04 Corona SPC 操作指南
质量管理SPC软件操作教程。

附:QC 实验规程(SPC3000部分) 例1一车间欲对某零件的生产过程用控制图进行工序控制,为了作出控制图,从生产出来的产品中按产品的时间顺序抽出10组样本,每组样本容量为n =5,数据如表1所示,试用SPC3000软件作出R X 控制图,并利用控制图对生产过程进行分析。
作图步骤:1.打开软件主界面,进行必要的设置“设置”→双击“过程/质量特性”,如下图所示:1) 在右边区域上,单击鼠标右键,选择弹出式菜单“新建文件夹”,右边区域将显示一个文本框,输入文件夹名称(这里假定文件夹名称为“AA”),按回车键或单击一下鼠标左键即该过程文件夹新增成功。
如下图所示:2) 单击“AA”,然后在右边区域上,单击鼠标右键,选择弹出式菜单“新建过程”,右边区域将显示一个文本框,输入过程名称(这里假定过程名为“BB”),按回车键或单击一下鼠标左键即该过程新增成功。
3) 单击“BB”,然后在右边区域上,单击鼠标右键,选择弹出式菜单“新建质量特性”,选择“计量型”,将跳出一对话框,进行该质量特性的设置。
如下图所示:单击“确定”,完成质量特性的设置。
2.进行质量特性的数据采集“数据”→“过程/质量特性采集”→选取质量特性CC,如下图所示:单击“确定”,进入数据采集界面,如下图所示:在“数值”栏或“采样值”栏中输入各组数据,输入一组数据后单击“数值”栏后面的“保存”图标,保存数据。
同时右边的图形窗口将会自动绘制出控制图。
X 图,如下图所示。
界面左下角是“层别信息”将10组数据输入后,系统自动画出R框,可设置层别信息;右下角是“统计量”框,显示了该零件质量特性和生产过程相关数据信息。
如Mean代表X,Cpk代表工序能力指数。
从表中数据可看出Cpk的数值呈红色,说明该生产过程工序能力不足。
3.进行数据分析在系统主界面点击“分析”→“质量特性/短运程分析”,将跳出“数据分析条件选择”对话框,在对话框中进行设置,如下图所示:单击“确定”,系统将跳出“数据分析”界面,界面左边是统计量表区,显示该零件质X 控制图区,右下方是采集数据表区,显量特性和生产过程相关数据信息,右上方是R示各组数据的相关信息。
Corona_Manual

CORONA SPC系统使用手册版本: 2.0.0.5编写:SAE ITD日期: 05/2/25SAE Magnetics (H.K.) Ltd. - D5Tel: (86-769) 2810033 Ext. 2955, Fax: (86-769) 2811524前言Corona SPC 应用系统是根据《常规控制图》的具体内容结合SAE的实际生产情况开发的,目的是用于建立统一符合规范的Shewhart Control Chart,同时为全厂的数据采集提供准确的数据来源和工序控制提供参考依据。
本系统适用于有相似工序流程的所有制造业单位,同时也可以作为其他行业的资料汇总和监控。
对于SAE本软件主要用在各个工序生产过程中,按照QCFC填写Project , Process , Defect Code , OOC Cause Action ,User ID申报表,由系统管理员进行权限分配、SPC 统计员进行Process Setting,SPC OOC责任人进行Chart Setting 和OOC Remark 以及更新控制界线,SPC 入数员工按班次输入数据,系统可以自动完成数据的统计和报警,对于不同的工序,可以根据实际情况设置不同的判异规则。
SAE Magnetics (H.K.) Ltd. - D5Tel: (86-769) 2810033 Ext. 2955, Fax: (86-769) 2811524系统用户2.1 SAE SP 和各个BU各个工厂均设置一名SPC 协调人,来统筹该工厂的SPC 工作,各部门设置SPC 推进人一名,来组织实施SPC推行工作,另外每个部门还应该有SPC 统计员一名,SPC OOC 责任人多名,SPC 入数员工多名。
2.2 SAE 供应商及其他合作伙伴具体人员设置参考SAE,可以自行设置。
如何获取和安装本系统3.1 获取本系统与使用手册可以从以下地址获取最新版本:\\10.10.1.108\APPSHARE\CORONA3.2 安装如果采用Client-Server 结构,客户端只需复制Client 快捷方式即可(Corona_Client.exe)如果需要安装到客户端,则需要运行安装程序setup.exe,双击安装(界面如下图所示),完成后可以在桌面和开始菜单中找到快捷图标。
SPC系统操作手册复习进程

每日异常处理 方法
4.“相应的品质控制参数及产品异常曲线”显示如下
相应的品质控 制参数
产品异常曲线 XBAR曲线上 的点全在控制 中心线以下
从图表上可以看出产品虽然合格,极差值也不大,稳定性也很好,但曲线 上的点全在下极限附近波动,有超下限的风险,且不符合SPC管控要求。
每日异常处理 方法
针对上述异常我们有两个方向进行调整:
新增车种及新的管理项 方法
1.点击系统管理,出现以下界面:点击登录。
新增车种及新的管理项 方法
2.进入如下图所示界面:
产品详细信息及内 部管控规格录入
登录及修改信息 备注
异常报警条件 选择项
最后点击登录,完成新车种/新 管控项的新增。
产品CPK等相关质量指数信息调取 方法
1. 点击个别分析,出现以下界面,选择要调取的产品并选定时间段,点击分析:
产品详细信息
选定时间区间 点击分析
产品CPK等相关质量指数信息调取 方法
2.产品信息及产品的各项质量指数显示如下:
产品CPK等相关质量指数
产品质量趋势图
系统的管理离不开 基础数据测量与收集
产品曲线条件管控与现场反 馈
产品规格 35.3-35.5
质量趋势图
系统的管理离不开 基础数据测量与收集
IPQC请及时把测量好的数据输入SPC系统中去,以备异常追溯的时效性.
每日异常处理 方法
1.点击 “异常现象分析”后出现的界面如下
选取一次异常, 并点击
筛选要查看的选 择项,
点击“查看”
显示要查看的选 择项
每日异常处理 方法
2.“点击一次异常”后显示异常详细信息
产品异常信息索引
异常类型显示
SPC控制图应用步骤简明教程

1. 收集数据
2. 建立控制限
3. 统计上受不 受控的解释
4. 为了持续控 制延长控制限
当过程受控时并经过过程能力评价满足要求时, 应可以延长控制限,以满足未来过程控制的需 要。如果过程中心线偏离目标值,可能需要针 对目标值进行调整。
过程能力和过程性能
计量型数据 过程能力和过程性能
1. 过程能力:仅适用于稳定统计过程,是过程固有变差的 6 范围,
2.子组数量:为了建立控制限,通常取25个子组,或更多个子组包含100或 更多个单值读数。
3.子组容量:较大的子组能很容易探测出较小的过程变化。一般2-5个样本。 4.子组频率:通常按时间顺序来取子组,目的是探测过程随时间发生的变化。
推荐的频率见附表所示
附表 推荐的子组频率
每小时产量
10以下 10-19 20-49 50-99 100以上
1. 计量型控制图
1) 单值与移动极差控制图(I-MR)。 【 样本量n=1】 2) 均值极差控制图(XBar-R图); 【样本量2 ≤n ≤9】
~ 3) 均值与标准差控制图(XBar-S图);【样本量n ≥10】
4) 中位数与极差控制图(X-R图);
2. 计数值控制图
1) 不良率控制图(P图); 2) 不良数控制图(NP图); 3) 缺点数控制图(C图); 4) 单位缺点数控制图(U图)。※
drσ ≥50%
评价 接近稳定 不太稳定
不稳定 很不稳定
6西格玛相关
(一)连续型数据的流程能力
流程的西格玛水平:Z值 Z值可以描述流程的不合格率P(d)
ZUSL =
USL-X
ZLSL =
X-LSL
CoronaSPC培训教程(设置篇)
CoronaSPC培训教程(设置篇)随着信息化的快速发展以及智能化办公环境的构建,SPC (统计过程控制)作为一种重要的工业质量管理方法不断被应用于企业中。
为方便管理人员更加深入了解SPC统计分析的使用,CoronaSPC针对该领域推出了CoronaSPC培训教程,其中SETUP篇是其中的重要一部分,接下来本文将对其进行详细介绍。
一、建立工作簿CoronaSPC软件的SETUP模块最先需要进行的操作是建立一个工作簿。
根据不同的工厂生产情况,可设置各种不同的工作簿,将需要统计的生产数据进行分类,进行有效管理。
同时,工作簿中可添加表单、分类和分组的命令,实现对生产数据的多角度统计分析。
建立一个工作簿的具体操作方式如下:1. 在CoronaSPC软件首页点击“SETUP”模块进入界面。
2. 在出现的工具栏中,点击“File”按钮,弹出选择框。
3. 在选择框中选择“New”功能,弹出”New CoronaSPC Workbook”对话框,填写相关信息,即可创建新的工作簿。
4. 根据需要,在新建的工作簿中添加表单、分类和分组的命令,便于后期数据统计分析。
二、设置控制图参数建立好工作簿后,CoronaSPC软件需要针对不同的生产数据,设置不同的控制图参数(如X-R控制图、P控制图、C控制图等)。
这些参数的设置将影响控制图的显示、数据分析、样本大小等多个方面。
因此,正确设置控制图参数是保证控制图的有效性和此后SPC数据分析的关键步骤。
设置控制图参数的具体操作方式如下:1. 在工作簿中选择需要绘制的控制图,如X-R控制图。
2. 在弹出的控制图设置界面中,填写相关参数,如样本区间数目、并设置横纵坐标和图例格式等等,并为图形选择颜色和线型等绘图属性,最后点击“OK”保存设置即可。
三、设置数据源设置好控制图参数后,CoronaSPC软件需要对统计控制的数据源进行设置,即将生产数据从数据库、电子表格或文本文件中传递到CoronaSPC软件中进行数据分析。
SPC操作手册

广州太友计算机科技有限公司
QSmart SPC Monitor 操作手册 P 控制图 P 图是通过观察产品的为合格品率来控制质量的,P 图单独使用,是计数型数据控制图中比较常 用的一种。
NP 控制图 不合格品数的 NP 控制图 NP 控制图和 P 控制图基本相同,不同之处在于 NP 控制图中各样本容量应恒定。
[注意事项] 如果控制图还未输入数据,此时系统会提示控制图没有数据;
广州太友计算机科技有限公司
QSmart SPC Monitor 操作手册 查看检验规则 查看任一控制图选择了哪些判异规则进行控制 1. 选择需要查看判异规则的控制图; 2. 从“信息查看”菜单下点击“判异规则”菜单;
[注意事项] 每一控制图的判异规则可能都不相同,系统对每一控制图可以单独设置规则进行判断。
良品率推移图 Y 图属于非标准的休哈特控制图,其主要对产品的合格率及产品的不良项目进
广州太友计算机科技有限公司
QSmart SPC Monitor 操作手册 行统计控制,红色虚线为良品率的目标值,没达到目标值的点均为异常点,良 品率目标值可以根据历史数据得到,也可设定为部门产品的品质目标值。 Y 图的适用场合: §1、只需对产品的良品率和不良项目进行一般性监控的场合。 §2、当用其它计数值控制图进行控制不适合的场合。 §3、对于 Y 图的选用,企业可以根据实际的情况而定。 排列图 柏拉图(排列图):表示每种缺陷在选择时间段的数量及累加后所占的百分比,系统显示前 9
QSmart SPC Monitor 操作手册
前言
随着我国经济的不断地发展及经济全球化的趋势,SPC 作为一种有效的质量管理工具已逐 渐被大家所熟悉,但如何结合企业的实际状况推行 SPC 确是很多企业面临的一个大问题,其中 有品质知识普及的问题,企业内部信息化程度的问题,企业竞争中的实施低成本等要求,根据企 业的实际需求,太友科技特推出 QSmart SPC Moinitor 及 QSmart SPC Analyst 分析软件产品,为 中小企业质量的过程控制提供全面的解决方案,从软件系统到质量管理的知识培训,太友科技将 为用户提供全程的服务支持。
Corona SPC 培训教程(设置篇)

Corona SPC 培训教程(设置篇)本篇内容主要介绍Process 的设置和Chart 的设置*统计员负责该部门的控制工序设置,根据QCFC要求,及时完成新Project 的工序设定。
*如果看不到新Project,进行Project Define,并向系统管理员,申请新Project 进行Process 设置。
*如果不存在某个参数,进行Parameter Define.命名规则,SP:大工序+小工序+参数缩写MP:数据类型(A/V)+产品名称(HGA/HSA)+工序名称缩写注意参数描述也不要重复,也不要随便更改参数描述,以免引起其他部门人员误解。
*在Process Setting中,用户可以指定该工序下所有chart 的判断规则和报警Email 地址。
并通过Upgrade选项来控制报警级别是否自动升级。
在这里请注意,如果你选择了“Upgrade”,则请你要分别给出Mode A,B,C,D的Email 地址,可以不用设定规则,但必须要Email 地址,否则报警升级后,将没有Email 发出。
如果有需要,也可以填写Remind Email address,为24小时,48小时报警但没有及时Remark 的点再次发送Remind Email.同时也可以在此定义数据信息的名称,如有特殊需要,请自行更改。
可以不输,而采用默认的。
还可输入相关的EWMA选项:Lambda 和 K 值。
*如果有设置错误,也可以在此修改。
*Chart Setting.包括两种情形,即标准值给定(SV)和标准值为给定(Wizard,向导式)首先看SV情形下。
需要给出SPEC值,无论是双边还是单边SPEC,都需要给出Target值,负责不会自动计算出相应的控制线。
选择相应的控制系数,墨认为3倍Sigma,即可自动得出相应的控制线以及Chart Level。
如果控制线不理想,可以调整控制系数,甚至手工修改控制系数,如改为2.58,回车确定。
SPC中级教程PPT课件教材讲义

制程能力调查
制程精密度Cp
1. Cp之计算 Cp = 差 Cp =
规格公差 =
6标准偏
Su - X 3σ
或 Cp =
T 6σ
X - Sl 3σ
22
双边规格时 单边规格时
制程能力调查
制程精密度
2. Cp之等级判断
1
SPC中级教程-1
2
Content
SPC之应用 SPC之推行步骤 制程能力Cpk分析
一般之制程控制模式 3
制程的心聲
統計品管 方法
人員
溶合所有
設備
相關資源
物料
以特定之
方法
方法
環境
去制造
輸入 制程/系統 客戶的心聲
產品或服務 客戶
提出
工程變更
輸出
及
特殊要求
ProcePsrsoCcoenstsrcoolnStyrsotlesmysMtoedmel model
焊锡炉检查 焊锡 剪脚修整 零件修理 QA配线检查 储存
决定管制项目 7
决定管制项目之目的:
✓ 体现质量特性 ✓ 控管制造过程
管制项目涵盖:
➢ 材料规格 ➢ 治工具规格 ➢ 制程关键参数 ➢ 产品关键尺寸(如:配合尺寸等) ➢ etc
实施标准化
五大标准之展开
8
❖ 图面
将客户所愿意购买的产品机能,以明确之数字与图形表示,代表产品 之质量标准
❖ 依Ca值大小可分为四级 等级Ca值
A
∣Ca∣≦12.5%
B
12.5%<∣Ca∣≦25.0%
C
25.0%<∣Ca∣≦50.0%
spc操作手册(详细完整版)
SPC操作手册SPC即统计过程控制(Statistical Process Control)。
SPC主要是指应用统计分析技术对生产过程进行实时监控,科学的区分出生产过程中产品质量的随机波动与异常波动,从而对生产过程的异常趋势提出预警,以便生产管理人员及时采取措施,消除异常,恢复过程的稳定,从而达到提高和控制质量的目的。
在生产过程中,产品的加工尺寸的波动是不可避免的。
它是由人、机器、材料、方法、和环境等基本因素的波动影响所致。
波动分为两种:正常波动和异常波动。
正常波动是偶然性原因(不可避免因素)造成的。
它对产品质量影响较小,在技术上难以消除,在经济上也不值得消除。
异常波动是由系统原因(异常因素)造成的。
它对产品质量影响很大,但能够采取措施避免和消除。
过程控制的目的就是消除、避免异常波动,使过程处于正常波动状态。
SPC技术原理:统计过程控制(SPC)是一种借助数理统计方法的过程控制工具。
它对生产过程进行分析评价,根据反馈信息及时发现系统性因素出现的征兆,并采取措施消除其影响,使过程维持在仅受随机性因素影响的受控状态,以达到控制质量的目的。
当过程仅受随机因素影响时,过程处于统计控制状态(简称受控状态);当过程中存在系统因素的影响时,过程处于统计失控状态(简称失控状态)。
由于过程波动具有统计规律性,当过程受控时,过程特性一般服从稳定的随机分布;而失控时,过程分布将发生改变。
SPC正是利用过程波动的统计规律性对过程进行分析控制的。
因而,它强调过程在受控和有能力的状态下运行,从而使产品和服务稳定地满足顾客的要求。
SPC 强调全过程监控、全系统参与,并且强调用科学方法(主要是统计技术)来保证全过程的预防。
SPC不仅适用于质量控制,更可应用于一切管理过程(如产品设计、市场分析等)。
正是它的这种全员参与管理质量的思想,实施SPC可以帮助企业在质量控制上真正做到"事前"预防和控制,SPC可以:· 对过程作出可靠的评估;· 确定过程的统计控制界限,判断过程是否失控和过程是否有能力;· 为过程提供一个早期报警系统,及时监控过程的情况以防止废品的发生;· 减少对常规检验的依赖性,定时的观察以及系统的测量方法替代了大量的检测和验证工作。
操作手册spc compact0004_CN

操作手册SPC compact板带对中系统:●操作单元●传感器系统BMI2-CP…/BMIH-CP/IM…●数字控制器SPC compact/SPCc0004安全信息:根据在工业实际生产中的应用先进经验,带钢控制系统的电气、机械设备是安全可靠的。
安全规程是为了避免人员伤害和财产损失。
关于工艺安全和操作安全的重要信息在本手册中将描述如下:CAUTION:为了避免人员伤害,该信息必须严格遵守。
ATTENTION: 为了避免损坏或破坏设备,该信息必须严格遵守。
NOTE: 该信息是为了响应工艺要求,应被设备使用人员严格遵守。
被提供的设备只能由有资质的人员进行运输、安装、连接、调试、维护和操作,这些人必须熟悉相关的安全规程和安装、调试说明。
所进行的任何工作必须由负责人员进行检查,负责人员要有合格资质。
这些有资质的人员必须由负责人员授权以保证设备安全。
自知人员应具备如下条件:●有专业资质和相关经验;●熟悉相关标准、规程、预防和避免事故发生的规程;●已培训并完全熟悉带钢控制系统的功能和操作条件;●能够预见和提前消除危险的状态。
对关于资质人员的规定和描述,见VDE0105或IEC364.即使是经过培训的人员也只能进行培训范围内的工作。
禁止无资质人员的使用。
工厂的下列条款必须确保:●应提供可以看到的安全信息和操作说明;●根据指令,可以看到操作条件和工艺数据;●应采取保护装置;●应执行规定的维护工作;●在电压不正常、温度升高、噪音、振动等情况下,维护人员应马上被叫来,电气设备应立即停止运行,以便查找故障原因。
本部分的描述是针对使用带钢对中控制系统的有资质人员的信息。
不包括无资质人员或工业应用信息。
只有操作手册中的所有说明被遵循,制造商才对设备进行担保。
设备的存贮/运输包装该装置必须采用透明塑料膜密封,内方一定数量的干燥剂并按海运要求加内衬。
包装箱上按照客户规定做标记。
运输货物必须按标明的位置进行运输和存贮。
应被避免包装箱,尤其是对塑料覆盖物的损坏。
CoronaSPC培训教程(设置篇)

CoronaSPC培训教程(设置篇)Corona SPX是一款功能强大的游戏引擎,它提供了一系列的工具和功能,使得开发者能够更轻松地创建出高质量的游戏。
其中,CoronaSPC培训教程(设置篇)是其基础之一,因为只有正确地设置CoronaSPC,才能使得游戏开发更为高效和顺畅。
在本篇文档中,我们将重点介绍CoronaSPC培训教程中的设置篇。
我们将为您详细讲解CoronaSPC的设置及其作用,以帮助您更加深入地了解和掌握CoronaSPC的实现和操作。
1.安装CoronaSPC首先,如果您还没有安装CoronaSPC,请前往官方网站进行下载。
CoronaSPC提供了完整的文档,您可以在该网站上找到所有必要的信息和安装指南。
安装完成后,打开CoronaSPC,您将看到一个类似于下图的界面:2.设置屏幕大小在CoronaSPC中,您需要设置游戏的屏幕大小。
这个设置将直接影响到您游戏的体验,因此,这个设置非常重要。
在CoronaSPC中,您可以通过以下步骤设置屏幕大小:1.选择“File”菜单中的“Project Settings”选项。
2.在“Project Settings”对话框中,选择“Application”选项卡。
3.在“Application”选项卡中,您可以设置屏幕的大小。
这个设置非常简单,您只需要在“Width”和“Height”栏中输入您需要的尺寸即可。
4.点击“Save”按钮来保存您的设置。
3.添加场景在CoronaSPC中,您可以添加多个场景来实现游戏的不同关卡和难度。
您需要执行以下步骤来添加场景:1.选择“File”菜单中的“New”选项。
2.在“New File”对话框中,选择“Scene”选项。
3.为您的场景命名并保存。
一个新的场景将被自动创建。
4.在左侧的菜单栏中,您可以看到您所创建的场景。
4.添加角色在CoronaSPC中,您需要添加角色来控制游戏的进程。
您可以通过以下步骤添加角色:1.选择“File”菜单中的“New”选项。
SPC操作手册2
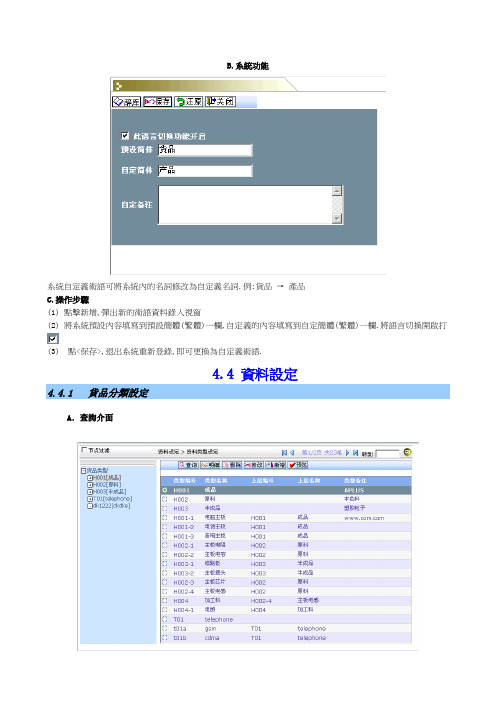
B.系統功能系統自定義術語可將系統內的名詞修改為自定義名詞.例:貨品→ 產品C.操作步驟(1) 點擊新增,彈出新的術語資料錄入視窗(2) 將系統預設內容填寫到預設簡體(繁體)一欄,自定義的內容填寫到自定簡體(繁體)一欄.將語言切換開啟打(3) 點<保存>,退出系統重新登錄,即可更換為自定義術語.4.4 資料設定4.4.1 貨品分類設定A.查詢介面明細介面:B.功能說明對貨品(如原料、半成品、成品等)進行分類,根據實際需要可分成大、中、小類等,系統沒有層次限制,可以任意細分下去,系統會將數據自動生成樹狀列表。
C.操作方法(1) [查詢介面]的操作請參考<數據查詢作業>幫助;(2) [明細介面]的操作請參考<資料明細作業>幫助。
D.操作細則(1) <貨品類型編號>:不能為空,不能重複;(2) <貨品類型名稱>:不能為空,可以重複,但建議不要有重複名稱;(3) <貨品上層分類>:為空時,表示此類型為最上層類型;<上層分類>清空的方法上按‘Delete’鍵刪除;選擇上層分類的方法有兩種:一是點選下拉清單選擇,數據不多時較方便;二是點選下拉清單旁的鈕在選擇作業中選擇。
<上層分類>不能與當前類別形成循環;如果<上層分類>改變,此類別下屬所有資料也會隨之改變;(4) <貨品類型備註>:說明用,可列印或導出此內容;輸入時可在從<辭庫>中載入數據;E.資料錄入操作提示(1) 如果在查詢介面中使用了過濾條件,如<視窗條件設定>、<節點過濾>、<系統權限設定>等,在數據新增或修改保存後可能不能在查詢數據表中顯示,此時便不能使用明細視窗中的操作當前記錄的功能按鈕(如修改、刪除等);(2) 刪除此類型時,如果存在下屬類型或有相關聯資料(如有此類別之貨品資料)則不能刪除。
Spc教程

0.20
0.25 0.30 0.35 0.40
1.6
1.5 1.4 1.3 1.2
0.05480
0.6681 0.08076 0.09680 0.1151
0.55
0.60 0.65 0.70 0.75
0.9
0.8 0.7 0.6 0.5
0.1841
0.2119 0.2420 0.2743 0.3085
xR
1.
2. 3. 4. 5.
图的编制过程
确定产品特性
确定过程特性 数据采集 计算控制限 调整控制限
xR图
x R 图——建立数据
计算均值及其变差
X1 X 2 X n x n
R=X最大值—X最小值
x R图——―初始研究”
研究阶段计算
R1 R 2 R k R k
PL = 1 – [3CP(1 + K)]
P PU PL 2 [3C p (1 K)] [3C p (1 K)]
PL 1 [3C P (1 K)]
PU 1 [3C P (1 K)]
P PU PL 2 [3C P (1 K)] [3C P (1 K)]
np p n
计算不合格品率的均值
n 1 p1 n 2 p 2 n k p k p n1 n 2 n k
计算上下控制限
UCL p p 3 p (1 p ) / n
LCL p p 3 p (1 p ) / n
不合格品率p图——计算控制限—I
0.45 2.75 0.50 2.50 0.55 2.25 0.60 2.00 0.65 1.75
0.002880 0.006210 0.01222 0.02275 0.04006
Corona SPC系统

6.3 失控与处理
实现自动监控 选择相关的控制图 并添加到Chart Box 中
•启动自动监控功能
7.1 统计报表
Corona SPC主要提供三大方面的报 表: 1、Variable CPK Summary Report 2、Project Yield Report and Process Yield Report 3、OOC Summary Report
課程大綱:
Corona SPC 概述 基本操作流程 工序参数设定 常规控制图设定 数据采集 失控与处理 统计报表 持续改进
1. 2. 3. 4. 5. 6. 7. 8.
1.1
新老SPC 系统区别
老系统在两个阶段 分为两个软件系统; 新系统两个阶段由 一个软件系统完成
工序改善阶段
QA5.1软件
工序维持阶段
使用最近数据更新 系统会自动利用历史数据计算出 控制界限,并提供预览功能,保存后 即启用新的控制界限
Corona SPC Software System
The End Thank you very much!
目前,在SP工厂,自动数据采集部分使用
连续5个Mode A升为Mode B 连续10 点中有4个Mode B升为Mode C
没有Mode C 升级为Mode D
4.1 常规控制图设定
标准值给定情形
标准值未给定情形
工序分析, 编制工序分析 报告,确定正确 的控制限
4.2 标准值给定情形
选择相应的控制参数及 控制分类(Category,即是 新产品,还是返修产品) 合理根据5M1E的数据分层原则来 进行控制图的设定 在Corona SPC 系统中,提供了六项 数据分层结构:
FriedSPC4软件操作手册范本

FriedSPC4软件操作手册FriedSPC是按非标量具要求,结合SPC质量管理系统,针对FRD量仪开发的测量分析软件。
具有精密测量,数据信息采集分析统计,辅助生产质量管理等特点。
此操作手册主要针对SPC测量分析工作站通用操作,而对于有特殊要求的综合检具或功能定制的SPC系统将在本操作手册的基础上另作附加说明。
FriedSPC4软件的主要功能:1,柱状或表格式显示测量参数的结果2,存储测量数据到数据库及QDAS文件3,测量数据SPC图示4,测量数据的查询与修改5,检具测头线性与零位校准6,不受控报警7,规定情形下强制测量校准件8,主界面英文支持9,联网获取其它工作站上的数据库10,提供更多的QDAS数据交换文件中的K值11,三级用户权限管理12,鼠标键盘及工业小键盘,触摸屏支持13,限制操作员电脑操作手册目录:一、登录界面;二、测量界面与测量方式及操作方法;三、选择程序四、菜单及操作按钮;五、实时SPC控制图界面六、数据查看界面七、表格测量界面八、保存与删除数据九、修改口令十、操作子菜单另有附件:一、关于系统设置的界面说明;二、关于测量设置的说明;三、其它管理员用到的设置与操作;四、关于安装与注册的说明1、登录界面开机运行已注册的程序后,便进入登录界面,显示如下,按F1~Fx选择用户,键盘输入口令,点击GO按钮或按回车键登陆。
用户名与权限,由管理员在用户管理中进行维护。
最多12名用户。
初始用户密码为空,进入测量系统后可以在修改密码界面中进行修改。
从测量界面,点击F11注销,可以返回到本界面,以便其他用户的登录。
本系统默认设置三个用户,并分别对应三级权限。
测量员默认为普通用户,只有操作量具,采集数据方面的功能。
管理员默认为超级用户,可以对系统进行设置,能使用所有功能。
质检员默认为高级用户,除测量员的权限外,可以对量具进行自检校正。
2、测量界面与测量方式及操作方法:登录后进入测量主界面,在测量界面的上方为测量信息,中间为测量工件的示意图或过程测量数据图,下方为测量结果的显示和公差信息,图中一个光柱代表一个测量参数结果,最下面为操作按钮。
SPC作业指导书

X XX 公 司 工 作 文 件 1 目的 1.1 运用 SPC(统计过程控制)管理手法,提高公司的品质管理水平。 2 范围 2.1 适用于新产品开发、过程控制和检验。 3 权责 3.1 生产单位:负责协助品保单位做好数据搜集作业。 3.2 品保单位:负责主导数据搜集及数据分析作业。 3.3 研发单位:负责调查发生原因,做出解决对策,矫正并预防再发生。 4 定义 4.1 SPC(Statistical Process Control):就是运用统计技术对过程中的各阶段进行监控, 从而达到改进与保证质量的目的。SPC 强调全过程的预防。 4.2 控制图:对过程质量加以测定、记录,从而进行控制管理的图,图上有中心线(CL)、上 控制界限(UCL)和下控制界限(LCL),并按时间顺序抽样统计描点。 5 作业步骤 5.1 初始过程能力研究 步骤一 策划 依据新产品的控制计划制定出示过程能力计划(包含过程阶段、产品特性、规格、 抽样计划、出示过程能力要求…等),在选定产品特性时重点考虑一些关键特性和模具、 夹治具的能力分析做控制。 步骤二 准备 准备好初始过程能力所需要的表格,针对负责人说明(包含表格的使用,分析的方 法,过程能力的分析判断…等相关知识) 。 步骤三 抽样记录 依据计划的抽样计划抽样并做记录(抽样数量≥30) 。 编 号 版 本 页 数 第 1 页,共 7 页
编 号 版 本 页 数
第 4 页,共 7 页
R d2
N d2 2 1.13 3 1.69 4 2.06 5 2.33 6 2.53 7 2.70 8 2.85 9 2.97 10 3.08
d. 计算新的极差与上下控制限
R新 = d2
SPC 作业指导书
X XX 公 司 工 作 文 件 编 号 版 本 页 数 第 5 页,共 7 页
corona渲染教程corona渲染器SSS材质详解的学习教程
corona渲染教程corona渲染器SSS材质详解的学习教程SSS在电脑绘图里,可以看为是光线穿透物体,并在其内部散射,产生颜色变化的效果,如果你要做出照片级的表现作品,这个技术在制作皮肤,蜡烛,牛奶之类的材质时必不可少。
在corona里SSS是如何产生的SSS效果在corona里计算很快,而且很容易设置,结合即时渲染更是方便快速,你只要根据材质实际情况来设置就可以了,没有什么需要“作假”的设置。
在制作散射(比如蜡烛或皮肤)和体积(雾和烟)方面,corona的表现极为出色。
在corona里,有两种材质可以支持这个效果,它们是Corona标准材质和Corona体积材质。
其中Corona体积材质是做烟雾的最佳选择,而Corona标准材质比较通用,基本能满足大部分的情况(折射,半透,皮肤,蜡烛,水果,液体等)散射效果制作1.Corona标准材质:要做出散射效果,首先要确认物体表面带透光属性,你可以用Refraction(折射),Translucency(半透)和Opacity(不可见)这三个属性来来控制。
散射效果只在固体表现使用,如果物体表面是无厚度的,那就要使用translucency属性。
以下是三种方法的特点:Refraction(折射):-在制作类似果汁,牛奶等液体材质时使用。
-折射=1和IOR=1,所产生的效果和opacity=1一样,但前者能产生反射效果。
-折射=1和IOR=1,所产生的效果和Corona体积材质一样,但前者能产生反射效果。
Translucency(半透):-在制作类似水果表皮或皮等表面使用。
-即使设置了半透,折射的光泽参数也只在折射启用时才有效。
Opacity(不可见):-在制作类似烟,雾,云等没有边界,不折射光线的半透表面时使用。
-Opacity=0,所产生的效果等同与Refraction=1+IOR=1,但前者不能反光。
-Opacity=0,所产生的效果等同与Corona体积材质,但前者不能反光。
SPC控制图使用步骤

计量型控制图公式
中心线
CL X = X 控制限
UCLX=X+A2R UCLR=D4R
CLR=R
LCLX=X-A2R LCLR=D3R
不合格品率图(P图)
单个子组内不合格品率
PI=NPI / NI NI : 被检零件的数量 NPI :发现的不合格零件数量 平均不合格品率:
CPL=
X-LSL 3 δC
X-LSL =
3(R/D2)
PPK
PP:性能指数 USL-LSL
PP=
6 δP
USL-LSL =
6S
PPK≤PP (双边公差) pPK等于PPU和PPL中的最小值。 δP :过程总变差, 可以用 S估计 USL:公差上限 LSL:公差下限
PPK
标准差S计算 (XI-X)2
使用现有子组大小的计算
δc=R/D2 R:子组极差的平均值 n :一个子组内样本的数量 D2:随样本容量n变化的常数
控制图典型特殊原因准则汇总
1、一个点距中心线超过3根标准差 2、连续7点在中心线的同一侧 3、6点连续上升或下降 4、连续14点交替上升或下降 5、连续3点中有2点距中心线大于2个标准差(同侧) 6、连续5点中有4点距中心线大于一个标准差(同侧) 7、连续15个点在距中心线一个标准差内(两侧) 8、连续8个点距中心线大于1个标准差(两侧)
公差说明
单边规格:只有规格上限和规格中心或只有 下限或规格中心的规格;如考试成绩不得低于 80分,或浮高不得超过0.5mm等;此時數據 越接近上限或下限越好﹔
双边规格:有上下限與中心值,而上下限與中 心值對稱的规格;此时数据越接近中心值越 好;如D854前加工脚长规格2.8±0.2mm;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
b. 将OOC 直接责任人(主管或工程师)的E-mail地址设置在Mode Email中
工序设定(报警级别自动升级) 2.2 工序设定(报警级别自动升级)
1.Machine No 2.Fixture 3.Part No 4.Marking 5.Shift 6.Batch
3.1 标准值给定情形
责任人: 各推进人
输入相应的数据分层元素 Machine No No需要选择输入
3.1 标准值给定情形
责任人: 各推进人
输入给定的标准值(SPEC),单边 SPEC是只需输入Target和单Spec 选择相应的控制系数,系统会 自动计算出CPK=1.0时的控制 界限,用户可以改变CPK来从新 计算. Chart level 有系统自动给出为 SV 如果有必要手动调整控制界限, 选择Manual Modify后可以更改. Chart Level 变为SV New
Corona SPC 软件em
A C
P D
課程大綱: 課程大綱:
1. 2. 3.
参数设定 工序设定 常规控制图设定
1. 参数设定
责任人: B3 Susan Li B6 MFG 推进人
依据QCFC设置参数
2.1工序设定
责任人: B3 Susan Li B6 MFG 推进人
收集大于25组的数据,用Excel保 存. 操作过程类似于计量值
3.3 持续改进
责任人: 各推进人
当控制图运行一段时 间后,需要更新以前 所设置的控制界限。
使用最近数据更新 系统会自动利用历史数据计算出 控制界限,并提供预览功能,保存后 即启用新的控制界限
Corona SPC Software System
依据QCFC选择控制图类型 填入数据采集的子组数 手工入数时的最大/小值限制 添加品质参数(选择式添加)
工序设定(报警级别自动升级) 2.2 工序设定(报警级别自动升级)
责任人: 各推进人
选择Upgrade,可使报警级别自动升级 升级规则如下: 连续4个Mode A升为Mode B 连续10 点中有4个Mode B升为Mode C 连续10 点中有4个Mode C升为Mode D
责任人: 各推进人
设置Mode B,C,D: a. 不需要设置OOC报警法则给这三个Mode. b. Email 设置: Mode B 的 Email= Mode A 的 + OOC 责任 高级主管或高级工程师 Mode C 的 Email= Mode B 的 + OOC 责任经理II和经理I Mode D 的 Email= Mode C 的 + OOC 高级经理
The End Thank you very much!
3.常规控制图设定 常规控制图设定
责任人: 各推进人
标准值给定情形
标准值未给定情形
工序分析, 编制工序分析 报告,确定正确 的控制限
3.1 标准值给定情形
责任人: 各推进人
选择相应的控制参数及 控制分类(Category,即是 新产品,还是返修产品) 合理根据5M1E的数据分层原则来 进行控制图的设定 在Corona SPC 系统中,提供了六项 数据分层结构:
标准值未给定情形(计量值) 3.2 标准值未给定情形(计量值)
责任人: 各推进人
Microsoft Excel Worksheet
收集大于25组的数据, 用Excel保存. 导入数据文件 系统自动计算出控制界限
标准值未给定情形(计数值) 3.2 标准值未给定情形(计数值)
责任人: 各推进人
Microsoft Excel Worksheet
工序设定(报警级别自动升级) 2.2 工序设定(报警级别自动升级)
责任人: 各推进人
步骤1. 在 Process setting 的 Mode Rule 对话框中的 Upgrade 前 "V", 打"V" 程序将自动升级 步骤2. 在 Process setting 的“Mode Rule” 对话框中的设置 Mode A,B,C,D. 设置Mode A: a. 将OOC报警法则都设置在 Mode A 中,