工艺装备验证书电子表
特殊过程焊接工艺验证表
焊速150-800mm/min
5.
焊丝:1.2mm
监控
4、进入该过程的原料的控制如何
是否有合格证明: ■ 有 □ 无
对过程输出的验证
名称
质量要求
实际结果
样品数
焊缝外观
不允许有裂纹、焊瘤、夹清、气孔、咬边等
无
2pcs
焊缝等高
0 -ห้องสมุดไป่ตู้4
符合
2pcs
焊缝表面
不允许不平、接触不良、
无
2pcs
焊缝探伤
不允许有缺陷
无缺陷
2pcs
工艺文件的执行率
1. 监控要求与工艺文件符合率100%;
2. 监控记录与工艺文件的符合率:100%
3. 过程产品质量的符合情况:所有操作均按作业指导书进行,执行率100%
验证结论
经验证:手工焊工艺参数适宜、设备、人员符合要求,过程能力充分
验证部门
质检科
生产科
审批
验证人签名
日期
3、是否规定了工艺参数的要求和监制的要求:
1、人员是否经过培训、考核和持证上岗: ■ 是 □ 否
2、设备是否经过验证且完好: ■ 是 □ 否
3、是否按规定对过程进行监控: ■ 是 □ 否
4、是否按规定对过程监控结果进行记录:
记录名称: 埋弧焊接控制参数记录表 JX/QS-O71
参数名称: 监控结果:
板厚 12 10 8
焊丝规格1.21.21.2
监控电流250A250A250A
焊接速度600mm600mm650mm
监控时间9:3010:30 14:30
操作工ABC
工艺参数名称
工艺参数要求
是否监控
特殊过程“焊接”工艺验证表
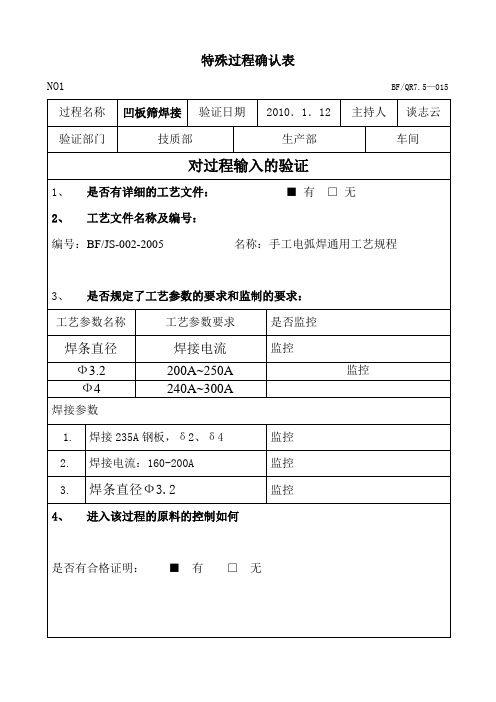
工艺参数要求
是否监控
焊条直径
焊接电流
监控
Ф3.2
200A~250A
监控
Ф4
240A~300A
焊接参数
1.
焊接235A钢板,δ2、δ4
监控
2.
焊接电流:160-200A
监控
3.
焊条直径Ф3.2
监控
4、进入该过程的原料的控制如何
是否有合格证明:■有□无
对过程实施和资源的验证
1、人员是否经过培训、考核和持证上岗:■是□否
记录名称:油漆控制参数记录表BF生-014-1
工艺参数名称
工艺参数要求
监控结果
8:00
13:00
16:00
粘度
30~40s
35
38
36
喷嘴直径
1.5~2mm
2
2
2
空气压力
0.4~0.7Mpa
0.6
0.6
0.65
枪件间距
150~300mm
200
212
240
喷枪移动速度
300~600cm/s
400
425
2、工艺文件
名称:油漆涂装通用工艺规程
3、是否规定了工艺参数的要求和监制的要求:
记录名称:油漆控制参数记录表BF/QR7.5—015-1
工艺参数名称
工艺参数要求
是否监控
粘度
30~40s
监控
喷嘴直径
1.5~2mm
监控
空气压力
0.4~0.7Mpa
监控
枪件间距
450
喷涂幅面
200~300mm
250
220
250
操作工:汤加芳
工艺装备验证规则

工艺装备验证规则编制:审核:批准:生效日期:受控标识处:分发号:1.0 目的1.1保证被制造产品零,部件符合设计质量要求。
1.2保证工装满足工艺要求。
1.3验证工装的可靠性,合理性和安全性,以保证产品生产的顺利进行。
2.0 范围适用于本公司所拥有工艺装备(以下简称工装)的验证。
3.0 引用文件下列文件中的条款通过本程序的引用而成为本程序的条款。
凡是注日期的引用文件,其随后的修改单(不包括勘误的内容)或修订版均不适用于本程序,凡是不注日期的引用文件,其最新版本适用于本程序。
3.1GB/T18305-2003《质量管理体系汽车生产件及相关服务件组织应用GB/T19001-2000的特别要求》3.2 JB/T 9167.1 工艺装备设计管理导则术语3.3 《工装管理程序》4.0 职责4.1技术部负责编制工装验证计划并组织实施。
4.2技术部负责保管工装验证记录。
5.0 术语与定义下列术语和定义适用于本规则:5.1 工艺装备【工装】产品制造过程中所用的各种工具总体,包括刀具,夹具,模具,量具,检具,辅具,钳工工具和工位器具等。
5.2验证通过提供客观证据对规定要求已得到满足的认定。
5.3工艺装备验证工装制造完成后,通过试验,检验,使用,考核其合理性的过程。
5.4工装利用率实际使用的工装种数与为保证产品生产大纲所必需的工装设计种数的比值。
5.5工装负荷率在产品生产计划期内,工装实际工作时间与总的有效时间的比值。
6.0 工装验证范围凡属下列情况之一者均需验证:(1)首次设计制造的工装;(2)经重大修改设计的工装;(3)复制的大型,复杂,精密工装;(4)由委外设计或委外制造,验收入库时;(5)顾客提出明确要求时。
(6)必要时的定期确认。
7.0 工装验证依据(1)产品零,部件图样及技术要求,尤其是顾客工程规范;(2)工艺规程;(3)工装设计任务书,工装图样,工装制造工艺,通用技术条件及工装使用说明书。
8.0 工装验证类别8.1按场地分:固定场地验证和现场验证。
工艺文件和管理文件格式表
关键工序作业指导书3
格式8
关键工序作业指导书4
格式9
总装工艺状态明细表
格式10
总装工位送料明细表
格式11
总装工时定额明细表
格式12
(辅助)生产材料消耗工艺定额
格式13
标准件明细表
格式14
车间单车工时定额
格式15
质量控制点明细表
格式16
质量控制点作业指导书
格式17
附加栏1
格式18
附加栏2
格式19
格式57
文件回收记录
格式58
文件接收登记表
格式59
文件销毁记录
格式60
技改项目评定报告
格式61
焊装车间工艺培训记录表
格式62
涂装车间工艺培训记录表
格式63
总装车间工艺培训记录表
格式64
报告
格式65
制度
格式66
工作联络单
格式67
申请
格式68
文件变更单
格式69
会议记录
格式70
文件配备表
格式71
工艺纪律考核评分记录(焊装)
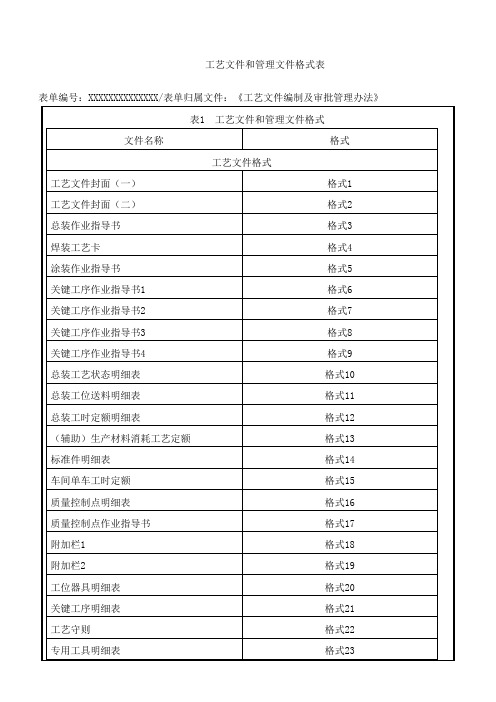
工艺文件和管理文件格式表
表单编号:XXXXXXXXXXXXXX/表单归属文件:《工艺文件编制及审批管理办法》
表1 工艺文件和管理文件格式
文件名称
格式
工艺文件格式
工艺文件封面(一)
格式1
工艺文件封面(二)
格式2
总装作业指导书
格式3
焊装工艺卡
格式4
涂装作业指导书
格式5
关键工序作业指导书1
格式6
关键工序作业指导书2
格式31
总装工艺卡
格式32
工艺装备

标准出版信息作者:机械工业工艺工装标准化技术委员会,中国标准出版社第三编辑室编出版社:中国标准出版社出版时间:2007-11-1版次:1页数:374字数:745000印刷时间:2007-11-1开本:大16开纸张:胶版纸印次:1I S B N:9787506646024包装:平装内容简介制造工艺与工艺装备是机械工业的重要组成部分,是机械产品性能、精度和寿命以及提高生产率和降低成本的基础保证。
机械工业工艺工装标准化是机械工业制造工艺与工艺装备技术水平的主要标志,是制造技术积累、创新与成果扩散的技术平台。
机械工业工艺工装标准被广泛应用于航空、航天、兵器、船舶、铁道和机械等行业。
为满足广大读者对标准文本的需求,我社第三编辑室和机械工业工艺工装标准化技术委员会共同对机械工艺工装相关标准进行了系统汇编,组织出版了《机械工艺工装标准汇编》。
本汇编分三册出版,收集了截止到2007年5月底以前批准发布的机械工艺工装标准共334项,主要内容包括:技术管理与工艺装备综合、加工工艺综合、冷加工工艺、操作件、手工工具、润滑装置及润滑件、机床辅具与附件、标牌等。
鉴于本汇编收集的标准发布年代不尽相同,汇编时对标准中所用计量单位、符号未做改动。
本汇编收集的标准的属性已在目录上标明(GB或GB /T、JB或JB/T),年号用四位数字表示。
鉴于部分标准是在清理整顿前出版的,故正文部分仍保留原样;读者在使用这些标准时,其属性以目录上标明的为准(标准正文“引用标准”中标准的属性请读者注意查对)。
编辑本段标准内容目录1 范围本标准定义了JB/T 9167.2~9167.5中的有关术语,适用于机械制造工艺装备的设计和管理。
2 术语2.1 工艺装备[工装]产品制造过程中所用的各种工具总体,包括刀具、夹具、模具、量具、检具、辅具、钳工工具和工位器具等。
2.2工艺设备[设备]完成工艺过程的主要生产装置,如各种机床、加热炉、电镀槽等。
2.3通用工艺装备能为几种产品所共用的工艺装备。
工位器具核查验证报告表范例

好好学习社区更多优惠资料下载:德信诚培训网车型工位器具核查表零件号(工位号) 零件名称(工位名称) 工位器具供应商工位器具图纸编号生产车间生产线序号 类别 项目验证标准验证问题记录 结论 1 A:装箱定额装箱定额是否明确,实物是否满足定额要求2 B:外观外观样式 表面油漆均匀(颜色符合图纸要求)、无锈蚀、变形 3 外观样式符合图纸要求4 配件(档杆、橡胶套、胶条)齐全且符合图纸式样要求5 器具整体清洁、无油污6 结构件,如门内板、前地板,器具底部设计接油盘7 焊接、隔离、悬挂结构焊接牢固(可使用榔头敲击焊接部位验证) 8 焊接部位打磨平整,无焊瘤9 橡胶条、档杆等连接部位使用螺栓紧固,紧固部位及数量符合图纸要求10 档杆上胶条无脱落现象,挡杆应考虑设计防脱装置 11 使用钢材厚度符合图纸要求(采用测厚仪或钻孔后使用卡尺检测)12 悬挂类(门内板)装箱器具,悬挂臂必须制作支撑杆 13 顶盖、发盖、后盖类器具的隔离挡杆须灵活、便于操作 14 尺寸 质量整体框架结构(长、宽、高)符合图纸设计要求 15 各类配件(胶条长度、卡槽宽度等)符合图纸设计要求 16 上下胶条相对位置匹配良好,严禁存在错位现象 17 C:操作性静态便于装箱操作,制件装入器具时无干涉现象18 制件装箱后,件与件之间间隙合理,无干涉挤压现象 19通用类器具,调节机构便于操作,无卡死或松动现象20 制件装箱后,无倒塌、制件不允许超出器具框架范围21 悬挂类(门内板)装箱后不得有倾斜现象 22 插入类(前翼类)装箱后不得有明显晃动现象 23动态模拟运输后制件在器具不能有倒塌,叠架现象24 运输后制件与器具胶条、挡杆接触部位不得有变形存在 25D:零件防护器具支撑脚高度必须保证足够的叠架空间及支撑面,保证叉车上层器具时,不刮碰下层制件核查人员签字/日期:。
注塑工艺验证确认表

注塑工艺验证确认表
验证目的:在一定参数范围内生产的制件合格
验证要求:在一定参数范围内生产的制件合格
验证依据:过程产品品质管理规程
验证项目:确认记录
零部件检验□合格□不合格
验证方法:
检查成型制件是否合格
相关文档:
参数运行记录及部件检验记录
序号检查项目参数结论
1 黑点
一定参数范围内
(待确定的工艺参数)□合格;□不合格
2 气泡□合格;□不合格
3 开裂□合格;□不合格
4 水纹□合格;□不合格
5 银纹□合格;□不合格
6 糊点□合格;□不合格
7 污物□合格;□不合格
8 尺寸□合格;□不合格
9 变形□合格;□不合格
10 溢料□合格;□不合格
11 缺料□合格;□不合格确认结果:
在一定参数范围内,注塑所得零部件(□符合;□不符合)标准要求。
注:参数运行和制品检验记录见《模具运行确认记录》。
验证人:复核人:日期:日期:。
【精品】注塑设备、工装及工艺验证

注塑设备、工装及工艺验证文件编号:注塑验证资料有限公司注塑验证目录目录 (1)1 验证立项申请表和验证方案审批表 (3)1.1验证立项申请表 (3)1.2验证方案审批表 (4)2 概述 (5)3 验证目的 (5)4 验证范围 (5)5 验证小组人员及职责 (5)6 进度计划 (6)7 验证依据 (6)8 验证步骤和方法 (6)8.1 注塑操作人员资质确认 (6)8.2 注塑所用原料适用性的确认 (7)8.3 生产环境确认 (7)8.4 计量器具确认 (7)8.5 注塑成型机确认 (7)8.6 工装确认 (8)8.7 注塑成型工艺确认 (8)9 验证结果评价与验证报告 (8)附表:表1:验证方案修改申请及批准书 (9)表2:注塑操作人员资质确认表 (10)表3-1:原材料适用性确认表 (11)表3-2:原材料适用性确认表 (12)表3-3:原材料适用性确认表 (13)表3-4:原材料适用性确认表 (14)表3-5:原材料适用性确认表 (15)表4:生产环境确认记录 (16)表5-1:计量器具确认记录 (17)表5-2:计量器具确认记录 (18)表6:注塑成型机文件资料确认表 (19)表7:注塑成型机安装确认表 (20)表8:注塑成型机运行确认记录 (21)表9:模具运行确认记录 (22)表10:注塑工艺确认表 (23)验证结果分析评价 (24)验证报告 (25)1.1验证立项申请表1.2验证方案审批表验证方案审批表2 概述我公司产品多个部件为本公司自行注塑,因此注塑所得的部件直接关系到整个产品的质量,注塑机及工装模具的配合性能及注塑工艺参数对产品质量起重要作用。
生产过程中必须保证设备与工装模具的良好配合性,同时在正确的工艺参数下才能生产出合格的产品。
3 验证目的(1)验证确认购买的注塑机能够满足生产需求,注塑使用的原料满足标准要求;(2)注塑所使用的工装能满足产品标准的要求;(3)验证确认注塑生产工艺有效性和可行性。
GMP产品工艺验证填写模板
产品工艺验证文件文件编号:TS-51-001品名:酒萸肉验证立项申请表参加验证人员验证方案审批表编号:SMP-06-004-b验证文件目录1、验证目的2、验证依据3、产品及工艺概述4、工艺流程图5、验证范围及验证项目6、工艺验证6.1 原料验证:6.2 净制(挑选)工艺验证6.3 闷润、蒸制工艺验证6.4 干燥工艺验证6.5 包装工艺验证6.6 成品工艺验证6.7 批记录检验7、漏项和偏差及处理8、验证结论9、综合评价10、验证报告1.验证目的验证酒萸肉生产工艺在车间指导生产的可行性和重现性。
2 .验证依据《中华人民共和国药典》2010年版一部酒萸肉生产工艺规程中药饮片酒萸肉成品质量标准中药饮片酒萸肉半成品质量标准3.产品及工艺概述3.1 产品概述3.1.1山茱萸药材:产品来源:本品为山茱萸科植物山茱萸Cornus officinalis Sieb. Et Zucc.的干燥成熟果肉。
秋末冬初果皮变红时采收果实,用文火烘或置沸水中略烫后,及时除去果核,干燥。
产地:主产于浙江,河南。
产品特点(性状):本品呈不规则的片状或囊状,长1~1.5cm,宽0.5~1cm。
表面紫红色至紫黑色,皱缩,有光泽。
顶端有的有圆形宿萼痕,基部有果梗痕。
质柔软。
气微,味酸、涩、微苦。
作用和用途:补益肝肾,涩精固脱。
用于眩晕耳鸣,腰膝酸痛,阳痿遗精,遗尿尿频,崩漏带下,大汗虚脱,内热消渴。
用法与用量:6~12g。
贮藏:置通风干燥处,防霉,防蛀。
炮制历史沿革:南北朝刘宋时代有熬制,宋代有麸炒,酒浸取肉,微炒,烤制,火炮等法,元代有微烧,酒蒸的方法,明代有“酒浸良久,取肉去核”酒蒸,蒸制,酒制,慢火炒等炮制方法,清代有酒浸,酒洗,羊脂炙,盐炒,酒浸蒸等方法。
3.2酒萸肉生产操作过程及工艺条件:酒萸肉生产操作过程及工艺条件:原药材(山茱萸)称量和预处理:从合法定点供货单位购进原药材(山茱萸),原药材须检验合格由质量部门签字盖章后,原料库管员根据车间开具的领料单,在质检员的监控下,办理原药材出库手续。
设备验证的表格
设备验证报告书
反渗透运行记录
系统水质取样监测表
水样检查报告
验证方案格式
验证方案会签单
验证工作领导小组审批表
验证项目计划书
验证项目申请单
××××设备安装环境、位置检查纪录
××××安装确认检查纪录
××××设备公用介质连接检查纪录
××××设备仪器仪表检查纪录
××××设备主要技术参加数检查纪录单位名称:纪录编号:
××××设备文件检查纪录
××××设备开机、停机平稳性检查纪录
××××设备空运转检查纪录。
××××设备仪表工作情况检查纪录
××××设备操作、清洁、装拆、保养情况检查纪录
验证证书
验证报告审批。
设备验证的表格
设备验证报告书编 号参与人员:组长:组员:××××设备验证报告书。
验证日期验证工程验证结果验证状况评价和建议: 最终结论:审核人起草人:批准人:年月日年 月 日所在部门 签名 日期 质量保证部中心化验室年年月月 日日 生产技术部年 月 日 设备动力部原料药车间年年月月日日测试内容工作状况说明按纯化水质量标准监 测纯化水水质、共 3 个周期。
每周期 7 天。
反渗透运行记录单位:记录编号:系统水质取样监测表单位:记录编号:第一周期:1 纯化水罐: 234567总送水口: 总回水口:其次周期:1纯化水罐:234567总送水口: 总回水口:第三周期:1 纯化水罐:234567总送水口: 总回水口:RO入水口浓缩水渗透水脱盐 温压 力 流 量 电 子 压 力 流 量 压 力 流 量回收滤 滤 时间度℃ MPa(T/h)滤 MPa(T/h)MPa(T/h)〔%〕〔% (US/c m)〕检查人:复核人:水样检查报告取样点位置:取样日期:年 月 日验证方案格式单位:文件编号:测定工程分析限度结果化验员签名日期使用点:1 第一次: 2 3 4 5 6 7其次次: 第三次:文件名称:文件编号:起草人: 起草日期: 年 月 日审核人: 审核日期: 年 月 日批准人: 批准日期: 年 月 日会签部门: 会签 日期质量保证部 年 月 日生产技术部 年 月 日中心化验室 年 月 日设备动力室 年 月 日固体制部车间年 月 日验证方案会签单验证工作领导小组审批表执行日期: 年 月 日颁发部门: 质量保证部 板本号 分发号分发部门:质 量 化验保证生 产 设 备 技术 动力 固 体车间办公人事 财务 档案分发数量:验证工程小组人员组成表小组职务 姓名 所在部门 组长 设备动力部 组员 质量保证部 组员 中心化验室 组员设备动力部组员固体制剂车间验证工程打算书单位:验 证 题 目纪录编号:目的概要审批意见:同意实施该方案。
工艺确认表
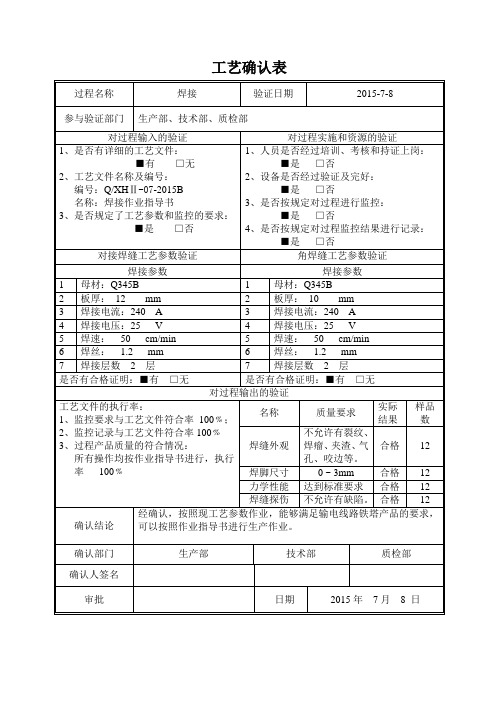
过程名称
焊接
验证日期
2015-7-8
参与验证部门
生产部、技术部、质检部
对过程输入的验证
对过程实施和资源的验证
1、是否有详细的工艺文件:
■有□无
2、工艺文件名称及编号:
编号:Q/XHⅡ-07-2015B
名称:焊接作业指导书
3、是否规定了工艺参数和监控的要求:
■是□否
1、人员是否经过培训、考核和持证上岗:
确认部门
生产部
技术部
质检部
确认人签名
审批
日期
2015年1月8日
■是□否
1、人员是否经过培训、考核和持证上岗:
■是□否
2、设备是否经过验证及完好:
■是□否
3、是否按规定对过程进行监控:
■是□否
4、是否按规定对过程监控结果进行记录:
■是□否
对接焊缝工艺参数验证
角焊缝工艺参数验证
焊接参数
焊接参数
1
母材:Q235B
1
母材:Q235B
2
板厚:12 mm
2
板厚:10 mm
焊接电压:25 V
4
焊接电压:25 V
5
焊速:50 cm/min
5
焊速:50 cm/min
6
焊丝:1.2 mm
6
焊丝:1.2 mm
7
焊接层数2层
7
焊接层数2层
是否有合格证明:■有□无
是否有合格证明:■有□无
对过程输出的验证
工艺文件的执行率:
1、监控要求与工艺文件符合率100﹪;
2、监控记录与工艺文件符合率100﹪
确认部门
生产部
技术部
汽车配件工艺验证报告样板

设备性能技术要求:
序号
名称
规格
符合情况
备注
1
××
××
××
2
××
××
××
3
××
××
××
4
….
….
….
证据2:设备工装验证:
装具1验证结果:
验证项目
验证要求
实测值
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
装具2验证结果:
验证项目
要求
实测值
××
5、工装夹具验证情况:
工装夹具验证结果满足产品加工要求。
6、××个零件试装数率
不合格数
备注
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
××
7、现场作业指导书情况:
名称
规格
数量
实际数量
备注(是否符合)
1
××
××
××
××
××
2
××
××
××
××
××
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工装名称
零件名称
简 图验证
记录
修改
意见
结
论
工装设计工艺员制造车间使用车间操作者检验员
鉴定组织
审 核批 准日 期入库日期存放架位
序号检验员日期
入库编号7
↗ 0.03 A B 23∥ 0.04 A
41Ⅴ
d305.45(+0.002/-0.002)∥ 0.08 A ↗ 0.05 A B d305.45(+0.001/-0.001)
入库检验
ⅡⅢ
Ⅳ
检验员(日期)
项
实测ⅠⅤ
项
实测56Ⅱ
Ⅲ
工艺装备主要技术数据及测试记录
检验员(日期)
Ⅰ
Ⅱ
Ⅲ
检验项目主要技术参数实 例 数 据*做PDF 链接*会
签工 装 编 号使用产品零件号使 用 设 备高斯图文印刷系统(中国)有限公司
表K9.0-04-01 工 艺 装 备 验 证 书
工 艺 装 备 验 证 记 录
ABCDEF-1234567-00Ⅴ
Ⅳ
Ⅳ
Ⅰ
修 理 内 容注:借用车间、借用人、借用日期、归还日期等详细内容查看“高斯物料”信息。
返 修 记 录
检验员(日期)工艺装备收发点检保管记录。