橡胶吐霜怎么处理
橡胶制品吐霜的检测方法[发明专利]
![橡胶制品吐霜的检测方法[发明专利]](https://img.taocdn.com/s3/m/590cece952ea551810a687ff.png)
专利名称:橡胶制品吐霜的检测方法专利类型:发明专利
发明人:黄宁
申请号:CN201110354010.1
申请日:20111110
公开号:CN102507910A
公开日:
20120620
专利内容由知识产权出版社提供
摘要:本发明公开一种橡胶制品吐霜的检测方法,其包括步骤:取三份橡胶试片,将第一份橡胶试片作为标准样放在一定的相对湿度及温度的环境内处理,将第二份橡胶试片置于臭氧环境下处理一段时间,将第三份橡胶试片置于一定浓度的NaCl溶液中处理再依次放入高温和低温的环境中进行处理;将处理后的第二份橡胶试片、第三份橡胶试片在相同环境中分别与第一份橡胶试片进行比较,通过观察第二份橡胶试片和第三份橡胶试片的表面变化来检测橡胶材料在受潮、受热、受冻及臭氧的环境中的吐霜现象。
本方法检测简单,适用于任何具有橡胶部分的产品制造业,尤其是制鞋产业有关橡胶部分的产品制造业。
申请人:深圳天祥质量技术服务有限公司
地址:518000 广东省深圳市南山区蛇口工业三路百盈医疗器械园A座5楼
国籍:CN
代理机构:深圳冠华专利事务所(普通合伙)
代理人:诸兰芬
更多信息请下载全文后查看。
橡胶吐霜问题
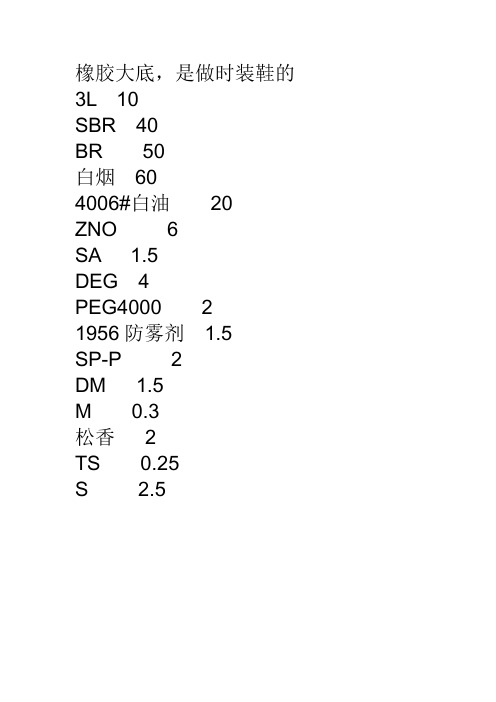
橡胶大底,是做时装鞋的3L 10
SBR 40
BR 50
白烟60
4006#白油20
ZNO 6
SA 1.5
DEG 4
PEG4000 2
1956防雾剂 1.5
SP-P 2
DM 1.5
M 0.3
松香 2
TS 0.25
S 2.5
解决:
1-加一些乙丙胶,减一点白油
2-减少些促进剂和碱性改质剂
3-首先从三种通用胶的比列上做调整,另外我以前在晋江的时候那种1956很差劲,能不能换成微晶的,还提个建议吧,做生胶尽量少加胶标,最好以BR为主胶,再选用好点的透明氧化锌透明度会好很多。
成本也会有很大的变化,|LZ可以试试看吧。
4-PEG,DEG用量过大。
可以取消PEG
2.不知道你的碳酸锌的质量如何,请用国标的。
3.促进剂用量稍微少了点,因为丁苯比较多,丁苯的速度慢。
4.可以不用松香,用RX-80
5.硫黄如果是造粒的,用量还可以,如果是粉末的,用量大了。
6.臭氧测试的发白并非吐霜,别担心。
测恒温恒湿比较准点
5-蜡用量也太大了。
橡胶制品表面发白的原因及解决方法

本文摘自再生资源回收-变宝网()橡胶制品表面发白的原因及解决方法
硅胶软管生产厂家介绍橡胶作为一种高分子弹性体材料,应用范围已遍及我们日常生活的各行各业中,密封圈,轮胎,脚垫,篮球等等,这些橡胶制品有的是通过天然橡胶制作而成,有的则是利用现代科技手段人工合成而来,所生产的各类制品发挥着越来越多的作用,至少目前还没有找到哪种材料可以完全替代橡胶。
我们通常接触到的橡胶产品表面发白,就是在表面形成一种白霜样的物质,专业上来讲就是说橡胶表面吐霜,通常情况下,这种情况不会影响到产品使用功能,但会影响到外观质量。
形成橡胶表面发白的原因有很多,其中较为常见的几种为:
1、该橡胶制品配方本身有问题,某种成分偏多,特别是促进剂或硫化剂之类偏多,造成橡胶假饱和硫化,在自然温度下,分子还在交联,待交联完成后,多出部份物质会析出表面,形成橡胶表面吐霜。
2、生产制作橡胶制品时工艺出现问题,正确的配方在工艺变更后也会出现这种情况,如加硫时间过短,温度设定过高,造成假硫化。
3、设计配方时有意多添加某种物质,如在很多橡胶脚垫配方中,我们通常会将石蜡的份量增加多些,使其在后期使用时能吐出表面,形成一层保护性的蜡物质,这是充分利用了橡胶的特性的结果。
其实橡胶制品表面发白或吐霜在橡胶界也是一个难控制的技术性难题。
近来不断有出现许多防霜剂类产品,可以添加到橡胶配方当中,相信在不久的将来,这种问题会得到比较好的解决。
本文摘自变宝网-废金属_废塑料_废纸_废品回收_再生资源B2B交易平台网站;
变宝网官网:买卖废品废料,再生料就上变宝网,什么废料都有!。
橡胶半成品和成品喷霜的成因及解决方法

橡胶半成品和成品喷霜的成因及解决方法刘磊, 黄承亚收稿日期: 2004206204橡胶制品或半成品常会发生喷霜现象。
所谓喷霜就是指橡胶配方中的一些有机小分子化合物, 发生迁移, 在橡胶制品或半成品表面析出, 形成一层类似于白霜的渗出物附在橡胶半成品或硫化制品的表面的现象。
喷霜发生在橡胶半成品表面会引起后续加工中不粘等问题; 硫化制品表面的喷霜不但会影响产品的外观而且会影响使用性能[ 1橡胶制品或产成品发生喷霜的主要原因是生胶与配合剂极性相差太大, 配合剂在橡胶中的溶解度小, 两者相容性差导致混炼胶体系不稳定。
强制性的机械混炼并不能改善混炼胶热力学上的稳定性,在适当的外界条件下, 混炼胶中的配合剂会发生迁移和相分离, 导致宏观上的喷霜现象, 如橡胶半成品的冷却停放过程中橡胶半成品表面发生喷霜; 即使橡胶硫化形成交联网络之后, 不稳定的混合体系同样会发生相的分离, 只是小分子迁移过程所遇的阻力较大, 形成析出需要稍长的时间而已, 这就是许多橡胶制品在仓库中放置时间稍长表面就有一层白霜的缘故。
配合剂与橡胶混炼不均、分散不好也是喷霜发生的重要原因之一, 但是如果橡胶与配合剂的相容性好, 且配合剂的用量没有超过其在橡胶中的饱和溶解度, 这样的喷霜是较易克服的, 通常只要将混炼胶补充混炼即可解决问题。
而对于相容性差而又不得不用的配合剂, 要通过工艺和配方的方法来解决这类问题就显得较为复杂, 需要具体情况具体分析来解决。
本文将通过一些典型的实例, 对橡胶成品和半成品的喷霜现象进行剖析, 为解决橡胶制品和半成品喷霜问题起到抛砖引玉作用。
1 混炼胶、橡胶半成品的“喷硫”及解决方法通常把硫黄在混炼胶表面的喷出称为“喷硫”, 在硫黄用量较大的配方中较为常见。
如子午线轮胎为了保持胶料的高定伸、高硬度以及与钢丝的粘合强度, 一般都采用高硫配合硫化体系, 如桦林橡胶厂生产的全钢载重子午线轮胎天然胶基本配方中硫黄的用量为3份[ 2 ] 辽宁轮胎厂子午线轮胎试验配方中硫黄用量为415份[ 3 ] 而室温下硫黄在天然胶中的溶解度小于2份, 用普通硫黄容易发生2005年第34卷第1期合成材料老化与应用33喷硫。
用于橡胶制品的防吐霜处理剂[发明专利]
![用于橡胶制品的防吐霜处理剂[发明专利]](https://img.taocdn.com/s3/m/1adeabaa336c1eb91b375d90.png)
专利名称:用于橡胶制品的防吐霜处理剂专利类型:发明专利
发明人:陆敏霞,唐惠新,顾伟,顾珈闻
申请号:CN201510323710.2
申请日:20150613
公开号:CN106280989A
公开日:
20170104
专利内容由知识产权出版社提供
摘要:本发明涉及用于橡胶制品的防吐霜处理剂,其按照重量百分比包括如下组分:甲苯20%~30%;二甲苯10%~30%;四氯化碳15%~35%;甲基硅油3%~10%;苯基硅油3%~10%;甲基乙氧基硅油6%~15%。
本发明的用于橡胶制品的防吐霜处理剂,通过特殊的组分配比,当本发明的处理剂附着于橡胶制品表面时,原本出现在橡胶制品表面的白色晶体物会被有机处理物质覆盖掉,适应于不同的温度、湿度条件,提升橡胶制品表面防吐霜的效果,同时该处理剂制备方法简单易行。
申请人:张家港市铭诺橡塑金属有限公司
地址:215638 江苏省苏州市张家港市杨舍镇五新村张家港市铭诺橡塑金属有限公司
国籍:CN
代理机构:常州市维益专利事务所(普通合伙)
代理人:陆华君
更多信息请下载全文后查看。
橡胶表面发白吐霜怎样解决
近日,随着阴冷湿润天气的来临,由于橡胶原料,配方和操作等原因,橡胶喷霜的现象也随之严重起来。
对于已经准备出货的橡胶制成品而言,又遇到了不少的品质压力。
因橡胶吐霜、吐蜡、吐油的状况,1.是硫化剂、促进剂、活性剂、防老剂、填充剂等粉状配合剂;2.是石蜡、地蜡等蜡状物;3.是软化剂、增粘剂、润滑剂等液态配合剂析出在橡胶表面。
橡胶防喷霜剂638成份:二烯烃类衍生物外观:白色或淡黄色颗粒状物有效含量:99.8%密度:0.98功能:I8I4-O667-88O,范经理,进行技术互动1、638用于二烯烃橡胶(天然胶,SBR,BR,丁腈橡胶,三元乙丙橡胶等)具有明显的防喷霜效果。
2、638对某些促进剂及填充剂过量添加或温度变化造成的吐白霜现象具有较强的分解力及抑制力的效果。
3、638具有对橡胶具有明显的补强效果(补强效果仅次于白炭黑)。
4、638的防喷霜能力是一般除霜剂无法达到的效果,防喷霜效果具有明显性。
5、638对天然橡胶(如轮胎、减震器、胶带等)的用油、用量不当,造成的喷油、泛彩、喷蓝现象,有很好的效果。
6、638对防止三元乙丙的喷霜效果非常明显,如胶管、密封条、密封件等。
对炭黑的喷蓝现象,需要客户实验和调整一下。
7、638目前应用领域:密封条、胶管、减震器、密封件、轮胎等喷霜处理剂6581、658是一种可以除去硫化橡胶表面霜白物质的全面清除洗净剂,且具有持久的防霜功能;2、658可有效解决橡胶制品各种原因产生的生霜、喷霜、发白、白变现象,快速的除霜效果3、658常温下即可除霜。
4、658内含丰富的光亮整理剂,令除霜后的表面光亮如新。
5、658内含丰富的渗透防霜剂,令除霜后的表面具有持久的防霜效果。
6、658不腐蚀橡胶,药液使用寿命长久。
橡胶喷霜原因解决方案以及典型助剂喷霜解析
橡胶喷霜原因解决方案以及典型助剂喷霜解析橡胶喷霜是橡胶制品表面出现的一种白色粉末状或脏灰色凝块状沉积物,其主要成分是硫化物或硫酸盐。
橡胶喷霜的形成和原因比较复杂,与多种因素有关,下面将从三个方面进行详细分析。
一、橡胶喷霜的原因1.未完全脱硫:在橡胶制品生产过程中,如果橡胶中的硫化物未完全与胶料中的硫溶胶反应而形成硫化胶体,那么在制品使用过程中就会发生硫化胶粉末的析出和喷霜现象。
2.原料污染:橡胶制品生产过程中使用的原料中可能会含有一些与橡胶发生反应的杂质,这些杂质在反应过程中不能完全被消除,从而导致橡胶制品表面产生喷霜。
3.不合理的硫化系统设计:橡胶制品的硫化系统中硫胶粉和胶料中的硫溶胶的比例要求合理,如果比例不当,就会导致硫磺导致的硫酸盐的析出而形成喷霜。
4.工艺条件不当:橡胶制品的硫化条件(温度、压力、时间等)对于硫化反应的完整性影响很大,如果这些条件控制不当,会导致硫化反应不完全而形成喷霜。
二、橡胶喷霜的解决方案1.加强脱硫:在橡胶制品的生产过程中,应采取适当的加热、过滤、脱水等方法,增强橡胶中溶解的硫溶胶的被消除,从而降低硫化物的含量。
2.选择优质原料:在橡胶制品生产过程中,应选择优质的原料,避免污染源的引入,尽可能减少杂质与橡胶发生反应的机会。
3.合理设计硫化系统:在橡胶制品生产过程中,应根据具体的橡胶和硫磺的相容性,合理确定硫磺添加量和加入方式,避免硫化剂超量或不足造成的喷霜问题。
4.优化工艺条件:在橡胶制品的硫化过程中,应严格控制温度、压力和时间等硫化条件,以确保硫化反应的完全性,减少喷霜发生的机会。
1.促进剂喷霜:促进剂的添加可以加速硫化反应速度,但在过量添加的情况下,未被消耗的硫胶粉容易形成喷霜,因此在使用促进剂时需要控制添加量。
2.稳定剂喷霜:稳定剂的添加可以提高橡胶制品的耐老化性能,但从化学角度来看,稳定剂会与硫酸盐反应生成不溶于橡胶的沉淀物,从而形成喷霜。
3.抗氧剂喷霜:抗氧剂的添加可以延缓橡胶制品的老化速度,但在高温条件下,抗氧剂的分解会产生氧化产物,与硫酸盐反应形成不溶的喷霜。
橡胶喷霜原因分析及处置
橡胶喷霜原因分析及处置橡胶喷霜是指橡胶制品表面出现一层白色粉末状或白色凝胶状的物质。
橡胶喷霜通常是由于橡胶材料的老化、氧化或表面沉积物等原因引起的。
本文将对橡胶喷霜的原因进行分析,并提出相应的处置方法。
首先,橡胶材料的老化、氧化是橡胶喷霜的主要原因之一、橡胶材料中的橡胶分子会随着时间的推移和外界环境的影响而产生化学变化,从而使橡胶材料老化、氧化,导致喷霜现象。
在气候干燥、阳光直射等条件下,橡胶材料更容易发生老化和氧化。
其次,橡胶材料表面的沉积物也是橡胶喷霜的原因之一、橡胶制品在使用过程中,往往会与灰尘、油污等杂质接触并附着于表面,随着时间的推移,这些沉积物会与橡胶材料发生化学反应,产生喷霜物质。
对于橡胶喷霜问题,可以采取以下处置方法:1.增加橡胶材料的防老化、防氧化剂。
可以在橡胶制品的生产过程中加入适量的抗老化剂、抗氧化剂等添加剂,以延缓橡胶材料的老化、氧化速度,减少喷霜的发生。
2.提高橡胶制品的质量。
在生产过程中,应严格控制橡胶材料的原料配比、混炼温度等工艺参数,以保证橡胶制品的质量。
优质的橡胶制品往往具有较高的抗老化、抗氧化能力,减少喷霜现象。
3.增强橡胶制品的清洁维护。
定期对橡胶制品进行清洗、护理,去除表面沉积物,以减少喷霜的发生。
清洗时应使用适当的清洗剂,避免使用含有腐蚀性、有害物质的清洗剂,以免对橡胶材料造成损害。
4.增加橡胶制品的防护层。
在橡胶制品表面涂覆一层防护涂料或添加一层防护膜,可以有效阻隔外界环境的侵蚀,减少橡胶材料的老化、氧化速度,从而减少喷霜现象。
综上所述,橡胶喷霜是由橡胶材料的老化、氧化以及表面沉积物等原因引起的。
对于橡胶喷霜问题,可以通过增加橡胶材料的防老化、防氧化剂,提高橡胶制品的质量,增强橡胶制品的清洁维护以及增加防护层等方式进行处理。
这些措施能够延缓橡胶材料的老化、氧化速度,减少橡胶喷霜的发生。
橡胶制品外观缺陷及解决方案
橡胶制品外观缺陷及解决方案篇一:橡胶模压制品常见缺陷及解决方法喷霜混炼胶或硫化胶内部的液体或固体配合剂因迁移而在橡胶制品表而析出形成云雾状或白色粉末物质的现象。
这是由于硫、石蜡、某些防老剂、软化剂的使用量超出了它们在橡胶中的溶解度而引起的。
为防止喷霜,上述各种配合剂用量要适当,对常见的硫黄喷霜可采用不溶性硫黄加以防止。
在橡胶中适当加入松焦油,液体古马隆等可增加胶料对上述配合剂的溶解度,以减少喷霜现彖。
喷霜-定义和由来喷霜又名喷出(blooming),是橡胶加工过程中常见的质量问题,它是指未硫化胶或硫化胶中所含的配合剂迁移到表面并析岀的现彖。
有时,这种喷岀物呈霜状结晶物,故习惯上称“喷霜”。
较多见的喷霜物为硫,因为硫黄是通用橡胶中应用最广泛的硫化剂,且在橡胶中的溶解度低因而容易产生喷霜。
其实从喷出物外观来看,也未必都呈霜状,也有呈油状(软化剂、增塑剂)或粉粒状(多为填充剂、防老剂、促进剂等)的物质喷岀,甚至炭黑喷出也有所见。
喷霜-防霜剂硅胶也会有喷霜现象,采用双二四硫化剂(通常用在挤出成型工艺)高温分解后会产生低分子量的酸性物质,其lword版与硅橡胶不相容,在存放过程中会转移到硅胶表面结晶从而出现喷霜。
防霜剂主要成分为碱性物质,通过酸碱中和反应来达到防霜的目的。
高硬度的硅胶往往加入比较多的内脱模剂,遇水也会喷白,水的酸性对此有遏制作用硅橡胶模具制作方法及注意事项模具是快速模具里的一种最为简单的方法,一般是用硅胶将RP原型进行复模,但寿命很短,只有10-30件左右!他具有很好的弹性和复制性能,用硅橡胶复制模可不用考虑拔模斜度,不会影响尺寸精度,有很好的分割性,不用分上下模可直接进行整体浇注。
再沿预定的分模线进行切割取出母模就可以了!室温硫化硅橡胶又分为加成型和缩合型两种!原料及配方采用专用模具硅橡胶,该品系以双包装形式岀售,A组份是胶料,B组份是催化剂。
配制时要考虑室温、模具的强度和硬度,以此来确定AB组份的重量配制比例。
橡胶吐霜问题

橡胶大底,是做时装鞋的3L 10
SBR 40
BR 50
白烟60
4006#白油20
ZNO 6
SA 1.5
DEG 4
PEG4000 2
1956防雾剂 1.5
SP-P 2
DM 1.5
M 0.3
松香 2
TS 0.25
S 2.5
解决:
1-加一些乙丙胶,减一点白油
2-减少些促进剂和碱性改质剂
3-首先从三种通用胶的比列上做调整,另外我以前在晋江的时候那种1956很差劲,能不能换成微晶的,还提个建议吧,做生胶尽量少加胶标,最好以BR为主胶,再选用好点的透明氧化锌透明度会好很多。
成本也会有很大的变化,|LZ可以试试看吧。
4-PEG,DEG用量过大。
可以取消PEG
2.不知道你的碳酸锌的质量如何,请用国标的。
3.促进剂用量稍微少了点,因为丁苯比较多,丁苯的速度慢。
4.可以不用松香,用RX-80
5.硫黄如果是造粒的,用量还可以,如果是粉末的,用量大了。
6.臭氧测试的发白并非吐霜,别担心。
测恒温恒湿比较准点
5-蜡用量也太大了。
橡胶制品喷霜的产生原因及解决措施
橡胶制品喷霜的产生原因及解决措施橡胶制品喷霜是指橡胶制品在使用过程中,表面出现白色或灰色粉末状沉积物的现象。
这种现象不仅影响了橡胶制品的外观美观,还可能降低其物理性能和使用寿命。
因此,了解橡胶制品喷霜的产生原因,并采取相应的解决措施是非常重要的。
1.高温条件下吸油:在高温条件下,橡胶制品会吸收周围空气中的油脂,这是喷霜的一个常见原因之一解决措施:减少橡胶制品与油脂接触的机会,可以使用合适的存放方法,避免和油脂等有机溶剂接触,同时在高温条件下尽量减少橡胶制品的使用。
2.橡胶老化:随着时间的推移,橡胶材料会发生老化,导致其表面产生喷霜。
解决措施:避免橡胶制品过长时间暴露在阳光下或高温环境中。
定期清洁和保养橡胶制品,以延长其使用寿命。
3.静电吸尘:橡胶制品在使用过程中,由于与空气的摩擦或静电产生,会导致周围的尘埃和颗粒吸附在表面上,形成喷霜。
解决措施:定期清洁橡胶制品表面,可以使用湿布擦拭,或者使用清洁剂去除附着物。
4.橡胶材料成分问题:橡胶制品制造过程中,如果橡胶原料中的杂质含量过高,或者添加剂配比不当,也会导致喷霜问题。
解决措施:严格控制橡胶原料的质量,确保杂质含量低于标准要求,并根据具体的使用要求和工艺参数,合理调整添加剂的配比。
针对橡胶制品喷霜的解决措施主要包括以下几个方面:1.清洗橡胶制品表面:定期清洗橡胶制品表面,可以使用水或者专用的清洁剂擦拭,去除尘埃和油脂等附着物。
2.防止高温暴露:避免橡胶制品长时间暴露在高温环境中,可以在存放或使用时选择低温环境,或者采取适当的防护措施,如遮阳、保温等。
3.选用优质橡胶材料:在橡胶制品的制造中,选择优质橡胶原料,确保杂质含量低,并根据具体要求进行橡胶材料的配比和热处理等工艺控制。
4.提高防静电能力:对于容易产生静电的橡胶制品,可以采用添加抗静电剂或防尘剂,以减少静电的产生和吸附尘埃的能力。
总之,橡胶制品喷霜的产生原因多种多样,解决措施也需要根据具体情况进行调整。
喷霜的产生原因及预防措施
喷霜的产生原因及预防措施橡胶是一种由多种配合剂混合起来的,每种材料在橡胶里就有一个溶解度的问题,橡胶放久了里面的一些材料由于超出了其在橡胶中的溶解度而析出橡胶表面而形成白霜。
此现象术语叫:喷霜解决的方法只有要保存的时候注意不能露天存放,存放的温度不能变化太大,还有出现以后在温度较高的地方烘一段时间,然后将表面清理干净就会解决。
因喷霜是由于溶解度的变化引起的,要控制好温度的变化就能解决这么一个问题喷霜又名喷出,是指未硫化胶或硫化胶内部所含的配合物(固体或液体)迁移表面而析出的现象。
喷霜是胶料生产中常见的质量问题。
原因分析:1 过量配合各种助剂在橡胶中的溶解度不同,助剂在橡胶中的溶解度越小,越易出现由过量配合(即橡胶中助剂的含量超过其在橡胶中的溶解度)而引起的喷霜。
过量配合而喷霜时,往往会带动其它组分一起喷出(这种现象称为被动喷霜),尽管这些被动喷霜物在橡胶中远未达到饱和状态。
2 温度变化助剂在橡胶中的溶解度随温度变化而变化,一般情况下,温度高时溶解度大,温度降低时溶解度减小。
由于橡胶制品通常在室温下使用,一旦外界温度低于室温,配方中一些助剂的含量接近其溶解度而析出,产生喷霜。
例如夏季生产的胶鞋出厂检验时合格,贮存到冬季却发现喷霜。
3 欠硫助剂在橡胶中的溶解状况受硫化条件影响。
以NR为例,在正硫化条件下,交联密度最大,游离硫减小,喷硫几率降低,其它助剂穿梭于三维网络的机会也降低,因而喷霜几率降低;反之,在欠硫状态下,网络交联密度相对较小,喷霜几率相应增大"4 老化老化意味着硫化胶三维网络结构的局部因键断裂而受损,从而消弱了网络结构吸附和固锁配合助剂的能力,助剂向表面迁移导致喷霜"5 受力不均橡胶受到外力作用时,往往导致应力集中而使表面破裂,使原来呈过饱和状态的配合助剂微粒加速析出,在裂纹表面形成喷霜,并向周边延扩"6 混炼不均混炼不均导致配合剂在橡胶中分散不均,局部会出现配合助剂超过溶解度而产生喷霜"预防措施(1)掺用SR:SR对助剂的溶解度高于NR,故掺用部分SR有助于预防NR喷霜。
橡胶喷霜种类,原因、解决办法

橡胶喷霜种类,原因、解决办法喷霜是液体或固体配合剂由橡胶内部迁移到橡胶表面的现象。
可分为以下三种:(1)喷粉是硫化剂、促进剂、活性剂、防老剂、填充剂等粉状配合剂析出在橡胶表面,而形成一层粉状物。
(2)喷蜡是石蜡、地蜡等蜡状物析出在橡胶表面,而形成一层蜡膜。
(3)喷油是软化剂、增粘剂、润滑剂、增塑剂等液态配合剂析出在橡胶表面,而形成一层油状物。
产生种类、原因以及解决方法:喷霜跟橡胶的交联密度、分子结构都有关系。
一般来说交联密度大,喷霜会好一点,这主要是交联密度大,一些分子量较大的配合剂不易突破橡胶的网状结构。
抑制喷霜的效果就会好一点。
不同的橡胶对不同的配合剂的溶解度是都不同的,所以作为一名配方设计师在设计配方时必须要充分考滤各种橡胶对各种配合剂的溶解度,才能有效地控制喷霜。
喷霜判定方式和处理放法:(1)喷蜡:由于流动助剂,加工助剂,活性剂等用量过饱和造成的喷霜也称喷蜡。
判定方式:用打火机在喷霜表面烘一下马上熔掉的,就可以确定为吐蜡。
处理方法:只须把产品放在烤箱里烤,把产品里多余的蜡全部烤出来,挥发掉就OK了。
烘烤条件为:110℃*2H。
(2)由于多加促进剂、硫化剂造成的吐霜判定方式:用打火机烘不熔,用手搽不掉。
处理方法:1.用10%的柠檬酸溶液煮30MIN,但处理得还不够完整,产品可以放6个月左右,有可能还会吐出来。
但是煮过后要搞下表面防护,要不过时间长了又有出来的(等产品干后用别人汽车用的防护蜡灌装的喷出来白色泡沫用海绵或抹布蘸着擦拭产品不要太多)2.先把产品用100℃*48H烘烤后让产品全部吐出来,再按1方法就可以解决问题。
3.先用半干的湿布擦净,然后用硅油布擦拭(常用甲基硅油)●各类助剂喷出特征◆M、DM在NR中极易喷出。
且因本品熔点高,喷出后表面呈“点式”情况,用指甲抠后会有尾巴一样的线条出现,喷出物呈灰白色、稍有光泽,用手难以完全擦去。
M喷出的可能和程度明显大于DM。
在M、DM中加入CZ会促进M、DM的喷出,因为CZ会分解出DM并转换成M使M总量增加。
三元乙丙(EPDM)橡胶制品喷霜解决办法
三元乙丙(EPDM)橡胶制品喷霜解决办法乙丙橡胶是一种以乙烯、丙烯为基本单体的共聚橡胶,分为二元乙丙橡胶(EPM)和三元乙丙橡胶(EPDM)两大类。
前者是乙烯和丙烯的二元共聚物;后者是乙烯、丙烯和少量非共轭二烯烃的三元共聚物。
乙丙橡胶具有许多其它通用合成橡胶所不具备的优异性能,加之单体价廉易得,用途广泛,是20世纪80年代以来七大合成橡胶品种中发展最快的一种。
目前乙丙橡胶工业生产工艺路线有溶液聚合法、悬浮聚合法和气相聚合法三种。
EPDM最主要的特性就是优越的耐氧化、耐臭氧老化和抗侵蚀的能力。
EPDM属于聚烯烃家族,具有极好的硫化特性;在所有橡胶当中,它具有最小的密度,能充入大量的填料和油而对性能影响不大,可以降低制作成本;EPDM分子主链是完全饱和的,这个特性使得它可以抵抗热、光、氧气,尤其是臭氧;EPDM 对极性溶液和化学物具有耐抗性,吸水率低,具有良好的绝缘特性。
但是乙丙橡胶由于分子结构中缺少活性基团,内聚能低,自粘性和互粘性很差,胶料易于喷霜。
1橡胶喷霜的形式橡胶喷霜是液体或固体配合剂从橡胶内部迁移到橡胶表面的现象。
橡胶喷霜的形式大体分为3种,即喷粉、喷蜡、喷油(也称渗出)。
喷粉是硫化剂、促进剂、活性剂、防老剂、填充剂等粉状配合剂析出在橡胶表面,而形成一层粉状物。
喷蜡是石蜡、地蜡等蜡状物析出在橡胶表面,而形成一层蜡膜。
喷油是软化剂、增粘剂、润滑剂、增塑剂等液态配合剂析出在橡胶表面,而形成一层油状物。
在实际中,橡胶喷霜有时是以一种形式出现,有时却是以两种或三种形式同时出现。
对乙丙橡胶来说,喷霜的形式主要以喷粉为主。
2橡胶喷霜的原因橡胶饱和喷霜是由于橡胶内部配合剂达到过饱和状态后,橡胶近表层的配合剂首先析出,内层的配合剂再向表层迁移析出。
当配合剂在橡胶中达到饱和状态时,析出过程才结束。
使配合剂达到过饱和状态,即导致橡胶喷霜的主要原因有胶料配方设计不当,工艺操作不当,原材料质量波动,贮存条件差,制品欠硫,制品老化等。
橡胶吐霜防止

现我公司生产的一款EPDM胶产品在放置几天后会出现吐霜,经过是技术员分析为是使用了促进剂BZ的原因,原来使用的是EG-4,但是技术员反映EG-4也会导致EPDM胶产品吐霜,请问是这样吗?BG会导致制品吐霜吗?配方:(因为我看不到质量份的,所以只能贴我们实际生产时1份胶的了,呵呵)EPDM9650=11034.45g;轻质碳酸钙=3309.25g;白艳华CC=3862.6g,宝马碳黑N550=4415.95g;硬脂酸1801=110.34g;OT-10不溶硫磺=165.51g;太阳活性氧化锌=551.72g;BZ=275.86g;KP6030石蜡油=1106.7g硫化条件:硫化温度:175-185度硫化时间:120秒锁模压力:180-200 操作时间:250秒排气次数:3次另外:现在将BZ换回了EG-4还是出现发白。
EPDM是非极性胶,且很多助剂包括促进剂在里面溶剂度都很小,所以喷霜趋势很明显。
1.用量过多;2.分散不良,局部浓度偏高;橡胶技术咨询网为广大从事橡胶行业的朋友提供橡胶技术、橡胶价格信息、橡胶培训学习、橡胶资料交流学习交易的平台。
我们努力打造一个橡胶人最喜爱的橡胶技术信息交流平台。
3.硫化不够,残余未反应的含量高,且由于制品未硫化完全分子量低,残余助剂在里面迁移性大;混炼不均造成的橡胶技术网/bbs/thread-20291-1-1.htmlEPDM是比较饱和的橡胶,喷霜是很常见的,那你可以买复合促进剂EPDM防吐霜综合促进剂-乙丙橡胶EPDMEG-3 EPDM(不喷霜) /company/show/pdetail--1532430--12722 249.htmlEPDM用复合促进剂EG-3用法及用量EG-3 组份:含NA-22用法:EG-3 3~5 S 1~2成份:高效率促进剂之混合物。
外观:淡黄色粉末。
比重:1.4 (20℃)。
污染性:无。
储存性:原封室温至少一年。
包装:20 公斤箱装。
橡胶鞋底吐霜及其检测方法探讨

捍卫生活品质 推动产业升级
橡胶鞋底吐霜及其检测方法探讨
尤冠群(中国皮革和制鞋工业研究院(晋江)有限公司,福建晋江 362200)
计量与 检测
摘要:燃橡胶鞋底的吐霜现象错综复杂,按照现行有效的检测方法标准,设置不同的试验条件,用多种检测 方法来测试不同的样品,通过观察试验效果,探讨臭氧法对检测橡胶鞋底吐霜性能的有效性,为防止橡胶鞋底吐 霜现象的发生提供更便捷有效的检测经验。
橡胶底吐霜的检测分为吐霜后的检测和吐霜前的检测两 种。关于吐霜后的检测,实验室常用的吐霜物质鉴定方法有薄 层色谱法、化学法、显微镜观察法等。在未知配方或不提供疑 似吐霜原材料的情况下,用 GC/MS 法来检测吐霜析出物分离 效果好,测试效率高,此方法对吐霜析出物组分的分析更直观、 精确,且省时省力。但 GC/MS 法仅适用于分析有机物,当主 要吐霜析出物为无机物时,除了采用 GC/MS 法外,还需结合 红外光谱、原子吸收光谱等方法来共同鉴定,才可以更准确地 推断吐霜析出物的成分,从而令包括橡胶底在内的橡胶制品生 产企业能够及时有效地采取改进设计配方、调整操作工艺或完 善储存条件等措施来防止吐霜现象的发生。
关键词:橡胶鞋底;吐霜;检测;恒温恒湿法;臭氧法 中图分类号: TS943.4+4 文献标识码:A DOI:10.19541/ki.issn 1004-4108.2020.02.013
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
对橡胶喷霜的形式归纳起来,大体分为三种。
即喷粉、喷蜡、喷油(也称渗出)。
喷粉是硫化剂、促进剂、活性剂、防老剂、填充剂等粉状配合剂析出在橡胶表面,而形成一层粉状物。
喷蜡是石蜡、地蜡等蜡状物析出在橡胶表面,而形成一层蜡膜。
喷油是软化剂、增粘剂、润滑剂、增塑剂等液态配合剂析出在橡胶表面,而形成一层油状物。
在实践中,橡胶表面喷霜的形式有时是以一种形式出现,有时却是以两种或三种形式同时出现。
配方设计不当:
饱和喷出常见于硫磺,促进剂,活性剂,防老剂
迁移喷出常见于加工助剂,迁移性防老剂.抗静电剂
生成喷出常见于硫磺硫化体系中促进剂并用反应生成物
反应滞留常见于有机过氧化物硫化体系低分子物质过量
应力喷出常见于无机填料:如碳酸钙
橡胶防霜剂(混炼添加预防)
成份:二烯烃类衍生物
外观:白色或淡黄色颗粒状物
有效含量:99.8%
密度:0.98
功能:I8I4-O667-88O,范经理
1、用于二烯烃橡胶(天然胶,SBR,BR,丁腈橡胶,三元乙丙橡胶等)具有明显的防喷霜效果。
2、对某些促进剂及填充剂过量添加或温度变化造成的吐白霜现象具有较强的分解力及抑制力的效果。
3、具有对橡胶具有明显的补强效果(补强效果仅次于白炭黑)。
4、的防喷霜能力是一般除霜剂无法达到的效果,防喷霜效果具有明显性。
5、对天然橡胶(如轮胎、减震器、胶带等)的用油、用量不当,造成的喷油、泛彩、喷蓝现象,有很好的效果。
6、对防止三元乙丙的喷霜效果非常明显,如胶管、密封条、密封件等。
对炭黑的喷蓝现象,需要客户实验和调整一下。
7、目前应用领域:密封条、胶管、减震器、密封件、轮胎等
用量:
混炼胶1-3份(根据喷霜程度酌情使用)
橡胶喷霜处理剂(成品发白处理)
外观:无色至浅黄色透明液体
功能:
1、是一种可以除去硫化橡胶表面霜白物质的全面清除洗净剂,且具有持久的防
霜功能;
2、可有效解决橡胶制品各种原因产生的生霜、喷霜、发白、白变现象,快速的
除霜效果
3、常温下即可除霜。
4、内含丰富的光亮整理剂,令除霜后的表面光亮如新。
5、内含丰富的渗透防霜剂,令除霜后的表面具有持久的防霜效果。
6、不腐蚀橡胶,药液使用寿命长久。