背压在注塑加工中起什么作用
注塑机的背压及作用
注塑机的背压及作用注塑机的背压及作用在塑料熔融、塑化过程中,熔料不断移向料微前端(计量室内),且越来越多,逐渐形成一个压力推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的,预塑化螺杆注塑机注射油缸后闻都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力(如下所示);全电动机的螺杆后称速度(阻力)是,由AC伺服阀控制的。
适当调校背压的好处:1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。
3、减速慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
5、能提升熔料的湿度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
过高的背压,易出现下列问题:1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量)。
2、对于热稳定性差的塑料(如PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降。
4、背压高,熔料压力高,射胶后喷嘴容易发生熔胶流涎现象,下次射胶时,水口流道内的冷料会堵塞水口或制品中出现冷料斑。
5、在啤塑过程中,常会因背压过大,喷嘴出现漏胶现象,浪费原料并导致射嘴附近的发热圈烧坏。
6、预塑机构和螺杆筒机械磨损增大。
背压太低时,易出现下列问题:1、背压太低时,螺杆后退过快,流入迷炮筒前端的熔料密度小(较松散),夹入空气多。
背压
资料博客留言邮件交友引用回复日志简明浏览主题背压的形成、作用与调校背压是注塑成型工艺中控制熔料质量及产品质量的重要参数之一,合适的背压对于提高产品质量有着重要的作用。
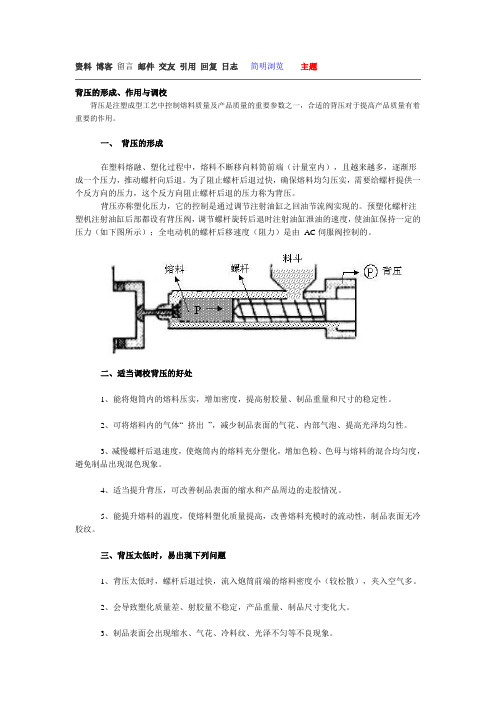
一、背压的形成在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。
预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力(如下图所示);全电动机的螺杆后移速度(阻力)是由AC伺服阀控制的。
二、适当调校背压的好处1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“ 挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。
3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
5、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
三、背压太低时,易出现下列问题1、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多。
2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大。
3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象。
4、产品内部易出现气泡,产品周边及骨位易走,不满胶。
四、过高的背压,易出现下列问题1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量)。
2、对于热稳定性差的塑料(如:PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
注塑压力、保压压力和背压对注塑成型的影响

注塑压力、保压压力和背压对注塑成型的影响
在注塑成型的过程中我们经常会遇到三个压力参数,这几个参数分别是注塑压力、保压压力和背压,这些压力参数设置对注塑成型及制品有什么影响呢?下面由小编为大家介绍一下。
1.注塑压力
注塑压力是指注塑时作用于螺杆头部的熔体压强。
用于克服塑料流经喷嘴、流道、浇口及模腔内的流动阻力,并使型腔压实。
注塑压力的大小与塑料的品种、塑料件的复杂程度、塑料件的壁厚、喷嘴的结构形式、模具浇口的尺寸及注塑件的类型等许多因素有关,通常取
40-200MPa。
2.保压压力
保压压力是指注塑后螺杆并不立即后退,仍继续对前端熔体施加压力。
在保压阶段,模腔能的塑料因为冷却收缩而体积变小,这时若浇口未冻结,螺杆在保压压力的作用下缓慢前进,使塑料继续注射入型腔进行补缩。
一般保压压力≤注射压力。
3.背压
背压又称为塑化压力,是指注塑机螺杆顶部的熔体在螺杆转动后退时所受到的压力。
背压是通过调节注塑液压缸的回油阻力控制的。
背压是注塑成型工艺中很重要的参数,直接影响熔体的充模和塑件的质量。
在下一节内容中,小编会为大家详细地介绍背压的影响,敬请关注。
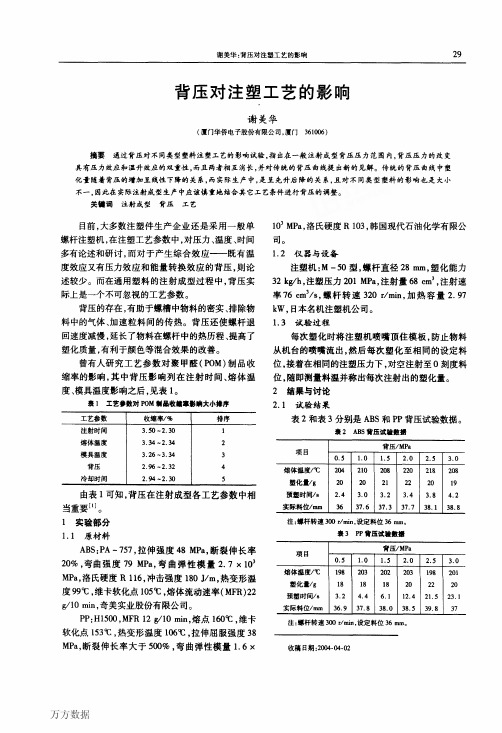
背压对注塑工艺的影响
于假定温度、压力不变,这种流体的粘度为常数。 (2)将螺杆的螺槽和料筒分别展开为两个平
面,并令螺槽展开平面静止,而料筒展开平面以速度 y=1TD孔按与螺槽展开平面成妒角的方向相对平
移。 (3)当螺槽宽度彬(形=丌Dsin妒一e)大于槽深
h,的lO倍以上和槽深与螺杆直径之比知3/D≤O.07
时,认为螺槽对熔体流动的影响不大,忽略侧壁的影 响后误差小于10%。
与传统塑料母料相比,该产品具有光降勰、生物降解和
化学缓释剂诱导降解等三大降解功能,降解期为3个月到1 年。用该母粒制成的膜制品成膜性、热合性、开口性等各项 性能良好,具有保温、保鲜功能,降缌后可与土壤融为一体,
对土壤无毒无害,可广泛用于生产农用地膜、食品袋、礼品 袋、购物袋、垃圾袋等塑料包装制品及一次性快餐盒。据悉,
根据螺杆理论可知塑化量Q的简明计算为公 式(1):
Q=Q。一Q,一Q,
(1)
式中:Q。——正流;
Q,——压力流; Q。——漏流。
具体展开之,则得出:
(警)Q(:差(塑).≥霉(《鲨挚)凡)一(差)(2)
式中:D——螺杆直径,cm; n——螺杆转速,r/IIlin; ^,——匀化段螺槽深度,cm; 9——螺纹升角,(o); 弘,——螺槽中熔体粘度,Pa·s; 肛:——间隙中熔体粘度,Pa·s; 6——间隙宽度,cm; e——垂直于螺纹棱测得的螺纹棱宽,cm; 厶——匀化段长度,cm; P——机头压力,Pa。
linearly decre鹊es with the incre酗e 0f the back pressure.
While the practical results show that the plasticizing锄ount goes up with the increase of back pressure at the beginning stage and then
注塑压力、保压压力和背压对注塑成型的影响
注塑压力、保压压力和背压对注塑成型的影响
在注塑成型的过程中我们经常会遇到三个压力参数,这几个参数分别是注塑压力、保压压力和背压,这些压力参数设置对注塑成型及制品有什么影响呢?下面由小编为大家介绍一下。
1.注塑压力
注塑压力是指注塑时作用于螺杆头部的熔体压强。
用于克服塑料流经喷嘴、流道、浇口及模腔内的流动阻力,并使型腔压实。
注塑压力的大小与塑料的品种、塑料件的复杂程度、塑料件的壁厚、喷嘴的结构形式、模具浇口的尺寸及注塑件的类型等许多因素有关,通常取
40-200MPa。
2.保压压力
保压压力是指注塑后螺杆并不立即后退,仍继续对前端熔体施加压力。
在保压阶段,模腔能的塑料因为冷却收缩而体积变小,这时若浇口未冻结,螺杆在保压压力的作用下缓慢前进,使塑料继续注射入型腔进行补缩。
一般保压压力≤注射压力。
3.背压
背压又称为塑化压力,是指注塑机螺杆顶部的熔体在螺杆转动后退时所受到的压力。
背压是通过调节注塑液压缸的回油阻力控制的。
背压是注塑成型工艺中很重要的参数,直接影响熔体的充模和塑件的质量。
在下一节内容中,小编会为大家详细地介绍背压的影响,敬请关注。
注塑加工过程中的背压问题
来源于:注塑财富网注塑加工过程中的背压问题一、背压的形成在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。
预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力;全电动机的螺杆后移速度(阻力)是由AC伺服阀控制的。
二、适当调校背压的好处1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“ 挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。
3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
5、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
三、背压太低时,易出现下列问题1、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多。
2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大。
3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象。
4、产品内部易出现气泡,产品周边及骨位易走不满胶。
四、过高的背压,易出现下列问题1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量).2、对于热稳定性差的塑料(如:PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降。
4、背压高,熔料压力高,射胶后喷嘴容易发生熔胶流涎现象,下次射胶时,水口流道内的冷料会堵塞水口或制品中出现冷料斑。
背压的原理
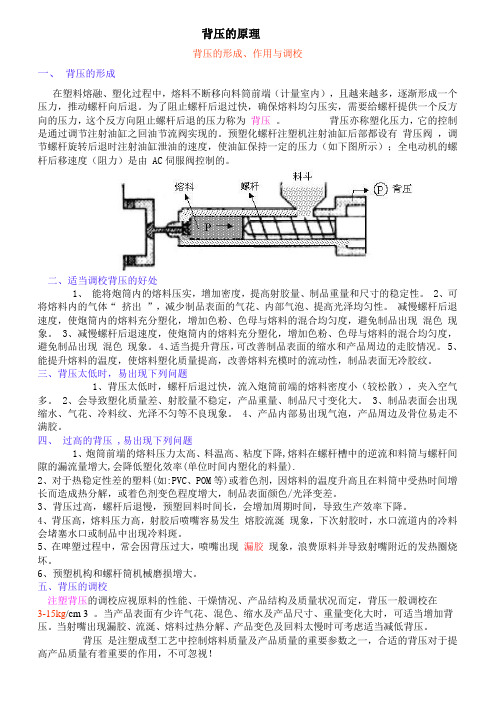
背压的原理背压的形成、作用与调校一、背压的形成在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。
预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力(如下图所示);全电动机的螺杆后移速度(阻力)是由 AC伺服阀控制的。
二、适当调校背压的好处1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。
减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
5、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
三、背压太低时,易出现下列问题1、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多。
2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大。
3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象。
4、产品内部易出现气泡,产品周边及骨位易走不满胶。
四、过高的背压 ,易出现下列问题1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量).2、对于热稳定性差的塑料(如:PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降。
注塑工艺背压与松退系列分享资料
作用可防止喷嘴的流涎及料头的抽丝。
Hale Waihona Puke 松退对工艺及产品质量的影响:
1、松退过小,喷嘴及浇口易出现流涎,料头抽丝严重,造成下 次射胶时冷料堵塞浇口,或产品表面出现冷料痕,但螺杆抽退 时不会吸入大量的空气,不会在产品表面形成网状的散射状银 纹; 2、松退过大,喷嘴及浇口不会出现流涎及料头抽丝,但螺杆抽 退时又会吸入大量的空气,极易造成产品表面尤其是在浇口附 近产生网状银纹。
3、背压的作用:
3.1、 增加密度,提高制品重量和尺寸的稳定性。; 3.2、利于排除料筒内熔体的气体,减少制品表面的气花、气泡; 3.3、减慢螺杆后退速度,使料筒内的熔料充分塑化; 3.4、适当提升背压,可改善制品表面的缩水(适用于无顺序阀 浇口的模具及产品) ;
3.5、能提升熔料的温度,使熔料塑化品质提高,改善熔料充模 时的流动性。
一、背压定义、形成、作用
1、背压的定义: 就是在螺杆储料过程中,螺杆往后旋转的过程中,
螺杆前部堆积的料越来越多,这些料把螺杆加速往 后挤,但为了把前面的料要压实,就要给螺杆一个 往前推的力,这个力就是背压(也叫塑化压力) 。
2、背压的形成:
在塑胶熔融、塑化过程中,熔料不断被螺杆输送到料筒前端(计 量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。为了 阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向 的压力,这个反方向阻止螺杆后退的压力称为 背压 。它的控制是通 过调节注射油缸之回油节流阀实现的。预塑化螺杆注塑机注射油缸后 部都设有 背压阀 ,调节螺杆旋转后退时注射油缸泄油的速度,使油 缸保持一定的压力。
背压太低时对工艺及产品质量的影响:
1、背压太低时,螺杆后退过快,流入料筒前端的熔料密度小 (较松散),夹入空气多; 2、会导致塑化差、料量不稳定,产品重量、制品尺寸变化大; 3、制品表面会出现缩水、冷料纹、光泽不匀等不良现象; 4、产品内部易出现气泡,产品轮廓及筋位易缺料; 5、熔体温度低,粘度高熔体流动性差。
背压的形成作用与调较
背压的形成、作用与调校一、背压的形成在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。
预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力(如下图所示);全电动机的螺杆后移速度(阻力)是由 AC伺服阀控制的。
二、适当调校背压的好处1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。
减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
5、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
三、背压太低时,易出现下列问题1、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多。
2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大。
3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象。
4、产品内部易出现气泡,产品周边及骨位易走不满胶。
四、过高的背压 ,易出现下列问题1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量).2、对于热稳定性差的塑料(如:PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降。
简述背压
简述背压一、背压的形成在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。
预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力(如下图所示);全电动机的螺杆后移速度(阻力)是由AC伺服阀控制的。
二、适当调校背压的好处1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“ 挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。
减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
5、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
三、背压太低时,易出现下列问题1、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多。
2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大。
3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象。
4、产品内部易出现气泡,产品周边及骨位易走不满胶。
四、过高的背压,易出现下列问题1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量).2、对于热稳定性差的塑料(如:PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降。
背压的形成,作用与调校
来源于:注塑塑胶网/背压的形成,作用与调校背压简单来讲就是阻止螺杆后腿的力,是注塑成型工艺中控制熔料质量及产品质量的重要参数之一,合适的背压对于提高产品质量有着重要的作用一、背压的形成在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压背压亦称塑化压力,它的控制是通过调节注射油缸之回油溢流阀实现的。
预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力(如下图所示);全电动机的螺杆后移速度(阻力)是由 AC伺服阀控制的二、适当调校背压的好处1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性2、可将熔料内的气体“挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况5、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹三、背压过低时,易出现下列问题1、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象4、产品内部易出现气泡,产品周边及骨位易走,不满胶四、过高的背压,易出现下列问题1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量)2、对于热稳定性差的塑料(如:PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色、光泽变差3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降4、背压高,熔料压力高,射胶后喷嘴容易发生熔胶流涎现象;下次射胶时,喷嘴流道内的冷料会堵塞喷嘴或制品中出现冷料斑5、在预塑过程中,常会因背压过大,喷嘴出现漏胶现象,浪费原料并导致喷嘴附近的发热圈烧坏6、预塑机构和螺杆筒机械磨损增大五、背压的调校注塑背压的调校应视原料的性能、干燥情况、产品结构及质量状况而定,背压一般调校在 3-15kg/cm3。
背压的原理
背压的原理背压的形成、作用与调校一、背压的形成在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。
预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力(如下图所示);全电动机的螺杆后移速度(阻力)是由 AC伺服阀控制的。
二、适当调校背压的好处1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。
减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
5、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
三、背压太低时,易出现下列问题1、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多。
2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大。
3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象。
4、产品内部易出现气泡,产品周边及骨位易走不满胶。
四、过高的背压 ,易出现下列问题1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量).2、对于热稳定性差的塑料(如:PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降。
注塑机背压的工作原理
注塑机背压的工作原理“哇塞,注塑机背压到底是啥玩意儿啊?”我最近老是听到大人们在讨论注塑机背压,这可把我的好奇心给彻底勾起来了。
这东西到底有啥神奇之处呢?咱先来聊聊注塑机背压的结构吧。
这注塑机就像一个大怪兽,而背压呢,就像是这个大怪兽身体里的一个神秘小机关。
这里面有几个关键的部件哦。
有一个像大力士一样的螺杆,它可厉害啦,能把塑料颗粒推来推去。
还有一个像魔法盒子一样的料筒,塑料颗粒就在这里面被加热变软。
那背压在这当中起啥作用呢?就好比是一个小管家,管着塑料在料筒里的表现呢。
那注塑机背压的工作原理是啥呢?嘿,这就像我们玩橡皮泥一样。
我们把橡皮泥放在手里揉啊揉,让它变得更紧实。
注塑机背压也是这么个道理。
当螺杆往后退的时候,背压就开始发挥作用啦。
它就像一个小压力泵,给塑料颗粒一个向后的力,让塑料颗粒之间挨得更紧,就像好朋友紧紧抱在一起。
这样一来,塑料在料筒里被加热的时候,就会变得更加均匀,质量也更好。
咱再说说注塑机背压的应用场景吧。
有一天,我去叔叔的工厂玩。
哇,那个工厂里可热闹啦,到处都是机器的轰鸣声。
我看到一台大大的注塑机正在工作,那声音“嗡嗡”的。
叔叔正在旁边看着机器,忙得满头大汗。
我好奇地问叔叔:“叔叔,这注塑机是干啥的呀?”叔叔笑着说:“这注塑机啊,能做出各种各样的塑料产品呢。
”我又问:“那背压是啥呀?”叔叔耐心地给我解释起来:“背压啊,就像是给塑料做按摩的,让塑料变得更好。
”我似懂非懂地点点头。
在我们的生活中,注塑机背压可重要啦。
你想想看,我们用的塑料杯子、塑料玩具,好多都是用注塑机做出来的。
如果没有背压,这些塑料产品可能就会有很多小毛病,比如不结实啦,表面不光滑啦。
那多不好看呀!这让我想到,其实我们做很多事情也像注塑机背压一样呢。
我们要给事情加点“压力”,才能让事情做得更好。
就像我们学习,如果不努力,不加点压力,那成绩怎么能提高呢?我们要像注塑机背压一样,把事情做得更扎实,更完美。
我觉得注塑机背压虽然看起来很神秘,但其实它的道理我们在生活中也能用到。
储料背压的作用
储料背压的作用
嘿,咱今儿来聊聊储料背压这玩意儿的作用哈!
你说这储料背压啊,就好比是一场战斗中的后勤保障。
想象一下,注塑机就像是在前线冲锋陷阵的战士,那储料背压不就是给战士源源不断提供弹药和补给的后援嘛!它能让整个注塑过程变得更加稳定、可靠。
储料背压能对塑料起到很好的作用呢!它就像一个温柔但有力的大手,把塑料好好地揉捏一番。
这一揉捏,塑料就能更均匀地混合啦,就跟揉面团似的,得揉得均匀了,做出来的面包才好吃呀!这样生产出来的塑料制品质量不就更好了嘛。
它还能控制塑料的熔融状态呢!就好像我们做饭的时候控制火候一样,火大了不行,火小了也不行。
储料背压能让塑料恰到好处地熔融,不至于太稀或者太稠。
要是没有它,那塑料可不得乱了套呀,生产出来的东西还能看吗?
而且啊,储料背压还能影响塑料制品的收缩率呢!你说神奇不神奇?这就好比是给塑料制品穿上了一件合身的衣服,让它的尺寸刚刚好。
要是没有合适的储料背压,那塑料制品收缩得乱七八糟的,这还怎么用呀?
你再想想,要是储料背压不合适,那生产出来的东西不是有气泡,就是有瑕疵,那多闹心呀!这可都是钱呐!所以说,储料背压这东西可不能小瞧了它,它的作用那可是大大的呀!
咱平常在使用的时候可得注意了,得根据不同的塑料材料和制品要求来调整储料背压。
这就跟治病似的,得对症下药,不能乱来呀!不然的话,可就达不到想要的效果啦!
总之呢,储料背压虽然看起来不起眼,但它的作用真的是至关重要啊!咱可得重视起来,好好利用它,让我们的注塑生产更加顺利、高效,生产出更多更好的塑料制品来!这就是我对储料背压作用的理解,你觉得呢?
原创不易,请尊重原创,谢谢!。
背压的原理
背压的原理背压的形成、作用与调校一、背压的形成在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。
预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力(如下图所示);全电动机的螺杆后移速度(阻力)是由 AC伺服阀控制的。
二、适当调校背压的好处1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。
减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
5、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
三、背压太低时,易出现下列问题1、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多。
2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大。
3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象。
4、产品内部易出现气泡,产品周边及骨位易走不满胶。
四、过高的背压 ,易出现下列问题1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量).2、对于热稳定性差的塑料(如:PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降。
背压原理
背压原理背压的形成在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。
预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力;全电动机的螺杆后移速度(阻力)是由 AC伺服阀控制的。
二、适当调校背压的好处1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“ 挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。
减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
5、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
三、背压太低时,易出现下列问题1、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多。
2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大。
3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象。
4、产品内部易出现气泡,产品周边及骨位易走不满胶。
四、过高的背压,易出现下列问题1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量).2、对于热稳定性差的塑料(如:PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降。
背压原理
背压原理背压的形成在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。
预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力;全电动机的螺杆后移速度(阻力)是由 AC伺服阀控制的。
二、适当调校背压的好处1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“ 挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。
减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
5、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
三、背压太低时,易出现下列问题1、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多。
2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大。
3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象。
4、产品内部易出现气泡,产品周边及骨位易走不满胶。
四、过高的背压,易出现下列问题1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量).2、对于热稳定性差的塑料(如:PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降。
注射吹塑成型过程中压力对制品质量有何影响
注射吹塑成型过程中压力对制品质量有何影响注射吹塑成型中的压力包括注射过程中的压力(塑化压力、注射压力和保压压力)及吹塑过程中的吹胀压力。
注射过程中的压力关系到塑化和充模质量;吹胀压力关系到制品的成型质量。
(1)塑化压力塑化压力又称背压,它是指螺杆顶部的熔料在螺杆转动后退时所受到的压力。
这种压力的大小可以通过液压系统中的溢流阀来调整。
塑化压力的大小直接影响着型坯的塑化质量。
塑化压力大,物料塑化充分,熔料密实,有利于排气,成型周期延长;但塑化压力过大,虽然可使型坯表面质量提高,但有可能会使型坯产生变色和性能变差,同时易造成动力过载。
一般操作中,塑化压力的大小应在保证型坯质量的前提下越低越好。
(2)注射压力注射压力是指螺杆顶部对塑料所施加的压力。
其作用是克服塑料从料筒向型腔流动的阻力,给予熔料充模的速度以及对熔料进行压实。
注射压力可在注射机额定压力范围内调整。
注射压力不足,型坯表面不平整,易出现凹坑现象,严重时,熔体充模量不足,易造成型坯缺口、漏底,螺纹不足等缺陷;提高注射压力,可改善熔体的流动性,提高充模速度,型坯熔接强度增加,型坯密实。
但注射压力不能过高,否则出现型坯芯棒偏斜,型坯出现飞边。
注射压力可控制在(2.0×2.5)×10Pa。
(3)保压压力熔体被注射充模后,注射机仍需要保持足够的保压压力,才能得到尺寸准确、表面平整、有光泽、密实的型坯。
与此同时,锁装置亦需要保持足够的锁模力,以防胀模。
模具的锁模力与注射压力及型腔最大投影面积有关。
(4)吹胀压力吹胀压力是指在吹塑模具内将型坯吹胀成容器的压缩空气的压力。
注入型坯的压缩空气,其压力是可控的。
吹胀气压的高低直接影响着型坯的吹胀成型,压力过低不能使制品紧贴模腔,制品表面无法得到清晰的文字、图案,还会降低制品冷却效率,过高则会吹破型坯。
吹胀气压的大小主要与选用塑料品种的型号、型坯温度、型坯的壁厚、模具温度、制品大小、型坯吹胀比等因素有关。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
背压在注塑加工中起什么作用
发布时间:2011-10-3 22:56:59 点击
: 21
在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。
预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力。
1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“ 挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。
3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
5、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
三、背压太低时,易出现下列问题
1、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多。
2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大。
3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象。
4、产品内部易出现气泡,产品周边及骨位易走,不满胶。
四、过高的背压,易出现下列问题
1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量)。
2、对于热稳定性差的塑料(如:PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降。