卡罗塞尔卷取机结构和主要技术参数分析
卡罗塞尔卷取机安装技术

卡罗塞尔卷取机安装技术作者:魏尚起夏乃侠徐冰谭芳娜马铭旺来源:《硅谷》2013年第02期摘要:卡罗塞尔卷取机安装技术解决了设备偏移倾斜的安装要求和设备精确测量等技术难题,形成了“空间转线法安装”、“平垫板倾斜座浆技术”、“轴承座精确测量技术”和“模拟轴承座预紧技术”四项关键技术。
该技术确保了卡罗塞尔卷取机的高精度要求,提高了设备的安装质量,缩短了施工工期,降低了施工成本,产生了良好的经济效益和社会效益。
随着冶金技术不断发展,冷轧钢材需求量的日益加大,卡罗塞尔卷取机安装技术将凭借科学的施工工艺,先进的施工技术必将被广泛推广应用,具有良好的推广前景。
关键词:卡罗塞尔卷取机;偏移;倾斜;精确;测量0 引言卡罗塞尔卷取机特殊的结构形式使得机体进厂时为分体设备,且该设备对安装精度要求高,因此该设备的安装在工艺设计及精度检测等方面都具有极大的挑战性;另一方面,与其他设备不同的是卡罗塞尔卷取机安装时要求机体朝出口方向偏移,且工作侧高于传动侧。
卡罗塞尔卷取机安装技术解决了设备偏移倾斜的安装要求和设备精确测量等技术难题,形成了“空间转线法安装”、“平垫板倾斜座浆技术”、“轴承座精确测量技术”和“模拟轴承座预紧技术”四项关键技术。
该技术确保了卡罗塞尔卷取机的高精度要求,提高了设备的安装质量,缩短了施工工期,降低了施工成本,产生了良好的经济效益和社会效益。
1 设备概况卡罗塞尔卷取机是一种双卷筒卷取机,属于大型高速回转类机器,该设备以高效、连续的方式卷取带钢,是现代化大型冷连轧生产线上的核心设备,其安装技术质量水平,是冷连轧生产线能够连续、正常生产的重要保障。
卡罗塞尔卷取机主要由托辊、托辊减速机、托辊电机、旋转箱、主减速机、齿轮轴、主电机、外支撑、压辊等组成。
卡罗塞尔卷取机全景。
2 技术特点2.1 安装质量好利用偏移倾斜法确保了卡罗塞尔卷取机设备安装的精度,提高了施工过程中的可靠性,对分体设备卡罗塞尔卷取机的安装调整提供了一个最佳的测量基准;利用平垫板倾斜座浆技术解决了设备与垫板间接触面积的问题,使设备与垫板间的接触面是面接触;利用轴承座精确测量技术测量轴承座中心线,保证了主减速机和旋转箱下箱体的安装精度。
卡罗赛尔卷取机在冷轧生产线中的控制及应用
电 气传 动 2011年 第 41卷 第 10期
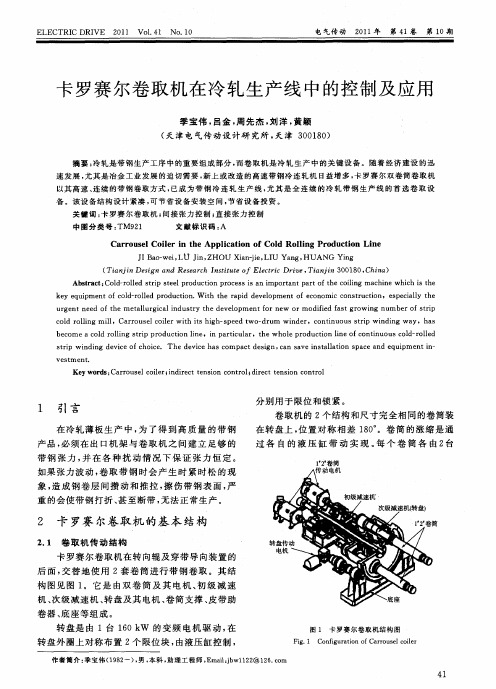
卡 罗赛 尔 卷 取 机 在 冷 轧 生 产 线 中的控 制 及 应 用
季 宝伟 ,吕金 ,周 先杰 ,刘 洋 ,黄颖 (天 津电 气传动 设计研 究所 ,天 津 300180)
(Tia in Design and Research Institute of Electric Drive,Tianj in 3001 80,China)
A bstract:Cold—rolled strip steel production process is an im portant part of the coiling m achine w hich is the key equipm ent of cold—rolled production.W ith the rapid development of economic construction,especially the urgent need of the m etallurgical industry the developm ent for new or m odified fast grow ing num ber of strip cold rolling m ill,Carrousel coiler with its high—speed tWO—drum winder,continuous strip winding way,has become a cold rolling strip production line,in particular,the whole production line of continuous cold—rolled strip winding device of choice. The device has com pact design,can save installation space and equipm ent in—
卡伦赛尔卷取机芯轴轴套磨损的现场修复
1、设备简介卡伦赛尔卷取机因其具有生产效率高,卷取带钢质量好、占地空间小、设备紧凑、维护成本低等特点,被广泛应用于冷轧轧线。
卡伦赛尔卷取机位于冷轧轧线尾部,用于将连轧机组轧出的钢带卷取成卷,同时还为末架次轧机提供轧制张力。
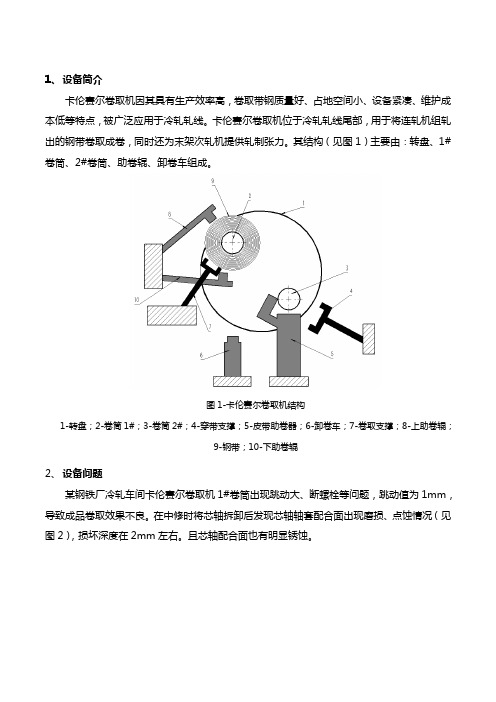
其结构(见图1)主要由:转盘、1#卷筒、2#卷筒、助卷辊、卸卷车组成。
图1-卡伦赛尔卷取机结构1-转盘;2-卷筒1#;3-卷筒2#;4-穿带支撑;5-皮带助卷器;6-卸卷车;7-卷取支撑;8-上助卷辊;9-钢带;10-下助卷辊2、设备问题某钢铁厂冷轧车间卡伦赛尔卷取机1#卷筒出现跳动大、断螺栓等问题,跳动值为1mm,导致成品卷取效果不良。
在中修时将芯轴拆卸后发现芯轴轴套配合面出现磨损、点蚀情况(见图2),损坏深度在2mm左右。
且芯轴配合面也有明显锈蚀。
图2-卡伦赛尔卷取机1#卷筒芯轴及轴套损坏情况 3、 问题分析卡伦赛尔卷取机的卷取工作主要是靠芯轴的转动来实现的,在完后卷取工作后,卷取支撑撤回开始进行卸卷工作时芯轴受钢带压力较大,一旦螺栓松动预紧力失效势必造成芯轴外退,造成芯轴与轴套配合面出现间隙,在芯轴运行时容易出现因相对运动造成的磨损。
若不及时处理最终会导致频繁断螺栓问题,直接影响设备正常运行,致使产品卷取质量下降。
4、修复工艺对比分析4.1补焊、熔覆修复工艺针对轴或轴套此类磨损问题传统修复工艺往往是进行补焊或熔覆后机加工修复,但由于首卡伦赛尔卷取机结构影响,没有现场修复的实施空间。
4.2更换轴套针对卡伦赛尔卷取机轴套磨损问题企业通常是进行更换处理,但由于更换轴套工期较长,在中修期间难以实现。
4.3高分子复合材料修复工艺采用高分子复合材料修复工艺通常根据不同磨损情况采用不同修复方案。
利用高分子复合材料现场对磨损部位进行修复,在保证修复精度和满足安装要求的基础上,无需对设备进行大量拆卸,修复周期短,一般8-12小时内完成修复和安装工作。
另外选取合适的复合材料修复工艺以满足设备运行条件。
冷连轧机卡罗塞尔卷取机控制系统
制 原理 , 细地 分析 了卷取 机 张 力的理 论计 算 , 详 并对 卷取 机控 制过 程 中的 附加 张力 中的斜坡 张
力控 制 、 卷取 张 力切换 控制 和 自动尾 部 定位 系统 进行 了描 述 。
关键 词 : 轧机 ; 罗赛 尔卷 取机 ; 卡 张力控 制 ; 卷取 张 力控制
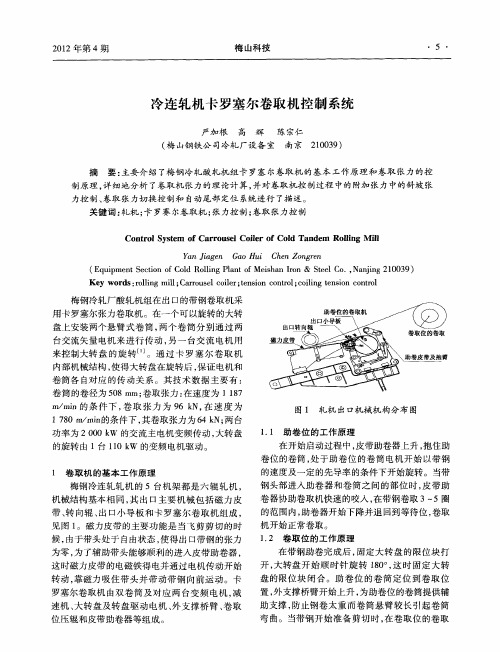
这时磁力皮带的电磁铁得 电并通过电机传动开始 转动 , 靠磁力 吸住带头并带动带钢向前运动 。卡 罗塞 尔卷 取机 由双 卷 筒 及 对 应两 台 变频 电机 , 减
速机 、 大转 盘 及 转 盘驱 动 电机 、 支 撑 桥臂 、 外 卷取 位压 辊 和皮带 助卷 器 等组 成 。
开 , 转盘 开 始 顺 时 针 旋 转 10 , 时 固定 大 转 大 8 。这
12 卷取 位的 工作原 理 .
见图 1 。磁力皮 带 的主 要 功 能是 当飞 剪 剪切 的时 候, 由于带 头处 于 自由状 态 , 得 出 口带钢 的 张力 使 为零 , 了辅 助带 头 能够顺 利 的进 入皮 带助 卷器 , 为
在 带钢 助卷 完 成 后 , 固定 大 转 盘 的 限位 块 打
盘的限位块 闭合。助卷位 的卷筒定 位到卷取位 置 , 支撑桥 臂 开始 上升 , 外 为助 卷位 的卷筒 提供 辅
助 支撑 , 防止 钢 卷 太重 而 卷 筒 悬 臂 较 长 引起 卷 筒
弯曲。当带钢 开始准备剪切时 , 在卷取位 的卷取
・
6・
梅 山科技
Ta
21 02年第 4期
J×( w d ) d/ t () 5
根据 公式 ( ) 2 和公 式 ( ) 以推导 出 : 6可
,c a =( c )×( ) () 7
卡罗塞尔卷取机安装技术

T 7 S I L I C O N
ALLEY 鬟§ 【 高新技术产业展 】
卡 罗 塞 尔 卷 取 机 安 装 时采 用 空 间 转线 法 技 术 进 行 偏 移 中 心 线 的 布 置 , 由于 卡 罗塞 尔卷 取 机 设 备 的 安 装 基 准 线 与 通 常 设 备 安 装 设 置 的基 准 线 不 同 , 依 据 卡 罗 塞 尔 卷 取 机 设 备 工 艺 布 置 , 确 定 各 相 关 设 备 安装 基 准 线 设 置 点 ,利 用 偏移 系 数 和 某 测 点 距 基准点的实 际距 离计算出各点与工艺 中心 线的偏移量 ,然后利 用 全 站 仪 进 行 卡 罗 塞 尔 卷 取 机 各 偏 移 中 心 线 测 量 , 各 偏 移 中 心 线 作 为 设 备 安 装 调 整 的 基 准 线 。 卡 罗 塞 尔 卷 取 机 偏 移 中 心 线 主 要 包 括 托 辊 纵 向偏 移 中心 线 、主 减速 机 轴 承 纵 向偏 移 中 心 线 和 卡 罗 塞 尔 卷 取 机 横 向偏 移 中 心 线 , 详 见 图2 。利 用 偏 移 中 心 线 解 决 了 卡 罗 塞 尔 卷 取 机 设 备 安 装 偏 移 量 化 测 量 的要 求 ,提 高 了 设
4结 束语
卡 罗 塞 尔 卷 取 机 安 装 技 术 已成 功 应 用 于 宝 钢 1 8 0 0 冷 轧 工 程 、 马钢 2 1 3 0 冷 轧 工 程 、梅 钢 1 4 2 2 热 轧 产 品 结 构 调 整 技 术 改 造 工 程 、 宝钢 不 锈 钢 冷 四标 冷 轧 工程 等 工 程 ,卡 罗塞 尔卷 取 机 安 装 技 术 不 仅 解 决 了 设 备 安 装 过 程 中 的 测 量 、调 整 等 技 术 难 题 , 更 为钢 卷 外 观 成 形 质 量 控 制 及 机 械 设 备 的 良好 运 行 起 到 重 要 作 用 ,赢 得 了业 主 的 高 度 赞 誉 。 卡 罗 塞 尔 卷 取 机 安 装 技 术 结合 卡 罗 塞 尔 卷 取 机 安 装 时 要 求 机 体 朝 出 口方 向偏 移 , 且工 作侧 应 高 于 传 动 侧 的特 性 , 研 发 制 定完整的安装工艺和具 体的施工方法 ,开发卷取机 创新安装 的 关 键 技 术 ,形 成 一 套 安 全 性 高 、 技 术 性 强 的 自有 技 术 , 为 后 续 的 工 程 项 目提 供 可 借 鉴 的 技 术 经 验 , 以适 应 冶 建 行 业 的 迅 速 发 展 及 国 内外 工 程 项 目的 建 设 需 要 。随 着 冶 金技 术 不 断 发 展 , 冷 轧 钢 材 需 求 量 的 日益 加 大 , 卡 罗 塞 尔 卷 取 机 安 装 技 术 将 凭 借 科 学 的 施 工 工 艺 ,先 进 的 施 工 技 术 必 将 被 广 泛 推 广 应 用 ,具 有 良 好 的推 广前 景 。
卡罗赛尔卷取机在冷轧生产线中的控制及应用

卡罗赛尔卷取机在冷轧生产线中的控制及应用季宝伟;吕金;周先杰;刘洋;黄颖【摘要】Cold-rolled strip steel produccion process is an important part of the coiling machine which is the kcy equipment of cold-rolled production With the rapid development of economic construction, especially the urgeni need of the metallurgical inclusiry the development for new or modificd fast growing number of strip cold rolling mill. Carrousel coiler with its high-speed two-drum winder, continuous strip winding way, has become a cold rolling strip production line, in particular, the whole production line of continuous cold- rolled strip winding deviee of choice. The device has compau design.can save installation space and equipmem inveslment.%冷轧是带钢生产工序中的重要组成部分,而卷取机是冷轧生产中的关键设备.随着经济建设的迅速发展,尤其是冶金工业发展的迫切需要,新上或改造的高速带钢冷连轧机日益增多,卡罗赛尔双卷筒卷取机以其高速、连续的带钢卷取方式,已成为带钢冷连轧生产线,尤其是全连续的冷轧带钢生产线的首选卷取设备.该设备结构设计紧凑,可节省设备安装空间,节省设备投资.【期刊名称】《电气传动》【年(卷),期】2011(041)010【总页数】4页(P41-43,54)【关键词】卡罗赛尔卷取机;间接张力控制;直接张力控制【作者】季宝伟;吕金;周先杰;刘洋;黄颖【作者单位】天津电气传动设计研究所,天津,300180;天津电气传动设计研究所,天津,300180;天津电气传动设计研究所,天津,300180;天津电气传动设计研究所,天津,300180;天津电气传动设计研究所,天津,300180【正文语种】中文【中图分类】TM9211 引言在冷轧薄板生产中,为了得到高质量的带钢产品,必须在出口机架与卷取机之间建立足够的带钢张力,并在各种扰动情况下保证张力恒定。
卡罗塞尔卷取机功能及控制方法介绍

卡罗塞尔卷取机功能及控制方法介绍摘要:卷取机是将热轧或冷轧带钢卷成卷筒状的重要设备。
无论是冷轧还是热轧带钢经过轧制后的长度长达几百米以上,经过冷却处理后的带钢,通过卷取机弯曲成卷,成卷的带钢便于存放和运送。
本文介绍的卡罗塞尔卷取机是一种双卷筒卷取机,卡罗塞尔卷取机可广泛应用于各类带钢生产线,该设备工作效率高、连续卷取能力强,设备设计紧凑,双卷筒共用一套导向装置、旋转换位装置、助卷辊、卸卷小车等设备,减少设备重复布置,节省设备投资和安装空间。
关键词:卡罗塞尔卷取机C-CPUL-CPU0 前言经过处理后的合格钢水,由起重机吊运至连铸机的大包回转台上进行浇注,铸成厚度为1.0~6.0mm的薄带坯。
根据不同产品的规格,铸带以不同的拉速经轧机入口No.1、No.2夹送辊纠偏夹送至轧机进行轧制。
轧机为双机架四辊PC轧机,轧制道次为1道,轧机入口带钢温度为900~1200℃。
轧机采用了动态PC技术、轧机稳定装置、液压厚度自动控制(AGC)、弯辊控制等技术。
轧机入口设置了特殊仪表,对轧机入口的铸带厚度、宽度、凸度、平直度、温度等进行测量,以便轧机采用相应的轧制策略。
轧机出口设置了单点测厚仪,可测量轧制后产品断面厚度,同时根据检测数据生成质量报告。
带钢出轧机后,通过输出辊道送至卷取机,输出辊道上设置了带钢冷却装置,可以精确地控制带钢冷却到规定的卷取温度500℃左右。
冷却后的带钢通过卷取机前的转鼓式飞剪,在带钢进入卷取机前剪切取样,热带剪切头部便于卷取和建张,剪切后的带钢通过卷取机前液压侧导板对中导向,夹送辊夹送进入卷取机。
卡罗塞尔卷取机主要由两个可涨缩卷筒、回转体、主传动装置及锁定装置组成。
带钢进入卡罗塞尔卷取机后,在接卷位置上进行卷取,当卷取到一定的卷层形成张力后,卷取机的回转体旋转,使该卷筒到达卸卷位置,同时另一个卷筒到达接卷位置。
当卸卷位置钢卷的卷重达到设定的重量时剪机切断带钢,后续带钢将在接卷位置开始下一个钢卷的卷取。
卡罗塞尔卷取机检验方法分析
NO. 2 AC 1 -2 5 0 0Kw 2 50 / 9 45 r p m
首 先 打 开所 有 的制 动 器 以及 锁 紧 装 置 ,保 证 旋 转 去 周 围 无 干 涉; 旋转停止后 , 用空气盘式制动器安装一个旋转 马达 ; 在此测试中 不允许连续进行旋转操作 ; 在旋转测试 时, 在旋 转马达联轴器螺栓 处使 用 剪 刀 安 全 销 。需 要 确 认 和 测 量 的 项 目如 下 : ( 1 ) 电流 , 电压 ; ( 2 ) 轴 承温 度 ; ( 3 ) 平滑旋转 ; ( 4 ) 不 正 常声 音 的 确 定 ; ( 5 ) 供稀 油、 干
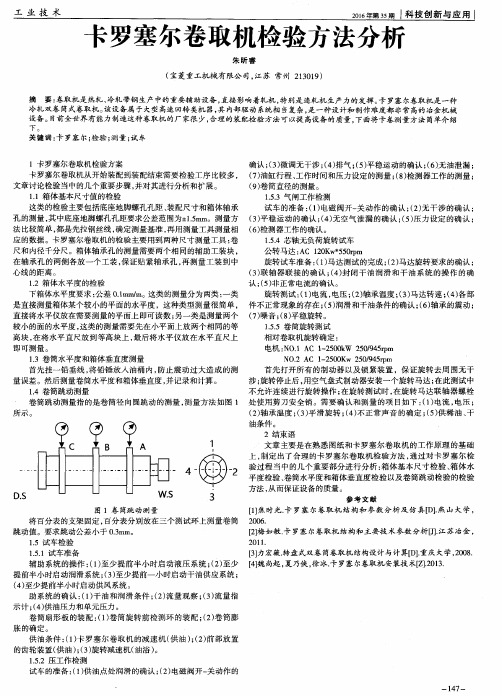
确认 ; ( 3 ) 微调无干涉 ; ( 4 ) 排气 ; ( 5 ) 平稳运动 的确认 ; ( 6 ) 无油泄漏 ; ( 7 ) 油缸行程、 工作 时间和压力设定 的测量 ; ( 8 ) 检测器工作的测量; ( 9 ) 卷 筒 直径 的测 量 。 1 . 5 I 3气 闸工作检测 试车的准备 : ( 1 ) 电磁阀开一 关动作的确认 ; ( 2 ) 无干 涉的确认 ; ( 3 ) 平 稳 运 动 的确 认 ; ( 4 ) 无 空气 泄漏 的 确认 ; ( 5 ) 压 力 设 定 的确 认 ; ( 6 ) 检 测 器工 作 的 确认 。 1 . 5 . 4芯 轴 无负 荷 旋转 试 车
所示 。
旋转测试 : ( 1 ) 电流 , 电压 ; ( 2 ) 轴承温度; ( 3 ) 马达转速 ; ( 4 ) 各部 件不正常现象 的存在 ; ( 5 ) 润滑和干油条件的确认 ; ( 6 ) 轴承的震动; ( 7 ) 噪音 ; ( 8 ) 平稳 旋 转 。 1 . 5 . 5卷 筒旋 转 测 试 相对 卷 取 机旋 转 确定 :
卡罗塞尔卷取机的工作原理12-21

卡罗塞尔卷取机的工作原理卡罗塞尔卷取机布置在带钢导板台的后面,交替地用两套张力卷筒卷取带钢。
它由双卷筒及其传动系统、胀缩机构、共享的大转盘及其传动系统(图2-5)、外支撑和压力辊组成。
1a、1b卷筒2a、2b头套3a、3b套筒4a、4b涨缩缸5齿轮箱23芯轴6 转盘减速箱7联轴器17减速箱13a、13b电机22a、22b联轴器图2-1芯轴式双卷筒卷取机1.1 主传动系统工作原理传动系统是卡罗塞尔卷取机的核心部分,芯轴式传动系统卷取机的传动示意图如图2-1所示,传动系统由电机、联轴器、齿轮减速箱、外空心长轴、内空心长轴、芯轴、齿轮机构组成。
两个卷筒分别有各自的减速机构传动,电机到卷筒的传动路径为:电机—联轴器—减速箱—齿轮箱—卷筒。
1.2 卷筒结构工作原理卡罗塞尔卷取机卷筒部分工作原理(如图2-2)如下:图2-2卡罗塞尔卷取机卷取过程当带钢出连轧机最后一架机座,经磁性皮带送入卷取机1号位置的卷筒1,如图2-2(a)所示,卷筒1处于胀径状态,在助卷器的助卷下卷取,进入稳定的卷取状态后助卷器让开,大转盘在大转盘驱动系统(图2-5)的驱动下转动180°,如图2-2(b)所示,1号位置的卷筒1在卷取状态下转到2号位置,卷筒1加速到卷取速度继续进行卷取,如图2-2(c)所示,同时2号位置上的卷筒2转到1号工作位置,并作好下一卷的穿带卷取准备;当2号位置卷筒1上带卷达到额定卷重后,通过传感器,张力辊压下,启动滚筒式飞剪机剪断钢板,带卷在三个压辊作用下将甩尾带钢卷好,然后卷筒1缩劲,卸卷,卸卷小车运走钢卷,与此同时1号位置上的卷筒2启动并逐渐达到喂料速度,开始穿带卷取,如图2-2(d)、(e)所示;至此,卷取机完成一个回转工作周期;当达到图2-2(a)的状态时大转盘再次转动,重复前述步骤。
卷筒在卸卷位置由外支撑提供辅助支撑,卷筒直径的改变由外加扇形板实现,这种改变将不影响成品的质量。
2 卡罗塞尔卷取机的主要构件如上图2-1所示,芯轴外套式双卷筒卷取机的主要构件有:卷筒、大转盘、芯轴、减速箱、电机等部分。
卡伦塞尔卷取机结构特点工作原理及制造难点的分析研究

卡伦塞尔卷取机结构特点工作原理及制造难点的分析研究【摘要】本文对卡伦塞尔卷取机(双卷筒卷取机)机型的组成及优点,两种机型结构特点,工作原理以及制造加工难点进行了分析和介绍。
对新的设备设计具有指导意义。
【关键词】卡伦塞尔卷取机;组成及优点;结构特点;工作原理;制造难点1、前言卡伦塞尔卷取机是一种新型的主要应用于全连续式带钢冷轧生产线成品带材卷取的双卷筒卷取机。
该设备属于大型高速回转类机器,其内部驱动系统的构造相当复杂(传动级数多,传动轴结构特殊并且长度很长),无论是在设计上,还是在加工制造和组装试车上,都属于技术要求和实施难度非常高的冶金机械设备。
目前设计和制造这种卷取机的外国公司有日本三菱—日立公司、德国西马克—德马格公司、西门子奥钢联公司等,中国公司有中国第一重型机械股份公司、中冶陕压重工设备有限公司、常州宝菱冶金设备制造有限公司等。
卡伦塞尔卷取机的最大优势是能以高速度、高效率、全连续的方式卷取成品带钢。
该设备在国外已得到广泛使用。
进入二十一世纪后,国内诸家大型钢铁用户在带钢冷连轧生产线上也首选使用。
其中除宝钢1800冷轧是从国外整机引进外,其他厂家(如益昌薄板、衡水薄板、鞍钢、攀钢、马钢、邯钢、本钢、首钢等)随后也已经陆续选用或准备选用这种卷取机。
2、卡伦塞尔卷取机主要组成及其优点卡伦塞尔卷取机布置在TCM冷连轧机组轧机出口区域带钢导板台之后,由两套带张力的卷筒3600交替旋转实现对连续轧制出的带钢进行成卷卷取。
该设备主要由主电机(两台)、齿式联轴器(两套)、双输入传动箱(又称初级减速箱)、主转盘(又称大回转箱或大转盘,含两套张力卷筒的传动齿轮系)、回转定位装置(又称回转支撑,包括电机、联轴器、抱闸、减速机、支撑滚轮、旋转小齿轮及锁紧机构等)、张力卷筒(两套,含卷筒胀缩机构和旋转接头)、排油装置(分旋转集油器和固定集油槽)、盖装配(即大转盘操作侧正面的封闭盖)、外支承(两套,分入口侧和出口侧)、压紧辊装置、皮带助卷器、安全罩、机上配管(分液压、润滑)及机上配线等组成。
卡罗塞尔卷取机张力控制系统的研究

间 的张力发 生 波动 , 直 接造 成产 品厚 度不 均 , 将 或 者在 卷筒上 卷绕 不齐 甚 至断带 。因为在 第 5机架
辊 缝 与轧制 力 保 持不 变 的情 况 下 , 变 轧 制带 钢 改
Hale Waihona Puke 的张力 , 出料 厚度将 会 变化 。因此 , 通过 对卷 取机
的 张力 进行 控 制 , 消 除影 响张 力 恒 定 的各 种 因 可 素, 以保 证无 论 在匀 速 轧 制 或 加 减 速 过 程 中卷 取
惯量 , J一( 4 ×g k GD / ) , g・m ・S ; 为 角速 度
C一2r/ 0 O r 6。 n
制 , 系统 采 用最 大 电 流控 制 法 , 通 过 P C计 本 即 L 算 出 电流调节 器 的给定值 来 对卷 取机 的 电动机 进
本 体 由大转 盘和 2个卷 筒 构 成 , 轧 机 出 口距 离 离
很 近 , 而达 到节 省空 间 , 从 紧凑 布局 的效 果 。 大 转 盘 由 1台 1 0 k 矢 量 变 频 电 机 驱 1 W 动 , ] 大转 盘 的上方 和下 方各 有 1 凸起 部分 , 个 其
作 用是 当 1号 、 卷筒切 换 时 大转 盘 需要 旋 转 , 2号 这 时下方 凸块 左 侧 的挡 块 打 开 , 其 通 过之 后 关 使 闭, 同时右侧 的挡 块 打 开 直 至上 方 的 凸块 转 到 下 方 左右挡 块 之间后 , 右侧 挡块 关 闭 , 以起 到 固定 大
图 1 梅 钢 卡 罗 塞 尔卷 取 机 基 本机械 结构示 意 图
王 首峰
卡 罗 塞 尔卷 取 机 张 力 控 制 系统 的 研 究
・5 ・ 9
2 卡罗塞 尔卷 取机 的 张力控 制 系统
卡罗塞尔卷取机工艺措施研究

2.1 公转箱体 它是大型焊接结构件,由下箱体、上箱体组成,加工
精 度 高 ,各 孔 轴 承 档 的 精 度将 直 接 影 响 内 部 齿 轮 系 统 的啮合精度。各孔的平行度、垂直度均为 0.05 mm,各孔 的同轴度为 0.02 mm,孔距相互差为 0.02 mm,精度保证 很困难。工艺流程:下料寅拼接寅焊接寅矫正寅除应力 回火处理寅喷丸、涂防锈漆寅划线寅粗加工寅外圆(共 4 处) 进行堆焊寅堆焊外圆进行粗加工寅着色探伤,如 有缺陷,则进行焊补寅焊接工艺块寅哈夫面进行精加 工寅合箱寅内孔、尾侧外圆及平面半精加工及精加 工寅外圆半精加工及精加工寅装配齿圈寅配作销孔寅 箱体解体寅钻孔内各油孔寅去毛刺及清除铁屑寅成品
1 卡罗塞尔卷取机组成结构及技术参数
1.1 组成结构说明 卡罗塞尔卷取机主要由两套卷筒、公转箱体、齿圈、
驱动箱体、中心轴、底座、电机等组成。卷筒主要由卷取 轴、铜楔块、扇形板、拉杆组成,每个卷筒有其单独的传 动马达和一个带有内外齿圈、齿轴及小齿轮的齿轮传 动系统。 1.2 技术参数
卷取钢板厚度:0.17~1.0 mm; 钢板宽度:500~1050 mm;钢卷重量:最大 24000 kg 钢卷外径:2100 mm;钢卷 内径:419、508、610 mm(外扇形板);卷取速度:Max.1800 m/min ,卷取张力:Max.4200 kgf;减速比:大约 1/1.041。
齿圈是一种环类锻件,壁厚薄,易发生变形,而且模 数大,齿形精度在 7 级以上,部分工序要求与箱体组装 后 一 起 加 工 。工 艺 流 程 :熔 炼 寅 锻 造 寅 锻 后 回 火 寅 划 线寅粗车外圆、内孔及平面寅调质处理Байду номын сангаас半精加工外
作者简介:徐俊(1981-),男,江苏溧阳人,大学本科,主要研究方向:机械制造。
卡罗塞尔卷取机皮带助卷器装置的设计与改进
262管理及其他M anagement and other卡罗塞尔卷取机皮带助卷器装置的设计与改进杨 赞(河钢集团唐钢公司 高强汽车板有限公司,河北 唐山 063000)摘 要:文章通过对唐钢高强汽车板酸轧线出口卡罗塞尔卷取机生产过程中带钢尾部出现不规则的翘曲缺陷问题进行了全方位分析,对皮带助卷器进行了改进,设计了一种有效的装置来保证卷取剪切后的带尾质量,满足酸连轧产线高速度、快节奏的生产要求,不影响其他设备的功能精度,同时减少卷取机工作强度,降低卷取过程难度。
关键词:卷取机;皮带助卷器;甩尾;保护中图分类号:TG333 文献标识码:A 文章编号:11-5004(2021)18-0262-2收稿日期:2021-09作者简介:杨赞,男,生于1988年,硕士研究生,工程师,研究方向:酸轧产线设备维护质量。
卷取过程是冷轧板带生产过程中的重要工序。
卡罗塞尔卷取机,如图1所示;是冷轧产线广泛应用的卷取设备,其能够在生产线连续运行的同时通过卷取机大盘的旋转对钢卷同时进行卷取和卸卷。
卡罗塞尔卷取机的两个位置分别为卷取位和卸卷位。
当在卷取位的时候,通过皮带助卷器来帮助带钢开始进行卷取工作,通过卷取机的旋转对带钢进行卷取和下卷,从而保证酸连轧产线连续、稳定的运行。
当卡罗塞尔卷取机的工作模式为卷取位时,利用皮带助卷器,如图2所示,来帮助带钢实现顺利卷取,带钢达到设定卷径后,轧制程序控制飞剪完成对带钢的分卷剪切。
由于飞剪至出口芯轴存在一定的距离,卷取过程中卷取机与末机架间存在张力作用,由于剪切速度快,当飞剪完成剪切操作时,出口芯轴至飞剪处的带钢会瞬间失张,此时切断的带尾会拍打在皮带助卷器的下小臂框架上,致使带钢尾部出现不规则的翘曲缺陷。
我公司生产的酸轧成品一般分为两部分,一部分为冷硬产品直接打包进行销售,这部份产品如果带尾存在翘曲会影响打包工序的进行,对产品的外观造成很大影响,并且直接影响产品的合格率;另外,冷轧产品很大部分是需要送到连退或者镀锌去进行后处理加工的。
卡罗塞尔卷取机运动特性分析及结构设计
个人职业生涯规划(含简本)我的职业生涯规划找到一份理想的工作并不是容易的事情,我意识到成功需要规划和努力。
在未来的几年中,我计划在以下三个层面上实现我的职业生涯规划。
学术方面我想成为一名成功的数据分析师。
我将努力获得数据分析方面的更多知识,不断提高自己的技能,并定期参加研讨会和培训。
我还将努力通过 MOOC 在线课程获得更多的学习资源。
工作方面在初步即将步入职场之际,我计划从最基础和最简单的工作开始,积累工作经验。
在此基础上,我将寻找与我的专业相关的传统和网络职位,并竭尽全力展示自己的专业实力。
在未来的五年内,我希望成为一名重要的高级数据分析师或数据科学家,并在业内树立声誉,为自己的公司和行业做出贡献。
自我方面我认为成功的关键在于自信心和决心。
在自我方面,我将继续提高自己的自信心和意志力,保持积极的心态。
我还将尝试新的、具有挑战性的任务和项目,不断挑战自己的极限。
我还将参加社交和志愿者活动,建立更多的人际关系和社会价值,推动自己和社会的发展。
总结我的职业生涯规划有三个方面:学术、工作和自我。
在学术方面,我将通过 MOOC、研讨会和培训不断提高数据分析的技能。
在工作方面,我将从基础出发,积累工作经验,并在五年内成为一名高级数据分析师或数据科学家。
在自我方面,我将努力提高自己的自信心和意志力,并参加社交和志愿者活动,建立人际关系和社会价值,推动自己和社会的发展。
企业就是一个机会不等门的平台,想要挑战自己却又害怕不敢尝试,想要解决痛点却又为找到叫打滴滴的人而困惑。
“不怕80后不是更怕在90后。
”90年后的孩子们,走出去,勇敢的闯荡世界吧!。
卡罗塞尔卷取机安装技术
卡罗塞尔卷取机安装技术发布时间:2023-03-08T01:57:17.376Z 来源:《中国科技信息》2022年19期第10月作者:刘正楚雅杰[导读] 卡罗塞尔卷取机安装关键技术系统研究解决了设备偏差测量与平板倾斜装置技术的关键安装的技术要求问题及其他设备偏差的精确测量装置技术中的一些关键安装技术难题建立并完善起了空间线传递法的安装刘正楚雅杰(山东钢铁集团日照有限公司山东日照 276800)摘要:卡罗塞尔卷取机安装关键技术系统研究解决了设备偏差测量与平板倾斜装置技术的关键安装的技术要求问题及其他设备偏差的精确测量装置技术中的一些关键安装技术难题建立并完善起了空间线传递法的安装、平底板倾斜安装法的砼管技术、轴承座误差的精确测量系统技术、模拟轴承座预紧技术等四个关键安装的技术。
该系列的产品,更有效地解决提升了用户对转盘卷取机现场设备安装施工的安全快捷和高效经济的需求,也改善提升了在传统设备安装上的现场布置和施工效率,从而缩短了安装时间,减少了安装施工设备的成本,并带来了良好的经济效益。
而随着中国冶金科技事业的发展,越来越成熟以及用户对高品质冷轧钢要求也得在不断的提高,卡罗塞尔卷取机的安装调试技术应用也将随着其科学的安装施工调试工艺而得以广泛应用,有着良好广阔的前景。
关键词:卡罗塞尔卷取机;安装技术;工作原理1.卡罗塞尔卷取机的工作原理卡罗塞尔式卷取机的基本操作原则:当一个卷筒在卷取后,另一卷筒则应在不卷取时使用。
当钢卷直径将超过所设定要求的最大钢卷长度时,飞剪型输送机前端的夹送辊将被压下[1],而助卷机构也将上升,使钢卷始终稳定在的最大助卷水平【1】。
同时,处于上方的转向机构的压辊迅速压下,机组产线速度到达设定的剪切速度,卷取机辅助卷取机构上压辊下落,鼓型飞剪剪切带钢。
接着卷轴就开始进行卸载,卷取机辅助卷取机构下压辊抬起。
当卸卷小车在卸卷位置提升托住了钢卷后,卷取机辅助卷取机构的上下压辊被收缩,卷筒缩径开始动作,使卷筒缩径。
论冷轧卡伦塞尔卷取机施工难点及分析

论冷轧卡伦塞尔卷取机施工难点及分析摘要:卡伦塞尔卷取机是一种全连续式、高创新型的卷取机,应用在冷轧工艺的带钢生产线上,卷取成品带材的双筒卷取机,属于大型高速回转类设备,该设备以高效率、连续卷取带钢作业,设计在连轧机出口之后。
该工程卷取机需要保证两个卷筒芯在同一立面内旋转,且卷筒水平度要满足规范安装要求。
关键词:全连续、双卷筒、交替、张力卷筒、水平度、偏移倾斜法1.前言1.1工程概况冷轧工艺的带钢生产线工程的卷取机是全连续工作的卷取带材,以高速度、高效率、全程连续的方式卷取带钢,属于大型高速回转类设备,设计在连轧机出口之后,工作状态和非工作状态分别使用张力卷筒进行卷取带钢。
卡伦塞尔双卷筒卷取机需要保证两个卷筒芯在同一立面内旋转,且卷筒水平度要满足规范安装要求。
1.2卡伦塞尔双卷筒卷取机简介卡伦塞尔卷取机主要由回转箱体、回转箱体旋转机构、主减速箱、主电机、外支撑和压辊构成,分为工作状态和非工作状态,卷取的卷筒靠液压进行推拉操作,通过各自单独设计的传动液压马达系统和齿轮传动系统带动楔块进行卷取涨缩。
图1卷取机构造图两个自带楔块的液压卷筒安装在同一个回转箱体上,凭借主电机传动主减速箱变速来完成全自动的交替方式工作。
卷取机其中一个卷筒在带钢工作状态位置时是被一组托辊装置支撑和带动连杆的油缸锁定机构把旋转机构锁定,另外一个卷筒旋转至非工作状态位置,双筒卷取机就这样以其连续的、高效的方式带钢进行卷取,它设计在进带钢的导板台后方,交替更换地运用两套卷筒的张力来带钢卷取。
图2 卡伦塞尔卷取机卷取带钢的操作过程图2.托辊装置安装调整托辊底座使用车间设计的起重机进行吊装就位,在卷取机横向偏移中心线(TOC)和托辊纵向偏移中心线(TSC)悬挂钢线,进行横纵中心线的初调整,调整完成后两侧托轮的标高用精密水准仪进行测量,使两侧数值在±0.05mm范围之内;轴向水平度用0.02mm/m的框式水平仪进行测量,控制在0.05mm/m范围之内。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
称 为转盘式 双卷 筒张 力卷 取机 。该设 备 主要完 成 将 带材卷 取成 钢卷 的动作 ,以方便 成 品钢板 的仓 储 和运输 。卡罗塞 尔卷取 机 1号卷筒 通 过胀 缩油 缸 回拉斜 楔使 卷筒胀 开 ,电机 驱动 齿轮 箱使 卷筒
卡罗塞 尔卷取 机工 作可靠 性高 ,能 满足 生产 线 的高速 、连续 生产要 求 。卡罗 塞尔卷 取机 设计 合理 ,结 构 紧 凑 ,能 节 省 安 装 空 间 4 % 左 右 。 0 在生 产线上 布置 卡罗 塞尔卷 取机 后 ,减 少 重复 的 转 向 装 置 、穿 带 装 置 、助 卷 器 、卸 卷 小 车 等 设
转动 ,在皮带助卷器的辅助下 ,薄钢带紧贴在卷
筒 上 ,先慢后 快将 带钢 卷取成 钢卷 。卷 取完 成 时 由飞剪将 带 钢切 断 ,卷 筒通 过胀缩 油缸 推动 斜楔
备 ,可节省厂房空间 ,减少投资( 相对于传统布
置 的双卷取 机 ) 。
使卷筒缩小 ,由卸卷小车托起钢卷将钢卷从卷筒
上卸下 ,完 成卷取 。在 1号 卷筒 卷取 时 ,卡罗 塞
自主设计卡罗塞尔卷取机提供了依据。 关键词 :卡罗塞尔卷取机 ;行 星齿 轮 ;三层 空心轴
中图分类号 :T 2 7 P 3 文献标识码 :A 文章编号 :10 —16 2 1 )5— 0 — 4 0 1 9 X(0 10 0 5 0
An l ss o t uc ur nd m a n e hn c lpa a e e s a y i fsr t e a i t c i a r m t r
在1号卷筒卷取时卡罗塞卡罗塞尔卷取机用途广泛既可作为开卷机尔卷取机的大箱体同步进行公转在1号卷筒完使用又可作为卷取机使用用于热轧冷连成第一卷的卷取前2号卷筒就转到待卷位1号轧一些大型连续工艺生产线如镀锌彩涂等
・
5 ・ 8
重 型 机 械
卡罗 塞 尔 卷取 机结 构 和 主要 技 术参 数 分 析
bcueo i d at e.I o bnt nwt teata po c epr ne teC r ue r l p , t c eas ft avna s ncm i i i h c l r et x e ec , h a o sl e e t e s u— s g ao h u j i r e ry r
tr n i a a t r ae a ay e .T e a ay i r s l p o i e or lt e meh d f r te i d p n e t u ea d man p rmee s r n l s d h n lss e u t rv d s a c re ai t o o h n e e d n v d s n o a o s lr ee . e i fC r u e e lr g Ke r s a o s lr ee ; p a ea y g a ;til — y rh l w s a t y wo d :c r u e e l r ln tr e r r e l e ol h f p a o
Ab t a t sr c :T e c ro s lr ee a e o t e f s o t n i h r d cin l fc n i u u od r l n l h a r u e e lrh s b c meh rt pi n t e p o u t i o o t o s c l ol g mi i o o n n i l
1 前 言
卡罗塞 尔 卷 取 机 ( ar sl e s n R e) C r u e T n i e1 又 o o
卷 筒完成 卷取 后 马上切换 到 2号卷筒 进行 下 一个 钢 卷 的卷 取 。上述 过程是 连续 的 ,因而 能实 现连 续 的卷 取作业 ,从 而保证 机组 始终处 于 连续 生产
f r Ca r us lr ee 0 r o e e lr
M EIRu. n mi
( h nzo al gHev C aghuB o n ay& Id sil cieyC . t,C a ghu2 3 1 ,C ia i nuta Mahnr o,Ld hnzo 10 9 h ) r n
尔卷取机的大箱体同步进行公转 ,在 1 号卷筒完 成第一卷的卷取前 2号卷筒就转到待卷位,1 号
收稿 日期 :2 1 O 2 ;修订 日期 :2 1 6— 5 0 l— 4— 8 0 1—0 0 基金项 目:江苏省科技成果转化专项资金
作者简介 :梅如敏 ( 97一) 17 ,女 ,常 州宝菱重工 机械有 限公 司
工程师 ,从事轧钢机械设 备设计工作 。
( 酸轧 ) 生产线 。但 国内相关 的文献报道 不多 ,
重 型 机 械
・5 ・ 9
对 其结 构还 没有 系统 的分 析研 究 。 因此 ,本 文从 类 型 、结 构 及主 要技 术参 数等 方 面对卡 罗塞 尔 卷 取 机进行 系 统分 析 、总结 ,为 自主设 计 卡罗 塞 尔 卷取 机提 供一 些设 计 方法 和经 验 。
卡罗塞尔卷取机用途广泛 ,既可作为开卷机 使用 ,又可作 为卷取机使 用 ,用于热 轧、冷连 轧 、一些大型连续工艺生产线 ( 如镀锌 、彩涂 ) 等 。由于生产线条件及产 品要求的限制 ,卡罗塞
尔 卷取 机 在 冷 连 轧 ( 轧 ) 产 线 中应 用 最 多 。 酸 生 自 20 00年 国 产 化 第 一 台 卡 罗 塞 尔 卷 取 机 以来 , 国 内已生产几 十 台该类设 备 ,主要 应用 于冷 连轧
梅 如敏
( 常州宝菱重工机械有 限公 司 ,江苏 常州 231) 109
摘
要 :由于卡 罗塞 尔卷取机具有 连续 卷取 、效 率高 的优 点 ,成为冷 连轧生产 线首选卷 取设备 。
本文介绍了卡罗塞尔卷取机的类型 ,分 析了其结构 ,计算 了张力矩 、电机功 率 、减速 比技术参 数 ,为