印刷机控制系统
凹版印刷机自动套色控制系统设计与应用分析
凹版印刷机自动套色控制系统设计与应用分析摘要:目的提高凹版印刷机的套印精度,简化控制系统的简单性和可扩展性。
方法设计了一种基于DSP的自动寄存器控制系统。
详细介绍了自动寄存器的基本原理,讨论了误差检测和校正的方法。
以DSP芯片TMS320F2812为核心搭建了控制系统,给出了软硬件设计方法。
同时,利用UC/OS-II设计了上位机监控系统。
在实验室和工业现场进行了相关试验。
结果控制系统的精度达到0.1 mm,实时性良好。
结论该控制系统具有精度高、响应快、可扩展性好等特点,能够满足工艺要求。
如果将这种技术应用到我们国家的印刷体系当中,那么将给我国的印刷产业带来福音。
这样不仅提高了我国印刷产业的发展,还可以利用印刷产业带动其他行业的发展,使我国经济持续不断的发展。
关键词:凹版印刷机;自动套色;控制系统;设计与应用凹版印刷机械可广泛应用于各个行业的不同产品包装,是印刷业的重要组成部分。
色彩控制系统是凹版印刷机械的核心组成部分,是保证印刷质量和提高印刷水平的关键。
所谓配准是指各种印刷图像的对齐,而第一个因素是精度。
在彩色图像打印过程中,有必要将彩色图像分为多个单色图案,根据颜色顺序制作版面;不同的印刷模块负责不同颜色的印刷;可以组合成所需的彩色图像。
在实际的多色印刷过程中,以最广泛使用的混合式印刷机为例,介绍了旋转凹版滚筒的开闭手轮将凹版滚筒与压榨滚筒分离,并将油墨中的油墨连接起来,打开油墨泵,检查印刷机的流动性。
然后起诉不同颜色的凹版辊。
刮刀的刮削效果按要求进行调整。
从凹版滚筒上拆下印模滚筒,然后从油墨中取出油墨,并将其密封在滚筒中。
不要把它和未调整过的墨水一起放在一起。
停止时,应使用溶剂擦拭凹版滚筒、刮板和喷墨油墨。
1.自动套色基本原理本文仅针对纵向误差,忽略横向误差的影响,认为横向误差得到了补偿。
衡量印刷品质量的主要指标是印刷的精度。
颜色的误差通常由打印机的肉眼判断,校正辊位置通过经验手动调整。
在很大程度上,降低了颜色的精度和打印速度。
卷筒纸印刷机张力控制系统
B 6 5 H分类号下的卷筒纸印刷机 张力控制系统进行
了统计分析 ,简要地介绍 了卷筒纸印刷机张力控制 系统的起源与发展趋势 ,并对 B 6 5 H领域相关专利
申请进行了数据统计与分析。
引言
张力控制系统是一种输入量按某种可调节的衰
减 规 律变 化 的特 殊 的 随动 系统 ,广 泛 应 用于 各 种滚
就像 人们 开 车爬坡 一 样 ,通过 在视 觉 上对坡 的 陡峭 程度 预 判 ,然后 控 制 和调 整 汽车 相应 的档位 从 而顺 利爬 坡 ,人 丁控 制 的 张 力系统 则 是 根据 卷绕 辊 的绕 卷直径 的变 化 , 通 过人 为 的手动 调节 刹 车装 置 ,
从而 实现 恒 定 的张 力控 制 ,进 而顺 利 地实 现 收放 卷
低 ,动态补偿效果差,不能满足产品 日益增 长的高 精度要求。随着计算机技术的发展 ,特别是微处理 器技术 的不断成熟 ,很多企业将数字技术引入到张 力控制系统中,于是 出现了模拟 一数字混合张力控 制系统 ,采用 的控制方法都是外环 ( 位置环或张力 环) 结合速度环和电流环 ,对于要求不高的系统 , 有时只需要外环即可。另外 ,随着控制理论 的不断
及 闭环控制这 三个 主要 阶段。 国内技术在卷筒纸 印刷机 闭环张力控制 系统领 域还存在较 大的发 展 空间,
需要关键性 的技术突破。 、
从机械结构 的角度对张力控制系统进行分类 , 对各类 张力 控制系统 的特点作 了分析 比较。并对
为了保证生产 的品质、效率及可靠性 ,必需要有 一 套功能完备 的张力控制系统来引导产 品加工过程 。 因而 ,收放卷作业 的张力控制 ,便成为通用 的基础 技术。张力控制的作用就是在卷材处于动态处理过 程中时 ,使卷材保持恒定的张力 ,抑制外来干扰引
二手轮转式印刷机控制系统的改造
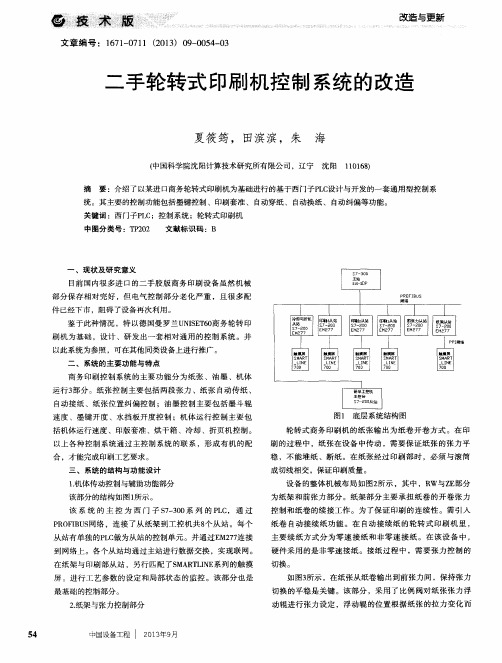
P R O F I B U S 网络 ,连接 了从纸架 到工控 机共 8 个从 站 。每个 从 站有 单独的P L C 做为从站 的控制单元 。并 通过E M 2 7 7 连接
到网络上 。各个从站均通过主站进行数据 交换 ,实现联 网。 在纸架与 印刷 部从站 ,另行 匹配 了S MA R T L I N E系列的触摸
前 张力部分 的结构 与纸架部 分类 似 ,它 的功 能是提 升
纸张的输出稳定性。
组 ,每组对应一个墨键 区域 ,共2 2 组 。其余4 组 为水 辊挡板 开度与墨 斗辊速度 。键 盘部分对 应显示 部分 。每种颜色 均
有4 块墨键驱动板 ,每块板 控制 1 1 台单向电位计反馈 的减 速 电机旋转 。
径、套 印标记测量精度等。
图2 设备整体结构 图
变化 。并通过s 7 — 2 0 0 的P I D 功能 ,对纸架皮 带驱动进行 动态
5 . 烘干箱部分 、冷却 部分
该部分 主要用于对 印刷产 品进行快 速烘干 并通过水 冷
的调速。进而保证纸张的输出速度与张力的匹配。
辊进行 冷却 ,防止粘 连 。该 部分 的控 制相对 独立 ,因此 ,
改 造 与 更 新
技 术 版赣
轴 向上的印刷偏差值 。再通过 四色的套印电机 ,调整版 辊位置 ,使其套 印误差达到允许范围 内。衡 量套 印系统 的主要技术参 数为 :相机类 型、相机分辨率 、频 闪灯 、
套准标 记 区域 尺寸 、相机单元 测量 范 围、套 印标 记直
毖 ’
要 :介绍了 以某进 口商务 轮转式 印刷机为基础进行的基于西门子P L C 设计与开发 的一套通用 型控 制系
印刷机的基本结构
印刷机的基本结构印刷机是一种用于印刷文字、图像和其他图案的机器。
它的基本结构由多个部件组成,每个部件都发挥着特定的作用,以确保印刷品的质量和效率。
印刷机的主体是一个强大的金属框架,它提供了稳定的支撑,使整个机器能够正常运行。
在框架上,安装了一个或多个印刷板,这些印刷板上有图案或文字,它们将被转移到纸张或其他印刷材料上。
为了确保印刷品的准确性和清晰度,印刷机还配备了一个精密的传动系统。
这个系统由一个或多个齿轮、传动带和摆杆组成,它们协同工作以实现各个部件的协调运动。
通过精确的传动,印刷板能够按照既定的方式移动,从而将图案转移到纸张上。
在印刷过程中,墨水是必不可少的。
因此,印刷机还配备了一个墨水系统。
墨水系统由墨盒、墨池和墨水管组成。
墨盒用于储存墨水,墨池则是墨盒和印刷板之间的媒介,而墨水管则负责将墨水从墨盒输送到印刷板上。
墨水系统的设计非常重要,它必须能够确保墨水的均匀分布和适量供应,以保证印刷品的质量。
印刷机还配备了一个压印系统,用于确保印刷板与纸张之间的良好接触。
压印系统由一个或多个压印辊和压力调节装置组成。
压印辊负责施加压力,将印刷板上的图案转移到纸张上,并确保图案的清晰度和准确性。
压力调节装置则用于调整压力的大小,以适应不同类型的印刷材料和印刷需求。
印刷机还配备了一个控制系统,用于控制整个印刷过程的顺序和速度。
控制系统由电路板、传感器和电子控制器组成。
电路板负责接收和处理来自传感器的信号,然后将相应的指令发送给电子控制器。
电子控制器则根据接收到的指令,控制各个部件的运动和操作,以确保印刷过程的稳定性和一致性。
印刷机是一种复杂而精密的机器,它的基本结构由框架、印刷板、传动系统、墨水系统、压印系统和控制系统组成。
这些部件相互配合,协同工作,以实现高质量、高效率的印刷过程。
无论是印刷文字还是图像,印刷机都能够将它们转化为生动、鲜明的印刷品,为我们的生活和工作提供了极大的便利。
报纸印刷机电气控制系统调试与维护
报纸印刷机电气控制系统调试与维护摘要:由于印刷技术的发展,现在的印刷设备也日趋复杂化,各个生产单元相互作用构成了一个复杂的印刷系统。
这种系统的工作节奏快,效率高,在印刷的过程中不可避免的会出现这样或者是那样的问题,如果不做好印刷机控制系统的调试和维护工作,任其发展就会造成系统地紊乱,影响到印刷工作的正常进行。
因此,本文就重点地探讨电气控制系统的日常调试和维护保养的方法,来确保印刷工作得正常高效地进行。
关键词:报纸印刷机控制系统调试维护1 印刷机的控制系统的组成北人45A印刷机的控制系统主要有给纸机、入纸张力、印刷单元、出纸张力、折页机组构成。
由这种印刷机组成的生产线采用了模块化积木式的设计,每条生产线可以有若干个以上的系统单元组成。
生产线上的每一个折页也可以自成一个Section。
它可以由若干给纸机、入纸张力、印刷单元、出纸张力组成(如图1)。
2 电气控制系统的特点北人45A报纸印刷机的系统分为传动系统、PLC控制系统及上位人机交互管理系统。
这些系统分别采用了Baumueller印报机无轴传动控制系统,三菱Q系列的可编程序控制器和易控(INSPEC)组态软件。
这样的系统创新地采用了“即插即用”式的组合形式,在一定的程度上提高了系统组合的柔性;系统的操作逻辑控制采用了三菱可编程序控制器,印刷机的速度及故障的检测和诊断都可以在RS485通讯下自动进行;整个系统采用CCLINK总线链接的链接方式,MELSECNET/H 网也采用多个Section系统进行链接作为多系统链接提高了工作的效率,Baumueller印刷机控制系统采用太网模块安装在主控PLC上来进行数据通讯; 借助“易控(INSPEC)”组态控制软件中的作业管理系统让整个系统的操作和控制变得更具灵活性,它可以让整个系统根据工作的实际来进行作业配置和管理。
图2为系统组成结构。
3 印刷机电气控制系统调试与维护的方法3.1 墨斗及控制系统的保养北人45A型的报纸印刷机是属于卷筒式的,这样的印刷机的型号对墨斗和墨刀的干净程度有很高的要求。
数码印刷机原理与常见故障解决
数码印刷机原理与常见故障解决一、数码印刷机原理1.数据传输:数码印刷机通过计算机或其他数字设备向印刷机传输印刷图像数据。
这些数据可以是来自设计软件的图像文件,也可以是通过扫描仪获得的图像。
2.图像处理:传输到印刷机的数据需要进行处理,以适应印刷机的打印要求。
图像处理过程包括调整图像大小、修改图像颜色和对比度等操作。
3.墨水系统:数码印刷机通过喷墨技术将墨水喷射到打印材料上,形成图像。
墨水系统包括墨盒、喷嘴和喷头等组件,喷嘴通过控制墨水的喷射位置和喷射速度来实现图像的印刷。
4.纸张传送:印刷材料在印刷过程中需要被精确地输送到正确的位置。
数码印刷机通过传送带或其他传送装置将纸张从进纸端输送到出纸端,同时保证纸张的平稳运动。
5.控制系统:数码印刷机的控制系统负责监控和调节印刷过程中的各项参数,例如喷墨压力、墨水喷射速度、纸张传送速度等。
控制系统通过传感器获取实时数据,并根据预设的参数进行相应的调整。
1.墨水堵塞:在使用数码印刷机过程中,墨水堵塞是一种常见故障。
墨水堵塞可能使得墨水无法正常喷出,导致印刷效果不佳。
解决墨水堵塞问题可以尝试以下方法:-清洗墨头:使用清洗液清洗墨头,去除可能堵塞的墨水或杂质。
-温水浸泡:将墨头浸泡在温水中一段时间,软化墨水并移除堵塞物。
-墨头震动:使用特殊的墨头震动装置对墨头进行震动,促使墨水流动并解决堵塞问题。
2.打印质量差:数码印刷机在长时间使用后,打印质量可能会出现下降。
常见的打印质量问题包括色彩不鲜艳、图像模糊等。
解决打印质量差问题可以采取以下方法:-调整墨水浓度:通过调整墨水的浓度来改善打印质量,增加浓度可以使颜色更鲜艳。
-清洗喷嘴:使用清洗液清洗喷嘴,去除可能影响喷墨质量的杂质。
-更换喷嘴:如果清洗喷嘴后问题仍未解决,可能需要更换喷嘴。
3.打印位置偏移:打印位置偏移是印刷图像没有准确地对应到纸张上的问题,可能导致图像失真或部分内容无法正常显示。
解决打印位置偏移问题可以尝试以下方法:-校准标定:数码印刷机通常提供标定和校准功能,通过标定和校准可以调整图像和纸张之间的对应关系。
LYP1050轮转胶印机控制系统设计

第28卷第1期2021年2月工程设计学报Chinese Journal of Engineering DesignVol.28No.1Feb.2021 LYP1050轮转胶印机控制系统设计王奔1,朱龙彪1,沈祖军2,陈小林2(1.南通大学机械工程学院,江苏南通226019;2.如皋中罗印刷机械有限公司,江苏如皋226553)摘要:为满足印刷市场对高速、高质量及高效率胶印机的需求,设计了一种LYP1050轮转胶印机控制系统。
首先,采用汇川AC810运动控制器作为主控制器,以汇川IT6000系列触摸屏作为人机交互界面,结合伺服驱动单元,搭建了LYP1050轮转胶印机控制系统的硬件平台。
然后,提出了LYP1050轮转胶印机的多轴同步控制、闭环速度和收卷锥度张力控制以及自动套色控制方法,同时,对LYP1050轮转胶印机控制系统的下位机程序和人机交互界面进行设计。
最后,通过采集LYP1050轮转胶印机样机实际运行时的套色误差来验证所设计的控制系统的可靠性。
试验结果表明:该轮转胶印机的套色精度可控制在±0.05mm内,符合套色要求。
所设计的控制系统安全可靠,同步性较好,套色精度高,故障率低,具有广泛的通用性,可为同类型轮转胶印机控制系统的设计提供参考。
关键词:轮转胶印机;多轴同步;张力控制;自动套色中图分类号:TH-39;TP273文献标志码:A文章编号:1006-754X(2021)01-0112-09Design of control system of LYP1050rotary offset pressWANG Ben1,ZHU Long-biao1,SHEN Zu-jun2,CHEN Xiao-lin2(1.School of Mechanical Engineering,Nantong University,Nantong226019,China;2.Rugao Zhongluo Printing Machinery Co.,Ltd.,Rugao226553,China)Abstract:In order to meet the demand of printing market for high-speed,high-quality and high-efficiency offset presses,a LYP1050rotary offset press control system is designed.Firstly,taking the Inovance AC810motion controller as the main controller and the Inovance IT6000series touch screen as the human-computer interaction interface,the hardware platform of the LYP1050rotary offset press control system was built by combining the servo drive unit.Then,the methods including the multi-axis synchronization control,the tension control of closed-loop speed and winding taper and the automatic registration control for the LYP1050rotary offset press were proposed;at the same time,the lower computer program and human-computer interaction interface of the LYP1050rotary offset press control system were designed.Finally,the reliability of the designed control system was verified by collecting the registration error of the LYP1050rotary offset press prototype during actual operation.The test results showed that the registration accuracy of this rotary offset press could be controlled within±0.05 mm,which met the registration requirements.The designed control system is safe and reliable,with good synchronization,high color registration accuracy,low failure rate,and wide versatility,which can provide references for the design of the similar rotary offset press control system.Key words:rotary offset press;multi-axis synchronization;tension control;automatic registration印刷业是我国国民经济的重要组成部分,印刷产品广泛应用于生产、生活领域[1]。
印刷机的控制系统概要

印刷机的控制系统印刷机自动控制系统概述2.2印刷机的控制系统印刷机的控制系统主要包括输纸控制、纸张检测与水墨控制、印刷机的调速以及自动套准,在卷筒纸的印刷中还要有断纸检测和张力控制。
其中最重要的就是速度调节和张力控制,这是印刷机控制中的关键部分。
2.2.1输纸控制输纸是印刷的一个重要工序,各种印刷机的输纸方式是不同的。
早期生产的单张纸(即平板纸印刷机及现在仍在使用的一些小型凸版印刷机,采用的是手工输纸方式。
手工输纸劳动强度大、效率低、准确性差,因此不能适应现代化印刷机的需要。
随着印刷机性能的提高,单张纸印刷机的输纸越来越向机械化、自动化方向发展,因而产生了各种类型的自动输纸器(或称自动输纸机。
另外,卷筒纸印刷机的输纸装置也在不断向气动、电动等自动化方向发展,输纸控制电路越来越复杂。
单张纸输纸器可分为摩擦式与气动式两种类型,其中气动式自动输纸器根据传纸方式又分为序列式(间歇式和重叠式(连续式两种,序列式输纸机只在小幅面和低速印刷机上使用。
现在一般使用的多为重叠式自动输纸器,其控制电路有动力传动、纸堆台快速升降、纸堆台自动上升、输纸泵控制、输纸安全杠、双张检测、折角及前规检测等。
输纸器又包括全张输纸器、对开输纸器和卷筒纸输纸装置。
其中卷筒纸输纸器的双纸卷输纸装置纸架的回转和平移均采用电动机控制。
在纸架回转控制中,通过电压信号,控制电机的正反转使纸架按顺时针方向和逆时针方向转动,从而控制纸架的回转和上、下纸架;而在纸卷的平移印刷过程中,根据出纸折叠情况,由电压信号通过中间继电器的吸合和释放控制电机左右移动,并使用限位器控制其行程;为了安全,纸架的正、反回转与左、右平移,都采用继电器作互锁,以保证进行某一项操作时,其它操作停止工作。
在输纸控制中,由差动变压器作反馈,输出的控制电压由转换开关进行切换,控制输纸电机的起停。
2.2.2纸张检测纸张检测是保证印刷质量、减少纸张浪费的重要环节,随着印刷机高速化的发展,纸张检测的重要性就更为突出。
海德堡印刷机控制系统及模拟操作系统
• ③更换作业控制:,墨辊自动清洗、橡皮 棍捅自动洗涤、滚筒压力遥控调节、输纸 机与收纸机自动调节、定位部件自动调节、 自动装版,以校样的测量条为基准值控制 印品质量等。 • ④功能与维修诊断:故障诊断、自动集中 润滑、预防性维修、可互换印刷电路板、 电话维修服务等
二、海德堡CP2000系统介绍
2
图3-98 CPC1-02控制台
• 控制台上设有控制微电机的32个间隙调节按键7, 按键上方设有32套显示装置8,每套显示其由16个 发光二极管组成,用于显示墨斗辊与计量辊之间的 间隙,其间隙的调节范围在0—0.52mm之间,每小 格表示0.1mm 间隙。 • 整个墨斗出墨量的粗调是通过按键5,改变墨斗辊 间歇回转角的大小来实现的。墨斗辊回转角的大小 通过微电机控制,同时由轴端电位计将调整信号用 数字显示出来。所显示的数字为最大回转角的百分 数,调节精度为最大回转角的1%。图中按键3、4 是遥控印版滚筒轴向和周向套准,并通过控制印版 滚筒轴端的电机来实现。调节精度为0.01mm,调 节范围为+/-2mm。
该系统有墨量和套准 控制装置CPCl CPCl、 控制装置 CPCl 、 印刷质 量控制装置CPC CPC2 量控制装置 CPC2 、 印版 图像阅读装置CPC CPC3 图像阅读装置 CPC3 、 套 准控制装置CPC CPC4 准控制装置 CPC4 、 数据 管理系统CPC CPC5 管理系统CPC5。
• 该装置是利用质量控制条来确定印刷品质量标准 的一种测量装置。与CPC1-03控制台联用,不仅 可以缩短更换印刷品所需时间、减少调机的废品, 而 • 且在印刷中,可通过计算机把实际的光密度值转 换为控制给墨量的输入数据,以保证高度稳定的 印刷质量。 • CPC2装置的同步测量头在几秒钟之内对质量控 制条的全部色阶进行扫描,并将所测数据(如实 地密度、网点增大、反差、重影和墨色叠印、色 调偏差和灰度等)与预定基准值比较,其偏差值 通过CPC1-03装置对印刷机各色墨斗进行调整。
一种用于印刷机的压力自动气动控制系统
( T h e 4 5 R e s e a r c h I n s t i t u t e o f C E T C, B e i j i n g 1 0 0 1 7 6 , C h i n a 1
pr e c i s e p r e s s ur e c o nt r ol ,a nd u s e d i n p r i n t i n g ma c hi n e .
Ke y wo r d s : P r i n t i n g ma c h i n e ; P i r n t i n g h e a d ; P r e s s u r e c o n t r o l ; P n e u ma t i c ; P r o p o r t i o n a l v a l v e ; P r e c i s i o n
Ab s t r a c t : T h i s p a p e r i n t r o d u c e s t h e i mp o r t a n c e o f p r i n t i n g p r e s s u r e c o n t r o l o f p r i n t i n g q u a l i t y ,u s i n g p n e u ma t i c s c h e ma t i c d i a g r a m ro f m t h e p r i n c i p l e ,f o c u s o n t h e a n a l y s i s o f t h e p r i n t i n g h e a d p n e u ma t i c p r e s s u r e c o n t r o l s y s t e m, s e l e c t i o n a n d p a r t o f t h e p r e c i s e p r e s s u r e r e d u c i n g v a l v e a n d e l e c ri t c p r o p o ti r o n a l v a l v e i s t h e k e y o f t h e d e t a i l e d a n a l y s i s a n d c a l c u l a t i o n ; t h e s y s t e m c a n me e t t h e n e e d o f
印刷机控制系统简介

③ 更换控制。橡皮布自动洗涤、墨辊自动洗涤、滚筒压力 遥控调节、输纸机与收纸机自动调节、前规侧规自动调节、 自动装版、质量控制等;
④ 提高利用率控制。维修诊断、自动集中润滑、预防性维 修等。
三、CP2000控制系统
采样后在一个高分辨率的彩色显示屏上显示,任何印刷 图像的错误信息会立即清晰地被显示出来,印刷工便能 及时准确地采取措施纠正
容易监测到直径0.3mm瑕疵,在0.8mm×0.8mm的区域中 也可以检查到由于墨皮蹭脏而引起的不小于D = 0.1的 局部密度偏差。
② 标准样张
当印刷机调定完成,操作工得到满意的印张之后,CPC23系统 将对此印张的后续印张测量数据进行自动采集运算,得出标 准比较值,作为以后印张图像监测和色彩控制的基准。
印刷色差在印刷过程中可以被及时发现,而且CPC23系统可以 通过其显示屏显示颜色变化的趋势,印刷工可以立即采取相 应的修正措施。该系统软件还有控制动作的记忆功能,从而 保证在整个印刷过程中准确及时地校正色差,最大限度地保 障印刷质量的稳定性,提高成品率。
(6)图像控制系统CPC24
该系统不仅能测量信号条,而且可以测量整个印张, 可以保证不同批次的印刷品的颜色的一致性。(脱 机)
进行控制实现墨量的调节 对套准电机进行控制实现多色印刷的套
准。
(2) CPC1-02
增加了盒式磁带装置、光笔、墨膜厚度分布存贮器和处理机 等。使用光笔在墨量显示器上划过,就可以把当前的墨膜厚 度分布情况以数据形式记录并存贮到存贮器当中,需要时只 需调出就可直接使用。
盒式磁带可调用印版阅读装置提供的预调数据
加快了作业准备时间和生产时间;同时加 速了定单方面的信息数据。
海德堡速霸CD102胶印机电气控制系统解说

海德堡速霸CD102胶印机电气控制系统解说20世纪80年代初期和末期,海德堡公司先后推出了CPC(Computer Print Control)计算机印刷控制系统和世界首创的用于监测、控制和诊断印刷机的全数字化电子系统——CP Tronic(CP窗)印刷机中央控制系统。
CPC和CP窗的结合使用(如图1所示),大大提高了印刷机操作的简便性和可靠性,使得海德堡胶印机设计更加完善。
20多年来,海德堡C PC系统经过不断改进发展,形成了包括CPC1给墨量和套准电子遥控装置、CPC2印刷质量控制系统、CPC3印版图像阅读器和CPC4自动套准控制装置的系列组件。
1999年,CP窗衍生出了为因特网用户服务的CP2000系统。
该系统将CP窗的全数字化整机遥控和CPC1-04的即时供墨、套准遥控系统整合于一体,不仅保留了CP窗独立于选定文字的图形显示系统,并为最终实现用户服务中心的远程遥控诊断奠定了技术基础。
作为印刷设备电气维修人员,要想在印刷机出现电气故障时快速及时地排除故障、解决问题,就必须了解和熟悉印刷机的电气控制系统。
下面就以我厂2000年引进的标准配置CPC1-04遥控系统和CP窗系统的海德堡Speedmaster(速霸)CD102-4四色对开胶印机为例,分析该机的电气控制系统。
一、CPC1-04遥控系统CPC1-04遥控系统(如图2所示)是海德堡CPC系统的基础,可在带显示屏的控制台上对所有调墨机构和印版滚筒的调整机构进行遥控,并配有光笔(6)、作业存储器(5)和与CP窗匹配的图形等离子监视器(15)。
(10)是墨区LED显示屏和墨量调节按钮。
LED显示屏可显示墨斗辊上墨膜厚度分布,CPC通过电位器把实际墨量位置的数据反馈到LED显示屏上。
按下“+”或“-”按钮即可调节墨斗刀片与墨斗辊的间隙,以增加或减少墨量。
此外,还可以用光笔直接在墨区LED显示屏上预调墨量。
给墨量的数据可通过作业存储器记录到磁盘上,便于以后重印此种产品时调用。
凹版印刷自动套印控制系统的研制
Abstract
Abstract
Auto-register system is indispensable to quality guarantee for gravure press.Most ofthe well..known gravure press manufactures command such control systems of their own.The
H
羔
关于硕士学位论文使用授权的说明
谂文题基:驽躯登型童登銮堡建型瑟绫鳇登墅 .
本学位论文作者完全了解大连轻工业学院有关保留、使用学位论文的
飙定,大连轻工数学院有权保留著向国家有关部门或机构送交论文鳇复印
件和磁盘,允许论文被查阅和借阅,可以将学位论文的全部或部分内容编
入有关数据库进行检索,可以采用影印、缩印或扫撼等复制手段保存、汇
For the purpose of technology renewal,new equipmems import is not the optimum solution.Equipment reforming with higher performance/price ratio,in accordance with the status quo and problems at hand,is a preferable alternate.This is the topic ofthe thesis work.
Following are the work done and their characteristics: *Employing the twin—photoelectric--sensor to capture the overprint errors using the former mark line as benchmark,the method of comparing the voltage level tO exactly capture a couple of mark line is implemented by joint work of the hardware and software.The novel control method for voltage level comparing via auto gain or manual adjustment is
数码印刷机的结构和原理
数码印刷机的结构和原理数码印刷机是一种先进的印刷设备,它的结构和原理是由多个部件组成的。
这篇文章将介绍数码印刷机的结构和原理,希望对读者有所指导和启发。
数码印刷机主要由以下几个部分组成:打印头、感光鼓、开发器、传印装置和控制系统。
下面我们将逐个进行介绍。
首先是打印头,它是数码印刷机的核心组件之一。
打印头是由一排微小喷头组成的,每个喷头上都有许多微小的喷孔。
喷头负责将油墨或颜料喷射到纸张上,形成图像或文字。
这些喷孔非常细小,能够控制油墨的喷射位置和数量,从而实现高精度的印刷效果。
接下来是感光鼓,它是数码印刷机的另一个重要组件。
感光鼓的表面上涂有感光涂层,它可以将电荷转化为图像信号。
在印刷过程中,感光鼓被激光束照射,激光的光斑会根据图像的信号来改变感光鼓表面的电荷分布,从而形成图像。
然后是开发器,它负责在感光鼓上附着墨粉。
开发器内部包含有吸附静电元件和磁辊,能够将墨粉吸附在感光鼓上,然后转移到纸张上形成图像。
开发器的设计非常精密,能够确保墨粉的均匀分布和正确的色彩还原。
传印装置是将图像从感光鼓传输到纸张上的部件。
传印装置由一个传印器和一个固定输纸器组成,传印器通过气压将纸张牢固地固定在感光鼓上,然后在感光鼓和纸张之间产生适当的压力,将图像传输到纸张上。
最后是控制系统,它是整个数码印刷机的大脑。
控制系统由电路板、传感器和电脑软件等组件组成。
控制系统能够控制数码印刷机的各个部件的运动和操作,以保证印刷的精确度和稳定性。
通过电脑软件,用户可以进行图像的设计和编辑,然后将其发送到数码印刷机进行印刷。
总之,数码印刷机是一种高精度、高效率的印刷设备,它的结构和原理非常复杂。
了解数码印刷机的结构和原理,可以帮助我们更好地理解其工作原理和印刷质量。
希望这篇文章对大家有所启发,能够更好地了解和应用数码印刷机。
印刷机控制系统获上海市科技进步一等奖
广东印刷厂商园地印机获奖3月17日,北京印刷质量协会在北京民政局培训中心隆重举行2009年度总结表彰大会,来自北京各出版社、印刷企业200多位代表出席大会。
会上颁发了l5个品种的关于印刷质量的奖项,其中有来自17个印刷厂选送的20本印刷品获得“2009年度北人杯印质大奖”。
本次会议共有来自北京质量监督部门的领导,各出版社、印刷企业的200多位代表出席大会。
其中包括北京质量协会秘书长白建国、书记张国良;北京印刷质协理事长任玉成、北京质量协会印刷分会秘书长张庆连、北人集团公司、北人印刷机械股份有限公司董事长庞连东、北人印刷机械股份有限公司副总经理刘静等领导。
会上,北京印刷质协理事长任玉成做了题为《同心同力创优质、互惠互利享共赢,合理推进首都出版印刷行业健康持续发展》的报告,报告指出,2009年在各方单位的合作下,北京印刷质协的会员单位在质量管理上有了进一步的提升,实物产品质量水平在稳步的提高;以厂社联谊互动机制为平台的活动取得了突破性的进展,“优质优价、优质优活源”已经进入实施阶段;市场抽查、企业抽查也经受住了严格的考验,市场合格率达到了99%以上,为繁荣首都文化市场作出了贡献。
北人集团公司、北人股份公司董事长庞连东就印刷质量对印刷机械企业提出的新要求发表讲话。
庞连东指出,中国的印刷业要进步,中国的印刷设备也要进步,二者在发展的道路上有广泛的共同利益,北人作为我们中国最大的国字号印刷设备制造商,有责任为中国的印刷企业提供更优秀优质的印刷设备,北人将为此不断努力。
中国农业出版社印刷厂、北京联兴盛业股份有限公司、中青印刷厂、北京中科印刷有限公司分别代表先进印刷企业讲活,其中,中国农业印刷厂的讲话题目是《任尔东南西北风,咬定质量不放松》,给同行们留下深刻的印象。
与会代表围绕着“质量”为主题,就如何提升企业产品质量、确保印刷品质量的稳定性、质量工作的开展等多个方面展开广泛的沟通和讨论。
北人印刷机械股份公司也以“以优质印机促进印企质量进步”为主题,和会议代表进行了深入的沟通。
CP2000型胶印机的自动控制系统(下)
书山有路勤为径;学海无涯苦作舟CP2000型胶印机的自动控制系统(下)4、双面喷粉装置双面喷粉装置采用了一种全新的喷粉方式,除了众所周知的向印张上方喷粉以外,还开发了向印张下方喷粉的系统。
这种喷粉方式具体是通过装在收纸导板中的涂有特氟隆涂层的喷嘴直接向印张喷粉。
由于向印张下方的喷粉距离短,可以保证印张两面都获得均匀的喷粉效果。
喷粉量的多少可以预设,印张上下方喷粉比例由喷粉装置控制,粉末和纸张幅面信息直接输入喷粉装置,自动速度被偿功能会根据设定的印刷机速度增加或减少喷粉量。
因此,喷粉最多可减少30%,收纸部分堆垛可更高,印张从收纸台出来后可以直接进行印后加工。
双喷粉系统与CP2000控制台联张,并受其控制。
5、墨线油墨供应系统海德堡新开发的墨线油墨供应系统可对墨斗墨量进行自动监控,把油墨均匀地分布到所有的墨斗中。
有了墨线,操作员就不必手动装油墨了。
墨线安装在墨斗上方,由一个墨盒和架墨盒的横梁构成。
每个墨盒包括一个带触摸键的控制面板,一个内置油墨搅拌器和一些超声波传感器。
标准的墨盒可盛2公斤油墨。
运行时,墨线连续移动,按照事先设定的墨量值自动实时给墨斗供墨。
墨量由超声波传感器监控。
当时墨斗中任何一个部位的墨量低于预设值时,只要供墨充分,这些部位将自动补充油墨。
如果墨盒墨量过低,就会发出警告声。
油墨在墨斗中自动搅拌墨线提高了印刷过程的自动化程序,减少了调整准备时间和油墨浪费,使运行更趋稳定,并有利于用户操作的环境保护。
专注下一代成长,为了孩子。
海德堡印刷机自动控制系统

海德堡印刷机自动控制系统(2012-10-06 10:36:38)转载▼标签:印分类:印刷品质量检测与控制刷质量检测控制海德堡海德堡印刷机自动控制系统1 CPC控制系统海德堡公司的计算机印刷控制系统即CPC (Computer Printing Control)系统,是海德堡应用于平版印刷机上,用来预调给墨量、遥控给墨、遥控套准以及监控印刷质量的一种可扩展式的系统。
该系统有墨量和套准控制装置CPC1、印刷所示。
质量控制装置CPC2、印版图像阅读装置CPC3、套准控制装置CPC4、数据管理系统CPC5。
系统组成如图1图 1 CPC系统组成1.1 CPC1印刷控制装置海德堡CPC1印刷控制装置由遥控给墨装置和遥控套准装置组成,它具有三种不同的型号,代表三个不同的扩展级数。
1.1.1 CPC1-O1这是基本的给墨和套准遥控装置该装置通过控制台上的按键对墨斗电机进行控制实现墨量的调节,对套准电机进行控制实现多色印刷的套准。
图 2 CPC1-01控制台1.1.1.1 墨量的控制海德堡印刷机在轴向上将墨辊分为32个(对开印刷机,四开机则为20个)区域,每个墨区的宽度为32.5mm,在对印刷机组进行墨量调节时,可通过调节单个的墨区墨量来实现。
在CPC1-O1的控制台上,设有控制微电机的32组调节按键7,分别对应于32个墨区。
每组有两个按键,上面的按键为加墨按键,下面的按键为减墨按键。
按键的上方为墨量显示器,与调节按键一样也有32组,分别对应着32个墨区,并且每一组显示器都由16个发光二极管组成,用于显示该区域墨膜的厚度,调节的范围在0~0.52mm内,每一小格代表0.01 mm。
整个墨斗出墨量的调节,可以通过控制台上的按键3改变墨斗辊间歇回转角度的大小来实现。
墨斗辊回转角度的调节也是通过微电机控制的,回转角度的大小可以在按键上方的显示器上显示,这时显示的数值为实际回转角度与最大回转角度的百分数,如显示器显示“45”表示墨斗辊的实际回转角度为最大转角的45%,调节精度为最大回转角的1%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• CP窗数字化控制系统,采用16位模块化处 理器,与印刷机中密集的传感器、制动器 和 • 电动机网络交互作用,提供信息和传递指 令。 • CP窗具有预选择、运行状态(实际值)显 示,故障诊断和维修信息指示等功能。
• ①控制台上有4个监控层面,可根据所需要 的功能进行选择,并可输入与作业有关的 调定值,包括胶印机的速度、预定的印数、 润湿液量和清洗时间等; • ②实际值的显示可使操作工人及时并清楚 了解印刷生产过程中的实际运行状况以及 印刷作业进度,必要时也可在印刷过程中 直接进行人工调节,此时预选择功能不会 受影响,在操作程序中会自动实现有关的 调定值;
• CPC2装置不仅能测试印张上的各种质量控 制条,而且能同时对印刷不同印件的数台 印刷机进行质量控制。通过CPC2终端设备 以对话方式将印件的特定信息存入软盘, 正式印刷时,只须8s便可将最大尺寸印张 的测试结果显示在屏幕终端。
• CPC2-S质量控制装置是用色度测量代替原 CPC2的密度测量。它不仅能进行光谱测量 和分光光度鉴定,而且能根据CPC测量条 的灰度、实地、网点和重叠区计算出CPC1 装置的油墨控制值;印刷前可测量样张或 原稿的测量条,在印刷过程中可测量印品 的质量控制条,并可将从原稿所测量的6种 颜色直接转为专色;与CPC1结合使用能最 佳地满足根据测量结果控制给墨量的要求。
该系统有墨量和套准 控制装置CPCl、印刷质 量控制装置CPC2、印版 图像阅读装置CPC3、套 准控制装置CPC4、数据 管理系统CPC5。
(1)CPC1-O1 ①墨量的控制
②套准的控制
CPC1-02
(3) CPCl-03 (4) CPCl-04
CPC2质量控制装置
CPC2 CPC2-S
• ③Muliplate 复式换版装置:采用CP窗的按 钮指令,可在4分钟内全自动更换六色速霸 胶印机的所有印版。 • ④Nonstop 不停机纸堆自动更换装置。
图3-100
故障显示
CPC和CP Tronic 的连接
• ①印刷作业准备:油墨预调、预选择、程 控油墨输入、给墨量与套准遥控、润湿液 量输入、自动套准输入、印刷纸张尺寸和 纸张厚度的输入、输纸与收纸机预调、印 张传送控制等。 • ②正式的印刷过程控制:纸张输送及定位 控制、自动套准控制、光谱彩色测定与灰 色平衡、中心控制与诊断、整机监控等。
CPC23
CPC24
CPC3印版图像阅读装置
CPC32
CPC31-印版阅读装 置
35CPC3
CPC4套准控制装置
(1) CPC4套准控制装置 (2) CPC42海德堡自动套准控制装置
36CPC42 CPC4
CPC5数据管理系统
数据管理系 统
• (2)CPC1-02控制装置采用光笔和按钮进 行墨量的整体快书和局部遥控调节,有存 储记忆功能。与CPC1-01相比,增加了存 储器、处理机、盒式磁带和光笔。使用光 笔可向存储器中输入相应区域的墨层厚度 和墨条宽度,已备调用;盒式磁带还可以 存储CPC3印与CPC1-02相比, 增加了随动控制和随动自动控制装置。常 与CPC2印刷质量控制装置结合使用,联用 时先将CPC2装置测定的每个区域的墨层厚 度换算成给墨量调整值,并显示在控制台 的随动显示器上,再根据偏差值进行校正。 从而快速、准确地达到合格印刷品的标准 数值。
• 自动监测和控制系统CP Tronic是海德堡公司继 CPC系统之后推出的一个模块化集中控制、监测 和诊断系统。不仅能代替传统的机电式控制系统, 而且能处理和存储印刷机的操作及生产数据;控 制和监测整个印刷机(包括输纸、收纸、输墨、 润湿装置和印刷机组以及其他辅助设备。如纸张 的定位、传递,吸气辊的速度、牙排叼纸牙的张 开点、涂布液及墨量的控制和调节,润版过程的 控制和监测等);显示和查询有关数据和信息。
• 该装置利用计算机控制的光电测量头测定印版各 墨区的油墨覆盖面积,并将所测量的结果存储在 盒式磁带上或打印输出。印刷前,CPC1控制台 调用盒式磁带所存储的印版测定值和其他数据, 并通过CPC1-02(或CPC1-03)把这些数据转换 成计量墨辊和墨斗辊间隙的调节值,实现了墨量 的自动预调,并缩短了预调时间。 • CPC3装置通常放置在制版室内,对曝光和涂胶 后的印版进行测读(扫描),操作时只需输入印 版尺寸即可。
2
图3-98 CPC1-02控制台
• 控制台上设有控制微电机的32个间隙调节按键7, 按键上方设有32套显示装置8,每套显示其由16个 发光二极管组成,用于显示墨斗辊与计量辊之间的 间隙,其间隙的调节范围在0—0.52mm之间,每小 格表示0.1mm 间隙。 • 整个墨斗出墨量的粗调是通过按键5,改变墨斗辊 间歇回转角的大小来实现的。墨斗辊回转角的大小 通过微电机控制,同时由轴端电位计将调整信号用 数字显示出来。所显示的数字为最大回转角的百分 数,调节精度为最大回转角的1%。图中按键3、4 是遥控印版滚筒轴向和周向套准,并通过控制印版 滚筒轴端的电机来实现。调节精度为0.01mm,调 节范围为+/-2mm。
• ③更换作业控制:,墨辊自动清洗、橡皮 棍捅自动洗涤、滚筒压力遥控调节、输纸 机与收纸机自动调节、定位部件自动调节、 自动装版,以校样的测量条为基准值控制 印品质量等。 • ④功能与维修诊断:故障诊断、自动集中 润滑、预防性维修、可互换印刷电路板、 电话维修服务等
二、海德堡CP2000系统介绍
• ③当发生调定错误或意外故障时(如防护 板打开、纸张定位不准等),CP窗的监控 系统会立即向控制台发出信号,并在显示 器上准确指出故障类型和有关部位以及故 障发生的原因; • ④根据显示器上的检测项目、代码及各部 件的状态,可以准确无误地确定维修部位 和维修方式,以便进行迅速维修。
• 另外,CP窗还能控制自动更换、夹紧印版装置,自 动调节纸张输纸、收纸及定位部件,自动运送和更 换纸堆。例如: • ①Preset预设输纸器(飞达)装置:在CP窗控制台 输入纸张尺寸和厚度后,可完成全自动调节印张尺 寸规格的预调操作。在输纸器上,预调装置会使吸 气头、横向导纸板、压纸滚轮和侧规自动移向正确 的位置。未对齐的纸张以及主给纸堆和备用纸堆的 横向位置会自动进行校正。印刷压力和前规盖板的 高度会自动调节,以配合新的纸张厚度。在收纸台, 横向齐纸板、幅面尺寸限位器和吸气辊、喷粉器等 辅助装置也会重新调整。
CPC 2 CPTronic CPC 1 CPC 3 CPC 4
图 3-97 CPC 系统组成
• (1)CPC1-01 为基本控制装置,它通过按 钮遥控给墨和套准,包括区域墨量、墨斗 辊墨条宽度遥控装置及轴向、周向套准装 置。 • 为了便于控制,该供墨装置沿墨斗轴向安 装了32个计量墨斗辊,把给墨区域分成32 个小区域,每个计量辊的宽度为32.5mm, 计量墨辊中间大部分做成偏心柱。通过微 电机转动计量墨辊,以改变计量墨辊和墨 斗辊的间隙,便可调节该区域的墨量。
罗兰CCI
• 海德堡印刷机械股份公司研制的 CPC(Computer Print Control)计算机印刷 控制系统是一种可扩展式系统,由给墨量 和套准遥控装置CPC1、印刷质量控制装置 CPC2、印版图像测读装置CPC3、套准控 制装置CPC4和CP Tronic(CP 窗)自动监 测和控制系统组成。如图3-97所示。
套准控制装置CPC4
• 该装置是CPC专用套准测读控制器,用于测量印 张周边和横向套准偏差,自动进行套准调节,并 且可以显示、存储和打印输出测定结果。测量时, 把CPC4装置放在印品上,可测出十字线套准误 差并进行记录,然后把CPC4装置位于CPC1控制 台的控制板上方时,只需操作按钮就可以通过红 外线将存储的数据传给CPC1,而通过CPC1遥控 装置驱动步进电机,把所有的印版滚筒调到计算 的位置。CPC4装置不需电缆和插式连接器,操 作简单、使用方便。
印刷机控制系统
现在最典型的有罗兰CCI(Compuer Controlled Inking System)系统、海德堡的CPC(Computer Printing Control System)系统、小森PQC (Ptinting Quality and Control)系统、高宝 Colortronic系统等。
• ②Autoplate 自动装版装置:依靠压缩空气打开版 夹,然后用强力弹簧关闭,把印版紧紧地固定就 位。换版时,先以按钮指令时印版滚筒转到适当 位置,然后把印版前缘装入印版滚筒的套准系统 中,按下按钮使前缘的版夹紧密闭合,印刷机使 印版在受压状态下向前转动,直到把印版后缘压 入滚筒后缘的版夹内。整个操作是自动进行的, 不需要使用工具,也不需要重新拉紧。纸张的变 形可借助于对开式尾缘版夹加以补偿。
• 该装置是利用质量控制条来确定印刷品质量标准 的一种测量装置。与CPC1-03控制台联用,不仅 可以缩短更换印刷品所需时间、减少调机的废品, 而 • 且在印刷中,可通过计算机把实际的光密度值转 换为控制给墨量的输入数据,以保证高度稳定的 印刷质量。 • CPC2装置的同步测量头在几秒钟之内对质量控 制条的全部色阶进行扫描,并将所测数据(如实 地密度、网点增大、反差、重影和墨色叠印、色 调偏差和灰度等)与预定基准值比较,其偏差值 通过CPC1-03装置对印刷机各色墨斗进行调整。