冰箱压缩机后罩拉伸模设计
冰箱弧盖注塑模具设计说明

冰箱弧盖注塑模具设计说明一、引言冰箱弧盖是冰箱的一个重要组成部分,其主要功能是作为冰箱的开合部位,保持冰箱内外的温度稳定。
为了生产高质量的冰箱弧盖,注塑模具的设计变得至关重要。
本文将介绍冰箱弧盖注塑模具的设计要点和流程。
二、设计要点1.弧盖结构设计:冰箱弧盖通常由外侧面板和内侧面板组成,面板的设计应考虑到强度、稳定性和开合的灵活性。
2.模具尺寸确定:根据冰箱弧盖的大小和外形确定模具的尺寸。
在确定尺寸时需考虑注塑机的规格和承载能力。
3.模具材料选择:模具的材料应具有良好的机械性能、耐磨性和耐腐蚀性能。
常用的材料有P20、718等。
4.冷却系统设计:冷却系统的设计直接影响着注塑过程的效率和产品质量。
应合理布置冷却水路,并充分考虑冷却时间和冷却效果。
5.模具流道设计:流道的设计应考虑到注塑过程中熔融物料的流动情况,保证产品的充填性和密实性。
6.顶针设计:顶针的设计应能满足冰箱弧盖的形状和尺寸要求,并确保注塑过程中的顶出效果。
三、设计流程1.需求分析:与客户沟通,明确冰箱弧盖的使用要求和外形尺寸,确定设计的基本需求。
2.产品设计:根据要求进行弧盖的三维模型设计、装配和结构分析,确定弧盖的最佳设计方案,并进行弧盖的材料选择。
3.模具设计:根据弧盖的设计方案,进行注塑模具的结构设计,包括模具的尺寸、流道、顶针和冷却系统的设计。
4.模具加工:将模具设计进行加工,包括数控加工、电极加工和组装等环节。
5.模具调试:进行模具的调试和试模工作,调整模具结构,确保注塑过程的稳定性和良好的产品质量。
6.模具验收:进行模具的验收工作,包括模具的外观质量、尺寸精度和使用寿命等方面的检查。
7.模具保养:定期对模具进行保养和维护,延长模具的使用寿命和保证模具的工作效率。
四、模具设计注意事项1.避免构件出现锁紧或扭曲现象,确保模具的可靠性和稳定性。
2.避免模具中出现冷料死角,增加模具冷却和流道清理的难度。
3.确保模具的开合平稳,避免冰箱弧盖在开合过程中出现噪音或异物的干扰。
模具毕业设计104罩子拉深模具的设计与制造
俗话说“没有规矩不成方圆”,世界上许许多多的东西都有着它们的“规矩”。
模具就是各种东西的规矩。
随着人们的生活不断改善,模具在不同的时代发生着飞跃的变化,随之出现许多不同的制造方式。
由于产品的材料和工艺特性不同,生产用的设备也各异,模具种类繁多,但用的最为广泛的大约有以下几种:冷冲压模、塑料成型模、锻造模、精密铸造模、粉末冶金模、橡胶成型模、玻璃成型模、窑业制品模、食品糖果模、建材用模等。
其中以冷冲压模、塑料模的技术要求和复杂程度较高。
在本人这次设计中,主要介绍的是模具的拉深。
拉深是利用拉深模将板料冲压成各种空心件的一种加工方法,是冲压生产中应用最广泛的工序之一。
我设计的是无凸圆模具拉深设计和制造,材料为10钢板,厚度t=1mm。
传统的加工方法为落料,拉深。
我的加工方法比较简单。
由于材料和厚度的原因,我采用的加工方法为:先计算毛坯的直径、再进行落料后放入模具中进行拉深。
计算拉深次数,判断拉深是否需要压边,来加压边圈。
完成模具的总体设计。
从而完成工件的加工。
关键词:落料拉深压边随着时代的发展,模具已成为当今社会最要的工业的一部分,已经离不开生活的需要。
模具的出现可以追溯到几千年前的陶器烧制和青铜器制造,但其大规模应用却是随着现代工业的崛起而发展起来的。
19世纪,随着军火工业、钟表工业、无线电工业的发展,模具开始得到广泛应用。
第二次世界大战后,随着世界经济的飞速发展,它又成了生产家用电器、车、电子仪器等零件的最佳方式。
从世界范围看,当时美国的模具制造技术在最前列。
20世纪50年代中期以前,模具设计多凭经验,参考已有的图纸和感性认识,根据用户的要求,制作能满足产品要求的模具,但对所设计模具零件的机械性能缺乏了解。
从1955年到1965年,人们通过对模具主要零件的机械性能和受力状况进行数字分析,对金属性加工工艺及原理进行深入探讨,使得模具技术得到迅猛发展,在此期间归纳出模具设计原则,使得压力机械,冲压材料,加工方法和模具材料及制造方法等领域面貌一新,并向实用化的方向发展。
拉伸工艺及拉伸模具设计

图阶梯形零件
”
图4.2.12 阶梯形多次拉深方法
01
若最小阶梯直径 过小,即 过小, 又不大时,最小阶梯可用胀形法得到。
02
若阶梯形件较浅,且每个阶梯的高度又不大,但相邻阶梯直径相差又较大而不能一次拉出时,可先拉成圆形或带有大圆角的筒形,最后通过整形得到所需零件,(如图)。
拉深过程中变形毛坯各部分的应力与应变状态 拉深过程中某一瞬时毛坯变形和应力情况(如图)
凹模圆角区 过渡区
凸模圆角部分 过渡区
平面凸缘部分 主要变形区
筒壁部分 传力区
圆筒底部分 小变形区
1
2
3
4
5
6
图 4.1.5 拉深中毛坯的应力应变情况
图4.2.13 直径差较大的浅阶梯形件的拉深方法
4.3 非直壁旋转体零件拉深成形的特点 曲面形状(如球面、锥面及抛物面) 零件的拉深,其变形区的位置、受力情况、变形特点等都与圆筒形零件不同,所以在拉深中出现的各种问题和解决方法亦与圆筒形件不同。对于这类零件就不能简单地用拉深系数衡量成形的难易程度,并把拉深系数作为制定拉深工艺和模具设计的依据。
4.1.3 拉深变形过程的力学分析
1.凸缘变形区的应力分析 (1)拉深中某时刻变形区应力分布 根据微元体的受力平衡可得 因为 取 并略去高阶无穷小,得: 塑性变形时需满足的塑性方程为 :
01
4.1 拉深变形过程的分析
在拉深后我们发现如图:工件底部的网格变化很小,而侧壁上的网格变化很大,以前的等距同心圆,变成了与工件底部平行的不等距的水平线,并且愈是靠近工件口部,水平线之间的距离愈大,同时以前夹角相等的半径线在拉深后在侧壁上变成了间距相等的垂线,如图所示,以前的扇形毛坯网格变成了拉深后的矩形网格。
冰箱注塑零件设计

• 零件优化设计(附件1) • 注塑零件成本组成
• 注塑零件缺陷
• • • • •
尺寸 缺胶 顶白 飞边 熔接痕
冰箱注塑零件设计
塑料件设计步骤
1、 判断零件的要求(外观、强度、使用环 境等) 外观分为主外观、次外观和非外观 主外观零件:冰箱产品主要是门体零件, 包括门框条、门附件等。 次外观零件:箱体内饰零件等。一般为顾 客需要改变身体姿势才能看到的零件。 非外观零件:产品内看不到的零件或者顾 客很少几率看到的零件。
强度:零件是否受力,受力包括:装配需要 (简易抽屉滑轨受抽屉压力)、外力(顶 盖有可能被践踏)、化学反应内应力(门 框条在发泡过程中的受力)
使用环境:是否有腐蚀、是否要阻燃
2、 选择合适的材料 根据零件要求选择合适的材料,如果多 种材料都能满足零件设材料
材料名称 优点 外观质量 好 ABS 强度好, 耐磨 韧性好 PP 阻燃PP GPPS PS HIPS POM (+PT FE) PA-66 便宜 阻燃 透明 强度好, 耐磨 常用零件 冰箱门拉手框条等主外观零件 可调脚、固定前脚、简易抽屉滑轨 压缩机罩板、接水盘、玻璃搁架、铰链盖等非主 观零件 铰链盖、隔墙支座、门板压条 埋线盒、接线盒 所有冰箱透明附件,抽屉、果菜盒、门搁架等 抽屉滑轨、抽屉限位器、抽屉隔垫 箱胆、门胆 很脆,易碎 外观一般 外观差,易变形、缩水,加10-30%CaCO3 改进 缺点 较贵
耐磨 耐磨
自动关门扣、门轴衬
外观一般 摩擦有异响
3、产品外观要求涉及模具设计的因素(分型 线、进胶方式、熔接痕等) 分型线:模具前后模以及各运动机构结合的 曲线。分型线是封闭的。 进胶方式:侧浇口、潜伏浇口、点浇口、热 流道尖嘴 熔接痕:两股冷胶汇合的地方,出现熔接痕。
压缩机护板冲压模具设计说明书
压缩机护板冲压模具设计说明书作者指导教师摘要:本次毕业设计的内容为设计压缩机护板的冲压模具,整个过程中包括了工艺路线的选择,各种力的计算,压力机的选择,以及模具各部件的设计。
工艺路线主要包括落料冲孔、弯曲两道工序,设计一套落料冲孔复合模和一套弯曲模具。
冲压工艺的选择是在查阅了相关资料和对产品外形成尺寸进行了仔细分析的基础上制定的;冲压模具的设计综合考虑了经济性、零件的冲压工艺性以及复杂程度等诸多因素;产品毛坯的展开尺寸计算是在方便又不影响零件成型的前提下转化为所熟悉的模型进行的。
两套模具主要部分零件给出了相应的尺寸计算,同时给出了详细的零件结构设计,根据零件结构设计和生产零件的要求,生成了最后的弯曲模总装配图。
关键词:落料冲孔复合模弯曲弯曲模Compressor guard stamping die design specificationAbstract:The contents of this graduation project for stamping die design compressor guard, the whole process including the choice of process route, the calculation of the forces, the choice of the press, and various parts of the mold design. The process route including blanking, punching, bending the two processes, to design a blanking punching composite mode and a bending mold. The choice of the stamping process is developed on the basis of careful analysis; stamping die design took into account the economy, parts stamping process as well as the complexity of many factors; rough dimensions of access to relevant information and products formation commencement size calculation is convenient without affecting the parts forming the premise of the model into the familiar. The two sets of molds some of the parts given the size calculation, gives a detailed parts structural design, according to the requirements of part structural design and production parts, and generates the final bending die assembly drawing.Keywords: Blanking composite mode bending bending mode目录1 零件成形工艺分析及其工艺方案确定 (3)1.1零件及其冲压公艺性分析 (3)1.2工艺方案的确定 (3)2 毛坯尺寸的计算、排样及材料利用率 (5)2.1毛坯展开尺寸 (5)2.2确定排样方案 (5)2.3板料选择和材料利用率计算 (6)3 冲压力的计算和冲压设备的选择 (8)3.1第一道工序---落料冲孔 (8)3.2冲压设备的选用 (9)4 冲裁凸凹模刃口尺寸计算 (10)5 落料凹模外形和尺寸的确定 (12)5.1凸、凹模设计 (12)5.1.1模具的结构形式和固定方法 (12)5.1.2落料凸模长度的确定 (13)5.2冲孔凸模长度 (13)5.3 冲孔凸模的结构 (15)5.5卸料弹簧的选择 (15)5.6标准件的选择 (16)5.6.1模架及模柄的选择 (16)5.6.2凸模固定板的选择 (17)5.7模具闭合高度的校核 (17)5.8导柱、导套的选择 (18)5.9卸料装置及其压料装置 (18)6 弯曲模的设计 (19)6.1弯曲的基本原理 (19)6.6.1校正弯曲时的弯曲力 (21)6.6.2弯曲时压力机吨位的确定 (22)6.7弯曲模工作部位尺寸计算 (22)6.8弯曲凸模和凹模之间的间隙 (23)6.9弯曲凸模和凹模宽度尺寸的计算 (23)6.10弯曲件的工序安排 (25)6.11凸、凹模圆角半径 (25)6.12凹模深度 (25)7弯曲模总体尺寸的确定及其装配 (25)7.1后侧导柱模架的选用 (25)7.2其它零件结构 (26)7.3凸、凹模尺寸 (26)7.4模架的装配 (27)7.5 弯曲模具总装 (27)设计总结 (27)致谢 (28)参考文献: (28)1 零件成形工艺分析及其工艺方案确定图1-1压缩机护板零件材料为Q235钢,厚度为2mm,编制此件的工艺方案。
后轮罩拉伸模设计制造及其型面激光强化处理
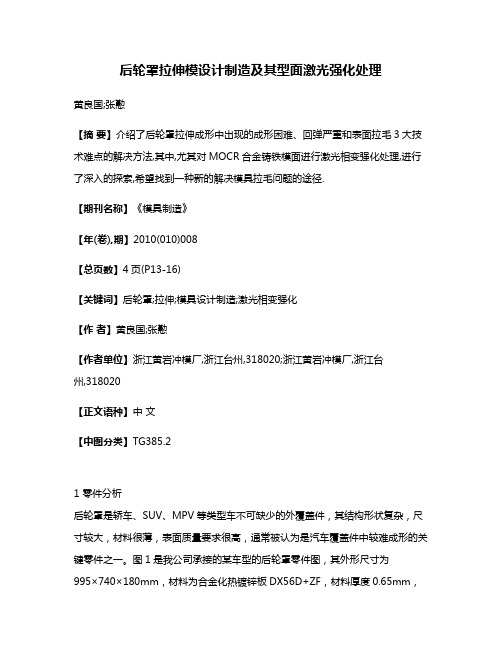
后轮罩拉伸模设计制造及其型面激光强化处理黄良国;张懃【摘要】介绍了后轮罩拉伸成形中出现的成形困难、回弹严重和表面拉毛3大技术难点的解决方法,其中,尤其对MOCR合金铸铁模面进行激光相变强化处理,进行了深入的探索,希望找到一种新的解决模具拉毛问题的途径.【期刊名称】《模具制造》【年(卷),期】2010(010)008【总页数】4页(P13-16)【关键词】后轮罩;拉伸;模具设计制造;激光相变强化【作者】黄良国;张懃【作者单位】浙江黄岩冲模厂,浙江台州,318020;浙江黄岩冲模厂,浙江台州,318020【正文语种】中文【中图分类】TG385.21 零件分析后轮罩是轿车、SUV、MPV等类型车不可缺少的外覆盖件,其结构形状复杂,尺寸较大,材料很薄,表面质量要求很高,通常被认为是汽车覆盖件中较难成形的关键零件之一。
图1是我公司承接的某车型的后轮罩零件图,其外形尺寸为995×740×180mm,材料为合金化热镀锌板DX56D+ZF,材料厚度0.65mm,零件的轮眉呈月牙形,法兰很宽,最大宽度达到185mm,法兰面不平整,带有局部向上或向下的凸起台阶,月牙形轮眉高度不一,阶差高度达到33mm,阶差处还有小凹包,这些形状特点说明后轮罩是一个典型的宽凸缘深拉伸件,成形将是十分困难的。
图1 某车型后轮罩拉伸成形时,需将法兰面形状简化作为压料面,拉伸深度180mm要求很多材料流入,形成侧壁,但宽凸缘对进料十分不利,薄材料进料很容易起皱,镀锌板又降低了材料的塑性,这些不利条件,将给模具设计和制造调整增加很多难点。
2 工艺方案后轮罩的冲压加工,经过反复地分析论证,决定采用如下工艺方案:BL-落料→DR-拉伸→TR-修边→PI-冲孔→CTR-修侧边→FL-翻边→RST-整形→CPI-侧冲孔→CFL-侧翻边。
各工序的详细工作内容见图2工艺卡所示。
其中,最关键的是拉伸工序,构建拉伸件是核心,常见的方法有3种(见表1),这3种方法国内各知名厂家都曾采用过,我公司采用第3种方法,并考虑落料和进料要求,设计成双槽结构。
压缩机外壳盖子注塑模具设计

记录:产品体积:1155mm^3,产品重:1270g,模架 1100*860*711,开模距离 589mm
(具体开模距离参见图 3),顶出距离 110mm,根据参数,选用型号为 HTF780X/1 的
海天注塑机。
HTF780X/1 注射机的主要参数如下:
锁模力:
780T
要求:
最大注射量:
3145g
1270g
第 13 页 共 38 页
既可以减少压力损失,还可以缩短开模距离。 如图 7 所示:细节说明: 说明 1:定位环外径为Φ150mm,配合注塑机的安装孔。 说明 2&3:内径Φ120mm,深度 120mm(注塑机采用加长注塑头,内径及深 度通过检测确认)。 说明 4:注塑机喷嘴口径为Φ5,浇口套小端尺寸要比注射机喷嘴大 1mm,做 成 6mm 说明 5:由于注射机的喷嘴半径为 20,考虑到注塑长期生产,喷嘴有可能磨损, 所以浇嘴的做 R25。 说明 6:浇口套比水口推板要高 0.5mm。实际加工中,水口推板会厚一些,如 果做平的话说不定会产生倒勾。 说明 7&8:浇口套下面做一个冷料井,为了加快冷却,厚度要比分流道薄一点, 否则成型时可能会加长冷却成型周期。如图 8 所示 说明 9:浇口套与水口推板在生产时经常磨擦,容易磨损,所以接触部分要做 斜度插封。 说明 10:流道高度设计为 90mm,水口推板与定模板间的开模距离为 129mm。 (开模距离为 129mm > 90+30mm) 说明 11:点浇口转换。根据经验直径做Φ2.5。再大的话不容易断开,小的话流 量小,压力损失也较大。
10) 客户的要求
第 10 页 共 38 页
11) 尽量缩短流动距离。 12) 浇口应开设在塑件壁厚最大处。 13) 必须尽量减少熔接痕。 14) 应有利于型腔中气体排出。 15) 考虑分子定向影响。 16) 避免产生喷射和蠕动。 17) 浇口处避免弯曲和受冲击载荷。 18) 注意对外观质量的影响。 一般成熟的客户,都会早就拥有相类似的产品。对先前产品的总结,比较容易 得出最好的进胶方式,满足外观及成型的要求。本产品客户要求是:由于外观件, 产品浇口尽量隐蔽些。所以采用点浇口转直浇口方式。浇口进在中间三个大的碰穿 孔的侧壁上。如图 5 所示:
QD69型冰箱压缩机壳体的拉伸

QD69型冰箱压缩机壳体的拉伸
游庆;罗宗杰;苗永纯
【期刊名称】《模具工业》
【年(卷),期】1993()2
【摘要】1 工艺分析 DQ69型冰箱压缩机的外壳由壳盖和壳体两部分组成(见图1)。
壳盖是个浅拉伸件,壳体为一深拉伸件,所用材料皆为3mm的08Al冷轧板。
【总页数】3页(P8-10)
【关键词】冰箱;压缩机;壳体;拉伸;工艺;模具
【作者】游庆;罗宗杰;苗永纯
【作者单位】常州市铁道部戚墅堰机车车辆工艺研究所
【正文语种】中文
【中图分类】TG386.41
【相关文献】
1.冰箱压缩机壳体噪声辐射数值分析 [J], 陈建良;金涛;孟晓宏;童水光
2.冰箱压缩机壳体的隔声效果研究 [J], 归振华;陈熙源
3.冰箱压缩机壳体焊缝自动跟踪 [J], 艾盛;杨金孝
4.冰箱压缩机壳体焊缝双向自动跟踪装置 [J], 艾盛;杨金孝
5.冰箱压缩机壳体辐射噪声的数值分析 [J], 王宁峰;邢英
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《模具工业》 !""# $ % & $ ’ 总 !’!
冲 模 技 术
!!" 科龙电器股份有限公司 ( 广东顺德 )!*+"+ , 刘颂文 售出去后, 用户反映冰箱使用一段时间后, 压缩机后 罩因压缩机发热而出现变形、 扭曲、 硬化开裂现象, 而且防火性能不理想。为此决定将冰箱压缩机后罩 由塑料件改成金属件, 彻底解决受热变形、 扭曲、 开 裂等质量问题。
活动压料板
活动压料板 #! 采用 ’) 钢与 * ! 钢组合而成, 见图 (, ’) 钢调质到 !. / ,!012 ,* ! 淬火硬度为 又要成形, )( / ).012 。因为活动压料板既要压料、 所以必须加导向装置。设计时, 小导柱与 ’) 钢压料 板的配合采用 0 6 7 8 (,在 * ! 钢压料板上留出小导 柱台阶的避空位, 在狭窄的活动压料板内将成形、 压 料、 导向功能结合一起。
##
模具是 # 副拉伸与冲孔相结合的复合模,如图 其主要特点是: ! 所示, 2 # 3 压边圈 2 如图 ( 所示 3 与压料板采用局部压 料方式,这是该模具最显著的特点。这种结构可以 减少制件的接触面积,方便材料的流动成形。工作 时, 制件平放在凸模面上, 压边圈位置如图 ! 所示, 从图 ! 可以看出, 制件部分被悬空 2 双点划线处 3 , 当 上模部分下行时, 压边圈与活动压料板 #! 压着制件
图#
冰箱压缩机后罩零件图
!
工艺分析 从效益、 成本、 拉伸工艺性、 材料流动性及节约
万方数据
《模具工业》 !""# $ % & $ ’ 总 !’! 材料等各方面考虑,决定采用 # 模 ! 件的工艺方 案。制件之间留 #!.. 的冲断带, 并在冲断带上设 给后工序定位。 置 ! 个!#".. 工艺孔, 该零件成形需要以下工序: ! 冲 ! 个!#".. 工艺孔;"拉伸除 / 0 / 、1 0 1 视图外的所有成形 面、 加强筋等; 冲 ,.. 椭圆翻边孔的预 #修周边、 孔; 冲 / 0 /、 1 0 1 视图的预孔; $工件分离、 %翻 三周边及预弯 / 0 / 视图处; &拍平。 实践证明,冲孔工序与拉伸工序可以合并,修 边冲孔工序与分离修边冲孔工序可以合并。按此分 析重新确定新方案,则可以减少 ! 副模具,提高冲 压设备的利用率, 减少模具制作成本。 ( 拉伸冲孔模结构
图)
凹模镶件
万圈 ’$ ,
《模具工业》 !""# $ % & $ ’ 总 !’! 角、 转弯位置, 所以非常有必要设置拉伸筋, 否则会 出现起皱或拉裂情况。
压边圈采用 ’) 钢作为底座,工作面部分镶拼 目的在于提高模具的耐磨性及使用寿命 + 如 * ! 钢, 图 , 所示 - 。 ’) 钢调质到 !. / ,!012 , * ! 淬火硬度 为 )( / ).012 。从图 , 及图 ! 可以看出, 整个压边 圈真正起压边作用的只有一部分,其余各边只是起 成形作用。 图 , 所示 . 条 344 5 ’)44 的椭圆长槽 是为了限制材料流动过快而设置的拉伸筋成形槽, 位置是通过不断试模确定的。因制件本身有多处棱
图(
活动压料板
)
结束语 该模具经过一系列的试验,冲制出来的产品完
顶杆 ) 除去, 放上弹性元件, 则可以将模具放在 ! """ 大大提高了设备的利用率, 并有 9% 的冲床上使用, 利于生产安排。
全符合产品设计要求,不仅具备可靠性,还具备通 用性。通过试验,将原本应用在 ) """9% 油压机的
#
材料为 " $ )// 图 # 为冰箱压缩机后罩零件图, 厚的冷轧钢板 ( 0 !+) , , 要求在生产过程中不允许有 起皱、 扭曲、 开裂等现象。因为该零件钣金成形工艺 复杂,质量无把握保证,长期以来,都是用 123 塑 料为原材料,采用注塑成型工艺成型的。但冰箱销
— — —— — —— — —— — —— — —— — ——
图! #、!" $ 顶柱 #* $ 成形凹模 ! $ 下模座 ( $ 导向件
拉伸冲孔模模具结构 ) $ 顶杆 * $ 压边圈及镶件 + $ 拉伸凸模 !( $ 限位柱 , $ 凹模镶件
’ $ 凸模垫板
小导套 #’ $ 卸料螺钉 #) $ 弹簧 - $ 凹模座 #" $ 凹模座垫板 ## $ 上模座 #! $ 压料板及镶件 #( $ 小导柱、 #+ $ 冲孔凸模 #, $ 定位钉 #- $ 废料盒 !# $ 过渡板 !! $ 定位钉
万方数据
#!
《模具工业》 !""# $ % & $ ’ 总 !’!
图(
压边圈
图’
凸
模
万方数据
《模具工业》 !""# $ % & $ ’ 总 !’! 下行, 直到成形结束。 * ! + 冲孔动作没有压料部件。因受拉伸动作先 后的限制, 无法将成形凹模 #, 设计成活动形式 * 成 形凹模同时又是冲孔的压料板 + ,否则在拉伸完成 后, 压边圈上行时, 成形凹模 #, 还压着制件则会把 刚成形好的制件顶变形。为此,设计模具时将冲孔 凸模伸长出紧固的成形凹模 # $ )-- 。通过实践, 没 有压料装置的冲孔在本模具中没有出现带料现象, 定位孔无变形,完全符合后工序定位的要求。究其 原因,主要是压边圈的拉伸筋及制件的复杂形状使 制件克服冲孔带料力, 从而被强行留在下模部分。 ’ 主要零件设计 凸、 凹模及拉伸间隙的选择
收稿日期: !""" 年 #" 月 #4 日
!!!!!!!!!" 引 言
冰 箱 压 缩 机 后 罩 拉 伸 模 设 计
- 摘要 . 介绍了冰箱压缩机后罩的成形工艺, 设计了 # 副拉伸与冲孔结合的复合模, 并对关 键零件的制造作了详细介绍, 取得了较好的经济效益。 关键词 压缩机后罩 拉伸模 工艺
! !"#$%&’$ " # $% &’()*+, -(’.%// &’( 0$% 12.3 .’4%( ’& 0$% (%&(*,%(20’( .’)-(%//’( 52/ *+0(’67.%6 8 9 .’)-’7+6 6*% .’)1*+*+, 6(25*+, 2+6 -*%(.*+, 0’,%0$%( 52/ 6%/*,+%6 8 9+6 2 6%02*:%6 *+0(’; 67.0*’+ 52/ )26% ’+ 0$% )2+7&2.07(% ’& 0$% 3%< -2(0/ ’& 0$% 6*% 8 # $% %.’+’)*. 1%+%&*0 */ ,’’6 8 ()* +,%-# .’)-(%//’( .’4%( = 6(25*+, 6*% = 0%.$+’:’,*.2: -(’.%//
#(
’$ #
凸、 凹模材料选用火焰淬火钢 * ./0123 43 &5 + , 经锻造退火后调质到 !! 6 !,78/ 。精加工后, 工作 表面火焰淬火, 硬度 )) 6 ,"78/ 。凸模 . 结构如图 ’ 所示,从图 ’ 可以看到,整个凸模采用镶拼结构, 筋位及部分凸台等易损部位及冲孔凹模采用镶拼结 构,目的是保证模具长时间使用这些部位出现磨损 后, 方便加工、 维修。通过镶拼, 使原本必须由加工 中心才能加工的凸、凹模变成只需要一般线切割、 磨、 铣加工设备就可完成, 大大降低加工成本、 难度 及周期。图 ) 为凹模镶件 9 的零件图。经试验, 凸、