航空航天材料标准AMS4911L
宇航材料标准
医疗辅助队薄板,带和板块-退火- 70,000防扩散产量4901医疗辅助队板,损伤容限级- 6AI 4V电压,测试退火4905医疗辅助队板带材- 8Mn退火- 110,000防扩散产量4908医疗辅助队板材,片材和带- 5Al 2.5Sn合金,退火4910医疗辅助队板带材- 15V的3Cr 3Sn#人工智能-解决方案热处理4914医疗辅助队板材,片材和带- 8Al 1Mo钢1V的-双面退火4916医疗辅助队板,板带材,钛合金6V的2Sn -退火4918医疗辅助队锻件-钛合金4V -阿尔法测试版或Beta加工-退火4920医疗辅助队酒吧,锻件及戒指- 5Al 2.5Sn合金-超低间隙,退火- 90,000防扩散产量4924医疗辅助队酒吧及锻件-钛合金4V -退火- 120,000防扩散产量4928医疗辅助队酒吧,锻件及环- 6Al - 4V合金ELI的,双相退火,断裂韧性4931医疗辅助队挤出和闪光焊接戒指-钛合金4V -解决热处理及老年4934医疗辅助队挤出和闪光焊接戒指-钛合金4V -测试加工4936医疗辅助队管,无缝-退火- 40,000防扩散产量4942医疗辅助队管,无缝-液压- 3.0Al为2.5V -冷加工,应力松了一口气4944医疗辅助队丝,焊接- 5Al 2.5Sn合金4953医疗辅助队丝,焊接- 8Al 1Mo钢1V的4955医疗辅助队酒吧及丝,3Al - 8V的- 6Cr - 4Mo - 4Zr,耗材电极融化,冷拔4957医疗辅助队丝- 13.5V 11Cr 3Al -回火弹簧4959医疗辅助队锻件- 5Al 2.5Sn合金-退火- 110,000防扩散产量4966医疗辅助队酒吧及锻件- 7Al 4Mo -解决方案与沉淀热处理4970医疗辅助队酒吧与戒指- 8Al 1Mo钢1V的-解决方案及热处理稳定4972医疗辅助队酒吧及锻件- 11Sn 5.0Zr 2.3Al 1.0Mo 0.21Si -解决方案与沉淀热处理4974医疗辅助队锻件-钛合金2Sn 4Zr 2Mo减振-解决方案与沉淀热处理4976医疗辅助队酒吧及锻件钛合金2Sn 4Zr 6Mo -解决方案与沉淀热处理4981明康的T 9046H钛和钛合金薄板,带和钢板第二类-阿尔法合金:组成阿- 5Al - 2.5Sn合金B炸药- 5Al - 2.5Sn合金ELI的组成前锋- 8Al - 1Mo钢- 1V的组成后卫-钛合金- 2Cb - 1Ta - .8MoIV型-测试合金组成阿- 13Al - 11Cr - 3AlB炸药- 11.5Mo - 6Zr - 4.5Sn(三版)成分C - 3Al - 8V的- 6Cr - 4Mo - 4Zr(测试版荤™)(10)军用- T的- 9046J钛和钛合金薄板,带和钢板阿尔法合金(甲)阿- 1 - 5Al - 2.5Sn合金阿- 2 - 5Al - 2.5Sn合金(ELI的)阿- 3 -钛合金- 2Cb - 1Ta - .8Mo的A - 4 - 8Al - 1Mo钢- 1V的测试合金(乙) B - 1载- 13V的- 11Cr - 3AlB - 2号- 11.5Mo - 6Zr - 4.5Sn(三版)B区3 - 3Al - 8V的- 6Cr - $钼$锆(测试版荤™)(10)乙- 4 - 8Mo - 8V的- 1023 - 3Al军用- T的- 9047E钛及钛合金棒材及再造股票α-β合金组成6 - 6Al - 4V合金组成7 - 6Al - 4V合金ELI的组成8 -钛合金到6V - 2Sn组成9 - 7Al - 4Mo组成10 - 11Sn - 5Zr - 2〃- 1Mo钢组成11 -钛合金- 2Sn - 4Zr - 2Mo减振组成14 -钛合金- 2Sn - 4Zr - 6Mo军用- T的- 9047G钛及钛合金棒材及再造股票,飞机质量阿尔法合金钛- 5Al - 2.5Sn合金钛- 5Al - 2.5Sn合金(ELI的)钛合金- 2Cb - 1Ta - .8Mo8Al - 1Mo钢- 1V的测试合金钛- 8Mo - 8V的- 1023 - 3Al钛- 11.5Mo - 6Zr - 4.5Sn(三版)钛- 3Al - 8V的- 6Cr - 4Mo - 4Zr(测试版荤™)(10)钛- 13V的- 11Cr - 3Al。
SAE_AMS_4911L-2007
SAE Technical Standards Board Rules provide that: This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions. Copyright © 2007 SAE InternationalAll rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of SAE. TO PLACE A DOCUMENT ORDER: Tel: 877-606-7323 (inside USA and Canada)Tel: 724-776-4970 (outside USA)AMS 4911LAEROSPACE MATERIALSPECIFICATIONIssued JUL 1957 RevisedJUN 2007Superseding AMS 4911KTitanium Alloy, Sheet, Strip, and Plate6AI - 4V Annealed(Composition similar to UNS R56400)RATIONALEAMS 4911L results from a correction to the SI units in paragraph 3.4. AMS 4911K resulted from a review and update that includes revision of reporting requirements and correction of the heading in Table 2.1. SCOPE 1.1FormThis specification covers a titanium alloy in the form of sheet, strip, and plate. 1.2ApplicationThese products have been used typically for parts requiring strength up to 750 °F (399 °C), but usage is not limited to such applications. 1.2.1Certain processing procedures and service conditions may cause these products to become subject to stress-corrosion cracking; ARP982 recommends practices to minimize such conditions.2. APPLICABLE DOCUMENTSThe issue of the following documents in effect on the date of the purchase order forms a part of this specification to the extent specified herein. The supplier may work to a subsequent revision of a document unless a specific document issue is specified. When the referenced document has been cancelled and no superseding document has been specified, the last published issue of that document shall apply. 2.1SAE PublicationsAvailable from SAE International, 400 Commonwealth Drive, Warrendale, PA 15096-0001, Tel: 877-606-7323 (inside USA and Canada) or 724-776-4970 (outside USA), or . AMS 2242 Tolerances, Corrosion and Heat-Resistant Steel, Iron Alloy, Titanium, and Titanium Alloy Sheet, Strip, and PlateAMS 2249 Chemical Check Analysis Limits, Titanium and Titanium Alloys AMS 2631 Ultrasonic Inspection, Titanium and Titanium Alloy Bar and Billet AMS 2750 PyrometryAMS 2809 Identification, Titanium and Titanium Alloy Wrought ProductsARP982Minimizing Stress-Corrosion Cracking in Wrought Titanium Alloy ProductsóóÀôôÀÀÀôôôôÀÀÀÀóÀóÀôôÀôôÀôÀôôÀóóóSAE AMS 4911L - 2 -2.2 ASTM PublicationsAvailable from ASTM International, 100 Barr Harbor Drive, P.O. Box C700, West Conshohocken, PA 19428-2959, Tel: 610-832-9585, or .ASTM E 8 Tension Testing of Metallic MaterialsASTM E 290 Bend Testing Material for DuctilityASTM E 384 Microindentation Hardness of MaterialsASTM E 539 X-Ray Emission Spectrometric Analysis of 6AI-4V Titanium AlloyASTM E 1409 Determination of Oxygen and Nitrogen in Titanium and Titanium Alloys by the Inert Gas Fusion TechniqueASTM E 1447 Determination of Hydrogen in Titanium and Titanium Alloys by the Inert Gas Fusion Thermal Conductivity/Infrared Detection MethodASTM E 1941 Determination of Carbon in Refractory and Reactive Metals and Their AlloysASTM E 2371 Analysis of Titanium and Titanium Alloys by Atomic Emission Plasma Spectrometry3. TECHNICAL REQUIREMENTS3.1 CompositionShall conform to the percentages by weight shown in Table 1; carbon shall be determined in accordance with ASTM E 1941, hydrogen in accordance with ASTM E 1447, oxygen and nitrogen in accordance with ASTM E 1409, and other elements in accordance with ASTM E 539 or ASTM E 2371. Other analytical methods may be used if acceptable to the purchaser.TABLE 1 - COMPOSITIONElement min maxVanadium 3.50 4.50Iron -- 0.30Oxygen -- 0.20Carbon -- 0.08Nitrogen -- 0.05 (500 ppm)Hydrogen (3.1.2) -- 0.015(150 ppm)Yttrium (3.1.1) -- 0.005( 50 ppm)Other Elements, each (3.1.1) -- 0.10Other Elements, total (3.1.1) -- 0.40Titanium remainder3.1.1 Determination not required for routine acceptance.3.1.2 Sample size, when using ASTM E 1447, may be as large as 0.35 gram.3.1.3 Check AnalysisComposition variations shall meet the applicable requirements of AMS 2249.3.2 Melting Practice3.2.1 Alloy shall be multiple melted. Melting cycle(s) prior to the final melting cycle shall be made using vacuumconsumable electrode, nonconsumable electrode, electron beam cold hearth, or plasma arc cold hearth meltingpractice. The final melting cycle shall be made under vacuum using vacuum arc remelting (VAR) practice with noalloy additions permitted.3.2.1.1 The atmosphere for nonconsumable electrode melting shall be vacuum or shall be argon and/or helium at anabsolute pressure not higher than 1000 mm of mercury.óóÀôôÀÀÀôôôôÀÀÀÀóÀóÀôôÀôôÀôÀôôÀóóóݱ°§®·¹¸¬ ÍßÛ ×²¬»®²¿¬·±²¿´SAE AMS 4911L- 3 -3.2.1.2 The electrode tip for nonconsumable electrode melting shall be water-cooled copper.3.3ConditionThe product shall be supplied in the following condition: 3.3.1Sheet and StripHot rolled with or without subsequent cold reduction, annealed, descaled, and leveled, having a surface appearance comparable to a commercial corrosion-resistant steel No. 2D finish (See 8.2). 3.3.2PlateHot rolled, annealed, descaled, and flattened, having a surface appearance comparable to a commercial corrosion-resistant steel No. 1 finish (See 8.2). Plate product shall be produced using standard industry practices designed strictly for the production of plate stock to the procured thickness. Bar, billet, forgings, or forging stock shall not be supplied in lieu of plate. 3.4AnnealingThe product shall be annealed by heating to a temperature within the range 1300 to 1650 °F (704 to 899 °C), holding at the selected temperature within ±25 °F (±14 °C) for a time commensurate with product thickness and the heating equipment and procedure used, and cooling at a rate which will produce product meeting the requirements of 3.5. Pyrometry shall be in accordance with AMS 2750. 3.5PropertiesThe product shall conform to the following requirements and shall meet the requirements of 3.5.1 and 3.5.2 after being reheated in air to 1325 °F ± 15 (718 °C ±8), held at heat for 20 minutes ± 2, cooled at a rate equivalent to an air cool or slower, and descaled. 3.5.1Tensile PropertiesShall be as specified in Table 2, determined in accordance with ASTM E 8 with the rate of strain maintained at 0.003 to 0.007 inch/inch per minute (0.003 to 0.007 mm/mm per minute) through the yield strength and then increased so as to produce failure in approximately one additional minute. When a dispute occurs between purchaser and vendor over the yield strength values, a referee test shall be performed on a machine having a strain rate pacer using a rate of 0.005 inch/inch per minute (0.005 mm/mm per minute) through the yield strength.TABLE 2A - MINIMUM TENSILE PROPERTIES, INCH/POUND UNITSNominal Thickness,InchesStrength ksi at 0.2% Offsetksi 2 Inches or 4D% 0.008 to 0.025, excl 134 126 6 0.025 to 0.063, excl 134 126 8 0.063 to 0.1875, excl 134 126 10 0.1875 to 4.000, incl13012010TABLE 2B - MINIMUM TENSILE PROPERTIES, SI UNITSNominal Thickness, Millimeters Strength MPa at 0.2% Offset, MPa 50.8 mm or 4D,% Up to 0.20, excl 920 866 -- 0.20 to 0.63, excl 920 866 6 0.63 to 1.60, excl 920 866 8 1.60 to 4.76, excl 920 866 10 4.76 to 101.6, incl 893 82310ݱ°§®·¹¸¬ ÍßÛ ×²¬»®²¿¬·±²¿´óóÀôôÀÀÀôôôôÀÀÀÀóÀóÀôôÀôôÀôÀôôÀóóóSAE AMS 4911L - 4 - 3.5.1.1 Tensile property requirements apply in both the longitudinal and transverse directions but tests in the transversedirection need be made only on product from which a specimen not less than 8.0 inches (203 mm) in length for sheet and strip and 2.50 inches (63.5 mm) in length for plate can be taken. Tests in the transverse direction are not required on product tested in the longitudinal direction.3.5.2 BendingProduct under 0.1875 inch (4.762 mm) in nominal thickness shall have a test sample prepared nominally 0.750 inch (19.06 mm) in width, with its axis of bending parallel to the direction of rolling. The sample shall be bend tested in conformance with the guided bend test defined in ASTM E 290 through an angle of 105 degrees. The test fixture supports shall have a contact radius 0.010 inch (0.25 mm) minimum, and the plunger shall have a radius equal to the bend factor shown in Table 3 times the nominal thickness. Examination of the bent sample shall show no evidence of cracking when examined at 15 to 25X magnification.TABLE 3 - BENDING PARAMETERSNominal ThicknessInch Nominal ThicknessMillimetersBendFactorUp to 0.070, incl Up to 1.78, incl 4.5Over 0.070 to 0.1874, incl Over1.78 to 4.76, incl 53.5.3 MicrostructureShall be that structure resulting from alpha-beta processing. Microstructure shall conform to 3.5.3.1, or 3.5.3.2, or 3.5.3.3, or 3.5.3.4. A microstructure showing a continuous network of alpha in prior beta grain boundaries is not acceptable.3.5.3.1 Lamellar alpha with some equiaxed alpha in a transformed beta matrix.3.5.3.2 E quiaxed alpha in a transformed beta matrix.3.5.3.3 Equiaxed alpha and elongated alpha in a transformed beta matrix.3.5.3.4 Partially broken and distorted grain boundary alpha with plate-like alpha.3.5.4 Surface ContaminationThe product shall be free of any oxygen-rich layer, such as alpha case, or other surface contamination, determined as in any one of the following: 3.5.4.1, 3.5.4.2, 3.5.4.3, or other method acceptable to purchaser.3.5.4.1 The bend test of 3.5.2.3.5.4.2 Microscopic examination at 400X minimum.3.5.4.3 A surface hardness more than 40 points higher than subsurface hardness, determined in accordance withASTM E 384 on the Knoop scale using a 200-gram load, shall be evidence of unacceptable surfacecontamination.3.6 QualityThe product, as received by purchaser, shall be uniform in quality and condition, sound, and free from oil cans (See8.3.1) of depth in excess of the flatness tolerances, ripples, and foreign materials and from imperfections detrimental tousage of the product.3.6.1 Plate, 0.500 to4.000 inches (12.7 to 101.6 mm), inclusive, in nominal thickness, shall be ultrasonically inspectedin accordance with AMS 2631 and shall meet Class A1 requirements of AMS 2631.3.7 TolerancesShall conform to all applicable requirements of AMS 2242.ݱ°§®·¹¸¬ ÍßÛ ×²¬»®²¿¬·±²¿´óóÀôôÀÀÀôôôôÀÀÀÀóÀóÀôôÀôôÀôÀôôÀóóóSAE AMS 4911L- 5 -3.7.1Special flatness may be specified for plate; in which case, the special flatness tolerances of AMS 2242 apply.4. QUALITY ASSURANCE PROVISIONS 4.1Responsibility for InspectionThe vendor of the product shall supply all samples for vendor s tests and shall be responsible for the performance of all required tests. Purchaser reserves the right to sample and to perform any confirmatory testing deemed necessary to ensure that the product conforms to specified requirements. 4.2 Classification of Tests 4.2.1Acceptance TestsComposition (3.1), condition (3.3), tensile properties (3.5.1), bending (3.5.2), microstructure (3.5.3), surface contamination (3.5.4), ultrasonic quality (3.6.1), and tolerances (3.7) are acceptance tests and shall be performed on each heat or lot as applicable. 4.2.2Periodic TestsTests of the product after reheating as in 3.5 for tensile properties (3.5.1) and bending properties (3.5.2) are periodic tests and shall be performed at a frequency selected by the vendor unless frequency of testing is specified by purchaser. 4.3Sampling and TestingShall be in accordance with the following; a lot shall be all product of the same nominal size from the same heat processed at the same time: 4.3.1 For Acceptance Tests 4.3.1.1CompositionOne sample from each heat, except that for hydrogen determinations one sample from each lot obtained after thermal and chemical processing is completed. 4.3.1.2Tensile Properties, Bending, Microstructure, and Surface ContaminationOne or more samples from each lot. 4.3.1.2.1Specimens for tensile tests of widths 9 inches (229 mm) and over shall be taken with the axis of the specimen perpendicular to the direction of rolling; for widths under 9 inches (229 mm), specimens shall be taken with the axis parallel to the direction of rolling. Specimens from product under 2 inches (50.8 mm) in width shall be as agreed upon by purchaser and vendor.4.4 Reports 4.4.1Raw MaterialThe vendor shall provide a copy of the original material manufacturer s report (material certification) including: producer name, product form, mill produced size, and country where the metal was melted (i.e., final melt in the case of metal processed by multiple melting operations). The vendor of the product shall furnish with each shipment a report showing the results of tests for composition of each heat and for hydrogen content, tensile properties, bending, ultrasonic inspection, and surface contamination of each lot, and stating that the product conforms to the other technical requirements. This report shall include the purchase order number, heat and lot numbers, AMS 4911L, size, specificannealing treatment used, and quantity.ݱ°§®·¹¸¬ ÍßÛ ×²¬»®²¿¬·±²¿´óóÀôôÀÀÀôôôôÀÀÀÀóÀóÀôôÀôôÀôÀôôÀóóóSAE AMS 4911L - 6 -4.4.2 Fabricated PartsA copy of the original manufacturer s report (material certification) shall be provided by the vendor to the purchaser whenthe purchase order specifies AMS 4911.4.5 Resampling and RetestingIf any specimen used in the above tests fails to meet the specified requirements, disposition of the product may be based on the results of testing three additional specimens for each original nonconforming specimen. Failure of any retest specimen to meet the specified requirements shall be cause for rejection of the product represented. Results of all tests shall be reported.5. PREPARATION FOR DELIVERY5.1 IdentificationShall be in accordance with AMS 2809.5.2 PackagingThe product shall be prepared for shipment in accordance with commercial practice and in compliance with applicable rules and regulations pertaining to the handling, packaging, and transportation of the product to ensure carrier acceptance and safe delivery.6. ACKNOWLEDGMENTA vendor shall mention this specification number and its revision letter in all quotations and when acknowledging purchaseorders.7. REJECTIONSProduct not conforming to this specification, or to modifications authorized by purchaser, will be subject to rejection.8. NOTES8.1 A change bar (|) located in the left margin is for the convenience of the user in locating areas where technicalrevisions, not editorial changes, have been made to the previous issue of a specification. An (R) symbol to the left of the document title indicates a complete revision of the specification, including technical revision. Change bars and(R) are not used in original publications, nor in specifications that contain editorial changes only.8.1.1 AMS 4911L is an editorial correction necessary to correct an error in the K revision. In this instance, óóÀôôÀÀÀôôôôÀÀÀÀóÀóÀôôÀôôÀôÀôôÀóóóthe change bar symbol(s) included herein are for the convenience of the user in locating areas wheretechnical changes have been made to the K and L revisions.8.2 Commercial corrosion-resistant steel finishes are defined in ASTM A 480/A 480 M and AS4194.8.3 Terms used in AMS are clarified in ARP1917 and as follows:8.3.1 Oil Can is defined as an excess of material in a localized area of a sheet that causes the sheet to buckle in thatarea. When the sheet is placed on a flat surface and hand pressure applied to the buckle, the buckle will springthrough to the opposite surface or spring up in another area of the sheet.8.4 Dimensions and properties in inch/pound units and the Fahrenheit temperatures are primary; dimensions andproperties in SI units and the Celsius temperatures are shown as the approximate equivalents of the primary units and are presented only for information.ݱ°§®·¹¸¬ ÍßÛ ×²¬»®²¿¬·±²¿´SAE AMS 4911L - 7 -8.5 Purchase documents should specify not less than the following:AMS 4911LProduct form and size of product desiredQuantity of product desired.óóÀôôÀÀÀôôôôÀÀÀÀóÀóÀôôÀôôÀôÀôôÀóóóݱ°§®·¹¸¬ ÍßÛ ×²¬»®²¿¬·±²¿´。
钛合金超塑成形工艺方法研究

钛合金超塑成形工艺方法研究摘要:针对钛合金板材在常温下弹性大、成形困难的问题,提出了一种利用钛合金在高温下具有超塑性的特征进行超塑成形的工艺方法。
本文以TC4材料板材零件为研究对象,详细介绍了钛合金超塑成形(气胀成形)的具体工艺实施过程以及工艺参数的设置等,为超塑成形工艺的应用提供了指导规范。
关键词:钛合金板料;超塑成形;工艺流程;工艺参数0引言钛合金具有抗疲劳、比强度高、耐腐蚀耐高温、一定的形状记忆性能、优越的力学性质、化学性质稳定等优点[1],随着航空航天技术的发展,钛合金在航空航天领域的应用范围不断扩展,钛合金结构件越来越呈现出大尺寸、薄壁曲面、变厚度和整体结构的趋势,进一步提高了航空航天飞行器的性能、结构刚性,减轻了重量,因此钛合金成形技术也成为航空航天制造技术的研究重点。
超塑成形技术是利用材料的超塑性来成形零件的一种工艺方法(在本文中超塑成形是指板材的气胀成形),它具有成形的零件结构设计自由度大、所需模具结构简单、所需成形设备吨位小投资少等特点,因此用超塑性气压胀形可以进行整体设计,减少工序和工装数量,降低工时和费用。
1材料控制按本文进行超塑成形工艺时,TC4钛合金板材的规格、化学成分、室温和高温机械性能及供货条件应符合GB/T 3621-2007的要求,Ti-6Al-4V钛合金板材的规格、化学成分、室温和高温机械性能及供货条件应符合AMS 4911的要求,且应有材料合格证。
成形前应检查表面质量,不允许材料表面存在起皮、夹杂物及超过标准要求的划伤、压痕、裂纹等缺陷。
运输和存放过程中应注意防止表面划伤。
超塑成形时需要用到辅助材料,主要包括清洗剂、保护涂料(包括润滑剂)等。
常用的清洗剂包括丙酮、无水乙醇、金属清洗剂等,其主要作用是清除表面油污。
保护涂料主要包括高温漆、氮化硼、胶体石墨、润滑剂等,其主要目的是在零件成形时起到润滑作用和加热时起到防止(减轻)材料表面氧化作用。
所选辅助材料不应对钛合金零件产生有害影响,并符合相应的国家标准、行业标准或专用技术标准,若无相关标准的新型辅助材料,则采取试用可行的材料,辅助材料应有生产厂家质量保证单或合格证。
美国宇航标准AMS及牌号对照
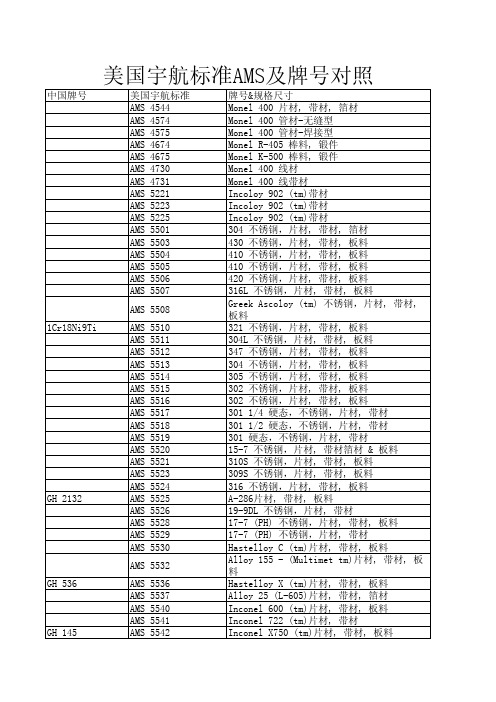
中国牌号美国宇航标准牌号&规格尺寸AMS 4544Monel 400 片材, 带材, 箔材AMS 4574Monel 400 管材-无缝型AMS 4575Monel 400 管材-焊接型AMS 4674Monel R-405 棒料, 锻件AMS 4675Monel K-500 棒料, 锻件AMS 4730Monel 400 线材AMS 4731Monel 400 线带材AMS 5221Incoloy 902 (tm)带材AMS 5223Incoloy 902 (tm)带材AMS 5225Incoloy 902 (tm)带材AMS 5501304 不锈钢,片材, 带材, 箔材AMS 5503430 不锈钢,片材, 带材, 板料AMS 5504410 不锈钢,片材, 带材, 板料AMS 5505410 不锈钢,片材, 带材, 板料AMS 5506420 不锈钢,片材, 带材, 板料AMS 5507316L 不锈钢,片材, 带材, 板料AMS 5508Greek Ascoloy (tm) 不锈钢,片材, 带材,板料1Cr18Ni9Ti AMS 5510321 不锈钢,片材, 带材, 板料AMS 5511304L 不锈钢,片材, 带材, 板料AMS 5512347 不锈钢,片材, 带材, 板料AMS 5513304 不锈钢,片材, 带材, 板料AMS 5514305 不锈钢,片材, 带材, 板料AMS 5515302 不锈钢,片材, 带材, 板料AMS 5516302 不锈钢,片材, 带材, 板料AMS 5517301 1/4 硬态,不锈钢,片材, 带材AMS 5518301 1/2 硬态,不锈钢,片材, 带材AMS 5519301 硬态,不锈钢,片材, 带材AMS 552015-7 不锈钢,片材, 带材箔材 & 板料AMS 5521310S 不锈钢,片材, 带材, 板料AMS 5523309S 不锈钢,片材, 带材, 板料AMS 5524316 不锈钢,片材, 带材, 板料GH 2132AMS 5525A-286片材, 带材, 板料AMS 552619-9DL 不锈钢,片材, 带材AMS 552817-7 (PH) 不锈钢,片材, 带材, 板料AMS 552917-7 (PH) 不锈钢,片材, 带材AMS 5530Hastelloy C (tm)片材, 带材, 板料AMS 5532Alloy 155 - (Multimet tm)片材, 带材, 板料GH 536AMS 5536Hastelloy X (tm)片材, 带材, 板料AMS 5537Alloy 25 (L-605)片材, 带材, 箔材AMS 5540Inconel 600 (tm)片材, 带材, 板料AMS 5541Inconel 722 (tm)片材, 带材GH 145AMS 5542Inconel X750 (tm)片材, 带材, 板料中国牌号美国宇航标准牌号&规格尺寸GH 738AMS 5544Waspalloy (tm)片材, 带材, 板料GH 141AMS 5545Rene 41 (tm)片材, 带材, 板料AMS 5546AM 350 (tm) 不锈钢,片材, 带材AMS 5547AM 355 (tm) 不锈钢,片材, 带材AMS 5548AM 350 (tm) 不锈钢,片材, 带材AMS 5549AM 355 (tm) 不锈钢,板料AMS 5550Inconel 702 (tm)片材, 带材AMS 5553Nickel 201片材, 带材AMS 5554AM 350 (tm) 不锈钢,圆管材- 无缝型AMS 5555Nickel 205线材, 丝/带AMS 5556347 不锈钢,管材- 无缝型, 焊接型1Cr18Ni9Ti AMS 5557321 不锈钢,管材- 无缝型, 焊接型AMS 5558347 不锈钢,圆管材- 焊接型1Cr18Ni9Ti AMS 5559321 不锈钢,圆管材- 焊接型AMS 5560304 不锈钢,圆管材- 无缝型AMS 556121-6-9 不锈钢,管材- 焊接型, 冷拔AMS 5561Nitronic 40 (tm)管材- 焊接型, 冷拔AMS 556221-6-9 不锈钢,圆管材- 无缝型AMS 5563304 不锈钢,管材- 无缝型, 焊接型AMS 5564304 不锈钢,管材AMS 5565304 不锈钢,圆管材- 焊接型AMS 5566304 不锈钢,管材- 无缝型, 焊接型AMS 5567304 不锈钢,管材- 无缝型, 焊接型AMS 556817-7 (PH) 不锈钢,圆管材- 焊接型AMS 5569304L 不锈钢,管材- 无缝型, 焊接型1Cr18Ni9Ti AMS 5570321 不锈钢,圆管材- 无缝型AMS 5571347 不锈钢,圆管材- 无缝型AMS 5572310S 不锈钢,圆管材- 无缝型AMS 5573316 不锈钢,圆管材- 无缝型AMS 5574309S 不锈钢,圆管材- 无缝型AMS 5575347 不锈钢,圆管材- 焊接型1Cr18Ni9Ti AMS 5576321 不锈钢,圆管材- 焊接型AMS 5577310 不锈钢,圆管材- 焊接型AMS 5577310S 不锈钢,圆管材- 焊接型AMS 5578Custom 455 (tm) 不锈钢,圆管材- 焊接型AMS 557919-9DL 不锈钢,圆管材- 焊接型AMS 5580Inconel 600 (tm)圆管材- 无缝型AMS 5581Inconel 625 (tm)管材- 无缝型, 焊接型GH 145AMS 5582Inconel X750 (tm)圆管材- 无缝型GH 145AMS 5583Inconel X750 (tm)圆管材- 无缝型AMS 5584316L 不锈钢,管材- 无缝型, 焊接型AMS 5585Alloy 155 - (Multimet tm)圆管材- 焊接型GH 738AMS 5586Waspalloy (tm)圆管材- 焊接型GH 536AMS 5587Hastelloy X (tm)圆管材- 无缝型中国牌号美国宇航标准牌号&规格尺寸GH 536AMS 5588Hastelloy X (tm)管材- 焊接型, 冷拔GH 4169AMS 5589Inconel 718 (tm)圆管材- 无缝型GH 4169AMS 5590Inconel 718 (tm)圆管材- 无缝型AMS 5591410 不锈钢,圆管材- 无缝型AMS 5592330 不锈钢,片材, 带材, 板料AMS 5593333 不锈钢,片材, 带材, 板料GH 4169AMS 5596Inconel 718 (tm)片材, 带材, 板料GH 4169AMS 5597Inconel 718 (tm)片材, 带材, 板料GH 145AMS 5598Inconel X750 (tm)片材, 带材, 板料AMS 5599Inconel 625 (tm)片材, 带材, 板料AMS 560417-4 (PH) 不锈钢,片材, 带材, 板料AMS 5605Inconel 706 (tm)片材, 带材, 板料AMS 5606Inconel 706 (tm)片材, 带材, 板料AMS 5607Hastelloy N (tm)片材, 带材, 板料AMS 5608Haynes 188 (tm)片材, 带材, 板料AMS 5610416 不锈钢,棒料, 锻件AMS 5613410 不锈钢,棒料, 线材, 锻件, 管材 & 环件AMS 5616Greek Ascoloy (tm) 不锈钢,棒料, 线材,锻件, 管材 & 环件AMS 5617Custom 455 (tm) 不锈钢,棒料, 线材, 锻件AMS 5618440 C 不锈钢,棒料, 锻件AMS 5620420F 不锈钢,棒料, 锻件AMS 5621420 不锈钢,棒料, 锻件AMS 562217-4 (PH) 不锈钢,棒料, 线材, 锻件, 管材& 环件AMS 5626T1 Tool Steels 棒料, 锻件AMS 5627430 不锈钢,棒料, 锻件, 管材, 环件AMS 5628431 不锈钢,棒料, 锻件, 管材, 环件AMS 562913-8Mo 不锈钢,棒料, 锻件, 环件AMS 5630440 C 不锈钢,棒料, 锻件AMS 5631440 A 不锈钢,棒料, 锻件AMS 5632440 F SE 不锈钢,棒料, 锻件AMS 5632440 F 不锈钢,棒料, 锻件AMS 5632440 A 不锈钢,棒料, 锻件AMS 5639304 不锈钢,棒料, 线材, 锻件, 管材 & 环件AMS 5640(TYPE 1) 303 不锈钢,棒料, 线材, 锻件AMS 5640(TYPE 2) 303 Se 不锈钢,棒料, 线材, 锻件AMS 564317-4 (PH) 不锈钢,棒料, 线材, 锻件, 管材& 环件AMS 564417-7 (PH) 不锈钢,棒料, 锻件1Cr18Ni9Ti AMS 5645321 不锈钢,棒料, 锻件, 管材, 环件AMS 5646347 不锈钢,棒料, 锻件, 管材, 环件中国牌号美国宇航标准牌号&规格尺寸AMS 5648316 不锈钢,棒料, 锻件, 管材, 环件AMS 5650309S 不锈钢,棒料, 锻件, 管材, 环件AMS 5651310 不锈钢,棒料, 锻件, 管材, 环件AMS 5651310S 不锈钢,棒料, 锻件, 管材, 环件AMS 5653316L 不锈钢,棒料, 锻件, 管材, 环件AMS 5654347 不锈钢,棒料, 线材, 锻件, 管材 & 环件AMS 5655422 不锈钢,棒料, 锻件AMS 565621-6-9 不锈钢,棒料, 锻件, 环件AMS 565715-7 不锈钢,棒料, 锻件AMS 565915-5 不锈钢,棒料, 锻件, 环件AMS 5660Nimonic 901,棒料, 锻件AMS 5661Nimonic 901,棒料, 锻件, 环件GH 4169AMS 5662Inconel 718 (tm)棒料, 锻件, 环件GH 4169AMS 5663Inconel 718 (tm)棒料, 锻件, 环件GH 4169AMS 5664Inconel 718 (tm)棒料, 锻件, 环件AMS 5665Inconel 600 (tm)棒料, 锻件, 环件AMS 5666Inconel 625 (tm)棒料, 锻件, 环件GH 145AMS 5667Inconel X750 (tm)棒料, 锻件, 环件GH 145AMS 5668Inconel X750 (tm)棒料, 锻件, 环件GH 145AMS 5670Inconel X750 (tm)棒料, 锻件, 环件GH 145AMS 5671Inconel X750 (tm)棒料, 锻件, 环件AMS 5672Custom 455 (tm) 不锈钢,线材AMS 5674347 不锈钢,线材AMS 5676Nichrome (tm)线材AMS 567817-7 (PH) 不锈钢,线材AMS 5687Inconel 600 (tm)线材1Cr18Ni9Ti AMS 5689321 不锈钢,线材AMS 5690316 不锈钢,线材AMS 5696316 不锈钢,线材AMS 5697304 不锈钢,线材GH 145AMS 5698Inconel X750 (tm)线材GH 145AMS 5699Inconel X750 (tm)线材AMS 5701Inconel 706 (tm)棒料, 锻件, 环件AMS 5702Inconel 706 (tm)棒料, 锻件, 环件AMS 5703Inconel 706 (tm)棒料, 锻件, 环件GH 738AMS 5704Waspalloy (tm)自由锻件GH 738AMS 5706Waspalloy (tm)棒料, 锻件, 环件GH 738AMS 5708Waspalloy (tm)棒料, 锻件, 环件GH 738AMS 5709Waspalloy (tm)棒料, 锻件AMS 5711Hastelloy S (tm)棒料, 锻件, 环件GH 141AMS 5712Rene 41 (tm)棒料, 锻件, 环件GH 141AMS 5713Rene 41 (tm)棒料, 锻件, 环件AMS 5714Inconel 722 (tm)棒料, 锻件, 环件中国牌号美国宇航标准牌号&规格尺寸AMS 5715Inconel 601 (tm)棒料, 锻件, 环件AMS 5716330 不锈钢,棒料, 锻件, 环件AMS 5717333 不锈钢,棒料, 锻件, 环件GH 2132AMS 5726A-286棒料 & 线材GH 2132AMS 5731A-286棒料, 锻件, 管材, 环件GH 2132AMS 5732A-286棒料, 锻件, 管材, 环件AMS 5733Discalloy (tm)棒料, 线材, 锻件, 管材 &环件GH 2132AMS 5734A-286棒料, 锻件, 管材, 环件GH 2132AMS 5737A-286棒料, 线材, 锻件, 管材 & 环件AMS 5743AM 355 (tm) 不锈钢,棒料, 锻件AMS 5744AM 355 (tm) 不锈钢,棒料, 锻件AMS 5746D-979(tm)GH 145AMS 5747Inconel X750 (tm)棒料, 锻件, 环件AMS 5750Hastelloy C (tm)棒料, 锻件, 环件AMS 5751Udimet 500 (tm)棒料, 锻件, 环件AMS 5753Udimet 500 (tm)棒料, 锻件GH 536AMS 5754Hastelloy X (tm)棒料, 锻件, 环件AMS 5755Hastelloy W (tm)棒料, 锻件AMS 5755Hastelloy W (tm)棒料, 锻件, 环件AMS 5759Alloy 25 (L-605)棒料, 锻件, 环件AMS 5762203 EZ 不锈钢,棒料, 线材, 锻件AMS 5763Custom 450 (tm) 不锈钢,棒料, 锻件, 管材, 环件AMS 5766Incoloy 800 (tm)棒料, 锻件AMS 5768Alloy 155 - (Multimet tm)棒料, 锻件, 环件AMS 5769Alloy 155 - (Multimet tm)棒料, 锻件, 环件AMS 5771Hastelloy N (tm)棒料, 锻件, 环件AMS 5772Haynes 188 (tm)棒料, 锻件, 环件AMS 5773Custom 450 (tm) 不锈钢,棒料, 线材, 锻件, 管材 & 环件AMS 5776410 不锈钢,线材AMS 5786Hastelloy W (tm)线材AMS 5788302 不锈钢,圆线材AMS 5794Alloy 155 - (Multimet tm)线材AMS 5796Alloy 25 (L-605)线材GH 536AMS 5798Hastelloy X (tm)线材GH 141AMS 5800Rene 41 (tm)线材AMS 5803Incoloy 903 (tm)线材GH 2132AMS 5804A-286线材GH 2132AMS 5805A-286线材AMS 582615-5 不锈钢,线材中国牌号美国宇航标准牌号&规格尺寸GH 738AMS 5828Waspalloy (tm)线材AMS 5829Nimonic 90 (tm)线材AMS 5831Haynes 556 (tm)线材GH 4169AMS 5832Inconel 718 (tm)线材AMS 5833Elgiloy (tm)线材AMS 5834Elgiloy (tm)线材AMS 5837Inconel 625 (tm)线材AMS 5838Hastelloy S (tm)线材AMS 5842MP159AMS 5846Alloy 700 棒料 & 锻件AMS 5848Nitronic 60 (tm)棒料, 锻件, 环件GH 2132AMS 5853A-286棒料 & 线材GH 2132AMS 5858A-286片材, 带材, 板料AMS 5859Custom 450 (tm) 不锈钢,片材, 带材, 板料AMS 5860Custom 455 (tm) 不锈钢,片材, 带材, 板料AMS 586215-5 不锈钢,片材, 带材, 板料AMS 5863Custom 450 (tm) 不锈钢,片材, 带材, 板料AMS 586413-8 不锈钢,板料AMS 5870Inconel 601 (tm)片材, 带材, 板料AMS 5871Incoloy 800 (tm)片材, 带材, 板料AMS 5872Hastelloy C263 (tm)片材, 带材, 板料AMS 5872Nimonic 263 (tm)片材, 带材, 板料AMS 5873Hastelloy S (tm)片材, 带材, 板料AMS 5874Haynes 556 (tm)片材, 带材, 板料AMS 5875Elgiloy (tm)带材AMS 5876Elgiloy (tm)带材AMS 5878Haynes Alloy 230 (tm)片材, 带材, 板料AMS 5879Inconel 625LCF (tm)片材AMS 5880440 C 不锈钢,棒料, 锻件AMS 5884Incoloy 909棒料, 锻件, 环件AMS 5886Nimonic 263 (tm)棒料, 锻件, 环件AMS 5887Inconel 617(tm) 棒料, 锻件, 环件AMS 5888Inconel 617(tm) 板AMS 5889Inconel 617(tm) 片材,带材AMS 5891Haynes Alloy 230 (tm)棒料, 锻件, 环件GH 2132AMS 5895A-286棒料, 线材, 锻件, 管材 & 环件AMS 5892Inconel 909 (tm) 片材,带材AMS 5893Inconel 909 (tm) 棒料, 锻件, 环件GH 4169AMS 5914Inconel 718 SPF,片材, 带材, 板料AMS 5940Inconel 783 棒料, 锻件, 环件GH 4169AMS 5950Inconel 718 SPF,带材, 板料。
gr.5 国内标准

gr.5 国内标准
Gr.5是一种钛合金材料,也称为Ti-6Al-4V,是一种高强度、高韧性、高耐蚀性的航空级钛合金。
Gr.5在国际上有多种标准,如美国的AMS 4911H,MIL-T-9046J,ASTM B265,DMS1592F等。
在国内,Gr.5的标准是GB/T 3621-2007《钛及钛合金板和带材》,该标准规定了Gr.5的化学成分、力学性能、尺寸、公差、表面质量、检验方法等技术要求。
Gr.5的化学成分为:钛余量,铝5.5-6.8%,钒3.5-4.5%,氮≤0.05%,碳≤0.10%,氢≤0.015%,铁≤0.30%,氧≤0.20%。
Gr.5的力学性能为:抗拉强度≥895 MPa,屈服强度≥825 MPa,延伸率≥10%。
Gr.5是一种广泛应用的钛合金,主要用于制造飞机发动机、火箭、导弹、高速飞机等的结构件和零部件,以及化工、造船、医疗等领域的设备和器械。
Gr.5具有以下优点:
•密度低,比强度高,可降低结构重量,提高飞行性能;
•耐高温,可在500℃以下长期工作,甚至可达700℃;
•耐低温,可在-196℃以下保持良好的韧性,适用于低温高压容器;•耐蚀,可在海水、各种酸碱溶液、氯化物等介质中不被腐蚀,延长使用寿命;
•生物相容性好,可用于人体植入物,如人工关节、牙科植入物等。
航空航天行业航空器制造质量标准
航空航天行业航空器制造质量标准航空航天行业是现代高科技产业中最具挑战性和竞争性的领域之一,航空器制造质量标准是确保飞行安全和产品质量的重要举措。
本文将从航空器的设计、材料选择、制造工艺和测试等方面,分别介绍航空器制造质量标准的具体要求,以保障航空器的高可靠性和安全性。
一、航空器设计航空器设计是航空器制造的第一步,关乎整个制造过程的质量和性能。
设计人员应严格遵守航空器设计规范,确保航空器的结构强度、稳定性、空气动力学性能等满足国际标准。
此外,设计人员还应考虑航空器的维修性、可靠性等因素,以方便后续的制造和维护工作。
二、航空器材料选择航空器的材料选择对航空器的质量和性能起着至关重要的作用。
航空器制造应选择经过认证的高强度、高耐腐蚀性和高温稳定性的材料。
在材料的选择和使用过程中,必须严格遵守材料制造商提供的规范和标准,确保材料的质量。
三、航空器制造工艺航空器制造工艺是航空器生产中最关键的环节之一。
制造工艺的合理性和精益求精的要求,直接关系到航空器的质量和性能。
制造工艺包括机械加工、焊接、涂装等过程,各个环节都需要有严格的标准和规范。
制造人员应严格按照工艺流程操作,遵循标准化的作业指导书和质量控制手册。
四、航空器测试航空器制造完成后,必须进行严格的测试和验证,以确保航空器的各项性能指标符合要求。
测试内容包括结构强度测试、飞行模拟测试、环境适应性测试等。
同时,还需要进行全面的质量检验,确保零部件的加工尺寸、表面质量等满足要求。
所有测试和检验结果必须记录并保留,以备查证。
五、航空器质量管理航空器质量管理是确保航空器制造质量的重要环节。
航空器制造企业应建立完善的质量管理体系,包括质量目标、质量控制计划、质量考核等。
同时,还需要制定质量管理手册,明确各项质量标准和规范的要求,确保每一道工序都严格按照质量要求进行操作。
六、航空器维护和修复航空器制造质量标准还包括航空器的维护和修复方面的要求。
航空器在使用过程中,难免会遇到损坏和故障,需要进行维修和修复。
飞机复合材料制造标准

飞机复合材料制造标准【原创版】目录一、飞机复合材料的定义和分类二、飞机复合材料的制造标准三、飞机复合材料的应用优势四、飞机复合材料的制造技术挑战五、飞机复合材料的未来发展趋势正文一、飞机复合材料的定义和分类飞机复合材料是指用于飞机制造的一类具有特殊性能的材料,通常由两种或两种以上的材料组合而成,如金属与塑料、金属与陶瓷等。
这些材料结合了各种材料的优点,具有高强度、高刚性、良好的抗疲劳性、抗腐蚀性等性能。
根据不同的组合方式和材料类型,飞机复合材料可分为多种类别。
二、飞机复合材料的制造标准飞机复合材料的制造需要遵循严格的标准,以确保其性能和安全性。
这些标准包括材料的选择、生产工艺、质量检测等方面。
例如,在材料选择方面,需要选用具有良好耐腐蚀性、高强度和焊接性能的钛合金和碳纤维等复合材料。
在生产工艺方面,需要采用适当的成型方法和工艺参数,以保证制品的尺寸精度和表面质量。
在质量检测方面,需要对制品进行全面的性能测试和无损检测,以确保其符合设计要求。
三、飞机复合材料的应用优势飞机复合材料在航空领域具有广泛的应用优势,主要体现在以下几点:1.轻质高强:飞机复合材料具有较高的强度和刚度,同时重量较轻,能够提高飞机的性能和燃油效率。
2.良好的抗疲劳性和抗腐蚀性:飞机复合材料具有较好的抗疲劳性和抗腐蚀性,能够延长飞机的使用寿命和提高其可靠性。
3.良好的成型性能:飞机复合材料具有较好的成型性能,能够适应各种复杂的结构设计和制造工艺。
4.降低维修成本:飞机复合材料具有较好的损伤容限和修复性能,能够降低飞机的维修成本和提高其使用寿命。
四、飞机复合材料的制造技术挑战尽管飞机复合材料具有许多优点,但其制造技术仍面临一些挑战,主要表现在以下几点:1.材料成本较高:飞机复合材料的制造成本相对较高,限制了其在航空领域的广泛应用。
2.制造工艺复杂:飞机复合材料的制造工艺较为复杂,需要严格的工艺控制和质量检测,对生产设备和工艺要求较高。
宇航材料棒丝技术规范AMS4921G
宇航材料技术规范AMS4921G1952.11.1出版钛棒、丝、锻件和环材1991.10.1修订(工业纯钛,屈服强度70Ksi,483MPa)代替:AMS4921FUNS R507001、范围1.1 类型:本规范适用于一种工业纯钛生产的钛棒材、丝材、锻件和闪光焊环以及用于锻件或闪光焊环的坯料。
1.2 应用:主要用作最大使用温度范围在400℉(205℃)以下。
要求具有一定强度,并在600℉(315℃)以下具有抗氧化性的零部件,但不限制这种应用。
1.3 分类:本技术规范所包括的产品按熔炼方式分类如下:类型1:采用多种熔炼,而且至少有一次熔炼是在真空下进行。
类型2:采用电子束熔炼。
1.3.1 除非在订单中规定类型,否则再按以上一类或二类供货。
2 适用文件对本文规定范围内下述出版物构成技术规范的一部分。
宇航材料规范(SAE)应采用最新版本。
其他出版物应用在采购订单日期内有效的版本。
2.1 SAE刊物:可从美国机动车工程师学会获取。
地址:400Commonweal th Drive, Warrendale PA 15096-0001AMS 2241 耐蚀和耐热钢、铁合金、钛及钛合金棒和丝材的尺寸公差。
MAM 2241耐蚀和耐热钢、铁合金、钛及钛合金棒和丝材的尺寸公差(米制)AMS 2249 钛及钛合金化学分析界限AMS 2750 高温测定方法AMS 2808 锻件的标记AMS 2809钛及钛合金加工产品的标记AMS 7498 钛及钛合金闪光焊环2.2 ASTM出版物可以美国材料和试验协会获得。
地址:1916 Race Stree Philadephia PA 19103-1187 ASTME8 金属材料拉伸试验ASTME8M金属材料拉伸试验(米制)ASTME120 钛及钛合金的化学分析2.3美国政府刊物可从标准文件出版编辑部订单中获得。
地址:Building4D 700 Robbins , Avenue Philadephia PA 19111-5094MIL-STD -163 钢轧制产品的装运和贮存准备。
ASTM B265与AMS 4911 2017

04.3 其它要求
超声检验
名 义 厚 度 在 0.500-4.000 英寸的板材,按AMS2631 进行超声检验,幵应符合 A1级的要求
质量
thank 产品质量、状态一致,完 好幵没有超过平直度的油壶、波 纹和外来物及不利于产品使用的 缺陷
偏差
应符合AMS2242中所适用 的要求
平直度 Add your text here down 对 于 厚度 可 以限 定特殊的平直度。此时, 适合 AMS 的特殊平直度 的偏差
应用: 广泛用于温度至 7500F需要一定 强度的零件,但 不限于此用途。 范围 : 适用于英寸/磅 单位制表示的钛 合金薄板带和中 厚板。
熔炬方法: 合金应经 多次熔炼。最后一次 熔炬之前的各次熔炼 应使用自耗电极、非 自耗电极、电子束或 等离子电弧熔炼方法。
02 化学成分
03 拉伸性能
03.1 弯曲系数
THANKS
内部资料
02 术语说明
03 机械性能
最小和最大极限值应用于与轧制方向 平行和垂直所进行的试验,除退火或厚 度超过1英寸(25mm)的板材以外,其 他条件的机械性能可以由厂方和需方协 商确定。 B T等于弯曲试验试样的厚度。弯曲试验 不适用于厚度大于0.187英寸 (4.75mm)的材料。 C 对于Gr5、6和32厚度小于0.025英寸 (0.635mm)材料的伸长率只可通过协 商确定。 D 对于Gr9和18连续轧制和退火的带材, 其伸长率,纵向最小应为12%,横向最 小为8%。 E 材料性能是在固溶处理状态下测定的。 F 正常情况下材料是以固溶状态销售的。 因此时效状态的材料性能应由买卖双方 协商确定。
A
04.1 钛薄板 尺寸公差
04.2 钛带材公差
由美国军用标准转化的宇航材料规范
由美国军用标准转化的
宇航材料规范
Document number【AA80KGB-AA98YT-AAT8CB-2A6UT-A18GG】
由美国军用标准转化的宇航材料规范(AMS)清单
自美国1994年6月发布关于美军标改革的政策备忘录以来,在军用材料及热工艺方面,截止1999年1月,由美国军用标准转化而来的宇航材料规范(AMS)有151项,转化方式是将原标准代号用AMS代替,即将MS、AND、FED、MIL等改为AMS,原标准代号不变。
转化而来的AMS标准清单见表1,供参考。
表1由美国军用标准转化的AMS清单
注:AND——美国空、海军航空设计标准(Air Force-Navy Aeronautical Design Standards, DOD);AS——美国宇航标准(Aerospace Standards, SAE);FED——美国联邦标准(FEDeral Standards);MIL——美国军用标准(MILitary Standards, DOD);MS——美国军用标准图纸(Military Standard Drawings);QQ——美国联邦规范(Federal Specifications)。
航空航天材料标准AMS4911L
航空航天材料标准AMS4911L航空航天材料标准规范AMS 4911L退火钛合金6Al-4V薄板、带材和中厚板原理AMS 4911L产生于3.4节的SI转换值。
AMS 4911K 产生于包括报告要求修订和表2标题修正的考查和更新。
1.范围1.1规格本规范涵盖了各种规格的薄板、带材和中厚板钛合金。
1.2应用此类产品主要应用于750°F(399℃)温度下需要较大强度的零件,但是其应用不仅仅限于此类应用。
1.2.1一些加工方法和服役条件可能造成此类产品对应力—腐蚀裂纹;ARP82推荐了减小这些条件的习惯做法。
2.参考资料下述文件在购买订单签订之日起生效,这里列出了部分标准的指定要求。
供货商需按照标准规范的最新修订版加工,除非指定专门标准要求。
当参考标准取消且替换标准没有指定,最新修订版的标准需要提供。
2.1SAE 规范SAE协会授权,协会地址:400 Commonwealth Drive, Warrendale, PA 15096-0001, Tel: 877-606-7323 (inside USAand Canada) or 724-776-4970 (outside USA), or.AMS 2242 高强,耐蚀和耐热钢,铁合金,钛,钛合金薄板、带材和中厚板AMS 2249 钛和钛合金化学成分分析AMS 2631 钛和钛合金棒材和坯段超声波探伤AMS 2750 高温测定法AMS 2809 钛和钛合金锻件成品标识ARP982 减小钛合金锻件成品的应力—腐蚀裂纹的方法2.2ASTM 规范ASTM协会授权,协会地址:100 Barr Harbor Drive, P.O. Box C700, West Conshohocken, PA 19428-2959,Tel: 610-832-9585, or .ASTM E8 金属材料拉伸试验方法ASTM E290 材料韧性弯曲试验方法ASTM E384 材料微米探测压痕硬度方法ASTM E539 6Al-4V钛合金的x射线发射光谱测定法ASTM E1409 惰性气体中熔化方法测定钛和钛合金中氧与氮含量ASTM E1447 惰性气体中熔化导热率/红外线探测方法测定钛和钛合金中氢含量ASTM E1941 难熔活性金属及其合金的碳测定方法ASTM E2371 基于原子发射等离子体光谱法的钛和钛合金分析3.技术要求3.1成分成分需要符合表1中所示的质量分数要求;碳含量按照ASTM E1941测定,氢含量按照ASTM E447确定,氧、氮含量按照ASTM E1409测定,其它元素测定方法符合ASTM E539或者ASTM E2371,如购买方同意,可以使用其它分析方法。
航空器制造质量标准要求
航空器制造质量标准要求航空器的制造质量是保障飞行安全和民航行业可持续发展的关键因素。
为确保航空器在设计、生产和运行过程中达到高质量的要求,航空器制造行业制定了一系列的规范、规程和标准,以保证航空器的安全性、可靠性和性能。
一、材料选择和控制材料是航空器制造的基础,对于航空器的使用寿命和安全性起着至关重要的作用。
航空器制造要求严格的材料选择和控制,确保使用的材料符合相关国家和国际标准。
材料的物理性能、化学成分和力学性能需要进行精确测试和报告,以确保在使用过程中没有缺陷和不合格的材质。
二、设计和制造过程控制航空器的设计和制造过程需要经过严格的控制和验证,以确保符合相关的技术规范和安全标准。
制造过程中的每一个工序都需要按照相关要求进行记录和检验,确保每个零部件都符合设计要求和技术规范。
同时,制造过程中需要进行合理的质量管理和质量控制,以确保生产出的航空器质量稳定可靠。
三、装配和测试要求航空器的装配是一个复杂而关键的环节,需要对航空器的每个模块和部件进行精密的装配和测试。
装配过程中需要严格按照规范进行操作,确保每个部件的安装位置和角度符合要求。
同时,装配完成后还需要进行各项功能和性能的测试,以确保航空器的性能和安全性达到预期目标。
四、维修和保养要求航空器的维修和保养是确保航空器长期运营和安全飞行的重要环节。
航空器维修和保养要求制定了详细的技术规范和操作规程,对各个部件和系统的维护和检修进行了规范和要求。
同时,维修人员需要具备专业的知识和技能,并严格按照规范进行操作,确保维修和保养的质量和安全性。
五、质量评估和认证航空器制造质量评估和认证是对航空器制造过程的全面评估和认证,需要确保制造过程的合规性和质量稳定性。
质量评估和认证包括对制造过程的审核和评估,对航空器的质量和性能进行全面测试和验证,以及对航空器制造厂商的质量控制体系和质量管理水平进行审核和评估。
总结:航空器制造质量标准要求是航空器制造行业实施质量管理和提高航空器质量的基本依据。
asnzs 4911-2003
ASNZS 4911-2003是什么?1. 澳大利亚和新西兰标准AS/NZS 4911-2003是一项涉及工程结构用的玻璃的标准。
这项标准规定了玻璃在建筑和土木工程中的设计和安装要求,包括了玻璃的质量和强度等指标。
该标准涵盖了各种类型的玻璃,如钢化玻璃、夹层玻璃、双层玻璃等。
2. 该标准的发布旨在规范工程结构中玻璃的使用,并保证其质量和安全性,以保障建筑和土木工程的稳定性和可靠性。
它也为建筑设计和施工人员提供了一套权威的指导,确保他们在使用玻璃材料时能够符合相应的标准和要求。
3. 标准的内容主要涉及玻璃的设备和安装要求、玻璃的强度和稳定性测试、以及对特定玻璃材料的具体要求等内容。
通过实施这些规定,可以确保使用的玻璃材料能够符合建筑结构的要求,并且能够在各种条件下保持稳定和安全。
4. ASNZS 4911-2003是根据最新的技术和工程要求制定的,其内容经过了充分的科学论证和实践验证,因此具有很高的权威性和可靠性。
作为澳大利亚和新西兰的标准,它已经被广泛地应用于各种类型的建筑和土木工程项目中,对于维护工程结构的安全性和稳定性起到了至关重要的作用。
5. ASNZS 4911-2003标准的发布对于建筑和土木工程领域具有重要的意义。
它为工程设计和施工提供了具体的指导,确保了使用的玻璃材料的质量和安全性,保障了工程结构的稳定和可靠。
建议在进行工程结构设计和施工时,要严格遵守ASNZS 4911-2003标准的规定,以确保工程质量和安全。
ASNZS 4911-2003标准的重要性ASNZS 4911-2003标准的发布对于建筑和土木工程领域具有重要的意义。
它在工程结构中玻璃的使用方面提供了明确的指导,确保了玻璃材料的质量和安全性,从而保障了工程结构的稳定和可靠。
以下是标准的重要性:1. 维护工程结构的安全性和稳定性作为一项涉及工程结构用的玻璃的标准,ASNZS 4911-2003的发布和实施,有助于维护工程结构的安全性和稳定性。
航空器制造质量标准
航空器制造质量标准随着现代航空技术的不断发展,航空器制造质量成为保障航空安全的重要环节。
本文将围绕航空器制造质量标准展开论述,深入探讨各个小节的内容。
一、材料选择与测试航空器制造质量标准的第一个重要方面是材料选择与测试。
航空器的结构性材料必须经过仔细选择,并且进行严格的测试以确保其质量。
首先,材料的高强度和轻质化特性是选择的关键要素。
例如,航空铝合金、钛合金和复合材料等是航空器制造中常用的材料。
其次,材料的耐腐蚀性、高温等特性也是考虑因素。
通过对材料进行严格的力学性能测试、化学成分检测和非破坏性测试,可以确保航空器制造过程中选用的材料符合相关标准。
二、制造过程控制航空器制造质量标准的第二个重要方面是制造过程控制。
航空器制造是一个复杂的过程,需要严格的质量控制措施来确保各个环节的合理性和稳定性。
例如,在航空器的焊接过程中,要求焊接材料的质量、焊接设备的操作规范,以及焊接工人的技术能力符合相关标准。
此外,在零部件的装配过程中,也需要严格控制相关参数,确保装配质量符合标准。
通过完善的制造过程控制,可以提高整体制造效率和质量水平。
三、设备检测与校准航空器制造质量标准的第三个重要方面是设备检测与校准。
航空器制造需要借助各种设备和工具来完成,因此,设备的准确性和可靠性对于航空器的制造质量至关重要。
航空器制造企业应确保设备的精度和灵敏度符合标准要求,并定期进行设备检测和校准,以保证其工作状态良好。
在航空器制造过程中,还应加强对各类设备的监控和维护,及时发现问题并进行修复,以确保设备在制造过程中的可靠性和稳定性。
四、质量管理体系航空器制造质量标准的第四个重要方面是质量管理体系。
航空器制造企业应建立完善的质量管理体系,以确保各个环节的质量控制和管理。
通过建立有效的质量管理体系,可以及时发现制造过程中的问题并采取纠正措施,提高航空器的质量水平。
质量管理体系应包括质量监测和评估、技术规范和操作规程、质量培训和质量改进等内容,以确保各个方面的质量要求得到满足。
航空航天材料标准AMS4911L
航空航天材料标准规范AMS 4911L退火钛合金6Al-4V薄板、带材和中厚板原理AMS 4911L产生于3.4节的SI转换值。
AMS 4911K 产生于包括报告要求修订和表2标题修正的考查和更新。
1.范围1.1规格本规范涵盖了各种规格的薄板、带材和中厚板钛合金。
1.2应用此类产品主要应用于750°F(399℃)温度下需要较大强度的零件,但是其应用不仅仅限于此类应用。
1.2.1一些加工方法和服役条件可能造成此类产品对应力—腐蚀裂纹;ARP82推荐了减小这些条件的习惯做法。
2.参考资料下述文件在购买订单签订之日起生效,这里列出了部分标准的指定要求。
供货商需按照标准规范的最新修订版加工,除非指定专门标准要求。
当参考标准取消且替换标准没有指定,最新修订版的标准需要提供。
2.1SAE 规范SAE协会授权,协会地址:400 Commonwealth Drive, Warrendale,PA 15096-0001, Tel: 877-606-7323 (inside USAand Canada) or724-776-4970 (outside USA), or .AMS 2242 高强,耐蚀和耐热钢,铁合金,钛,钛合金薄板、带材和中厚板AMS 2249 钛和钛合金化学成分分析AMS 2631 钛和钛合金棒材和坯段超声波探伤AMS 2750 高温测定法AMS 2809 钛和钛合金锻件成品标识ARP982 减小钛合金锻件成品的应力—腐蚀裂纹的方法2.2ASTM 规范ASTM协会授权,协会地址:100 Barr Harbor Drive, P.O. BoxC700, West Conshohocken, PA 19428-2959,Tel: 610-832-9585, or .ASTM E8 金属材料拉伸试验方法ASTM E290 材料韧性弯曲试验方法ASTM E384 材料微米探测压痕硬度方法ASTM E539 6Al-4V钛合金的x射线发射光谱测定法ASTM E1409 惰性气体中熔化方法测定钛和钛合金中氧与氮含量ASTM E1447 惰性气体中熔化导热率/红外线探测方法测定钛和钛合金中氢含量ASTM E1941 难熔活性金属及其合金的碳测定方法3.5.4表面污染产品不包含富氧层,如α相夹杂或其它表面污染。
航天航空材料检测项目及标准参考(一)

第 1 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of厦门必锐产品技术服务有限公司(业务范围)第 2 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 3 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 4 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 5 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 6 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 7 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 8 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 9 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 10 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 11 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 12 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 13 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 14 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 15 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 16 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 17 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 18 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 19 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 20 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 21 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 22 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 23 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 24 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 25 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 26 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 27 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 28 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 29 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 30 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 31 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 32 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 33 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 34 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 35 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope of第 36 页 共 37 页Should there be any inconsistencies between Chinese and English versions of the scope ofISO/IEC 17025 认可证书CNAS-PD20/09-B/3第37 页共37 页Should there be any inconsistencies between Chinese and English versions of the scope of accreditation,。
ams4311标准
ams4311标准
AMS4311是美国航空材料规范的一部分,它涵盖了有关于铝合
金的要求。
AMS4311标准主要用于航空航天领域对铝合金材料的要
求和规范。
该标准包括了铝合金的化学成分、物理性能、机械性能、加工性能、热处理要求等方面的规定。
这些规定旨在确保铝合金材
料符合航空航天领域的严格要求,以保证飞机、航天器等飞行器件
的安全可靠性。
AMS4311标准对铝合金材料的要求非常严格,旨在确保其具有
优良的强度、韧性、耐腐蚀性和热稳定性,以满足航空航天领域对
材料性能的高要求。
该标准还涉及到铝合金材料的加工工艺和热处
理工艺,以确保材料在加工和使用过程中能够保持稳定的性能和结构。
除了对材料本身的要求,AMS4311标准还涉及到对铝合金材料
的质量控制、检测方法和标识要求等方面的规定,以确保生产的铝
合金材料能够符合标准要求并得到有效的监控和管理。
总的来说,AMS4311标准对铝合金材料的要求涵盖了材料的化
学成分、物理性能、机械性能、加工性能、热处理要求、质量控制、
检测方法和标识要求等方面,旨在确保铝合金材料能够满足航空航天领域的严格要求,保证飞行器件的安全可靠性。
ams 5608锻件标准
ams 5608锻件标准
AMS 5608锻件标准是航空材料规范之一,用于指导航空领域中锻件的制造和
质量要求。
本标准适用于使用高强度钛合金进行锻造的航空锻件。
根据AMS 5608标准,锻件的制造必须符合一系列严格的要求。
首先,原材料
必须是符合AMS 4911、AMS 4919或AMS 6931等相关规范的高强度钛合金。
在
锻造过程中,必须采用适当的设备和工艺来确保锻件的尺寸和形状满足规定的要求。
该标准还规定了锻件的质量要求。
对于锻件的机械性能,AMS 5608要求进行
拉伸试验和冲击试验,并根据标准要求评估其强度、延伸性和韧性等指标。
此外,锻件的表面质量、缺陷、化学成分、硬度等也需要进行严格的检查和测试。
除了制造和质量要求外,AMS 5608还提供了一些有关锻件后处理和热处理的
指导。
这些后处理措施旨在优化锻件的性能和耐久性,包括表面处理、应力退火和固溶处理等。
总而言之,AMS 5608锻件标准对航空领域中使用高强度钛合金进行锻造的锻
件制造和质量有明确要求。
它确保了锻件的性能和可靠性,同时为航空行业的安全和可持续发展作出了贡献。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
AMS4911L航空航天材料标准.AMS 4911L航空航天材料标准规范薄板、带材和中厚板6Al-4V退火钛合金原理产生于包括报告要求4911K 节的SI转换值。
AMS AMS 4911L产生于3.4 标题修正的考查和更新。
修订和表2范围1.规格1.1 本规范涵盖了各种规格的薄板、带材和中厚板钛合金。
应用1.2℃)温度下需要较大强度的零件,但是其F(39975此类产品主要应用于0°应用不仅仅限于此类应用。
1.2.1推荐一些加工方法和服役条件可能造成此类产品对应力—腐蚀裂纹;ARP82 了减小这些条件的习惯做法。
2.参考资料下述文件在购买订单签订之日起生效,这里列出了部分标准的指定要求。
供货商需按照标准规范的最新修订版加工,除非指定专门标准要求。
当参考标准取消且替换标准没有指定,最新修订版的标准需要提供。
SAE 规范2.1协会地址:SAE协会授权,400 Commonwealth Drive, Warrendale, PA 15096-0001,Tel: 877-606-7323 (inside USAand Canada) or 724-776-4970 (outside USA), or.高强,耐蚀和耐热钢,铁合金,钛,钛合金薄板、带材和中厚板AMS 2242钛和钛合金化学成分分析AMS 2249钛和钛合金棒材和坯段超声波探伤AMS 2631高温测定法AMS 2750钛和钛合金锻件成品标识AMS 2809减小钛合金锻件成品的应力—腐蚀裂纹的方法ARP982ASTM 规范2.2协会授权,协会地址:ASTM100 Barr Harbor Drive, P.O. Box C700, West. Conshohocken, PA 19428-2959,Tel: 610-832-9585, orASTM E8 金属材料拉伸试验方法ASTM E290 材料韧性弯曲试验方法ASTM E384 材料微米探测压痕硬度方法ASTM E539 6Al-4V钛合金的x射线发射光谱测定法惰性气体中熔化方法测定钛和钛合金中氧与氮含量ASTM E1409红外线探测方法测定钛和钛合金中氢含量ASTM E1447 惰性气体中熔化导热率/ 难熔活性金属及其合金的碳测定方法ASTM E1941基于原子发射等离子体光谱法的钛和钛合金分析ASTM E2371技术要求3.成分3.1测定,氢ASTM E19411中所示的质量分数要求;碳含量按照成分需要符合表测定,其它元素测定方法ASTM E1409ASTM E447确定,氧、氮含量按照含量按照,如购买方同意,可以使用其它分析方法。
或者ASTM E2371符合ASTM E5391 成分元最小含最大含6.755.504.503.500.30——0.20—0.08—0.0500 pp—3.1.氢0.01150 pp—50pp0.0053.1.钇—0.103.1.其它元素,每种—其它元素,总量0.403.1.剩钛3.1.1 常规要求不需要的测定,需要大约按照3.1.2 ASTM E 14470.35克样本。
3.1.3 检查分析 AMS 2249成分变化需要符合的现行要求熔炼方法3.2真空非自3.2.1合金需要多次熔炼。
倒数第二次熔炼需要采用真空自耗电弧炉,耗电弧炉,电子束冷床炉和等离子体冷床炉熔炼。
最后一次熔炼需要采用真空自耗电弧炉熔炼,且不添加任何合金元素。
/3.2.1.11000mm非自耗电弧炉熔炼的气氛要求是真空或者不超过汞柱压力的氩氦气氛。
3.2.1.2非自耗电弧炉电极为水冷电极 3.3 供货条件产品供货条件为以下几种:板材和带材3.3.1.No.2D有或没有后续冷轧的热轧状态,退火,去氧化皮,平板,镀商业耐蚀钢镀层。
中厚板3.3.2。
中厚板产品镀层(见8.2)热轧,退火,去氧化皮,扁平,镀商业耐蚀钢No.1需要采用进行过严格设计的标准工业加工方法生产,已达到采购合同要求厚度的中厚板坯料产品。
棒料,坯料,锻件,锻件不能作为中厚板的替代品。
3.4 退火,在这个温度保温一定时到899℃)到1650°F(704产品需要加热到1300,保温时间由产品厚度和热处理设备及选±14℃)间,温度变化范围为±25°F(的技术要求。
择的热处理工艺决定,以某个冷却速率冷却,从而使产品符合3.5 AMS 2750进行。
高温测定方法按照 3.5性能208)温度正火,保温时间°F±15(718℃±产品需要符合以下要求,1325 2min,冷却速度相当于空冷或者更小,并且去氧化皮。
± 3.5.1 拉伸性能测试,在应变速率中列出了拉伸性能,拉伸性能按照ASTM E 8表2,加载力达到材料屈服强每分钟)/分钟(0.003-0.007 mm/mm 0.003-0.007英寸分钟后,构件断裂。
当供应商和购货方在屈服强度上1度后继续增加加载力约分钟进行,直至/产生法律纠纷时,仲裁测试需在拉伸上以应变速率0.005英寸达到屈服强度。
单位/磅表2A 最低拉伸性能英屈服强度英寸拉伸强公称厚英 ksi4延0.ksi %—1341260-0.00除61341260.008-0.02除8134除0.025-0.0612610 134 16 0.063-0.1875除外10130含此尺寸 1200.1875-4.000国际单位制2A 最低拉伸性能表 %50.8mm 毫米拉伸强度MpaMpa 屈服强度σ或延伸率4D/公称厚度0.2 920 除外0-0.20 ——8666 0.20-0.63除外866 92010 866 除外0.63-1.60 92010 866 除外0.063-0.187592010823893含此尺寸0.1875-4.000.3.5.1.1拉伸性能要求既包括纵向要求也包括横向要求。
横向拉伸性能测试需在产对中厚,203mm)品上截取试样,对板带产品而言,试样长度不小于8.0英寸(。
纵向测试的产品不需要横向测)英寸(63.5mm板而言,试样长度不小于2.50 试。
弯曲性能3.5.20.750公称宽度)的产品需加工试样,0.1875英寸(4.762mm 公称厚度小于ASTM E 290,)沿轧制方向作轴向弯曲。
试样弯曲试验方法按照英寸(19.06mm,0.25mm)105°。
弯曲夹具和试样接触半径最小0.010英寸(进行,弯曲角度倍后,弯到25撞杆压头半径等同于表中3倍于弯曲因子的公称厚度。
放大15 曲试验外观检查无裂纹。
3 弯曲参数公称厚度(英寸公称厚度(毫米弯曲因4.50-1.7(含此尺寸0-0.07(含此尺寸(含此尺寸1.78-4.7(含此尺寸0.070-018753.5.3 微观组织3.5.3.23.5.3.1,或者组织变化来源于α相相变处理,微观组织需要符合初始相晶界上出现连续网状α相或者或者3.5.3.33.5.3.4。
经微观组织观察,是不可接受的。
3.5.3.1含片状和等轴状α的转变β含等轴α的转变β3.5.3.2 3.5.3.3含等轴α和针状α的转变β 3.5.3.4部分破碎和变形晶粒晶界,α和片状α相 3.5.4表面污染3.5.4.1, 产品不包含富氧层,如α相夹杂或其它表面污染。
选用下面 3.5.4.2, 3.5.4.3中的任何一项或者用户可以接受的方法进行检测。
3.5.4.1 3.5.2中所示的弯曲试验方法。
倍的微观检查。
4003.5.4.2 最小克力,表面ASTM E 384,在努普显微压痕硬度试验仪上加载200按照3.5.4.3 点,作为表面污染的不可接受的依据。
40硬度高于亚表面硬度 3.6 质量购方接受的产品,在质量和供货条件,声频上一致,厚度方向无超过平面公差的“油壶”状缺陷,无皱纹和异质材料,无对产品使用有害的缺陷。
包含这两个尺寸在英寸(到公称厚度为3.6.10.5004.00012.7,)到101.6mm AMS 2631 做超声检测并符合AMS 2631内,需要按照中级要求。
A1 公差3.7.公差需要满足AMS 2242要求。
3.7.1中厚板可以指定专门的平面度,这种情况适用于AMS 2242规定的特定公差要求。
4.质量保证条款4.1 质量检验供货商需要提供其所有试验试样,并对所有测试的性能负责。
购买方有权复检以确保产品符合特定要求。
4.2检验项目4.2.1产品接受检验成分(3.1),供货条件(3.3),拉伸性能(3.5.1),弯曲性能(3.5.2),微观组织(3.5.3),表面污染(3.5.4),超声波探伤(3.6.1),公差(3.7)为产品接受检验项目,可以的话,每批或者每件都要测试上述项目。
4.2.2定期检验如3.5中3.5.1规定,产品热处理后的拉伸性能和弯曲性能是定期检查项目。
供货商需要按要求频率检查,除非购方指定特定的检验频率。
4.3取样和检验取样检验需遵守以下规则:一批指同一时间段内生产的同一热处理条件的同一规格产品。
4.3.1接受检测项目4.3.1.1成分除了氢含量由批中所取每个试样确定外,每批取样一个热处理后作化学成分检测。
4.3.1.2拉伸性能,弯曲性能,微观组织和表面污染。
每批中取一个或多个试样。
4.3.1.2.1宽度9英寸(229mm)以上的拉伸测试试样取样时,试样轴向要垂直于轧制方向;宽度9英寸(229mm)以下的拉伸测试试样取样时,试样轴向要平行于轧制方向。
宽度2英寸(50.8mm)以下的拉伸测试试样取样时,由供货商和购买方协商解决。
4.4 检验报告4.4.1毛坯材料供货商需提供原材料制造商的报告(材料证明),包括:生产商名称,产品规格,出厂尺寸,金属熔炼所在的国家。
产品供货商需要提供每船货物的报告,报告内容为:化学成分检测结果,氢含量,拉伸性能,弯曲性能,超声波.探伤,每批的表面污染,并注明产品符合其它技术要求。
这份报告还应该包括购买方订单号,批号,AMS 4911L,规格,应用的特定的退火处理工艺,数量。
4.4.2 焊接部分当用户订购AMS 4911时,卖方应该提供一份厂商原始报告(材料合格证明)复印件给用户。
4.5 重新取样复验如果用于上述测试的样本有任一不符合规定要求,可依据三个额外样本的测试结果。
任一样本复验结果不符合规定都应要求返工。
所有测试结果均应报告。
5. 交货准备5.1 认证应该符合AMS 2809。
5.2 包装产品应该按照商业惯例做好装运准备,并且使其符合规定,适于吊运、包装、搬运,以确保能够安全运输。
6 确认当确认购货订单后,厂商应在所有的报价单上提供说明书号及校正函。
7 返工不符合该技术要求的产品,或由用户指定改变,将允许返工。
8 注释8.1 左边的修改栏方便用户在固定区域注明对原规范的技术修订,而不是编辑修订。