国电联合动力风电机组塔架及基础环制造技术规范2010.06.10
UP100-3000 90mHH 2A风电机组总体技术参数-A
国电联合动力UP100/3000 90mHH TC2A风电机组总体技术参数规范号:GO-70.3-00.00.OF.01-A-A国电联合动力技术有限公司版本修订内容修订日期A 1st版 2010.091. UP100/3000 IIA 风电机组总体技术参数表一、UP100/3000 IIA LT 机组总体技术数据序号描述单位规格1 机组数据1.1 制造商国电联合动力技术有限公司1.2 型号 UP1001.3 额定功率kW 30001.4 叶轮直径m 100.81.5 切入风速m/s 41.6 额定风速m/s 11.91.7 切出风速(10分钟均值)切出风速(3秒平均值)m/s25351.8 重新切入风速m/s 201.9 抗最大风速(3秒均值)m/s 59.51.10 设计寿命年202 叶片2.1 产品型号 UP492.2 叶片材料玻璃纤维增强树酯2.3 叶片数量个 32.4 风轮倾角° 52.5 额定转速Rpm 14.32.6 旋转方向(从上风向看) 顺时针2.7 扫风面积m2 79803 齿轮箱3.1 齿轮箱形式差动行星3.2 传动级数4级3.3 齿轮传动比率 843.4 额定转矩kNm 22043.5 润滑形式电动泵+机械泵3.6 润滑油型号专用齿轮箱油润滑4 发电机4.1 类型双馈发电机4.2 额定功率kW 31004.3 额定电压V 6904.4 定子额定电流 A 21904.5 转子额定电流 A 8434.6 防护等级 IP544.7 额定频率Hz 504.8 绝缘等级 H5 制动系统5.1 主制动系统气动变桨5.2 第二制动系统机械刹车6 偏航系统6.1 类型电驱动主动偏航6.2 偏航轴承形式齿轮传动,内齿6.3 偏航速度度/秒0.37 控制系统7.1 控制柜机舱内机舱控制柜、变流器控制柜塔筒内高压开关柜、控制柜7.2 软并网装置/类型IGBT逆变7.3 补偿电容容量/组数kvar 无7.4 额定出力的功率因数-0.95~0.95 (可调节)8 防雷保护8.1 防雷设计标准按照IEC61024-I设计,符合GL2003认证规范8.2 防雷措施电气防雷、叶尖防雷等8.3 风机接地电阻Ω≤4Ω9 塔架9.1 类型钢制锥筒(内设爬梯、防跌落保护、照明灯等)9.2 高度(塔底法兰至轮毂中心高)米909.3 表面防腐喷漆防腐10 重量10.1 机舱吨12210.2 叶轮吨50.710.3 塔架吨213.310.4 基础环吨11 基础地埋基础环钢砼结构12 适用范围12.1 运行温度℃ -30~+40℃(低温)/-10~+40℃(常温)12.2 生存温度(待机) ℃ -40~+50℃(低温)/-20~+50℃(常温)12.3 防沙尘mg/m3 1012.4 是否考虑冰载是12.5 地震烈度级Ⅶ二、标准功率曲线UP100/3000机组标准功率曲线注:以上仅在空气密度为1.225kg/m3,湍流强度小于10%时有效。
UP2000-96-DF- CC NC-3A风电机组总体技术参 数-D

国电联合动力UP2000-96-DF- CC/NC-3A风电机组总体技术参数规范号:GO-70.3-00.00.ON.14-A-D版本修订内容修订日期A 1st版 2010.12B 叶片更新 2011.02C 功率曲线更新 2011.05D 动力电缆及控缆型号更新 2011.06国电联合动力技术有限公司1. UP2000-96-DF- CC/NC-3A 风电机组总体技术参数表一、UP2000-96-DF- CC/NC-3A机组总体技术数据 序号描述单位规格1 机组数据1.1 制造商国电联合动力技术有限公司1.2 型号UP2000-96-DF- CC/NC-3A1.3 额定功率 kW20001.4 叶轮直径 m96.41.5 切入风速 m/s31.6 额定风速 m/s101.7 切出风速(10分钟均值)切出风速(3秒平均值)m/s25351.8 重新切入风速 m/s201.9 抗最大风速(3秒均值) m/s52.51.10 设计寿命年 202 叶片2.1 产品型号UPBlada-2000-47-3A 2.2 叶片材料玻璃纤维增强树酯2.3 叶片数量个 32.4 叶轮转速 Rpm9.88~19.52.5 额定转速 Rpm17.282.6 最优叶尖速比9.32.7 扫风面积m267932.8 旋转方向(从上风向看)顺时针2.9 风轮倾角 °53 齿轮箱3.1 传动级数三级传动(一级行星两级平行)3.2 齿轮传动比率103.023.3 额定功率 kW22053.4 润滑形式电动油压泵3.5 润滑油型号Mobilgear SHC XMP 3204 发电机4.1 类型4极双馈异步发电机4.2 额定功率 kW20004.3 额定电压 V6904.4 额定转速 rpm17804.5 额定频率 Hz504.6 绝缘等级 F4.7 润滑脂型号Kluberplexbem41-132或同类性能油脂4.8 防护等级IP545 制动系统5.1 主制动系统全顺桨独立制动5.2 第二制动系统单盘式,失效安全,主动型(在电网断开期间可让传动系统停车)6 偏航系统6.1 类型主动电驱动型6.2 偏航轴承形式4点接触双滚珠轴承,内齿6.3 偏航速度度/秒 0.87 控制系统7.1 控制柜PLC7.2 软并网装置/类型IGBT逆变7.3 补偿电容容量/组数 kvar无7.4 额定出力的功率因数-0.95~0.95 (可调节)8 防雷保护8.1 防雷设计标准按照IEC61024-I设计,符合GL2003认证规范8.2 防雷措施电气防雷、叶尖防雷等8.3 风机接地电阻Ω≤4Ω9 塔架9.1 类型钢制锥筒(内设爬梯、防跌落保护、照明灯等)9.2 高度(塔底法兰至轮毂中心高)米 809.3 表面防腐喷漆防腐10 重量10.1 机舱吨 6910.2 叶轮吨 4010.3 塔架吨 176(不含约7.8吨内附件)10.4 基础环吨9(含接地附件)11 基础地埋基础环钢砼结构12 适用范围12.1 运行温度℃ -30~+40℃(低温)/-10~+40℃(常温)12.2 生存温度(待机) ℃ -40~+50℃(低温)/-20~+50℃(常温)12.3 防沙尘 mg/m31012.4 是否考虑冰载是12.5 地震烈度级Ⅶ二、标准功率曲线UP2000-96-DF- CC/NC-3A机组标准功率曲线注:以上仅在空气密度为1.225kg/m3,湍流强度小于10%时有效。
风电机组 塔架 标准
风电机组塔架标准
风电机组塔架的标准包括以下方面:
1.结构强度和稳定性:塔架和基础的设计应满足正常和极端I况下的结构强度和稳定性要求,保证其能够承受风力产生的荷载和外部环境的影响。
2.抗风能力:塔架和基础的设计应考虑风能发电机组的空气动力学特性和风力作用特点,确保在风速变化和风载变化过程中保持良好的抗风能力。
3.尺寸和重量限制:塔架和基础的设计应尽量满足尺寸和重量限制,以降低成本和施I难度,同时考虑给风力发电机组提供足够的稳定支撑。
4.耐久性和寿命:塔架和基础应具有较长的使用寿命,能够在多年的风力发电运行中保持结构的稳定性和强度。
5.施工和维护便利性:塔架和基础设计应充分考虑施工和维护的便利性,方便设备的安装和日常维护。
此外,塔架结构设计还必须符合相关国家标准和行业规范,包括塔架结构应满足结构稳定性、载荷能力、相关参数符合标准等要求。
制定:审核:批准:。
国电龙源安徽来安宝山风电项目塔架监造总结【范本模板】
国电龙源安徽来安宝山49.5MW风电项目设计方:国电联合动力技术有限公司业主:安徽龙源风力发电有限公司制造方:江苏宇杰钢机有限公司监造人:潘永青监造地点:江苏省宜兴市张渚镇金张渚工业园监造日期:2010。
10.11—2011。
3。
282011年04月。
江苏目录一、序言二、塔架制造概况三、主要生产工艺流程四、监造过程综述五、制造过程中出现的问题及处理六、监造心得一、序言本工程为国电龙源安徽来安宝山风电项目,位于安徽省滁州市来安县杨郢乡;工程规模:发电机单机容量:1.5 MW,塔架高度:78768mm,总装机容量:49.5MW。
业主为安徽龙源风力发电有限公司.塔架的设计方为国电联合动力技术有限公司,技术图纸、技术规范和引用的标准均由该公司提供和规定。
我受国电联合动力技术有限公司的委派,负责江苏宇杰有限公司33台塔架和基础段的的现场监理。
2010年10月11日进驻江苏宇杰有限公司,依据国电联合动力技术有限公司的图纸、规范、引用的标准、塔筒监理文件,前后共历时九个多月,已於2011年3月28日完成了33台塔架的监造和发运。
在这期间,根据业主的要求,我常驻江苏宇杰厂区制造现场,收集了大量的第一手资料,对文件资料、制造过程及时进行见证;随时了解情况,现场解决问题,尽量消除制造过程中的质量缺陷,於每周三定期通过周报、见证及现场照片等形式向公司和业主源源不断地通报工程质量、工程进度和进度预测.二、塔架概况塔架为不同厚度的热轧低合金高强度结构钢板(标准:GB/T1591—1994、GB6654-96)经下料、卷制、拼装、焊接、防腐涂装、内附件安装、检测等多道工序而成,材质为:Q345C、Q345C—Z25.顶段为圆锥筒,小端直径2737㎜,大端直径3408㎜,由板厚10、12、14、15、16、20㎜的钢板卷制的13个筒节焊接组成,长度为29998㎜(含两端法兰);中段为圆锥筒,小端直径3408㎜,大端直径4200㎜,由板厚16、18㎜的钢板卷制的13个筒节焊接组成,长度为29300㎜(含两端法兰);下段为直筒,直径4200㎜,由板厚20、22、24、36㎜的钢板卷制的7个筒节焊接组成,长度为17570㎜(含两端法兰长度)。
风力发电塔架基础环制作施工工法(2)
风力发电塔架基础环制作施工工法风力发电塔架基础环制作施工工法一、前言风力发电是一种清洁能源,风力发电塔架的基础环是确保塔架稳定性的重要组成部分。
本文将对风力发电塔架基础环制作施工工法进行介绍,包括工法特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析和工程实例。
二、工法特点风力发电塔架基础环制作施工工法的主要特点是:施工工艺简单、适应范围广、施工周期短、施工成本低、质量可控、安全性高。
三、适应范围风力发电塔架基础环制作施工工法适用于各种地质条件和风力发电塔架类型。
四、工艺原理风力发电塔架基础环制作的工艺原理是通过混凝土浇筑形成坚固的基础环,增加塔架的稳定性。
施工工法与实际工程之间的联系在于根据风力发电塔架的具体要求,采取不同的技术措施,如施工模板的设计和制作、混凝土配合比的确定、浇筑和养护的方法等。
五、施工工艺1. 基础环的布置与标定:根据设计要求和测量数据,在施工场地上布置基础环的位置,并进行标定。
2. 模板制作与安装:根据基础环的尺寸和形状,制作合适的施工模板,并进行安装。
3. 钢筋加工与安装:根据设计要求,加工和安装基础环中所需的钢筋。
4. 混凝土浇筑与养护:根据混凝土配合比,进行混凝土浇筑,并进行养护工作。
六、劳动组织在施工过程中,需要组织的劳动力包括项目经理、工程师、技术工人、操作工人等。
七、机具设备施工过程中所需的机具设备包括挖掘机、起重机、混凝土搅拌机、打桩机、模板支架等。
八、质量控制施工质量控制的方法和措施包括严格按照设计要求进行施工、混凝土强度测试、钢筋检验、模板检测以及养护管理等。
九、安全措施施工中需要注意的安全事项包括人员安全、机械设备安全、施工现场的安全防护、材料堆放的安全等。
同时,还需要制定相应的安全规章制度,加强现场安全监督和培训。
十、经济技术分析施工工法的经济技术分析包括施工周期、施工成本和使用寿命等方面的分析。
通过优化工艺和提高效率,可以缩短施工周期和降低施工成本,并提高基础环的使用寿命。
风力发电塔架制造技术条件--意见稿
国家能源局发布NB/T31001-2010目次前言-----------------------------------------------------------------------------------------------------------------Ⅱ1.范围----------------------------------------------------------------------------------------------------------------12.规范性引用文件-------------------------------------------------------------------------------------------------13.术语、符号-------------------------------------------------------------------------------------------------------24.总则----------------------------------------------------------------------------------------------------------------25.材料----------------------------------------------------------------------------------------------------------------36.部件加工----------------------------------------------------------------------------------------------------------37.焊接----------------------------------------------------------------------------------------------------------------58.焊接件装配------------------------------------------------------------------------------------------------------- 99.防腐蚀-------------------------------------------------------------------------------------------------------------1110.检验及验收------------------------------------------------------------------------------------------------------1211.验收---------------------------------------------------------------------------------------------------------------1412.包装、标记、运输和贮存------------------------------------------------------------------------------------15INB/T31001-2010II前言本标准是根据《国家发展和改革委员会办公厅关于印发2007年行业标准修订、制订计划的通知》(发改办工业〖2007〗1415号文),制定的。
风力发电机的塔架与基础
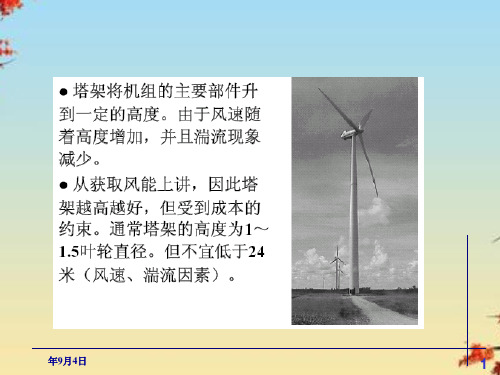
年9月4日
55
Reinforcement
年9月4日
56
Foundation construction 基础建造
Formworks 组立模板
Preparation of reinforcement before concreting 在浇灌 混凝土前加固准备
Concreating 浇灌混凝土
Formworks 组立模板 Concreting浇注 Forwarder运输公司 塔架主要受两类载荷:稳定载荷和动载荷。
高柔塔:f < 1P(另称为柔塔)。 Reinforcement —— 刚塔和柔塔:设塔架一阶弯曲固有频率为f ,则 Correct overlap正确的重叠 Foundation section基础部分 Reinforcement Foundation section Foundation section Concreating 浇灌混凝土 Manual bending device手动钢筋弯曲设备 Foundation section Reinforcement 塔架主要受两类载荷:稳定载荷和动载荷。
Where can the excavated soil be stored ?挖出来的土堆放到何处?
Store topsoil in separate heaps of earth表层土要分开堆放
Enough trucks to dispose the soil要有足够的运土车处理挖出的土
Are there any national or local laws for the treatment of soil ?是否有国家或地方法规对待土方的 处理
Drawing number 图纸号 Steel position钢筋位置 Number of parts belonging to the position每个位置部件的数量 Material quality材料质量 Diameter直径 Control each position according to the dimensions given in the drawings, check all parts by using templates根据图纸提供的尺寸控制每人位置,用模板检查所有部件。
风力发电机组塔架及基础环监造细则

风力发电机组塔架及基础环监造细则------------------------------------------------------------------------2011年X月目录一.监理工作依据的主要标准 (3)二.监理工作控制要点 (4)三.监理工作的方法和实施 (9)四.质量控制一览表 (15)五.其他事项 (22)一、监理工作依据的主要标准➢GB 5313-85 厚度方向性能钢板➢GB/T 19072-2003风力发电机组塔架➢GB/T 700-1998 碳素结构钢➢GB/T 1591-1994 低合金高强度结构钢➢GB/T 228 金属材料室温拉伸试验方法➢GB/T 229 金属夏比缺口冲击试验方法➢GB/T 5313 厚度方向性能钢板➢GB/T 13306-1991 铭牌➢GB/T 1184-1996 形状和位置公差未注公差值➢GB/T 150-1998 钢制压力容器➢EN 10029 厚度等于大于3mm的热轧钢板;尺寸公差,形状和重量偏差➢EN 5817 钢材中的弧焊接接头,缺陷质量等级要求➢EN ISO 9013 焊接及相关工艺-热切割表面的尺寸公差和质量等级➢SEL 072 钢板的超声波检验-技术交货条件➢SEP1390 焊接弯曲试验➢JB 4730-2005 压力容器无损检测➢JB 4708-2000 钢制压力容器焊接工艺评定➢JB 4744-2000 钢制压力容器产品焊接试板的力学性能检验➢JB/T 4709 钢制压力容器焊接工艺评定,焊接规程,产品焊接试板的力学性能检验➢JB/T 5000.3-1998 焊接结构件未注尺寸和形位公差➢JB/T 7949 钢结构焊缝外形尺寸➢JB/T 56102.1-1999 碳钢焊条产品质量分等➢JB/T 56102.2-1999 低合金钢焊条产品质量分等➢JB/T 50076-1999 气体保护电弧焊用钢条、低合金钢焊丝产品质量分等➢JB/T 56097-1999 碳素钢埋弧焊用焊剂产品质量分等➢ASTM E45-97 钢中夹杂物含量的评定方法➢YB/T5148-1993 金属平均晶粒度测定法➢GB 709 -2006 热轧钢板和钢带的尺寸、外形、重量及允许偏差➢AWS D1.1/D1.1M:2008 钢结构焊接规范➢ISO 12944 色漆和清漆采用防腐性涂料配套体系的钢结构的腐蚀保护➢ISO 8501 涂装前钢板表面锈蚀等级和除锈等级➢ISO 8503 磨料喷沙表面粗糙度分级方法➢ISO 8504 涂覆涂料前钢表面处理方法➢ISO 14713 钢铁构件腐蚀保护-锌和铝涂层指南➢ISO 1461 钢铁构件热浸镀锌-技术条件与试验方法➢ISO 2813 光泽度➢ISO 4682 色漆和清漆、涂层老化的评级方法➢ISO 2063 金属涂层钢铁抗蚀防护金属喷锌和喷铝➢GB/T 26429-2010 设备工程监理规范二、监理工作控制要点1. 文件审查项目检验开始时,按照客户的检验委托,详细阅读相关技术要求,收集并审核如下文件及状态。
DB62-T1938-2010 风电塔架制造安装检验验收规范
DB62/T1938-2010
风电塔架制造安装检验验收规范
1 范围
本标准规定了陆上大型风力发电机组(风轮扫掠面积等于或大于200m2)钢制管状塔架的制造、安 装技术要求和检验方法。
本标准适用于陆上大型风力发电机组(风轮扫掠面积等于或大于200m2)钢制管状塔架(以下简称 塔架)的制造、安装的检验和验收。
E5015-G
埋弧焊
烧结焊剂与 配用焊丝
熔炼焊剂与 配用焊丝
烧结 焊剂
配用 焊丝
熔炼 焊剂
配用 焊丝
/
/
HJ431 H08A、
H08MnA
SJ101
H10Mn2 H08MnA
HJ431 HJ350
H08MnA H10Mn2
SJ101
H10Mn2 H08MnA
/
/
实芯 焊丝
气体保护焊
保护 气体
药芯焊丝
Q345C 低合 Q345D 金钢
Q345E
焊条电弧焊
焊条 牌号
焊条 型号
J422 J426 J427
J506 J507
J506 J507 J506H J507RH
E4303 E4316 E4315
E5016 E5015
E5016 E5015 E5016-1 E5015-G
J507RH J507TiB
ICS 03.120
A 00 备案号:
62
甘肃省地方标准
DB62/T1938-2010
风电塔架制造安装检验验收规范
Inspection and acceptance code for manufacture installation for tower of wind turbine
企业规范(可发布为企业标准)风电塔架制造技术规范..(最新整理)

钢种
手工焊 牌号
焊条牌号 国际牌号
埋弧焊 焊丝牌号 焊剂
气保焊 焊丝牌号 保护气体
J422 碳素钢 Q235 J426
E4303 E4316
H08A HJ431 H08Mn2SiA CO2
J427
E4315
J506 低合金钢 Q345 J507
J507H
E5016 E5015 E5015
H08MnA HJ431 H08Mn2SiA CO2
GB/T 9793-2012 GB/T 5117-2012 GB/T 5118-2012 GB/T 8110-2008 GB/T 5293-1999 GB/T 12470-2003 GB/T 3274-2007 HGJ 229-1991
低合金高强度钢结构 碳素结构钢 产品几何技术规范(GPS) 极限与配合 第 2 部分:标 准公差等级和孔、轴极限偏差表 承压设备焊接工艺评定 承压设备产品焊接试件的力学性能检验 承压设备无损检测 压力容器 标牌 形状和位置公差 钢结构焊接规范 涂覆涂料前钢材表面处理 表面清洁度的目视评定 第 1 部分:未涂覆过的钢材表面和全面清除原有涂层后的钢 材表面的锈蚀等级和处理等级 热喷涂 金属和其他无机覆盖层 锌、铝及其合金 非合金钢及细晶粒钢焊条 热强钢焊条 气体保护电弧焊用碳钢、低合金钢焊丝 碳素钢埋弧焊用焊剂 埋弧焊用低合金钢焊丝和焊剂 碳素结构钢和低合金结构钢热轧厚钢板和钢带 工业设备、管道防腐蚀工程施工及验收规范
风力发电机塔架设备产品 制造技术规范
2015 年 04-01 日发布
XXXX 有限公司
2015 年 06 月 01 日实施 发布
风力发电机塔架设备产品制造技术规范 XXXX 有限公司
风力发电机塔架设备产品制造技术规范
风力发电塔架基础环制作施工工法

风力发电塔架基础环制作施工工法风力发电塔架基础环制作施工工法一、前言风力发电是一种利用自然风能将机械能转化为电能的清洁能源。
风力发电塔架是支撑风力发电机组的重要组成部分,它的稳定性和安全性对整个发电系统的运行至关重要。
而风力发电塔架的基础环制作施工工法是确保塔架稳定性的关键环节。
本文将详细介绍该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析及工程实例,以期为实际工程提供参考。
二、工法特点风力发电塔架基础环制作施工工法具有以下特点:1)采用环形基础,提高了承载能力和稳定性;2)施工过程中,提前做好钻孔、锚杆固结等准备工作,节省了施工时间和成本;3)采用现代化的机具设备,提高了施工效率;4)严格遵守施工质量和安全要求,保证了施工过程的稳定和成功。
三、适应范围风力发电塔架基础环制作施工工法适用于各种风力发电塔架,包括大型陆上风电场和海上风电场,以及不同类型的风力发电机组。
四、工艺原理风力发电塔架基础环制作施工工法的核心是通过钻孔、锚杆固结等工艺,使基础环与地下土层紧密结合,以提高整个塔架的稳定性。
在施工过程中,需要根据具体工程情况采取相应的技术措施,例如选择合适的钻孔方式、合理布置锚杆等。
五、施工工艺风力发电塔架基础环制作施工工法主要包括以下几个施工阶段:1)准备工作:包括勘测测量、现场清理等;2)钻孔施工:根据设计要求进行钻孔,并按照规定的间距和深度进行布置;3)锚杆施工:在钻孔中安装锚杆,并进行固结;4)基础环制作:在锚杆上浇筑混凝土,形成基础环。
六、劳动组织风力发电塔架基础环制作施工工法的劳动组织需要合理安排施工人员的数量和工作任务,确保施工进度和质量。
在施工过程中,应设置专门的施工队伍,由经验丰富的施工人员进行操作和监督。
七、机具设备风力发电塔架基础环制作施工工法所需的机具设备包括钻孔机、锚杆固定机、混凝土搅拌机等。
这些设备具有高效、安全、易操作等特点,能够提高施工效率和质量。
风电机组 塔架 标准

风电机组塔架标准
摘要:
I.风电机组塔架概述
- 定义和作用
- 设计和结构要求
II.风电机组塔架标准
- 塔架设计标准
- 塔架施工和验收标准
- 塔架运行和维护标准
III.风电机组塔架的挑战和未来发展
- 材料和制造技术的挑战
- 设计和施工方法的改进
- 风电机组塔架的未来发展趋势
正文:
风电机组塔架是风力发电机组中非常重要的组成部分,它的主要作用是支撑机舱和风轮,同时承载着整个风力发电机组的重量和风载荷。
因此,风电机组塔架的设计和制造必须符合相关标准和规范,以确保其安全、稳定、可靠的运行。
风电机组塔架的设计和结构要求非常严格,需要考虑的因素包括风力、温度、湿度、地震、风沙等自然环境因素,以及机舱、风轮、叶片等设备的重量和形状。
此外,风电机组塔架的设计和制造还需要遵循相关标准和规范,如国
际标准ISO 19905-1《风力发电机组塔架设计、制造和安装》和中国标准GB/T 18451.1-2012《风力发电机组设计要求》等。
在风电机组塔架的制造和施工过程中,还需要遵循一系列的标准和规范,以确保塔架的安全和可靠性。
例如,在塔架的施工过程中,需要对基础、塔架、机舱和风轮等进行严格的质量控制和验收,以确保其符合相关标准和规范。
风电机组塔架的运行和维护也需要遵守相关标准和规范,以确保其长期稳定、安全地运行。
例如,需要定期对塔架进行维护和检修,以确保其结构完整和安全性。
风电机组塔架的设计、制造、施工和运行都需要遵守相关标准和规范,以确保其安全、稳定、可靠地运行。
企业规范(可发布为企业标准) 风电塔架制造技术规范.
风力发电机塔架设备产品制造技术规范2015年04-01日发布 2015年06月01日实施XXXX有限公司发布风力发电机塔架设备产品制造技术规范1、范围此技术规范适用于XXXX有限公司风力塔架(含基础环)的制造,未涉及之处按相关的国家标准或行业标准执行,如遇到与业主方所提出功能设计、结构﹑性能﹑安装和试验等方面的技术要求不一致时,按较高标准执行。
2、引用标准:GB1591-2008 低合金高强度钢结构GB/T 700-2006 碳素结构钢GB1800.2-2009 产品几何技术规范(GPS)极限与配合第2部分:标准公差等级和孔、轴极限偏差表NB/T 47014-2011 承压设备焊接工艺评定NB/T 47016-2011 承压设备产品焊接试件的力学性能检验NB/T 47013-2015 承压设备无损检测GB150-2011 压力容器GB13306-2011 标牌GB1184-1996 形状和位置公差GB 50661-2011 钢结构焊接规范GB/T 8923.1-2011 涂覆涂料前钢材表面处理表面清洁度的目视评定第1部分:未涂覆过的钢材表面和全面清除原有涂层后的钢材表面的锈蚀等级和处理等级GB/T 9793-2012 热喷涂金属和其他无机覆盖层锌、铝及其合金GB/T 5117-2012 非合金钢及细晶粒钢焊条GB/T 5118-2012 热强钢焊条GB/T 8110-2008 气体保护电弧焊用碳钢、低合金钢焊丝GB/T 5293-1999 碳素钢埋弧焊用焊剂GB/T 12470-2003 埋弧焊用低合金钢焊丝和焊剂GB/T 3274-2007 碳素结构钢和低合金结构钢热轧厚钢板和钢带HGJ 229-1991 工业设备、管道防腐蚀工程施工及验收规范3、材料及试验3.1 塔体﹑门框﹑法兰﹑基础环材料按图纸要求使用,其各项性能指标应符合GB1591-2008或GB700-2006的要求。
3.2 材料选用EN10025-1993或其它欧美标准时,必须符合标准规定。
6-风电机组塔架和基础环技术质量规范
附件6中国国电集团公司风电机组塔架和基础环技术质量标准1 目的为规范中国国电集团公司全资和控股建设的新、扩、改建的风力发电项目工程建设管理,统一风力发电机组塔架(含基础环)的通用技术要求、试验方法、检验规则及包装运输,结合风电场工程建设特点制定本标准。
2 范围本标准适用于中国国电集团公司全资和控股建设的新、扩、改建的风力发电项目。
参股项目可参照执行。
3 引用标准和文件3.1技术标准规范下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单或修订版均不适用于本标准。
凡是不注日期的引用文件,其最新版本适用于本标准。
引用标准的原则:塔架材料牌号原设计为国外材料,参照相应的原设计国外标准执行;塔架材料牌号原设计为国内材料,参照相应的原设计国内标准执行;塔架材料牌号原设计为国外材料变更为国内材料,参照相应的国内标准执行,但重要性能指标参照相应的原设计国外标准执行。
本标准中没有特别引用的标准可按下列标准执行:《钢化学分析用试样取样法及成品化学成分允许偏差》GB/T 222《钢铁及合金化学分析方法》GB/T 223《金属拉伸试验方法》GB/T 228《金属材料夏比摆锤冲击试验方法》GB/T 229-2007《低合金高强度结构钢》GB/T 1591-2008《钢中非金属夹杂物显微评定方法》GB/T 10561《金属平均晶粒度测定方法》GB/T 6394《厚度方向性能钢板》GB 5313《压力容器用碳素钢和低合金钢锻件》JB 4726《承压设备无损检测》JB/T 4730-2005《热轧结构钢第3章可焊性细晶正火控轧结构钢技术条件》EN 10025-3《风电机组筒形塔制造技术条件》NB/T 31001《风力发电机组塔架》GB/T190723.2规范澄清本标准与相应的主机供应商提供的塔架技术规范同时使用,且必须优先使用主机供应商的塔架技术规范。
若主机供应商的塔架技术规范无有关条款或规定不明确时,则使用本标准。
国电联合动力UP82 IIIA风电机组技术规格20091227
风机塔架制造规范
SL1500风力发电机组塔架与基础环制作技术规范编 号: 1500.012.0002.02B华锐风电科技(集团)股份有限公司日期:2010年03月15日作者:赵连明审查: 张芹审核刘作辉批准:金宝年华锐风电专有技术文件未经许可不得使用华锐风电专有技术文件 未经许可不得使用 目 录1.综述 (3)2. 材料 (4)3. 制 造 (4)3.1 总 则 (4)3.2.板材切割 (4)3.3 塔架焊接 (5)3.3.1 总则 (5)3.3.2 焊接 (5)3.3.3 焊接工作 (7)3.4 焊接检查 (8)3.4.1 焊接返修 (9)3.5 筒体 (10)3.6 法兰 (12)3.7 门框 (12)3.8附件 (13)3.8.1 铝合金爬梯 (12)3.9 基础环检查 (13)4. 塔架预装配 (14)5. 质量计划 (15)6.运输,装卸和存储 (16)运输和吊装 (16)7.参考文件.......................................................................................................................................17 修改内容修改版本及文件编号 1500.012.0002.02A 版本更换为1500.012.0002.02B 文件内容 取消塔架与基础环筒体原材料按照厚度的划分1.综述本文包括额定功率1500KW,SL1500风力发电机组低温塔架与基础环制作技术要求。
除非部件供货合同另有规定,否则要毫无保留地适用此规定。
如果本规范的个别条款与合同有所不同,其它的内容将不受影响并且要无保留地继续执行。
塔架制造商和塔架监检服务人员必须采用有效版本的标准、规定和技术规范编制塔架施工制造工艺及检验规程。
如果关于一个事项采用一个以上的标准,规定和规范,要遵照最严格的要求完成工作。
《国电联合动力UP-2000风机基础技术要求》
国电联合动力UP-2000风机基础技术要求规范号:GV-70.3-GR.RB.ON.01-A-A国电联合动力技术有限公司版本修订内容修订日期A 第一版 2011.051 施工要求1.1 严格按施工设计图施工,并符合现行的施工验收规范《混凝土结构工程施工质量验收规范》(GB50204-2002)。
1.2 基础开挖时防止基土扰动。
采用机械开挖时,最后200mm应由人工挖掘。
在挖掘工作开始之前,必须采取预防措施,以防止来自地下水的不良影响。
为了防止形成高地下水位,必须建立井点系统,在挖掘工作开始之前,必须保证地下水位的稳定。
在挖掘过程中,必须注意观察土壤的成分,特别是要注意土壤的有机残留物以及是否有挖掘过的迹象。
当达到了最终挖掘深度后,应该特别注意保护上部土层不受挖掘机械、雨水以及地表水的影响。
当到达最终挖掘深度,强烈推荐在清理层浇筑厚度至少在100mm的低等级混凝土。
如果实际的挖掘深度大于预期的深度,可以用致密沙石或者是低等级的混凝土来代替土壤进行填埋。
开挖后必须要有资质的岩土工程师、监理工程师会同相关人员验槽方可进行下一道工序。
1.3 承包人承包人根据图纸、说明以及施工方的建议,负责工作场地、挖掘设备、脚手架以及基础所需钢筋和混凝土的准备工作。
承包人负责基础部分的安装,并负责对其进行调整。
1.4 岩土工程报告本说明附有岩土工程报告的模版。
1.5 检查在建设基础之前,应对以下土壤参数进行验证(最低要求):•摩擦角或内聚力•密度•地下水位在工程实施过程中,必须对以下项目进行验证或上报:•材料的质量•工作程序•重要的尺寸(主要的几何参数,最小混凝土层等)•材料与尺寸的差异•无法预料的事件(沉降以及对相邻建筑物的影响等等)•临时性工作,工作的中断和开始1.6 混凝土浇筑按大体积混凝土要求施工,采用发热量较小水泥品种,应采取防止内外温差引起裂缝的技术措施,施工中混凝土内外温差控制在25℃以内。
基础要求连续施工,一次完成混凝土浇筑。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
拼接焊缝 UT100% NDT: UT100%
钻孔机加工 Machining Drilling
环缝组装连 接 Circumferenti
外 购 法 兰 Purchase flanges 几何尺寸 平面度检 查 dimension and 贮存、运输 Storage、 Transport 售后服务 Market later service 底法兰与基础壳体组焊 Base flanges and foundation shell joint SMAW
棱角,错边 检 查 Linear Misalignment 、 edge
环缝焊接 Circumferent ial welding
焊缝无损探 伤 内件安装 Internals Installation 喷锌、油漆涂 装 Spray metallize with zinc, 喷沙除锈 Sandblastin g
国电联合动力技术有限公司 修订日期:2010-4-9
低合金高强度结构钢 碳素结构钢 极限与配合 基础 第 3 部分:标准公差和基本偏差数值表 钢制压力容器产品焊接试板的力学性能检验 承压设备无损检测 碳素结构钢 钢制压力容器焊接工艺评定 钢制压力容器 铭牌 形状和位置公差 未注公差值 钢结构焊缝外形尺寸 碳钢焊条产品质量分等 低合金钢焊条产品质量分等 气体保护电弧焊用钢条、低合金钢焊丝产品质量分等
第-5-页
共 - 24 - 页
UP-1500 风力发电机组塔架及基础环制造技术规范 文件编号:GV-70.1-RT.00.00.00-A-C
5. 塔架和基础环制造工序技术措施和质量控制 5.1. 划线下料 5.1.1. 精 确 计 算 筒 节 下 料 尺 寸 数 据 , 首 块 规 格 筒 节 下 料 前 让 数 控 切 割 机 在 钢 板 上划 好下 料线 ,确 认正 确无 误后 才能 开始 切割 。首 块规 格气 割后 的坯 料 应按 规定 进行 相关 尺寸 的检 验, 合格 后方 可进 行批 量下 料; 每节 筒节 下料后必须留有足够的预弯头,每块钢板下料时及时进行标记移植。 5.1.2. 门 框是 塔架 上的 重要 部件 ,下 料时 必须 保证 壳体 上门 框孔 的气 割尺 寸, 使边缘的间隙在 2 ~ 3 ㎜。 5.2. 卷制成形 塔体筒节卷制过程中经常用相应的弧度样板检查,以保证筒节弧度的均 匀 性。 特别 注意 检查 校准 两端 接合 部分 的圆 弧度 。点 焊组 对纵 焊缝 应预 先精 确 测量 好大 、小 口的 周长 ,确 认无 误后 才能 组对 点焊 ;组 对点 焊时 应保 证错 边量,具体要求见下表: 单位: mm
t(mm) 12 14 16 18 20 22 24 26 28 30 32-40 dx 2.0 2.0 2.0 2.5 2.5 2.5 2.5 2.5 2.5 3.0 3.0 5.3. 纵焊缝焊接 按先内后外,执行焊接工艺规程采用埋弧自动焊进行施焊。内部焊接完 成 后, 外口 进行 碳弧 气刨 清根 。焊 缝施 焊之 前先 用砂 轮打 磨去 除坡 口内 及两 侧 25mm 范围内的所有杂物及锈斑、油污等,直至露出金属光泽后才准进行 施焊。焊完后清除熔渣及飞溅等。 5.4. 校圆 5.4.1. 待 筒节 纵焊 缝充 分冷 却后 ,筒 节进 行二 次校 圆。 校圆 卷制 过程 中重 点测 量 筒节 的弧 度, 大、 小口 的各 方向 直径 差等 ,测 量尺 寸时 要完 全松 开上 压辊,让筒节处于松驰自然放置状态。检查员确认筒节的圆度、直径 差 、最 大、 最小 直径 差等 数据 都合 格后 ,才 能吊 离卷 板机 ,进 入下 道工 序。 5.4.2. 筒体任意位置处沿轴向 600mm 范围内的凸起和凹坑不得超过 6mm 。
UP-1500 风力发电机组塔架及基础环制造技术规范 文件编号:GV-70.1-RT.00.00.00-A-C
目 录
1. 总则………………………………………………………………………………02 2. 编制依据…………………………………………………………………………02 3. 材料及试验………………………………………………………………………03 4. 塔架制造工艺流程图……………………………………………………………05 5. 塔架制造工序技术措施和质量控制……………………………………………06 附件 1:风力发电塔架涂装技术方案………………………………………………15 附件 2:风力发电塔架制作搬运、包装存放、运输保护技术措施………………23
纵缝焊接 Longitudinal Welding
二次校圆 Second bending
圆度检查 Roundness Inspection
环法兰划线下料坡 口 Embryo flanges
环法兰拼接 Embryo flange Tack welding
环法兰检 查 Inspection
MK,Cutting,Groo
Tower shell manufacture Base flanges manufacture
划线,下料,坡口 MK,Cutting,Gro ove
卷制成形 Bending roll
纵缝点焊定位 Longitudinal tack spot welding
错边、棱角 检 查 Linear Misalignment 、 edge Inspection
2.27. Q/140921SDJR16.1-2007 《风力发电塔架 法兰》 2.28. AWSD1.1/D1.1M:2002 《钢结构焊接规范》 2.29. JB/T 5000.3—1998 《焊接结构件未注尺寸和形位公差》 3. 材料及试验 3.1. 塔架和基础环材料的选用及其性能应符合图纸、技术规范书及相关标准的要 求 。如果出现材料代用,卖方必须办理代用手续,并经买方认可。 部件 筒体 法兰 门框 梯子平台 等附件 上法兰 筒体 基 础 环 下法兰 Q345D -Z25 Q345C -Z25 GB6654-96 Q345D 塔 架 Q345E -Z35 Q345D -Z25 Q235A Q345E -Z35 Q345D 材料 低温机型 常温机型 Q345C Q345D -Z35 Q345C -Z25 Q235A Q345D -Z35 Q345C 详见图纸 GB6654-96 1.允许钢板拼焊 (最多 6 段,焊透) 2.弧段弦垂直于 钢板纤维方向 支撑件钢板 Q235C Q235B GB6654-96 需由整体锻造和 辗环工艺制造 公差要求 GB6654-96 祥见图纸 GB6654-96 需由整体锻造和 辗环工艺制造 正火状态交货 备注
国电联合动力技术有限公司 修订日期:2010-4-9
第6页
共 24 页
UP-1500 风力发电机组塔架及基础环制造技术规范 文件编号:GV-70.1-RT.00.00.00-A-C
5.4.3. 筒节任意截面圆度公差为 (Dma国电联合动力技术有限公司 修订日期:2010-4-9
第3页
共 24 页
UP-1500 风力发电机组塔架及基础环制造技术规范 文件编号:GV-70.1-RT.00.00.00-A-C
3.2. 所用原材料要求有完整合格的产品出厂证明,塔架筒体和基础环钢板必须具备 质量证明书原件或加盖供材单位检验公章的有效复印件(钢厂注明 “复印件无 效”时等同于无质量证明书 )。筒体和基础环钢板要求采购探伤板,原材料进 厂进行表面外观尺寸及厚度(按 GB6654-96)验收合格后按照每次到货总数量 的 10%进行 100%的 UT 复验,质量达到 JB/T4730-2005 I 级的要求,如有一张 钢板不合格,则必须对此次到货的所有钢板都进行复验。 3.2.1. 卖方应对所有塔架筒体和基础环钢板按炉号和批号分别进行化学成份和力学 性能抽样复验,抽样率为 100%,合格后方可使用。 3.3. 所选的焊接材料必须与母材相匹配,每炉次的焊材必须有材料证明书,包括化 学和机械性能。 3.4. 卖方给买方单位提供详细的钢板制造厂及检验机构的资质材料,并经过买方认 可后进行材料采购及检验工作。 3.5. 平台面板及入口梯子所用花纹钢板的花纹及翻盖板所用花纹钢板的花纹为菱形 或扁豆形,花纹选用一致。
国电联合动力技术有限公司 修订日期:2010-4-9
第4页
共 24 页
UP-1500 风力发电机组塔架及基础环制造技术规范 文件编号:GV-70.1-RT.00.00.00-A-C
4. 风力发电机塔架和基础环制造工艺流程图
塔 体 制 造 底 法 兰 制 造 成品检验 Products inspection
NDT
法兰与塔架壳体组焊 Flanges and tower shell joint SAW
Painting
平面度检查 Flatness tolerance of flanges
直线度等公差 检查 tolerance inspection straightness etc.
国电联合动力技术有限公司 修订日期:2010-4-9
国电联合动力技术有限公司 修订日期:2010-4-9
第1页
共 24 页
UP-1500 风力发电机组塔架及基础环制造技术规范 文件编号:GV-70.1-RT.00.00.00-A-C
1. 总则 1.1. 本规范适用于 UP-1500KW 风力发电机组塔架和基础环的加工制造。塔架和基 础环的生产、制造和运输按本规范以及有关塔筒和基础环的有效加工图纸等技 术文件要求执行。如果以上技术文件采用一个以上标准、规定和规范,要遵照 最严格的要求完成工作。塔架和基础环的防腐要求按本规范的附件 1 执行。 1.2. 本规范规定了 UP-1500KW 风机塔架和基础环的原材料、焊接技术要求、无损 检测以及生产过程控制与质量检测、标识、验收等。如果图纸中技术要求与本 规范有差异,以本规范为准。 1.3. 除非部件供货合同另有规定,否则要毫无保留地适用此规定。如果本规范的个 别条款与合同有所不同,其它的内容将不受影响并且要无保留地继续执行。 1.4. 语言 本方案所用语言为中文,与买方及其代理机构之间的所有文件均以中文为 准。 1.5. 供货范围: 基础环、三节塔身(保证具备可互换性)、按照图纸应安装的附件(包括平 台、梯子、安全绳、电缆支架及夹板、照明附件等)。 2. 编制依据 UP-1500KW 风力发电机组塔架和基础环加工制造采用如下标准或文件: 2.1. 招标文件 2.2. 买方提供的加工图纸、技术要求及其他相关文件 2.3. GB/T 1591-1994 2.4. GB/T 700-1998 2.5. GB/T 1800.3-1998 2.6. JB4744-2000 2.7. JB/T4730-2005 2.8. GB/T 700-1998 2.9. JB4708-2000 2.10. GB/T 150-1998 2.11. GB/T 13306-1991 2.12. GB/T 1184-1996 2.13. JB/T 7949-1995 2.14. JB/T56102.1-1999 2.15. JB/T56102.2-1999 2.16. JB/T50076-1999