瑞萨32位机 RX62T常见问题与解决办法
数控机床常见故障的维修方法
数控机床常见故障的维修方法说实话数控机床常见故障的维修方法这事,我一开始也是瞎摸索。
我刚接触的时候,就觉得这数控机床老复杂了,出了故障都不知道从哪下手。
就说那回吧,数控机床突然不工作了,屏幕上还显示一些奇奇怪怪的代码。
我当时就蒙了,我想那就先从电源开始查呗,就像人病了先看看是不是没吃饭没力气一样。
我检查了电源线路,看插头有没有插好,保险丝有没有断。
结果发现都没问题,那这个时候我就有点挫败感了。
后来我又想,是不是程序出错了呢。
因为数控机床是按照程序运行的嘛。
我就开始研究它的程序代码。
这就好比你在看一本外语书,好多符号啥的都得一点点分析。
我发现其中有一段代码好像有些混乱,我试着按照我的理解修改了一下,但是结果却更糟糕了,机床直接报警了。
通过这个我就知道了,程序这东西不能瞎改,得查清楚到底错在哪了。
后来我找来了机床的操作手册,按照手册上对那堆错误代码的解释慢慢找,在手册的帮助下我发现是一个参数设置错了。
原来是之前有人调试机器的时候不小心改了这个参数。
我把参数改回正确的数值,机器就又开始正常工作了。
还有一次,刀架换刀的时候不正常。
我首先看刀架的机械部分,就像检查一个人的关节灵不灵活一样,我看螺丝有没有松动啊,那些连接的部位是不是正常。
发现有个螺丝松了一点,我紧了紧,以为这样就好了。
但是它还是不正常。
这个时候我才想起来,可能还有电路的问题。
于是我又顺着刀架的电路线找,发现有一根线居然快断了。
这就好比一个人的血管快堵上了一样,我把线重新接好,刀架就正常工作了。
我试过很多方法,这么久下来我觉得对于数控机床常见故障的维修啊,首先眼睛要尖,看看外观有没有什么明显的损坏或者零件松动。
然后就是得把操作手册研究透,里面很多对故障代码的解释就像医生的病历一样重要。
还有呢,就是别一来就乱拆乱改,很多时候多思考一步就可能少走错一步。
再有就是检查的时候,不管是机械部分还是电气部分都要检查到位,不能只看一点忽略其他。
比如说那个刀架故障,我一开始只看机械部分,差点就没解决问题,所以要想彻底修好故障就得全面排查,不能想当然。
新代数控系统故障解决方案
新代数控系统故障解决方案对于新代数控系统故障,首先需要明确是硬件故障还是软件故障。
针对不同故障类型,有以下解决方案:硬件故障解决方案:1. 检查所有供电是否正常。
如果电源已连接并且开关已打开,但系统仍然无法启动,则建议检查控制电缆、电源开关、漏电保护等方面,确保系统内部电路工作正常。
2. 检查硬盘是否损坏,内存是否有故障。
如果发现硬件故障,应及时更换。
软件故障解决方案:1. 检查软件安装:检查数控系统的软件是否正确安装,如果软件安装有问题,可能会导致系统无法正常工作。
需要重新安装软件。
2. 检查软件更新:检查数控系统的软件是否为最新版本。
如果不是最新版本,建议更新到最新版本。
3. 检查软件兼容性:检查数控系统的软件是否与操作系统或其他软件兼容。
如果不兼容,可能会导致系统出现故障。
需要更换兼容的软件或操作系统。
4. 检查参数设置:检查数控系统的参数设置是否正确。
如果参数设置有问题,可能会导致系统无法正常工作。
需要重新设置参数。
5. 检查数据备份:对于重要的数据,需要定期备份,防止数据丢失导致系统无法正常工作。
6. 检查软件权限:检查使用数控系统软件的用户的权限是否正确。
如果权限不足,可能会导致系统无法正常工作。
需要调整用户权限。
7. 联系技术支持:如果以上方法都无法解决问题,建议联系数控系统的技术支持寻求帮助。
此外,对于按键不灵敏的问题,可以尝试以下解决方案:1. 检查按键状态:确定是新代数控系统所有按键都不灵敏,还是只有特定的按键不起作用。
这有助于确定是整个按键板的问题还是单个按键的问题。
2. 清洁按键面板:使用清洁布轻轻擦拭新代数控系统按键面板,去除可能导致按键不灵敏的灰尘或油污。
确保按键面板干燥完全后再进行测试。
3. 检查按键连接:检查新代数控系统按键连接线是否牢固连接,没有松动或损坏。
重新插拔按键线连接器,确保连接牢固。
4. 检查按键开关:打开新代数控系统,仔细观察按键开关的状态。
检查按键开关是否有松动、卡住或损坏的迹象。
数控机床常见故障分析与排除
数控机床常见故障分析与排除数控机床作为一种高精度、高自动化的加工设备,在现代制造业中得到了广泛应用。
但是,由于设备的复杂性和使用环境的不可控因素,故障在数控机床中是难以避免的。
下面将介绍一些常见的数控机床故障及排除方法。
1.电路故障电路故障是数控机床常见的故障类型,它包括电源故障、控制器故障和电机故障等。
当出现电路故障时,应先检查电源供电是否正常,然后检查各个电控器电路的连接是否松动或断开。
如果确定电路连接正常,可以用万用表对电路进行测量,找到故障点后及时修复或更换故障部件。
2.传感器故障传感器在数控机床中起着非常重要的作用,其功能是感受和反馈加工过程中的各项参数。
常见的传感器故障包括信号传输异常、测量值不准确以及传感器损坏等。
当出现传感器故障时,可以先检查传感器连接是否正常,然后根据故障现象判断是传感器本身问题还是测量系统的问题。
如果是传感器本身的问题,应及时更换故障传感器。
3.伺服系统故障伺服系统是数控机床实现精确控制的关键部件,如果伺服系统有故障,会导致机床运动不稳定、位置偏差等问题。
常见的伺服系统故障包括伺服驱动器故障、编码器故障以及馈电电源故障等。
当出现伺服系统故障时,可以先检查伺服驱动器的供电电源是否正常,然后检查编码器的连接是否正常。
如果问题仍然存在,可以调试伺服参数或更换故障部件。
4.机械部件故障机械部件故障是数控机床常见的故障类型,它包括导轨故障、丝杠故障、轴承故障等。
当出现机械部件故障时,可以先检查机床的润滑系统是否正常工作,然后检查机床各个部件的连接是否松动或断裂。
如果问题仍然存在,可以对机床进行清洁和维护,或更换故障部件。
5.编程错误编程错误是操作人员在使用数控机床时常犯的错误之一、编程错误包括程序错误、参数设置错误以及操作命令错误等。
当出现编程错误时,可以先检查编程程序中是否存在语法错误或逻辑错误,然后检查参数设置是否符合要求。
如果问题仍然存在,可以对编程进行修改或重新编写。
数控机床常见故障及解决方法

数控机床常见故障及解决方法我跟你说啊,数控机床这东西,故障可让我头疼了好久。
说实话数控机床常见故障这事,我一开始也是瞎摸索。
就说那个刀具磨损的问题吧。
我一开始都没当回事,以为加工精度有点小偏差这都正常呢。
结果后来做出来的零件直接就不合格了。
我就开始研究,看是不是刀具不行了。
我拿着刀具仔细瞅,发现那刀刃都不怎么锋利了,跟锯齿似的(这么形容你就好理解了哈)。
我就换了把新刀具,你猜怎么着,这加工精度一下子就上来了。
这算是我第一次在数控机床上栽跟头,也让我知道了刀具磨损是个大问题,一定得定期检查刀具的状态。
还有那个编程错误导致的故障。
我那时候刚接触数控机床编程,好多指令我都不是很熟。
就按照自己想的编了个程序,一运行,机床就开始乱动作,也不是我想要的轨迹。
我那时候可懵了,花了好长时间才发现是编程里一个代码写错了。
我当时把G01 写成G00了,这两个指令一个是直线插补,一个是快速定位,差一点那结果可就差远了。
这就告诉咱们编程的时候得小心再小心,编完最好多检查几遍才行。
还有一回是机床的过载故障。
机器突然就停了,显示过载警告。
我当时心想这是咋回事呢。
我先是看了看是不是切削量太大了,就像你让一个人挑重担,超过他能力了他肯定就不行了。
我把切削参数降低了一些,但是还是不行。
后来我又去检查电机,发现电机有点发烫,我就想是不是电机自身的问题呢,找了电工来检查了半天,原来是电机的一个线路有点虚接了,电流就不正常,就导致了过载。
从这次我就知道了,遇到故障得全面考虑,不能只看一方面。
当然了,还有冷却系统故障的时候。
就有一次,我发现加工的零件老是变形得厉害。
我开始还以为是刀具或者编程的问题,后来才想到是不是温度的影响。
我检查冷却系统的时候,发现冷却液都不怎么流动了。
原来是冷却液的管路堵住了一部分,就像你家水管堵住了一样。
我清理了管路,加上新的冷却液之后,零件变形的问题就好多了。
数控机床的故障常常是一环套一环的,千万不能想当然。
你要是也摆弄数控机床,就得多注意这些问题,不过有时候不同的机床具体情况也有点差别,这也是我不太确定的地方,但大致的故障就这些个方向了。
数控机床常见故障及处理

数控机床故障排除指南
数控机床在生产中经常会出现一些故障,影响生产效率和产品质量。
以下是常见的数控机床故障及处理方法:
1. 机床无法启动:检查电源、断路器和机床控制器电源是否正常,如果正常则检查机床控制器的参数是否设置正确。
2. 数控系统出现问题:检查数控系统的接线是否正确、软件是否
异常、程序是否有误等。
3. 机械部分出现问题:比如导轨损坏、传动部件磨损等,需要重
新调整或更换。
4. 加工精度下降:可能是由于刀具磨损或加工程序有误导致,需
要更换刀具或修改程序。
5. 液压系统故障:检查液压油面积是否充足、管路是否有漏气等。
以上是数控机床常见故障及处理方法的简要介绍。
在实际工作中,需要结合具体情况进行处理。
此外,定期的维护保养也是预防故障的
重要手段。
数控机床的常见故障排除方法

数控机床的常见故障排除方法数控机床作为一种高精度、高效率的机床,在现代制造业中得到了广泛的应用。
但是由于使用环境复杂和复杂的机械结构,在使用过程中常常会出现各种各样的故障。
本文将介绍一些数控机床的常见故障及其排除方法。
1. 机床运行不稳定数控机床在加工过程中出现的机床运行不稳定的现象可能是由于机床本身的问题、加工物件的问题或者操作者的问题造成的。
下面列出一些可能的原因和相应的解决方法:•机床出现震动:可能是由于刀具过磨或者架设不平衡造成的。
可以重新选择刀具或者重新调整机床的架设。
•精度不稳定:可能是由于机床的导轨不平衡或者磨损造成的。
可以通过更换导轨或者进行维护来解决问题。
•加工物件不平稳:可能是由于加工物件的大小、质量或者材料不合适造成的。
可以重新选择物件或者调整加工参数来解决问题。
•操作员操作不当:可能是由于操作步骤不正确或者操作不规范造成的。
可以进行培训和指导,同时加强操作规范。
2. 加工精度偏差数控机床的加工精度是关系到加工质量和效率的重要指标,但是在加工过程中也常常会出现精度偏差的问题。
以下是常见的一些原因和对应的解决方法:•刀具磨损:刀具磨损会导致加工的精度下降。
可以进行更换或者修磨刀具。
•程序错误:程序错误或者参数设置不正确会导致加工偏差。
可以进行程序验证或者调整参数以达到标准精度要求。
•机床不平衡:机床不平衡会导致加工精度偏移。
可以进行机床维护和调整以达到平衡状态。
•外在环境因素:外在环境因素,如温度、湿度等都会影响加工精度。
可以对环境进行控制以达到要求精度。
3. 机床控制系统故障数控机床的控制系统是整个机床的核心,一旦出现故障,将会影响整台机床的工作。
以下是常见的一些故障和解决方法:•编程错误:编程错误是造成机床控制系统故障的主要原因之一。
可以通过验证程序和参数进行纠正。
•电缆或连杆松动:电缆或连杆松动会导致机床无法正常运转。
可以重新安装或紧固以解决问题。
•卡环或堵塞:卡环或堵塞会影响机床控制系统的运行。
萨牌电控故障检查手册

一、 故障检查顺序1.开电锁以后踩加速器,若前进和后退方向车辆都不动,建议用下列顺序检查故障:重新开电锁,检查发光二极管在开电锁的瞬间是否仅闪一次。
有电压逻辑卡有问题发光二极管没有闪一次检查斩波器控制端D1(DUAL-SE M2为A1)有无电压无电压检查保险丝是否烧坏,电锁是否损坏,电锁到D1(DUAL-SEM2为A1)之间连线是否正常 无电压逻辑卡有问题 有电压继续检查斩波器其它输出是否正常检查加速器插头,D2(DUAL-SE M2为A2、H1DN 为E1)上有无电压无电压检查从控制器D2(DUAL-SEM2为A2、H1DN 为E1)到加速器插件上连线有电压继续检查斩波器其它输出是否正常 检查斩波器控制端D2(DUAL-SE M2为A2、H1DN 为E1)有没有电压输出有电压检查斩波器控制端子E4(DUAL-SE M2为A5、H1DN 为E1)有没有高电平无电压检查座位开关/手柄开关是否损坏,该线路是否正常有电压继续检查斩波器其它输出是否正常仅开锁瞬间一次闪烁检查15号线(H1DN 为E1)有没有电压送到前进、后退接触器线包上无电压检查15号线(H1DN 为E1)有无断线2.开电锁以后踩加速器,若前进和后退方向车辆都不动,但发光二极管有闪烁,观察二极管闪烁次数或仪表状态码。
下面就闪烁次数或仪表状态码以及故障进行说明。
二、故障码-008这是一个逻辑的自诊断1次 WATCH DOG H0、H1DN 、H2B 、HP350 电控症状车辆不行走。
待证原因·在运行和备用时都进行测试,如果有故障就应更换逻辑卡。
·检查:逻辑卡有缺陷,更换控制器。
状态码 说 明 闪烁次数手持单元 电控型号-010车辆行走正常1次 EEPROM DATA KOH0、H1DN 、DUAL-SEM2、HP350 电控症状车辆行走正常。
待证原因·故障发生在存储器中用以存储运行时间的区域,这一故障不影响车辆运行。
电脑开机后出现磁盘读取错误如何解决

电脑开机后出现磁盘读取错误如何解决在我们日常使用电脑的过程中,开机后出现磁盘读取错误是一个比较常见但又令人头疼的问题。
当遇到这种情况时,先别着急,下面我们就来逐步分析并解决这个问题。
首先,我们要了解可能导致磁盘读取错误的原因。
常见的原因有以下几种:一是硬盘连接问题。
硬盘与主板之间的数据线可能松动、损坏,或者电源接口没有插好,这都会影响磁盘的正常读取。
二是硬盘损坏。
硬盘使用时间过长、受到剧烈震动、出现坏道等情况,都可能导致其无法正常工作。
三是磁盘分区表或引导记录损坏。
这可能是由于病毒攻击、不正常关机或系统故障等引起的。
四是操作系统问题。
系统文件丢失或损坏,也可能导致无法正确读取磁盘。
针对以上可能的原因,我们可以采取以下相应的解决方法。
如果是硬盘连接问题,我们可以先关闭电脑,断开电源,打开机箱,检查硬盘数据线和电源线是否插紧。
如果发现数据线有破损或老化的迹象,及时更换新的数据线。
重新连接好后,再开机试试。
要是怀疑硬盘损坏,我们可以通过听硬盘运转的声音来初步判断。
正常的硬盘在工作时声音比较平稳,如果听到异常的咔咔声或者摩擦声,那很可能是硬盘出现了故障。
此时,可以使用硬盘检测工具,如HD Tune 等,来对硬盘进行全面的检测。
如果检测结果显示硬盘存在坏道,可以尝试使用一些修复工具进行修复,但如果坏道过多且严重,可能就需要更换新的硬盘了。
当磁盘分区表或引导记录损坏时,我们可以使用一些系统自带的工具或者第三方软件来进行修复。
对于 Windows 系统,我们可以在开机时按 F8 进入安全模式,然后在命令提示符中输入“chkdsk /f /r”命令来检查并修复磁盘错误。
或者使用一些专业的分区工具,如DiskGenius 等,来重建分区表和修复引导记录。
如果是操作系统的问题,我们可以尝试进行系统修复。
在 Windows 系统中,可以使用系统安装盘进行修复安装,或者在开机时按 F8 进入高级启动选项,选择“最后一次正确的配置”来尝试恢复系统。
常见故障及处理-Ersa

2用擦网废纸或其他抹布之类的蘸凉水(有水就行,不要水多到都往下滴了),把它敷盖在压缩机表面,湿纸要贴住压缩机表面,否则吸热不充分,要贴尽量多的面积。
然后循环换纸。
3手摸压缩机表面感觉大幅降温后且不是很烫手的话,开机,调程序启动机器,测16,17是否导通,导通的话说明OK了,再按复位键就行了。还不行的话再关机继续做第
3.如出口感应器正常,则可能是参数设定不正确,使炉子计算出错,找技术员更改此项功能的参数
4.0
Exit sensor ISAL too long
出口感应器有板堵住
1.出口感应器脏
2.出口感应器有板卡住
1.检查出口感应器是否有板堵住
2.清洁出口感应器
3.检查出口感应器工作是否正常----用板放在感应器上方的轨道上,检查感应器的指示灯是否亮
3.检查制冷系统工作情况:3.1.观察制冷压缩机是否工作3.2.如不工作,打开前门,找到制冷系统的控制面板,可用强制工作开关??观察压缩机是否工作,同时观察压缩机的散热风扇(冷却系统后面)是否工作。特别注意:按住此开关打开不能超过30秒,否则会烧掉电机。此开关松手后会自动复位3.3.如压缩机工作而散热风扇不工作,更换散热风扇马达3.4.如压缩机不工作,找保养组处理
检查是否有异物感应到感应器或感应器本身损坏
11.0
Hood is open
盖子开
盖子没关到位
限位开关问题
将盖子关到位
将上下限位开关位置对好
更换限位开关
12.0Байду номын сангаас
Alarm temperature zone 1(1-n)up(down)
温区报警
侦测温度的电热偶损坏或者出错
设定值或者实际值超出有效的范围
数控机床常见故障的诊断与排除

数控机床常见故障的诊断与排除数控机床是一种高精度、高自动化程度的机床,由于其工作环境复杂,操作人员技术水平不一,常常会出现各种故障。
本文将介绍数控机床常见故障的诊断与排除方法,帮助用户更好地解决问题。
一、数控系统故障的诊断与排除数控系统是数控机床的核心部分,常见故障包括系统启动失败、程序执行错误、轴运动异常等。
以下是一些常见故障的诊断与排除方法。
1. 系统启动失败故障现象:数控系统无法启动,开机后没有显示屏或显示屏闪烁。
故障原因及处理方法:- 检查电源是否连接正常,检查电源开关是否打开,如果有问题及时修复。
- 检查电源线是否损坏,如有问题及时更换。
- 检查控制柜内部的接线是否松动,如有问题及时重新插拔。
2. 程序执行错误故障现象:数控机床按照程序执行时出现偏差、停止或报错。
故障原因及处理方法:- 检查程序是否正确,查看程序中是否有错误的指令或参数。
- 检查刀具长度和半径是否正确,如不正确需要重新设置。
- 检查工件坐标系和机床坐标系是否正确对应,如出现错位需要修正。
3. 轴运动异常故障现象:数控机床的轴运动不正常,包括速度不稳定、动作迟滞等。
故障原因及处理方法:- 检查伺服系统是否正常,包括伺服驱动器是否损坏、伺服电机是否接触不良等。
如有问题需要修复或更换。
- 检查伺服参数是否正确,如伺服增益、速度环参数等。
如不正确需要重新调整。
- 检查传感器是否正常,如位置传感器或速度传感器是否损坏。
如有问题需要修复或更换。
二、传动系统故障的诊断与排除传动系统是数控机床实现各种运动的关键部分,常见故障包括传动带断裂、滚珠丝杠卡滞等。
以下是一些常见故障的诊断与排除方法。
1. 传动带断裂故障现象:机床的轴无法运动,传动带松动或断裂。
故障原因及处理方法:- 检查传动带是否过紧或过松,如过紧需要调整松度,如过松需要重新调整紧度。
- 检查传动带是否损坏,如发现传动带断裂需要及时更换。
2. 滚珠丝杠卡滞故障现象:机床的轴运动不顺畅,有卡滞现象。
服务器磁盘阵列常见问题及解决方法
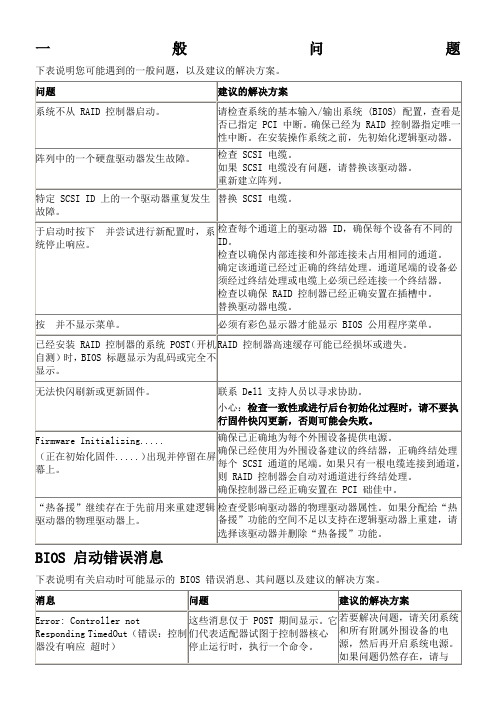
一般问题下表说明您可能遇到的一般问题,以及建议的解决方案。
BIOS 启动错误消息
下表说明有关启动时可能显示的 BIOS 错误消息、其问题以及建议的解决方案。
SCSI 电缆和连接器问题
如果您的 SCSI 电缆或连接器发生问题,请先检查电缆连接。
如果问题仍然存在,请访问 Dell 网站 ,以获得有关合格的小型计算机系统接口 (SCSI) 电缆及连接器的信息,或与您的 Dell 代表联系以获得信息。
系统 CMOS 启动顺序
系统启动顺序是由系统 CMOS 公用程序决定。
请按照下列说明更改启动顺序:
1.系统启动时,按。
2.从 System(系统)菜单左方,选择 Boot Sequence(启动顺序)。
3.突出显示您要更改的设备,并使用 Shift-Up/Down 箭头来更改设备的顺序。
4.按返回窗口左方。
5.务必按以确认启动顺序。
如果您按而非,将不会保存您的更改。
6.按 Save/Exit(保存/退出)。
7.系统将重新启动。
预测性故障报告
自我监控、分析及报告技术 (SMART) 用于检查硬盘驱动器,寻找潜在驱动器故障的早期征兆。
SMART 是硬盘驱动器本身的一项功能,不受 RAID 控制器的控制。
所有传送到驱动程序的 SMART 消息都会传送到操作系统中。
操作系统问题
下表说明您可能遇到的操作系统问题,以及建议的解决方案。
显卡的各种故障维修方法精选大全

显卡的各种故障维修方法精选大全显卡故障1.显示31、0D后不亮机:测色度显存的A线的波形若有再测晶体的波形如果晶体有波形为主芯片坏;晶体无波形再测晶体两脚的电压有电压是晶体坏无电压是主芯片坏。
如果色度显存无波形测BIOS的A区和D区如果A区无波形再测金手指上的阻值、波形及电压如果正常再测BIOS的阻值。
如果BIOS的A区有波形D区无波形为BIOS坏BIOS的A区和D区都有波形为主芯片坏。
2.显卡插上不能运行windows为主芯片坏。
3.显卡画面出来就死机:用电阻法测色度显存的对地电阻以及判断线路。
在阻值正常的情况下用示波器测色度显存的数据端的波形两个色度显存都要测哪个色度显存的波形不正常就是那个色度显存坏。
如果阻值和波形都正常就是主芯片坏。
色度显存的电压和波形的幅度如果不够取下色度显存再测电压和波形。
如果恢复就是色度显存坏;没有恢复就是主芯片坏。
两个色度显存的波形是一模一样的如果哪个出现波形异常就是那个色度显存坏。
4.显卡亮度很暗:测亮控电阻的电压和阻值。
5.显卡的亮度很亮:用烙铁重新焊一下亮控电容再用洗板水洗一下。
如还不行为主芯片坏。
6.显卡底色偏色:主芯片坏。
7.显卡不能玩3D游戏:主芯片坏。
个别显卡是加速显存坏或者晶体发生偏移。
8.显卡驱动程序装不上:主芯片坏或者显卡BIOS资料被破坏以及用错BIOS。
9.行、场不同步:先测阻值判断线路。
阻值不正常线路正常则再测波形无波形为主芯片坏;有波形行场控制器坏或者VGA头坏。
数码卡出现0D、31的提示:金手指到显卡主芯片的输入端的任何线路出现问题都会导致显卡提取信号丢失。
主芯片的输入端所有信号出现问题显卡将不工作。
BIOS的对地电阻在450-700Ω之间信号由金手指输入主芯片由主芯片发出寻址信号到BIOS的A区再由BIOS的D区发出数据到主芯片由主芯片处理信号后存到显存。
主芯片的输入端包括金手指上的所有线BIOS的所有线这些都是显卡不亮机的主要故障部位。
数控机床常见故障处理方法

数控机床常见故障处理方法数控机床是当今机器零件加工等行业经常用到的机器,无论当它出现任何故障的时候,都不能正常工作,将会耽误生产。
一,机床不能回机械零点,原因:1,原点开关触头被卡死不能动作。
2,原点挡块不能压住原点开关到开关动作位置。
3,原点开关进水导致开关触点生锈,接触不好,这个原因经常发生。
4,原点开关线路断开或输入信号源故障。
5 ,PLC输入点烧坏。
对策:1,清理被卡住部位,使其活动部位动作顺畅或者更换行程开关。
2,调整行程开关的安装位置,使零点开关触点能被挡块顺利压到开关动作位置。
3,更换形成开关并做好防水措施。
4,检查开关线路有无断路短路,有无信号源(24伏直流电源)。
5,更换IO板上的输入点,做好参数设置,并修改PLC程式。
二,机床正负硬限位报警正常情况下不会出现此报警,在未回零前操作机床可能会出现,因没回零前系统没有固定机械坐标,而是随意的定位,且软限位无效,所以操作机床前必须先回零点。
原因:1,行程开关触点被压住,卡住(过行程)。
2,形成开关损坏。
3,行程开关线路出现断路短路和无信号源。
4,线位挡块不能压住开关触点到动作位置。
5 ,PLC输入点烧坏。
对策:1,手动或手轮摇离安全位置,或清理开关触头。
2,更换行程开关。
3,检查行程开关线路有无短路,短路有,则重新处理。
检查信号源。
(24伏直流电源)。
4,调整形成开关安装位置,使之能被正常压上开关触头至动作位置。
5,更换IO板上的输入点并做好参数设置,修改PLC程式。
三,松刀故障原因:1,气压不足。
2,松刀按钮接触不良或线路断路。
3,松刀按钮PLC输入地址点烧坏或者无信号源。
4,松刀继电器不动作。
5,松刀电磁阀损坏。
6,吃刀量不足。
7,打刀缸油杯缺油。
8,打刀缸故障。
对策:1,检查气压,待气压达到6公斤±1公斤即可。
2,更换开关或检查线路。
3,更换IO板上PLC输入口或检查PLC输入信号源,修改PLC程式。
4,检查PLC输出信号有无,PLC输出口有无烧坏,修改PLC程式。
锐捷网络SAM客户端常见故障现象与排除

锐捷网络SAM客户端常见故障现象与排除现象01:客户端一运行即消失原因:1、设置多个DNS(二个以上)或者多个IP。
2、系统里有system32.exe这个进程,可能是木马进程序,有可能伪装成其它的名字。
解决方法:1、正确设置IP(网管中心提供的IP地址)和DNS(二个以内)。
2、检测系统中的非法进程,注意个人电脑防护。
现象02:客户端提示“找不到合适的网卡”原因:系统没有正确获得网卡信息,或者网卡有问题;解决方法:退出并重新打开客户端,如果问题依旧存在,请将网卡驱动程序卸载重装,如果还是不能解决问题,更换一张网卡;现象03:客户端提示“目前系统工作环境与软件运行环境相冲突,软件不能正常运行CODE=2”原因:安装了多块网卡,和SAM要求的不符合;解决方法:卸载或者禁用多余网卡,只保留一张网卡运行(如果是win98系统,禁用拨号适配器);现象04:“目前系统工作环境与软件运行环境相冲突,软件不能正常运行CODE=4”原因:安装了代理服务器,和SAM要求的不符合;解决方法:关闭或卸载代理服务器以及一切可能成为代理服务器的软件;现象05:认证失败,没有任何错误提示原因:WINXP用户启用了系统自带的802.1X认证解决方法:双击网络连接图标,把属性里面的身份验证标签下“启用802.1X身份认证”前的勾去掉。
现象06:认证失败,提示“已达到最大连接数”原因:使用的帐号已在线,可能使用了别人的帐号,或者帐号输入错误解决方法:确认自己帐号正确性,如果确属自己帐号,则告知相关请有效证件,要求网管中心将其帐号下线。
现象07:认证失败,提示“IP类型错误”原因:系统没有获得你的IP地址信息解决方法:在本地连接属性里面正确填写IP地址,如果还是不能解决,请将网卡驱动程序卸载重装一次。
现象08:认证失败,提示“XXXX绑定错误”原因:非正常使用帐号;目前使用的网卡相关设置和网管中心用户信息数据库里的相关绑定记录不一致解决方法:正确使用个人帐号,不要随意更改设置;带有效证件到网络中心做修改现象09:无法认证,提示“网卡未连接上”原因:网线连接不正确,网线质量差,寝室小交换机质量差,交换机柜停电等;解决方法:检查网线是否正常,寝室小交换机是否正常,确认值班室交换机柜是否停电;现象10:无法认证,认证客户端停顿在:寻找认证服务器。
内燃32位微机控制装置(LCS32)简单故障处理

内燃32位微机控制装置(LCS32)简单故障处理1. LCS32微机箱每块插件均装有1个CPLD指示灯,微机正常工作时每个CPLD指示灯应闪烁,若某个指示灯不闪烁,则表明该块插件故障,需予以更换。
2. CPU插件装入之前,应确认拨码开关和跳线所处的位置正常。
工作时CPU插件拨码开关和跳线位置应为: K1的1、4脚合,2、3脚断; 跳线J4断开。
系统正常工作时,CPU插件上的8个指示灯工作情况如下: 1HL—8HL 指示灯闪亮,系统软件工作正常 9HL 指示灯闪亮,CPLD工作正常 10HL 指示灯常亮,电源工作正常 若机车控制系统出现故障,可先观察软件指示灯的工作情况,如果指示灯中某一个或多个指示不正常,可以将系统进行重新上电复位处理。
若仍不正常,更换插件。
3. 若总控开关合闸后微机不工作,没有一个指示灯亮,则可通过电源插件面板上的插孔检查+5V、±15V输出情况。
若是微机电源有问题,则将开关电源更换。
4. 如电源正常而微机不工作,则有可能是CPU有问题,更换一块完好的CPU插件(注意写好软件),若仍然不工作,则采用应急处理方法:机车转入油马达励磁状态运行。
5. 若机车一端显示器正常,另一端显示器不正常,则可能是那端显 示器本身有问题。
若两端显示器都不正常,无通信,则可能是频率串口插件17FE820有问题,更换一块完好的频率串口插件。
更换后两端显示器若仍不正常,再更换一块完好的CPU插件17FE810。
6. 若机车偶有空转撒砂现象发生,则可能是真空转,微机自动给以保护,属正常现象。
若某个电机转速持续异常,如车速低时,显示该电机转速过高,或车速高时,该电机转速震荡,则有可能是转速传感器有问题,应先检查及更换该速度传感器;若确认速度传感器正常,再更换频率串口插件17FE820。
7. 若柴油机转速异常,引起机车工作不正常,则有可能是柴油机转速传感器有问题,应检查柴油机转速传感器及其线路,在确认正常的前提下,可更换频率串口插件17FE820。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在100 MHz的频率下运行时,MCU仅消耗50mA的电流
●根据具体情况,可选择低功耗模式。
(休眠,所有模块停止,软件待机、深度软件待机)
[2012-3-29 10:51:59]
[问:cccfeb]
RX62T驱动电机的电路图有没有?有没有实例在网站上!
目前RX62T的产品实例还没有,客户基本上用H8/3062的老型号在做,如果能换成RX62T效果肯定明显,因为RX62T的性能比H8/3062高了很多.
[2012-3-29 10:51:57]
[问:liang-1011]
RX62T,32bitMCU的主要特点及优势?
[答:Kenwong]
增强型定时器(提高了PWM分辨率,带有比较器的启动定时器)
[答:tonyliu]
1.注意功率器件的选取。2.注意开关频率,通常开关频率越高,效率会有提高。
[2012-3-29 10:47:04]
[主持人:ChinaECNet]
各位网友,本次座谈的演示及问答内容,将于今天下午开始在中电网进行回放,同时还提供本次座谈的PPT内容下载,请大家关注中电网的更新。
[2012-3-29 10:47:52]
[2012-3-29 10:34:16]
[问:zpjnear]
请问光伏并网逆变器,光伏扬水逆变器,光伏微网逆变器中分别使用哪款MCU(Renesas)比较合适?
[答:Kenwong]
RX62T
[2012-3-29 10:34:44]
[问:ezcui]
在光伏逆变器上应用的单片机是否需有哪些严格或特殊的要求?
[2012-3-29 10:56:34]
[问:siceng]
瑞萨单片机在光伏逆变器上具有短路保护功能吗?在雷击、海啸等极端情况下,工作性能如何?
[答:Hanhuang]
当IPM等出现过流和过温时,产生的故障信号输送给MCU的POEx, MCU会立即关断输出,实现保护.
在雷击、海啸等极端情况下,工作性能如何?这个应该和整个系统有关,如果福岛的防浪墙再高一些,就不会有核泄漏了.
●增强型AD (12位A/D,采样&保持电路x 3通道,双重数据寄存器x 1通道)
●嵌入式外设元件(可编程的增益放大器,窗口比较器)
●故障保护控制功能(支持家电标准IEC60730)
实现了高速度运行:以100MHz运行时达到165DMIPS性能
●硬件乘法器/除法器,乘法累加器和单精度浮点运算单元
100MHz单周期高速存储器(闪存256KB, RAM 16KB)
[2012-3-29 10:43:28]
[问:gbd]
单元电路单价,可否提供样板。
[答:Kenwong]
Pls. contact our Agent and Agent can provide sample support.
[2012-3-29 10:44:16]
[问:jlc317]
瑞萨单片机在光伏逆变器上的应用在业内具有哪些多优势呢?
[答:Lvyingzheng]
可以的
[2012-3-29 10:41:19]
[问:syj317]
RX62T可以同时实现几通道同步采样?
[答:Hanhuang]
利用2个单元12位ADC (S/H x6)和1个单元10位ADC (S/H x1)可实现7个通道同步采样
[2012-3-29 10:43:06]
是的,有双H8/3062,也有H8/3062+H8/36049,也有双H8S/20203.
[2012-3-29 10:58:18]
[问:samewell]
瑞萨单片机在光伏逆变器运用中的输出功率有哪几种,外接电路复杂吗?
[答:Lvyingzheng]
目前有1.5KW-6KW的各档输出功率.
[2012-3-29 10:59:31]
[答:Kenwong]
High performance, 100MhZ Timer +12 bit AD
Good EMC!
Good price!
[2012-3-29 10:36:42]
[问:chengchet]
和其它的单片机相比有和特点,开发工具是否可以自制?
[答:Hanhuang]
相比较3062,这款MCU比较新,速度快,功能强,价格比较便宜,仿真器也便宜,仿真器是E1.
[问:syj317]
RX62T功耗怎么样?有哪些低功耗模式可选?
[答:Kenwong]
Pls download RX62T hardware manual and ref to "Low power Consumption" chapter.
There are detail data for each mode.
[问:easewind]
目前在那些项目上在应用?
[答:Hanhuang]
谢谢你信任瑞萨公司的MCU ,我们已经有用户使用RX62T了.
[2012-3-29 10:34:05]
[问:lvgeneral]
瑞萨单片机与其他类型的单片机相比,优点有哪些?在逆变器中如何安全使用?
[答:johnfu]
RX62T族高性能微控制器,具有100MHz的最大工作频率,设计用于进行电机控制。它们配有多功能计时器(MTU,GPT),高速12位A/D转换器和10位A/D转换器,用于促进电机控制。产品还整合了IEC60730安全标准的安全特性。除了256KB的最大闪存和16KB RAM片上存储器外,它们还具有用于存储数据的32KB的最大片上闪存。
[2012-3-29 10:45:35]
[问:zpjnear]
我们当前使用SH7047用于光伏逆变器中,如果换成RX62T,开发时间和成本是否能降低?
[答:Lvyingzheng]
从SH7047换到RX62T成本大大降低
[2012-3-29 10:46:04]
[问:yedaochang]
最大输出功率是多少?
E1是不是可以自制的,如果想用简易的,可以用过串口调试.但这个需要工程师有功底.
[2012-3-29 10:37:05]
[问:hnsdkj]
我公司欲生产太阳能光伏逆变器和控制器,能否协助完整载发产品?
[答:Hanhuang]
抱歉,没有完整方案,目前我们只能协助你们使用MCU
[2012-3-29 10:38:35]
[答:Chenyihua]
需要具有高性能的PWM输出,和快速的运算能力
[2012-3-29 10:35:12]
[问:月迎朝阳]
您好,请问所使用的瑞萨单片机是什么型号的,多少位的?
[答:Kenwong]
RX62T, 32bit MCU
[2012-3-29 10:35:54]
[问:2009]
性价比如何
[问:ezcui]
瑞萨单片机能普遍应用于光伏逆变器吗?有无应用局限?
[答:johnfu]
瑞萨RX62T单片机能普遍应用于光伏逆变器,因为片上的MTU3和GPT,可以提供高速PWM输出。
[2012-3-29 10:39:54]
[问:charly_sun]
通过瑞萨方案逆变的电能是否能够符合国家入网标准?
[2012-3-29 10:56:41]
[问:yedaochang]
RX62T功耗如何?
[答:Lvyingzheng]
50mA@100MHz
[2012-3-29 10:57:03]
[问:flower_huanghua123]
瑞萨单片机在光伏并网发电是不是都是双CPU方案。
[答:Lvyingzheng]
[2012-3-29 10:49:23]
[问:liang-1011]
瑞萨单片机在光伏逆变器上应用的效率可以达到什么水平?
[答:Kenwong]
Sorry! We do not have this data.
[2012-3-29 10:49:31]
[问:ezcui]
瑞萨单片机的MTBF具有多高水平?
[答:johnfu]
瑞萨是一个全球性的MCU的领先公司,我们致力于为广大客户提供优良的品质。RX62T提供工业级供客户选择。
[2012-3-29 10:49:49]
[问:cccfeb]
网站上有没有更详细的实例和代码?
[答:Hanhuang]
请注册登录瑞萨网站,下载相关材料
/support/downloads/download_results/C1000000-C9999999/mpumcu/rx/an_r01an0556eg_rx62t_rsk.jsp
[答:Lvyingzheng]
如果换成RX62T成本会大大降低,而且RX系列是瑞萨今后主推的产品,不断有新产品推出.
[2012-3-29 10:44:27]
[主持人:ChinaECNet]
各位网友,我们现在已经进入问答环节,如果您想重新收看刚才的讲解,请点击页面上方的“在线演示”。
[2012-3-29 10:44:57]
RX62T有开发版提供,有关详细信息,请联系我们的销售。
/buy/disty/index.jsp
[2012-3-29 10:56:34]
[问:skyok123]
RX62T微处理器在太阳能蓄电方面有应用吗?
[答:Lvyingzheng]
目前好像没有这方面的应用,主要是用在单相组串式逆变器上.
[2012-3-29 10:51:32]
[问:syj317]
E1是否支持JTAG连接?
[答:johnfu]
E1是支持JTAG连接RX.
[2012-3-29 10:51:47]
[问:cccfeb]
我看到国外光伏逆变器用DSP处理器,用RX62T效果明显么?有没有应用产品实例?