【工程表格模板】钢结构超声波探伤检测报告(无表式)
超声波探伤报告UT002
报告日期 Date 本表由城建档案馆、建设单位、施工单位各保存一份。
This form shall be made in triplicate, to be preserved by the Urban Construction Archive, Construction Unit and Contractor.
焊缝Weld Seam 编号 No. (两侧) Both Edges 板厚 (mm) Thickness 焊缝数量 WeldSeamQ uantity 缺陷 编号 DEFECT NO.
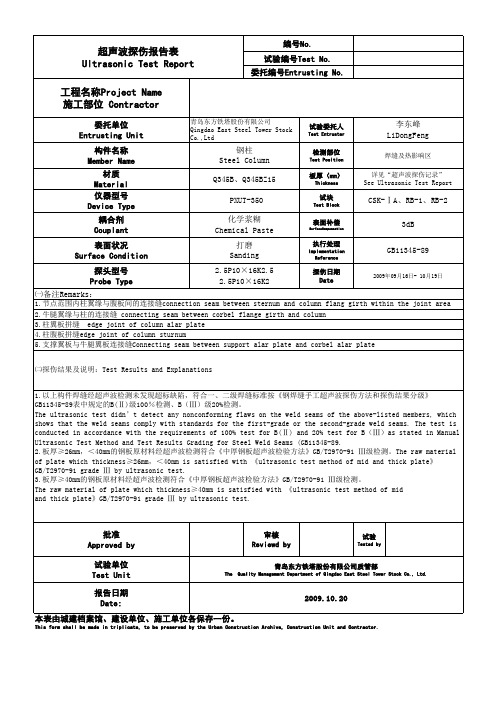
青岛东方铁塔股份有限公司 Qingdao East Steel Tower Stock Co.,Ltd
编号 No. 报告编号 Report No. 检测单位 Test Unit
备注 Remarks
合格 一次返修合格 Conformance
Please refer to cover 合格 Conformance remarks 3 for details.
不合格
批准 Approved
审核 Reviewed
检测 Tested by 检测单位名称 Name of Test Unit (公章)(stamp)
2009.10.20
This form shall be made in triplicate, to be preserved by the Urban Construction Archive, Construction Unit and Contractor.
超声波探伤记录 Ultrasonic Test Record 工程名称 Project Name 施工单位 Contractor
超声波探伤报告表 Ultrasonic Test Report 工程名称Project Name 施工部位 Contractor
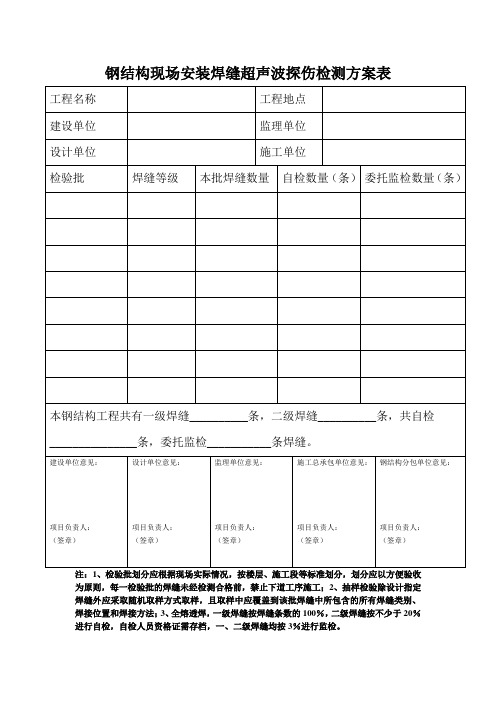
钢结构现场安装焊缝超声波探伤检测方案表
项目负责人责人:
(签章)
监理单位意见:
项目负责人:
(签章)
施工总承包单位意见:
项目负责人:
(签章)
钢结构分包单位意见:
项目负责人:
(签章)
注:1、检验批划分应根据现场实际情况,按楼层、施工段等标准划分,划分应以方便验收为原则,每一检验批的焊缝未经检测合格前,禁止下道工序施工;2、抽样检验除设计指定焊缝外应采取随机取样方式取样,且取样中应覆盖到该批焊缝中所包含的所有焊缝类别、焊接位置和焊接方法;3、全熔透焊,一级焊缝按焊缝条数的100%,二级焊缝按不少于20%进行自检,自检人员资格证需存档,一、二级焊缝均按3%进行监检。
钢结构现场安装焊缝超声波探伤检测方案表
工程名称
工程地点
建设单位
监理单位
设计单位
施工单位
检验批
焊缝等级
本批焊缝数量
自检数量(条)
委托监检数量(条)
本钢结构工程共有一级焊缝__________条,二级焊缝__________条,共自检
_______________条,委托监检___________条焊缝。
钢结构焊缝超声波检验报告
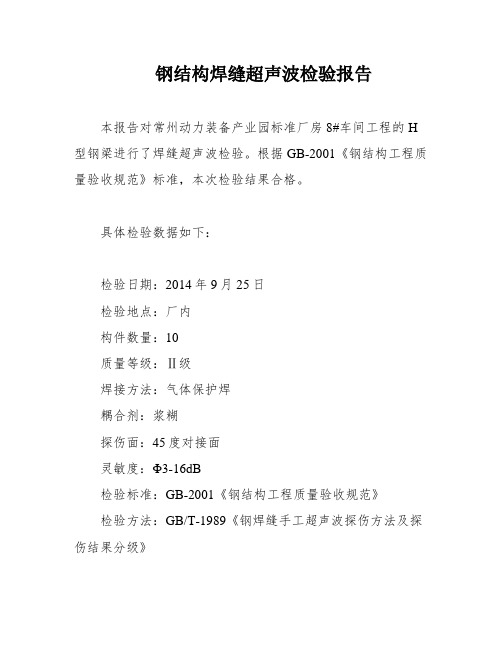
钢结构焊缝超声波检验报告本报告对常州动力装备产业园标准厂房8#车间工程的H 型钢梁进行了焊缝超声波检验。
根据GB-2001《钢结构工程质量验收规范》标准,本次检验结果合格。
具体检验数据如下:检验日期:2014年9月25日检验地点:厂内构件数量:10质量等级:Ⅱ级焊接方法:气体保护焊耦合剂:浆糊探伤面:45度对接面灵敏度:Φ3-16dB检验标准:GB-2001《钢结构工程质量验收规范》检验方法:GB/T-1989《钢焊缝手工超声波探伤方法及探伤结果分级》钢梁型号规格均为H500*300*6*12,检验部位厚度均为12mm。
受检焊缝为钢柱对接焊缝,检验长度均为600mm。
所有焊缝均评定为Ⅱ级等级,符合标准要求。
根据上述数据,本次检验结果合格。
批准人、审核人、校核人、检验人均已签字确认。
___: GB-2001 "Code for ___"This document is a report on the ___ on Q345B steel using CSK-1A and RB-2 probes。
with GTS-22 as the coupling agent。
The welds were inspected using a V-groove and the n was carried out according to GB/T-1989.The n was conducted on September 25.2014.at the factory。
and a total of 7 components were inspected。
The components were all of H500*300*6*12 size and made of ___ 12mm。
The ___The n was conducted using a 45-degree angle on the welds and the probe used was Φ3-16dB。
钢结构焊缝超声波检验报告

对接焊缝
探伤法
超声波
耦合剂
浆糊
试块
CSK-1A RB-2
探头规格
×
探伤面
45度对接面
仪器名称
GTS-22
检定证书编号
JC11-2-25
灵敏度
Φ3-16dB
检验标准
检测依据:GB50205-2001《钢结构工程质量验收规范》
检验方法:GB/T11345-1989《钢焊缝手工超声波探伤方法及探伤结果分级》
焊 缝 超 声 波 检 验 结 果
构件编号
型号规格
(mm)
检验部位
钢板
厚度
(mm)
检验
长度
(mm)
评定
等级
焊缝质量
等 级
GZ
H500*300*6*12
钢柱对接焊缝
12 mm
600
Ⅱ
Ⅱ
GZ
H500*300*6*12
钢柱对接焊缝
12 mm
600
Ⅱ
Ⅱ
检验结论
根据检测标准,对构件熔透焊缝进行超声波检测,受检焊缝均符合GB50205-2001《钢结构工程质量验收规范》标准二级焊缝要求,结果合格
焊 缝 超 声 波 检 验 结 果
构件编号
型号规格
(mm)
检验部位
钢板
厚度
(mm)
检验
长度
(mm)
评定
等级
焊缝质量
等 级
GZ
H500*300*6*12
钢柱对接焊缝
12mm
300
Ⅱ
Ⅱ
GZ
H500*300*6*12
钢柱对接焊缝
12 mm
600
Ⅱ
超声波检测报告单

监理员:
检测员:
日 期:
备注:报告单一式两份,监理员与检测员各留存一份。
超声波检测报告单表五
工程名称
地点\桩号
钢管壁厚
坡口形式
V型
检测比例
焊接方法
手工焊
检测方法
UT B级
检测标准
合格标准
二级
1.详细绘出钢制件焊接示意图(包括钢制件在道路上的具体位置、钢管口径、焊缝与焊缝的间距,焊缝与法兰的间距、焊缝数量等)
2.沟槽无积水,焊缝打磨符合检测要求。
3.监理员须在现场等候或与检测员一同前往。
超声波探伤检测报告

超声波探伤检测报告1. 背景超声波探伤是一种非破坏性检测技术,广泛应用于工业领域中材料的缺陷检测和质量控制。
其原理是利用超声波在材料中的传播特性,通过检测超声波在材料中传播过程中的反射、折射和散射等现象,来判断材料内部的缺陷情况。
本次探测任务是对一块钢板进行超声波探伤检测。
钢板是一种常见的工业材料,广泛应用于建筑、制造业等领域。
通过超声波探伤检测,我们可以了解钢板内部是否存在缺陷,如裂纹、孔洞等,以及缺陷的位置、形状和大小等信息。
2. 分析2.1 超声波传播原理超声波是指频率超过20kHz的声波,其在固体材料中的传播速度和传播路径受到材料的物理性质和结构的影响。
当超声波遇到材料的界面或缺陷时,会发生反射、折射和散射等现象,这些现象可以被探测设备接收到并转换成电信号。
2.2 探测设备本次超声波探伤检测使用的是一台数字超声波探测仪。
该设备具有高频率、高灵敏度和高分辨率的特点,能够对材料进行精确的探测。
2.3 检测方法本次检测采用了脉冲回波法。
具体操作步骤如下: 1. 将超声波探测仪的探头与钢板表面紧密接触,并设置合适的探测参数,如脉冲重复频率、探头角度等。
2. 发送超声波脉冲信号,信号在钢板中传播并与内部缺陷发生相互作用。
3. 接收探测仪接收到的回波信号,并通过信号处理和分析,得到钢板内部的缺陷信息。
2.4 数据分析通过对探测仪接收到的回波信号进行分析,我们可以得到钢板内部的缺陷信息,包括缺陷的位置、形状和大小等。
在分析过程中,我们还需要考虑钢板的材料性质和结构特点,以便更准确地判断缺陷的性质和严重程度。
3. 结果经过超声波探伤检测,我们得到了如下结果:1.钢板表面无明显缺陷,平整度良好。
2.钢板内部存在一处裂纹,位于钢板的中心位置,长度约为10mm,宽度约为0.5mm。
裂纹呈直线状,与钢板表面垂直。
4. 建议根据上述结果,我们提出以下建议:1.针对钢板内部的裂纹缺陷,建议采取修复措施,以防止裂纹的扩展和影响钢板的使用寿命。
超声波探伤报告

表 C6-12
资料编号
Nx-0102
试验编号
ZBXD-L-0910-0288
委托编号
ZBXD-L-0910-0288
工程名称及部位
宁夏沃林机械制造有限公司二期组装车间
委托单位
银川永成伟业轻钢彩板有限公司
试验委托人
刘继培
构件名称
钢梁
检测部位
对接全熔透焊缝
材 质
Q235B
板厚(mm)
8,12
于收到报告起十五日内向检测单位提出,逾期未提出异议的,视为认可本检测报告。未经允许,不
得复印报告,报告复印件无红章无效。
超声波探伤记录
表 C6-13
资料编号
Nx-0102
试验编号
ZBXD-L-0910-0289
工程名称
宁夏沃林机械制造有限公司二期组装车间
委托编号
ZBXD-L-0910-0289
施工单位
银川永成伟业轻钢彩板有限公司
检测单位
中博兴达(北京)工程检测技术有限责任公司
焊缝编号
(两侧)
板厚
(mm)
折射角
(度)
回波
高度
X
(mm)
D
(mm)
Z
(mm)
L
(mm)
级别
评定
结果
备注
68
-
-
-
-
-
Ⅰ
合格
8
68
Ⅱ
0-8
4
0
5
Ⅱ
合格
68
-
-
-
-
-
Ⅰ
合格
12
68
Ⅱ
0-5
3
超声波探伤试验检测记录表

页,共
页
超声波探伤试验检测记录表
试验室名称: 工程部位/用途 样品名称 试验依据 试验条件 主要仪器设备 及编号 检件规格 检件材质 设计要求 合格级别 焊接形式 标准试块 检验依据 检测焊口总数 评定结果 合格焊口数 一次返修焊口数 二次返修焊口数 仪器型号 探测波形 探头型号 扫描方式 扫查方式 补 偿 检测比例 检件总量 检测总量 表面情况 耦合剂 探伤灵敏度 记录编号: 委托/任务编号 样品编号 样品描述 试验日期
QJ0904a
返修焊口合格数
检 测 结 果 序号 检件 编号 焊缝等级标准 I级 II级 III级 Ⅳ级 缺陷 缺陷 反射波 性质 尺寸 幅区域 评定 级别 判定结论
备注:ቤተ መጻሕፍቲ ባይዱ
试验:
复核:
日期:
年
月
日
钢结构探伤报告格式电子版
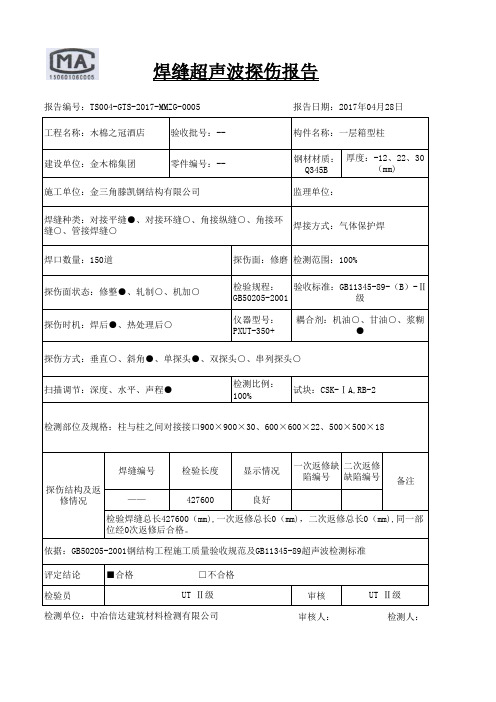
钢材材质:Q345B 探伤面:修磨检验规程:GB50205-2001仪器型号:PXUT-350+检测比例:100%焊缝编号检验长度显示情况一次返修缺陷编号二次返修缺陷编号——427600良好评定结论检验员审核审核人:检测人:报告编号:TS004-GTS-2017-MMZG-0005报告日期:2017年04月28日工程名称:木棉之冠酒店验收批号:--构件名称:一层箱型柱建设单位:金木棉集团焊口数量:150道检测范围:100%探伤面状态:修整●、轧制○、机加○验收标准:GB11345-89-(B)-Ⅱ级探伤时机:焊后●、热处理后○耦合剂:机油○、甘油○、浆糊●零件编号:--厚度:-12、22、30(mm)施工单位:金三角滕凯钢结构有限公司监理单位:焊缝种类:对接平缝●、对接环缝○、角接纵缝○、角接环缝○、管接焊缝○焊接方式:气体保护焊依据:GB50205-2001钢结构工程施工质量验收规范及GB11345-89超声波检测标准■合格 □不合格UT Ⅱ级UT Ⅱ级检测单位:中冶信达建筑材料检测有限公司探伤方式:垂直○、斜角●、单探头●、双探头○、串列探头○扫描调节:深度、水平、声程●试块:CSK-ⅠA,RB-2检测部位及规格:柱与柱之间对接接口900×900×30、600×600×22、500×500×18探伤结构及返修情况备注检验焊缝总长427600(mm),一次返修总长0(mm),二次返修总长0(mm),同一部位经0次返修后合格。
钢材材质:Q345B 探伤面:修磨检验规程:GB50205-2001仪器型号:PXUT-350+检测比例:100%焊缝编号检验长度显示情况一次返修缺陷编号二次返修缺陷编号——427600良好评定结论检验员审核审核人:检测人:监理单位:焊缝种类:对接平缝●、对接环缝○、角接纵缝○、角接环缝○、管接焊缝○焊接方式:气体保护焊焊口数量:150道检测范围:100%报告编号:TS004-GTS-2017-MMZG-0005报告日期:2017年05月21日工程名称:木棉之冠酒店验收批号:--构件名称:二层箱型柱建设单位:金木棉集团零件编号:--厚度:-12、22、30(mm)UT Ⅱ级UT Ⅱ级检测单位:中冶信达建筑材料检测有限公司检测部位及规格:柱与柱之间对接接口900×900×30、600×600×22、500×500×18探伤结构及返修情况备注检验焊缝总长427600(mm),一次返修总长0(mm),二次返修总长0(mm),同一部位经0次返修后合格。
钢结构焊缝超声波检验报告
钢结构焊缝超声波检验报告一、工程概述本次检验的钢结构工程位于_____,由_____公司负责施工。
该钢结构主要用于_____,其结构形式为_____。
二、检验依据1、《钢结构工程施工质量验收规范》(GB 50205 2001)2、《焊缝无损检测超声检测技术、检测等级和评定》(GB/T 11345 2013)3、施工图纸及相关技术文件三、检验设备及器材1、超声波探伤仪:型号为_____,具有_____等功能,满足本次检验的要求。
2、探头:采用_____探头,频率为_____,晶片尺寸为_____。
3、耦合剂:选用_____,具有良好的耦合效果。
四、检验人员检验人员均持有国家相关部门颁发的无损检测资格证书,具备丰富的超声波检验经验。
五、检验范围及比例本次检验范围包括钢结构的_____等部位的焊缝。
根据相关规范及设计要求,抽检比例为_____。
六、检验时机焊缝在完成焊接后_____小时,并外观检查合格后进行超声波检验。
七、检验过程1、检验前准备对焊缝表面进行打磨处理,去除焊渣、飞溅物等,使焊缝表面光滑平整,便于探头耦合。
调节超声波探伤仪的参数,如增益、频率、扫描速度等,确保仪器处于正常工作状态。
2、扫查方式采用锯齿形扫查、平行扫查和转角扫查相结合的方式,对焊缝进行全面扫查,确保不遗漏任何缺陷。
扫查速度适中,保证探头有足够的时间对焊缝进行检测。
3、缺陷定位与定量当发现缺陷回波时,通过调节探头位置和角度,确定缺陷的位置和深度。
根据缺陷回波的幅度和长度,按照相关标准对缺陷进行定量评估。
八、检验结果1、本次共检验焊缝_____条,其中合格焊缝_____条,不合格焊缝_____条。
2、不合格焊缝的缺陷类型主要有气孔、夹渣、未焊透等。
具体情况如下:|焊缝编号|缺陷类型|缺陷位置|缺陷尺寸|评定级别||||||||_____|_____|_____|_____|_____||_____|_____|_____|_____|_____|九、结论1、经超声波检验,本工程钢结构焊缝的质量总体符合相关规范和设计要求。
钢结构焊缝超声波检验报告

钢结构焊缝超声波检验报告
本报告是对常州动力装备产业园标准厂房8#车间工程中
___所提供的H型钢梁进行钢结构焊缝超声波检验的结果报告。
验收规范为GB-2001《钢结构工程质量验收规范》。
母材材质为Q235B,焊缝类型为对接焊缝,试块为CSK-1A和RB-2.检
验仪器为GTS-22,检验标准为JC11-2-25.
本次检验共检验了10个构件,焊接方法为气体保护焊,
耦合剂为浆糊。
探伤面为45度对接面,探头规格为Φ3-16dB,灵敏度为2.5P8×12K2.5.检验日期为2014年9月25日,检验
地点为厂内。
构件数量为10个,质量等级为Ⅱ级。
本次检验结果显示,受检焊缝均符合GB-2001《钢结构工程质量验收规范》标准二级焊缝要求,评定等级均为Ⅱ级,焊缝质量等级也为Ⅱ级。
因此,本次检验结果合格。
报告批准人、审核人和校核人的信息未在文章中提供,需要补充完整。
钢结构焊缝超声波探伤报告

/
/
/
/
/
/
/
合格
10
GL10
12
/
/
/
/
/
/
/
合格
பைடு நூலகம்11
GL11
8
/
/
/
/
/
/
/
合格
12
GL12
8
/
/
/
/
/
/
/
合格
13
GL13
8
/
/
/
/
/
/
/
合格
14
GL14
12
/
/
/
/
/
/
/
合格
15
GL15
12
/
/
/
/
/
/
/
合格
批准: 审核:校核: 编写
********建设工程检测有限公司
二O一一年三月二十日
探伤焊缝数量、位置、抽检比例:钢梁工件进行超声波探伤抽检。
检验结论:根据GB/T11345-89《钢焊缝手工超声波探伤方法和探伤结果分级》(B-Ⅲ)对上述样品的焊缝进行检验,未发现超标缺陷,符合标准要求
备注
构件按图纸编号;报告结果仅对所检部位负责。
编号:
序
号
工件及焊缝
编号
板厚
(MM)
缺陷编号
指示长度(mm)
缺陷位置(mm)
波幅区域
焊缝评定等级
判定
X方向
Y方向
Z方向
1
GL1
12
/
/
/
/
/
/
(焊缝)超声波检测报告

受控编号:
工程质量检测报告
工程名称:
检测内容: 钢结构超声波检测
单位名称
委托单位:
设计单位:
施工单位:
见证单位:
检测单位:
声明
1、本报告无检验检测报告专用章及其骑缝章无效;
2、本报告无检测、审核、批准人签名无效;
3、本报告涂改、增删无效;
4、报告复印页数不全、未加盖检验检测报告专用章无效;
5、对本报告若有异议,应于收到报告之日起十五日内向本检测单位提出。
检测单位资质证书编号:
检测单位地址:
邮政编码:
电话:
钢结构超声波检测结果
检测: (证号: ) (证号: ) 审核:
批准:
钢结构超声波检测结果汇总表
附图:检测构件/节点/焊缝示意图
现场检测工作及关键节点照片
附件
说明:1、本表由见证单位填写,作为检测报告的附件。
2、见证单位由监理单位担任,如无监理单位则由委托方担任。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注:探伤比例的计数方法应按以下原则确定:(1)对工厂制作焊缝,应按每条焊 缝计算百分比,且探伤长度不应小于200mm,当焊缝长度不足200mm时,应对整条 焊缝进行探伤;(2)对现场安装焊缝,应按同一类型、同一施焊条件的焊缝条数 计算百分比,探伤长度应不小于200mm,并不少于1条焊缝。 2. 钢网架 焊接球焊缝的5%,且不应少于3个; 焊缝无损检测,检测比例为每种钢管规格的5%。 四、仪器设备 名称、型号、仪器设备检测设定及参数。 五、检测结果。001-1996
-1996
焊
条
钢结构超声波探伤检测报告(无表式)
GD2105006
内容 : 一、工程概况 工程名称、地点、委托单位、检测日期、报告编号等 二、 检测依据 《钢结构工程施工质量验收规范》 《钢焊缝手工超声波探伤方法和探伤结果的分级》 《压力容器无损检测》 《螺栓球节点钢网架焊缝超声波探伤及质量分级法》 《焊接球节点钢网架焊缝超声波探伤及质量分级法》 《建筑钢结构焊接技术规程》 三、取样数量 l. 普通钢结构(轻钢、桥梁、钢屋架、空间钢结构)如下表: 一、二级焊缝质量等级及缺陷分级 焊缝质量等级 内部缺陷超声波探伤 评定等级 验收等级 探伤比例 内部缺陷射线探伤 评定等级 验收等级 探伤比例 一级 Ⅱ B级 100﹪ Ⅱ AB级 100% 二级 Ⅲ B级 20﹪ Ⅲ AB级 20% GB 50205-2001 GB 11345-89 JB 4730-94 JG/T 3034.2-1996 JG/T 3034.1-1996 JGJ 81-91