PLC编程实例(精选)
PLC 编程实例
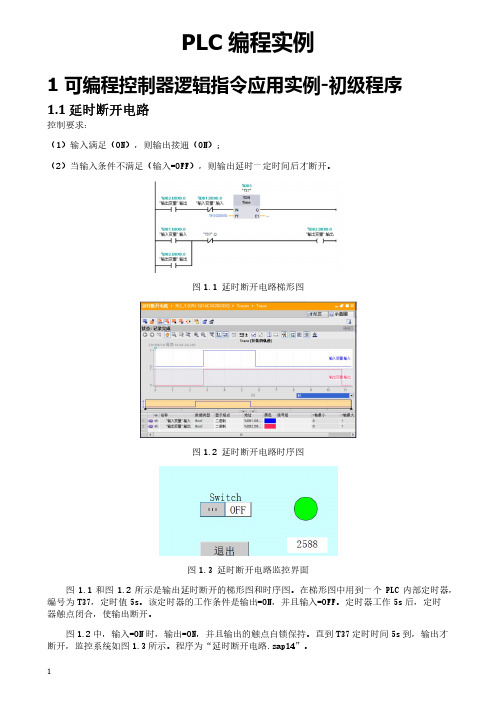
PLC编程实例1 可编程控制器逻辑指令应用实例-初级程序1.1 延时断开电路控制要求:(1)输入满足(ON),则输出接通(ON);(2)当输入条件不满足(输入=OFF),则输出延时一定时间后才断开。
图1.1 延时断开电路梯形图图1.2 延时断开电路时序图图1.3 延时断开电路监控界面图1.1和图1.2所示是输出延时断开的梯形图和时序图。
在梯形图中用到一个PLC内部定时器,编号为T37,定时值5s。
该定时器的工作条件是输出=ON,并且输入=OFF。
定时器工作5s后,定时器触点闭合,使输出断开。
图1.2中,输入=ON时,输出=ON,并且输出的触点自锁保持。
直到T37定时时间5s到,输出才断开,监控系统如图1.3所示。
程序为“延时断开电路.zap14”。
1.2 脉冲信号发生器脉冲信号是PLC中经常使用的控制信号,其实现方法主要有以下两种。
1.2.1 定时器法可以使用STEP7(TIA Portal)的IEC定时器来通过简单的编程产生一个脉冲发生器。
图1.4展示的是如何利用两个“TON”(接通延时定时器)来实现在输出端输出周期性脉冲信号的。
图1.4 两个接通延时定时器实现周期性脉冲信号梯形图“接通延时定时器”指令将使得输出端 Q 延迟一段时间接通,该时间通过 PT 来定义。
实现脉冲发生功能的描述如下:(1)“输入变量”.输入用于激活此脉冲发生器。
(2)“中间变量”.中间2的初始值为“False”,因此,下面一条接通延迟定时器T38“TON”开始计时。
(3)当接通延时时间到达的时候,标志 “中间变量”.中间1将被置位并且“输出变量”.输出获得 “True”信号。
(4)“中间变量”.中间1的“True”信号将触发上面一条T37的“TON”指令开始计时。
(5)当第二次接通延时时间到达的时候,标志“中间变量”.中间2被置位。
(6)“中间变量”.中间2 的 “True”信号将断开下面一条T38 “TON”指令的计时条件并中断该定时器,同时使“中间变量”.中间1被复位。
欧姆龙PLC编程实例(用三个开关控制一个信号灯)

欧姆龙PLC编程实例(用三个按钮控制一个信号灯)
一、要求控制过程:
用三个开关控制一个信号灯,奇数个开关接通时,信号灯亮。
其他条件时,信号灯灭。
二、电路硬件设计:
根据控制要求列出所用的输入/输出点,为其分配相应地址,其I/O分配表如下:
三、编程逻辑思维:本例可通过逻辑代数的计算或采用真值表的方法实现,分析要求列出真值表。
四、程序控制设计:
五、程序的执行过程:
(1).开关SA1闭合,输入信号0.00有效为ON, 输出信号100.00为ON, 信号灯HL亮。
(2)、开关SA2闭合,输入信号0.01有效为ON, 输出信号100.00为ON, 信号灯HL亮。
(3)、开关SA3闭合,输入信号0.02有效为0N, 输出信号100.00为ON. 信号灯HL亮。
(4).开关SA1. SA2. SA3同时闭合,输入信号
0.00/0.01/0.02均有效为ON.输出信号100.00为ON,信号灯HL亮。
(5).在其他情况下,输出信号100.00条件均不足,信号灯HL保持熄灭的状态。
六、编程心得:在这个编程实例程序设计中,通过真值表列出本实例中所有信号灯的工作情况。
逻辑关系清晰,程序简单。
适用于多远程控制,实现一个负载进行多地控制。
常见的几种简单的PLC编程实例
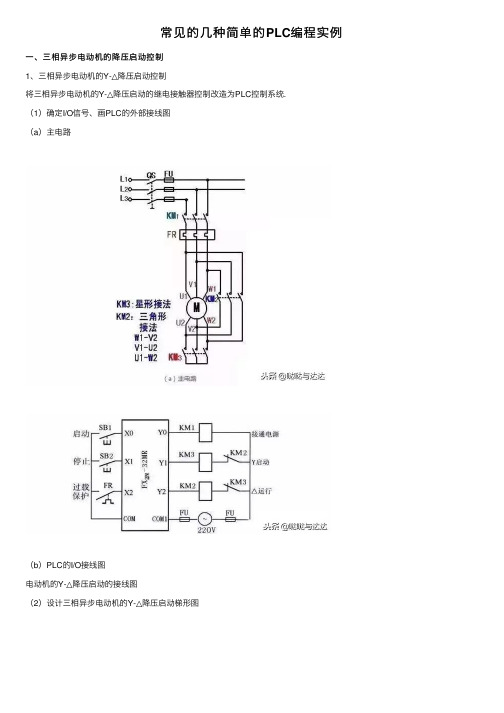
常见的⼏种简单的PLC编程实例⼀、三相异步电动机的降压启动控制1、三相异步电动机的Y-△降压启动控制将三相异步电动机的Y-△降压启动的继电接触器控制改造为PLC控制系统.(1)确定I/O信号、画PLC的外部接线图(a)主电路(b)PLC的I/O接线图电动机的Y-△降压启动的接线图(2)设计三相异步电动机的Y-△降压启动梯形图电动机的Y-△降压启动控制的梯形图2.三相异步电动机的串⾃耦变压器降压启动控制将串⾃耦变压器降压启动的继电接触器控制改造为PLC控制系统:(1)确定I/O信号、画PLC的外部接线图PLC的输⼊信号:启动按钮SB1,停⽌按钮SB2,热继电器常开触点FR。
PLC的输出信号:运⾏接触器KM2、串接⾃耦变压器接触器KM1。
(a)主电路(b)PLC的I/O接线图电动机的⾃耦变压器降压启动的接线图(2)设计三相异步电动机的串⾃耦变压器降压启动梯形图三相异步电动机的串⾃耦变压器降压启动控制梯形图⼆、三相绕线式异步电动机的控制1.三相绕线式异步电动机串电阻启动控制将绕线式异步电动机串电阻启动的继电接触器控制线路改造为PLC控制系统:(1)确定I/O信号、画PLC的外部接线图PLC的输⼊信号:启动按钮SB1,停⽌按钮SB2,热继电器常开触点FR。
PLC的输出信号:电源接触器KM、短接R1接触器KM1、短接R2接触器KM(a)主电路(b) PLC的I/O接线图三相绕线式异步电动机串电阻启动的接线图2.三相绕线式异步电动机串频敏变阻器启动电路将绕线式异步电动机串频敏变阻器启动的继电接触器控制线路改造为PLC控制系统:(1)确定I/O信号、画PLC的外部接线图PLC的输⼊信号:启动按钮SB1,停⽌按钮SB2,热继电器常开触点FR。
PLC的输出信号:运⾏接触器KM1、短接频敏变阻器接触器KM2、接⼊热继电器的中间继电器KA。
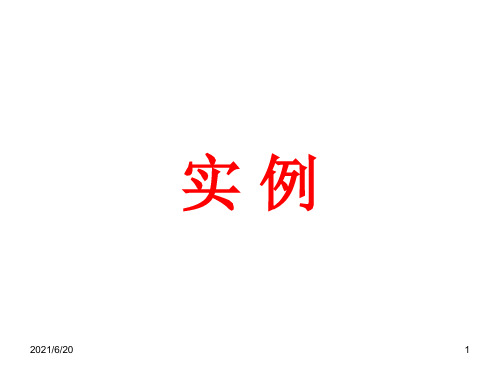
(a)主电路(b) PLC的I/O接线图(2)设计三相绕线式异步电动机串频敏变阻器启动梯形图三相绕线式异步电动机串频敏变阻器启动梯形图三、⾃动往返控制将⾃动往返控制的继电接触器控制线路改造为PLC控制系统:(1)确定I/O信号、画PLC的外部接线图PLC的输⼊信号:正转启动按钮SB1,反转启动按钮SB2,停⽌按钮SB3,热继电器常开触点FR、正向前进限位开关SQ1、反向后退限位开关SQ2、前进极限限位开关SQ3、后退极限限位开关SQ4。
(完整版)PLC可编程控制实例100(最新整理)
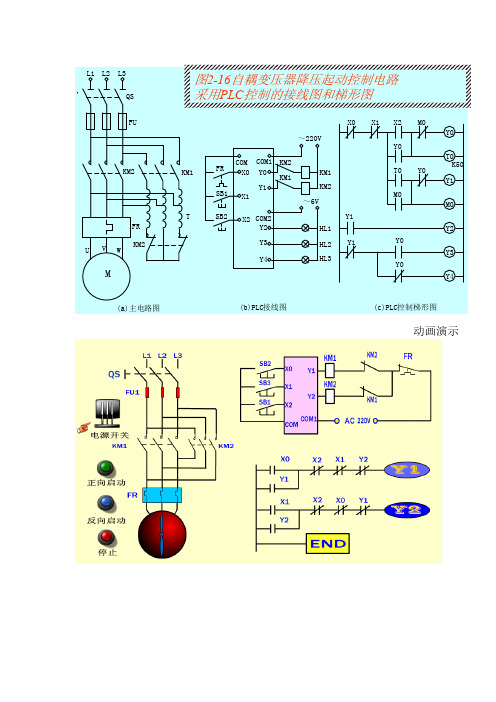
图6- 64 5条皮带传送机顺序控制的梯形图、接线图
X1
X2
Y0
X3
M0 Y0
X3 M0
M8000 WOR K1X0 K1Y0 K1Y0
M8000 CML K1X4 K1M0
X0 SET Y0
X1 SET Y1
X2 SET Y2
X3 SET Y3
(c)
WAND K1M0 K1Y0 K1Y0
X4 RST Y0
SB2 X2 COM2
Y1
Y2
HL1
Y2
Y3
HL2 Y1
Y0
Y4
HL3
Y3 Y0
Y4
(a)主电路图
(b)PLC接线图
(c)PLC控制梯形图
动画演示
FR2FR3FR1 Nhomakorabea点动控制的电路图和梯形图
X1
X2
SB2 Y0
SB1
KM
X3
KM
X3 Y0
SB3 (a)点动控制电路图
(b)点动控制梯形图
图3- 8 点动控制的电路图和梯形图
X5 RST Y1
X6 RST Y2
X7 RST Y3
(d)
图6- 49 WAND、WOR、WXOR指令的应用
X0 Y5 X1
Y0 起动信号
Y0
T0
T0 K50
PLC Y6
HL1 停止信号
T0
SFTL Y0 Y1 K5 K1 顺序起动 急停 SB3 X2
KM5 Y5
X1 Y1
Y6 停止信号
停 SB2
KM4 X1 Y4
Y6
T1
起动 SB1
COM2 X0
KM3
T1 K30
plc必背50编程实例

PLC必背50编程实例介绍PLC(可编程逻辑控制器)是一种用于控制工业自动化过程的电子设备。
它使用编程语言来控制机器、设备和生产线的运行。
PLC编程实例是为了帮助工程师更好地理解和掌握PLC编程技术而设计的一系列实际案例。
本文将介绍50个必背的PLC 编程实例,涵盖了各种常见的控制任务和应用场景。
1. 点亮LED灯1.1 需求描述在PLC上控制一个LED灯,使其点亮。
1.2 实现步骤1.连接PLC输出口和LED灯。
2.使用PLC编程软件创建一个输出位。
3.将输出位与PLC输出口绑定。
4.编写PLC程序,将输出位设置为高电平。
1.3 代码示例-- 定义输出位Output_LED: BOOL;-- 主程序Main:-- 将输出位设置为高电平Output_LED := TRUE;2. 控制电机转动2.1 需求描述使用PLC控制一个电机按照设定的方向和速度转动。
2.2 实现步骤1.连接PLC输出口和电机控制器。
2.使用PLC编程软件创建两个输出位,一个控制电机的正转,一个控制电机的反转。
3.将输出位与PLC输出口绑定。
4.编写PLC程序,根据需要设置正转或反转输出位。
2.3 代码示例-- 定义输出位Output_Forward: BOOL;Output_Reverse: BOOL;-- 主程序Main:-- 将正转输出位设置为高电平,反转输出位设置为低电平Output_Forward := TRUE;Output_Reverse := FALSE;3. 按钮控制输出3.1 需求描述使用PLC控制一个输出位,通过按下按钮进行开关控制。
3.2 实现步骤1.连接PLC输入口和按钮。
2.连接PLC输出口和负载(如灯、电机等)。
3.使用PLC编程软件创建一个输入位和一个输出位。
4.将输入位与PLC输入口绑定,将输出位与PLC输出口绑定。
5.编写PLC程序,根据输入位的状态来控制输出位。
3.3 代码示例-- 定义输入位Input_Button: BOOL;-- 定义输出位Output_Load: BOOL;-- 主程序Main:-- 当按钮被按下时,将输出位设置为高电平;否则,将输出位设置为低电平IF Input_Button THENOutput_Load := TRUE;ELSEOutput_Load := FALSE;END_IF;结论本文介绍了PLC必背的50个编程实例,涵盖了点亮LED灯、控制电机转动、按钮控制输出等常见的PLC控制任务。
PLC编程实例

课题一 PLC控制运料小车一、课题要求:要求:根据给定的设备和仪器仪表,在规定的时间内完成程序的设计、安装、调试等工作,达到课题规定的要求。
二、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结果进行评价。
三、课题内容:其中启动按钮S01用来开启运料小车,停止按钮S02用来手动停止运料小车(其工作方式见考核要求2选定)。
按S01小车从原点起动, KM1接触器吸合使小车向前运行直到碰SQ2开关停, KM2接触器吸合使甲料斗装料5秒,然后小车继续向前运行直到碰SQ3开关停,此时KM3接触器吸合使乙料斗装料3秒,随后KM4接触器吸合小车返回原点直到碰SQ1开关停止,KM5接触器吸合使小车卸料 5秒后完成一次循环。
四、设计要求:1、编程方法由实验老师指定:⑴用欧姆龙系列PLC简易编程器编程⑵用计算机软件编程2、工作方式:A.小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“0”时小车连续循环,当S07为“1”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ1开关立即停止;当再按启动按钮S01小车重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02则小车完成一次循环后才能停止;3、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序;5、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。
五、输入输出端口配置:输入设备 输入端口编号 接考核箱对应端口启动按钮S01 0000 SO1停止按钮S02 0001 SO2开关SQ1 0002 电脑和PLC自动连接开关SQ2 0003 电脑和PLC自动连接开关SQ3 0004 电脑和PLC自动连接选择按钮S07 0005 S07输出设备 输出端口编号 接考核箱对应端口向前接触器KM1 1000 H01甲卸料接触器KM2 1001 H02乙卸料接触器KM3 1002 H03向后接触器KM4 1003 H04车卸料接触器KM5 1004 H05六、问题:小车工作方式设定:A.小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“0”时小车连 续循环,当S07为“1”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到 碰SQ1开关立即停止;当再按启动按钮S01小车重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02小车完成一次循环后才能停止。
PLC编程实例
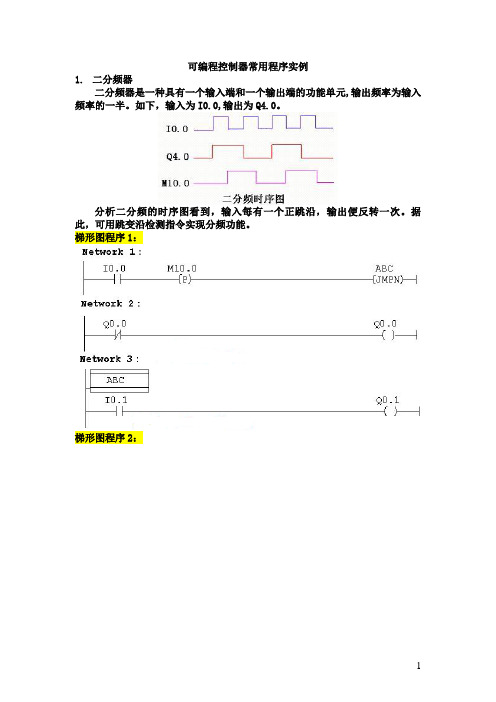
可编程控制器常用程序实例1.二分频器二分频器是一种具有一个输入端和一个输出端的功能单元,输出频率为输入频率的一半。
如下,输入为I0.0,输出为Q4.0。
分析二分频的时序图看到,输入每有一个正跳沿,输出便反转一次。
据此,可用跳变沿检测指令实现分频功能。
梯形图程序1:梯形图程序2:梯形图程序3:2.启动和自锁程序程序功能:输入X0闭合时,输出Y0闭合且自锁。
只有在X1闭合时,其动断触点打开,Y0断开。
其时序图如下:梯形图程序:3.优先程序优先程序执行时,能在多个输入信号中仅接收最先一个输入信号作出反映,其后的输入信号不接收。
此原则常用于抢答器中。
梯形图程序:4.灯泡控制程序一盏灯泡由一个按钮来控制,已知第一次按下按钮,灯泡亮,第二次按下按钮,灯光灭。
(一)PLC接线图(三)梯形图程序5.控制传送带一个由电气启动的传送带,在传送带的起点有两个按钮开关:用于START 的S1和STOP的S2。
在传送带的尾部也有两个按钮开关:用于START的S3和STOP的S4。
可以从任何一端起动或停止传送带。
另外,当传送带上的物件到达末端时,传感器S5使传送带停机。
(一)PLC接线图(二)定义符号地址(三)梯形图程序6.传送带定位控制一电动机带动一个传送带运动,要求移动传送带向前或向后到达某一确定的位置,其结构示意图如下,为了正确定位该传送带,有时需要按下向后(REV)或向前(FWD)按钮进行手动调整。
梯形图程序一旦有按钮按下,立即驱动输出,电动机运转一个扫描周期。
这也意味着按钮时间长短与电动机驱动的时间没有关系。
7.检测传送带的方向装备有两个光电传感器(PEB1和PEB2)的传送带,该设计能够检测传送带上物件的运动方向,并通过左右两端的指示灯(LEFT灯和RIGHT灯)显示。
(一)PLC接线(二)定义符号地址(三)梯形图程序8.按钮指示灯练习第一次按按钮指示灯亮,第二次按按钮指示灯闪亮,第三次按下按钮指示灯灭,如此循环,试编写其PLC控制的LAD程序。
PLC编程实例
PLC编程将更加注重开放性,采用国际标准的通信协议和接口,实现与其他设备和系统的互联互通,方便用户进行系 统集成和扩展。
高效能处理
随着工业控制对实时性、精确性要求的提高,PLC编程将更加注重高效能处理,包括多核处理器、高速通 信接口、实时操作系统等技术的应用,提高控制系统的处理能力和响应速度。
智能制造系统构建
PLC编程将更加注重智能制造系 统的构建,包括数字化工厂、智 能物流、智能仓储等系统的建设 ,实现生产过程的自动化、信息
化和智能化。
THANKS
感谢观看
智能仓储管理系统开发
01
仓库货物管理
通过PLC编程,实现仓库货物的自动入库、出库、盘点等功能,提高仓
库管理效率。
02
货物信息追溯
利用PLC与上位机通信,实现货物信息的实时更新和追溯,确保产品质
量和安全。
03
环境监控与安全防范
通过PLC编程,实现对仓库环境的实时监测和报警,确保仓库安全。同
时,利用PLC控制门禁、监控等系统,提高仓库安全防范能力。
和后期维护。
注释清晰
在关键代码段和复杂逻辑处添 加注释,解释代码功能、实现 逻辑和注意事项,提高代码可 读性。
模块化设计
将功能相对独立的代码封装成 模块,提高代码复用性和可维 护性。
避免硬编码
尽量减少在代码中直接使用具 体数值,采用参数化或配置化 的方式,提高代码的灵活性和
可移植性。
调试方法与技巧总结
02
典型PLC编程实例分析
实例一:电机正反转控制
控制要求
通过PLC控制电机的正反转,实现电机的启动、停止和转向控制。
编程实现
使用PLC的输入输出模块,编写控制程序,通过控制输出模块的通断来控制电机的正反转 。同时,需要设置相应的保护程序,确保电机的安全运行。
三菱plc编程案例100例
6 OUT T0 K50 9 LD T0 10 OUT Y2 11 END
END
注意:1.热继电器做输入
2.220V控制电压取决于实际需要;
3.对比外电路,逻辑部分由PLC完成;
4.Y2不自锁,因为Y1有自锁。 3
例 定时器做震荡电路
HL亮3S,灭2S。
SB
HL
X0 Y0
PLC
E
COM COM
X0 T1 T0
K20
T0
Y0
K30
T1
END
X0
2S 3S 2S 3S
T0
T
T1
2021/6/20 Y0
3S 2S
4
例 综合联系——生产线控制
工艺说明:两条传输带为防止物料堆 积,启动后2号传输带先运行5S后1 好传输带再运行,停机时1好传输 带先停止,10S后2好传输带才停。
地址分配:
接线图:
程序及波形图: X0
COM COM
注意:1、输入触点为常开,则逻辑关系与继电接触控制相同;
220V
~
M 2021/63/2~0
2、热继电器触点、停止按钮接入输入,但要安全性稍差;
2
3、FU0.5—1A
例 电机延时启动控制
1、控制工艺要求:按SB1则M1启动, 5S后M2启动,按SB2电机同时停止。
2、输入输出地址分配 3、电路接线及程序
T150:2Hz脉冲发生 器
X003:运转选择开
关
2021/6/20
T151:0.5Hz脉冲发
生器。
14
风机1 风机2 风机1 风机3
风机2 风机3
M100 两台以上运行
X000 X001 X000 X002
西门子PLC编程的9个经典实例!高手勿进
一、小车往返运动用S7-200实现小车往返的自动控制 ,控制过程为按下启动按钮,小车从左边往右边(右边往左边运动)当运动到右边(左边)碰到右边(左边)的行程开关后小车自动做返回运动,当碰到另一边的行程开关后又做返回运动。
如此的往返运动,直到当按下停车按钮后小车停止运动。
▲电气接线图I/O分配表梯形图程序PLC接线图程序调试及结果分析▲控制平台操作面板当按下SB2即i0.0(鼠标点击i0.0f)接通后,Q0.0接通,小车右行(即指示 灯 Q0.0 亮)。
当小车运行碰到右限位开关SQ2即i0.4(用鼠标点击i0.4f,模拟SQ2被压下)接通,此时小车左行(指示灯Q0.0灭,指示灯Q0.1亮),当运行到左边碰到左限位SQ1即i0.3(鼠标点击i0.3f)接通,此时小车又往右运行(指示灯Q0.1灭,指示灯Q0.0亮)。
如此往返运动下去直到按下SB1即i0.2(鼠标点i0.2f)接通,小车停止运行。
附:二、闪光电路当按下启动按钮后,要求在两秒钟内有一秒亮有一秒灭,如此反复,灯一闪一闪 发光。
I/O分配表梯形图程序PLC接线图程序调试及结果分析把编写好的程序下载到西门子s7-200PLC中进行调试。
观察运行结果和实验要求是否相同。
通过在线控制面板进行调试,当按下在线控制面板上的I0.0f(即 I0.0接通)此时Q0.0有输出,Q0.0所接负载灯就亮,同时启动定时器T37开始计时, 当计时一秒后因T37动作,其常闭触点断开,所以Q0.0无输出,所接负载灯灭。
灯灭的同时启动定时器 T38,T38 计时一秒后,把串联在定时器T37的常闭触点断开,所以T37复位,T37常闭触点恢复常闭。
此时Q0.0 又有输出, 所接负载灯又亮。
这样,输出Q0.0上所接的负载灯以接通一秒,断开一秒频率不停的闪烁,直到按下在线控制面板上的 I0.1f(即I0.1接通),闪光电路不在继续工作。
若想改变灯闪烁的频率只要改变定时器的时间就能够达到改变要求。
PLC编程实例汇总

温州职业技术学院机械工程系
4.定时器的应用 (1)得电延时合(如图所示)
说明:X0 得电Βιβλιοθήκη s后,Y0动作。 得电延时合梯形图及时序图
温州职业技术学院机械工程系
(2)失电延时断(如图所示)
失电延时断梯形图及时序图
温州职业技术学院机械工程系
(3)3台电动机顺序起动 ① 控制要求。电动机M1起动5s后电 动机M2起动, 电动机M2起动5s后电动机M3 起动;按下停止按钮时,电动机无条件全 部停止运行。
温州职业技术学院机械工程系
电动机的起保停梯形图(停止优先)
温州职业技术学院机械工程系
若要改为起动优先,则梯形图如图所示。
电动机的起保停梯形图(起动优先)
温州职业技术学院机械工程系
2.单台电动机的两地控制 (1)控制要求 按下地点1的起动按钮SB1或地点2的起 动按钮SB2均可起动电动机;按下地点1的 停止按钮SB3或地点2的停止按钮SB4均可 停止电动机运行。
温州职业技术学院机械工程系
② 输入/输出分配。 X0:停止按钮, X1:起动按钮, Y1:电动机M1, Y2:电动机M2, Y3:电动机M3。 ③ 梯形图方案设计。
温州职业技术学院机械工程系
3台电动机顺序起动梯形图
温州职业技术学院机械工程系
5.计数器C的应用(如图5-27所示)
计数器C的应用梯形图及时序图
温州职业技术学院机械工程系
(2)输入/输出分配 X0:电动机M1起动(SB1), X1:电动机M2起动(SB2), X2:电动机M1停止(SB3), X3:电动机M2停止(SB4); Y0:电动机M1(接触器1), Y1:电动机M2(接触器2)
温州职业技术学院机械工程系
(3)梯形图方案设计
(完整word版)PLC编程实例PLC经典案例
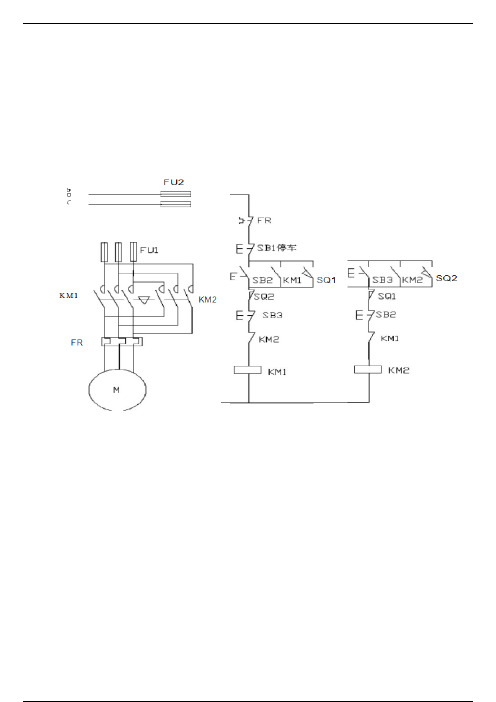
PLC 编程实例PLC 经典练习第二章一 第2章 基本逻辑控制图2-1 交通信号灯控制PLC 配置示意图C P U输出单元停止I0.2启动I0.1 东西人行道红Q1.3东西人行道绿Q1.2 南北人行道红Q1.1 南北人行道绿Q1.0 东西主车道红Q0.7 东西主车道黄Q0.6 东西主车道直行绿Q0.5 东西主车道左转绿Q0.4 南北主车道红Q0.3 南北主车道黄Q0.2 南北主车道直行绿Q0.1 南北主车道左转绿Q0.00 10 13 40 4345 55 58 85 8890 (秒)I0.1Q0.0Q0.1Q0.2Q0.3Q1.3Q1.2Q0.4Q0.5Q0.6Q0.7Q1.1Q1.0图2-2 交通信号灯系统正常工作时序图I0.1M0.2Q0.1 Q0.2 T1T1 T3T8T9(3S )T8(30S )T7 T5 T4T6(2S )T7(10S )M0.2M0.1T1T5(3S )T4(30S )T3(10S )T1(45S )T2(45S )I0.2M0.1M0.1启停控制Q0.4 Q0.5M0.2严重故障M0.1T2红灯工作延时东西左转绿灯工作延时东西直行绿灯工作延时东西绿灯闪烁延时东西黄灯工作延时南北左转绿灯工作延时周期循环控制南北直行绿灯工作延时南北绿灯闪烁延时...T12(0.5S )T11M0.1T12T9T10(2S )南北黄灯工作延时T11闪烁频率设定T5T6T5T4T3T4Q0.5Q0.3T3Q0.4T9T10 T8T9T11T7T8Q0.1Q0.7T1Q0.3Q0.7M0.2M0.1T1东西主干道红灯南北主干道红灯T7Q0.0南北主干道左转绿灯南北主干道直行绿灯南北主干道绿闪Q0.2南北主干道黄灯东西主干道左转绿灯T11Q0.6东西主干道直行绿灯东西主干道绿闪东西主干道黄灯图2-3 实现主干道信号灯控制的梯形图T4T3Q0.1 T14(3S )T4T3M0.3T8T7T9T8 T14 M0.4东西人行道非红灯T8T7M0.4 Q1.3东西人行道红灯T9T11T8T14 Q1.2东西人行道绿灯东西人行道绿灯闪Q1.1南北人行道红灯M0.3南北人行道非红灯T5T4T13Q0.5T13(3S )南北人行道绿灯延时东西人行道绿灯延时T5T4Q1.0T11T13 南北人行道绿灯南北人行道绿灯闪图2-4 五层电梯控制PLC 配置图1上I1.6 4上I2.15下I1.5 2下I1.2 五层I1.1 一层I0.5 C P U输入单元输出单元五层I0.4 一层I0.0 慢速Q0.3快速Q0.2 电机反转Q0.1电机正转Q0.0 楼层监测 楼层选择2-5层下1-4层上...M0.7 M0.5 M0.4 M0.3 M0.2 M0.6M1.2I0.6M0.2M0.7 到2层指令M1.2M0.6M1.1M0.5M0.4M0.3M0.2I0.0I0.1M0.1M0.1电梯到1层I0.1 I0.2 电梯到2层I0.0I0.2 I0.3 电梯到3层I0.1I0.3 I0.4 电梯到4层I0.2I0.4 I0.3电梯到5层I0.5M0.1到1层指令M1.1...M0.2 M0.7 M2.2M0.6 M2.1I1.2M0.22层向下指令M2.1M0.7 M2.0I1.6M0.11层向上指令M2.0M0.6 M1.5I1.1 M0.5M0.7到5层指令M1.5M0.6 M1.4I1.0 M0.4M0.7到4层指令M1.4M0.6 M1.3I0.7 M0.3M0.7到3层指令M1.3I1.72层向上指令M2.2M0.6M2.7I1.5 M0.5 5层向下指令M2.7M2.6I2.1 4层向上指令M2.6M0.4 M0.7M0.6M2.5I1.4 M0.4 4层向下指令M2.5M2.4I2.0 3层向上指令M2.4M0.3 M0.7M0.6M2.3I1.3M0.33层向下指令M2.3M1.1 M2.0M1.2 M2.2M2.1M2.4M1.3 M2.3M2.6M1.4 M2.5M1.5 M2.7M0.3 M0.4 M0.5向上到3层M3.3M0.4 M0.5向上到4层M3.4M0.5向上到5层M3.5M0.2 M0.3 M0.4 M0.5向上到2层M3.2M0.1 M0.2 M0.3 M0.4 M0.5M3.1向上到1层...M0.1向下到1层M1.1 M2.0M4.1M2.2M0.1 M0.2向下到2层M1.2 M2.1M4.2M2.4M0.1 M0.2 M0.3向下到3层M1.3 M2.3M4.3M2.6M1.4 M2.5M0.1 M1.5 M2.7M0.2 M0.3 M0.4 M0.5M1.6电梯离开楼层M0.1 向下到4层M4.4M0.2 M0.3 M0.4M0.1 M0.2 M0.3 M0.4 M0.5 M4.5向下到5层...M4.5M4.4M4.3M4.2M3.2 M3.3 M3.4 M0.6M3.5M1.7M4.1M1.7M1.6M3.2M3.1M3.3M3.4M3.5M0.7电梯向上指令M0.6M3.1换速指令M0.2M0.3M0.4M0.7...图2-5 实现五层电梯换向和换速控制的梯形图M4.3M4.2M4.1M4.5M0.6电梯向下指令M4.4M0.7Q0.3 Q0.1M3.0Q0.1Q0.0 电梯向下M0.7 M3.0Q0.3 Q0.0Q0.1 电梯向上M0.6 Q0.0Q0.1Q0.0Q0.2电梯慢速Q0.3M3.0 Q0.3电梯快速Q0.2M0.7M0.6M1.7 电梯快速指令M3.0...图2-6 星—角降压启动电机控制原理图图2-7 电机控制PLC 配置图电动机星形接触器过热保护主接触器A B CF RM电源开关角形接触器1号过热动作2号主开关合1号主开关合2号停止I0.4 2号启动I0.3 1号反转I0.2 C P U输入单元输出单元1号正转I0.1 1号停止I0.0 2号星形合Q0.3 2号主接触器合Q0.21号电机反转Q0.1 1号电机正转Q0.0 2号过热动作2号角形合Q0.4...图2-8 实现电机控制的I1.2Q0.0正转控制I0.2 Q0.0T1I0.0 M0.0Q0.1反转控制I0.1 Q0.1T2I0.0 M0.0反转延时T2(1.5S )I0.2正转延时T1(1.5S )I0.1M0.0允许操作I1.1I1.01号电机控制程序2号电机控制程序M0.1允许操作I1.3T4(1.5S )Q0.4Q0.2转换延时Q0.3 角形接触器合T3(8S )Q0.3I0.3Q0.2Q0.2主接触器合I0.4 M0.1Q0.2星形延时Q0.4 T3 Q0.4 星形接触器合Q0.4 Q0.4T4 Q0.3...梯形图。
PLC编程实例(精选)
通过PLC编程,实现生产线上各 设备的自动化控制和协同工作,
提高生产效率和质量。
机器人控制
PLC作为机器人的“大脑”,通过 编程控制机器人的运动轨迹、动作 顺序和速度等,实现自动化生产。
工业炉窑控制
通过PLC编程,实现对工业炉窑的 温度、压力、流量等参数的精确控 制,保证产品质量和生产安全。
模块化编程
注释规范
将复杂的程序划分为多个独立的模块,每 个模块实现特定的功能,提高代码的可读 性和可维护性。
在关键代码段添加注释,解释代码的功能 和逻辑,方便他人理解和维护。
变量命名规范
优化算法
采用有意义的变量名,反映变量的实际含 义,避免使用过于简单的名称,如i、j等。
针对特定的控制需求,选择合适的算法和 数据结构,提高程序的执行效率。
未来发展趋势预测
智能化发展
01
随着人工智能和机器学习技术的不断发展,PLC编程将实现更高
程度的智能化,提高编程效率和准确性。
云计算和大数据应用
02
云计算和大数据技术的应用将为PLC编程提供更强大的数据处理
和分析能力,实现更精细的控制和优化。
工业物联网的整合
03
工业物联网的发展将促进PLC编程与传感器、执行器等设备的深
编程步骤
配置液位传感器的输入端口和泵或阀门的输出端口,编写液位控制 算法和梯形图程序,进行调试和测试。
注意事项
在编写液位控制程序时,需要考虑液位传感器的精度、稳定性等问题 ,以及泵或阀门的流量、扬程等参数和控制精度等因素。
实例四:交通灯控制程序
功能描述
通过PLC编程实现对交通灯的控制,实现红绿灯的交替亮灭和倒计时功能。
农业自动化领域应用
PLC编程实例

当计数器值不到5则延时2s —— 继续进行污水处理和排放 —— 若计数器达到5次 —— 则延时2s后启动污物小车 —— 再延时6s后继续进行污水处理循环 —— 如果中途按下停止按钮SB2 —— 则完成本次排污关闭罐底门后延时 2s停止污水处理过程。
解: 1)设I/O端口地址安排为:
启动按钮
停止按钮
T1 M5
RST M4 SET M5 Y0
X4 M6
RST M5 SET M6 Y3 T2 K t3/0.1 RST M6 SET M7 Y1
a)梯形图 b)语句表 图3-24续 PLC控制装卸小车
44 47 49 53
T2
M7 M7 X2 M8
RST M7 SET M8 Y4 T3 K t4/0.1
二、基本指令编程应用举例 例3-1 编制一个用户程序,控制交流电动机M1、 M2的启/停运行。其控制要求是: 1) M1启动40s后方允许M2启动; 2) M2停止运行30s后,方允许M1停止运行。 解: 1) 设I/O端口安排如下: M1:启动按钮SB1接X0 启/停控制接触器 KM1接Y0停止按钮SB2接X1 M2:启动按钮SB3接X2 启/停控制接触器 KM2接Y1停止按钮SB4接X3
RST M0 RST M1 END
指令 LD OUT K LD ANI RST SET LD AND RST SET RST LD OUT OUT K LD RST SET LD OR AND OUT LD RST RST END
数据 M8 T3 20 T3 C0 M8 M1 T3 C0 M8 M9 C0 M9 Y6 T4 60 T4 M9 M1 X7 M10 M0 M10 M10 M0 M1
58
T3
RST M8 SET M1 C0 Kn SET M9 RST M0 RST M1 RST C0
PLC的编程实例电机正反转控制

电机正反转控制需要使用接触器来控制电机的电源接入,同时需要使用热继电 器来保护电机过载。
控制电路
PLC通过输出信号来控制接触器的吸合和断开,从而实现电机的正反转控制。
正反转控制的逻辑关系
反转逻辑:当PLC输出信号使接触 器KM2吸合时,电机开始反转。
注意:在正反转控制中,为了避 免电机在正反转切换时产生较大 的电流冲击,通常需要在正反转 切换时加入一定的延时。
05
总结与展望
PLC在电机控制中的应用价值
01
02
03
提高自动化水平
PLC技术能够实现电机控 制的自动化,减少人工干 预,提高生产效率。
增强稳定性
PLC具有高度的可靠性和 稳定性,能够保证电机控 制系统的长期稳定运行。
灵活的扩展性
PLC具有丰富的输入输出 接口,方便后期扩展和升 级,适应不同的电机控制 需求。
电机正转接触器(Q0.0)、电机反转 接触器(Q0.1)
编写正反转控制程序
程序结构
使用梯形图编程语言,通过串联和并联的逻辑关系,实现电机正反转控制。
正转控制逻辑
当按下正转启动按钮时,PLC接收到信号,输出正转接触器线圈得电,电机正转。
反转控制逻辑
当按下反转启动按钮时,PLC接收到信号,输出反转接触器线圈得电,电机反转。
反应。
04
实际应用中的问题与解决方 案
常见故障与排除方法
故障1
电机无法启动
排除方法
检查PLC输入输出接线是否正确,确保电机接 线良好,无短路或断路。
故障2
电机正反转切换不顺畅
排除方法
检查PLC程序逻辑,确保正反转切换条件设置正确, 无逻辑错误。
电机过载停机
python plc编程实例

python plc编程实例Python PLC编程实例。
Python是一种流行的编程语言,它可以用于各种不同的应用领域,包括工业自动化。
在工业控制系统中,PLC(可编程逻辑控制器)是一种常见的设备,用于控制各种生产过程。
本文将介绍如何使用Python编程语言来编写PLC控制程序的实例。
首先,我们需要安装Python的PLC编程库,例如pyplc库。
这个库提供了一些用于与PLC通信的函数和类。
我们可以使用这些函数和类来读取和写入PLC的输入和输出,以及执行其他控制任务。
接下来,我们可以创建一个简单的PLC控制程序的示例。
假设我们有一个PLC控制一个简单的流水线,流水线上有一个传感器检测产品是否到达,如果产品到达,则需要打开一个阀门,否则关闭阀门。
我们可以使用Python编写以下代码来实现这个控制逻辑:python.from pyplc import PLC.# 创建PLC对象。
plc = PLC()。
# 读取传感器状态。
sensor_status = plc.read_input('sensor')。
# 控制阀门。
if sensor_status == 1:plc.write_output('valve', 1)。
else:plc.write_output('valve', 0)。
在这个示例中,我们首先创建了一个PLC对象,然后读取了传感器的状态,并根据传感器的状态来控制阀门的开关。
这个示例展示了如何使用Python编写简单的PLC控制程序。
当然,实际的PLC控制程序可能会更加复杂,涉及到更多的输入和输出,以及更复杂的控制逻辑。
但是使用Python编程语言可以让我们更加灵活地实现这些控制逻辑,同时也可以利用Python丰富的库来处理数据和进行其他任务。
总之,Python PLC编程实例展示了如何使用Python编程语言来编写简单的PLC控制程序,这为工业自动化领域提供了更多的可能性和灵活性。
三菱PLC西门子PLCPLC编程实例
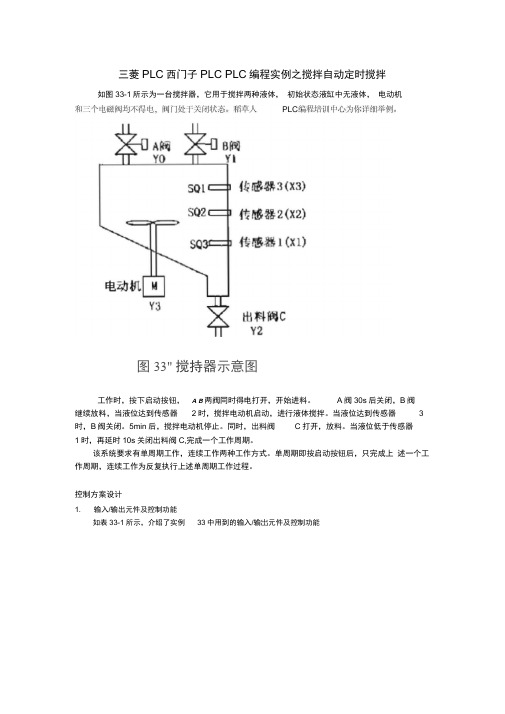
三菱PLC西门子PLC PLC编程实例之搅拌自动定时搅拌如图33-1所示为一台搅拌器,它用于搅拌两种液体,初始状态液缸中无液体,电动机图33" 搅持器示意图工作时,按下启动按钮, A B两阀同时得电打开,开始进料。
A阀30s后关闭,B阀继续放料,当液位达到传感器2时,搅拌电动机启动,进行液体搅拌。
当液位达到传感器3时,B阀关闭。
5min后,搅拌电动机停止。
同时,出料阀C打开,放料。
当液位低于传感器1时,再延时10s关闭出料阀C,完成一个工作周期。
该系统要求有单周期工作,连续工作两种工作方式。
单周期即按启动按钮后,只完成上述一个工作周期,连续工作为反复执行上述单周期工作过程。
控制方案设计1. 输入/输出元件及控制功能如表33-1所示,介绍了实例33中用到的输入/输岀元件及控制功能-j~xu 冲胡Y! J Itfd(v^)灯州(2)州K10Q33-2所示。
PLC 炊元件元件立字爵号元ft « »控曲功能X0 SB投捋盟启动X) SQImm&s 1補忡” 1想劃 X2 SQ2浹荷姑腐耦2潘需1检蔺 )0 5Q3濱位3检测X4SA 联H 境或单期期工咋方式逸黑Y0YV1 屯盛鶴址圈1 担制进科A 电世幽 9 rtf¥1 YV2 电出間娃囲2桂制进料B 电阳肝Y2 YVJ起班筒胡曲3¥3KM桎财撞胖电动机2. 电路设计搅拌器自动定时搅拌 PLC 接线图和状态转移图如图(a )按打黯 PI crtwiK-图33-2搅徉器白动定时搅拌3. 控制原理PLC 运行时,初始化脉冲 M8002使状态器SO 置位。
按下启动按钮 XO, S20置位,丫0、Y1得电,A 、B 阀同时打开进料,定时器 TO 延时30s 断开Y0, A阀关闭、B 阀继续,当液位达到传感器 2时,Y3得电搅拌电动机启动进行预搅拌,当液位达到传感器 3时,X3动作使S21置位,丫1失电B 阀关闭,Y3仍得电,搅拌电动机继续 搅拌300s , T1动作使S22置位,丫3失电,搅拌电动机停止, 丫2得电,C 阀打开,排放揽拌好的液料,当液位下降到传感器 1以下时,X1常闭接点闭合,T2得电延时将剩余的液料放完,10s后结束。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三、实训要求 设计一个用PLC控制的将工件从A点移
到B点的机械手的控制系统。其控制要求如 下: (1)手动操作,每个动作均能单独操作,用 于将机械手复归至原点位置;
温州职业技术学院机械工程系
(2)连续运行,在原点位置按起动按钮时, 机械手按图连续工作一个周期,一个周期 的工作过程如下: 原点→下降→夹紧(T)→上升→右移 →下降→放松(T)→上升→左移到原点, 时间T由教师现场规定。
温州职业技术学院机械工程系
交通灯控制时序图
温州职业技术学院机械工程系
(2)基本逻辑指令编程,其梯形图如图所示。
温州职业技术学院机械工程系
交 通 灯 控 制 的 梯 形 图
温州职业技术学院机械工程系
(3)步进指令编程,其状态转移图如图所示。 五、系统接线 六、系统调试 七、实训报告
温州职业技术学院机械工程系
温州职业技术学院机械工程系
二、实训器材 (1)可编程控制器1台(FX2N-48MR); (2)交通灯模拟显示模块1块(带指示灯、
接线端口及按钮等); (3)实训控制台1个; (4)电工常用工具1套; (5)手持式编程器或计算机1台; (6)连接导线若干。
温州职业技术学院机械工程系
三、实训要求 设计一个用PLC控制的十字路口交通灯
画出其状态转移图。
五、系统接线
根据系统控制要求,其系统接线图如 图所示(PLC的输出负载都用指示灯代 替)。
六、系统调试
七、实训报告
温州职业技术学院机械工程系
工 业 洗 衣 机 的 系 统 接 线 图
温州职业技术学院机械工程系
皮带运输机的PLC控制
一、实训目的 (1)熟悉步进顺控指令的编程方法; (2)掌握选择性流程程序的编制; (3)掌握皮带运输机的程序设计及其外部接
的控制系统。其控制要求如下: (1)自动运行,自动运行时,按一下起动按
钮,信号灯系统按图所示要求开始工作 (绿灯闪烁的周期为1s),按一下停止按 钮,所有信号灯都熄灭;
温州职业技术学院机械工程系
交通灯自动运行的动作要求
温州职业技术学院机械工程系
(2)手动运行,手动运行时,两方向的 黄灯同时闪动,周期是1s。
温州职业技术学院机械工程系
说明:1.机械手的工作是从A点将工件移到B点; 2.原点位机械夹钳处于夹紧位,机械手处于左上角位; 3.机械夹钳为有电放松,无电夹紧。
机械手动作示意图
温州职业技术学院机械工程系
四、软件程序
1.I/O分配
X0:自动/手动转换,X1:停止,
X2:自动起动, X3:上限位,
X4:下限位,
其系统程序如图6-42所示。 五、系统接线
根据系统控制要求,其系统接线图如图 所示(PLC的输出负载都用指示灯代替)
温州职业技术学院机械工程系
机 械 手 的 状 态 转 移 图
温州职业技术学院机械工程系
机 械 手 控 制 系 统 接 线 图
温州职业技术学院机械工程系
工业洗衣机的PLC控制
一、实训目的 (1)熟悉步进顺控指令的编程方法; (2)掌握单流程程序的编制; (3)掌握工业洗衣机的程序设计及其外部接
制系统。其控制要求如下: 在建材、化工、机械、冶金、矿山等工
业生产中广泛使用皮带运输系统运送原料 或物品。供料由电阀DT控制,电动机M1、 M2、M3、M4分别用于驱动皮带运输线 PD1、PD2、PD3、PD4。
温州职业技术学院机械工程系
储料仓设有空仓和满仓信号,其动作示意简图如图所示, 其具体要求如下
四、软件程序 1.I/O分配 X0:自动位起动按钮, X1:手动开关(带自锁型), X2:停止按钮;
温州职业技术学院机械工程系
Y0:东西向绿,Y1:东西向黄, Y2:东西向红, Y4:南北向绿,Y5:南北向黄, Y6:南北向红。
温州职业技术学院机械工程系
2.程序设计方案 (1)控制时序,其控制时序如图所示。
线。
温州职业技术学院机械工程系
二、实训器材 (1)可编程控制器1台(FX2N-48MR); (2)工业洗衣机模拟显示模块1块(带指示
灯、接线端口及按钮等); (3)实训控制台1个; (4)电工常用工具1套; (5)手持式编程器或计算机1台; (6)连接导线若干
温州职业技术学院机械工程系
三、实训要求 设计一个用PLC控制的工业洗衣机的控
设计皮带运输机的系统程序。
五、系统接线
根据皮带运输机的控制要求,其系统 接线图如图所示(PLC的输出负载都用 指示灯代替)。
六、系统调试
七、实训报告
温州职业技术学院机械工程系
自动交通灯的PLC控制
一、实训目的 (1)熟悉顺控指令的编程方法; (2)掌握并行性流程程序的编制; (3)掌握交通灯的程序设计及其外部接线。
X5:左限位,
X6:右限位,
X7:手动向上,
温州职业技术学院机械工程系
X10:手动向下,
X11:手动左移,
X12:手动向右,
X13:手动放松;
Y0:夹紧/放松,Y1:上升, Y2:下降,
Y3:左移, Y4:右移, Y5:原点指示。
温州职业技术学院机械工程系
2.程序设计方案 根据系统的控制要求及PLC的I/O分配,
制系统。其控制要求如下: 起动后,洗衣机进水,高水位开关动作
时,开始洗涤。正转洗涤20s,暂停3s后反 转洗涤20s,暂停3s再正向洗涤,如此循环 3次,洗涤结束;
温州职业技术学院机械工程系
然后排水,当水位下降到低水位时进行 脱水(同时排水),脱水时间是10s,这样 完成一个大循环,经过3次大循环后洗衣结 束,并且报警,报警10s后全过程结束,自 动停机。
(3)故障后的起动,为避免前段皮带上造 成物料堆积,要求按物料流动相反方向 按一定时间间隔顺序起动,即故障后的 起动顺序为M4、M3、M2、M1、DT, 间隔时间10s;
(4)紧急停止,当出现意外时,按下紧急 停止按钮,则停止所有电动机和电磁阀;
(5)具有点动功能。
温州职业技术学院机械工程系
四、软件程序 1.I/O点分配 X0:自动/手动转换, X2:正常停止, X4:点动DT电磁阀, X6:点动M2, X10:点动M4,
X1:自动位起动, X3:紧急停止, X5:点动M1, X7:点动M3,
温州职业技术学院机械工程系
X11:满仓信号, Y0:DT电磁阀, Y2:M2电动机, Y4:M4电动机。
X12:空仓信号; Y1:M1电动机, Y3:M3电动机,
温州职业技术学院机械工程系
2.程序设计方案 根据系统控制要求及PLC的I/O分配,
线。
温州职业技术学院机械工程系
二、实训器材 (1)可编程控制器1台(FX2N-48MR); (2)皮带运输机模拟显示模块1块(带指示
灯、接线端口及按钮等); (3)实训控制台1个; (4)电工常用工具1套; (5)手持式编程器或计算机1台; (6)连接导线若干。
温州职业技术学院机械工程系
三、实训要求 设计一个用PLC控制的皮带运输机的控
皮带运输机的动作示意简图
温州职业技术学院机械工程系
(1)正常起动,仓空或按起动按钮时的起动 顺序为M1、DT、M2、M3、M4,间隔时间 5s;
(2)正常停止,为使皮带上不留物料,要求 顺物料流动方向按一定时间间隔顺序停止, 即正常停止顺序为DT、M1、M2、M3、M4, 间隔时间5s;
温州职业技术学院机械工程系
交 通 灯 控 制 的 状 态 转 移 图
温州职业技术学院机械工程系
交通灯控制系统接线图
温州职业技术学院机械工程系
温州职业技术学院机械工程系
四、软件程序 1.I/O分配 X0:起动按钮, X1:停止开关, X2:高
水位开关, X3:低水位开关; Y0:进水电磁阀, Y1:排水电磁阀, Y2:
脱水电磁阀, Y3:报警指示, Y4:电动机正转, Y5:电动机反转。
温州职业技术学院机械工程系
2.程序设计方案 根据系统的控制要求及PLC的I/O分配,
机械手的PLC控制
一、实训目的 (1)熟悉步进顺控指令的编程方法; (2)掌握单流程程序的编制; (3)掌握机械手的程序设计及其外部接线。
温州职业技术学院机械工程系
二、实训器材
(1)可编程控制器1台(FX2N-48MR); (2)机械手模拟显示模块1块(带指示灯、
接线端口及按钮等); (3)实训控制台1个; (4)电工常用工具1套; (5)手持式编程器或计算机1台; (6)连接导线若干。