雪曼伺服CN1插头焊线
DA98A系列全数字式交流伺服驱动装置说明书

本产品异常意外事故。
验收
小心
● 损坏或有故障的产品不可投入使用。
运输
小心
● 必须按产品储运环境条件储存和运输。 ● 不得超高堆放�防止跌落。 ● 转运时产品应包装妥善。 ● 不得拖曳电线、电机轴和编码器搬运伺服电机。 ● 伺服驱动器及伺服电机不得承受外力及撞击。
安装
小心
伺服驱动器和伺服电机� ● 不得安装在易燃品上面或附近�防止火灾。 ● 避免振动�严禁承受冲击。 ● 受损或零件不全时�不得进行安装。 伺服驱动器� ● 必须安装在足够防护等级的控制柜内。 ● 必须与其它设备间保留足够的间隙。 ● 必须有良好的散热条件。 ● 防止尘、腐蚀性气体、导电物体、液体及易燃易爆物质侵入。 伺服电机� ● 安装务必牢固�防止因振动松脱。 ● 防止液体侵入损坏电机和编码器。 ● 禁止敲击电机和电机轴�以免损坏编码器。 ● 电机轴不可承受超越极限的负荷。
FANUC伺服焊枪操作手册

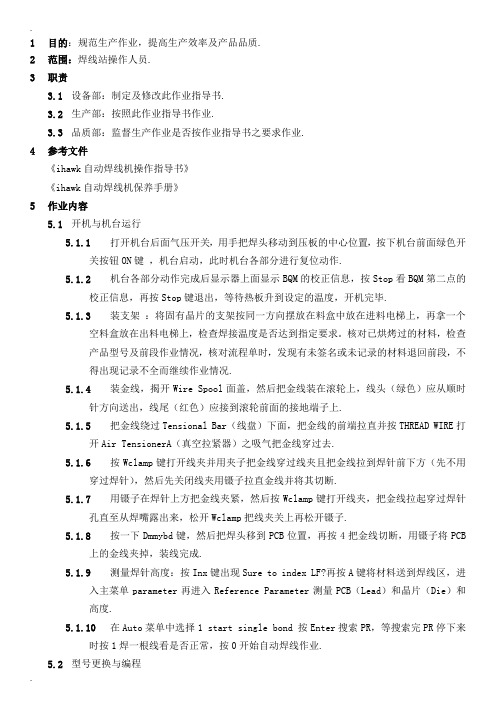
JX5 接头
脉冲编码器连接电缆,用 于传递脉宽调制信号,控 制伺服电机
马达动力线,用于传 递 200V 电源,供伺 服电机工作
地址:上海市宝山区富联 1500 号 电话: 021 — 5032 7700
邮编: 201906 传真: 021 — 5032 7711
5.设定焊接信号
由于伺服枪的送丝和送气均由机器人单方控制,与焊机通讯是否成功无关。 故焊机通讯成功后,保护气体控制信号未被自动分配。 按下 MENUI/OWeld,出现如下画面:
按下 F3 IN/OUT,切换到焊接输出信号画面,找到 Gas Start 信号,按下 CONFIG 进去,对 Gas Start 信号进行如下分配:
6.负载设定
1.负载设定的必要性: 由于伺服焊枪具有一定的重量(约为 5kg) ,我们需要进行负载设定。以提 高机器人如下性能: (1).提高动作性能(振动减少,循环时间改善) 。 (2) .更加有效的发挥与动力学相关的功能 (提高冲撞检测功能和重力补偿功能) 2.负载设定的步骤 (1)将机器人移动至合适位置.一般情况下,建议把机器人移动到(J1 轴 0°, J2 轴 0°,J3 轴 0°,J4 轴 0°,J5 轴-90°,J6 轴 0°)的位置。 (2)按下 MENUSYSTEMMotion,出现如下画面:
邮编: 201906 传真: 021 — 5032 7711
上海发那科机器人有限公司
在已经知道要推定的负载重量的情况下, 将光标移动到第 2 行, 选择 “YES”, 并指定重量值。 (5).按下 NEXT(下一页) ,并按下 F4 DETAIL,出现推定位置 1 画面:
推定位置 1 建议使用如上图所示的位置即可,如果由于实际需要,需要改变 推定位置 1,可使用 TP 上的数字键直接输入。如果想使用推定位置 2,按下 F2 POS.2,进入推定位置 2 设定画面,其设定方法与推定位置 1 一样。 (6)按下[SHIFT]+[F4](MOVE_TO),机器人移动到推定位置 1.(请在确认设定位 置时使用该步骤) 。 (7)按下 PREV 键,返回负载推定画面。将 TP 置成 OFF,控制柜模式选择开关置 成 AUTO 模式,按下 F4 EXEC 键执行负载推定程序(在执行程序时应注意使机器 人避免碰撞,保护好机器人) (8)负载推定程序执行完成后,将 TP 置成 ON。按下 F5 APPLY 键,将所推定的 值设定在负载条件编号中,完成负载推定。 (9)FANUC 伺服焊枪的负载推定结果大致如下图所示:
ServoGun_TC_4.1 翻译本
1 介绍................................................................................................................................................. - 5 1.1 用户组....................................................................................................................................- 5 1.2 相关工业机器人文档............................................................................................................- 5 1.3 安全图标及其含义................................................................................................................ - 5 1.4 术语........................................................................................................................................ - 6 -
2 产品描述......................................................................................................................................... - 8 2.1 伺服焊接包——概览............................................................................................................- 8 2.2 连续运动速度......................................................................................................................- 10 2.3 连接电缆概述......................................................................................................................- 10 2.4 技术包的使用目的.............................................................................................................. - 11 -
FANUC伺服焊枪操作手册
6.负载设定
1.负载设定的必要性: 由于伺服焊枪具有一定的重量(约为 5kg) ,我们需要进行负载设定。以提 高机器人如下性能: (1).提高动作性能(振动减少,循环时间改善) 。 (2) .更加有效的发挥与动力学相关的功能 (提高冲撞检测功能和重力补偿功能) 2.负载设定的步骤 (1)将机器人移动至合适位置.一般情况下,建议把机器人移动到(J1 轴 0°, J2 轴 0°,J3 轴 0°,J4 轴 0°,J5 轴-90°,J6 轴 0°)的位置。 (2)按下 MENUSYSTEMMotion,出现如下画面:
(3)移动光标至需要设定的负载条件编号,按下 F2 DETAIL 进去,出现如下画 面:
移动光标到第二项 PAYLOAD 处,使用 TP 上得数字键输入伺服枪的重量,再 按下 PREV 键,返回上一画面。 (4)按下 NEXT,并按下[F2](IDENT) ,出现负载推定画面:
地址:上海市宝山区富联 1500 号 电话: 021 — 5032 7700
地址:上海市宝山区富联 1500 号 电话: 021 — 5032 7700
邮编: 201906 传真: 021 — 5032 7711
上海发那科机器人有限公司
移动光标至 TYPE 处,按下 CHOISE 选择信号类型,再移动光标到中括号处, 使用 TP 上得数字键直接输入信号编号。
设定伺服焊炬功能的 。设定完需重启机器人。 设定要使用的伺服焊炬轴的轴编号,设 定完需重启机器人。 设定手动金属线寸动为通常/恒量寸动 设定恒定量寸动时的金属线进送量。 设定控制保护气通断的信号。该信号一 般采用 EE 接头的输出信号 设定气洗功能 ENABLE/DISABLE 设定控制气洗功能的信号。该信号一般 采用 EE 接头的输出信号 设定在气洗功能下,伺服焊炬的电机停 止后,到气洗结束之前的时间。
伺服电机基础接线操作示意

伺服电机基础接线操作示意
在工业控制领域中,伺服电机是一种控制精度高、响应速度快的电动执行器,被广泛应用于自动化设备中。
伺服电机的接线操作对于整个设备的正常运行至关重要。
下面将介绍伺服电机的基础接线操作示意。
1. 准备工作
在进行伺服电机接线操作前,首先需要明确每个电缆的颜色及其对应的功能。
通常伺服电机的电缆包含编码器反馈线、电源线、控制器通讯线等。
2. 接线步骤
步骤一:电源线接线
将伺服电机的电源线连接到电源输入端子。
确保电源的极性正确,否则会影响电机的正常工作。
步骤二:编码器反馈线接线
将伺服电机的编码器反馈线连接到相应的编码器接口。
编码器反馈线的连接有助于控制系统实时监测电机位置和速度。
步骤三:控制器通讯线接线
根据控制器的要求,将伺服电机的通讯线接入到控制器的通讯接口。
通讯线的连接能够让控制系统实现对电机的精准控制。
步骤四:接地线接线
为了确保设备安全,伺服电机的接地线也需要正确连接到设备的接地端子上。
步骤五:接线固定
在接线结束后,务必检查每根电缆的连接是否牢固,并使用绝缘胶带或绑带将电缆固定在适当位置,防止碰撞或拉扯导致断线。
3. 调试验证
接线完成后,需进行合适的调试和验证工作。
可通过控制系统操作电机,观察其运动是否正常,以确保接线没有问题。
通过以上步骤,我们可以完成伺服电机的基础接线操作示意。
正确的接线操作不仅可以确保设备的正常运行,还能提高设备的稳定性和可靠性。
希望以上内容能对您有所帮助。
关于三洋驱动器R系列的CN1口接线说明

20
V-REF-GND
速度控制方式下的模拟量负极
23
50
+24V
DC24V电源+
13
36
SV-RESET
伺服复位1937Fra bibliotekSV-ON
伺服使能
6
3
A+
A+
2
DB9芯插头(针)
4
A-
A-
7
5
B+
B+
3
6
B-
B-
8
7
Z+
Z+
4
8
Z-
Z-
9
12
24VG
DC24V电源地
6
49
+24V
DC24V电源+
13
DB25芯插头(针)
关于三洋驱动器R系列的CN1口接线说明
50芯高密插头脚号
信号名称
信号说明
EAMC208端
备注
26
PULS+
脉冲+
9
DB25芯插头(针)
27
PULS-
脉冲-
22
28
DIR+
方向+
8
29
DIR-
方向-
21
47
24VG
DC24V电源地
25
48
24VG
DC24V电源地
25
21
V-REF
速度控制方式下的模拟量正极
信号名称
信号说明
线色
备注
19
+5V
+5V
红
省线式
编码器
20
A1E 系列交流伺服驱动器 用户手册说明书

基本规格 ........................................................................................................................................... 4
速度、位置、转矩控制规格 ........................................................................................................... 5
1
1.1
1.2
1.3
1.4
1.5
2
2.1
2.2
2.2.1
2.2.2
2.3
2.4
2.5
3
3.1
3.2
3.3
4
4.1
4.2
4.3
4.4
4.5
4.5.1
4.5.2
4.5.3
5
安全提醒 ................................................................................................................................................... 1
DA98A驱动器手册

第五章 报警与处理....................................................................................... 24 5.1 报警一览表.................................................................................. 24 5.2 报警处理方法 .............................................................................. 25
第六章 显示与操作....................................................................................... 30 6.1 键盘操作 ..................................................................................... 30 6.2. 监视方式 .................................................................................... 31 6.3 参数设置 ..................................................................................... 33 6.4 参数管理 ..................................................................................... 33 6.5 速度试运行.................................................................................. 35 6.6 JOG运行 ...................................................................................... 35 6.7 电机测试 ..................................................................................... 36 6.7 其它............................................................................................. 36
DA98B用户手册_V2.01

3.3 I/O 接口原理 ...........................................................................................................18
第三章
系统组成及配线...............................................................................8
3.1 伺服单元规格 ............................................................................................................8
安全守则安全守则iii危险不许将手伸入伺服单元内不遵循该指示可能会导致灼伤或电击安装过流保护过热保护断路器和急停开关不遵循该指示可能会导致雷击受伤或火灾电机运行中不得触碰电机旋转轴不遵循该指示可能会导致受伤电机不可在腐蚀性气体易燃气体和易燃物附近使用不遵循该指示可能会导致火灾不可将电缆置于锋利的边沿上也不可施加过大的压力重载和张力不遵循该指示可能会导致电击故障和损坏若需移动配线检查时电源关断10分钟后才可进行不遵循该指示可能会导致电击伺服单元良好接地不遵循该指示可能会导致电击安装急停开关不遵循该指示可能会导致受伤电击火灾故障以及机械损坏广州数控设备有限公司iv注意电机必须配适当的伺服单元不遵循该指示可能会导致装置损坏电机空载试验成功后才可进行负载试验不遵循该指示可能会导致电机损坏错误发生后先排除错误再运行不遵循该指示可能会发生破坏性后果不要触摸电机控制装置以及制动电阻因为它们会发热不遵循该指示可能会导致灼伤避免极端的调整或改变以及产生不稳定行为的操作不遵循该指示可能会导致损伤不要修改拆除或修理驱动器不遵循该指示可能会导致电击或损伤电机运输过程中不可把握电缆和电机轴不遵循该指示可能会导致损伤电源恢复后可能会突然起动不可靠近装置不遵循该指示可能会导致人身伤害安全守则不要阻止热扩散或者将异物置于散热片内不遵循该指示可能会导致电击损坏以及火灾遵循电压指导说明不遵循该指示可能会导致电击损坏以及火灾确保配线正确不遵循该指示可能会导致电击损伤请务必将电源端子电机输出端子拧紧不遵循该指示可能会发生火灾广州数控设备有限公司vi安全守则
禾川伺服io 控制50pin 焊接头说明

禾川伺服io 控制50pin 焊接头说明1.引言1.1 概述禾川伺服io 控制50pin 焊接头是一种用于控制禾川伺服系统的重要组件。
该焊接头具有50个引脚,用于连接伺服系统中的各个功能模块和外部设备。
在禾川伺服系统中,io控制是实现系统精准运动控制和数据传输的关键部分。
通过禾川伺服io控制50pin 焊接头,可以实现对伺服系统的输入输出信号的处理和传输。
这些信号可以来自于传感器、编码器、开关等各种外部设备,也可以用于控制执行器、驱动器等系统内部模块。
禾川伺服io控制50pin 焊接头的设计考虑到了信号传输的稳定性和可靠性。
它采用了高品质的金属材料,具有良好的导电性和耐腐蚀性。
焊接头的引脚布局合理,连接稳固可靠,确保信号传输的高效性和准确性。
此外,禾川伺服io控制50pin 焊接头还具有良好的兼容性。
它与禾川伺服系统中的其他组件和设备完美匹配,可以实现多种不同功能的接口连接。
用户可以根据实际需求,将焊接头与各种传感器、执行器、驱动器等设备进行灵活组合,以实现系统的定制化和扩展性。
总而言之,禾川伺服io 控制50pin 焊接头是禾川伺服系统的重要组成部分,承担着控制信号的传输和处理任务。
它具有稳定性、可靠性和兼容性的优势,为禾川伺服系统的正常运行和精准控制提供了强大的支持。
在接下来的文章中,我们将详细介绍禾川伺服io 控制50pin 焊接头的工作原理、使用方法以及在实际应用中的注意事项。
1.2 文章结构:本文将围绕禾川伺服io控制50pin焊接头展开讨论,主要分为引言、正文和结论三个部分。
引言部分将首先对文章的整体内容进行概述,介绍禾川伺服io控制50pin焊接头的基本概念和重要性。
同时,将给出本文的目的,即探讨禾川伺服io控制50pin焊接头的相关要点和特殊之处。
正文部分将详细介绍禾川伺服io控制50pin焊接头。
首先,将阐述禾川伺服io控制50pin焊接头的基本原理和工作方式。
紧接着,将分别讨论禾川伺服io控制50pin焊接头的两个要点,包括要点1和要点2,并对每个要点进行深入剖析和解释。
SEW DFS CFM 同步伺候电机 说明书

同步伺服电机 DFS / CFM
11/2008 版本
11354550 RODRIVE – Driving the world
目录
1 一般提示............................................................................................................................ 5 1.1 操作手册的使用 ....................................................................................................... 5 安全提示的组成 ....................................................................................................... 5 1.2 质保承诺 ................................................................................................................... 6 1.3 质保范围 ................................................................................................................... 6 1.4 2 安全提示.........................................................................
FAUNC 伺服控制器端口说明

交流α系列SVM伺服单元序号故障征兆原因分析解决方法1 风扇报警(LED显示1 ALM)风扇过热,或风扇太脏、或坏。
1.观察风扇是否有风(在伺服单元的上方),如果没风或不转,拆下观察扇叶是否有较多油污,用汽油或酒精清洗后再装上,如果还不行,更换风扇。
2.更换小接口板。
3.拆下控制板,用万用表测量由风扇插座处到CN1(连接小接口板)的线路是否有断线。
2 DC LINK 低电压(LED 显示2 ALM)伺服单元检测到直流300V电压太低,是整流电压或外部交流输入电压太低,或报警检测回路故障。
1.测量三相交流电压是否正常(因为直流侧由于有报警,MCC已断开,只能从MCC前测量)。
2.测量MCC触点是否接触不良。
3.主控制板上的检测电阻是否烧断。
4.更换伺服单元。
3 电源单元低电压(LED 显示5 ALM)伺服单元检测到电源单元电压太低,是控制电源电压太低或检测回路故障。
1.测量电源单元的三相交流电压是否正常(因为直流侧由于有报警,MCC已断开,只能从MCC前测量)。
2.测量MCC触点是否接触不良。
3.主控制板上的检测电阻是否烧断。
4.更换电源单元或伺服单元。
4 异常电流报警(LED 显示8,9,A,B,C,D,E)伺服单元检测到有异常电流,可能是主回路有短路,或驱动控制回路异常,或检测回路故障。
8-L轴,9-M轴A-N轴,B-LM两轴,C-LN两轴,D-MN两轴,E -LMN三轴。
1.检查IPM模块是否烧坏,此类报警多数都是由于模块短路引起,用万用表二极管档测对应的轴U、V、W对+、-的导通压降,如果为0则模块烧坏,可先拆开外壳,然后将固定模块的螺钉拆下,更换模块。
2.如果是一上电就有报警号,与其他单元互换接口板,如果故障转移,则接口板坏。
3.与其他单元互换控制板,如果故障转移,则更换控制板或将控制板送FANUC修。
4.拆下电机动力线再试(如果是重力轴,要首先在机床侧做好保护措施,防止该轴下滑),如果报警消失,则可能是电机或动力线故障。
伺服CN1接线图

棕色
I:2。11 报警
白色
I:3。03 定位 INP
黑白
Q100。06 脉冲输出 CW 绿色
Q100。07 脉冲输出 CCW 粉红
Q101。05 偏差计数器复位 紫黑
Q104。04 报警复位
紫色
Q101。07 伺服 ON
黄黑
P24V
黄色、棕黑、绿黑
0V
灰、灰白
棕色
I;2。10 报警
白色
I:3。02 定位 INP
黑白
Q100。04 脉冲输出 CW 绿色
Q100。05 脉冲输出 CCW 粉红
Q101。04 偏差计数器复位 紫黑
Q104。03 报警复位
紫色
Q101。06 伺服 ON
黄黑
P24V
黄色、棕黑、绿黑
0V
灰、灰白
旋转 B 伺服接线
I:1。02 原点输入
I:0。02 原点输入
棕色
I:2。09 报警
白色
I;3。01 定位 INP
黑白
Q100。02 脉冲输出 CW
绿色
Q100。03 脉冲输出 CCW 粉红
Q101。03 偏差计数器复位 紫黑
Q104。04 报警复位
紫色
Q101。01 伺服 ON
黄黑
P24V
黄色、棕黑、绿黑
0V
灰、灰白
Hale Waihona Puke 旋转 A 伺服接线I:1。00 原点输入
直线 A 伺服接线
I:0。00 原点输入
棕色
I:2。08 报警
白色
I:3。00 定位 INP
黑白
Q100。00 脉冲输出 CW
绿色
Q100。01 脉冲输出 CCW 粉红
ASM焊线机操作指导书
.1目的:规范生产作业,提高生产效率及产品品质.2范围:焊线站操作人员.3职责3.1设备部:制定及修改此作业指导书.3.2生产部:按照此作业指导书作业.3.3品质部:监督生产作业是否按作业指导书之要求作业.4参考文件《ihawk自动焊线机操作指导书》《ihawk自动焊线机保养手册》5作业内容5.1开机与机台运行5.1.1打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop看BQM第二点的校正信息,再按Stop键退出,等待热板升到设定的温度,开机完毕.5.1.3装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4装金线,揭开Wire Spool面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5把金线绕过Tensional Bar(线盘)下面,把金线的前端拉直并按THREAD WIRE打开Air TensionerA(真空拉紧器)之吸气把金线穿过去.5.1.6按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8按一下Dmmybd键,然后把焊头移到PCB位置,再按4把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9测量焊针高度:按Inx键出现Sure to index LF?再按A键将材料送到焊线区,进入主菜单parameter再进入Reference Parameter测量PCB(Lead)和晶片(Die)和高度.5.1.10在Auto菜单中选择1 start single bond 按Enter搜索PR,等搜索完PR停下来时按1焊一根线看是否正常,按0开始自动焊线作业.5.2.1调程序5.2.1.1选择菜单1MAIN→9 Disk utilities→0Hurd Disk program→1 load Bondprogram 选择相应的程序,出现sure to load program?按A确定,出现sure toload WH date ?后按B确定,出现Change Top plate W-Clamp……stop to about后换上相对应的底板与压板后按Enter.5.2.1.2删除原有程序:进入菜单Teach→Delete Pragram把原来的程序删除掉.5.2.2编写程序5.2.2.1进入Teach→Teach Program教读一个新程序1)教读手动对点:在TeachAligmment菜单输入2(只有1 Die 时)并按Enter编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
DA98伺服驱动器说明书

第一章 概述 1.1 产品简介:交流伺服技术自九十年代初发展至今,技术日臻成熟,性能不断提高,现已广泛应用于数控机床、印刷馐机械、纺织机械、自动化生产线等自动化领域。
DDA98交流伺服系统系国产第一代全数字交流伺服系统,采用国际最新数字信号处理DSP )、大规模可编程门阵列(CPLD )和MISUBISHI 智能化功率模块(IPM ),集成度高、体积小、保护完善、可靠性好、彩最何必PID 算法完成PWM 控制,性能已达到国外同类产品的水平。
与步进系统相比,DA98交流伺服系统具有以下优点 ●避免失步现象伺服电机自带编码器,位置信号反馈至伺服 驱动器,与开环位置控制器一起构成半闭环 控制系统。
●宽速比、恒转矩调速比为1:5000,从低速到高速都具有稳 定的转矩特性。
●高速度、高精度伺服电机最高转速可达3000rpm , 回转定位 精度1/10000r 。
〖注〗不同型号伺服电机最高转速不同。
●控制简单、灵活通过修改参数可对伺服系统的工作方式、运 行特性作出适当的设置,以适应不同的要求。
1.2 到货检查1)收货后,必须进行以下检查:(1) 包装箱是否完好,货物是否因运输受损?(2) 核对伺服驱动器和伺服电机铭牌,收到货物是否确系所订货物? (3) 核对装箱单,附件是否齐全?2)型号意义:(1) 伺服驱动器型号(示出华中理工大学电机厂STZ 系列) ※1 (04、06……23)对应0.4~2.3KW ※2※1:可选配其它国产、进口伺服电机,需订货。
驱动器缺省参数仅适配STZ 系列伺服电机,选配其它伺服电机时,出厂参数已备份在EEPROM 区。
恢复出厂参数时应执行恢复备份,不可执行恢复缺省参数操作。
※2:中小功率(小于等于1.5KW )为标准配置,中功率(大于1.5KW 、小于等于2.3KW )采用加厚散热器。
〖注〗产品出厂时,上面填写框已按产品型号填写好,请用户与产品铭牌核对。
(2) 伺服电机型号DA98交流伺服驱动器可与国内外多款伺服电机配套,由用户订货时选择。
A21焊装线电气控制系统说明书

a奇瑞A21项目合装电气说明书一、设备的硬件构成奇瑞海外T11项目合装工位的电气系统A.系统主要设备:1.MAIN BUCK LH12.MAIN BUCK RH本电控系统由主控制系统和现场从站模块组成。
控制系统集中安装在主控制柜内。
主控制柜内安装合装线PLC控制器及I/O模块、信号端子排、电源单元和其他附属器件。
系统还配有操作面板和触摸屏,用于电控系统的运行操作和运行状态及故障显示。
控制系统主要完成生产现场各种信号数据的实时采集及监控,并按焊装线的动作时序向生产现场执行机构发出控制指令。
生产现场部分由工位上按钮台,现场采集模块、现场信号传感器(行程开关)、驱动元件(电磁阀)等组成。
这一部分向控制系统提供操作人员的操作信号和各种现场设备的运行状态信号,同时接收来之控制系统的各种控制指令来驱动电磁阀,使其按照工艺时序进行动作。
工位的传感器信号电缆和驱动元件的控制电缆集中到附近的I/O采集模块中,再通过Profitbus总线同主控制柜相连(参见电控系统构成示意图:触摸屏中的系统配置界面)。
本套设备的控制系统采用SIEMENS的CPU315-2DP PLC作为控制单元,整个系统采用分散布式系统结构。
设备的状态由控制器将数据处理后送至SIMENS MP277触摸屏上显示,使操作者可以方便的了解到设备的当前状态。
在本系统中,采用SIMENS S7300系列的CPU加Profibus扩展总线结构。
整套系统的部件均采用国外进口器件,电磁阀和行程开关的使用寿命为10亿次(实验室条件),在保证了系统的稳定性的基础上,使系统更易于维护和改造。
二、PLC模块及其它模块概述1.电源模块PS307PS307电源模块用来将220V交流电转换为24V直流电,为主控柜PLC 的CPU模块提供电源。
远程I/O模块的电源使用外部的24V电源,而不使用PS307电源模块供电。
2.CPU模块S7 315-2DPCPU模块用来完成输入信号的处理及控制信号的输出,实现对设备的控制。
FANUC 连接线JX1A JX1B
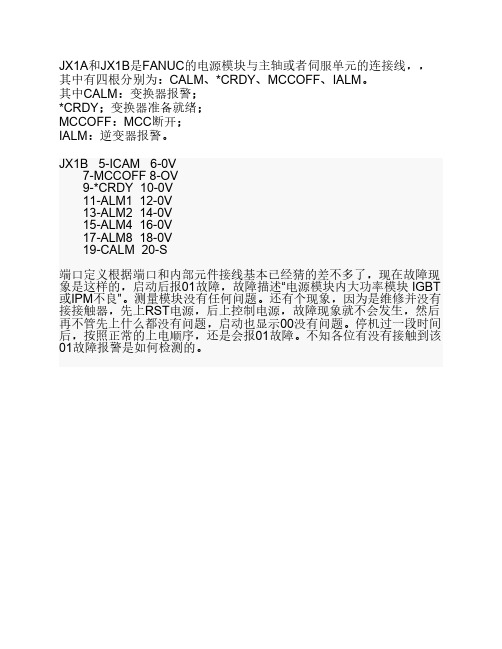
JX1A和JX1B是FANUC的电源模块与主轴或者伺服单元的连接线,,其中有四根分别为:CALM、*CRDY、MCCOFF、IALM。
其中CALM:变换器报警;
*CRDY;变换器准备就绪;
MCCOFF:MCC断开;
IALM:逆变器报警。
JX1B 5-ICAM 6-0V
7-MCCOFF 8-OV
9-*CRDY 10-0V
11-ALM1 12-0V
13-ALM2 14-0V
15-ALM4 16-0V
17-ALM8 18-0V
19-CALM 20-S
端口定义根据端口和内部元件接线基本已经猜的差不多了,现在故障现象是这样的,启动后报01故障,故障描述“电源模块内大功率模块 IGBT 或IPM不良”。
测量模块没有任何问题。
还有个现象,因为是维修并没有接接触器,先上RST电源,后上控制电源,故障现象就不会发生,然后再不管先上什么都没有问题,启动也显示00没有问题。
停机过一段时间后,按照正常的上电顺序,还是会报01故障。
不知各位有没有接触到该01故障报警是如何检测的。