管件生产工艺流程图汇总
PPR管件生产工艺流程图及简述

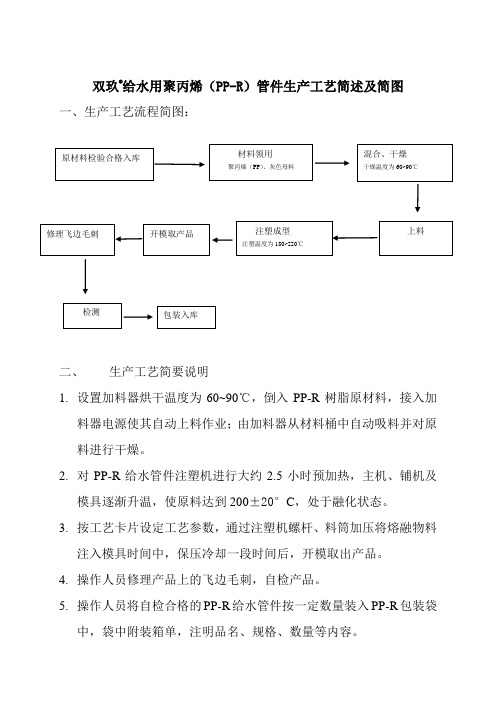
双玖?给水用聚丙烯(PP-R)管件生产工艺简述及简图
一、生产工艺流程简图:
1.设置加料器烘干温度为60~90℃,倒入PP-R树脂原材料,接入加
料器电源使其自动上料作业;由加料器从材料桶中自动吸料并对原料进行干燥。
2.对PP-R给水管件注塑机进行大约2.5小时预加热,主机、铺机及
模具逐渐升温,使原料达到200±20°C,处于融化状态。
3.按工艺卡片设定工艺参数,通过注塑机螺杆、料筒加压将熔融物料
注入模具时间中,保压冷却一段时间后,开模取出产品。
4.操作人员修理产品上的飞边毛刺,自检产品。
5.操作人员将自检合格的PP-R给水管件按一定数量装入PP-R包装袋
中,袋中附装箱单,注明品名、规格、数量等内容。
6.对成品PP-R管件进行检验,检验方法参见GB/T18742.3-2002.
7.合格的管件按不同规格装入包装箱中,附上合格证。
8.分别按不同规格的包装进行有序入库存放。
PP-R管件生产工艺流程图及简述
双玖®
给水用聚丙烯(PP-R )管件生产工艺简述及简图 一、生产工艺流程简图:
二、 生产工艺简要说明
1. 设置加料器烘干温度为60~90℃,倒入PP-R 树脂原材料,接入加料器电源使其自动上料作业;由加料器从材料桶中自动吸料并对原料进行干燥。
2. 对PP-R 给水管件注塑机进行大约2.5小时预加热,主机、铺机及模具逐渐升温,使原料达到200±20°C ,处于融化状态。
3. 按工艺卡片设定工艺参数,通过注塑机螺杆、料筒加压将熔融物料注入模具时间中,保压冷却一段时间后,开模取出产品。
4. 操作人员修理产品上的飞边毛刺,自检产品。
5. 操作人员将自检合格的PP-R 给水管件按一定数量装入PP-R 包装袋中,袋中附装箱单,注明品名、规格、数量等内容。
6.对成品PP-R管件进行检验,检验方法参见GB/T18742.3-2002.
7.合格的管件按不同规格装入包装箱中,附上合格证。
8.分别按不同规格的包装进行有序入库存放。
ppr管道生产工艺流程图优质PPT课件
第一章、原料
一、我们公司目前生产常使用的原料
根据PE原料的类型和分级数我公司所用材料有 PE80、PE100。根据厂家可分为:
1、上海石化YGH041及YGH041T;
2、大韩油化P600;
3、台塑8001;
4、北欧化工ME3440与HE3490;
5、菲纳XS10B
5
9
二、原料各种指标要求与各种原料之间对比
10
三、本色料与混配料的区别
本色料需要与色母等掺合混合使用,有的也需要混 合造粒后才可使用,混好后可以掺入一定的回料。
混配料为已混配造粒好的原料,可以直接投入生产 使用,也可参入一定的回料使用
11
四、本色料、色母料、回料的掺比情况
12
第二章、设备
引出装置
16
(1)、挤压系统包括螺杆、机筒、料斗、机头、和 模具,塑料通过挤压系统而塑化成均匀的熔体,并 在这一过程中所建立压力下,被螺杆连续的挤出机 头。 a.螺杆:是挤塑机的最主要部件,它直接关系到 挤塑机的应用范围和生产率,由高强度耐腐蚀的合 金钢制成。
17
b.机筒:是一金属圆筒,一般用耐热、耐压强度 较高、坚固耐磨、耐腐蚀的合金钢或内衬合金钢的 复合钢管制成。机筒与螺杆配合,实现对塑料的粉 碎、软化、熔融、塑化、排气和压实,并向成型系 统连续均匀输送胶料,一般机筒的长度为其直径的 15~30倍,以使塑料得到充分加热和充分塑化为原 则。
一、PE生产所需的设备
1、吸料设备 2、干燥设备 3、生产设备 4、辅助设备
13
二、各设备的组成与作用以及注意要点 1、吸料设备
吸料设备由管路和气泵组成。 吸料设备主要是把已混配好的原料吸入干燥器进行
PE管道生产工艺流程图
二、原料各种指标要求与各种原料之间对比
技术要求
试
序 号
项目
试验参 单
PE100
数
位 上石化 大韩油 台塑 北欧
PE80
验 方
上海石化 北欧 菲纳
法
YGH04 化P600 8001 HE3490 YGM091 ME34 XS10B
1
40
1
密度(本 色料)
23℃ g/cm3
0.942-0.960
0.940-0.950
3
❖ 第四张、生产工艺............................ ...................................................63 ❖ 1、各工艺的组成................................ ...............................................63 ❖ 2、各工艺的分类、以及各类别的定义、设定原则.............................64 ❖ 第五章、目前公司工艺管理办法......................................……....72 ❖ 1、工艺管理流程.................................................................72 ❖ 2、工艺执行规范............................................. ...................................75 ❖ 3、目前公司工艺管理办法各职能分工..............................................76 ❖ 4、各职能工艺调整权限......................... .........................................79 ❖ 5、工艺指导卡以及生产过程中前岗位工艺记录表单介绍..................81 ❖ 第六章、原料出库与产品入库..............................................................86 ❖ 1、入库流程............................................ ...........................................86 ❖ 2、生产入库流程图. ......................... .................................................89 ❖ 3、搬运记录表单.................................................. ..............................90
PE管道生产工艺流程图ppt课件

.
20
❖ (2)、传动系统 传动系统的作用是驱动螺杆,供 给螺杆在挤出过程中所需要的力矩和转速,通常由 电动机、减速器和轴承等组成。
❖ (3)、加热冷却系统 加热与冷却是塑料挤出过程 能够进行的必要条件。
❖ a. 现在挤塑机通常用的是电加热,分为电阻加热和 感应加热,加热片装于机身、机脖、机头各部分。 加热装置由外部加热筒内的塑料,使之升温,以达 到工艺操作所需要的温度。
.
14
❖ 2、干燥设备
❖ 主要由脱湿器、加热器、烘干箱组成。
❖ 原料经过加热器加热后的空气在烘干箱中烘干,水 份通过脱湿ห้องสมุดไป่ตู้进行排放,从而使原料干燥的进入料 斗中
❖ 干燥设备的温度需根据原料的挥发份进行设定,挥 发份越高温度设定相对较高
.
15
❖ 3、生产设备
❖ 生产设备主要引出装置由挤压系统、传动系统和 加热冷却系统、真空定型系统组成。
❖ 用于生产PE燃气管材,PE80级
.
9
❖二、原料各种指标要求与各种原料之间对比
序 号
项目
试验参 单
数
位 上石化
YGH04
1
密度(本
1
色料)
23℃ g/cm3
2
熔体质量 流动速率
190℃, 5kg
g/10 min
0.25 ±0.05
熔体质量
流动速率 190℃,
3
比值
21.6kg/ ——
(熔流比
5kg
引出装置
.
16
(1)、挤压系统包括螺杆、机筒、料斗、机头、和 模具,塑料通过挤压系统而塑化成均匀的熔体,并 在这一过程中所建立压力下,被螺杆连续的挤出机 头。
工艺流程图(方案流程图和施工流程图)、设备布置图和管路布置图
化工工艺图(工艺安装和指导生产的重要技术文件)工艺流程图(方案流程图和施工流程图)、设备布置图和管路布置图一、方案流程图1方案流程图(流程示意图或流程简图)初步设计阶段示意性的展开图,并加有必要的标注与说明①设备的画法:用细实线画出设备的大致轮廓或示意图,一般不按比例,但应保持它们的相对大小。
②各设备之间的高低位置及设备上重要接管口的位置,应大致符合情况。
③在方案流程图中,同样的设备可只画一套;备用设备可以省略不画。
2工艺流程图的画法①用粗实线画出主要物料的工艺流程线,用箭头标明物料流向,并在流程线的起始和终了位置注明物料的名称、来源或去向。
②如遇流程线之间、或流程线与设备之间发生交错或重叠,而实际并不相连时,应将其中一条断开或曲折绕过,以使各设备间流程线的表达清晰明了、排列整齐。
③在方案流程图中,一般只画出主要工艺流程线,其它辅助流程线不必一一画出。
3位号与名称注写在流程图的上方或下方和靠近设备图形的显著位置列出设备的位号及名称。
或可将设备依次编号,并在图纸空白处按编号顺序集中列出设备名称。
但对于流程简单、设备较少的方案流程图也可以不编号,而将名称直接注写在设备的图形上。
(为了给工艺方案的讨论和施工流程图的设计提供更为详细具体的资料,还常将工艺工艺流程图中关于流量、温度、压力、液面以及成分分析等测量控制点画在方案流程图上,这种图与施工流程图比较接近。
方案流程图的图幅一般不做规定。
图框和标题栏亦可省略。
)二、施工流程图1、(工艺管道及仪表流程图或带控制点管道安装流程图)。
这种流程图应画出所有的生产设备和全部管道。
它是设备布置图和管道布置图的设计依据,并为施工安装、生产操作提供参考。
施工流程图的表达一般应包括以下几项内容:①带设备位号、名称和接管口的各种设备示意图。
②带管道号、规格和阀门等管件以及仪表控制点(测温、测压、测流量、分析点等)的各种管道流程线。
③对阀门等管件和仪表控制点图例符号的说明。
螺旋钢管生产工艺及流程图详解
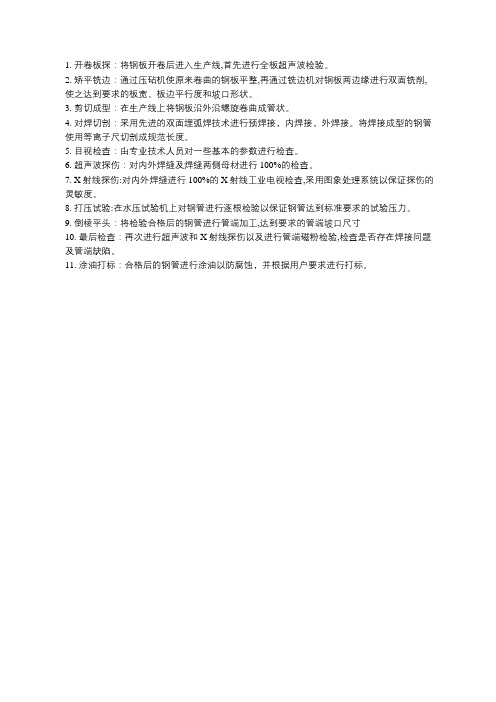
1. 开卷板探:将钢板开卷后进入生产线,首先进行全板超声波检验。
2. 矫平铣边:通过压砧机使原来卷曲的钢板平整,再通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。
3. 剪切成型:在生产线上将钢板沿外沿螺旋卷曲成管状。
4. 对焊切割:采用先进的双面埋弧焊技术进行预焊接,内焊接,外焊接。
将焊接成型的钢管使用等离子尺切割成规范长度。
5. 目视检查:由专业技术人员对一些基本的参数进行检查。
6. 超声波探伤:对内外焊缝及焊缝两侧母材进行100%的检查。
7. X射线探伤:对内外焊缝进行100%的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。
8. 打压试验:在水压试验机上对钢管进行逐根检验以保证钢管达到标准要求的试验压力。
9. 倒棱平头:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸
10. 最后检查:再次进行超声波和X射线探伤以及进行管端磁粉检验,检查是否存在焊接问题及管端缺陷。
11. 涂油打标:合格后的钢管进行涂油以防腐蚀,并根据用户要求进行打标。
管业生产工艺流程图
· 3.生产设备
· 生产设备主要引出装置由挤压系统、传动系统 和加热冷却系统、真空定型系统组成。
引出装置
16
(1)、挤压系统包括螺杆、机筒、料斗、机头、 和模具,塑料通过挤压系统而塑化成均匀的熔体, 并在这一过程中所建立压力下,被螺杆连续的挤 出机头。
a.螺杆: 是挤塑机的最主要部件,它直接关系到挤 塑机的应用范围和生产率,由高强度耐腐蚀的合金 钢制成。
22
· (4)真空定型系统 真空定型系统的作用主要是 使管材在真空箱中冷却 的时候有一个更加精准的 外径尺寸, 并且通过真空能使其管材不圆度更 小, 外表更加光滑。
23
· (5)、生产设备——挤出机的工作原理
· 单螺杆一般在有效长度上分为三段,按螺杆 直径大小 螺距 螺深确定三段有效长度,一般按 各占三分之一划分。
装有视孔和标定计量装置。
18
· d. 机头和模具: 机头由合金钢内套和碳素钢外套构成,机头内装有 成型模具,机头的作用是将旋转运动的塑料熔体转变为平行直线运动,均 匀平稳的导入模套中,并赋予塑料以必要的成型压力,塑料在机筒内塑化 压实,经多孔滤板沿一定的流道通过机头脖颈流入机头成型模具,模芯模 套适当配合,形成截面不断减小的环形空隙,使塑料熔体在芯线的周围形 成连续密实的管状包覆层。为保证机头内塑料流道合理,消除积存塑料的 死角,往往安置有分流套筒,为消除塑料挤出时压力波动,也有设置均压 环的。机头上还装有模具校正和调整的装置,便于调整和校正模芯和
27
· 4.辅助设备
· 辅助设备主要包括: · 共挤机 · 牵引机 · 喷码机 · 切割机 · 盘卷机
28
· (1)共挤机 共挤机主要以挤出色带为目的, 共挤机属于一台小型的挤出设备