设备三色标识
设备检查颜色标志卡
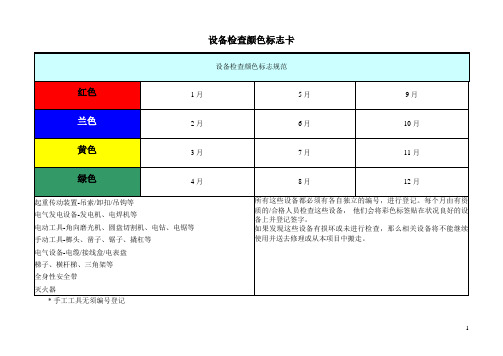
电动工具-角向磨光机、圆盘切割机、电钻、电锯等
手动工具-榔头、凿子、锯子、撬杠等
电气设备-电缆/接线盒/电表盘
梯子、横杆梯、三角架等
全身性安全带
灭火器
*手工工具无须编号登记
设备检查颜标志卡
设备检查颜色标志规范
红色
1月
5月
9月
兰色
2月
6月
10月
黄色
3月
7月
11月
绿色
4月
8月
12月
起重传动装置-吊索/卸扣/吊钩等
所有这些设备都必须有各自独立的编号,进行登记。每个月由有资质的/合格人员检查这些设备,他们会将彩色标签贴在状况良好的设备上并登记签字。
如果发现这些设备有损坏或未进行检查,那么相关设备将不能继续使用并送去修理或从本项目中搬走。
仪器设备三色标识(模版设计)
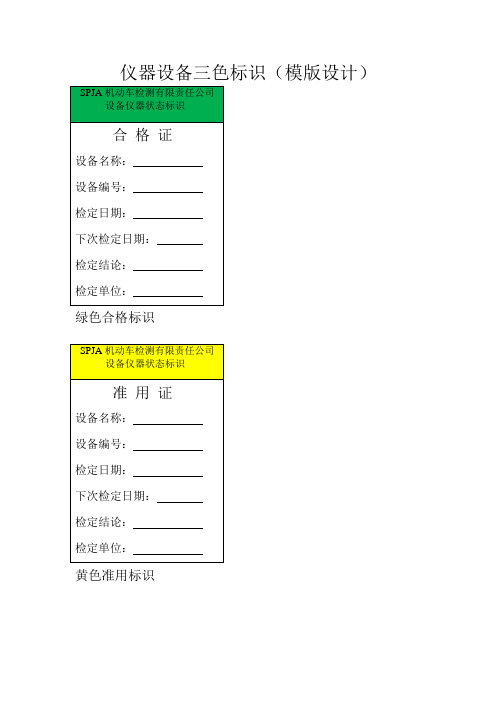
SPJA 机动车检测有限责任公司 设备仪器状态标识
合格证
设备名称: 设备编号: 检定日期: 下次检定日期: 检定结论: 检定单位:
绿色合格标识
SPJA 机动车检测有限责任公司 设备仪器状态标识
准用证
设备名称: 设备编号: 检定日期: 下次检定日期: 检定结论: 检定单位:
检定有效期:
用
检定人:
证
检定单位:
检定结论:
仪器设备名称:
停
检定时间:
检定有效期:
用
检定人:
证
检定单位:
检定结论:
仪器设备状态标识
仪器编号:
名称
准 型号规格
检测周期
用 检定时间 证 检定有效期
技术状态
检定单位
仪器设备状态标识
仪器编号:名称ຫໍສະໝຸດ 停 型号规格检测周期
用 检定时间
证 检定有效期
技术状态
检定单位
模板设计(三)
仪器设备名称:
合
检定时间:
检定有效期:
格
检定人:
证
检定单位:
检定结论:
仪器设备名称:
准
检定时间:
黄色准用标识
SPJA 机动车检测有限责任公司 设备仪器状态标识
停用证
设备名称: 设备编号: 检定日期: 下次检定日期: 检定结论: 检定单位:
红色停用标识 仪器设备状态专用章
合格章
准用章
停用章
模板设计(二)
仪器设备状态标识
仪器编号: 名称
合 型号规格
检测周期
格 检定时间 证 检定有效期
技术状态 检定单位
i三色标志区分物料状态
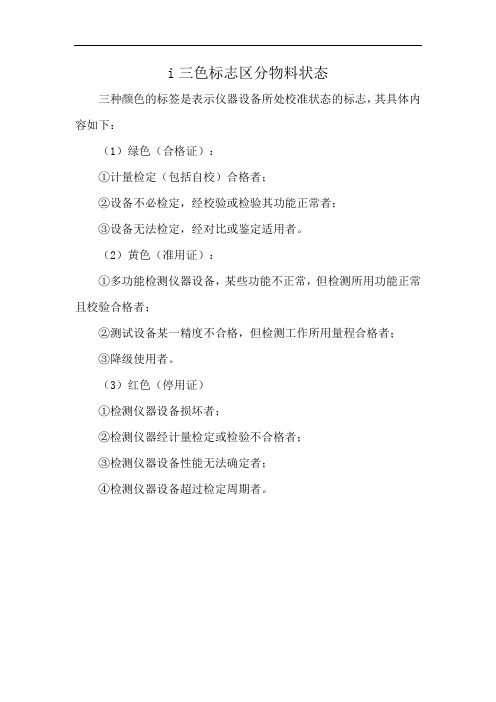
i三色标志区分物料状态
三种颜色的标签是表示仪器设备所处校准状态的标志,其具体内容如下:
(1)绿色(合格证):
①计量检定(包括自校)合格者;
②设备不必检定,经校验或检验其功能正常者;
③设备无法检定,经对比或鉴定适用者。
(2)黄色(准用证):
①多功能检测仪器设备,某些功能不正常,但检测所用功能正常且校验合格者;
②测试设备某一精度不合格,但检测工作所用量程合格者;
③降级使用者。
(3)红色(停用证)
①检测仪器设备损坏者;
②检测仪器经计量检定或检验不合格者;
③检测仪器设备性能无法确定者;
④检测仪器设备超过检定周期者。
医疗器械地标颜色分类
医疗器械地标颜色分类
医疗器械地标颜色三色:是指:红、绿、黄。
红的是不合格区;黄的是退货区、待验区;绿的是合格品区、发货区。
医疗器械库房。
医疗器械地标颜色区指:待验区、合格品区、不合格品区、退货区、发货区;若为药品,还有一个五距的要求。
医疗器械库房医疗器械仓库
医疗器械地标颜色五距指:药品货位之间的距离不小于100厘米;垛与墙的间距不小于30厘米;垛与屋顶(房梁)间距不小于30厘米;垛与散热器或供暖管道间距不小于30厘米;垛与地面的间距不小于10厘米。
医疗器械仓库
1、仓库应划分待验区、合格品区、发货区、不合格品区、退货
区等专用区域,以上各区应有明显标志。
(合格、发货使用绿色标识;待检、退货使用黄色标识;不合格使用红色标识)。
医疗器械库房医疗器械仓库
2、库房内墙壁、顶棚和地面应光洁、平整,门窗结构严密。
3、库房周围环境应整洁、地势干燥、无粉尘、无有害气体、无
污染源。
医疗器械仓库
4、仓库应具有安全用电的照明、避光、通风、防尘、防火、防潮、防霉、防污染、防虫、防鼠等设备,以及符合医疗器械产品特性要求的储存设施、设备(温湿表,灭火器等)。
医疗器械库房医疗器械仓库
5、经营对温、湿度有要求的产品,仓库应有检测和调节温、湿度的设备,并具有保证产品在运输过程中安全、有效的设施、设备。
(试剂经营需要冷库)医疗器械库房医疗器械仓库。
三色标示说明。

目前很多实验室仍然没用JJF1021—1990《产品质量检验机构计算认证技术考核规范》中关于三色标识的规定,对测量设备进行校准状态的标识管理。
其中,特别要注意黄色标识“准用证”的使用。
经校准开具的证书结论为“按数据使用”、“所校项目符合XXX要求”的测量设备,实验室应根据证书给出的数据,判断其是否和产品技术说明书相符,是否满足所开展检测/校准的要求。
如果确认测量设备的性能指标与产品技术说明书相符,贴绿色标识的“合格证”;如果出现以下三种情况,可贴“准用证”。
(1)测量范围缩小,但工作所需的测量范围内功能正常。
(2)多功能测量设备中的某些功能已经丧失,但工作所需的功能正常。
(3)降等或降级使用。
不用于直接测量,仅用于监控的测量仪表,例如:对用于环境温、湿度监测的温湿度计,需对温度和湿度两项参数进行校准,并贴校准状态标识唯一性标识:设备名称\编号\负责人检定标识:计量所下发的合格标签使用状态标识在用\停用\报废评审准则第规定8.2 应对所有仪器设备进行正常维护,并由维护程序;如果任一仪器设备有过载或错误操作、或显示的结果可疑、或通过检定(验证)或其他方式表明有缺陷时,应立即停止使用,并加以明显标识,8.3 每一台仪器设备(包括标准物质)都应有明显的标识来表明其状态。
有红黄绿三色标识,标识上有足够的信息量就可以。
9000上使用的绿色标签分abc三类,对于计量仪器,通过检定合格后,加贴绿色标签,上边有检定证书编号,使用人,有效期,检定单位,仪器编号这些信息。
对于功能性仪器,检查完性能良好后,加贴绿色标签,有使用人,设备编号就可以。
如果仪器的一些功能丧失或损坏,但不影响使用,可以加贴黄色标签。
不能够使用的加贴红色标签。
人认为一般对于仪器设备的标志管理应是源于原JJG1021-90《产品质量检验机构计量认证技术考核规范》第36条有规定——36对所有仪器、设备实行标志管理,分别贴上国家技术监督局计量司认证办公室统一制订的标志。
设备三色灯标准

设备三色灯标准
设备三色灯标准包括以下要求:
色彩要求:设备三色灯应使用红、黄、绿三种颜色,且颜色鲜明度一致,不得使用其他颜色的灯光。
灯罩材质与颜色:三色信号灯的灯罩材质通常采用透明或半透明的耐候聚碳酸酯(PC)材料制造,以确保灯光能够正常透过并保持光亮度。
其中,红色灯罩应完全透明,黄色灯罩应略为半透明,绿色灯罩则可采用不同的透光率,以减少炫光。
灯头及灯体设计:三色信号灯的灯头通常采用球形或者方形设计,以确保灯光能够在各个方向上均匀地散发出来。
球形设计常见于交叉口的立式信号灯,方形设计则常用于信号灯的挂装安装。
此外,灯体设计应符合人工智能感知,便于远距离辨认。
灯光亮度要求:三色信号灯的灯光亮度要求应符合相关国家标准。
一般情况下,红色信号灯亮度要求最高,黄色次之,绿色最低。
这是为了保证夜晚或恶劣天气条件下,行人和车辆能够清晰地辨识信号灯的状态。
尺寸标准:三色信号灯的尺寸标准也是确保交通通行安全的重要因素。
以下是三色信号灯的尺寸标准要求:
球形信号灯尺寸标准:
灯体直径:一般为200mm,也可根据实际需要确定其他规格。
灯体高度:一般为300mm,也可根据实际需要确定其他规格。
球体外观形状:球形灯体应呈圆球状,确保光线能够在各个方向上均匀分布。
方形信号灯尺寸标准:
边长:一般为300mm,也可根据实际需要确定其他规格。
灯体厚度:一般为70mm,也可根据实际需要确定其他规格。
灯头形状:方形灯头应突出在灯体之外,便于从不同的角度观察。
以上是设备三色灯的一些标准要求,具体可能会因实际需要和不同场景而有所差异。
机床三色灯国际标准

机床三色灯国际标准
标题:机床三色灯国际标准
文章正文:
机床三色灯是一种重要的工业设备,用于指示机床的工作状态和警示信息。
为了统一全球机床三色灯的设计和使用,国际标准化组织制定了机床三色灯的国际标准。
该国际标准规定了机床三色灯的外观设计、颜色及其含义,以及安装和使用要求。
首先,机床三色灯的外观应符合标准化要求,具有良好的可见性和耐用性。
其外壳材料应具备防护功能,以保护内部电路和灯光部件免受外界环境的影响。
其次,机床三色灯的颜色和含义也在国际标准中得到明确规定。
通常情况下,红色表示停机或故障状态,绿色表示机床正常运行状
态,黄色表示警示或待机状态。
这些颜色的选择是为了使操作人员能够快速准确地判断机床的状态,以便采取相应的措施。
此外,国际标准还对机床三色灯的安装和使用提出了具体要求。
灯具应安装在机床显眼的位置,并且应该有足够的亮度,以确保在各种环境条件下都能清晰可见。
同时,机床三色灯还应具备防水、防尘等功能,以适应各种工作场合的需求。
需要注意的是,机床三色灯国际标准的制定并不涉及任何版权或侵权争议。
该标准是为了促进机床行业的发展和全球合作而制定的,任何人都可以在遵守标准的前提下使用和参考。
总之,机床三色灯国际标准的制定对于促进机床行业的发展和提高全球机床生产效率起到了重要作用。
准确的指示工作状态和警示信息,使操作人员能够及时采取措施,确保安全生产。
同时,该标准的制定也为机床制造商提供了统一的设计和生产依据,促进了全球机床市场的竞争与合作。
(标准模板)施工机械检查颜色标识

(标准模板)施工机械检查颜色标识
施工机械检查颜色标识
施工机械检查颜色标识
红色禁止使用标识
●索具、卸扣、吊钩
●发电机、电焊机、配电箱、角磨机、电钻、圆盘切割机、圆盘锯、搅拌机●梯子、门架
●安全带
●灭火机●所有这些设备都必须有各自独立的编号,进行登记。
每
季度由施工单位配合项目部HSE专业工程师进行检查。
在检查合格的设备上贴上色标并签字。
●如果发现这些设备有损坏或未进行检查,那么将不能在
本项目现场使用并在限定的时间内从现场移走。
绿色黄色蓝色白色。
仪器设备三色标识模版设计

停 用 证
设备名称:
设备编号:
检定日期:
下次检定日期:
检定结论:
检定单位:
红色停用标识
仪器设备状态专用章
模板设计(二)
仪器设备状态标识
仪器编号:
合格证
名 称
型号规格
检测周期
检定时间
检定有效期
技术状态
检定单位
仪器设备状态标识
仪器编号:
准用证
名 称
型号规格
检测周期
检定时间
检定有效期
技术状态
仪器设备三色标识(模版设计)
SPJA机动车检测有限责任公司
设备仪器状态标识
合 格 证
设备名称:
设备编号:
检定日期:
下次检定日期:
检定结论:
检定单位:
绿色合格标识
SPJA机动车检测有限责任公司
设备仪器状态标识
准用证
设备名称:
设பைடு நூலகம்编号:
检定日期:
下次检定日期:
检定结论:
检定单位:
黄色准用标识
SPJA机动车检测有限责任公司
检定单位
仪器设备状态标识
仪器编号:
停用证
名 称
型号规格
检测周期
检定时间
检定有效期
技术状态
检定单位
模板设计(三)
合
格
证
仪器设备名称:
检定时间:
检定有效期:
检定人:
检定单位:
检定结论:
准用
证
仪器设备名称:
检定时间:
检定有效期:
检定人:
检定单位:
检定结论:
停用
证
仪器设备名称:
设备三色灯管理制度

设备三色灯管理制度**Equipment Tri-Color Light Management System**The tri-color light management system for equipment serves as a crucial tool for effective operational supervision and fault identification. It utilizes three distinct colors—red, yellow, and green—to communicate the status of the equipment at a glance.设备三色灯管理制度是有效运营监督和故障识别的重要工具。
它采用红、黄、绿三种醒目颜色,以便快速了解设备状态。
When the red light is illuminated, it indicates a serious fault or malfunction that requires immediate attention. Operators and maintenance personnel are alerted to take swift action to rectify the issue and prevent further damage or downtime.当红灯亮起时,表示设备出现严重故障或异常,需要立即关注。
操作人员和维护人员被提醒迅速采取行动解决问题,以防止进一步的损坏或停机。
The yellow light, on the other hand, signals a minor issue or potential problem that may not be urgent but should be addressed promptly. This allows for proactive maintenance and avoids escalation of minor issues into larger ones.而黄灯亮起时,则意味着存在小问题或潜在问题,虽然可能不紧急,但仍应尽快解决。
交通部工地试验实验室标准化建设仪器设备合格准用停用三色标签标识纸

合 格
设备名称:
全自动岩石芯样 切割机
设备编号:J2-QT-078
设备名称:双端面磨平机
设备编号:
生产厂商:江苏姜堰先科
设备型号:SCQ1-A
生产厂商:江苏姜堰先科
设备型号:
保管人:
操作人:
保管人:
操作人:
设 备 状 态:
合 格
设 备 状 态:
合 格
设备名称:
设备编号:
设备名称:
设备编号:
生产厂商:
设 备 状 态:
合 格
设 备 状 态:
合 格
设备名称:电子磅秤 上海友声衡器有 限公司
设备编号:J2-SNT、SJ-049
设备名称:锚杆拉力计 浙江省上虞市申 克试验仪器厂
设备编号:
生产厂商:
设备型号:XK3100-B2
生产厂商:
设备型号:
保管人:
操作人:
保管人:
操作人:
设 备 状 态:
合 格
设 备 状 态:
设备型号:
生产厂商:
设备型号:
保管人:
操作人:
保管人:
操作人:
J2-QT-077
ML-300
J2-QT-079
SCM-200
设备型号:
生产厂商:
设备型号:
保管人:
操作人:
保管人:
操作人:
设 备 状 态:
准用
设 备 状 态:
准用
设备名称:
设备编号:
设备名称:
设备编号:
生产厂商:
设备型号:
生产厂商:
设备型号:
保管人:
操作人:
保管人:
操作人:
设 备 状 态:
三色灯标准
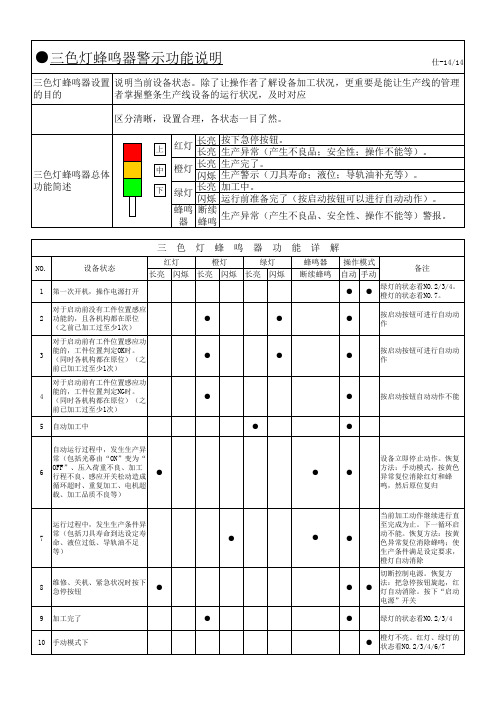
红灯 橙灯 绿灯 蜂鸣 器
三色灯蜂鸣器总体 功能简述
中
下
长亮 长亮 长亮 闪烁 长亮 闪烁 断续 蜂鸣 灯
长亮
按下急停按钮。 生产异常(产生不良品;安全性;操作不能等)。 生产完了。 生产警示(刀具寿命;液位;导轨油补充等)。 加工中。 运行前准备完了(按启动按钮可以进行自动动作)。 生产异常(产生不良品、安全性、操作不能等)警报。 鸣 器
●
●
●
当前加工动作继续进行直 至完成为止。下一循环启 动不能。恢复方法:按黄 色异常复位消除蜂鸣;使 生产条件满足设定要求, 橙灯自动消除 切断控制电源。恢复方 法:把急停按钮旋起,红 灯自动消除。按下“启动 电源”开关 绿灯的状态看NO.2/3/4 ● 橙灯不亮。红灯、绿灯的 状态看NO.2/3/4/6/7
同时各机构都在原位之前已加工过至少1次自动运行过程中发生生产异常包括光幕由on变为off压入荷重不良加工行程不良感应开关松动造成循环超时重复加工电机超载加工品质不良等设备立即停止动作
●三色灯蜂鸣器警示功能说明
仕-14/14
三色灯蜂鸣器设置 说明当前设备状态。除了让操作者了解设备加工状况,更重要是能让生产线的管理 的目的 者掌握整条生产线设备的运行状况,及时对应 区分清晰,设置合理,各状态一目了然。
长亮
三橙灯
功
闪烁
能
详
解
操作模式 自动 手动
● ●
设备状态
第一次开机,操作电源打开 对于启动前没有工件位置感 应功能的,且各机构都在原 位(之前已加工过至少1次) 对于启动前有工件位置感应 功能的,工件位置判定OK时 。(同时各机构都在原位) (之前已加工过至少1次) 对于启动前有工件位置感应 功能的,工件位置判定NG时 。(同时各机构都在原位) (之前已加工过至少1次) 自动加工中 自动运行过程中,发生生产 异常(包括光幕由“ON”变 为“OFF”、压入荷重不良、 加工行程不良、感应开关松 动造成循环超时、重复加工 、电机超载、加工品质不良 等)
三色灯点检基准
三色灯点检基准(最新版)目录1.引言2.三色灯点检的定义和目的3.三色灯点检的基准和方法4.三色灯点检的注意事项5.结论正文【引言】在工业生产和设备维护领域,三色灯点检作为一种常见的检测方法,被广泛应用于各种设备和系统的状态监测。
通过三色灯点检,可以快速、准确地判断设备的运行状态,从而确保生产过程的安全和稳定。
本文将为您详细介绍三色灯点检的基准和方法。
【三色灯点检的定义和目的】三色灯点检,顾名思义,是指通过红、绿、黄三种颜色的信号灯来表示设备的运行状态。
红色代表停止或故障,绿色代表正常运行,黄色代表警告或待机。
通过三色灯点检,可以直观地反映设备的运行状况,为设备维护和生产管理提供依据。
【三色灯点检的基准和方法】1.基准:三色灯点检的基准主要依据设备的运行参数和标准,如电流、电压、温度等。
这些参数对于设备的正常运行具有重要的参考价值。
2.方法:三色灯点检的方法通常分为以下几个步骤:(1)确定检测基准:根据设备的运行参数和标准,确定红色、绿色、黄色信号灯的阈值。
(2)安装三色灯:在设备的显著位置安装红、绿、黄三种颜色的信号灯。
(3)进行点检:通过对设备进行定期的点检,观察信号灯的变化,从而判断设备的运行状态。
(4)分析结果:根据信号灯的颜色,分析设备的运行状况,并采取相应的措施。
【三色灯点检的注意事项】在进行三色灯点检时,应注意以下几点:1.选择合适的检测基准:不同的设备和系统,其运行参数和标准会有所不同。
因此,在进行三色灯点检时,应根据实际情况选择合适的检测基准。
2.定期进行点检:为了确保设备的安全和稳定运行,应定期对设备进行三色灯点检。
同时,对于关键设备,应适当增加点检的频次。
3.保持信号灯清晰可见:信号灯的安装位置应明显,避免被遮挡,以确保操作人员能够及时观察到信号灯的变化。
4.及时处理异常情况:当信号灯显示异常时,应立即采取相应的措施,如停机检修、调整参数等,以避免设备故障或事故的发生。
【结论】总之,三色灯点检作为一种简单有效的设备监测方法,在工业生产和设备维护领域具有广泛的应用。
汽车工厂三色灯用途

汽车工厂三色灯用途
汽车工厂三色灯是一种用来指示不同工序和状态的信号灯,通常用于车间的生产过程中。
这种灯具有三种颜色:绿色、黄色和红色。
下面我们将详细介绍汽车工厂三色灯的用途。
1. 绿色灯
绿色灯代表“开始”或“生产正常”。
当生产设备或工作站处于正常工作状态时,操
作员可以切换灯的颜色为绿色,表示该工序的生产状态良好,并且可以开始进入下一个工
序的生产。
黄色灯代表“注意”或“准备停机”。
当设备或工作站存在一些异常情况,如电机过热、传动链条破裂等,此时操作员需要关闭绿灯,并将信号灯设成黄色,提醒工作人员注意,并做好停机的准备,以便及时检修。
红色灯代表“停止”或“紧急停机”。
当生产过程中出现严重的安全事故或设备故障时,操作员可以立即按下红灯按钮,通知车间的所有工作人员及时停止生产,并立即排除
故障或危险情况。
汽车工厂三色灯不仅可以在车间内方便的指示工序和状态,而且可以在整个工厂范围
内覆盖,并由中央控制室进行管理。
此外,这种信号灯还可以与自动化设备相结合,使生
产流程更加便利和高效。
总之,汽车工厂三色灯是一种功能强大的信号灯,可以不仅可以指示车间工序和状态,还可以提高生产效率以及维护安全生产。
因此,它在汽车工厂中具有重要的作用。
机械设备的安全标志和安全色

对容易发生危险的部位,应设有安全标志或涂有安全色,以提高操作人员的注意。
统一使用安全色,能使操作人员在紧急情况下,借助所熟悉的安全色含义,识别危险部位,尽快采取措施,安全色包括红、黄、蓝、绿色以及红白、黄黑、蓝白相间条纹,对比色有白色和黑色。
1.红色:表示禁止、停止、消除和危险的意思;
2.黄色:表示注意、警告的意思,如皮带轮防护罩等;
3.蓝色:表示必须遵守的意思,如命令标志等;
4.绿色:表示通告安全和提供信息的意思,如启动按钮等;
5.红白相间的条纹:表示禁止通行、跨越的意思,比单独用红色要醒目,如护栏等。
6.黄黑相间条纹:表示注意的意思,如起重机回转平台等。
7.蓝白相间条纹:表示方向,如交通指示向标。
标牌
机械设备的标牌上应注明安全使用的主要参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备名称设备型号所内编号出厂编号存放地点保管人检定单位检定人检定时间有效期
设备状态合格证
设备名称设备型号所内编号出厂编号存放地点保管人校准单位校准人
校准时间有效期
设备状态合格证
设备名称设备型号所内编号出厂编号存放地点保管人验证单位验证人验证时间有效期
设备名称设备型号所内编号出厂编号存放地点保管人检定单位检定人
检定时间有效期
设备状态停用证
设备名称设备型号所内编号出厂编号存放地点保管人检查人批准人检查时间。