1-102162-1中文资料
DIN EN 10216-2-2004
ICS 23.040.10; 77.140.75Seamless steel tubes for pressure purposes – Technical deliveryconditionsPart 2: Non-alloy and alloy steel tubes with specified elevated temperature properties(includes Amendment A1:2004)English version of DIN EN 10216-2:2002 + A1:2004Nahtlose Stahlrohe für Druckbeanspruchungen – Technische Lieferbedingungen – Teil 2: Rohre auslegierten und unlegierten Stählen mit festgelegten Eigenschaften bei erhöhten Temperaturen (enthältÄnderung A1:2004)European Standard EN 10216-2:2002 + A1:2004 has the status of a DIN Standard.A comma is used as the decimal marker.National forewordThis standard has been prepared by ECISS/TC 29.The responsible German body involved in the preparation of this standard was the Normenausschuss Eisenund Stahl (Steel and Iron Standards Committee), Technical Committee Rohre aus warmfesten oder kaltzähen Stählen .DIN V 17006-100 is the standard corresponding to CEN Technical Report CR 10260 referred to in clause 2of the EN.AmendmentsThis standard differs from the August 2002 edition in that the specifications for inspection documents have been amended.Previous editionsDIN 1625:1944-10; DIN 17175-1: 1951-10, 1959-01x; DIN 17175-2:1951-10, 1959-01x;DIN 17175:1979-05; DIN 17176:1990-11; DIN EN 10216-2:2002-08.National Annex NAStandard referred to(and not included in Normative references )DIN V 17006-100Designation systems for steel – Additional symbols for steel namesDEUTSCHE NORM July 2004DIN EN 10216-2{©No part of this standard may be reproduced without the prior permission ofDIN Deutsches Institut für Normung e.V., Berlin. Beuth Verlag GmbH , 10772Berlin, Germany,has the exclusive right of sale for German Standards (DIN-Normen).Normenausschuss Bauwesen (NABau) im DINEnglish price group 16www.din.dewww.beuth.de 11.049581339Continued overleaf.Document comprises 42 pages.SupersedesAugust 2002 edition.English versionICS 23.040.10; 77.140.75Management Centre: rue de Stassart 36, B-1050 BrusselsEuropean Committee for StandardizationComité Européen de NormalisationEuropäisches Komitee für NormungSeamless steel tubes for pressure purposes –Technical delivery conditionsPart 2: Non-alloy and alloy steel tubes with specified elevatedtemperature properties(includes Amendment A1:2004)©2004.CEN –All rights of exploitation in any form and by any meansreserved worldwide for CEN national members.Ref. No. EN 10216-2:2002 + A1:2004ETubes sans soudure en acier pourservice sous pression – Conditionstechniques de livraison – Partie 2:Tubes en acier non allié avec charac-teristiques spécifiées à températureélévée (amendement A1:2004 inclus)Nahtlose Stahlrohe für Druckbean-spruchungen – Technische Liefer-bedingungen – Teil 2: Rohre aus legierten und unlegierten Stählen mit festgelegten Eigenschaften bei erhöhten Temperaturen (enthältÄnderung A1:2004)This European Standard was approved by CEN on 2002-04-25 and Amendment A1on 2004-01-02.CEN members are bound to comply with the CEN/CENELEC Internal Regulationswhich stipulate the conditions for giving this European Standard the status of anational standard without any alteration.Up-to-date lists and bibliographical references concerning such nationalstandards may be obtained on application to the Management Centre or to anyCEN member.The European Standards exist in three official versions (English, French, German).A version in any other language made by translation under the responsibility of aCEN member into its own language and notified to the Management Centre hasthe same status as the official versions.CEN members are the national standards bodies of Austria, Belgium, Cyprus,the Czech Republic, Denmark, Estonia, Finland, France, Germany, Greece,Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, theNetherlands, Norway, P oland, P ortugal, Slovakia, Slovenia, Spain, Sweden,Switzerland, and the United Kingdom.ÈÉËMay 2002EN 10216-2March 2004+ A1Page 2EN 10216-2 : 2002 + A1 : 2004ContentsPageForeword to EN 10216-2:2002 (4)Foreword to EN 10216-2:2002/A1:2004 (5)1Scope (6)2Normative references (6)3Terms and definitions (7)4Symbols (7)5Classification and designation (8)5.1Classification (8)5.2Designation (8)6Information to be supplied by the purchaser (8)6.1Mandatory information (8)6.2Options (9)6.3Examples of an order (9)7Manufacturing process (10)7.1Steelmaking process (10)7.2Deoxidation process (10)7.3Tube manufacture and delivery conditions (10)8Requirements (10)8.1General (10)8.2Chemical composition (11)8.3Mechanical properties (15)8.4Appearance and internal soundness (19)8.5Straightness (19)8.6Preparation of ends (19)8.7Dimensions, masses and tolerances (20)9Inspection (25)9.1Types of inspection (25)9.2Inspection documents (25)9.3Summary of inspection and testing (26)10Sampling (27)10.1Frequency of tests (27)10.2Preparation of samples and test pieces (28)11Test methods (29)11.1Chemical analysis (29)11.2Tensile test (29)11.3Flattening test (30)11.4Ring tensile test (31)11.5Drift expanding test (31)11.6Ring expanding test (32)11.7Impact test (32)11.8Leak tightness test (33)11.9Dimensional inspection (34)11.10Visual examination (34)11.11Non-destructive testing (34)11.12Material identification (34)11.13Retests, sorting and reprocessing (34)12Marking (35)12.1Marking to be applied (35)12.2Additional marking (35)13Protection (35)Page 3EN 10216-2 : 2002 + A1 : 2004Annex A (informative) Creep rupture strength values (36)Annex ZA (informative) Relationship between this European Standard and the Essential requirements of EU Directive 97/23/EC (41)Page 4EN 10216-2 : 2002 + A1 : 2004Foreword to EN 10216-2:2002This document (EN 10216-2:2002) has been prepared by Technical Committee ECISS/TC 29, "Steel tubes and fittings for steel tubes", the Secretariat of which is held by UNI.This document has been prepared under a mandate given to CEN by the European Commission and the European Free Trade Association, and supports essential requirements of the relevant EU Directive. For relationship with this EU Directive, see Annex ZA, which is an integral part of this document.Other Parts of EN 10216 are:Part 1: Non-alloy steel tubes with specified room temperature propertiesPart 3 : Alloy fine grain steel tubesPart 4 : Non-alloy and alloy steel tubes with specified low temperature propertiesPart 5 : Stainless steel tubesAnother European Standard series covering tubes for pressure purposes is:EN 10217: Welded steel tubes for pressure purposesThis European Standard shall be given the status of a national standard, either by publication of an identical text or by endorsement, at the latest by November 2002, and conflicting national standards shall be withdrawn at the latest by November 2002.In accordance with to the CEN/CENELEC Internal Regulations, the national standards organizations of the following countries are bound to implement this European Standard:Austria, Belgium, the Czech Republic, Denmark, Finland, France, Germany, Greece, Iceland, Ireland, Italy, Luxembourg, Malta, the Netherlands, Norway, Portugal, Spain, Sweden, Switzerland, and the United Kingdom.Page 5EN 10216-2 : 2002 + A1 : 2004 Foreword to EN 10216-2:2002/A1:2004This document has been prepared by Technical Committee ECISS /TC 29 "Steel tubes and fittings for steel tubes", the Secretariat of which is held by UNI.This document has been prepared under a mandate given to CEN by the European Commission and the European Free Trade Association, and supports essential requirements of the relevant EU Directive. For relationship with this EU Directive, see Annex ZA, which is an integral part of this document.In accordance with the CEN/CENELEC Internal Regulations, the national standards organizations of the following countries are bound to implement this European Standard:Austria, Belgium, Cyprus, the Czech Republic, Denmark, Estonia, Finland, France, Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, the Netherlands, Norway, Poland, Portugal, Slovakia, Slovenia, Spain, Sweden, Switzerland, and the United Kingdom.Page 6EN 10216-2 : 2002 + A1 : 20041 ScopeThis Part of EN 10216 specifies technical delivery conditions in two test categories for seamless tubes of circular cross section, with specified elevated temperature properties, made of alloy or non-alloy steel.NOTE This Part of EN 10216 may also be applied for tubes of non-circular cross section; necessary modification should be agreed a the time of ordering.2 Normative referencesThis European Standard incorporates, by dated or undated reference, provisions from other publications. These normative references are cited at the appropriate places in the text and the publications are listed hereafter. For dated references, subsequent amendments to or revisions of, any of these publications apply to this European Standard only when incorporated in it by amendment or revision. For undated references, the latest edition of the publication referred to applies.The requirements of this European Standard rule when they differ from those in the standards and documents referred to below:EN 10002-1, Metallic materials - Tensile testing - Part 1: Method of test (at ambient temperature).EN 10002-5, Metallic materials - Tensile testing - Part 5: Method of testing (at elevated temperature).EN 10020, Definitions and classification of grades of steel.EN 10021, General technical delivery requirements for steel and iron products.EN 10027-1, Designation systems for steels - Part 1 : Steel names, principle symbols..EN 10027-2, Designation systems for steels - Part 2: Numerical systems.EN 10045-1, Metallic materials - Charpy impact test - Part 1: Test method.EN 10052, Vocabulary of heat treatment terms for ferrous products.EN 10204, Metallic products - Types of inspection documents.ENV 10220, Seamless and welded steel tubes - Dimensions and masses per unit lengthEN 10233, Metallic materials - Tubes - Flattening test.EN 10234, Metallic materials - Tubes - Drift expanding test.EN 10236, Metallic materials - Tubes - Ring expanding test.EN 10237, Metallic materials - Tubes - Ring tensile test.EN 10246-1, Non-destructive testing of steel tubes - Part 1 : Automatic electromagnetic testing of seamless and welded (except submerged arc welded) ferromagnetic steel tubes for verification of hydraulic leak tightness.EN 10246-5,Non-destructive testing of steel tubes – Part 5: Automatic full peripheral magnetic transducer/flux leakage testing of seamless and welded (except submerged arc-welded) ferromagnetic steel tubes for the detection of longitudinal imperfections.EN 10246-6, Non-destructive testing of steel tubes - Part 6: Automatic full peripheral ultrasonic testing of seamless steel tubes for the detection of transverse imperfections.Page 7EN 10216-2 : 2002 + A1 : 2004 EN 10246-7, Non-destructive testing of steel tubes - Part 7: Automatic full peripheral ultrasonic testing of seamless and welded (except submerged arc welded) steel tubes for the detection of longitudinal imperfections. EN 10246-14,Non-destructive testing of steel tubes - Part 14: Automatic ultrasonic testing of seamless and welded (except submerged arc welded) steel tubes for the detection of laminar imperfections.EN 10256, Non-destructive testing of steel tubes - Qualification and competence of level 1 and level 2 NDT personnel.EN ISO 377, Steel and steel products - Location and preparation of samples and test pieces for mechanical testing (ISO 377:1997)prEN 101681), Iron and steel products - Inspection documents - List of information and description.prEN 102661), Steel tubes, fittings and structural hollow sections - Symbols and definition of terms for use in product standardsEN ISO 2566-1, Steel - Conversion of elongation values – Part 1: Carbon and low-alloy steels (ISO 2566-1:1984) ISO 14284, Steel and iron - Sampling and preparation of samples for the determination of chemical composition CR 10260, Designation systems for steel - Additional symbolsCR 10261, ECISS Information Circular IC 11 - Iron and steel - Review of available methods of chemical analysis.3 Terms and definitionsFor the purposes of this Part of EN 10216, the terms and definitions given in EN 10020, EN 10021, EN 10052 and prEN 10266 and the following apply:3.1test categoryClassification that indicates the extent and level of inspection and testing.3.2employerOrganisation for which a person works on a regular basis.NOTE The employer may be either the tube manufacturer or supplier or a third party organisation providing non-destructive testing (NDT) services.4 SymbolsFor the purpose of this Part of EN 10216, the symbols given in prEN 10266 and the following apply:d specified inside diameter;d min specified minimum inside diameter;T min specified minimum wall thickness;D c calculated outside diameter;d c calculated inside diameter;1) In preparation. Until this document is published as a European Standard, the corresponding national standard(s) should be agreed at the time of ordering.Page 8EN 10216-2 : 2002 + A1 : 2004T c calculated wall thickness;TC test category5 Classification and designation5.1 ClassificationIn accordance with the classification system in EN 10020, the steel grades P195GH, P235GH and P265GH are classified as non-alloy quality steels and the other steel grades are classified as alloy special steels.5.2 Designation5.2.1 For the tubes covered by this Part of EN 10216, the steel designation consists of:the number of this Part of EN 10216;plus either:the steel name in accordance with EN 10027-1 and CR 10260;or:the Material number allocated in accordance with EN 10027-2.5.2.2 The steel name of non-alloy steel grades is designated by:the capital letter P for pressure purposes;the indication of the specified minimum yield strength at room temperature for wall thickness less than or equal to 16 mm, expressed in MPa (see table 4);the symbols GH for elevated temperature.5.2.3 The steel name of alloy steel grades is designated by the chemical composition (see table 2) and the symbols for the heat treatment, where specified in column 3 and footnote 3 of table 1.6 Information to be supplied by the purchaser6.1 Mandatory informationThe following information shall be supplied by the purchaser at the time of ordering:a) the quantity (mass or total length or number);b) the term "tube";c) the dimensions (outside diameter D and wall thickness T or a set of dimensions covered by option 11) (seetable 6);d) the designation of the steel grade in accordance with this Part of EN 10216 (see 5.2);e) the test category for non-alloy steel (see 9.3).Page 9EN 10216-2 : 2002 + A1 : 20046.2 OptionsA number of options are specified in this Part of EN 10216 and these are listed below. In the event that the purchaser does not indicate a wish to implement any of these options at the time of ordering, the tubes shall be supplied in accordance with the basic specification (see 6.1).1) Cold finishing (see 7.3.2).2) Restriction on copper and tin content (see table 2).3) Product analysis (see 8.2.2).4) Impact testing (see table 4).5) Longitudinal impact testing at -10 °C for non-alloy steel grades (see table 4).6) Tensile testing at elevated temperature (see 8.3.2).7) Selection of leak tightness test method (see 8.4.2.1).8) Non-destructive testing for test category 2 tubes for detection of transverse imperfections (see8.4.2.2).9) Non-destructive testing for test category 2 tubes for detection of laminar imperfections (see 8.4.2.2).10) Special ends preparation (see 8.6).11) Set of dimensions other than D and T (see 8.7.1).12) Exact lengths (see 8.7.3).13) The type of inspection document other than the standard document (see 9.2.1).14) Test pressure for hydrostatic leak tightness test (see 11.8.1).15) Wall thickness measurement away from the ends (see 11.9).16) Non-destructive testing method (see 11.11.1).17) Additional marking (see 12.2).18) Protection (see 13).6.3 Examples of an order6.3.1 Example 1100 t of seamless tube with an outside diameter of 168,3 mm, a wall thickness of 4,5 mm, in accordance with EN 10216-2, made of steel grade P265GH, to test category 1, with a 3.1.C inspection certificate in accordance with EN 10204:100 t - Tube - 168,3 x 4,5 - EN 10216-2 - P265GH - TC1 - Option 13: 3.1.C6.3.2 Example 2100 m of seamless tube with a minimum inside diameter of 240 mm, a minimum wall thickness of 40 mm in accordance with Part of EN 10216, made of steel grade 10CrMo9-10, with a 3.1.C inspection certificate in accordance with EN 10204:100 m - Tube - d min 240 x T min 40 - EN 10216-2 - 10CrMo9-10 - Option 13: 3.1.CPage 10EN 10216-2 : 2002 + A1 : 20047 Manufacturing process7.1 Steelmaking processThe steelmaking process is at the discretion of the manufacturer.7.2 Deoxidation processSteels shall be fully killed.7.3 Tube manufacture and delivery conditions7.3.1 All NDT activities shall be carried out by qualified and competent level 1,2 and/or 3 personnel authorized to operate by the employer.The qualification shall be in accordance with EN 10256 or, at least, equivalent to it.It is recommended that the level 3 personnel be certified in accordance with EN 473 or, at least, an equivalent to it.The operating authorization issued by the employer shall be in accordance with a written procedure. NDT operations shall be authorized by level 3 NDT individual approved by the employer.NOTEThe definition of level 1, 2 and 3 can be found in appropriate standards (e.g. EN 473 and prEN 10256).7.3.2 The tubes shall be manufactured by a seamless process.Unless option 1 is specified, the tubes may be either hot or cold finished at the discretion of the manufacturer. The terms “hot finished“ and “cold finished“ apply to the condition of the tube before it is heat treated in accordance with7.3.3.Option 1: The tubes shall be cold finished before heat treatment. 7.3.3The tubes shall be supplied in the relevant heat treatment conditions as specified in table 1.8 Requirements8.1 GeneralWhen supplied in a delivery condition indicated in clause 7.3 and inspected in accordance with clauses 9, 10 and 11, the tubes shall conform to the requirements of this Part of EN 10216.In addition, the general technical delivery requirements specified in EN 10021 shall apply.Tubes shall be suitable for hot and cold bending provided the bending is carried out in an appropriate manner. When tubes are specified in the order by d , d min or T min the following equations, all in millimetres, shall apply for the calculation of outside diameter D c , inside diameter d c and wall thickness T c , instead of D, d and T for the relevant requirements in clauses 8.4.1.4, 10.2.2.2, 11.3, 11.8.1, 11.9, 11.11.4, 12.1 and table 1 (footnote c), tables 4, 5, 8, 10, 13 and 14: D c =T d 2+ (1)D c = T d of tolerance d 22minmin +⋅⋅+(2)Page 11 EN 10216-2 : 2002 + A1 : 2004d c =2minmindof toleranced⋅⋅+ (3)T c =2minminTof toleranceT⋅⋅+ (4)For tolerance, see tables 8, 9 and 10.8.2 Chemical composition8.2.1 Cast analysisThe cast analysis reported by the steel producer shall apply and conform to the requirements of table 2.NOTE When welding tubes produced in accordance with this Part of this EN 10216, account should be taken of the fact that the behaviour of the steel during and after welding is dependent not only on the steel, but also on the applied heat treatment and the conditions of preparing for and carrying out the welding.8.2.2 Product analysisOption 3 : Product analysis for the tubes shall be supplied.Table 3 specifies the permissible deviations of the product analysis from the specified limits on cast analysis given in table 2.Page 12EN 10216-2 : 2002 + A1 : 2004Table 1 — Heat treatment conditionsSteel grade Heattreatment aAustenizing TemperingName Materialnumber Temperature°CCoolingMediumTemperature°CCoolingmediumP195GH 1.0348+N b880 to 940 Air - -P235GH 1.0345+N b880 to 940 Air - -P265GH 1.0425+N b880 to 940 Air - -20MnNb6 1.0471+N b900 to 960 Air - -16Mo3 1.5415+N b890 to 950 Air - -8MoB5-4 1.5450+N b920 to 960 Air - -14MoV6-3 1.7715+NT b c930 to 990 Air 680 to730 air10CrMo5-5 1.7338+NT b c900 to 960 Air 650 to 750 air13CrMo4-5 1.7335+NT b c900 to 960 Air 660 to 730 air10CrMo9-10 1.7380+NT b c900 to 960 Air 680 to 750 air11CrMo9-10 1.7383 +QT 900 to 960 Air or Liquid 680 to 750 air25CrMo4 1.7218 +QT 860 to 900 Air or Liquid 620 to 680 air20CrMoV13-5-5 1.7779 +QT 980 to 1030 Air or Liquid 680 to 730 air15NiCuMoNb5-6-4 1.6368 +NT c880 to 980 Air 580 to 680 airX11CrMo5+I 1.7362+I +I 890 to 950 FurnaceAtmosphere- - X11CrMo5+NT1 1.7362+NT1 +NT1 930 to 980 Air 730 to 770 airX11CrMo5+NT2 1.7362+NT2+NT2 c930 to 980 air 710 to 750 airX11CrMo9-1+I 1.7386+I +I 950 to 980 FurnaceAtmosphere- - X11CrMo9-1+NT 1.7386+NT+NT c890 to 950 Air 720 to 800 airX10CrMoVNb9-1 1.4903 +NT c1040 to 1090 Air 730 to 780 airX20CrMoV11-1 1.4922 +NT c1020 to 1080 Air 730 to 780 aira +N = Normalising, +NT = Normalising + Tempering, +QT = Quenching + Tempering (air or liquid), +I = Isothermal annealing.b Normalising includes normalising forming.c For these steel grades, it may be necessary in the case of wall thickness T above 25 mm or T/D greater than 0,15 to apply quenching and tempering in order to achieve the intended structure and material properties. The decision shall be at the discretion of the manufacturer, but shall be stated to the customer at the time of ordering. Steel tubes treated in such a wayshall be designated by the steel name supplemented by the symbol “+QT “.Page 13EN 10216-2:2002 + A1:2004Page 14EN 10216-2:2002 + A1:2004Page 15EN 10216-2 : 2002 + A1 : 2004 Table 3 — Permissible deviations of the product analysis from specified limits on cast analysis givenin table 2Element Limiting value for the cast analysis inaccordance with table 2% by mass Permissible deviation of the productanalysis% by massC ≤ 0,29 ± 0,02≤ 0,40 ± 0,05Si> 0,40 to ≤ 1,00 ± 0,06≤ 1,00 ± 0,05Mn> 1,00 to ≤ 1,50 ± 0,10P ≤ 0,025 + 0,005≤ 0,010 + 0,003 S> 0,010 to ≤ 0,020 + 0,005 Al ≤ 0,060 ± 0,005B ≤ 0,006 ± 0,001≤ 1,00 ± 0,05> 1,00 to ≤ 10,00 ± 0,10Cr> 10,00 to ≤ 12,50 ± 0,15Cu ≤ 0,80 ± 0,05≤ 0,35 ± 0,03Mo> 0,35 to ≤ 1,20 ± 0,04N ≤ 0,070 ± 0,01Nb ≤ 0,10 ± 0,005≤ 0,35 ± 0,05Ni> 0,35 to ≤ 1,30 ± 0,07Ti ≤ 0,060 + 0,010≤ 0,10 + 0,01V> 0,10 to ≤ 0,55 ± 0,038.3 Mechanical properties8.3.1 Mechanical properties at and below room temperatureThe mechanical properties at and below room temperature of the tubes shall conform to the requirements in table 4 and in clauses 11.3, 11.4, 11.5 and 11.6.8.3.2 Proof strength at elevated temperatureThe minimum proof strength R p0,2 values at elevated temperature are given in table 5.Option 6: Proof strength R p0,2shall be verified. The test temperature shall be specified at the time of ordering.8.3.3 Creep rupture strengthThe creep rupture strength values are given in annex A for information.Page 16EN 10216-2:2002 + A1:2004Page 17EN 10216-2:2002 + A1:2004Page 18EN 10216-2:2002 + A1:20048.4 Appearance and internal soundness8.4.1 Appearance8.4.1.1 Tubes shall be free from external and internal surface defects that can be detected by visual examination.8.4.1.2 The internal and external surface finish of the tubes shall be typical of the manufacturing process and, where applicable, the heat treatment employed. Normally, the finish and surface condition shall be such that any surface imperfections requiring dressing can be identified.8.4.1.3 It shall be permissible to dress, only by grinding or machining, surface imperfections provided that, after doing so, the wall thickness in the dressed area is not less than the specified minimum wall thickness. All dressed areas shall blend smoothly into the contour of the tube.8.4.1.4 Any surface imperfection, which is demonstrated to be deeper than 5 % of the wall thickness or 3 mm, whichever is the smaller, shall be dressed.This requirement does not apply to surface imperfection with a depth equal or less 0,3 mm8.4.1.5 Surface imperfections which encroach on the specified minimum wall thickness shall be considered defects and tubes containing these shall be deemed not to conform to this Part of EN 10216. 8.4.2 Internal soundness 8.4.2.1 Leak tightnessThe tubes shall pass a hydrostatic test (see 11.8.1) or electromagnetic test (see 11.8.2) for leak tightness. Unless option 7 is specified, the choice of the test method is at the discretion of the manufacturer.Option 7: The test method for verification of leak tightness in accordance with 11.8.1 or 11.8.2 is specified by the purchaser.8.4.2.2 Non-destructive testingThe tubes of test category 2 shall be subjected to a non-destructive testing for the detection of longitudinal imperfections, in accordance with11.11.1.Option 8: The tubes of test category 2 shall subjected to a non-destructive testing for the detection of transverse imperfections in accordance with11.11.2.Option 9: The tubes of test category 2 shall be subjected to a non-destructive testing for the detection of the laminar imperfections in accordance with11.11.3.8.5 StraightnessThe deviation from straightness of any tube length L shall not exceed 0,0015 L . Deviations from straightness over any one metre length shall not exceed 3 mm.8.6 Preparation of endsTubes shall be delivered with square cut ends. The ends shall be free from excessive burrs.Option 10: The tubes shall be delivered with bevelled ends (see figure 1). The bevel shall have an angle α of 30°°+°50with a root face C of (1,6 ± 0,8) mm, except that for wall thickness T greater than 20 mm, an agreedalternative bevel may be specified.Figure 1 — Tube end bevel8.7 Dimensions, masses and tolerances8.7.1 Diameter and wall thicknessUnless option 11 is specified, tubes shall be delivered by outside diameter D and wall thickness T.Preferred outside diameters and wall thicknesses have been selected from ENV 10220 and are given in table 6. NOTE Dimensions which are different from those in table 6 may be agreed.Option 11: The tubes shall be delivered in accordance withone of the following sets of dimensions as specified at the time of ordering:outside diameter D and minimum wall thickness T min;inside diameter d and wall thickness T for d ≥ 220 mm;inside diameter d and minimum wall thickness T min for d≥ 220 mm;minimum inside diameter d min and wall thickness T for d min≥ 220 mm;minimum inside diameter d min and minimum wall thickness T min for d min≥220 mm.。
汽车材料中禁用物质的检测(IEC62321国际标准)
2021/4/11
10
汽车材料中六价铬的检测方法
方法一 :X 射线荧光光谱法
1. 原理:用适当方法制备样品,样品置于X射线荧光光谱仪样品室内,按 所选定的分析模式对样品中的铬含量进行X射线荧光光谱分析,并根据 筛选限值判断样品中铬含量是否合格。
➢ ICP-MS (Inductively coupled plasma mass spectrometry),质谱仪:利用
➢ CV-AFS 冷蒸汽原子荧光光谱法(Cold vapour atomic fluorescence spectrometry)
➢ ICP-OES 电感耦合等离子体原子发射光谱法(Inductively coupled plasma optical emissionspectrometry),光谱分析
2. 仪器设备:与方法二的仪器一样 3. 分析步骤:
(1)样品制备 (2)校准曲线的绘制 (3)沸水萃取 (4)测定 (5)结果计算
2021/4/11
13
方法四 :聚合物材料和专用电子材料中六价铬含量测定
1. 原理:采用碱性萃取法萃取样品中的六价铬,调节萃取液的pH值,在 酸性条件下加入二苯碳酰二肼溶液,萃取液中的六价铬与二苯碳酰二 肼反应生成紫红色络合物,在波长540 nm处进行比色法定量。
(5)绘制标准曲线 (6)样品测试 (7)结果分析
2021/4/11
16
方法二 :光电直读光谱法测定钢铁、铜及铜合金、铝及铝 合金材料中的铅镉
1. 原理:将加工好的试样用激发系统激发发光,经分光系统色散成光谱, 由光电转换系统及测量系统进行光电转换并测量,根据相应的标准样品 制作的分析曲线计算出分析试样中铅、镉元素的含量。
IEC62321中文版检测方法
9 无色镀铬金属和有色镀铬金属样品中六价铬(CrⅥ)的检测9.1 范围、应用和方法概述这种方法描述了无色镀铬金属和有色镀铬金属样品中六价铬的测试程序。
由于具有较强反应特性,铬酸盐中六价铬的浓度会随时间和保存条件的变化而强烈变化。
因此,样品应该保存在适当的环境条件下以及本文中所描述的分析方法都应该在镀铬后的30天内进行。
样品保存的环境条件如下:湿度45-70%,气温15-35%。
该方法包括两个主要程序:点测试过程和沸水萃取过程。
由于点测试过程应用方便简单,因此,我们可以先做点测试。
如果点测试的分析结果不确定,可以通过沸水萃取进一步对结果进行确认。
当用此法检测到样品中有六价铬存在的时候,可以认为该样品具有六价铬镀层。
六价铬对人体是有害的,它可以诱导有机体突变和致癌。
在本方法中所有怀疑含有六价铬的样品都应该通过适当的防护措施对其进行处理。
该方法采纳于ISO 3613: 2000(E),“锌、镉、铝锌合金以及锌铝合金上涂层铬酸盐转化——测试方法”。
9.2 参考资料、标准化参考资料、参考方法和参考材料a)ISO 3613: 2000(E),“锌、镉、铝锌合金以及锌铝合金上涂层铬酸盐转化——测试方法”b)ZVO-0102-QUA-02“通过点分析方法对局部钝化层六价铬进行定性分析”c)GMW3034“不存在六价铬涂层”d)DIN 50993-1“对于防腐蚀涂层中六价铬的测定,第一部分:定性分析”9.3 术语及定义下面给出了该文件中用到的重要术语的解释说明:a) 无9.4 仪器/ 设备和材料a)校准过的天平:精确度为0.1mg的分析天平。
b)温度计或者电热调节器或者其它温度测量设备:测定的温度可以达到100℃。
c)比色仪:可选择能在540nm处测量并能提供1cm或更长光程的分光光度计,也可以选择能提供1cm或更长的光程并装有在540nm附件具有最大的透过率的绿相黄滤光器的滤色光度计。
d)实验室的器具:所有可以再使用的玻璃器(玻璃、石英、聚乙烯、聚四氟乙烯等等)包括样品池都必须用清洁剂和水浸泡一夜,然后用水清洗,接着用稀释的硝酸和盐酸混合液(硝酸:盐酸:水,1:2:9)浸泡4小时,最后用自来水和超纯水清洗干净。
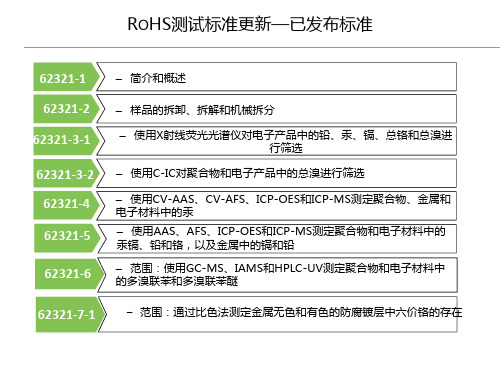
ROHS测试标准更新—已发布标准
– 预计公布时间:2017-12 – 范围:通过高效液相-质谱法测定高分子材料中的六溴环十二烷
– 预计公布时间:2018-6 – 范围:通过气象色谱-质谱法测定聚合物和电子材料中的多环芳烃
在所有的部分单独成文之前,未进行更新为单独部分发布的 IEC 62321:2008 内容有效
欧盟RoHS2.0测试方法动态
– 使用CV-AAS、CV-AFS、ICP-OES和ICP-MS测定聚合物、金属和 电子材料中的汞 – 使用AAS、AFS、ICP-OES和ICP-MS测定聚合物和电子材料中的 汞镉、铅和铬,以及金属中的镉和铅
– 范围:使用GC-MS、IAMS和HPLC-UV测定聚合物和电子—已发布标准
62321-1 – 简介和概述
62321-2 62321-3-1 62321-3-2
62321-4 62321-5
62321-6
– 样品的拆卸、拆解和机械拆分
– 使用X射线荧光光谱仪对电子产品中的铅、汞、镉、总铬和总溴进 行筛选
– 使用C-IC对聚合物和电子产品中的总溴进行筛选
– 预计公布时间:2018-12 – 范围:使用PY-GC-MS、TD-GC-MS对聚合物中的多溴联苯、多溴二 苯醚、特定邻苯二甲酸盐进行筛选
– 预计公布时间:2017-4 – 范围:通过比色法测定聚合物和电子材料中的六价铬
1-1658621-2资料
1-1658621-2 Product DetailsHome | Customer Support | Suppliers | Site Map | Privacy Policy | Browser Support© 2007 Tyco Electronics Corporation All Rights Reserved SearchHome > Products > By Type > Ribbon and Flat Flex Wire Connectors - Ribbon Cable > Product Feature Selector > Product Details1-1658621-2Active Ribbon Cable Connectors (AMP-LATCH)Always EU RoHS/ELV Compliant (Statement of Compliance)Product Highlights:?Connector Type = NOVO?Number of Positions = 64?Receptacle?Mating Polarization Method = Center& Military?With Mating PolarizationView all FeaturesCheck Pricing &AvailabilitySearch for ToolingView MatingProducts (34)Product FeatureSelectorContact Us AboutThis ProductQuick LinksDocumentation & Additional InformationProduct Drawings:?RECEPTACLE ASSY, CENTER & MILITARY POLARIZATION, LEA...(PDF, English)Catalog Pages/Data Sheets:?None AvailableProduct Specifications:?Connector, Flat Cable Round Conductor, AMP-LATCH Nov...(PDF, English)Application Specifications:?AMP-LATCH Novo Receptacles for Ribbon Cable with Con...(PDF, English)Instruction Sheets:?Connector-Specific Kit f/AMP-LATCH Standard and Novo...(PDF, English)CAD Files: (CAD Format & Compression Information)?3D Model(STEP, Version B2)?3D Model(IGES, Version B2)?2D Drawing(DXF, Version B2)List all Documents Additional Information:?Product Line InformationRelated Products:?Tooling?Mating Products (34)Product Features (Please use the Product Drawing for all design activity)Product Type Features:?Connector Type = NOVO?Number of Positions = 64?Gender = Receptacle?Mating Polarization Method = Center & Military ?Mating Polarization = With?Mounting Ears = Without?PCB Retention Feature = No?Mating Connector Lock = Without?Strain Relief = Without?With Cover Preassembled = YesTermination Related Features:?Solder Tail Contact Plating = TinBody Related Features:?Centerline, Matrix (mm [in]) = 2.54 x 2.54[.100 x .100]Contact Related Features:?Contact Mating Area Plating = Gold (15)?Contact Material = Phosphor Bronze Housing Related Features:?Housing Color = Black?Housing Material = Thermoplastic?Housing Flammability Rating = UL 94V-0Configuration Related Features:?Cable Stop = WithoutIndustry Standards:?RoHS/ELV Compliance = RoHS compliant, ELVcompliant?Lead Free Solder Processes = Not relevant forlead free process?RoHS/ELV Compliance History = Always wasRoHS compliantConditions for Usage:?Terminate To = Ribbon CableOther:?Brand = AMPProvide Website Feedback | Contact Customer Support Products Documentation Resources My Account Customer Support。
IEC 62321 中文版
IEC 62321 CD(最新中文译稿)<二>2008-12-18 21:1911 利用CV AAS、AAS、ICP-AES和ICP-MS 测定聚合物、金属和电子元器件中的汞11.1范围、应用及方法概述本文提供了测定电子设备材料中Hg的过程。
这些材料一般是聚合物材料、金属材料及电子元器件(印刷线路板、冷阴极荧光灯,Hg开关)。
含Hg电池按照电池工业“标准分析方法”(文献6)进行处理。
这个标准描述了冷蒸气原子吸收分光光谱法(CV AAS)、原子吸收光谱法、电感耦合等离子体原子发射光谱(ICP-AES)和电感耦合等离子体质谱(ICP-MS))等四个方法的使用及制备样品溶液的几个步骤。
从中,专业人员可以选用最合适的分析方法。
适量样品进行低温研磨制备成均质状,然后在一定的温度和压力之下,将均质样品消解于浓酸溶液中。
为了长期储存Hg,建议使用5.0%的硝酸加上0.05%的重铬酸钾。
最后,利用冷蒸气原子吸收分光光谱法(CV AAS)、原子吸收光谱法AAS、电感耦合等离子体原子发射光谱(ICP-AES)和电感耦合等离子体质谱(ICP-MS)立即分析溶液,从而确定溶液中的Hg元素。
使用CV AAS时,在分析之前Hg被还原成元素的状态。
用于研究的样品在化学消解之前必须经过机械预处理。
为满足正确分析的最低需要,本文给出了所能允许的最大颗粒尺寸及样品最小量。
在经过消解处理后可能存在固相残留物。
所以,应该使用不同的分析手段从而确保残留物中没有目标元素。
这些残留物通过不同的化学方法被选择性的溶解并与测试的溶液样品结合。
对于消解处理,这里强烈建议使用先进设备。
此外,如果用户能确定一种更简单、更适用的方法,也可以使用之。
任何偏离本文中报告的过程都应该被评估并加以证明。
实验室人员或者工程技术人员应该在制备过无机分析试样及独立从事过化学操作的人员的指导下使用本文中提到的步骤。
下列几点必须被考虑进去:许多Hg的化合物都是有剧毒的,不能被吞入、吸入或者皮肤吸收。
我也不知道什么

4 蛋白精、三聚氰胺 乳及乳制品 GB/T 22388-2008 原料乳与乳制品中三聚氰胺检测方法
GB/T 22400-2008 原料乳中三聚氰胺快速检测液相色谱法
5 硼酸与硼砂 腐竹、肉丸、凉粉、凉皮、面条、饺子皮 无
6 硫氰酸钠 乳及乳制品 无
7 玫瑰红B 调味品 无
无,需要研制动物性食品中测定安定的液相色谱-串联质谱法
33 荧光增白物质 双孢蘑菇、金针菇、白灵菇、面粉 蘑菇样品可通过照射进行定性检测
面粉样品无检测方法
34 工业氯化镁 木耳 无
35 磷化铝 木耳 无
36 馅料原料漂白剂 焙烤食品 无,需要研制馅料原料中二氧化硫脲的测定方法
风风雨雨相伴十年有你和我同路,感动是桥梁,沟通是季风,我也与你同在!
QQ高清摄像头,没有最清,只有更清!
QQ电影票,与你一起享受电影生活。
会员超级表情,让聊天从窗口开始生动起来。
每一枚徽章都记录着我们网络生活的精彩片段!
天空糟糕的下着雨,但却因为这场雨,我和你在这街道相遇。
被游乐场包围着的珊瑚公园,每当夜色降临,周围都会笼罩着一层薄薄的光辉。
43 五氯酚钠 河蟹 SC/T 3030-2006水产品中五氯苯酚及其钠盐残留量的测定气相色谱法
44 喹乙醇 水产养殖饲料 水产品中喹乙醇代谢物残留量的测定 高效液相色谱法(农业部1077号公告-5-2008);水产品中喹乙醇残留量的测定 液相色谱法(SC/T 3019-2004)
45 碱性黄 大黄鱼 无
46 磺胺二甲嘧啶 叉烧肉类 GB20759-2006畜禽肉中十六种磺胺类药物残留量的测定 液相色谱-串联质谱法
47 敌百虫 腌制食品 GB/T5009.20-2003食品中有机磷农药残留量的测定
1021121-ROHS-无卤
2.Rohs中鹵素檢驗數值,就算在規定範圍內,也不能稱之無鹵?
Ans : RoHS中六項有害物質指的是PBB多溴聯苯,PBDE多溴聯苯醚小於1000ppm,但Halogen Free看的是總Cl以及總Br。 因此若RoHS合格(PBB多溴聯苯,PBDE多溴聯苯醚都各小於1000ppm),但並不能代表Halogen Free規範的總溴<900ppm 重要的是,RoHS中完全沒有測到總Cl。因此RoHS合格與無鹵會合格完全沒有關係。 3.Rohs 裡的鉛數值,無超過1000ppm即可稱為無鉛產品? Ans : 所謂無鉛的程度要依據您的客戶要求的無鉛規範去走,如果客戶所要求的Lead-free是Pb要小於100ppm,但 RoHS所規範的Pb限值是1000ppm,因此若您的產品Pb為200ppm,雖然通過RoHS,但卻不能符合客戶的Lead-free要求。 您可能要直接與客戶進一步確認。 • 附註 : Cl<900ppm、 Br<900 ppm 、 Cl+Br<1500 ppm 出自IEC 61249-2-21 :2003 Halogen Free的目的主要是限制含溴(Br)的阻燃劑與聚氯乙烯(PVC),但考慮盤查不易,多數國際電子大廠則藉由限制 氯(Cl)及含溴(Br)的含量,達到淘汰含溴(Br)阻燃劑與聚氯乙烯(PVC)的目標。
原理
手持式
• 對於RoHS有害物質與無鹵的監控,可使用手持式XRF作為產品管 控設備,協助在進料與出貨時的品質檢驗
建議因應流程
需先確認買家的規範,以便做為內部規範訂定之依據 需先確認買家的規範,以便做為內部規範訂定之依據
針對可能添加鹵素的物料(外殼、電線、印刷電路板及其他塑膠材 質)收集材料成分表及調查鹵素含量 定義自我產品的高風險物料 針對高風險物料訂定淘汰時程表 針對高風險物料訂定淘汰時程表 產品研發及採購應依據時程表,逐步以替代材料更換現有材料 產品研發及採購應依據時程表,逐步以替代材料更換現有材料 全面導入無鹵
材料库存

方向 账面数量 借 11.4 借 31.52 借 6.8 借 20.2 借 14.48 借 19.5 借 7 借 1.7 借 365 借 32.773 借 5 平 2 借 3.8 借 20 借 177.35 借 25.6 平 0 借 14 借 19.6 借 38.5 借 10 借 41.9 借 0 贷 750 借 677 借 -690 借 1375 借 153 借 0 贷 25 借 5 借 320 借 100 借 1259 借 2
金额 -72,823.34 -439.63 -25,202.12 -330.71 -2,106.47 -1,614.90 -97.51 -81.68 -622.06 -796.41 -1,613.38 -2,090.54 -346.46 47.36 -7,820.47 -2,489.21 -5,111.11 -13,130.42 -1,561.43 -21,709.74 -1,650.68 -16,738.31 -2,390.70 -2,122.61 -1,281.83 -769.23 -72.89 -1,023.58 -1,150.00 -142.49 -3.65 -14,017.18 -12,507.75 -18,512.63
科目编码 12110322 12110323 12110324 12110401 12110403 12110404 12110407 12110409 12110410 12110412 12110413 12110415 12110416 12110417 12110418 12110419 12110423 12110430 12110431 12110433 12110434 12110435 12110436 12110437 12110438 12110439 12110440 12110441 12110442 12110443 12110445 12110446 12110447 12110448 12110449
621表(空表)
法人和产业活动单位清查情况
表号:621表
制定机关:国家统计局
国务院经济普查办公室
文号:国统字( 2 0 1 8 ) 1 0 0 号2018 年有效期至:2019年6月
《法人和产业活动单位清查表》填写说明
普查对象须知:
1、标注为普查机构填写的指标以及标灰的部分,调查对象免填。
2、机构类型(08)、登记注册类型(09)和单位类型(12)这三个指标需在普查员指导下填写。
3、单位详细名称(02):按营业执照填写,注意要与执照上单位详细名称一致。
4、单位所在地及区划以及单位注册地及区划(04 和05):文字部分请填写详细,不要留空白。
5、联系电话:固定电话或移动电话,两者必填其一,也可全部填写。
6、核实后主要业务活动:根据本单位目前从事的实际业务活动填写核实后的主要业务活动,不要照抄营业执照上的经营范围。
如有疑惑或问题,请联系本区普查员,姓名:
联系电话:
普查员须知:
1、对于清查表中根据清查底册导入的信息,普查员应当场向普查对象进行核实。
特别是机构类型(08)、单位类型(12)和登记注册类型(09)。
2、登记注册类型(09):请普查员核实PAD中此指标的预赋值;如没有预赋值,请问询企业注册时的投资人情况,参照清查手册中《登记注册类型对照表》辅助调查对象填写。
3、普查员收到清查表后,需对各项指标填写的完整性和准确性进行核实。
1-206852-1资料
1-206852-1 Product DetailsHome | Customer Support | Suppliers | Site Map | Privacy Policy | Browser Support© 2008 Tyco Electronics Corporation All Rights Reserved SearchProducts Documentation Resources My Account Customer Support Home > Products > By Type > Circular Industrial > Product Feature Selector > Product Details1-206852-1Active CPC ConnectorsAlways EU RoHS/ELV Compliant (Statement of Compliance)Product Highlights:?Connector?Number of Positions = 9?Receptacle?Pin?PreloadedView all Features | Find SimilarProductsCheck Pricing &AvailabilitySearch for ToolingProduct FeatureSelectorContact Us AboutThis ProductQuick LinksDocumentation & Additional InformationProduct Drawings:?None AvailableCatalog Pages/Data Sheets:?AMP Circular Connectors for Commercial Signal & Powe...(PDF, English)Product Specifications:?None AvailableApplication Specifications:?None AvailableInstruction Sheets:?None AvailableCAD Files: (CAD Format & Compression Information)?2D Drawing (DXF, Version S)?3D Model (IGES, Version S)?3D Model (STEP, Version S)List all Documents Additional Information:?Product Line InformationAdditional Product Images: ?Contact ArrangementRelated Products:?ToolingProduct Features (Please use the Product Drawing for all design activity)Product Type Features:?Product Type = Connector?Number of Positions = 9?Gender = Receptacle?Pin/Socket = Pin?Termination Style = Printed Circuit Board?Shell Size = 11?Shell Type = All Plastic?Product Series = Series 2?Thread Size = 5/8 -24 UNEF-2A?Sealed = NoMechanical Attachment:?Preloaded = Yes?VDE Tested = No?Panel Attachment Method = Square FlangeTermination Related Features:?Solder Tail Contact Plating = Tin over Nickel ?Mounting Hole Thread Size = 4-40?Termination (Solder) Post Length (mm [in]) =8.94 [0.352] Body Related Features:?Mount Style = Panel?Insert Material = BrassContact Related Features:?Contact Mating Area Plating Material = Gold(30)?Standard or Reverse Gender = Standard Housing Related Features:?Housing Material = Thermoplastic?Housing Color = Black?Housing Flammability Rating = UL 94V-0 Configuration Related Features:?Reverse Numbering = WithoutIndustry Standards:?RoHS/ELV Compliance = RoHS compliant, ELVcompliant?Lead Free Solder Processes = Wave soldercapable to 240°C, Wave solder capable to 260°C, Wave solder capable to 265°C?RoHS/ELV Compliance History = Always wasRoHS compliantOther:?Brand = AMPProvide Website Feedback | Contact Customer Support。
102162-5资料
102162-5 Product DetailsHome | Customer Support | Suppliers | Site Map | Privacy Policy | Browser Support© 2008 Tyco Electronics Corporation All Rights Reserved Searc hProducts Documentation Resources My Account Customer SupportHome > Products > By Type > Ribbon and Flat Flex Wire Connectors -Ribbon Cable > Product Feature Selector > Product Details102162-5Superseded Search for ReplacementParts Pin and Pinless Headers (AMP-LATCH)Not EU RoHS or ELV Compliant (Find RoHS CompliantAlternates)Product Highlights:l Connector Type = Universal EjectionPin Headersl Standard Profilel Number of Positions = 24l 2.54 x 2.54 mm Centerline, Matrixl PCB Mount Angle = Right AngleView all Features | Find SimilarProductsCheck Pricing &AvailabilitySearch for ToolingView MatingProducts (1)Product FeatureSelectorContact Us AboutThis ProductQuick LinksDocumentation & Additional InformationProduct Drawings:l HEADER ASSY, UNIVERSAL, AMP-LATCH(PDF, English)Catalog Pages/Data Sheets:l None AvailableProduct Specifications:l AMP-LATCH* and IDC Header Connectors, .100 x .100 In...(PDF, English)Application Specifications:l None AvailableInstruction Sheets:l AMP* INSTALLATION PROCEDURES FOR AMP-LATCH*UNIVERSA...(PDF, English)CAD Files: (CAD Format & Compression Information)l2D Drawing (DXF, Version H)l3D Model (IGES, Version H)l3D Model (STEP, Version H)List all Documents Additional Information:l Product Line InformationRelated Products:l Toolingl Mating Products (1)Product Features (Please use the Product Drawing for all design activity)Product Type Features:l Connector Type = Universal Ejection PinHeadersl Profile = Standardl Number of Positions = 24l PCB Mount Angle = Right Anglel PCB Retention Feature = Nol Mating Polarization Method = Center, DualPolarizing Bar, Militaryl Mating Connector Lock = Withoutl Housing Style = 4-Sidedl Ejection Latches = Withoutl Post Size (mm [in]) = 0.64 [.025]l Shrouded = Yesl PCB Thickness (mm [in]) = 3.18 [0.125]l Mating Polarization = WithTermination Related Features:l Termination (Solder) Post Length (mm [in]) =3.94 [0.155]l Solder Tail Contact Plating = Tin-Lead overNickelBody Related Features:l Centerline, Matrix (mm [in]) = 2.54 x 2.54[.100 x .100] Contact Related Features:l Contact Mating Area Plating = Gold (30) overNickel, Gold Flash over Palladium Nickell Contact Shape = SquareHousing Related Features:l Housing Material = Thermoplasticl Housing Flammability Rating = UL 94V-0l Housing Color = BlackIndustry Standards:l RoHS/ELV Compliance = Not ELV/RoHScompliantl Lead Free Solder Processes = Wave soldercapable to 240°C, Wave solder capable to 260°C, Wave solder capable to 265°CConditions for Usage:l Temperature Rating = StandardOther:l Brand = AMPProvide Website Feedback | Contact Customer Support。
ASTM C1622 C1622M-10(2016)e1寒冷天气外加剂系统标准规范
Designation:C1622/C1622M–10Standard Specification forCold-Weather Admixture Systems1This standard is issued under thefixed designation C1622/C1622M;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(´)indicates an editorial change since the last revision or reapproval.1.Scope*1.1This specification covers cold-weather admixture sys-tems to be added to hydraulic-cement concrete when the temperature of the concrete immediately after placement will be as low as-5.0°C[23.0°F]prior to the time of initial set.1.2This specification stipulates tests of the cold-weather admixture system with suitable materials as described in 11.1-11.3or with materials proposed for specific work(See 11.5).Unless otherwise requested by the purchaser,tests shall be made using suitable concreting materials as described in 11.1-11.3.N OTE1—Whenever practicable,tests should be made using the con-creting materials,the mixture proportions,and batching sequence pro-posed for the specific work(See11.5)because the time of setting, compressive strength gain,and other properties may vary.1.3This specification provides three levels of testing.1.3.1Level1—During the initial approval stage,proof of compliance with the performance requirements defined in Table1demonstrates that the cold-weather admixture system meets the requirements of this specification.Uniformity and equivalence tests(See Section6)shall be carried out to provide results against which later comparisons can be made.1.3.2Level2—Limited retesting is described in5.2,5.2.1, and5.2.2.Proof of compliance with the requirements of Table 1demonstrates conformity of the admixture system with the requirements of this specification.1.3.3Level3—For acceptance of a lot or for measuring uniformity within or between lots,when specified by the purchaser,uniformity and equivalence tests(See Section6) shall be used.1.4The values stated in either SI units or inch-pound units are to be regarded separately as standard.Within the text,the inch-pound units are shown in brackets.The values stated in each system may not be exact equivalents;therefore,each system shall be used independently of the bining values from the two systems may result in non-conformance with the standard.1.5The text of this standard references notes and footnotes, which provide explanatory material.These notes and footnotes (excluding those in tables andfigures)shall not be considered as requirements of the standard.1.6The following precautionary caveat pertains to the test methods portion,Sections11-18,of this specification.This standard does not purport to address all of the safety concerns, if any,associated with its use.It is the responsibility of the user of this standard to establish appropriate safety and health practices and determine the applicability of regulatory limita-tions prior to use.WARNING—Fresh hydraulic cementitious mixtures are caustic and may cause chemical burns to skin and tissue upon prolonged exposure.22.Referenced Documents2.1ASTM Standards:3C33Specification for Concrete AggregatesC39/C39M Test Method for Compressive Strength of Cy-lindrical Concrete SpecimensC125Terminology Relating to Concrete and Concrete Ag-gregatesC136Test Method for Sieve Analysis of Fine and Coarse AggregatesC138/C138M Test Method for Density(Unit Weight), Yield,and Air Content(Gravimetric)of ConcreteC143/C143M Test Method for Slump of Hydraulic-Cement ConcreteC150Specification for Portland CementC157/C157M Test Method for Length Change of Hardened Hydraulic-Cement Mortar and ConcreteC183Practice for Sampling and the Amount of Testing of Hydraulic CementC192/C192M Practice for Making and Curing Concrete Test Specimens in the LaboratoryC231Test Method for Air Content of Freshly Mixed Con-crete by the Pressure MethodC260Specification for Air-Entraining Admixtures for Con-crete1This specification is under the jurisdiction of ASTM Committee C09on Concrete and Concrete Aggregates and is the direct responsibility of Subcommittee C09.23on Chemical Admixtures.Current edition approved Oct.15,2010.Published November2010.Originally approved st previous edition approved in2009as C1622/C1622M–09. DOI:10.1520/C1622_C1622M-10.2Section on Safety Precautions,Manual of Aggregates and Concrete Testing, Annual Book of ASTM Standards V ol.04.02.3For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.*A Summary of Changes section appears at the end of this standard. Copyright©ASTM International.100Barr Harbour Drive,PO Box C-700West Conshohocken,Pennsylvania19428-2959,United StatesC403/C403M Test Method for Time of Setting of Concrete Mixtures by Penetration ResistanceC494/C494M Specification for Chemical Admixtures for ConcreteC666/C666M Test Method for Resistance of Concrete to Rapid Freezing and ThawingC1064/C1064M Test Method for Temperature of Freshly Mixed Hydraulic-Cement ConcreteC1231/C1231M Practice for Use of Unbonded Caps in Determination of Compressive Strength of Hardened Con-crete CylindersD1193Specification for Reagent Water 2.2American Concrete Institute Standard:4ACI 211.1Practice for Selecting Proportions for Normal,Heavyweight,and Mass Concrete3.Terminology3.1Definitions of Terms:3.1.1For definitions of terms used in this specification,refer to Terminology C125.3.2Definitions of Terms Specific to This Standard:3.2.1cold-weather admixture system ,n —an admixture or group of admixtures that depresses the freezing point of mixing water and increases the hydration rate of cement in concrete.3.2.2control concrete mixture ,n —a concrete mixture with-out the cold-weather admixture system.3.2.3dummy concrete specimen ,n —additional concrete specimen instrumented with a temperature sensing device to estimate the temperature of test concrete specimens.3.2.4replicate concrete specimen ,n —additional time-of-setting specimen exposed to the same temperature regimen as the test concrete specimen.3.2.5test concrete mixture ,n —a concrete mixture with the cold weather admixture system.4.Apparatus4.1Low Temperature Environment —A chamber of suffi-cient size to subject the test specimens to the specified low temperature and that allows access for laboratory personnel to conduct appropriate tests.The chamber or chambers shall be capable of cooling numerous specimens from their initial temperature to -5.061°C [23.062.0°F]within the specified elapsed time and maintain them at that temperature for the specified time period.4.2Temperature Measuring Equipment —The temperature measuring equipment shall be capable of measuring and recording the temperature at the center of the dummy speci-mens to 61.0°C [62.0°F]at least every 1⁄2h for 7days.4.3Tools —Molds and tools for preparing test specimens as described in Practice C192/C192M .Molds shall have lids to provide for sealed conditions.5.General Requirements5.1For initial compliance with this specification,the con-crete shall be tested with the cold-weather admixture system for conformance with the requirements in Table 1.5.2The purchaser is permitted to require limited retesting to confirm current compliance of the admixture system to speci-fication requirements.The limited retesting includes measure-ments of physical and performance properties of the admixture system as described in 5.2.1and 5.2.2.5.2.1The physical properties retesting consists of unifor-mity and equivalence tests of the admixture system for infrared absorption spectrum and relative density.5.2.2The performance properties retesting consists of time of initial setting and compressive strength of concrete at 7and 28days.Purchasers having special requirements are permitted to require additional tests.5.3At the request of the purchaser,the manufacturer shall state in writing that the admixture system supplied for use in the work is equivalent in all essential respects,including concentration,to the admixture system tested under this specification.5.4At the request of the purchaser,the manufacturer shall state in writing the chloride content of the admixture system.5.5Tests for uniformity and equivalence,as indicated in Section 6,shall be made on the initial sample and the results retained for reference and comparison with the results of samples taken elsewhere within the lot or subsequent lots of admixture supplied to the work.6.Uniformity and Equivalence Tests6.1When specified by the purchaser,the uniformity of a lot,or equivalence of multiple lots from the same source shall be established by the following requirements:4Available from American Concrete Institute (ACI),P.O.Box 9094,Farmington Hills,MI 48333-9094,.TABLE 1Performance Requirementsfor Cold-Weather Admixture ATime of Initial Setting,maximum %of control B 200Compressive Strength.minimum %of control C7days D 4028days 8090days90Length Change,Maximum Shrinkage (alternative requirements)E Percent of Control B135Increase over control,percentage points 0.010Relative Durability Factor,Minimum %of control F80A The values in the table include allowance for normal variation in test results BAs an example,in the case of initial time of setting,if the control mixture has a set time of 4.0hrs,the test specimens can have a set time up to 8.0hrs.For length change,if the control specimen shrinks X units,the test specimen is allowed to shrink up to 1.35X.CThe compressive strength of the concrete containing the cold-weather admix-ture shall not be less than 90%of that attained at the previous test age.The objective of this limit is to require that the compressive strength of the cold-weather admixture concrete shall not decrease with age.DBecause the test specimens will be cool and damp for the 7d compressive test,it will be necessary to use unbonded caps as described in Practice C1231/C1231M .EAlternative requirements,see 17.1.2:Percent of control applies when shrink-age of control concrete is 0.030%or greater;the increase over control limit applies when shrinkage of control concrete is 0.030%or less.FThis requirement is applicable only when the cold-weather admixture is to be used in air-entrained concrete that may be exposed to freezing and thawing whilewet.6.1.1Infrared Analysis—The absorption spectra of the ini-tial sample and the test sample,obtained as specified in Section 18,shall exhibit the same pattern of absorption bands in terms of frequency and intensity.6.1.2Relative Density(Liquid Admixture)—When tested as specified in Section18,the relative density(specific gravity)of subsequent test samples shall not differ from the relative density of the initial sample by more than10%of the difference between the relative density of the initial sample and reagent water at the same temperature.Reagent water conform-ing to Specification D1193,Type III or IV,and prepared by distillation,ion exchange,reverse osmosis,or a combination of these procedures,is acceptable(See Note2).6.2When the nature of the admixture system or analytical capability of the purchaser make these procedures unsuitable, other requirements for uniformity and equivalence from lot to lot or within a lot shall be established by agreement between the purchaser and the manufacturer.N OTE2—Oven drying methods are not appropriate for measuring the oven-dried residue content for cold-weather admixture system because water,present in the form of bound water of hydration,is released slowly upon drying,and can often lead to highly variable results.Relative density is an acceptable indication of lot-to-lot uniformity.7.Packaging and Marking7.1When the cold-weather admixture system is delivered in packages or containers,the proprietary name of the individual admixtures in the system,the designation of this specification, and the net mass or volume shall be plainly marked thereon. Similar information shall be provided in the shipping informa-tion accompanying packages or bulk shipments of admixture.8.Storage8.1Store the cold-weather admixture system to permit easy access for proper inspection and identification of each ship-ment,and in a suitable building that will protect the admixture from moisture absorption if it is a dry admixture or from freezing if it is a liquid admixture.9.Sampling and Testing9.1Every facility shall be provided to the purchaser for sampling and inspection,either at the point of manufacture or at the site of the work,as specified by the purchaser.9.2Samples shall be either“grab”or“composite”samples as specified by this specification.A grab sample is one obtained in a single operation.A composite sample is one obtained by combining three or more grab samples.9.3For the purpose of this specification,it is recognized that samples will be taken for two reasons:9.3.1Compliance Tests—A sample taken for evaluating compliance of a source or lot of cold-weather admixture system shall meet the applicable requirements of this specifi-cation.Samples used to determine conformance with this specification shall be composites of grab samples taken from different locations so that the composite sample will be representative of the lot.9.3.2Uniformity and Equivalence Tests—When specified by the purchaser,a sample taken for evaluating the uniformity of a single lot or equivalence of multiple lots from one source shall be tested as provided in Section6.When uniformity of a single lot is being determined,grab samples shall be used. When uniformity of multiple lots from the same source is being determined,composite samples from individual lots shall be used.9.4Liquid Admixtures—Liquid admixtures shall be agitated immediately prior to sampling.Grab samples taken for quality or uniformity tests shall represent a unit shipment or a single production lot.Each grab sample shall be at least1L[1qt].At least three grab samples of equal portions shall be taken. Composite samples shall be prepared by mixing the grab samples and the resultant mixture shall provide at least3L[3 qt]for compliance tests.Grab samples shall be taken from different locations distributed throughout the quantity to be represented.9.4.1Admixtures in bulk storage tanks shall be sampled equally from the upper,intermediate,and lower levels by means of drain cocks in the sides of the tanks or a weighted sampling bottlefitted with a stopper that can be removed after the bottle is lowered to the desired depth.9.4.2Samples shall be stored in impermeable containers that are resistant to attack by the admixture.9.5Nonliquid Admixtures—Grab samples taken for compli-ance or uniformity tests shall be at least1kg[2lb].At least four grab samples of equal portions shall be taken from not more than2Mg[2tons]of admixture.Prepare composite samples by mixing the grab samples and sampling the resultant mixture to provide at least2.5kg[5lb]for the composite sample.Take grab samples from different locations distributed throughout the quantity to be represented.9.5.1Obtain samples of packaged admixtures by means of a sampler as described in Practice C183.9.5.2Samples shall be stored in moisture-proof,airtight containers.9.6Mix samples before testing to ensure uniformity.When recommended by the manufacturer,dissolve the entire sample of non-liquid admixture in water prior to testing.10.Rejection10.1For initial compliance testing,the purchaser is permit-ted to reject the cold-weather admixture system if it fails to meet any of the requirements of this specification.10.2For the initial retesting,the purchaser is permitted to reject the admixture if it fails to meet any of the requirements of Section6and applicable parts of Table1,as defined in5.2.2.10.3If,after completion of tests,an admixture has been stored at the point of manufacture for more than6months prior to shipment,or an admixture has been in local storage in the hands of a vendor for more than6months,it shall be retested before use when requested by the purchaser and is permitted to be rejected if it fails to conform to this specification.10.4Packages and containers varying more than5%from the specified mass or volume are permitted to be rejected.If the average mass or volume of50packages taken at random is less than that specified,the entire shipment is permitted to be rejected.10.5When the admixture is for a specific use in non-air-entrained concrete,it is permitted to be rejected if the test concrete containing it has an air content greater than3.5%atthe dosage used to meet this specification.When the admixture is to be used in air-entrained concrete,it is permitted to be rejected if the test concrete containing it has an air content greater than7.5%at the dosage used to meet this specification.11.Materials11.1Concrete Not for Specific Use—The materials in11.2-11.4are for compliance testing using a concrete mixture not fora specific use.11.2Cementitious Materials—The cementitious materials shall be a Type I or Type II portland cement conforming to Specification C150,or a blend of two or more of these cements from different sources.11.3Aggregates—Except when tests are made in accor-dance with11.4using the aggregates for a specific use,thefine and coarse aggregates used in any series of tests shall come from single lots of materials that conform to the requirement of Specification C33,except that the grading shall conform to the following requirements:11.3.1Fine Aggregate Grading:Sieve Percent Passing by Mass4.75mm(No.4)1001.18mm(No.16)65to75300µm(No.50)12to20150µm(No.100)2to511.3.2Coarse Aggregate Grading—The coarse aggregate grading shall meet the Size57grading requirements of Specification C33.Take care in loading and delivery to avoid segregation.11.3.3Coarse aggregate used for control concrete and test concrete shall be essentially the same.Provide sufficient coarse aggregate for the control concrete,the test concrete,and for grading analysis.11.3.3.1Prepare required quantities of coarse aggregate (See Note3)as follows:Fill tared containers,one for sieve analysis,one for a batch of control concrete,and one for a batch of test concrete,to the required mass from the aggregate stockpile.Accomplish this by placing equal quantities into each container,successively,and repeat the procedure until all the containers have their required mass.N OTE3—Refer to the section on Sampling Aggregates in the Manual of Aggregate and Concrete Testing for guidance on sampling from stock-piles.11.3.4Perform sieve analyses on the coarse aggregate prepared in11.3.3.1by Test Method C136.Discard any prepared quantity of aggregate that deviates from the specified percent passing by more than the amount shown in column3 below.Sieve Specification C33,No.57Percent Passing byMassMaximum Variation from Percent Passing37.5mm(11⁄2in.)1000.025.0mm(1in.)95to100 1.012.5mm(1⁄2in.)25to60 4.04.75mm(No.4)0to10 4.02.36mm(No.8)0to5 1.011.4Air-Entraining Admixture—Except when tests are made in accordance with11.5using an air-entraining admix-ture proposed for specific work,the air-entraining admixture used in the concrete mixtures specified in Section12shall be a material such that,when used to entrain the specified amount of air in the concrete mixture,will give concrete of satisfactory resistance to freezing and thawing.The air-entraining admix-ture shall conform to Specification C260.11.5Concrete for Specific Use—The materials in this sec-tion are for specific use,such as for testing the cold-weather admixture system in simulated job concrete mixtures.To test the cold-weather admixture system for use in specific work,the cementitious materials,aggregates(See11.3),other chemical admixtures,and air-entraining admixture used shall be repre-sentative of those used in the work.Add the cold-weather admixture system in the same manner and at the same time during the batching and mixing sequence as it will be added on the job.Proportion the concrete mixture to be similar to that used in the work.If the maximum size of coarse aggregate in the job concrete is greater than25.0mm[1in.],screen the fresh concrete over a25.0mm(1in.)sieve prior to fabricating the specimens to be tested.12.Proportioning Concrete Mixtures12.1Preparation and Batching—Prepare all materials and make all weighing as prescribed in Practice C192/C192M. Prepare all materials so that the test concrete temperature,at the time of specimen casting,shall be1462°C[5763°F]. Prepare all control concrete materials according to14.6.2. 12.2Proportions—Concrete mixtures not for specific uses shall be proportioned using ACI211.1(See Note4).After evaluation of trial mixtures,aggregate proportions shall be adjusted as needed to obtain workable,cohesive mixtures with the correct yield.Unless otherwise specified,the cold-weather admixture system shall be added with the second increment of mixing water added to the mixer.12.2.1The cementitious materials content shall be35763 kg/m3[60065lb/yd3].12.2.2For thefirst trial mixture,refer to the table on volume of coarse aggregate in ACI211.1for guidance on amount of coarse aggregate to use for thefineness modulus of thefine aggregate being used.N OTE4—Values in the referenced table of ACI211.1are intended to ensure workable mixtures with the least favorable combinations of aggregates used.It is suggested,therefore,that for a closer approximation of the proportions required for this test,the volume of coarse aggregate(in the dry-rodded condition)per unit volume of concrete selected from ACI211.1be increased by about0.07for thefirst trial mixture.12.2.3The target air content of air-entrained concrete shall be6%.12.2.4Adjust the water content to obtain a slump of1506 15mm[661⁄2in.].The workability of the control concrete mixture shall be suitable for consolidation by hand rodding and the concrete mixture shall have the lowest water content possible.Achieve these conditions byfinal adjustment in the amount offine aggregate or in the amount of total aggregate,or both,while maintaining yield and slump.12.3Specimens—Prepare concrete mixtures with and with-out the cold-weather admixture system.Control concrete specimens shall be cured in above-freezing conditions and test concrete specimens in below-freezing conditions asspecifiedin Section 14and Section 16.Add the cold-weather admixture system in a manner recommended by the manufacturer and in an amount necessary to comply with Table 1.12.4Non-Air-Entrained Concrete —When the cold-weather admixture system is to be tested in non-air-entrained concrete,the air content of both the control and test mixtures shall be 3.5%or less,and the difference between the air contents of the two mixtures shall not exceed 1.0percentage point.If neces-sary,air-entraining admixture shall be added to the control mixture to achieve the same air content as the test concrete.Tests for freezing and thawing are not required.12.5Air-Entrained Concrete —When the cold-weather ad-mixture system is to be tested in air-entrained concrete,the air-entraining admixture shall be added to the control concrete and,if necessary,to the test concrete mixtures in sufficient amounts to produce air contents of 661.5%when measured according to Test Method C231.The difference between the air content of the control concrete mixture and that of the test concrete mixture shall not exceed 0.5percentage point.Tests for freezing and thawing are required.13.Mixing13.1Machine mix the concrete as prescribed in Practice C192/C192M .N OTE 5—Tests in Sections 14-18are based on arbitrary stipulations,which make possible highly standardized testing in the laboratory,and are not intended to simulate actual job conditions.14.Test and Properties of Freshly Mixed Concrete14.1Samples of freshly mixed concrete from at least three separate batches for each control and test concrete mixture shall be tested according to 14.2-14.6.14.2Slump —Test Method C143/C143M .14.3Density —Test Method C138/C138M 14.4Air Content —Test Method C231.14.5Temperature of Freshly Mixed Concrete —Test Method C1064/C1064M .14.6Time of Initial Setting —Test Method C403/C403M with the following exceptions:14.6.1Quantity of mortar used in each container for deter-mining initial setting shall not exceed 5.7L [350in.3].14.6.2Control Concrete:Condition concrete ingredients at 20to 25°C [68to 77°F]prior to mixing.Mix the concrete,prepare test specimens,and measure penetration resistance at this temperature.Make the initial penetration measurement 3to 4h after initial contact of the cement with the water.14.6.3Test Concrete:Measurements are made in a low-temperature environment.Unless otherwise specified,make the initial penetration measurement 3to 5h after initial contact of the cement with the water.Prepare three specimens:one for measuring setting time at low temperature;a dummy specimen for measuring temperature history;and a replicate specimen for verifying that freezing did not occur.Place the specimens into the low temperature environment within 40min after the start of mixing.The temperature at the center of the specimen shall reach -561°C [2362°F]not sooner than 6h and not later than 8h after placement into the cold temperature environment (See Note 6).Record the initial temperature of the dummy specimen,its temperature history every 1⁄2h while in the low-temperature environment,and the time required to cool it from its initial temperature to the required temperature range.N OTE 6—It may be desirable to use a series of baths,each at a different temperature,for cooling specimens to target temperature within the specified period.14.6.3.1To make certain that the test specimen did not freeze during the test,a replicate specimen (See Table 2)shall be removed from the low-temperature room and placed at 20to 25°C [68to 77°F]at the time the test specimen reaches initial setting.Penetration readings shall be made on the replicate specimen every 15min for 2h.If the penetration resistance continues to increase,the test specimen is considered not to have frozen.Conversely,if a decrease in penetration resistance is observed during the 2h period,the test specimen is considered to have frozen and the admixture system fails to meet this specification.The results of this testing of the replicate specimen,including the thermal history of the dummy specimen recorded every 1⁄2h,shall be included in the final report.14.6.4Calculate the average time of initial setting from the results of each batch of concrete.Calculate relative initial setting time by dividing the average time of initial setting of the test concrete by the average time of initial setting of the control concrete and multiplying by 100.14.7Water-Cementitious Materials Ratio and Water Con-tent :14.7.1Determine the water-cementitious materials ratio of concrete as follows:Determine the amount of total water in the batch as the mass of water added to the batch,water occurring as free moisture on the aggregates,and water introduced by the admixtures.Determine the water-cementitious materials ratio as the mass of the total water divided by the mass of theTABLE 2Minimum Number of Specimens for each test.TestTests AgesTest Specimens Dummy Specimens Batches per test age Total Specimens Control Test Control Test Control Test Control Test SettingA12–1B 3339C Compressive Strength3221331819Freezing and Thawing 122––3366Length Change111––3333A See 14.6.BFor measurement of the thermal history of each batch of test concrete.CIncludes one replicate specimen per batch of testconcrete.。
新物质属性表
危险物质理化性质及危险特性表目录表2-1 氢,氢气 (1)表2-2 乙炔 (2)表2-3 轻柴油 (3)表2-4 一氧化碳 (4)表2-5 甲烷 (6)表2-6 甲醇 (7)表2-7 甲醛 (9)表2-8 硫磺 (10)表2-9 氯气 (11)表2-10 乙醛(醋醛) (12)表2-11 氧、氧气 (13)表2-12 氨 (15)表2-13 二氧化碳、碳酸酐 (17)表2-14 硫酸 (18)表2-15 硝酸 (19)表2-16 氯化氢(盐酸) (20)表2-17 醋酸 (23)表2-18 磷酸 (24)表2-19 氢氧化钠、烧碱 (26)表2-20 氯化钡 (27)表2-21 苯 (28)表2-22 甲苯 (29)表2-23 邻二甲苯 (30)表2-24 间二甲苯 (31)表2-25 对二甲苯 (32)表2-26 氯乙烯 (32)表2-27 氯丁二烯、氯代丁二烯 (33)表2-28 防老剂、N-苯基-2—萘胺 (34)表2-29 碳化钙、电石 (35)表2-30 联氨、肼(无水) (36)表2-31 氰化钠、山奈钠 (37)表2-32 氢化钠 (38)表2-33 环氧丙烷 (39)表2-34 甲胺水溶液 (40)表2-35 乙胺水溶液 (41)表2-36 扑草净 (42)表2-37 EDTA(乙二胺四乙酸) (43)表2-38 甲胺基阿维菌素苯甲酸盐(甲维盐) (44)表2-39 甲拌磷、O-二乙基-S-(乙硫基甲基)-二硫代磷酸酯 (45)表2-40 辛硫磷、O-二乙基-O-α-氰基苯胺基硫逐磷酸酯 (46)表2-41 氰戊菊酯 (47)表2-42 敌敌畏 (48)表2-43 西草净 (49)表2-45 三氧化铬气 (51)表2-46 次氯酸钙 (52)表2-47 苯乙烯 (53)表2-48 硝酸铵、硝铵 (55)表2-49 一甲胺、氨基甲烷 (56)表2-50 正丁醇 (57)表2-51 丙酮 (58)表2-52 二甲苯 (59)表2-54 二氯甲烷 (60)表2-55 三氯甲烷 (61)表2-56 异丁醇 (62)表2-57 异戊二烯 (63)表2-58 四氯化碳 (64)表2-59 三氯乙烯 (65)表2-60 硝酸钾 (66)表2-61 苯酐 (67)表2-62 丙烷 (68)表2-63 戊烷 (69)表2-64 己烷 (70)表2-65 庚烷 (71)表2-66 辛烷 (72)表2-67 壬烷 (73)表2-68 1,3丁二烯 (74)表2-69 苯酚、石炭酸 (75)表2-70 甲苯 (76)表2-71 甲基叔丁基醚 (77)表2-73 液化石油气 (78)表2-74 氧、氧气 (79)表2-75 石脑油、溶剂油 (80)表2-78 乙醇 (81)表2-79 异丙醇 (82)表2-80 环己酮 (83)表2-81 乙酸乙酯 (84)表2-82 甲基丙烯酸甲酯 (85)表2-83 甲基丙烯酸 (86)表2-85 丁酮、甲基乙基酮 (87)表2-86 丙烯酸(甲)丁酯 (88)表2-88 异丙醇 (89)表2-90 丙烯酰胺 (90)表2-91 二月桂酸二正丁基锡 (91)表2-92 甲基异丁基甲酮 (92)表2-94 双氧水、过氧化氢 (93)表2-95 过氧乙酸、过乙酸 (94)表2-97 二甲基甲酰胺、甲酰二甲胺 (96)表2-98 环氧乙烷、氧化乙烯 (97)表2-99 乙苯 (99)表2-100 二丁醚、丁醚 (102)表2-101 粗石油醚、石油精 (103)表2-102 乙酸丁酯 (104)表2-103 硫化氢 (105)表2-104 乙醚 (106)表2-105 环己酮 (107)表2-106 环氧丙烷 (108)表2-107 1,2,3-三甲苯 (110)表2-108 硝酸钠 (111)表2-109 乙酸丁酯、醋酸正丁酯 (112)表2-110 脂肪醇聚氧乙烯醚 (114)表2-111 亚硝酸钠 (115)表2-112 氧化钙 (116)表2-113 硝酸钙 (117)表2-114 硝酸钠 (118)表2-115 二氧化硫;亚硫酸酐 (119)表2-116 二硫化碳 (120)表2-117 对苯二酚氢醌 (122)表2-118 环己烷 (123)表2-119 三甲基氯硅烷 (124)表2-120 双氧哌嗪 (125)表2-121 HO–EPCP (126)表2-1 氢,氢气表2-4 一氧化碳表2-10 乙醛(醋醛)表2-11 氧、氧气氧气的危险特性及理化性质表2-12 氨表2-13 二氧化碳、碳酸酐表2-16 氯化氢(盐酸)磷酸的危险、有害特性表表2-19 氢氧化钠、烧碱表2-20 氯化钡表2-26 氯乙烯表2-27 氯丁二烯、氯代丁二烯表2-29 碳化钙、电石表2-30 联氨、肼(无水)表2-31 氰化钠、山奈钠表2-32 氢化钠表2-34 甲胺水溶液表2-35 乙胺水溶液表2-36 扑草净表2-37 EDTA(乙二胺四乙酸)。
1 , 2 - 二氯乙烷(1,2 - DICHLOROETHANE)化学物质安全资料表
一、物品与厂商资料物品名称:1 , 2 - 二氯乙烷(1,2 - DICHLOROETHANE)物品编号:-制造商或供货商名称、地址及电话:-紧急联络电话/ 传真电话:-二、成分辨识资料纯物质:中英文名称:1 , 2 - 二氯乙烷(1,2-DICHLOROETHANE)同义名称:1,2 - ETHYLENE DICHLORIDE、ETHYLENE DICHLORIDE、sym-DICHLOROETHANE 、ETHANE DICHLORIDE、E D C 、ETHYLENE CHLORIDE 、DICHLOROETHYLENE、GLYCOL DICHLORIDE)化学文摘社登记号码(CA S No . ):107 - 06 - 2危害物质成分(成分百分比):1 0 0四、急救措施不同暴露途径之急救方法:吸入:1 . 移至新鲜空气处。
2 . 若无法呼吸,施予人工呼吸。
3 . 保持温暖和休息。
4 . 立即就医。
皮肤接触:1 . 如果液体接触到皮肤,立刻以和水肥皂清洗患部。
2 . 若是经由衣服渗入皮肤,立刻脱去衣服再以水和肥皂清洗。
3 . 立即就医。
眼睛接触:1 . 立刻以大量水冲洗眼睛至少1 5 分钟并不时地撑开上下眼皮。
2 . 立即就医。
3 . 操作此化学品时不可戴隐型眼镜。
食入:1 . 立即就医。
最重要症状及危害效应:急性吸入会导致呼吸道刺激感、水肿及肺炎对急救人员之防护:应穿着 C 级防护装备在安全区实施急救。
对医师之提示:患者吞食时,考虑洗胃、活性碳及通便。
五、灭火措施适用灭火剂:酒精泡沫、化学干粉、二氧化碳、水雾灭火时可能遭遇之特殊危害:1.密闭容器暴露于热中可能会爆炸。
2.气体比空气重,会传播至远处,遇火源可能造成回火。
3 . 火场中可能产生氯化氢、光气。
特殊灭火程序:1 . 彻退并自安全距离或受保护的地点灭火。
2 . 位于上风处以避免危险的蒸气和有毒的分解物。
3 . 灭火前先阻止溢漏,如果不能阻止溢漏且周围无任何危险,让火烧完,若没有阻止溢漏而先行灭火,蒸气会与空气形成爆炸性混合物而再引燃。