浸泡和高低温交变循环处理后,力学性能无明显变化;室温态合金的σb和δ分别为288 MPa和18.3%,经过10 d低温浸泡后σb和δ分别为292 MPa和18.7%,经过10次高低温循环后合金的σb和δ分别为294 MPa和16.9%;低温和高低温交变处理对断口形貌和相组成没有明显影响,均为准解理断裂.【期刊名称】《中国有色金属学报》【年(卷),期】2011(021)012【总页数】8页(P2979-2986)【关键词】AZ31镁合金;月球环境温度;力学性能;微观组织【作者】张学锋;吴国华;丁文江【作者单位】上海交通大学轻合金精密成型国家工程研究中心,上海200030;上海交通大学金属基复合材料国家重点实验室,上海200030;上海交通大学轻合金精密成型国家工程研究中心,上海200030;上海交通大学金属基复合材料国家重点实验室,上海200030;上海交通大学轻合金精密成型国家工程研究中心,上海200030;上海交通大学金属基复合材料国家重点实验室,上海200030【正文语种】中文【中图分类】TG146.2镁在地球上储量非常丰富,约占地壳总质量的2%。
AZ31镁合金轧焊的微观结构和力学性能

AZ31镁合金轧焊的微观结构和力学性能Jian Chen, Tianmo Liu , Liwei Lu, Y ueyang Zhang, Wen ZengCollege of Materials Science and Engineering, Chongqing University, Chongqing 400044, PR ChinaNational Engineering Research Center for Mg Alloys, Chongqing University, Chongqing 400044, PR China文摘在本文中提出了一个结合冷轧和焊接技术应用于对AZ31镁合金以了解的影响和静态再结晶在冷轧过程中微观组织演变和焊接接头机械性能。
结果表明,7%的轧焊样品得到了最高的抗拉强度(252 MPa)和强度系数(87.6%)。
随着轧应变的增加, 由于静态再结晶的影响热影响区的平均粒度随之减小。
恢复的时候,在焊接的过程中焊接热影响区再结晶核和晶粒生长过程分别用热力学理论和模型分析。
然而,异常的空间晶间断裂行为在10%的轧焊接头拉伸试验后被发现,这主要是由于气体包裹体、初始微型空洞和高残余应力在金属基材中2011年教育部博士点基金有限公司版权所有。
关键词:d .焊接e..机械f .微观组织镁合金钨极惰性气体保护弧焊静态再结晶1.介绍在国内外优秀的物理性能如低密度、高的比强度和刚度[1], 在各种技术上的应用镁合金是很有吸引力的,尤其是在汽车和飞机工业[2]。
作为一个六角拥挤不堪(hcp)金属、镁合金由于不够的滑动系统,特别是在室温条件下体现出低的延展性和冷加工可行性,限制其广泛的应用[3,4]。
因此,可靠地焊接过程在镁合金中加入简单的金属变成复杂金属的应用中起着十分重要的作用[5]。
众所周知,由于其优越性和经济实用性,对镁合金来说钨极惰性气体保护弧焊工艺(TIG)仍是主要的焊接方法,尽管由于需要大量的热量的输入会引起很多问题[6、7]。
AZ31镁合金的织构对其力学性能的影响
AZ31镁合金的织构对其力学性能的影响唐伟琴;张少睿;范晓慧;李大永;彭颖红【摘要】利用电子背散射衍射(EBSD)取向成像技术,分析AZ31镁合金热挤压棒材和轧制薄板的织构特点;对具有不同初始织构的镁合金棒材和薄板进行力学性能分析,并从织构角度分析棒材的拉压不对称性和薄板的力学各向异性.结果表明:挤压镁合金棒材具有主要以(0001)基面平行于挤压方向的基面纤维织构,存在严重的拉压不对称性,其原因在于压缩时的主要变形方式为{10(-1)2}<10(-1)1>孪生;热轧镁合金薄板具有主要以(0001)基面平行于轧面的强板织构,具有显著的力学性能各向异性,其原因在于拉伸时不同方向的基面滑移Schmid因子不同.【期刊名称】《中国有色金属学报》【年(卷),期】2010(020)003【总页数】7页(P371-377)【关键词】AZ31镁合金;织构;力学性能【作者】唐伟琴;张少睿;范晓慧;李大永;彭颖红【作者单位】上海交通大学,机械与动力工程学院,上海,200240;上海交通大学,机械与动力工程学院,上海,200240;上海交通大学,机械与动力工程学院,上海,200240;上海交通大学,机械与动力工程学院,上海,200240;上海交通大学,机械与动力工程学院,上海,200240【正文语种】中文【中图分类】TG146.2镁合金具有低密度、高强度、易回收等优点,近年来作为轻质结构材料被逐渐应用于汽车、交通、电子及其他民用产品等领域[1]。
变形镁合金通常通过挤压、轧制、锻造等变形方式来改善合金的结构,提高镁合金的性能,但镁合金在变形后会在合金内产生择优取向即织构。
大量研究表明[2-9],镁合金织构的存在对镁合金的性能有着显著影响。
因此,研究镁合金在变形过程中产生的织构,明确织构产生的原因及织构对合金性能的影响,就可以对镁合金的变形加工提供理论依据,达到控制织构的目的,用以改善合金的性能以适应结构件的使用要求。
镁合金铸态和挤压态组织观察 实验指导书

镁合金铸态和挤压态组织观察的操作及组织观察一、实验目的1掌握镁合金组织金相制作的方法2了解镁合金的显微组织特征二、概述镁合金的密度是钢的23%,铝的67%,塑料的170%,是金属结构材料中最轻的金属,镁合金的屈服强度与铝合金大体相当,只稍低于碳钢,是塑料的4~5倍,其弹性模量更远远高于塑料,是它的二十多倍,因此在相同的强度和刚度情况下,用镁合金做结构件可以大大减轻零件重量,这点对航空工业,汽车工业,手提电子器材均有重要意义。
镁合金是以金属镁为基,通过添加一些合金元素形成的合金系,通常可分为二元、三元及多组元系合金。
二元系如Mg-Al,Mg-Zn,Mg-Mn,Mg-RE,Mg-Zr等;三元系如Mg-Al-Zn,Mg-Al-Si,Mg-Al-RE等;多元系如Mg-Th-Zn-Zr,Mg-Ag-Th-RE-Zr等。
因为大多数合金含有不止一种合金元素,所以实际上为了分析问题方便,也为了简化和突出合金中最主要的合金元素,习惯上依据镁与其中的一个主要合金元素,将其划分为二元合金系。
对于AZ31镁合金的腐蚀,早期的研究主要集中在合金元素对腐蚀性能的影响上。
近几年来随着加工及表面处理技术的进步,合金耐蚀性的研究越来越集中在通过新型的加工技术(如快速凝固技术、半固态成型技术等)和表面处理技术(如化学转化、阳极氧化、微弧氧化等)来直接或间接的提高AZ31镁合金的耐蚀性能。
总而言之提高合金耐蚀性的途径主要从以下几个方面入手:减少镁合金杂质含量,提高镁合金的纯度;采用快速凝固、热处理与合金化改性等方法细化合金组织,使成分均匀化。
因此,了解镁合金组织,对于提高镁合金质量、防止镁合金腐蚀有重要的意义。
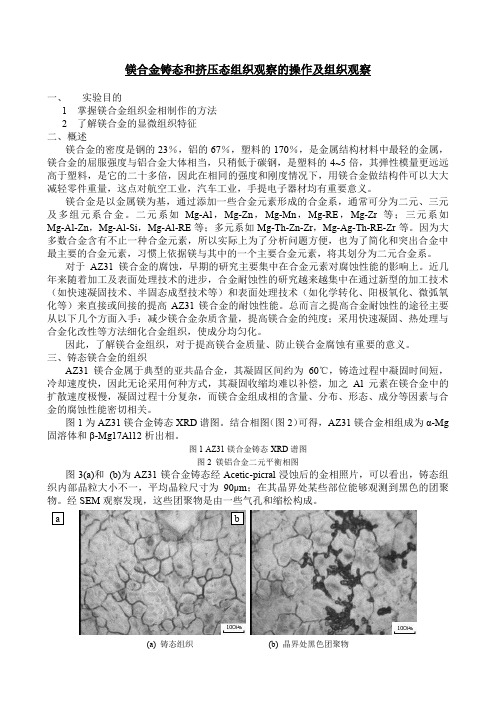
三、铸态镁合金的组织AZ31镁合金属于典型的亚共晶合金,其凝固区间约为60℃,铸造过程中凝固时间短,冷却速度快,因此无论采用何种方式,其凝固收缩均难以补偿,加之Al元素在镁合金中的扩散速度极慢,凝固过程十分复杂,而镁合金组成相的含量、分布、形态、成分等因素与合金的腐蚀性能密切相关。
热辊轧制AZ31镁合金带材过程变形规律研究

第4期镁及其合金作为具有低密度、高强度重量比、高热导率、优异的阻尼能力、良好的电磁屏蔽特性和生物降解性的先进结构材料而受到关注,并广泛应用于电子、通信、运输、航空航天工业、生物医学工程以及其他领域[1-3]。
镁合金属于密排六方结构,滑移系较少使其室温塑性能力较差[4],而热轧能够保证成形性和大塑性变形进而有效细化晶粒使其成为镁合金带材生产的关键手段[5-6]。
热轧过程中带材与轧辊接触时表面上产生的大量热损失导致带材温度快速下降和严重的加工硬化,且带材越薄,温度下降越明显,极大地影响了轧制过程中微观结构和性能的控制以及后续轧制过程的顺利进行[7-8],因此道次间退火成为控制镁合金热轧效率、变形软化、微观组织调控的关键因素[9]。
M EI等人[10]研究了退火时间和热轧道次之间的保持时间对A Z31镁合金在四道次轧制和5~20m i n 退火时间后的显微组织的影响,单次轧制后,平均晶粒尺寸随保持时间的增加呈指数增长,但退火时间增加到15m i n 以上时,晶粒显著粗化和二次再结晶增多导致组织不均匀性增加,中间退火能够有效保证变形温度,显著改善塑性变形,但轧制效率和晶粒细化程度受限明显。
为了确保轧制变形温度,Fi sher等人[11]首次提出了一种预热辊方法,通过电阻加热辊轧制薄带材,轧制过程中带材的温降速率显著降低,此后,通过加热轧辊方式开展热辊轧制工艺制备镁合金带材工艺得到了广泛研究和应用[12-15]。
变形和温度对热辊轧制镁合金带材的组织和性能有重要影响,Y U 和SU N 等人[16-17]利用有限元数值模拟和实验方法研究了A Z31合金的热辊轧制过程,并分析了工艺参数对镁合金板材热场和平均温度的影响,并构建了带材出口温度预测模型。
可见,数值模拟技术在热—力耦合场求解和金属塑性成型过程变形规律分析方面得到了广泛应用,而关于热辊轧制过程带材变形行为的研究文献较少。
本文以A Z31镁合金为研究对象,基于D EFO R M 软件,利用热—力耦合有限元法计算了热辊轧制常温带材过程温度、接触压力、等效应力应变、等效应变速率分布及载荷变化,分析了不同轧辊温度、初始厚度、压下率、轧制速度参数对热辊轧制常温带材变形行收稿日期:2023-01-16;修订日期:2023-02-24基金项目:国家重点研发计划项目(2022Y FB3706300);河北省自然科学基金资助项目(E2018501114)作者简介:张碧辉(1978—),女,硕士,高级工程师,主要研究方向轧制工艺及组织性能预测。
镁合金板材挤压工艺的有限元模拟
Abstract:Thechangesregulationsofstressfield,strainfieldandextrusionforcewithdifferentprocessparametersin theextrusionprocessofAZ31Bmagnesium alloysheetisstudied.Theprocessparametersofextrusiontemperature, extrusionratioandextrusionspeedwereinvestigated.Theresultsshowedthatthemaximum valueofequivalentstrain graduallyincreasesfrom 176to264andthemaximum valueofequivalentstressdecreasesfrom 1332MPato 434MPaastheinitialtemperatureofthebilletsincreases. Theextrusion forcekeepsstablewhen theinitial temperatureishigherthan350℃,Astheextrusionratioincreases,theextrusionforceincreasesfrom 7328MN to 8808MN,themaximum valueoftheequivalentstraindecreasesfirstlyandthenincreases,andthemaximum valueof theequivalentstressincreasesfrom 87MPato119MPa.Astheextrusionspeedincreases,theextrusionpressure increasesfrom 214MN to342MN,themaximum equivalentstrainvaluefirstincreasesandthendecreases. Simultaneouslythemaximum equivalentstressvaluegraduallyincreasesfrom723MPato1042MPa. Keywords:magnesium alloy;finiteelementanalogy;extrusionforce;thefieldofstressandstrain
AZ31B镁合金热处理晶粒尺寸扩散焊接剪切强度硕士论文

工业挤压态AZ31B镁合金扩散焊接工艺实验研究材料加工工程, 2011,硕士【摘要】工业技术水平的提高依赖于新结构材料的研发,而作为最轻的金属结构材料的镁合金,在结构减重与承载等方面均具有突出的优点。
随着镁合金在各行各业中日益广泛的应用,镁合金的连接问题也相应地成为人们关注的焦点,但是镁合金的焊接性能差,很难实现可靠连接,制约了镁合金的广泛应用。
真空扩散焊接是一种精密连接方法,接头区不需要经过熔化与凝固的过程,能减少或避免类似于熔化焊中产生的缺陷,更容易实现同母材组织性能一致的高质量连接。
并且连接后的焊件精度高、变形小,可以实现精密结合,一般不需要再进行机加工,经济效益明显。
因此研究镁合金的扩散焊接有十分重要的理论意义和实际意义。
目前,AZ31B是应用最为广泛的变形镁合金,同时还是一种非常重要的商用镁合金。
因此本文对工业挤压态AZ31B变形镁合金的热处理工艺和真空扩散焊接工艺进行了研究。
热处理的实验结果表明在温度为300℃、时间为30min时,晶粒尺寸达到最小,为14.1μm;然后在合理的连接温度、保温时间、压力等参数下对AZ31B 镁合金进行扩散焊接实验研究,实验结果表明,在温度为420℃,压力8MPa,保温时间为90min时,获得的扩散焊接接头的显微组织最好;杂质对... 更多还原【Abstract】 Raising the level of industrial technologydepends on the development of new structural materials. As thelightest metal structural material, magnesium alloy has outstanding advantages in weight lighting and load bearing and other aspects. With the increasingly widespread application of magnesium alloy in all professions and trades, the connection problems of magnesium alloy become correspondingly more and more important. But the welding performance of magnesium alloy is very poor and it is very... 更多还原【关键词】AZ31B镁合金;热处理;晶粒尺寸;扩散焊接;剪切强度;【Key words】AZ31B magnesium alloys;Isothermal heat treatment;Grain size;Diffusion bonding;Shear strength;摘要3-5ABSTRACT 5-6目录8-11第一章绪论11-351.1 镁及镁合金概述11-151.1.1 镁及镁合金的发展11-121.1.2 镁及镁合金的特点12-131.1.3 镁及镁合金的应用13-151.2 镁合金的焊接性能及焊接方法15-221.2.1 气体保护焊17-181.2.2 熔化极氩弧焊181.2.3 激光焊接18-191.2.4 电子束焊191.2.5 气焊191.2.6 电阻点焊19-201.2.7 超声波焊20-211.2.8 搅拌摩擦焊211.2.9 真空扩散焊接21-221.3 镁合金的晶粒细化方法22-261.3.1 合金化22-231.3.2 过热处理231.3.3 添加变质剂231.3.4 快速凝固粉末冶金法231.3.5 动态晶粒细化23-241.3.6 固态成形工艺法241.3.7 激光表面熔凝24-251.3.8 热处理25-261.4 扩散焊接综述26-281.4.1 扩散焊接的分类及特点26-271.4.2 扩散焊接的过程27-281.5 论文研究的意义和目的28-291.6 论文研究的主要内容29-30参考文献30-35第二章实验材料、设备及方案35-412.1 实验材料352.2 实验设备35-362.3 实验方案36-402.3.1 不同温度和时间下AZ31B的热处理实验研究362.3.2 金相试样的制备及金相组织的观察36-372.3.3 扩散焊接试样的表面处理372.3.4 扩散焊接实验研究37-392.3.5 扩散焊接后金相试样的制备及显微组织观察392.3.6 扩散焊接接头区域的显微硬度测试392.3.7 扩散焊接接头的剪切强度测试39-40参考文献40-41第三章AZ31B镁合金的热处理41-493.1 变形镁合金的静态再结晶41-423.1.1 静态再结晶的机理413.1.2 静态再结晶的影响因素41-423.2 热处理实验中温度和时间对晶粒尺寸的影响42-473.3 结论47-48参考文献48-49第四章AZ31B镁合金的真空扩散焊接49-694.1 扩散焊接实验参数的选择49-524.1.1 扩散焊接温度的选择49-504.1.2 扩散焊接压力的选择50-514.1.3 扩散焊接时间的选择51-524.2 表面处理对扩散焊接的影响524.3 扩散焊接接头区的显微组织观察52-574.3.1 温度对扩散焊接接头显微组织的影响52-544.3.2 时间对扩散焊接接头显微组织的影响54-564.3.3 杂质对连接界面迁移的钉扎作用56-574.4 扩散焊接中的等效压缩变形57-584.5 扩散焊接试样接头区显微硬度值的变化584.6 扩散焊接接头的剪切强度测试58-614.7 扩散焊接机理初步探讨61-634.8 结论63-64参考文献。
变形镁合金az31b的激光焊接工艺研究

变形镁合金az31b的激光焊接工艺研究变形镁合金AZ31B是一种轻质高强度的材料,广泛应用于航空、汽车、电子等领域。
激光焊接是一种高效、高精度的焊接方法,已经成为现代制造业中不可或缺的一部分。
本文将探讨变形镁合金AZ31B的激光焊接工艺研究。
一、变形镁合金AZ31B的特性变形镁合金AZ31B是一种轻质高强度的材料,具有以下特性:1.密度小,比重仅为1.78g/cm³,是钢的1/4,铝的2/3。
2.强度高,比铝合金强度高,比钢的强度略低。
3.耐腐蚀性好,具有良好的耐腐蚀性能。
4.加工性好,易于加工成各种形状。
二、激光焊接的原理激光焊接是一种高能量密度的焊接方法,其原理是利用激光束的高能量密度将焊接材料加热至熔化或汽化状态,然后通过表面张力和毛细作用力使其形成焊缝。
激光焊接具有焊接速度快、热影响区小、焊缝质量高等优点。
三、变形镁合金AZ31B的激光焊接工艺研究1.激光焊接参数的选择激光焊接参数的选择对焊接质量有着重要的影响。
在变形镁合金AZ31B的激光焊接中,应选择合适的激光功率、焊接速度、焊接距离、焊接角度等参数。
一般来说,激光功率应适当提高,焊接速度应适当降低,焊接距离应适当缩小,焊接角度应适当调整,以保证焊接质量。
2.激光焊接过程中的保护气体激光焊接过程中,应使用适当的保护气体,以避免氧化和污染。
一般来说,氩气和氮气是常用的保护气体。
氩气可以有效地保护焊接区域,防止氧化和污染,但其成本较高;氮气成本较低,但其保护效果不如氩气。
3.激光焊接后的处理激光焊接后,应对焊接区域进行适当的处理,以消除焊接应力和变形。
一般来说,可以采用热处理、冷却等方法来消除焊接应力和变形。
四、结论变形镁合金AZ31B的激光焊接工艺研究是一个重要的课题,其焊接质量直接影响到产品的质量和性能。
通过选择合适的激光焊接参数、保护气体和处理方法,可以有效地提高焊接质量和效率,为现代制造业的发展做出贡献。
《中国表面工程》第33卷(2020年)总目次

《中国表面工程》第33卷(2020年)总目次第1期【工程前沿】超快激光制备材料表面微纳结构的研究进展肖强,徐睿(1)…………………………………………………………【表面工程研究】喷丸成形弹坑尺寸对2324铝合金疲劳性能的影响王强,张炜(18)…………………………………………………AZ31镁合金表面含纳米SiC氟化镁膜层的制备及耐腐蚀性能安景花,齐玉明,彭振军,梁军(24)…………………微量钛对离子渗氮渗层特性及性能的影响毛长军,魏坤霞,刘细良,周正华,胡静(34)……………………………氮气对纳米金刚石膜的生长结构及晶界处H含量的影响王振湉,翁俊,汪建华,刘繁(39)………………………a-CʒH和ta-C涂层对7075铝合金的摩擦学特性黄志宏,杨豆,杨兵,刘传胜(47)…………………………………聚酰亚胺基自润滑材料与WS2-Ag固体润滑膜的相容性邱维维,孟祥宇,王非,孟晖,包知迪(55)………………磁控溅射Cr/CrN和Cr/CrN/CrAlN涂层的抗高温氧化性能宋肖肖,李柯,赵婕宇,董艇舰,胡登科,陈亚军(63)………………………………………………………………基体、过渡层偏压和涂层厚度对氧化铬涂层结晶取向的影响黄凯,李刘合(73)…………………………………………Au负载N掺杂TiO2纳米管阵列的制备及其性能许美贤,刘佳孟,李文奕,孙研豪,张王刚,王红霞(84)……………LZO/8YSZ双陶瓷热障涂层CMAS的腐蚀性能杨乐馨,李文生,安国升,张义(91)……………………………………HVAF工艺参数对铝基非晶合金涂层性能的影响邱实,王浩伟,王晓明,常青,吕威闫,杨柏俊(101)…………32Cr3Mo1V钢表面激光离散Cr合金化的热疲劳性能李文,王之桐(110)………………………………………………激光比能对Fe2B激光熔覆涂层微观组织与性能的影响王一澎,陈志国,汪力,魏祥,舒忠良,沈聪(117)……………………………………………………………氮化钛含量对热塑性涂层光热效应及自修复性能的影响王金科,马菱薇,张达威(125)…………………………………【应用实例】【例61】等离子增强化学气相沉积DLC薄膜在汽车零部件上的应用雷霈,帅小锋(封二)……………………………第2期【工程前沿】冷喷涂制备钛及钛合金涂层研究进展周红霞,李成新,李长久(1)…………………………………………………………表面微织构复合固体润滑材料的摩擦学性能研究进展付景国,徐长旗,朱新河,张蓬予,刘耕硕,严志军(15)………【表面工程研究】仿生微织构与氟硅烷修饰对6061铝合金浸润性的影响李杰,黄镕敏,王超磊,吴昊晨,张阳(29)………………AZ31B镁合金表面微弧氧化/聚苯胺改性环氧涂层的腐蚀失效行为莫格,崔学军,张颖君,李明田,宁闯明(37)………………………………………………………………………TC6钛合金渗碳层在不同介质环境中的腐蚀磨损性能代燕,吴旋,杨峰,李坤茂,刘静,欧梅桂(47)………镍钴合金在低共熔溶剂中的共沉积行为李文若,郝建军,牟世辉(57)……………………………………………………机械能助渗锌铝渗层的防腐耐磨性能分析梁义,周云龙,盛忠起,邢伟,魏世丞(65)……………………………表面纳米化对Dievar模具钢高能离子注渗WC层性能的影响王文权,桑娜,胡春华(75)……………………………N含量对Cr-N涂层结构和抗高温水蒸汽氧化性能的影响白羽,黄平,葛芳芳,黄峰(87)………………………钛合金表面GO/HA/MAO复合膜层的制备及其性能李明泽,赵子聪,吴敏宝,左佑,张玉林,陈飞(97)………不同电极排列方式下纯铁薄膜晶粒的生长行为王振宇,丁国,李岩,定巍(111)…………………………………等离子喷涂La2Zr2O7热障涂层高温烧结的硬化行为唐春华,李广荣,刘梅军,杨冠军,李长久(119)…………………TA15钛合金激光熔化沉积制件超声相控阵检测何振丰,赵宇辉,赵吉宾,王志国,孙长进(127)………………………同轴送粉工艺参数对激光增材再制造喷嘴粉流流场的影响规律郭辰光,郭昊,李强,岳海涛,王闯(136)……超高速激光熔覆低稀释率金属涂层微观组织及性能娄丽艳,张煜,徐庆龙,王轲岩,澹台凡亮,李长久,李成新(149)………………………………………………第3期【工程前沿】仿生自主变色伪装材料的研究进展吴昱,金青君,崔志峰,毕鹏禹,张梦清(1)………………………………………仿生织构类型及其对表面摩擦性能影响侯启敏,杨学锋,王守仁,肖居鹏,李万洋(18)………………………………等离子体喷涂环境障涂层高温失效研究进展庄铭翔,都业源,袁建辉,王亮(33)……………………………………垃圾焚烧发电锅炉高温腐蚀治理的研究进展曲作鹏,钟日钢,王磊,赵文博,田欣利,王海军(50)…………………【表面工程研究】纯钛表面超疏水性着色膜的制备及性能郑志军,何蕊,陈均焕,高岩,李浩(61)………………………………NaOH溶液存储对纯钛表面TiO2-x 层超亲水性长期稳定性的影响孙飞,程巍,蔺增(71)…………………………超疏水铝合金表面的复合制备与性能杨晓红,叶霞,徐伟,顾江,范振敏,陆磊(78)…………………………成膜时间对镁合金镧盐转化膜耐蚀性的影响许满足,邹忠利(88)…………………………………………………………等离子喷涂不同比例掺杂G-Al2O3-13%TiO2复合涂层的耐腐蚀性能张昊,张晶晶,刘旭,林海,李廷举(95)………………………………………………………………………基于分形方法的YSZ热障涂层有效热导率分析丁坤英,李志远,王者,程涛涛(104)…………………………………超音速等离子转移弧喷涂铝涂层的响应曲面法工艺优化靳子昂,刘明,朱丽娜,王海斗,王海军,康嘉杰(111)……………………………………………………………煤油流量对HVOF喷涂WC-12Co/NiCrBSi复合涂层显微组织与性能的影响刘杰,刘侠,胡凯,张世宏,王硕煜,丁毅,薛召露(119)…………………………………………………基于齿面缺陷激光修复几何数学模型的齿轮修复李向波,李涛,石博文,王东,张元良(129)……………………CeO2对TiC x增强钛基激光熔覆层成形质量和组织的影响杨凡,张志强,张宏伟,张天刚(137)……………………La元素对MoSi2涂层的宽温域氧化行为影响杨英,毛绍宝,巫业栋,张世宏(152)……………………………………【应用实例】【例62】狭小端口超大内腔结构件高性能防腐技术及应用唐斌,李永彬,张志强(封二)………………………………第4期【冷喷涂技术专题】………………………………………冷喷涂增材制造关键技术吴洪键,李文波,邓春明,刘敏,廖汉林,邓思豪(1)…………………………………………冷喷涂技术的研究进展与应用黄仁忠,孙文,郭双全,谢迎春,刘敏(16)……………………………………………………………真空冷喷涂技术及其在功能器件中的应用马凯,李成新(26)……………………………………………………冷喷涂金属基复合涂层及材料研究进展王吉强,崔新宇,熊天英(51)……………………………………………………冷喷涂金属的组织与性能调控雒晓涛,谢天,李长久,李成新(68)……………………………冷喷涂过程中气固两相流动行为及喷涂工艺优化研究新进展李文亚,樊柠松,殷硕(82)【表面工程研究】…………………………微弧氧化镁表面钙磷生物涂层的制备及性能韩嘉平,王振玲,唐莎巍,胡津,于玉城(102)粉末包埋渗铝与气氛渗铝对P92钢650ħ饱和蒸汽氧化行为的影响…………………………………………………周永莉,鲁金涛,黄锦阳,杨珍,袁勇,谷月峰,赵钦新(111)……………………………………………交流电场增强45钢中温粉末法硼铝共渗特性谢飞,王晓娟,潘建伟(121)……………负偏压和本底真空度对Al膜表面形貌和耐蚀性能的影响胡方勤,曹振亚,张青科,杨丽景,宋振纶(128)HVAF喷涂Inconel625涂层在生物质发电环境的高温腐蚀行为………………………………………杨二娟,刘福广,常绍峰,谷永辉,蒋生喜,张庆和,雒晓涛,李长久(136)……基于面积分数多尺度分析的封严涂层孔隙分布均匀性定量表征李宗艺,张伟,林莉,马志远,雷明凯(145)超音速微粒沉积-激光同步强化Inconel718涂层高温氧化行为……………………………………………………………李丹阳,韩国峰,殷凤仕,任智强,朱胜,王晓明(152)烧结温度对Q235钢搪瓷涂层组织结构及性能影响……………………………………李翠霞,瞿学炜,李文生,冯力,伊莲娜·亚茨申科(俄罗斯),杨晓永(160)第5期【表面工程研究】……………………超疏水涂层的制备及其对Mg-Li合金的防腐蚀性能李玉峰,高文博,史凌志,高晓辉,王万兵(1)………………………不锈钢网表面润湿性的调控及其油水分离性能李志文,齐博浩,刘长松,赵欣生,栗心明(10)氟改性丙烯酸酯共聚物的制备及其涂层表面疏水性能…………………………………………韩东晓,侯劲松,苗夫传,张志远,李雪冰,马敬芳,郑勇,朱立群(18)………自组装膜层微观结构对铝合金表面耐腐蚀性能的影响李姣姣,刘燕红,李家平,刘燕仪,尚伟,温玉清(30)………………………………基于梳齿沟槽阵列的集油表面润滑特性刘成龙,郭峰,黄柏林,周易,栗心明(40)…………………活塞环表面液相等离子体电解渗氮处理工艺朱宗宁,赵鸿岳,梅德清,赵卫东,陈晨,陶俊(47)……………………………………………稀土对铁基粉末冶金材料渗硼强化性能的影响方慧敏,张光胜,夏莲森(56)O/Ar流量比及退火对氧化锆薄膜结构及摩擦学性能的影响2………………………………………………………………许文举,鞠鹏飞,李红轩,吉利,刘晓红,陈建敏(65)…………………………………………SiC对氩弧熔覆AlCuFeNiCo高熵合金涂层组织性能的影响时海芳,王红蕾(75)………………………………………激光裂解Ti-Si有机膜制备陶瓷涂层的组织与耐磨性王思捷,刘照围,王潇(83)………………改性碳纤维的制备及其增强PTFE复合涂层摩擦学性能蒋国强,郭永信,刘雅玄,卞达,赵永武(90)…………………………………………………………环境障涂层的发展瓶颈及应对措施马壮,张学勤,刘玲(99)【再制造工程研究】………………VIGA和EIGA气雾化法制备增材制造用低合金钢粉末吕威闫,杨番,韩国峰,王晓明,杨柏俊(115)…………………………基于政府补贴的制造商“以旧换再”定价策略丰奇倩,刘渤海,郑汉东,陈玉霜,李凯(123)【应用实例】………………………【例63】内孔高能等离子喷涂在泥浆泵缸套内表面强化与修复中的应用刘明,马国政(封二)第6期【综述论文】……………………温度对表面摩擦磨损性能影响的研究进展牛宇生,郝秀清,孙鹏程,赵香港,李亮,何宁(1)【表面工程研究】……………………………电压对医用钛合金阳极氧化膜结构和耐蚀性的影响朱晓清,王烨,宋瑞宏,吴海丰(23)…………激光刻蚀和阳极氧化对纯钛植入体表面性能的影响赵梓贺,万熠,于明志,张晓,王宏卫,宋章仪(29)………………………增材制造孔隙结构生物医用钛合金力学及干摩擦行为有限元分析徐敬忠,吕晓仁,李述军(37)……………………………………表面织构对动压滑动轴承摩擦学性能的影响毛亚洲,杨建玺,徐文静,金乐佳(47)铝合金表面有机污染物等离子体清洗机理及验证……………………………………………………李玉海,白清顺,杨德伦,张鹏,卢礼华,张飞虎,袁晓东(58)…………………GLC/成分梯度CN x多层膜的微观结构和摩擦学性能杨芳儿,陆诗慧,杨烁妍,高蔓斌,郑晓华(68)工作气压对TiBN/TiAlSiN纳米多层涂层的结构和性能影响………………………………………………………………王泽松,韩滨,项燕雄,田灿鑫,邹长伟,付德君(77)……………………靶基距对Cu/Si(100)薄膜结构和残余应力的影响孟笛,蒋智韬,李玉阁,高剑英,雷明凯(86)…………………………非晶Ni-Mo-P镀层微观组织结构演变对耐蚀性的影响赵冠琳,刘树帅,吴东亭,邹勇(93)纳米CeO2掺杂对烧结钕铁硼磁体表面Zn-Al涂层性能的影响…………………………………………………曹玉杰,刘友好,张鹏杰,徐光青,刘家琴,衣晓飞,吴玉程(100)………………………环境障涂层用纳米结构Yb2SiO5粉体喂料的制备与表征邓路炜,张晓东,王东升,王铀(108)碳含量对激光熔覆CoCrFeMnNiC x高熵合金涂层摩擦磨损和耐蚀性能的影响………………………………………刘径舟,刘洪喜,邸英南,蔺健全,郝轩宏,王悦怡,陈林,张晓伟(118)中间合金粉对激光选区熔化TMZF合金电化学性能的影响……………………………………………………………褚清坤,邓朝阳,闫星辰,马文有,胡永俊,刘敏(128)磷基无卤素油溶性离子液体润滑添加剂的摩擦学特性…………………………………………………范丰奇,张朝阳,周康,黄卿,汤仲平,于强亮,蔡美荣(136)【应用实例】…………………………………………………………【例64】超高速激光熔覆技术在液压支柱上的应用邹斌华(封二)。
AZ31镁合金的研究现状和发展前景

李忠盛等 AZ31 镁合金的研究现状和发展前景
55
合金合金元素含量较低, 固溶强化和时效强化效果 不明显, 因此研究工作主要通过微量元素合金化和 复合合金化的手段来达到改善组织的目的。微量元 素主要通过改善合金相的形态结构特征、形成新的 高熔点、高热稳定性的第二相或细化组织晶粒来进 一步提高 Mg Al Zn 合金的常温和高温性能。大量 研究表明, Ca、Sr、Sn、Be、Sb、Y、Nd、Ce 等微量元素 一种或几种加入可以有效地改善 AZ 系镁合金的组 织。有研究表明, 当稀土 Ce 含量小于 1% 时, AZ31 镁合金随着 Ce 含量的增加, 在镁基体晶界上的共晶 相也不断增加, 当含量达到 1% 时, 共晶相在镁基体 晶界上逐渐连成网状阻止了晶粒长大, 使晶粒细化, 抗拉强度和塑 性都明显提高[ 3] 。重庆大学汪 凌云 等[ 4] 在 AZ31 镁 合金 中加 入 Ca、Sr, 获得 了 40 ~ 50 m 的铸态晶粒组织, 明显改 善了合金的后 续加 工性能和力学性能。
当 Zn 含量较小时( w Zn < 1% 时) , Zn 在 M g 中 的作用一方面表现为自身的固溶强化, 另一方面, 少 量的 Zn 还可以增加 Al 在 Mg 中的溶解度, 提高 Al 的固溶强化作 用。Zn 含量大于 2. 5% 时则对合金 的防腐性能有负面的影响。
在 Mg Al Zn 合金中, 铝/ 锌比是值得重视的一 个参数。通 过改变 Al、Zn 含 量比 例, 对 Mg Al Zn 合金进行力学性能测试后得出, 当 Al 质量分数较低 ( < 8% ) 时, 随含 Zn 质量分数增加, 抗拉强度提高, 伸长率下降; 当 Al 含量高( > 8% ) 时, 随着 Zn 含量 增加, 抗拉强度降低, 伸长率提高。为了获得具有良 好综合力学性能的合金, Al、Zn 含量应有合适的比 例。有人研究了不同 Zn、Al 含量对 M g Al Zn 合金 铸造性能的影响, 如图 1 所示。图中对应的 3 个区
AZ31变形镁合金挤压成形工艺研究
AZ31变形镁合金挤压成形工艺研究摘要:选择AZ31 变形镁合金,设计了实心棒材、矩形和圆形截面薄壁空心型材试样,对坯料加热、模具预热、润滑剂、挤压比、挤压速度及挤压力等工艺问题与工艺参数,进行了系统的试验研究,总结了成形规律和确定工艺参数的方法,对生产应用将起到重要的参考作用。
关键词:AZ31 镁合金挤压成形工艺研究目前,国内的变形镁合金有MB1、MB2(Az31)、MB3、MB5、MB6、MB7、MB8、MB11、MB14和MB15 等。
变形镁合金的塑性变形,主要有模锻、挤压、轧制等方法,其中,挤压是最基本的方法,它不仅是获得作为进一步加工零件的棒材的方法,也是将棒材成形为零件和复杂型材的方法。
作者选择AZ31 变形镁合金为原材料,设计了实心棒材、矩形和圆形截面薄壁空心型材试样,对挤压过程及工艺参数进行了系统试验研究。
研究内容及结果论述如下。
1. 挤压前坯料的加热1.1 加热温度镁具有密排六方晶格,室温下只有基面{0 0 0 1}产生滑移,因此镁及镁合金在常温下进行塑性成形很难;加热至200℃以上时,第一类角锥面{1 0 1 1}产生滑移,塑性得到较大的提高;225℃以上时第二类角锥面{1 0 1 2}也可能产生滑移,塑性进一步提高。
因此镁合金宜在200℃以上成形。
镁合金状态图是确定镁合金挤压温度的首要依据。
从镁合金状态图中可以得到某种镁合金的熔化温度和合金中有第二相析出时温度。
于是可以得到挤压温度范围在这两个温度范围内,但这只是一个粗略的温度范围。
为了比较准确的确定该种镁合金的挤压温度范围,需要对这种镁合金的塑性图和变形抗力图以及再结晶图加以分析研究。
从镁合金的塑性图可以得到在某个温度范围内其塑性最高。
于是坯料的加热温度范围可以选择在这个温度范围之内。
Mg-Al-Zn 合金状态图是确定镁合金挤压温度的首要依据。
AZ31 的熔化温度是603℃。
2、从230℃开始,合金中有第二相析出。
因此,AZ31 的挤压温度范围一定在230~603℃范围内。
镁合金铸态和挤压态组织观察实验指导书
镁合金铸态和挤压态组织观察的操作及组织观察一、 实验目的1 掌握镁合金组织金相制作的方法2 了解镁合金的显微组织特征二、概述镁合金的密度是钢的23%,铝的67%,塑料的170%,是金属结构材料中最轻的金属,镁合金的屈服强度与铝合金大体相当,只稍低于碳钢,是塑料的4~5倍,其弹性模量更远远高于塑料,是它的二十多倍,因此在相同的强度和刚度情况下,用镁合金做结构件可以大大减轻零件重量,这点对航空工业,汽车工业,手提电子器材均有重要意义。
镁合金是以金属镁为基,通过添加一些合金元素形成的合金系,通常可分为二元、三元及多组元系合金。
二元系如Mg-Al ,Mg-Zn ,Mg-Mn ,Mg-RE ,Mg-Zr 等;三元系如Mg-Al-Zn ,Mg-Al-Si ,Mg-Al-RE 等;多元系如Mg-Th-Zn-Zr ,Mg-Ag-Th-RE-Zr 等。
因为大多数合金含有不止一种合金元素,所以实际上为了分析问题方便,也为了简化和突出合金中最主要的合金元素,习惯上依据镁与其中的一个主要合金元素,将其划分为二元合金系。
对于AZ31镁合金的腐蚀,早期的研究主要集中在合金元素对腐蚀性能的影响上。
近几年来随着加工及表面处理技术的进步,合金耐蚀性的研究越来越集中在通过新型的加工技术(如快速凝固技术、半固态成型技术等)和表面处理技术(如化学转化、阳极氧化、微弧氧化等)来直接或间接的提高AZ31镁合金的耐蚀性能。
总而言之提高合金耐蚀性的途径主要从以下几个方面入手:减少镁合金杂质含量,提高镁合金的纯度;采用快速凝固、热处理与合金化改性等方法细化合金组织,使成分均匀化。
因此,了解镁合金组织,对于提高镁合金质量、防止镁合金腐蚀有重要的意义。
三、铸态镁合金的组织AZ31镁合金属于典型的亚共晶合金,其凝固区间约为60℃,铸造过程中凝固时间短,冷却速度快,因此无论采用何种方式,其凝固收缩均难以补偿,加之Al 元素在镁合金中的扩散速度极慢,凝固过程十分复杂,而镁合金组成相的含量、分布、形态、成分等因素与合金的腐蚀性能密切相关。
AZ31B镁合金FDS连接工艺与性能分析

AZ31B镁合金FDS连接工艺与性能分析
吴磊;唐伟能;黄昌军
【期刊名称】《现代交通与冶金材料》
【年(卷),期】2024(4)3
【摘要】镁合金材料是密排六方结构,常温下可开动的滑移系较少,加工性能较低,容易产生脆性断裂。
以AZ31B镁合金挤压板材为例,采用FDS连接工艺进行连接实验,通过优化关键工艺参数如转速、压力、扭矩等,改善连接成形性。
参数优化后,连接成形性得到了显著改善,包络面无裂纹,连接剪切强度达到4.9 kN以上。
研究了镁合金AZ31B材料FDS连接剪切拉伸过程,分析了两次峰值力的形成原因。
【总页数】4页(P91-94)
【作者】吴磊;唐伟能;黄昌军
【作者单位】中国宝武钢铁集团宝钢金属有限公司技术中心
【正文语种】中文
【中图分类】TG146.22;TG457.19
【相关文献】
1.AZ31B/AZ91D异种镁合金激光焊接头组织性能分析
2.AZ31B镁合金的本构方程建立及切削性能分析
3.激光-电弧复合焊接AZ31B/ZM5异种镁合金组织及性能分析
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接技术第40卷第5期2011年5月·试验与研究·收稿日期:2010-10-02基金项目:国家自然科学基金资助项目(50671070)文章编号:1002-025X (2011)05-0020-03挤压态AZ31镁合金真空扩散焊试验研究李会,林飞,郭继祥,于前,孟庆森(太原理工大学材料科学与工程学院,山西太原030024))摘要:首先对挤压态AZ31镁合金进行等温热处理,获得不同的晶粒尺寸,然后研究时间、杂质、晶粒尺寸对扩散焊焊缝的影响。
试验结果表明,在一定范围内,保温时间越长扩散焊效果越好;扩散焊前晶粒越细,扩散焊所需的时间越短,扩散效果越好,晶粒长大程度也小;熔合线处硬度值上升,距焊缝越远,硬度越低。
关键词:等温热处理;时间;晶粒尺寸;扩散焊中图分类号:TG457文献标志码:B0前言镁合金是目前工业上可应用的最轻的金属结构材料,具有密度小,比强度、比刚度高,散热性、屏蔽性好,无污染,能回收,资源丰富等一系列优点。
其中AZ31是目前应用最广泛的变形镁合金,它具有较好的室温强度、良好的延展性及优良的抗大气腐蚀能力。
它可轧制成薄板、厚板,挤压成棒材、管材、型材,加工成锻件,在汽车、摩托车、航空航天、兵器等领域有广泛的应用前景,是一种重要的商用镁合金[1-2]。
因此,镁合金的焊接是一个很重要的课题。
镁合金的焊接方法有激光焊、氩弧焊、搅拌摩擦焊、电子束焊和真空扩散焊,其中熔化焊容易产生焊接热裂纹、Mg 的烧损、气孔等缺陷,使接头性能降低。
但真空扩散焊是一种精密连接方法,接头区不经熔化与凝固过程,能减少或避免与熔化焊有关的缺陷,更易实现与母材组织性能一致的高质量连接,且连接后的焊件精度高、变形小,可实现精密结合,一般不需要再进行机加工,可获得较大的经济效益。
因此,研究AZ31镁合金的扩散焊有十分重要的实际意义和理论意义[3-5]。
1试验材料及方法试验材料为15mm×15mm×5mm 的挤压态AZ31镁合金。
在箱式电阻加热炉中进行等温热处理,得到28.08,38.72,52.78μm 3种晶粒尺寸。
试样的接头方式为对接,扩散试验在VFB-150/200卧式高温加压真空焊接炉中进行。
2试验方案及结果讨论2.1扩散焊试验参数选择通常多数金属和合金的扩散焊最好在0.6~0.8T m(T m 为金属熔点)范围内进行。
温度是影响扩散焊最大的参数,因为它决定了第1阶段接触面的范围和第2,3阶段促使空洞消失的扩散速度。
由于AZ31的熔点约为620℃,故综合考虑后取焊接温度为480℃[6-9]。
压力在焊接的第1阶段(塑性变形阶段)是必需的,它在焊接温度下形成大面积的接触,减少表面粗糙度的影响。
其他参数不变时,增大焊接压力可降低再结晶温度,加速在该温度下的再结晶过程,且使焊缝更加牢固。
但增大压力会增大试样变形量,综合考虑后取焊接压力为20MP a [10]。
扩散焊前试样表面需进行清理,清理的方法为:丙酮去油污→1000#SiC 砂纸打磨→丙酮清洗→酒精清洗→冷风吹干。
其目的是清除试样表面的油污、氧化膜[11]。
2.2试验结果及分析图1,2,3分别为晶粒尺寸52.78,38.72,28.08μm 的试样在480℃,20MPa ,不同保温时间下扩散焊后的金相照片。
20DOI:10.13846/12-1070/tg.2011.05.009Welding Technology Vol.40No.5May 2011·试验与研究·2.2.1保温时间对扩散焊接头的影响由图1,2,3可知,保温时间90min 时,连接处有清晰的焊缝,这是由于初始连接界面区域仍然存在着原子错配和夹杂,因此,在金相试样制备中留下腐蚀痕迹,这可通过延长连接时间或退火处理进一步减小或消除,故随着保温时间的延长,焊缝越来越模糊,并最终消失,获得良好接头。
但时间太长,晶粒明显粗化,影响接头强度,如图保温150min 时晶粒明显长大。
因此,在一定范围内保温时间越长连接效果越好。
2.2.2杂质对连接界面迁移的钉扎作用在进行扩散焊的过程中沿连接界面处分布的杂质是影响界面迁移的重要因素,其影响再结晶的晶界迁移:①当界面迁移驱动力小于杂质的拖曳力,界面迁移和晶粒长大将受到抑制,杂质残留在连接界面处,影响接头的抗剪强度和疲劳性能;②当界面迁移驱动力与杂质的拖曳力相当时,杂质随界面一起迁移,并且始终留在迁移界面上;③界面迁移的驱动力大于杂质拖曳力时,界面将挣脱杂质的拖曳,以较快的速率继续迁移。
杂质一般分布在连接界面处、晶粒内(图1,2中150min 时,晶粒内的焊缝)、晶界处。
一般在连接界面和晶界位置的杂质对力学性能影响最显著[12]。
因此,需要通过调节温度、时间来避免该处杂质聚集。
2.2.3晶粒尺寸对扩散焊接头的影响由图1可以看出,晶粒尺寸为52.78μm ,保温时间为90min 时,连接界面有明显的焊缝,保温时间为120min 时,焊缝变模糊,保温时间为150min 时,焊缝消失;而晶粒尺寸为38.72μm ,保温时间为90min 时,焊缝已不明显,保温时间为120min 时,获得较好质量的焊接界面,如图2所示;当晶粒图1不同保温时间下的焊缝金相照片(晶粒尺寸52.78μm )(a )90min(b )120min(c )150min图2不同保温时间下的焊缝金相照片(晶粒尺寸38.72μm )(a )90min(b )120min(c )150min图3不同保温时间下的焊缝金相照片(晶粒尺寸28.08μm )(a )90min(b )120min(c )150min100μm100μm100μm100μm100μm100μm100μm100μm100μm21焊接技术第40卷第5期2011年5月·试验与研究·尺寸为28.08μm ,保温时间为120min 时,焊缝已消失,并获得良好的焊接界面,保温时间为150min 时,晶粒却长大,如图3所示。
故对比金相图可知,扩散焊前晶粒越细,扩散焊所需的时间越短,晶粒长大程度也就越小。
2.2.4显微硬度分析采用HVS-1000维氏显微硬度仪对焊缝显微硬度进行测试,选取在焊接温度480℃,保温时间120min ,焊接压力20MPa 参数下的焊接试样进行测量,结果如图4所示。
由图4可以看出,熔合线处的硬度值上升,是由于焊缝区域的组织产生了微量塑性变形,经过再结晶重组,晶粒得到细化,且焊缝区难免会存在杂质,杂质固溶于镁中,形成固溶体,有固溶强化的作用。
距焊缝越远,扩散程度越小,固溶度也降低,因此焊缝的硬度的越低。
3结论(1)在一定范围内,保温时间越长,扩散焊效果越好。
(2)扩散焊前晶粒越细,扩散焊所需的时间越短,扩散效果越好,晶粒长大程度也越小。
(3)焊缝附近硬度最大,距焊缝越远,硬度越低。
参考文献:[1]汪凌云,黄光胜,范永革,等.变形AZ31镁合金的晶粒细化[J ].中国有色金属学报,2003(6):594-598.[2]Kojima Y.Project of the platform science and technology for advanced ma-gnesium alloys [J ].Materials Transactions ,2001,42(7):1154-1159.[3]张贵锋,张建勋,裴怡.从美国焊接手册看特种焊工艺的变迁[J ].热加工工艺,2006,35(3):63-66.[4]陈君,徐艳升.扩散焊技术及其应用[J ].黑龙江科技信息,2009(30):26.[5]Asahina T ,Tokisue H.Some characteristics of TIG welded joints ofAZ31magnesium alloy [J ].Journal of Japan Institute of Light Metals ,1995,45(2):70-75.[6]徐杰.镁合金活性TIG 焊和真空扩散焊的研究[D ].江苏南京:南京航空航天大学,2006.[7]于卫新,李淼泉,胡一曲.材料超塑性和超塑成形/扩散连接技术及应用[J ].材料导报,2009,23(6):8-13.[8]Hidetoshi Somekawa ,Hiroyuki HoSokawa ,Hiroyuki watanabe ,et al .Diffusion bonding in superplastic magnesium alloys [J ].Materials S cience and Engineering ,2003,A339:328-333.[9]刘鹏.Mg /Al 活性异种金属焊接界面微观结构及元素扩散的研究[D ].山东济南:山东大学,2006.[10]罗丽娟,阎蕴琪.纯镁扩散连接的实验研究[J ].稀有金属快报,2003(8):18-19.[11]于彦东.MB15镁合金超塑性成形和扩散连接研究[D ].黑龙江哈尔滨:哈尔滨工业大学,2003.[12]徐子文,阮中健,张桂林,等.扩散连接中界面迁移机制研究[J ].焊接技术,2003,32(1):8-9.作者简介:李会(1983—),女,河北保定人,在读研究生,从事镁合金方向的研究.858075706560550.00.20.40.60.81.01.2硬度H V距焊缝中心距离/mm 图4显微硬度测量结果刊登在本刊2011年第4期第12~14页“试验与研究”栏目中的“超低氢型药芯焊丝SQJ501L 的焊缝组织与性能”(作者:冯灵芝,张智,李英魁,刘通)一文中,图7的图题应为:横对接接头试件宏观照片;图8的图题应为:横对接焊缝金相组织。
图11的图应为:特此更正。
并向此文的作者表示歉意!《焊接技术》编辑部更正!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"!!!!!!!!!!!!!!"!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"!!!!!!!!!!!!!!"22。