mastercam x四轴五轴编程视频教程 五轴产品编程
数控五轴加工中心编程的方法及步骤
数控五轴加工中心编程的方法及步骤小伙伴!今天咱们来唠唠数控五轴加工中心编程这个事儿。
一、了解加工零件。
咱得先好好看看要加工的零件长啥样。
就像认识新朋友,得知道它的轮廓、尺寸、精度要求这些。
你得清楚哪里是平面,哪里是曲面,有没有啥特殊的形状。
这就好比给零件做个全身检查,心里有数了,编程的时候才能有的放矢。
二、确定加工工艺。
这一步可重要啦。
要想清楚用啥刀具合适呢?大零件和小零件用的刀具可能就不一样。
还有切削的参数,就像炒菜放多少盐、多少油一样,切削速度、进给量、切削深度都得定好。
这得根据零件的材料来,要是硬邦邦的材料,那切削参数就得小心调整,不然刀具可能就受不了啦。
工艺路线也得规划好,先加工哪里,后加工哪里,就像规划旅行路线一样,得合理安排。
三、建立坐标系。
这个就像是给零件在加工中心里找个家。
确定一个原点,然后X、Y、Z轴就像房间的坐标一样,每个点都有自己的位置。
五轴加工中心还有两个旋转轴呢,这两个轴的坐标系也要确定好。
这就像给零件的每个部分都贴上了地址标签,加工的时候刀具才能准确找到地方。
四、编写程序。
现在就开始正儿八经写程序啦。
用那些编程代码,像G代码、M代码之类的。
比如说G00就是快速定位,让刀具快速跑到指定位置。
编写的时候要按照之前确定的加工工艺来。
如果有曲面的话,可能得用一些特殊的编程方法,像宏程序之类的。
这就像写作文,要按照一定的逻辑和规则来写,不能乱写一气。
五、模拟加工。
程序写好可别着急让加工中心干活。
先模拟一下,就像演习一样。
看看刀具的路径对不对,有没有可能撞到零件或者夹具。
要是模拟的时候发现问题,那就赶紧修改程序。
这就像出门前检查一下东西有没有带齐,发现没带钥匙还能及时补上。
六、实际加工。
经过前面的步骤,没问题啦,就可以让加工中心开始干活啦。
不过在加工的时候也不能完全不管,得盯着点。
万一有啥突发情况,像刀具磨损啦,还能及时处理。
数控五轴加工中心编程就是这么个事儿,看起来有点复杂,但是只要一步一步来,多实践,肯定能掌握的。
五轴编程UG教程
1刀轴远离直线(zhíxiàn)-案例1
分层切削(qiēxi āo)
第九页, 共61页。
词语: 如果 拼音: rúguǒ
1刀轴远离(yuǎn l í ) 直线-案例1 解释: 连词。表示假设。《前汉书平话》卷上: “如果不利,截旗营前,以定胜败验之。”《儒林外史》第十六回: “如果文
象
利用网格曲面作为 驱动面能够获得光
顺的刀路
构建网格曲面
面的质量 决定刀轨 的质量
第十九页, 共61页。
词语:指定 拼音:zhǐdìng 解释:确定;认定。唐刘肃《大唐新语·公直》:“銛谬膺驳正,敢废司存,请傍移礼官,以求指定。”宋司马光《起请科场札 子》:“伏乞以臣所奏,及礼部等官所议,榜国子监门,及编下诸州,有州学处榜州学门,令举人限一月内投状,指定何法为善,
旋转刀轨, 获得(huòdé)各个槽的加工程序, 两个刀轨要接起, 否则会有残料
第二十四页, 共61页。
2刀轴插补-案例(àn l ì ) 3
第二十五页, 共61页。
3刀轴侧刃驱动(qū dònɡ)1
部件几何引导刀尖运 动, 驱动面引导刀具
侧刃运动
部件(bù jiàn)选 择底面
驱动(qū dònɡ)面 为周边
第一回:“问其所 以,都是黄河沿上的州县,被河水决了,田庐房舍,尽行漂没。”可与形容词或动词组成名词性词组,仍表示 原因、情由。《庄子·天运》:“彼知矉美,而不知矉之所以美。”《史记·卫康叔世家》:“必求殷之贤人君子长者,问其所以 兴,所以亡,而务爱民。”用以,用来。《庄子·天地》:“是三者,非所以养德也。”《史记·孟尝君列传》:“若急,终无以 偿,上则为君好利不爱士民,下则有离上抵负之名,非所以厉士民彰君声也。”宋苏洵《几策·审势》:“故威与惠者,所以裁节 天下强弱之势也。”连词。表示因果关 系。用在下半句,由因及果。《荀子·哀公》:“君不此问,而问舜冠,所以不对。”北
第一讲mastercamx9四轴替换轴加工四轴编程轴替换
本教程主要内容
第三讲: 钻孔五轴和四轴坐标生成原理 1,钻孔五轴参数精讲。 2,四轴坐标生成原理(即mc软件显示坐标怎么和nc程 坐标对应)
本教程主要内容
第三讲: 钻孔五轴和四轴坐标生成原理 1,钻孔五轴参数精讲。 2,四轴坐标生成原理(即mc软件显示坐标怎么和nc程 坐标对应)
本教程主要内容
四轴编程—轴替换
四轴编程—轴替换刀路
四轴编程—轴替换刀路
1.当输入角度为0度时, 展开线起点Y的坐标值, 等于图示X轴上小园到
缠绕线起点的弧度长。
2.当输入角度为-90度时 ,展开线起点Y的坐 标 值,等于图示y轴上小园 到缠绕线起点的弧度长 。
四轴编程—轴替换刀路
1.mastercam9.1内定只 有在输入角度-90方式 展开的曲线才能生成正 确的刀路。
四轴编程—轴替换刀路坐标转 换公式
xabs = x yabs = zero zabs = z + (rotdia / two) csav = y * (360 / (pi * rotdia))
四轴编程—轴替换刀路坐标转换公式
X-- 2d刀路“轴替换”转换前x的坐标值
Y-- 2d刀路“轴替换”转换前y的坐标值
-90
旋转方向要一样,
四轴编程—轴替换刀路
四轴编程—轴替换刀路
四轴编程—轴替换刀路
四轴编程—轴替换刀路
四轴编程—轴替换刀路
四轴编程—轴替换刀路
四轴编程—轴替换刀路
四轴编程—轴替换刀路
本教程主要内容介绍
第一讲: 四轴替换轴加工 1,mc缠绕命令的讲解,替换轴三维 造型。 2,替换轴编程原理。 3,替换轴编程坐标生成原理。 4,替换编程轴应用范围。
2,曲线展开的方向, 要与刀路参数轴的旋转 方向致。
MasterCAM数控编程培训课件

加工参数设置
02
根据工件材料、刀具类型等因素合理设置加工参数,以保证加
工质量和效率。
加工过程监控
03
在加工过程中实时监控刀具、工件等状态,发现问题及时处理
。
常见问题及解决方案
1 2
刀具路径错误
检查刀具路径是否正确,确保刀具路径符合加工 要求。
加工精度不足
调整加工参数或更换更高精度的刀具,以提高加 工精度。
mastercam数控编程培训课件
汇报人:可编辑
2023-12-25
CONTENTS
• Mastercam软件基础 • 数控编程基本概念 • Mastercam编程功能 • 实际案例分析 • 优化和高级功能 • 安全和质量控制
01
Mastercam软件基础
Mastercam界面介绍
界面布局
Mastercam的界面主要包括菜单 栏、工具栏、绘图区、状态栏等 部分,方便用户进行操作和管理 。
06
安全和质量控制
安全操作规程
操作前检查
确保机床、刀具、夹具等设备完好无损,无安全隐患 。
遵守操作规程
严格按照机床操作规程进行操作,不得擅自更改参数 或操作步骤。
穿戴防护用品
操作时应穿戴相应的防护眼镜、手套、工作服等,以 防止意外伤害。
质量控制和检测方法
编程原点设置
01
确保编程原点设置合理,避免因原点设置不当导致加工误差。
在此添加您的文本16字
总结词:机床特性
在此添加您的文本16字
详细描述:根据实际使用的机床特点,讲解多轴加工中的 轴参数设置、刀具选择和切削参数调整等关键要素。
在此添加您的文本16字
总结词:安全与注意事项
mastercam5轴编程参数

mastercam5轴编程参数
Mastercam是一款广泛应用于数控加工领域的软件,它提供了丰富的功能来支持5轴编程。
在Mastercam中进行5轴编程时,需要考虑以下参数:
1. 机床配置,首先需要设置好机床的参数,包括工作台尺寸、旋转轴的类型(例如旋转/倾斜)、最大转速、最大进给速度等。
2. 刀具路径,确定刀具的路径是5轴编程中的关键步骤。
需要考虑刀具的轨迹、切削方向、切削深度等参数,以确保刀具能够准确地切削工件。
3. 刀具轨迹控制,在5轴编程中,刀具轨迹的控制尤为重要。
需要设置刀具的进给速度、切削速度、切削深度等参数,以确保刀具能够在加工过程中保持稳定的切削状态。
4. 刀具半径补偿,5轴编程中需要考虑刀具半径补偿,以确保刀具能够准确地切削工件轮廓。
需要设置好刀具半径补偿的参数,以确保刀具能够按照预定的轨迹进行切削。
5. 安全平面和初始平面,在5轴编程中,需要设置安全平面和
初始平面的参数,以确保刀具在加工过程中不会与工件或夹具发生
碰撞。
总的来说,5轴编程涉及到多个参数的设置和调整,需要综合
考虑刀具路径、刀具轨迹控制、刀具半径补偿、机床配置等多个方
面的因素。
合理设置这些参数可以有效地提高加工效率和加工质量。
ug五轴编程教程

ug五轴编程教程五轴编程是机器人技术中非常重要的一部分,它允许机器人在三个平面上进行运动,并且可以通过旋转来改变工具的方向。
在本教程中,我们将学习如何编写五轴编程来控制机器人的动作。
1. 建立工作坐标系在编程之前,我们需要先建立一个工作坐标系。
这个坐标系可以是机器人手臂能够操作的空间范围。
通常情况下,这个坐标系由机器人的基座、手臂和工具构成。
我们需要确定坐标系的原点,以及三个平面的方向。
2. 设定起始位置机器人需要一个起始位置来开始工作。
这个位置可以根据实际需求来设定,比如机器人手臂的位置、工具的方向等。
起始位置一般由坐标值表示,在编程中使用坐标值来设定起始位置。
3. 确定目标位置在编程中,我们通常需要指定一个目标位置,让机器人移动到这个位置。
目标位置可以是一个具体的坐标值,也可以是一个相对于起始位置的偏移量。
根据实际需求来确定目标位置。
4. 编写运动指令一旦我们确定了起始位置和目标位置,我们就可以开始编写运动指令。
这些指令告诉机器人应该如何移动,以及移动的速度和加速度。
编程语言中通常提供了一些指令来实现这些功能,比如直线插补、圆弧插补等。
5. 调试和优化编写完运动指令后,我们需要对程序进行调试和优化。
这包括检查程序中的错误,修改参数以获得更好的运动效果。
通常情况下,我们可以通过机器人模拟器来模拟程序的运行情况,并进行调试和优化。
总结:五轴编程是一项复杂而重要的任务,它允许机器人在三个平面上进行运动,并进行工具方向的调整。
通过建立工作坐标系、设定起始位置、确定目标位置、编写运动指令以及进行调试和优化,我们可以实现机器人的精确控制。
mastercam四轴五轴编程视频教程五轴产品编程

m a s t e r c a m四轴五轴编程视频教程五轴产品编程集团标准化小组:[VVOPPT-JOPP28-JPPTL98-LOPPNN]Mastercam X9四轴五轴编程视频教程五轴产品编程第一讲:曲线五轴、刀轴控制、以及编程基本参数(112分钟)第二讲:沿面五轴、沿边五轴(63分钟)第三讲:旋转四轴,曲面五轴(120分钟)第四讲:两曲线间渐变(93分钟)第五讲:两曲线渐变(粗切)(49分钟)第六讲:平行于曲线、沿曲线切削、曲线投影(75分钟)第七讲:平行于曲面、平行切削、两曲面间渐变等等(基础参数)(98分钟)第八讲:扩展命令)(73分钟)第九讲:通道加工、钻孔五轴(88分钟)第十讲:机床控制器文件、CIMCOEdit五轴仿真配置(27分钟)二:典型多轴数控系统、数控代码、后处理配置(系统讲解部分画面位9.1,不影响学习效果(647分钟)第一讲:海德汉系统讲解(77分钟)第二讲:西门子_840d系统讲解(93分钟)第三讲:新代系统讲解、多个主轴五轴机床讲解(78分钟)第四讲:无RTCP三大类机床后处理配置(88分钟)第五讲:x9编程之——超超回摆解决方案(68分钟)第六讲:五轴机床程序安全性讲解(95分钟)第七讲:法兰克G68.2,西门子CYCL800,海德汉CYCL19,3+2应用(100分钟)第八讲:DMG60对刀及人机交互操作(35分钟)第九讲:假五轴对刀及测量摆长(13分钟)第二部分:Mastercam X9五轴编程——(图档)第一讲:3+2定轴编程实例(一)正面(95分钟)第二讲:3+2定轴编程实例(一)反面(120分钟)第三讲:3+2汽车前大灯灯壳(170分钟)第四讲:数控大赛例题——风扇(90分钟)第五讲:石油钻头(100分钟)第六讲:三足炼丹炉(170分钟)第七讲:五轴四联动机床——震动盘编程(145分钟)第八讲:航空配件(80分钟)第九讲:自行车仪表板配件(82分钟)第十讲:钟表镶石五轴编程(160分钟)第三部分:Mastercam X9五轴编程——高级编程实例 (428分钟)第一讲:普通叶轮(-)(85分钟)第二讲:第二讲:封闭叶轮、反向叶轮(55分钟)第三讲:另类叶轮(61分钟)第四讲:皇冠反面(83分钟)第五讲:皇冠正面(144分钟)。
mastercam四轴五轴编程视频教程五轴产品编程
m a s t e r c a m四轴五轴编程视频教程五轴产品编程Document serial number【LGGKGB-LGG98YT-LGGT8CB-LGUT-Mastercam X9四轴五轴编程视频教程五轴产品编程第一讲:曲线五轴、刀轴控制、以及编程基本参数(112分钟)第二讲:沿面五轴、沿边五轴(63分钟)第三讲:旋转四轴,曲面五轴(120分钟)第四讲:两曲线间渐变(93分钟)第五讲:两曲线渐变(粗切)(49分钟)第六讲:平行于曲线、沿曲线切削、曲线投影(75分钟)第七讲:平行于曲面、平行切削、两曲面间渐变等等(基础参数)(98分钟)第八讲:扩展命令)(73分钟)第九讲:通道加工、钻孔五轴(88分钟)第十讲:机床控制器文件、CIMCOEdit五轴仿真配置(27分钟)二:典型多轴数控系统、数控代码、后处理配置(系统讲解部分画面位9.1,不影响学习效果(647分钟)第一讲:海德汉系统讲解(77分钟)第二讲:西门子_840d系统讲解(93分钟)第三讲:新代系统讲解、多个主轴五轴机床讲解(78分钟)第四讲:无RTCP三大类机床后处理配置(88分钟)第五讲:x9编程之——超超回摆解决方案(68分钟)第六讲:五轴机床程序安全性讲解(95分钟)第七讲:法兰克G68.2,西门子CYCL800,海德汉CYCL19,3+2应用(100分钟)第八讲:DMG60对刀及人机交互操作(35分钟)第九讲:假五轴对刀及测量摆长(13分钟)第二部分:Mastercam X9五轴编程——(图档)第一讲:3+2定轴编程实例(一)正面(95分钟)第二讲:3+2定轴编程实例(一)反面(120分钟)第三讲:3+2汽车前大灯灯壳(170分钟)第四讲:数控大赛例题——风扇(90分钟)第五讲:石油钻头(100分钟)第六讲:三足炼丹炉(170分钟)第七讲:五轴四联动机床——震动盘编程(145分钟)第八讲:航空配件(80分钟)第九讲:自行车仪表板配件(82分钟)第十讲:钟表镶石五轴编程(160分钟)第三部分:Mastercam X9五轴编程——高级编程实例 (428分钟)第一讲:普通叶轮(-)(85分钟)第二讲:第二讲:封闭叶轮、反向叶轮(55分钟)第三讲:另类叶轮(61分钟)第四讲:皇冠反面(83分钟)第五讲:皇冠正面(144分钟)。
mastercam四轴五轴编程视频教程五轴产品编程
Mastercam X9四轴五轴编程视频教程五轴产品编程第一讲:曲线五轴、刀轴控制、以及编程基本参数(112分钟)第二讲:沿面五轴、沿边五轴(63分钟)第三讲:旋转四轴,曲面五轴(120分钟)第四讲:两曲线间渐变(93分钟)第五讲:两曲线渐变(粗切)(49分钟)第六讲:平行于曲线、沿曲线切削、曲线投影(75分钟)第七讲:平行于曲面、平行切削、两曲面间渐变等等(基础参数)(98分钟)第八讲:扩展命令)(73分钟)第九讲:通道加工、钻孔五轴(88分钟)第十讲:机床控制器文件、CIMCOEdit五轴仿真配置(27分钟)二:典型多轴数控系统、数控代码、后处理配置(系统讲解部分画面位9.1,不影响学习效果(647分钟)第一讲:海德汉系统讲解(77分钟)第二讲:西门子_840d系统讲解(93分钟)第三讲:新代系统讲解、多个主轴五轴机床讲解(78分钟)第四讲:无RTCP三大类机床后处理配置(88分钟)第五讲:x9编程之——超超回摆解决方案(68分钟)第六讲:五轴机床程序安全性讲解(95分钟)第七讲:法兰克G68.2,西门子CYCL800,海德汉CYCL19,3+2应用(100分钟)第八讲:DMG60对刀及人机交互操作(35分钟)第九讲:假五轴对刀及测量摆长(13分钟)第二部分:Mastercam X9五轴编程——(图档)第一讲:3+2定轴编程实例(一)正面(95分钟)第二讲:3+2定轴编程实例(一)反面(120分钟)第三讲:3+2汽车前大灯灯壳(170分钟)第四讲:数控大赛例题——风扇(90分钟)第五讲:石油钻头(100分钟)第六讲:三足炼丹炉(170分钟)第七讲:五轴四联动机床——震动盘编程(145分钟)第八讲:航空配件(80分钟)第九讲:自行车仪表板配件(82分钟)第十讲:钟表镶石五轴编程(160分钟)第三部分:Mastercam X9五轴编程——高级编程实例(428分钟)第一讲:普通叶轮(-)(85分钟)第二讲:第二讲:封闭叶轮、反向叶轮(55分钟)第三讲:另类叶轮(61分钟)第四讲:皇冠反面(83分钟)第五讲:皇冠正面(144分钟)。
五轴数控编程教学-最新教育资料
五轴数控编程教学一、五轴数控铣削刀具轨迹在利用CAM软件进行五轴数控铣削刀具轨迹编制时,主要内容包括刀具轴矢量控制、轨迹驱动方式、进退刀处理、五轴数控机床后处理与五坐标机床加工仿真模拟等方面的工作。
由于五轴加工时产品的复杂性和刀具轴控制的灵活性和多样性,导致五坐标联动加工编程的难度和复杂性较大。
一般CAM软件都提供五轴铣削数控编程功能,其主要包括(1)旋转四轴:多用于带旋转工作台或配备绕X、Y轴的旋转台的的四轴加工;如对外圆上的槽或型腔进行加工;(2)五轴底刃铣削:用于铣刀的底刃对空间曲面进行加工,避免传统球头刀的加工,此时需要对刀轴矢量进行合理的控制;(3)侧刃五轴:利用铣刀的侧刃对空间的曲面进行加工,避免球头刀的R切削,能大幅度提高曲面粗精加工的效率;(4)五轴顺序铣削与五面体加工:多用于铣削工步内容比较多的多面体加工,如立卧转换五面体加工中心可一次加工产品上的五个面或内外腔的场合,多用于工序的复合化加工;(5)曲线五轴:对空间的曲面曲线进行五轴曲线加工;(6)五轴钻孔:对空间的孔进行钻孔加工,多用于孔的位置不再三个基准平面上比较特殊的场合,如圆锥面上的孔或产品上孔位的轴线方向变化的场合。
四轴五轴加工的基础是理解刀具轴的矢量变化。
四轴五轴加工的关键技术之一是刀具轴的矢量(刀具轴的轴线矢量)在空间是如何发生变化的,而刀具轴的矢量变化是通过摆动工作台或主轴的摆动来实现的。
对于矢量不发生变化的固定轴铣削场合,一般用三轴铣削即可加工出产品,五轴加工关键就是通过控制刀具轴矢量在空间位置的不断变化或使刀具轴的矢量与机床原始坐标系构成空间某个角度,利用铣刀的侧刃或底刃切削加工来完成。
刀具轴的矢量变化控制一般有固定矢量、曲面法线、固定点、直线导动、直纹面导动、刀具轨迹投影、点位与任意矢量连续插补等方式。
UnigraphicsNX软件在刀具轴矢量控制方面表现得更加灵活,尤其是其提供的插补刀具轴矢量控制和顺序铣削编程功能能够使得用户很轻松得完成所期望的五坐标联动铣削刀具轨迹目标。
五轴数控编程基础

五轴机床结构简介: 单转台单摆
头
1、结构:单转台 单摆头五轴旋转轴 B为摆头,旋转平 面为ZX平面;旋转 轴C为转台,旋转 平面为XY平面。
2、特点:加工过 程中工作台只旋转 不摆动,主轴只在 一个旋转平面内摆 动,加工特点介于 双转台和双摆头之 间。
五轴机床结构简介: 双摆头
1、结构:双摆头五轴两 个旋转轴均属摆头类,B 轴旋转平面为ZX平面,C 轴旋转平面为XY平面。 两个旋转轴结合为一个 整体构成双摆头结构。 2、特点:加工过程中工 作台不旋转或摆动,工 件固定在工作台上,加 工过程中静止不动。适 合加工体积大、重量重 的工件;但因主轴在加 工过程中摆动,所以刚 性较差,加工切削量较 小。由于自身结构特点, 加工范围小。
在UG软件上,编制零件加工程序 测量机床两旋转中心坐标值,并输入机床 零件安装在机床上,测量G54,并设定 程序导入机床加工 优点:零件在机床上安装位置可以任意改变,
而不影响程序。使用三维刀具补偿功能。 缺点:机床加工坐标与程序中坐标值不对应。
1、结构:两个旋转轴均 属转台类,B轴旋转平面 为YZ平面,C轴旋转平面 为XY平面。一般两个旋转 轴结合为一个整体构成双 转台结构,放置在工作台 面上。( 3+2轴 ) 2、特点:加工过程中工 作台旋转并摆动,可加工 工件的尺寸受转台尺寸的 限制,适合加工体积小、 重量轻的工件;主轴始终 为竖直方向,刚性比较好, 可以进行切削量较大的加 工。(电极、鞋模)
3、存在多个刀路时,各刀路间衔接处,刀轴矢量 应平滑过渡;
4、在编程中使用的各种方法应该能在数学角度有 解。
(d)
(e)
(f)
4.多轴加工中工件定位与机床的 关系
1、了解机床各部件之间的位置关系 2、确定工件坐标系原点与旋转轴的位置关
mastercam五轴加工教程
Rotary 4 axis
Rotary 4 axis
Rotary 4ax axial.MCX
Rotar4 axis
ModuleWorks multi-axis interface
Cut control
Tool axis control
Cut Control / Morph between 2 curves
This option will create a morphed tool path between two leading curves. Morphed means that the generated tool path is approximated between the tilt curves and evenly spread over the surface. This option is very suitable to machine steep areas for mould making.
CONTROL
What does the tool follow?
CONTROL
How is the tool axis controlled?
CONTROL
What controls the depth of the tool?
CNC Software’s multi-axis interface
Angle Distance
Lead / Lag: adjusts tool axis vector forward or backward relative to the cut direction
Side tilt: adjusts tool axis vector left or right relative to the cut direction
mastercamx5高级数控车编程
图 15
至此。此工件所有的编程工作结束,可以到现场跟踪进行一些参数的 修正,使之程序达到最佳的效率与优化。对以后的经验积累打下坚实
的基础。
20 / 47
3.1 毛坯设臵参数
图 16
21 / 47
毛坯设臵界面如下 下拉菜单有几种设臵方法
常用的有选择旋转轮廓的方法
图 17
22 / 47
设臵好的毛坯如图 18 所示 芯轴工装
另外,系统还提供有 CATIA、PRO-E、STEP 和 DXF、DWG 等数据交换器。
车削编程更加方便 刀具路径与几何模型完全相关(Full Associative)。当修改几何模型、刀具参数或加 工参数后,刀具路径自动更新。 在 Mastercam 的任务管理器中,可生成、修改和分析走刀路径。 可把经常使用的加工工步存于数据库中,以提高编程的自动化程度。如,粗、 精车零件时,可从库中调用储存的加工工步,作用于待加工零件。 自动选刀功能在选择刀具时,优先显示本加工工步所需的刀具类型。如无合适 的,也可访问刀具库中其它的刀具。
第三部,转换移动工件原点到 WCS(原点),通常是靠近刀具的那端设为 Z 向原点。
转换
平移
全部-图素
√ 应用
选移动-从一点到 2 点
(选取你要移动到的原点-原点。)如图 4 所示。
12 / 47
继续进行修剪,将不要的图素删掉,留下需要加工的部分。 测量毛坯后将毛坯图汇出,如图 5 所示。
23 / 47
3.2 卡爪与夹具设臵
此处串联可以预先绘制工装截面
此处是设臵卡爪
图19 设臵夹具有参数和串联2种方法 参数是卡爪设臵,将各种卡爪的状态予以设臵 串联是将提前绘制的夹具串联,(绘制方法和毛坯绘制方法一致) 卡具是可选项,主要是用来验证干涉和模拟仿真使用。 将卡具设臵好,可以是很好很直观的进行后期处理。
五轴数控编程加工案例
五轴数控编程加工案例介绍和分析前言当前模具制造行业中,三轴数控加工技术已经普遍应用并且相对成熟,但随着五轴数控技术的发展与推进,先进的五轴数控加工技术在市场上体现出了明显的优越性,故而引进五轴数控加工技术,建立一个高效率、高质量、短周期、低成本的产品生产框架来适应市场的发展,以求在市场竞争中立于不败之地已经成为我们必须面对的问题。
近段时间,珠海某大型电器模具厂采购我司的五轴数控编程软件PowerMILL,本人接受公司的任务,为该客户进行五轴技术的培训辅导,并结合实际加工进行模具的试切,实例指导客户应用五轴加工技术,让客户看到了客观具体的三轴加工与五轴加工两者的效率和质量对比数据。
本文即以此次培训五轴工件试切为例,禅述在电器注塑模具加工当中,五轴数控加工技术相对于传统的三轴数控加工技术的若干优越性。
一、五轴数控加工技术简述1、五轴刀轴和五轴刀轴控制五轴是由3个线性轴(Linear axis) 加上2个旋转轴(Rotary axis)组成。
五轴刀轴控制是CAM系统五轴技术的核心。
五轴CAM系统计算出每个切削点刀具的刀位点(X,Y,Z)和刀轴矢量(I,J,K),五轴后处理器将刀轴矢量(I,J,K)转化为不同机床的旋转轴所需要转动的角度(A,B,C)其中的两个角度;然后计算出考虑了刀轴旋转之后线性移动的各轴位移(X,Y,Z)。
2、五轴机床类型按两旋转轴的运动位置结构来划分,可分为Table-Table、Head-Head、Table-Head三种类型。
1)Table-Table:此类型机床主轴方向不动,两个旋转轴均分布在工作平台上;工件加工时旋转轴随工作台旋转,加工时必须考虑装夹承重,可加工的工件尺寸比较小。
2)Head-Head:此类机床工作台不动,两个旋转轴均在主轴上。
机床可加工的工件尺寸比较大。
3)Table-Head:此类机床的两个旋转轴分别处于主轴和工作台上,工作台可以旋转,可装夹尺寸较大的工件;主轴可摆动,改变刀轴方向灵活。
MastercamX四轴五轴编程视频教程 五轴产品编程
Mastercam X9四轴五轴编程视频教程五轴产品编程第一讲:曲线五轴、刀轴控制、以及编程基本参数(112分钟)第二讲:沿面五轴、沿边五轴(63分钟)第三讲:旋转四轴,曲面五轴(120分钟)第四讲:两曲线间渐变(93分钟)第五讲:两曲线渐变(粗切)(49分钟)第六讲:平行于曲线、沿曲线切削、曲线投影(75分钟)第七讲:平行于曲面、平行切削、两曲面间渐变等等(基础参数)(98分钟)第八讲:扩展命令)(73分钟)第九讲:通道加工、钻孔五轴(88分钟)第十讲:机床控制器文件、CIMCOEdit五轴仿真配置(27分钟)二:典型多轴数控系统、数控代码、后处理配置(系统讲解部分画面位9.1,不影响学习效果(647分钟)第一讲:海德汉系统讲解(77分钟)第二讲:西门子_840d系统讲解(93分钟)第三讲:新代系统讲解、多个主轴五轴机床讲解(78分钟)第四讲:无RTCP三大类机床后处理配置(88分钟)第五讲:x9编程之——超超回摆解决方案(68分钟)第六讲:五轴机床程序安全性讲解(95分钟)第七讲:法兰克G68.2,西门子CYCL800,海德汉CYCL19,3+2应用(100分钟)第八讲:DMG60对刀及人机交互操作(35分钟)第九讲:假五轴对刀及测量摆长(13分钟)第二部分:Mastercam X9五轴编程——(图档)第一讲:3+2定轴编程实例(一)正面(95分钟)第二讲:3+2定轴编程实例(一)反面(120分钟)第三讲:3+2汽车前大灯灯壳(170分钟)第四讲:数控大赛例题——风扇(90分钟)第五讲:石油钻头(100分钟)第六讲:三足炼丹炉(170分钟)第七讲:五轴四联动机床——震动盘编程(145分钟)第八讲:航空配件(80分钟)第九讲:自行车仪表板配件(82分钟)第十讲:钟表镶石五轴编程(160分钟)第三部分:Mastercam X9五轴编程——高级编程实例 (428分钟)第一讲:普通叶轮(-)(85分钟)第二讲:第二讲:封闭叶轮、反向叶轮(55分钟)第三讲:另类叶轮(61分钟)第四讲:皇冠反面(83分钟)第五讲:皇冠正面(144分钟)。
Mastercam五轴应用案例分享|直播回顾
Mastercam五轴应用案例分享|直播回顾Mastercam 五轴应用案例分享点击左下角“阅读原文”查看高清视频问答集锦Mastercam 目前有哪些新的多轴刀路编程策略?Mastercam 2022 中「统一的」智能切换功能是新的五轴刀路编程策略。
新的界面提供四种驱动模式选择(自动、曲线、曲面和平面),加工样式有流线、平行、渐变以及投影等。
新的刀路策略可以实现不同的刀路样式切换,以满足各种不同的加工应用需求。
Mastercam 多轴编程有哪些刀轴控制方式?Mastercam 多轴加工支持多种刀轴控制方式如:曲面、倾斜曲面、倾斜角度、固定角度、绕绕旋转、从点、到点、从串连、到串连、直线等,多种刀轴控制方式可以满足不同的加工应用需求。
Mastercam 五轴编程是如何实现刀路高效加工的?Mastercam 五轴编程支持的超弦精加工技术,是对于使用大圆弧刀具进行高效精加工的编程解决方案,可以充分利用大圆弧刀具的外形进行高精度高效率的精加工。
它可以支持五种类型的刀具都有各自应用的特点和场景。
此外在 Mastercam 多轴刀路中「进给速率控制区」功能可以优化空切区域切削速率从而提高五轴加工效率。
Mastercam 五轴加工时需要做一些辅助线或面吗?根据不同的多轴刀路应用,软件可以支持多种不同的刀轴控制方式。
如曲面、直线、平面、从点、到点、从串连、到串连以及曲线控制等等。
「多轴去毛刺」中一般都选用什么类型的刀具?一般选用球刀与棒棒糖球刀。
Mastercam 3D 高速刀路应用有哪些加工优势?Mastercam 3D 加工中的「优化动态粗切」可利用刀具有效刃长,来实现高效铣削并最大限度地去除材料和减少刀具磨损。
它可以大辐度减少刀具磨损、更小的热量积累、更顺畅的排屑、延长刀具寿命。
Mastercam 3D 高速等高、平行以及熔接等刀路共同参数界面已重新设计,并新增多个选项,让刀路连接强大灵活。
新的应用引线选项可以将引线添加到过渡动作中,比如可以将垂直圆弧进刀/退刀动用添加到刀路中,让刀路连接平滑光顺。
MasterCAM四轴教程
M a s t e r C A M四轴教程MasterCAM是一套CAD/CAM软件,该软件具有强大的计算机辅助设计和计算机辅助制造功能,集工件的二维几何图形设计、三维曲面设计、刀具路径模拟和加工实体模拟等功能于一身,在多轴加工中,表现也尤为出色,并提供友好的人机交互。
在4轴钻孔类零件中,常有一些成一定规律的孔系排列零件,如图1为喷水用螺旋套筒出水零件,该零件要求在φ52.73mm、长度为60mm的范围内钻150个φ5mm的孔,孔螺旋分布,螺距为10mm,螺纹圈数为6。
Ma此零件如果采用手工编程,费时费力,如采用一般CAM软件编程,则需要有实体图,下面本文将介绍MasterCAM软件非常优秀的一个加工功能:旋转轴的“轴的取代”加工方法,采用“曲线”和“点”加工零件。
笔者的加工思路为:将零件螺旋线展开,因为150个φ5mm出水孔是在螺旋线上均布排列,因此可将展开后的螺旋线绘制为150个等分点(用MasterCAM等分画点功能很容易实现),然后将4轴钻孔加工转换为二维钻孔加工,再通过旋转轴的“轴的取代”功能将二维钻孔转换为4轴钻孔刀路轨迹。
一、准备加工模型绘制螺旋曲线展开线:如图2所示,动点A旋转1周沿轴向移动的距离AC称为导程(T)。
将圆柱表面展开,螺旋线随之展成为一倾斜直线,该倾斜直线为直角三角形的斜边,底边为圆柱底圆的周长πd,另一直角边为导程T。
图2为圆柱螺旋线的两面投影图。
具体到本例中,螺纹圈数6,则螺旋线缠绕6周的长度为L=π×d×n=3.14159×52.73mm×6=993.937mm。
宽度为:H=T×n=10mm×6=60mm。
其中,d为圆柱外径,n为螺旋圈数,T为螺旋的螺距。
由L(长度)、H(宽度)可得到一矩形,根据零件加工时的装夹方向,该矩形的长和宽正好相反,即:矩形长度为60mm,高度为993.937mm。
矩形及点的绘制方法如下。
Cimatron E 五轴加工教程
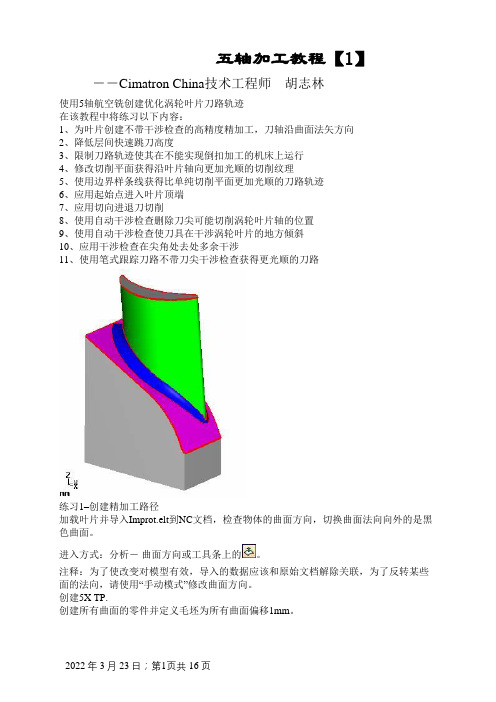
五轴加工教程【1】--Cimatron China技术工程师胡志林使用5轴航空铣创建优化涡轮叶片刀路轨迹在该教程中将练习以下内容:1、为叶片创建不带干涉检查的高精度精加工,刀轴沿曲面法矢方向2、降低层间快速跳刀高度3、限制刀路轨迹使其在不能实现倒扣加工的机床上运行4、修改切削平面获得沿叶片轴向更加光顺的切削纹理5、使用边界样条线获得比单纯切削平面更加光顺的刀路轨迹6、应用起始点进入叶片顶端7、应用切向进退刀切削8、使用自动干涉检查删除刀尖可能切削涡轮叶片轴的位置9、使用自动干涉检查使刀具在干涉涡轮叶片的地方倾斜10、应用干涉检查在尖角处去处多余干涉11、使用笔式跟踪刀路不带刀尖干涉检查获得更光顺的刀路练习1–创建精加工路径加载叶片并导入Improt.elt到NC文档,检查物体的曲面方向,切换曲面法向向外的是黑色曲面。
进入方式:分析-曲面方向或工具条上的。
注释:为了使改变对模型有效,导入的数据应该和原始文档解除关联,为了反转某些面的法向,请使用“手动模式”修改曲面方向。
创建5X TP.创建所有曲面的零件并定义毛坯为所有曲面偏移1mm。
创建主选项为5X航空铣程序。
在程序设置中使用以下的设置:选择刀具按钮按照以下图示定义新的刀具确认之后,进入5X航空铣刀路轨迹对话框。
在曲面路径页面,选择“等高”按钮然后选择“导动曲面”按钮,切换到选择导动曲面图标。
通用的零件曲面选择功能有效,选择绿色的曲面并退出(MMB)结束选择,返回界面。
选择确认,保存计算刀路,刀路显示如下图:可以看出退刀高度非常高,我们希望降低快速抬刀高度,编辑程序请选择连刀页面设置快速抬刀高度为54mm。
刀路显示如下:保存上面的程序。
练习2–精加工角度限制保障在某些机床上进行非倒扣切削一些机床轴在一定角度的范围内旋转,不能进行倒扣加工,我们将通过角度限制检查在5AxMSurf内的角度输出。
注释:一些机床倾斜角度为45度,这些机床一般不能超过90度(例如DMU70V,或DMU80P...)创建一个新的程序,刀轴控制选项按以下页面设置:激活在XZ平面内的角度范围设置为0到180度,在YZ平面内设置同样的角度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Mastercam X9四轴五轴编程视频教程五轴产品编程第一讲:曲线五轴、刀轴控制、以及编程基本参数(112分钟)第二讲:沿面五轴、沿边五轴(63分钟)第三讲:旋转四轴,曲面五轴(120分钟)第四讲:两曲线间渐变(93分钟)第五讲:两曲线渐变(粗切)(49分钟)第六讲:平行于曲线、沿曲线切削、曲线投影(75分钟)第七讲:平行于曲面、平行切削、两曲面间渐变等等(基础参数)(98分钟)第八讲:扩展命令)(73分钟)第九讲:通道加工、钻孔五轴(88分钟)第十讲:机床控制器文件、CIMCOEdit五轴仿真配置(27分钟)二:典型多轴数控系统、数控代码、后处理配置(系统讲解部分画面位9.1,不影响学习效果(647分钟)第一讲:海德汉系统讲解(77分钟)第二讲:西门子_840d系统讲解(93分钟)第三讲:新代系统讲解、多个主轴五轴机床讲解(78分钟)第四讲:无RTCP三大类机床后处理配置(88分钟)第五讲:x9编程之——超超回摆解决方案(68分钟)
第六讲:五轴机床程序安全性讲解(95分钟)第七讲:法兰克G68.2,西门子CYCL800,海德汉CYCL19,3+2应用(100分钟)第八讲:DMG60对刀及人机交互
操作(35分钟)第九讲:假五轴对刀及测量摆长(13分钟)第二部分:Mastercam X9五轴编程——(图档)第一讲:3+2定轴编程实例(一)正面(95分钟)第二讲:3+2定轴编程实例(一)反面(120分钟)第三讲:3+2汽车前大灯灯壳(170分钟)第四讲:数控大赛例题——风扇(90分钟)第五讲:石油钻头(100分钟)第六讲:三足炼丹炉(170分钟)第七讲:五轴四联动机床——震动盘编程(145分钟)第八讲:航空配件(80分钟)第九讲:自行车仪表板配件(82分钟)
第十讲:钟表镶石五轴编程(160分钟)第三部分:Mastercam X9五轴编程——高级编程实例(428分钟)
第一讲:普通叶轮(-)(85分钟)
第二讲:第二讲:封闭叶轮、反向叶轮(55分钟)
第三讲:另类叶轮(61分钟)第四讲:皇冠反面(83分钟)第五讲:皇冠正面(144分钟)。