产品的展开与计算37页PPT
销售法则_3_1及PBPPPT37页课件.pptx
顾客到达商场后,对于获取市场信息,产品信息以及获取尊重等都是十分需求的.这要求销售人员不能把把产品销售当成一个单单的交易过程,销售过程更是一次社交行为.社交过程要设法满足顾客对信息的需求欲,产品价值带给他的优越感,自尊感,自豪感等等.
(2) 社交行为的沟通:
2.5 P-B-P沟通原则:
4、结合FABE和2/3/1法则
1、为实现顾客的三个利益
3、顾问式导购
2、立足产品、品牌和终端下功夫
关键点
1.2 P-B-P导购法的四个关键点:
2.1 P-B-P导购法的核心:产品与顾客的有效沟通
2.2 P-B-P沟通:
1.消费者购买结果取决于两个因素
这直接决定顾客购买产品的高/中/低端
品牌
2. 大部分消费者到达商场前,对产品价格的认知都相对缺乏,但是顾客都有一个内心接受的价格区间.
2.3产品沟通(Product) : 实现顾客财务利益
价格
or
产品沟通,目的是满足顾客财务利益,形成成交. 销售人员不能认为顾客该买哪款产品,或是替消费者选择产品, 而是要准确的发掘出顾客的心理价格需求,或者通过产品价值或附加价值的表达,使产品的价格进入顾客能接受的价格区间,让顾客感受到产品的物超所值.
1.2、“2”是从产品卖点角度出发:
功能
画质
音质
“3”
1.3、“3”是从产品技术卖点出发
从“人无我有”和“人有我优”两个维度去分析
1.4、“1”是产品销售(演示证明)
1:2:3:
物理卖点、技术卖点
音质、画质、功能
以演示证明辅助产品销售
重温学习
1.4、2/3/1法则与FABE法则的区别
(1) 可感知利益包括品牌给予顾客的信任感和安全感,它通常针对的是竞争对手.(2) 品牌主张,品质和服务可以实现顾客的可感知利益.(3) 品牌沟通的注意事项: A.品牌给予顾客的印象要深刻,更要差异化,如与众不同的超级智能云电视. B.品牌主张,品质体现在终端策略的原则性,如定价,赠品,折扣等. C.优质的服务仍然是品牌沟通的主要内容---建立信任
产品的展开与计算

3.5 3.80 2.50 2.40 2.30 2.10 1.80 1.60 1.20 0.50 4.0 3.30 3.00 2.90 2.80 2.60 2.30 2.10 1.70 0.60
4.5 5.0 -
3.40 3.3
-
-
3.20 3.00 2.70 2.50 2.20 1.00 3.70 3.50 3.20 3.00 1.60 1.30
7.3 翻邊的展開計算
原則:體積不變定律 ★當翻邊高度較低(H≦3t)時,按折彎
展開來計算預沖孔. ★當翻邊高度(H>3t)時,由于壁厚變薄,
其預沖孔的計算公式為:
7.3 翻邊的展開計算
d0=d-2(H-0.43R1-0.72t) d0-預沖孔直徑 d-翻邊后孔直徑(中徑) t-材
料厚度 H-翻邊后制件高度 h-翻邊后直邊高 度 R1-凹模圓角半徑
t
1.尖角展開的計算
1.1當折彎內R角小于等于材料厚度時,按尖 角來展開
展開長度L=A+B+T 為展開系數
1.尖角展開的計算尖展開
計算
1.尖角的展開計算
1.2當折彎不是直角﹐則展開方法為﹕
L=A+B+ t (a/90)
1.尖角的展開計算實例
L=A+B+45% t =7.00+20.00+0.45*1 =27.45mm
(2) 當8t>H>5t時,也是分兩步折彎成形,第一步用山折成形,第二步最終成形,由于
山折時材料基本上不 拉長,因而它的展開也是按一般折彎展開. 如右圖示:
(3) 當H<5t時,Z折一次成形,展開公式如下:
第一步
L=A+B+C+@+@' @=(Z-H+2t)/2 @'=@-0.1 (Z值見附表3)
五金部品展-开计算介ppt课件

增大,中性層位置逐漸向彎曲中心的內側移動. ✓ 中性層到板料內側的距離用λ表示.
計算方法
✓ 展開的基本公式: ✓展開長度=料內+料內+補償量
類型一
R=0, 折 彎 角 θ=90°(T<1.2, 不 含 1.2mm)
=0.5T
90.0°
B T /3
T
T > = 1.2m m
中性層
A類Βιβλιοθήκη 三R≠0 θ=90°L=(A-T-R)+(B-TR)+(R+λ)*π/2
當R ≧5T時 λ=T/2
1T≦ R <5T λ=T/3
0 < R <T λ=T/4
(實際展開時除使用尺寸 計算方法外,也可在確定 中性層位置後,通過偏移 再實際測量長度的方法. 以下相同)
當R ≧5T時 λ=T/2 1T≦ R <5T λ=T/3
0 < R <T λ=T
中性層
此课件下载可自行编辑修改,供参考! 感谢您的支持,我们努力做得更好!
90.0° B
T
R
中性層
A
類型四
R=0 θ≠90°
λ=T/3
L=[A-T*tan(a/2)]+[B
-T*tan(a/2)]+T/3*a
B
(a單位為rad,以下相同)
a
T
中性層
A
類型五
R≠0 θ≠90°
L=[A-(T+R)* tan(a/2)]+[B
(T+R)*tan(a/2)]+(R+λ )*a
钣金事业部产品展开计算方法

钣金事业部产品展开计算
方法
Ting Bao was revised on January 6, 20021
产品展开计算方法
1.0目的
为了使展开能够做到快速、准确,制定统一的展开计算方法。
2.0适用范围
科士达机箱厂钣金部
3.0展开计算原理
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层一中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内侧的距离用λ表示。
4.0计算方法
展开的基本公式:
展开长度=料内+料内+补偿量
展开长度=料外+料外-补偿量
3.2
例:
3.2.2胀铆螺母(Z 类产品)
例:Z - M3 - 1(2)
3.2.3
例:FH - M3 - 10
例: NFH –
附表:常见展开数据1. 一般折弯(R=0 θ=90)L=A+B-K
折(直边段差)当H<5T时,一次成型;L=A+B+K
3. N折形展开系数。
产品展开计算方法精编

Rd l
PA R'
P
r PB
Rd l
R'
h r
D T
l
核
日 期 更正原因 签 名 准 青华模具有限公司
校
编
对
制
文件编号 RS98W009
产品展开计算方法
11.卷圆压平 L=A-T+B-T+4K =A+B-2T+4* = A+ (上式中:取 K= 图三:90°折弯处尺寸为 A+ 图四: 卷圆压平时,可视工
+T/3)]1/2
Z 10.压缩抽形 2 (Rd>
原则:直边部分按弯曲展开, 圆角部分按拉伸展开,然后用 三点切圆(PA-P-PB)的方式作 一段与两直边和直径为 D 的圆 相切的圆弧.
当 Rd>时: l=(h+T/3)+*(Rd-2T/3) D/2={(r+T/3)2
+2(r+T/3)*(h+T/3) *(Rd-2T/3)*[(r+T/3) +*(Rd-2T/3)]}1/2
程排配的情况考虑是否在折成 90°前压线,压线位置为 A-T
圖一 圖二 圖三 圖四
T
T
页次
5/7
PUNCH
B
A B+2.5K
0
A+0.5K
0
AL
12.侧冲压平
L=A-t+B-t+4K =A+B-2T+4* = A+
(上式中:取 K=
图三:90°折弯处尺寸为 A+2K
图四: 侧冲压平时,在折成 90°前必须压线,压线位置为
K3=Tλ< *πR /2<=5T
产品展开计算标准

精密沖模開發部
產品展開計算標准
2.7 Z折2
C≦3T時<一次成型>: L=A-T+C+B+D+K
精密沖模開發部
產品展開計算標准
精密沖模開發部
B
T/3 C T
產品展開計算標准
3 展開注意事項:
a. 標注公差的尺寸設計值:取上下極限尺寸的中 間 值作為設計標准值. b.孔徑設計值:一般圓孔直徑小數點取一位(以配合沖 頭加工方便性),例:3.81取3.9.有特殊公差時除外, 例:Φ3.80 取Φ3.84. c. 產品圖中未作特別標注的圓角,一般按R=0展開.
產品展開計算標准
2.10 壓縮抽形1 (Rd≦1.5T)
原則:直邊部分按彎曲展開,圓 角部分按拉伸展開,然后用三點 切圓(PA-P-PB)的方式作一段與 兩直邊和直徑為D的圓相切的 圓弧. 當Rd≦1.5T時,求D值計算公式 如下: D/2=[(r+T/3)2+2(r+T/3)*(h +T/3)]1/2
(a)
AA--00..22TT
(b)
BB+0+.02.2TT
精密沖模開發部
AA++11..00TT
(c)BBFra bibliotekAA(d)
產品展開計算標准
2.14 綜合計算如圖:
L=料內+料內+補償量 =A+B+C+D+中性層弧長(AA+BB+CC) (中性層弧長均按 “λ=T/3”來計算)
产品展开计算标准
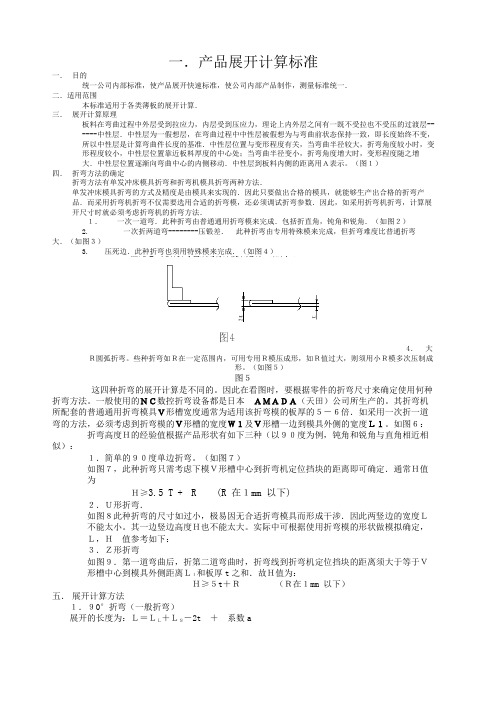
一.产品展开计算标准一.目的统一公司内部标准,使产品展开快速标准,使公司内部产品制作,测量标准统一.二.适用范围本标准适用于各类薄板的展开计算.三.展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,理论上内外层之间有一既不受拉也不受压的过渡层------中性层.中性层为一假想层,在弯曲过程中中性层被假想为与弯曲前状态保持一致,即长度始终不变,所以中性层是计算弯曲件长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大.中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用A表示。
(图1)四.折弯方法的确定折弯方法有单发冲床模具折弯和折弯机模具折弯两种方法.单发冲床模具折弯的方式及精度是由模具来实现的.因此只要做出合格的模具,就能够生产出合格的折弯产品.而采用折弯机折弯不仅需要选用合适的折弯模,还必须调试折弯参数.因此,如采用折弯机折弯,计算展开尺寸时就必须考虑折弯机的折弯方法.1.一次一道弯.此种折弯由普通通用折弯模来完成.包括折直角,钝角和锐角.(如图2)2. 一次折两道弯--------压锻差.此种折弯由专用特殊模来完成,但折弯难度比普通折弯大.(如图3)3. 压死边.此种折弯也须用特殊模来完成.(如图4)4.大R圆弧折弯。
些种折弯如R在一定范围内,可用专用R模压成形,如R值过大,则须用小R模多次压制成形。
(如图5)图5这四种折弯的展开计算是不同的。
因此在看图时,要根据零件的折弯尺寸来确定使用何种折弯方法。
一般使用的NC数控折弯设备都是日本AMADA(天田)公司所生产的。
其折弯机所配套的普通通用折弯模具V形槽宽度通常为适用该折弯模的板厚的5-6倍.如采用一次折一道弯的方法,必须考虑到折弯模的V形槽的宽度W1及V形槽一边到模具外侧的宽度L1。
如图6:折弯高度H的经验值根据产品形状有如下三种(以90度为例,钝角和锐角与直角相近相似):1.简单的90度单边折弯。
质量功能展开(QFD)(ppt 37页)
产品性能表现
4
将需求转化为“怎样”满足
影响满足客户需求的部门
销售 项目管理 工程 生产 采购 协作伙伴 客户支援工程师
对客户的快速反应
5
价格竞争力& 产品竞争力
3
设备质量
5
设备按时送货
4
软件质量
3
软件按时送货
4
严格执行合同
3
Hale Waihona Puke 4产品性能表现需求和“怎样”之间的关系
确定部门/流程对影响客户 CTQ的关系
部件寿命时间长 发电效率高
可维修性好 易于故障检修
“怎样”
功率定额 总运转时间
总不可避免停机时间
部件使用寿命 燃油成本/瓩
总维修/ 保养时间
转子转速
是否一定是一对一的关系?
你如何满足客户需求?
需求
最大可能的电力输出
3
故障时间少
4
可靠性高
5
部件寿命长
2
发电效率高
4
可维修性好
2
易于故障检测
1
A 千瓦 B 小时/年 C 小时/年 D年 E $/千瓦 F 小时 G 转/分钟
HOW 1 HOW 2 HOW 3 HOW 4 HOW 5 HOW 6 HOW 7
Need 1 Need 2 Need 3 Need 4 Need 5 Need 6 Need 7
5 HL
L
M 65
H
45
5
MML
21
3
H
36
4
L
M8
2M
4
LH
52
L
M
4
3 lbs 12 in. 3 mils 40 psi 3 8 atm 1 mm
产品展开计算方法
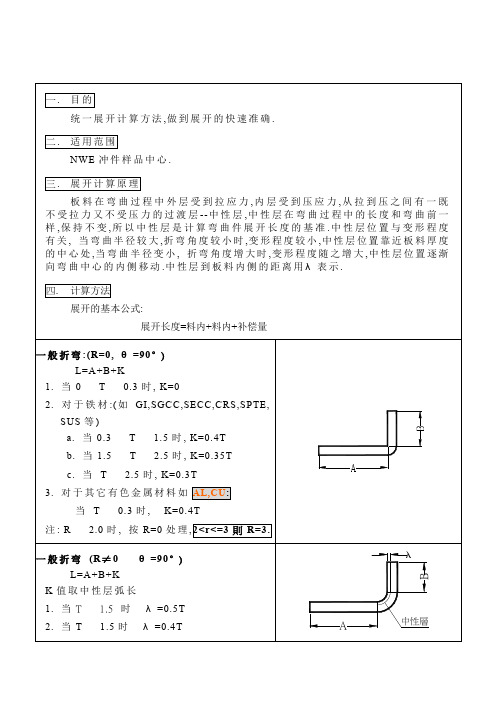
一般折弯:(R=0, θ=90°)L=A+B+K1. 当0T0.3时, K=02. 对于铁材:(如GI,SGCC,SECC,CRS,SPTE,SUS等)a.当0.3T 1.5时, K=0.4Tb. 当1.5T 2.5时, K=0.35Tc. 当T 2.5时, K=0.3T3. 对于其它有色金属材料如AL,CU:当T0.3时, K=0.4T注: R 2.0时, 按R=0处理,2<r<=3則R=3.一般折弯(R≠0 θ=90°)L=A+B+KK值取中性层弧长1. 当T 1.5 时λ=0.5T2. 当T 1.5时λ=0.4T一般折弯(R=0 θ≠90°)L=A+B+K’1. 当T0.3 时K’=02. 当T0.3时K’=(/90)*K注: K为90∘时的补偿量一般折弯(R≠0 θ≠90°)L=A+B+K1. 当T 1.5 时λ=0.5T2. 当T 1.5时λ=0.4TK值取中性层弧长注: 当R 2.0, 且用折刀加工时, 则按R=0来计算, A﹑B依倒零角后的直边长度取值当2<R<3时,按R=3计算Z折1(直边段差).1. 当H5T时, 分两次成型时,按两个90°折弯计算2. 当H5T时, 一次成型, L=A+B+KK值依附件中参数取值H与TZ折3(斜边段差).1. 当H2T时当θ≦70∘时,按Z折1(直边段差)的方式计算, 即: 展开长度=展开前总长度+K (此时K=0.2)当θ>70∘时完全按Z折1(直边段差)的方式计算2. 当H2T时, 按两段折弯展开(R=0 θ≠90°).。
6.产品展开计算方法

六产品展开计算方法6.1 90˚无内R折弯形展开6.2 非90˚无内R折弯形展开6.3 有内R折弯形展开6.4 Z折弯展开6.5 压平展开6.6 CNC折弯形展开6.7 U形弯曲的展开6.8 弯曲拉伸复合结构展开6.9方形抽孔6.10翻孔抽芽6.11 展开尺寸调整6.12 弯曲件的工艺性●展开图设计标准(1).图面要求A.展开图中必须包含产品图中的所有圆孔和异形孔像素。
内部成型和外围成型的展开的像素。
B展开图的毛边方向必须向下。
C.展开图中所有像素(除折弯线外)必须串接成复线。
D.产品图展开后,需冲切的尖角(产品图中特殊标注的除外)一律倒圆角R=0.3。
E.展开图中,有较小的折弯边和成型均应画局部剖视图(剖视的方向只能向左或向上)。
剖视图应放在图面右侧或下方且注明剖视方向,位置及剖视的比例和数量。
(2).折线书法画折弯的原则:按视图方向,可见折线为实线,不可见折线为虚线。
如下图所示注:上模压线印、压字模用实线表示,下模压线印、压毛边、压字模用虚线表示。
(3).图层分布及颜色A. 图层:所有产品图展开像素均放在MATER层,冲孔及外形用6号(紫)色,折线像素使用3号(绿)色。
B. DIM层,所有尺寸标注像素均放在DIM层,使用4号(蓝)色。
(4).标注展开图必须使用国标标注形式。
(5).注意事项产品展开时,应处理图面标示的配合尺寸单向公差。
如:25.6 +0.05,取25.64当公差值为正向时,展开尺寸应尽量偏上限;当公差值为负向时,展开尺寸应尽量偏下限;若冲孔直径公差要求严格时,则无论产品图公差如何标示,展开图取值都应偏上限。
●展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间必有不受拉力又不受压力的过渡层--中性层λ,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关;1)、当弯曲半径较大,折弯角度较小时,弯曲变形程度较小,中性层位置靠近板料厚度的中心处;2)、当弯曲半径变小,折弯角度增大时,变形程度增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内侧的距离用λ表示。
产品设计的展开.ppt

第二节
产品设计的表现——设计草图
在一种想法或概念出现时,设计师需要用一种更直观的方法——设计草图,将其 表现出来。绘制设计草图是设计师将自己的想法通过具象的图形表现出来的创作过程。 草图有多种类型,常见的几种是概念草图、形态草图和结构草图。在具体的构思过程 中,选择使用哪一种草图去表现想法和创意要视设计师个人喜好而定。其实就本质而 言,草图和草图之间并没有太大区别,关键是要展现出设计师思维的灵动与创意的火 花,如此才能展现设计草图的魅力。草图的表现方式大体上分为远距离整体表现、中 距离表现和近距离表现,每一种表现方式都有其特点。
第四章 产品设计的展开 Chapater4 Expandedness
第一节
设计构思
设计构思,就是对设计过程中的问题所做出的许多可能的解决方案的思考。设计构思的过程 就是把模糊的、不确定的想法和思维明确化和具体化的过程。在这一阶段中要提出设计的初步方 案,提出用哪些方法解决产品的哪些要求,提出各种构思方案,即尽可能使概念、创意和设想最 大化,不要过多地考虑限制因素。设计构思常用的一些设计方法有:头脑风暴法、希望点列举法、 缺点列举法、仿生学法、奥斯本检查提问法等。
图 3.16 产品功能形态草图
实践教学--头脑风暴及创意表达
Hale Waihona Puke 实验环节二:产品设计的展开阶段——头脑风暴和创意草图
一 实验要求:
要求运用头脑风暴法针对给定的课题进行充分合理的创意。并记录下每个人的 创意,之后用草图的方式将比较符合设计定位的方案表达出来。 二 实验目的:
出了设计概念,明确了设计方向和目标,设计工作就进入了设计的展开阶段。 这一阶段的任务便是将市场的语言转换成可视化的具体形态,通常透过图面,将概 念设计表达出来,设计想法能否符合目标客层的需求,捉住消费流行的趋势。 1 主要通过头脑风暴法使学生学会借助于一些具体的方法来有效地激发创意。 2 并且掌握将创意转化为可视的设计草图的技能。 三 实验手段: 针对要解决的问题,召集6人~12人的小型会议,与会者按一定的步骤和要求,在 轻松融洽的气氛中敞开思想,各抒己见,自由联想,互相激励和启发,使创造性思 想火花产生撞击,一起连锁反应,从而导致大量新设想产生。 四 实验内容: 一组同学进行头脑风暴法的创意过程。同学根据头脑风暴的结果各自绘制的创意 草图展示。
冲压模具产品图的展开与分析
冲压模具产品图的展开与分析
产品图的展开与分析
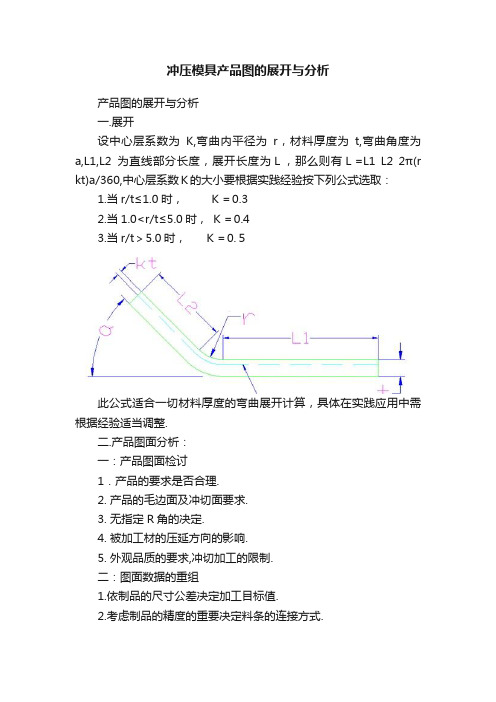
一.展开
设中心层系数为K,弯曲内平径为r,材料厚度为t,弯曲角度为a,L1,L2为直线部分长度,展开长度为L,那么则有L=L1 L2 2π(r kt)a/360,中心层系数K的大小要根据实践经验按下列公式选取:
1.当r/t≤1.0时,K=0.3
2.当1.0<r/t≤5.0时,K=0.4
3.当r/t>5.0时,K=0.5
此公式适合一切材料厚度的弯曲展开计算,具体在实践应用中需根据经验适当调整.
二.产品图面分析:
一:产品图面检讨
1.产品的要求是否合理.
2. 产品的毛边面及冲切面要求.
3. 无指定R角的决定.
4. 被加工材的压延方向的影响.
5. 外观品质的要求,冲切加工的限制.
二:图面数据的重组
1.依制品的尺寸公差决定加工目标值.
2.考虑制品的精度的重要决定料条的连接方式.
3.考虑制品及废料的收取及处理决定其冲切形状. 模具达人:mujudaren
这里探讨分享模具达人的经验
想成为达人,好朋友一起关注。
产品的展开与计算概述(PPT 36张)

展開實例
3.展開各邊
C 邊 B 邊
內 折 線 推 平 內 線
A 邊
展開實例
4.繪制展開圖
9 0 ° 折 彎 內 折 彎 線
( 1 ) .毛 邊 :D O W N S I D E ( 2 ) .壓 印 4 B O T ( 3 ) .折 彎 二 處 向 上 ,推 平 一 處 在 下 ( 4 ) .展 開 尺 寸 :1 5 2 . 5 9 * 5 9 . 6 2 * 1 . 2
1.尖角的展開計算實例
L = A + B + 4 5 %t = 7 .0 0 + 2 0 .0 0 + 0 .4 5 *1 = 2 7 .4 5 m m
2.圓角展開計算
2.1當折彎內R角大于材料厚度時, 我們要用求中 性層長度的方法來計算展開尺寸. 展開計算公式: L=A+B+C (C:中性層長度
了解客戶信息核對圖檔
各種展開類型介紹A
1尖直角的展開
2.圓直角的展開
3.雙疊料的展開
各種展開類型介紹B
4 .Z 型 折 彎 的 展 開
5 .卷 圓 的 展 開 計 算 :
6 ." U " 形 彎 曲 的 展 開 計 算
各種展開類型介紹C
7.1 凸台的工藝切口: A.內R翻邊 B.內R翻 C.外R翻邊
3.雙疊料的展開計算(A)
3.1推平的展開計算
UNFOLD
L=A+B+@=A'+B'+@' @=1.57 t @'=0.5 t C=0.7 t (有 壓 線 ) C=0.9 t (無 壓 線 )
C
产品展开计算标准

一.产品展开计算标准一.目的统一公司内部标准,使产品展开快速标准,使公司内部产品制作,测量标准统一.二.适用范围本标准适用于各类薄板的展开计算.三.展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,理论上内外层之间有一既不受拉也不受压的过渡层------中性层.中性层为一假想层,在弯曲过程中中性层被假想为与弯曲前状态保持一致,即长度始终不变,所以中性层是计算弯曲件长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大.中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用A表示。
(图1)四.折弯方法的确定折弯方法有单发冲床模具折弯和折弯机模具折弯两种方法.单发冲床模具折弯的方式及精度是由模具来实现的.因此只要做出合格的模具,就能够生产出合格的折弯产品.而采用折弯机折弯不仅需要选用合适的折弯模,还必须调试折弯参数.因此,如采用折弯机折弯,计算展开尺寸时就必须考虑折弯机的折弯方法.1.一次一道弯.此种折弯由普通通用折弯模来完成.包括折直角,钝角和锐角.(如图2)2. 一次折两道弯--------压锻差.此种折弯由专用特殊模来完成,但折弯难度比普通折弯大.(如图3)3. 压死边.此种折弯也须用特殊模来完成.(如图4)4.大R圆弧折弯。
些种折弯如R在一定范围内,可用专用R模压成形,如R值过大,则须用小R模多次压制成形。
(如图5)图5这四种折弯的展开计算是不同的。
因此在看图时,要根据零件的折弯尺寸来确定使用何种折弯方法。
一般使用的NC数控折弯设备都是日本AMADA(天田)公司所生产的。
其折弯机所配套的普通通用折弯模具V形槽宽度通常为适用该折弯模的板厚的5-6倍.如采用一次折一道弯的方法,必须考虑到折弯模的V形槽的宽度W1及V形槽一边到模具外侧的宽度L1。
如图6:折弯高度H的经验值根据产品形状有如下三种(以90度为例,钝角和锐角与直角相近相似):1.简单的90度单边折弯。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.雙疊料的展開計算(A)
3.1推平的展開計算
L=A+B+@=A'+B'+@' @=1.57 t @'=0.5 t C=0.7 t (有 壓 線 ) C=0.9 t (無 壓 線 )
UNFOLD
90° BENDING
C
HEMMING
3.雙疊料的展開計算(B)
3.2折90度后壓平的展開計算
L=A+B+@=A'+B'+@' @=1.57 t @'=0.50 t C=(0.2~0.3) t (有 壓 線 )
C
HEMMING
3.雙疊料展開實例
L=A+B+1.57t = 35.00+4.50+1.57*1.2 = 41.38mm
4. Z折彎的展開計算
折階梯又名Z折,一般用三種方法成形,成形的方法不同,則展開的方法也不同
(1) 當H>8t時,分兩次折彎成形,它的展開按一般的折彎展開.
(2) 當8t>H>5t時,也是分兩步折彎成形,第一步用山折成形,第二步最終成形,由于
UNFOLD
90° BENDING
C
HEMMING
3.雙疊料的展開計算(C)
3.3 90°--壓45°--壓平的展開計算
L=A+B+@=A'+B'+@' @=1.57 t @'=0.5 t @''=0.75 t C=0.5 t (有壓線)
UNFOLD 90° BENDING
135° BENDING
5.卷圓的展開計算
由于卷圓成形時,材料不是拉長成形而是壓 縮成形的,因而卷圓的展開以下公式展開:
L = A +Lr
Lr =
(r+xt) 180
中 性 層 位 移 系 數 (x)值 表 r\t 0.5~0.6 0.6~0.8 0.8~1.0 1~1.2 1.2~1.5 1.5~1.8 1.8~2 2~2.2 >2.2 x 0.76 0.73 0.70 0.67 0.64 0.61 0.58 0.54 0.5
山折時材料基本上不 拉長,因而它的展開也是按一般折彎展開. 如右圖示:
(3) 當H<5t時,Z折一次成形,展開公式如下:
第一步
L=A+B+C+@+@' @=(Z-H+2t)/2 @'=@-0.1 (Z值見附表3)
第二步
4. Z折彎的展開計算
Z值表(附表3)
Zt H
0.5
0.8
0.9
1.0
1.2
1.5
1.7
2.0
3.0
0.5 0.08 - - - - - - - -
0.8 0.15 0.08 0.09 0.10 - - - - -
0.9 0.30 0.13 0.128 0.125 - - - - -
1.0 0.45 0.18 0.165 0.15 0.13 0.12 0.10 - -
1.2 0.63 0.348 0.229 0.25 0.18 0.16 0.14 - -
2.圓角展開計算
2.1當折彎內R角大于材料厚度時, 我們要用求中 性層長度的方法來計算展開尺寸. 展開計算公式: L=A+B+C (C:中性層長度
2.圓角展開計算
2.1中性層位移系數r參數表:
2.圓角展開實例
L=A+B+C =5.5+18.5+2 *(t+r) =5.5+18.5+2*(*1+1.5) =5.5+18.5+2.9 =26.9mm 值查表為0.36)
註:一般情況下,上述計算的展開值會偏大,因此,要對計算值做一定的補償修正.
4.Z折展開實例
L=A+B+C+@+@' @=(Z-H+2t)/2 @'=@-0.1
@=(3.5-5+2*1.2)/2 =(3.5-5+2*1.2)/2 =0.45
@'=0.45-0.1 =0.35
注﹕Z值由附表3查得 L=23.00+9.50+3.80+0.45+0.35 =37.1mm
1.5 0.90 0.60 0.50 0.40 0.25 0.22 0.20 0.18 0.15
2.0 1.35 1.05 0.97 0.90 0.70 0.40 0.30 0.25 0.20
2.5 1.80 1.50 1.425 1.35 1.20 0.80 0.70 0.40 0.30
3.0 2.30 2.00 1.9 1.80 1.60 1.30 1.20 0.80 0.40
6.U型彎曲的展開計算
L = A +B +Lr Lr = (r + 0.43t)
0.5 < r/t < 2
7. 特殊成型展開計算
7.1 外包角的展開計算: 原則:外包角之高度H不能大于包角之內R
H
7.1外包角的展開計算
在高度H≦ R的情況下﹐展開方法如下: a.以內折線為基準,先偏移一個折彎展開系數,再偏
產品展開步驟
了解客戶信息核對圖檔
各種展開類型介紹A
1尖直角的展開
2.圓直角的展開
3.雙疊料的展開
各種展開類型介紹B
4. Z型折彎的展開
5. 卷圓的展開計算:
6. "U"形彎曲的展開計算
各種展開類型介紹C
7.1 凸台的工藝切口:
A.內R翻邊
B.內R翻孔
C.外R翻邊
7.2 翻孔R角的展開
7.3 包角的展開:
3.5 3.80 2.50 2.40 2.30 2.10 1.80 1.60 1.20 0.50
4.0 3.30 3.00 2.90 2.80 2.60 2.30 2.10 1.70 0.60
4.5 - 3.40 3.3 3.20 3.00 2.70 2.50 2.20 1.00
5.0 - - - 3.70 3.50 3.20 3.00 1.60 1.30
1.尖角展開的計算
1.1當折彎內R角小于等于材料厚度時,按尖
角來展開t
展開長度L=ห้องสมุดไป่ตู้+ B+T 為展開系數
1.尖角展開的計算尖展開
計算
1.尖角的展開計算
1.2當折彎不是直角﹐則展開方法為﹕
L=A+B+t (a/90)
1.尖角的展開計算實例
L=A+B+45% t =7.00+20.00+0.45*1 =27.45mm
產品的展開與計算
單 位﹕沖模廠 報告人﹕邬正阳 日 期﹕2019.05.12
目錄
目的 產品展開步驟 各種展開類型介紹 展開的計算方法和注意事項 結束語
目的
為了更好的了解與熟悉LCD產 品的展開工藝和對模具開發的影 響
產品展開步驟
1.了解客戶信息核對圖檔 2.展開計算 3.記錄疑問點及信息反饋