松下一体机提示呼叫维修
松下伺服发生故障报警代码一览及对策

松下伺服发生故障报警代码一览及对策在工业自动化领域,松下伺服系统以其高精度、高可靠性和高性能而备受青睐。
然而,就像任何复杂的设备一样,松下伺服在运行过程中也可能会出现各种故障,并通过报警代码向用户提示问题所在。
了解这些报警代码以及相应的对策,对于快速排除故障、恢复生产至关重要。
常见的松下伺服报警代码及含义报警代码 11:过电流保护当驱动器检测到电机的电流超过设定的允许值时,会触发此报警。
可能的原因包括电机过载、电机短路、驱动器故障等。
对策:首先,检查电机是否承受了过大的负载,如有必要,减轻负载。
其次,检查电机的连接线是否有短路现象,修复或更换损坏的线路。
如果问题仍然存在,可能是驱动器本身出现故障,需要送修或更换。
报警代码 12:过电压保护电源电压过高或者在电机减速时产生的再生能量过大,都可能导致过电压报警。
对策:确认输入电源电压是否在规定范围内,如果过高,需调整电源。
对于再生能量过大的情况,可以考虑使用外接再生电阻来消耗多余的能量。
报警代码 13:欠电压保护电源电压过低会触发此报警。
对策:检查电源输入是否正常,是否存在线路接触不良或电源故障。
确保电源供应稳定在规定的电压范围内。
报警代码 14:编码器故障编码器是用于反馈电机位置和速度信息的重要部件,如果出现故障,会影响系统的控制精度。
对策:检查编码器的连接线是否松动或损坏,重新连接或更换线路。
如果编码器本身损坏,需要更换新的编码器。
报警代码 16:过载保护电机长时间在超过额定负载的情况下运行,会导致过载报警。
对策:减轻负载,使电机在额定负载范围内运行。
同时,检查电机的散热情况,确保良好的通风散热。
报警代码 18:再生过载保护当再生电阻的容量不足或者再生能量过大时,会引发此报警。
对策:检查再生电阻的规格是否符合要求,如有必要,更换更大容量的再生电阻。
报警代码 21:过速保护电机转速超过了设定的允许值。
对策:检查控制参数设置是否正确,是否存在异常的速度指令输入。
松下电机报警代码及处理方法
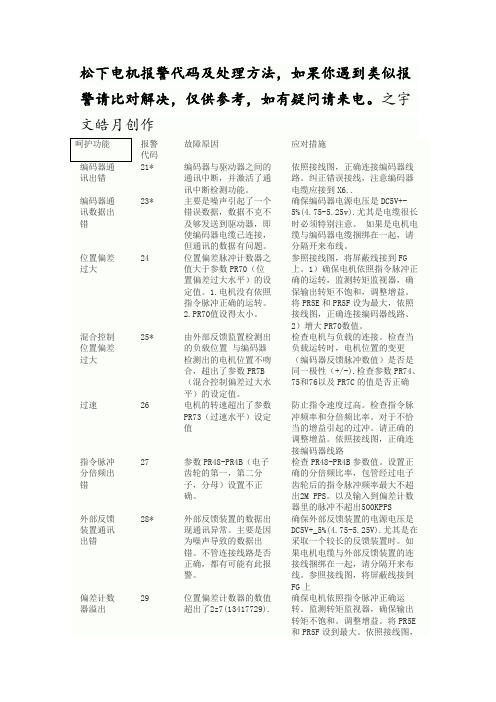
松下电机报警代码及处理方法(总4页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除松下电机报警代码及处理方法,如果你遇到类似报警请比对解决,仅供参考,如有疑问请来电。
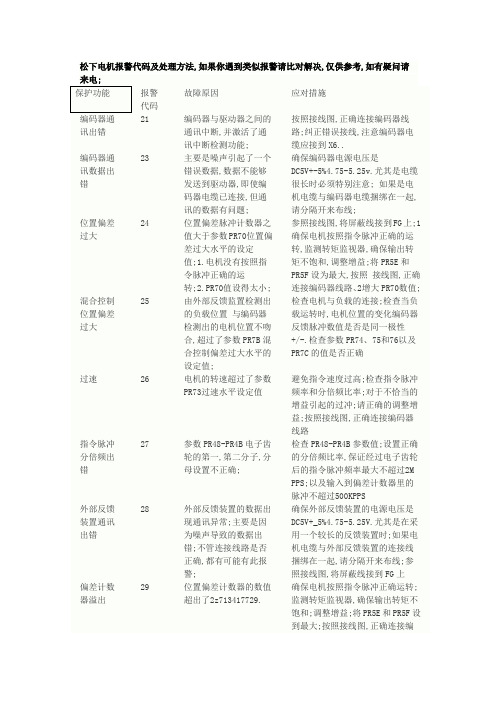
保护功能报警代码故障原因应对措施编码器通讯出错21*编码器与驱动器之间的通讯中断,并激活了通讯中断检测功能。
按照接线图,正确连接编码器线路。
纠正错误接线,注意编码器电缆应接到X6..编码器通讯数据出错23*主要是噪声引起了一个错误数据,数据不能够发送到驱动器,即使编码器电缆已连接,但通讯的数据有问题。
确保编码器电源电压是DC5V+-5%(4.75-5.25v).尤其是电缆很长时必须特别注意。
如果是电机电缆与编码器电缆捆绑在一起,请分隔开来布线。
位置偏差过大24位置偏差脉冲计数器之值大于参数PR70(位置偏差过大水平)的设定值。
1.电机没有按照指令脉冲正确的运转。
2.PR70值设得太小。
参照接线图,将屏蔽线接到FG上。
1)确保电机按照指令脉冲正确的运转,监测转矩监视器,确保输出转矩不饱和,调整增益。
将PR5E和PR5F设为最大,按照接线图,正确连接编码器线路、2)增大PR70数值。
混合控制位置偏差过大25*由外部反馈监置检测出的负载位置与编码器检测出的电机位置不吻合,超过了参数PR7B(混合控制偏差过大水平)的设定值。
检查电机与负载的连接。
检查当负载运转时,电机位置的变化(编码器反馈脉冲数值)是否是同一极性(+/-).检查参数PR74、75和76以及PR7C的值是否正确过速26电机的转速超过了参数PR73(过速水平)设定值避免指令速度过高。
检查指令脉冲频率和分倍频比率。
对于不恰当的增益引起的过冲。
请正确的调整增益。
按照接线图,正确连接编码器线路指令脉冲分倍频出错27参数PR48-PR4B(电子齿轮的第一,第二分子,分母)设置不正确。
检查PR48-PR4B参数值。
设置正确的分倍频比率,保证经过电子齿轮后的指令脉冲频率最大不超过2M PPS。
松下报警信息及处理方法-贴片培训资料
松下报警信息及处理方法-贴片培训资料v1.0 可编辑可修改1 《松下贴片机常见报警信息、原因分析及处理方法》正常生产中显示画面生产中,此时有报警信息待处理基板传送方向正在生产的程序查看抛料信息,停贴装中的基板(PCB)与PT电脑网络联接状态传板方料车生产状态2TBL1第7-R物料用完自动基板(PCB)跳过(此料多个站位),及时供给物料后按:存储器元件供给,消除报警信息产生不良吸嘴,自动跳过或指定(人为)跳过,出现此信息及时反馈给当线工艺人员3生产状态:暂停原因:TBL1第10-L站的料皮断开或松开处理方法:将其正确接好后,确认feeder压盖、吸取中心点、前端料带剪断后开机生产,(如处理不当,有损伤吸嘴的可能)4原因:生产中Table1安全门被打开或在打开的状态下进行了按键操作解决:关闭Table1安全门,并做相关确认再进行操作56原因:1.机器在生产过程中table-2-第7站feeder被拔出 2.供料带受阻造成(此时该feeder指示灯会亮或闪烁)解决:(此异常有撞断吸嘴的可能)1.暂停状态下或该站报警时才可以取出feeder 2.把该feeder取出确认其状态,把前端料带、供料7 原因:吸取位置偏位会造成吸取不良抛料、贴装不良等解决方法:料车的清洁,feeder维护等89原因:基板末搬送到位,传感器末感应到该基板解决:把基板移到传感器上面(不要放到阻挡块上面,否则会把基板顶起)告知线体工艺处理10原因:机器检测到feeder盖、前端料带、料皮、feeder防起盖(如处理不当,有撞断吸嘴的可能)解决:确认feeder 盖、前而料带、料皮、feeder防起盖,确认OK后才可开机生产(此确认项目是开机前的确认事项,机器表面帖有提醒图11 12原因:高速机贴装高度受阻报警,有多件、压件、乱件的可能解决:确认贴装状态,反馈给线体工艺检修(如不经确认,处理不当,有撞断吸嘴的可能)13原因:机器在高速运行中feeder被拔出造成(有撞断吸嘴的可能)解决:此做法是禁止的1415原因:1. 生产中紧急开关被按下解决:1.恢复紧急开关,回原点开机生产2.处理紧急情况后,检查机器可动部分后,开机生产16原因:生产中正在交换吸嘴时机器报警,造成交换动作没完成,会出现此报警解决:进“生产设定”-“吸嘴设定”-解锁键(UNLOCK )+“挡板开/关”,将其关闭UNLOCK1718原因:多功能机贴装高度受阻报警,有多件、压件、乱件的可能解决:确认贴装状态,反馈给线体工艺检修(如不经确认,处理不当,有断吸嘴的可能)19。
松下1520
松下DP-1520P/1820P/1820E维修资料.B1. 要选择维修模式时依次按“功能”、“原稿尺寸”和“3”键即选择维修模式,然后 F1 将在显示屏中出现。
2. 要退出维修模式时同时按“功能”和“清除”键则使维修模式复位5.1.6. F7 模式:电子计数器将机器设置为维修模式并按数字键盘上的“7”键。
按“开始”键。
输入所需的代码编号或按“V”、“/\”箭头键。
如果您要选择另一个代码编号,用箭头键在菜单上滚动。
按“设定”键。
输入所需的功能代码编号,然后按“设定”键。
按“清除”键时,所选的代码输入将不被接受。
按“停止”键,然后同时按“功能”和“清除”键退出维修模式。
设置参数后重新启动机器以启用新的设置。
F7 模式编号项目备注01 键操作员ID 代码进入计数器模式的键操作员ID 代码。
02 总计数所有复印/打印的总计数。
03 定期维护计数定期维护计数。
04 扫描仪定期维护计数扫描仪读取的定期维护计数。
05 未使用06 OPC 感光鼓计数从OPC 感光鼓送入记录纸的定期维护计数。
07 显影单元计数从显影单元送入记录纸的定期维护计数。
08 ADF 定期维护计数从ADF 送入原稿的定期维护计数。
09 未使用10 显影载体计数从显影单元送入记录纸的定期维护计数。
11 旁路送纸盘计数从旁路送纸盘送入的纸张总计数。
12 第一纸盒计数从第一纸盒送入的纸张总计数。
13 第二纸盒计数从第二纸盒送入的纸张总计数。
14 第三纸盒计数从第三纸盒送入的纸张总计数。
15 第四纸盒计数从第四纸盒送入的纸张总计数。
16 双面计数双面打印总计数。
17 ADF 计数从ADF 送入的原稿总计数。
18 ADF 读取计数从ADF 扫描的原稿总计数。
19 扫描仪计数扫描操作的总计数。
20 扫描仪读取计数扫描仪读取的总计数。
21 复印打印计数打印的复印件总计数。
5.1.7. F8 模式:维修调整将机器设置为维修模式并按数字键盘上的“8”键。
松下电机报警代码及处理方法
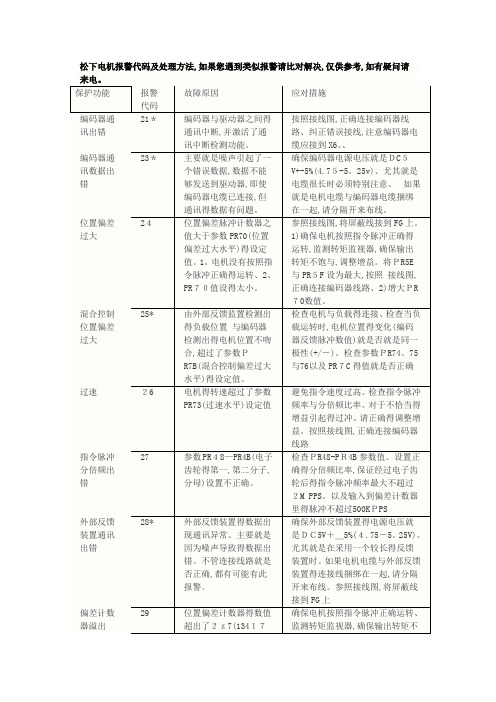
松下电机报警代码及处理方法,如果你遇到类似报警请比对解决,仅供参考,如有疑问请来电。
之宇文皓月创作呵护功能报警代码故障原因应对措施编码器通讯出错21*编码器与驱动器之间的通讯中断,并激活了通讯中断检测功能。
依照接线图,正确连接编码器线路。
纠正错误接线,注意编码器电缆应接到X6..编码器通讯数据出错23*主要是噪声引起了一个错误数据,数据不克不及够发送到驱动器,即使编码器电缆已连接,但通讯的数据有问题。
确保编码器电源电压是DC5V+-5%(4.75-5.25v).尤其是电缆很长时必须特别注意。
如果是电机电缆与编码器电缆捆绑在一起,请分隔开来布线。
位置偏差过大24位置偏差脉冲计数器之值大于参数PR70(位置偏差过大水平)的设定值。
1.电机没有依照指令脉冲正确的运转。
2.PR70值设得太小。
参照接线图,将屏蔽线接到FG上。
1)确保电机依照指令脉冲正确的运转,监测转矩监视器,确保输出转矩不饱和,调整增益。
将PR5E和PR5F设为最大,依照接线图,正确连接编码器线路、2)增大PR70数值。
混合控制位置偏差过大25*由外部反馈监置检测出的负载位置与编码器检测出的电机位置不吻合,超出了参数PR7B(混合控制偏差过大水平)的设定值。
检查电机与负载的连接。
检查当负载运转时,电机位置的变更(编码器反馈脉冲数值)是否是同一极性(+/-).检查参数PR74、75和76以及PR7C的值是否正确过速26电机的转速超出了参数PR73(过速水平)设定值防止指令速度过高。
检查指令脉冲频率和分倍频比率。
对于不恰当的增益引起的过冲。
请正确的调整增益。
依照接线图,正确连接编码器线路指令脉冲分倍频出错27参数PR48-PR4B(电子齿轮的第一,第二分子,分母)设置不正确。
检查PR48-PR4B参数值。
设置正确的分倍频比率,包管经过电子齿轮后的指令脉冲频率最大不超出2M PPS。
以及输入到偏差计数器里的脉冲不超出500KPPS外部反馈装置通讯出错28*外部反馈装置的数据出现通讯异常。
维修打印机之呼叫维修6与卡纸
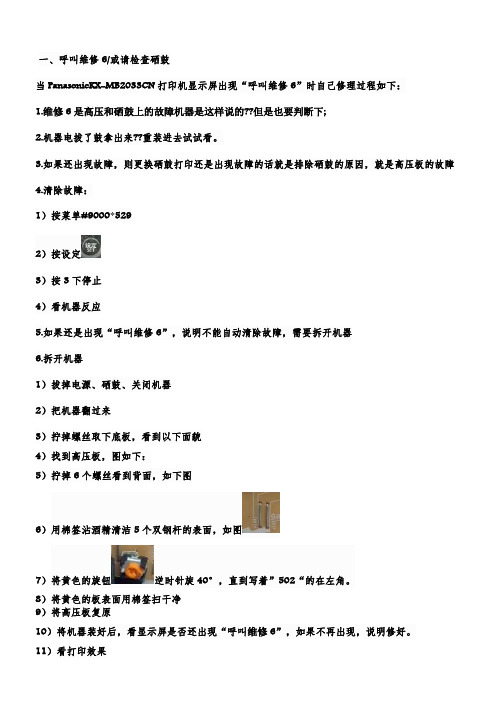
一、呼叫维修6/或请检查硒鼓当PanasonicKX-MB2033CN打印机显示屏出现“呼叫维修6”时自己修理过程如下:1.维修6是高压和硒鼓上的故障机器是这样说的??但是也要判断下;2.机器电拔了鼓拿出来??重装进去试试看。
3.如果还出现故障,则更换硒鼓打印还是出现故障的话就是排除硒鼓的原因,就是高压板的故障4.清除故障:1)按菜单#9000*5292)按设定3)按3下停止4)看机器反应5.如果还是出现“呼叫维修6”,说明不能自动清除故障,需要拆开机器6.拆开机器1)拔掉电源、硒鼓、关闭机器2)把机器翻过来3)拧掉螺丝取下底板,看到以下面貌4)找到高压板,图如下:5)拧掉6个螺丝看到背面,如下图6)用棉签沾酒精清洁5个双钢杆的表面,如图7)将黄色的旋钮逆时针旋40°,直到写着”502“的在左角。
8)将黄色的板表面用棉签扫干净9)将高压板复原10)将机器装好后,看显示屏是否还出现“呼叫维修6”,如果不再出现,说明修好。
11)看打印效果二、卡纸当PanasonicKX-MB2033CN打印机老是卡纸时,自己修理过程如下:注意:该过程要绝对小心,不要弄断里面的元件1)拔掉电源、拿出硒鼓、拉出纸盒.,合上盖2)把机器翻过来3)拧掉螺丝取下底板,看到以下面貌4)找到这个结构5)拧开螺丝,翻转过来可以看到如下结构:6)轻轻的拔掉2个小排插的线7)拿下传感器板块好操作8)轻轻的抠出黑色顶盖9)看到黑盒里面的2块铜片10)找个1字小螺丝刀??把里面污垢刮干净?、?刮亮?、?刮平、??刮均匀。
11)变成这个模样12)然后用镊子夹住布条沾酒精擦拭铜片表面13)待酒精干后再装回去松下KX228cn,松下KX788cn等激光传真打印一体机在使用过程中,出现了故障,屏幕显示一些代码,现将这些代码整理出来,供大家参考。
一般情况下,我们可以对此类机器做总清可以解决不少问题,方法是:1、KX-F50/90:依次按下:“program”“#”“9”“0”“0”“0”“*”即可进入测试模式,然后输入“#”“5”“0”“start/copy”可对机器进行程序全清。
松下电机报警代码及处理方法
松下电机报警代码及处理方法,如果你遇到类似报警请比对解决,仅供参考,如有疑问请来电;保护功能报警代码故障原因应对措施编码器通讯出错21编码器与驱动器之间的通讯中断,并激活了通讯中断检测功能;按照接线图,正确连接编码器线路;纠正错误接线,注意编码器电缆应接到X6..编码器通讯数据出错23主要是噪声引起了一个错误数据,数据不能够发送到驱动器,即使编码器电缆已连接,但通讯的数据有问题;确保编码器电源电压是DC5V+-5%4.75-5.25v.尤其是电缆很长时必须特别注意; 如果是电机电缆与编码器电缆捆绑在一起,请分隔开来布线;位置偏差过大24位置偏差脉冲计数器之值大于参数PR70位置偏差过大水平的设定值;1.电机没有按照指令脉冲正确的运转;2.PR70值设得太小;参照接线图,将屏蔽线接到FG上;1确保电机按照指令脉冲正确的运转,监测转矩监视器,确保输出转矩不饱和,调整增益;将PR5E和PR5F设为最大,按照接线图,正确连接编码器线路、2增大PR70数值;混合控制位置偏差过大25由外部反馈监置检测出的负载位置与编码器检测出的电机位置不吻合,超过了参数PR7B混合控制偏差过大水平的设定值;检查电机与负载的连接;检查当负载运转时,电机位置的变化编码器反馈脉冲数值是否是同一极性+/-.检查参数PR74、75和76以及PR7C的值是否正确过速26电机的转速超过了参数PR73过速水平设定值避免指令速度过高;检查指令脉冲频率和分倍频比率;对于不恰当的增益引起的过冲;请正确的调整增益;按照接线图,正确连接编码器线路指令脉冲分倍频出错27参数PR48-PR4B电子齿轮的第一,第二分子,分母设置不正确;检查PR48-PR4B参数值;设置正确的分倍频比率,保证经过电子齿轮后的指令脉冲频率最大不超过2MPPS;以及输入到偏差计数器里的脉冲不超过500KPPS外部反馈装置通讯出错28外部反馈装置的数据出现通讯异常;主要是因为噪声导致的数据出错;不管连接线路是否正确,都有可能有此报警;确保外部反馈装置的电源电压是DC5V+_5%4.75-5.25V.尤其是在采用一个较长的反馈装置时;如果电机电缆与外部反馈装置的连接线捆绑在一起,请分隔开来布线;参照接线图,将屏蔽线接到FG上偏差计数器溢出29位置偏差计数器的数值超出了2z713417729.确保电机按照指令脉冲正确运转;监测转矩监视器,确保输出转矩不饱和;调整增益;将PR5E和PR5F设到最大;按照接线图,正确连接编码器线路;外部反馈装置通讯出错35外部反馈装置与驱动器之间的通讯中断,并激活中断检测功能;定期检查外部反馈装置的接线,纠正接线错误;EEPROM参数出错36电源接通瞬间从EEPROM读取数据时,存储在内存里的数据受损;FO重新设置所有的参数;FO若仍然出错,请换用新的驱动器,并将此台驱动器送经销商检修;EEPROM校验码出错37电源接通瞬间从EEPROM读取数据时,存储在内存里的数据受损;伺服驱动器可能有故障,请换用新的,并将此台驱动器送经销商检修;行程限位禁止输入信号出错38当参数PRO4行程限位禁止输入无效值设为O时,CW和CCW方向行程禁止输入端子CWL.X5第8引脚 ,CCWL ,X5 第9引脚与COM一端子的连接都是开路,或者PRO4设为2时,W;现COM一的连接有一个是开路检查限位开关,连接电缆以及CW,CCW限位开关的电源;尤其要注意检查控制信号用的电流电源12-24V,确保信号接通ON时没有延时;模拟量指令过电压39输入到模拟量速度指令端子SPRX5第14引脚的电压超过了参数 PR71所设定的数值;SPR./TRQR/SPL有输入时此保护功能才工作;并且若满足以下条件可更精确的工作;1速度控制模式参数PRO2-1、3或5,且PRO5-0或2,即选择了输入模拟量指令,以及零速箱位无效,PRO2-2或4,且PR5B-O. 3转矩控制模式 PRO2-2或5,且PR5B-1,以及零速箱位无效即速度指令不足0;FO正确设置参数PR71模拟量指令偏差水平值;检查插头X5的接线状况; FO提高参数PR57速度指令滤波器的设定值;FO将PR71设为O,取消此保护功能;绝对式编码器系统断电40绝对式编码器电源断电重新接上电池,将绝对式编码器的数据清零,只有将数据清零后才能清除掉此报警绝对式编码器计数器溢出41编码器多圈计数器的数据超过了规定值正确设置PROB的参数值; 调整从原点开始的运动,使得脉冲不超过32767.绝对式编码器过速42只用电池供电时,编码器转速超过规定值FO检查编码器侧的电源电压DC5V+-5%;FO检查插头X5接线是否有误;只有将数据清零才能清除此报警;绝对式编码器单圈数据出错44编码器检测到其单圈计数器有一个错误电机可能有故障,请更换新电机;绝对式编码器多圈数据出错45编码器检测到其多圈计数器有一个错误;绝对式编码器状态出错47电源接通时,编码器转速超过规定值避免电机在接通电源那一片刻的运动;编码器Z相信号出错48没有检测到Z相脉冲信号,编码器可能有故障;电机可能有故障,请更换电机编码器通讯信号出错49编码器CS信号逻辑异常;编码器可能有故障外部反馈装置O号报警50外部装置反馈出来的数据的校验码的第0位数据变成了1.FO检查外部反馈装置的具体规格说明;FO在排除此问题后清除外部反馈装置的数据;FO然后关断控制电源再重启外部反馈装置1号报警51外部装置反馈出来的数据的校验码的第1位数据变成了1外部反馈装置2号报警52外部装置反馈出来的数据的校验码的第2位数据变成了1FO检查外部反馈装置的具体规格说明;FO在排除此问题后清除外部反馈装置的数据;FO然后关断控制电源再重启外部反馈装置3号报警53外部装置反馈出来的数据的校验码的第3位数据变成了1外部反馈装置4号报警54外部装置反馈出来的数据的校验码的第4位数据变成了1外部反馈装置5号报警55外部装置反馈出来的数据的校验码的第5位数据变成了1CCWTL指令过电压65输入到端子CCWTLX5第16引脚的模拟量转矩指令超过了规定值+10V或——10V;CCWTL有输入FO检查插头X5的接线;FO可输入CCWTL的最高电压为+—10V;FO可输入的CWTL的最高电压为+—10V;时此保护功能才工作;并且若满足以下条件下可更精确的工作;1转矩控制模式:PR02-5;或者PR02-2或4.且PR5B-1 2位置/速度/全闭控制模式;PRO3-0.CWTL指令过电压66输入到端子CWTLX5第18引脚的模拟量转矩指令超过了规定值+20V或—10VCWTL有输入时此保护功能才工作;并且满足以下条件可更精确的工作;1位置/速度/全闭环控制模式;PR03-0.FO检查插头X5的接线;FO可输入CCWTL的最高电压为+—10V;FO可输入的CWTL的最高电压为+—10V;电机自动识别出错99电机与此驱动器不匹配换用匹配的电机其他出错信息其它数字噪声过大导致控制电路发生故障,伺服驱动器的自诊断功能由于内部出错而激活FO关断电源,再重新上电;FO如果仍旧报警,驱动器可能有故障,停止使用,更换成新的电机与驱动器,并将此台驱动器送经销商检修;。
松下电机报警代码及处理方法
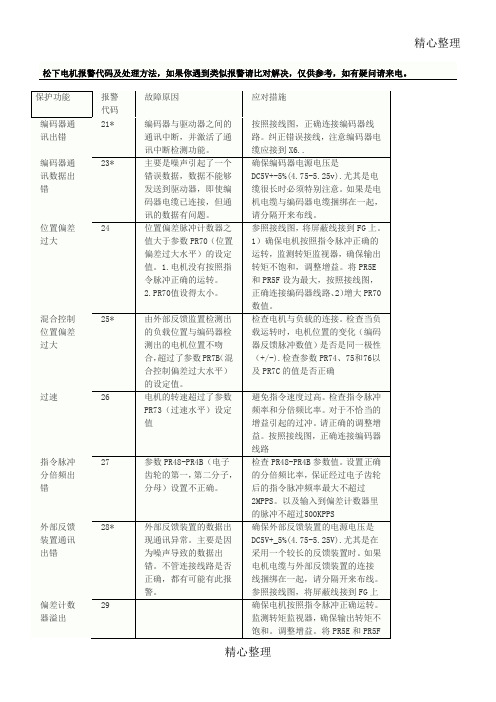
精心整理松下电机报警代码及处理方法,如果你遇到类似报警请比对解决,仅供参考,如有疑问请来电。
保护功能报警代码故障原因应对措施编码器通讯出错21*编码器与驱动器之间的通讯中断,并激活了通讯中断检测功能。
按照接线图,正确连接编码器线路。
纠正错误接线,注意编码器电缆应接到X6..编码器通讯数据出错23*主要是噪声引起了一个错误数据,数据不能够发送到驱动器,即使编码器电缆已连接,但通讯的数据有问题。
确保编码器电源电压是DC5V+-5%(4.75-5.25v).尤其是电缆很长时必须特别注意。
如果是电机电缆与编码器电缆捆绑在一起,请分隔开来布线。
位置偏差过大24位置偏差脉冲计数器之值大于参数PR70(位置偏差过大水平)的设定值。
1.电机没有按照指令脉冲正确的运转。
2.PR70值设得太小。
参照接线图,将屏蔽线接到FG上。
1)确保电机按照指令脉冲正确的运转,监测转矩监视器,确保输出转矩不饱和,调整增益。
将PR5E和PR5F设为最大,按照接线图,正确连接编码器线路、2)增大PR70数值。
混合控制位置偏差过大25*由外部反馈监置检测出的负载位置与编码器检测出的电机位置不吻合,超过了参数PR7B(混合控制偏差过大水平)的设定值。
检查电机与负载的连接。
检查当负载运转时,电机位置的变化(编码器反馈脉冲数值)是否是同一极性(+/-).检查参数PR74、75和76以及PR7C的值是否正确过速26电机的转速超过了参数PR73(过速水平)设定值避免指令速度过高。
检查指令脉冲频率和分倍频比率。
对于不恰当的增益引起的过冲。
请正确的调整增益。
按照接线图,正确连接编码器线路指令脉冲分倍频出错27参数PR48-PR4B(电子齿轮的第一,第二分子,分母)设置不正确。
检查PR48-PR4B参数值。
设置正确的分倍频比率,保证经过电子齿轮后的指令脉冲频率最大不超过2MPPS。
以及输入到偏差计数器里的脉冲不超过500KPPS外部反馈装置通讯出错28*外部反馈装置的数据出现通讯异常。
松下电机报警代码及处理方法
松下电机报警代码及处理方法,如果您遇到类似报警请比对解决,仅供参考,如有疑问请来电。
保护功能报警代码故障原因应对措施编码器通讯出错21*编码器与驱动器之间得通讯中断,并激活了通讯中断检测功能。
按照接线图,正确连接编码器线路、纠正错误接线,注意编码器电缆应接到X6。
、编码器通讯数据出错23*主要就是噪声引起了一个错误数据,数据不能够发送到驱动器,即使编码器电缆已连接,但通讯得数据有问题。
确保编码器电源电压就是DC5V+-5%(4.75-5。
25v)、尤其就是电缆很长时必须特别注意、如果就是电机电缆与编码器电缆捆绑在一起,请分隔开来布线。
位置偏差过大24位置偏差脉冲计数器之值大于参数PR70(位置偏差过大水平)得设定值。
1。
电机没有按照指令脉冲正确得运转、2、PR70值设得太小。
参照接线图,将屏蔽线接到FG上。
1)确保电机按照指令脉冲正确得运转,监测转矩监视器,确保输出转矩不饱与,调整增益。
将PR5E与PR5F设为最大,按照接线图,正确连接编码器线路、2)增大PR70数值。
混合控制位置偏差过大25*由外部反馈监置检测出得负载位置与编码器检测出得电机位置不吻合,超过了参数PR7B(混合控制偏差过大水平)得设定值。
检查电机与负载得连接、检查当负载运转时,电机位置得变化(编码器反馈脉冲数值)就是否就是同一极性(+/-)。
检查参数PR74、75与76以及PR7C得值就是否正确过速26电机得转速超过了参数PR73(过速水平)设定值避免指令速度过高。
检查指令脉冲频率与分倍频比率。
对于不恰当得增益引起得过冲、请正确得调整增益。
按照接线图,正确连接编码器线路指令脉冲分倍频出错27参数PR48—PR4B(电子齿轮得第一,第二分子,分母)设置不正确。
检查PR48-PR4B参数值。
设置正确得分倍频比率,保证经过电子齿轮后得指令脉冲频率最大不超过2M PPS。
以及输入到偏差计数器里得脉冲不超过500KPPS外部反馈装置通讯出错28*外部反馈装置得数据出现通讯异常、主要就是因为噪声导致得数据出错。
松下KXTDA集团电话故障大全
集团电话故障大全2387、TA30 通过DISA 不能拨打分机,拨打分机号码后出现忙音用户在设置DISA 的安全方式时设置为完全安全方式。
所之外线通过DISA 拨分机需要DISA 码,只要取消DISA 的安全方式就解决问题。
38八、TA30 分机不能转接电话,并非断有外线回叫到前台这是没有改TA30 的保留模式由于分机回铃所造成的,将它设成保留模式2 可解决问题。
38九、TA30 按时断线功能实现不了,有哪些相关的程序TA30 的自动断线功能是针对分机设的,咱们只要编按时断线的时间和按时断线的分机两项。
相关编程分别为时间:212,分机613。
390、TD88 总机转分机的振铃频率可否更改?专用话机可以改,普通话机不能改。
39一、TA30CN 利用DISA 卡接听电话,转接后四声就被分机截取,可否取消该功能将TA30CN 截取时间改长就行,最好不要取消该功能,要不然没人接听电话,该分机一直振铃39二、TA30CN 前转至外线功能为何不能用由于设置了外线1:N 响铃,所之外线进来后不知道到哪个分机前转.393、TA30CN 计费查对远程功能无效cPU 板有两个灯,上面灯亮,表示CPU 板有故障;下面灯亮,表示CPU 电池电用完了,需改换(怕关机后由于分机拨号错误或其他原因利用户在拨号进程中停了下来,拍叉簧后重拨,致使将第一次所抓外线转到第二条外线,出现话单394、TA30CN 分机限制不能打市话,305 设为限制市话,不能限制远程用户检查所有302 到305 肯定在305 里锁了一个*,也确认不能打市话的分机为第五品级,但却能打远程。
经检测,最后发此刻例外码中设了0。
39五、TA30CN 的DISA 转接电话后,分机无应答,会出现所有分机都响铃的现象?这主如果工程人员没有修改程序按初始化所造成的,只要修改系统的截取振铃(410-412),问题可以得到解决。
39六、TA30CN 产生外线保留系统保留模式不对,在程序104 中将改成模式2397、TD88 普通话机通完话后会有回叫,如何取消?99 区第二项改成挂断。
松下7818 机器常见问题及问题维修排除方法
松下7818复印机提示载体维修呼叫解决方法松下7818复印机提示载体维修呼叫解决方法处理方法:更换好载体。
1、进入维修模式:(USER键+A3键+3);2、进行计数器清零:(F7-C99-复印键);3、进行维修呼叫复位:(F5-7O-复印键);4进行载体初始化:(F8-C09-复印键)FP-7718自疹代码E1—01 光学扫描故障E1—20 镜头倍率驱动故障E1—21 反射镜驱动故障E1—23 F8-02测试输入E1—32 自动浓度原稿检测E1—40 光学风扇马达1故障E1—41 光学风扇马达2故障E1—43 光学风扇马达4故障E2—01 上升托盘提升马达E2—01下层托盘提升马达E3—01 补粉马达故障E3—03 碳粉浓度传感器故障E3—10 高压电源漏电E3—11 高压电源漏电E3—20 主马达故障E3—21 吸尘扇马达故障E3—22 抽风扇马达故障E3—23吸入风扇马达故障E3—30 消电灯故障E3—40 复印浓度传感器输出检测E3—50 转印清洁器E4—01 定影器预热故障E4—10 抽风扇马达1E4—11抽风扇马达2 E4—12抽风扇马达3E5—01 +24V直流电源E5—04 +10V直流电源E5—10 +5V直流电源E5—23 控制面板通讯故障E5—41 对位定时控制电路故障E5—42 总计数器E5—50 通讯错误E7—XX ADF故障FP-7718维修代码F1 显示器全亮F2 单页复印操作F3 双面复印操作F4输入/输出检查F5 改变复印机功能F6 调整和编程F7 电子计数器F8 复印机操作调整F9 电话号码编程F4 输出检查26 定位轮离合器27 手送纸进纸离合器28 手送纸进纸离合器29 主马达30 对位轮离合器31主定影灯32 副定影灯33 暴光灯34 臭氧/吸尘/冷却风扇35 循环离合器36 出纸选择离合器37 抽风马达138抽风马达2 39 光学风扇1和440 光学风扇2和3 41 进纸离合器42 总计数器43 键计数器45 +24V输出F5功能编程0 国家版本标准=1 0=日本1=美国2=欧洲1 频率0=50HZ 1=60HZ2 自动复位时间标准=2 0=无1=1.45S 2=2:1M 3=3:3M3 节能时间标准=7 0=15M 1=30M 2=60M 3=1.5H 4=2H 5=3H 6=4H 7=无7 语言变更标准=0 0=日语1=英语2=德语9 定影灯项位控制标准=0交叉控制1=项位控制10 光学冷却风扇控制标准=1控制方式0=正常动作11 复印保留功能标准=1检测0=不检测13 自动关闭时间标准=0=无1=30M 2=60M 3=1.5HR 4=3HR 5=4HR14 上纸盒复印纸尺寸设定标准=0=无1=3A 2=B4 3=A4 4=A4R 5=A515 下纸盒复印纸尺寸设定同上25 复印浓度感应器标准=1=检测0=不检测58 U14废粉满标准=0=停止复印1=可以复印59 U13无碳粉标准=0=停止复印1=可以复印60 纸盘选择0=手动1=自动70 预防维护标准=0 0=无1=1.5K 2=2.5K 3=3.5K 4=10K 5=15K6=20K 10=80K 11=90K 工厂设定=10=8万71 预防维护0=不标识1=标识72 定影器清洁辊计数0=继续复印1=停止复印《标准=1》73 清洁辊计数器选择0=120K 1=80K80 纸张尺寸优先选择标准=A4 0=A4R 1=B4 3=A3 4=B5R 5=B5 90 风鸣器标准=1=有0=无F6 调整编程0 100%垂直和水平倍率标准=100% 范围= -9—+9 +放大–缩小1 100%水平倍率标准=100% 范围= -9—+92 100%距焦范围= -50—+503 100%垂直倍率范围= -50—+50 +放大键-缩小键4 原稿对位检测时间范围= -30—+3011暴光标准范围= -99—+9912图片暴光电压范围= -99—+9913 缩小暴光14 放大暴光17 栅极电压标准标准=810V19 偏压标准电压标准= -200V21 碳粉浓度传感器增益电压标准= -6.5V99 F5 F6初始化回到工厂初始值F7 计数器22 预防维护总计数器维护呼叫指示器ON,PM计数器被消零35 手送纸计数器36 下层纸盘计数器37 上层纸盘计数器F8 操作调整00 更换暴光灯灯架前移450MM,按清除/停止键返回08 反射镜和镜头锁定操作按复印键09 碳粉浓度感应器自动调整更换载体时按复印键,调整约两分钟10 鼓充电电压检查14 自动曝光调整F9 电话号码输入按复印键,输入电话号码,〈—〉复位键,空格=图片/自动键松下FP-7718维修代码F4 输出检查19 专用台下层加装卡箱之送纸离合器20 专用台中层加装卡匣之送纸离合器21 专用台上层加装卡匣之送纸离合器22 主机送纸离合器23 手送台送纸离合器24 手送台电磁阀25 主机纸张传送滚轴离合器26 主机同步滚轴离合器27 加热灯管28 铁粉槽29 曝炮灯30 光学部散热风扇31 传送部吸风扇32 定像部散热风扇34 石油棉存之电磁阀35 AVTO板之电磁阀36 总计数器37 计数器控制38 颁机之送纸马达39 颁机页片移动(往上移)40 颁机叶片移动(自下移)41 专用台之同步离合器42 +24V ON CPU板CN151和2脚43 专用台下层加装卡匣这顶举马达44 专用台中层加装卡匣之顶举马达45 专用台上层加装卡匣之顶举马达46 专用台送纸马达47 ADF主马达(往前转)48 ADF主马达(向后转)49 ADF供应原稿部分50 ADF等待之电磁阀51 ADF供应原稿之倒转电磁阀52 ADF倒转马达(高速)53 ADF送稿马达(反转方向)54 ADF煞车器55 ADF之LED显示57 专用台纸张退回电磁阀62 双面部压动马达及送纸离合器(送纸方向)63 双面部压动马达(出纸方向)64 出纸电磁阀65 双面部纸匣切换电磁阀66 双面部滚轴准马达F4-69 装钉导板压动马达70 装订马达71 纸张更换电磁阀72 纸张定位电磁阀73 装纸压动马达74 装订指示灯(LED)75 ADF供应原稿部分(2)76 ADF送稿马达(反转方向)(低速)77 ADF传送皮带马达(低速反转方向)78 ADF煞车电磁阀79 集尘风扇80 定影部散热风扇F5模式程式设定00 因家版本01 电源频率02 自动反目时间03 节电装置07 更改显示语言09 使用双面部文计数0:不跳1:跳10 光学部散热风扇选择11 影印预约功能0:无1:有F5 程序设定项次内容IT20 自动送稿器0:无1:自动检知有无122 专用台送纸系统0:无1:自动检知有无124 亮度检知0:不检(AE)1:检 125 影印色度检知0:不检(OFF)(PCF ON/OFF)1:检(ON) 126 双面部0:无1:自动检知有无127 总计数0:不跳(印双面夹纸时)1:跳028 总计数0:不跳(印双面夹纸时)1:跳030 自动送稿器之0:检知二自动调整0 检测装置调整1:不检二不自调31 自动送稿器奶回定位0:有1:无140 计数器跳双张0:单张1:A3跳两张2:B4/A3跳两张41 计数器之跳动选择0:入纸跳1:出纸跳142 外加计数0:不外加1:外加计数控制器2:部门电子计数043 外加计数器之跳动选择0:入跳1:出跳050 浓淡度模式设定0:无自动1:自动优先2:手动优先152 原稿尺寸自动检知0:不检(手动)1:检(自动)153 自动留装订边0:不留(有ADF)1:留057 多尺过送程(ADF)58 影印动作0:停止(废粉满时)1:可继续059 影印动作0:停止(缺粉时)1:可继续070 扳手符号出现周期设定0:不设定1:1500张2:2500张3:5000张4:10000张5:1.5万张6:2万张7:3万张8:6万张9:12万张F5-80还原时之纸张选择0:A4R 1:B42:A4 3:A34:B5R 5:B5F6模式程式调整00 等倍率(与送纸垂直及平行方向的倍率)(标=100.0%)01 等倍率(平行于走纸方向)改变扫描速度02 等倍焦距调整03 等倍率(垂直于关纸方向)改变镜头位置04 原稿扫描同步05 纸张同步06 LED组之同步07 前端空白08 尾端转写(缩小及等倍时)09 尾端转写(放大时)11 曝光亮度调整12 照片模式之曝光亮13 缩小时之曝光亮14 放大时曝光亮度15 亮度标准值(反射率)16 亮度修正值17 栅极电压(-007V)18 照片时栅压(-600V)19 磁棒偏夺(-250V)20 滚筒灵敏度调整21 碳粉灵敏度调整(黑色)标=7.5V26 碳粉补给准位(黑色)=2.5V31 定影部温度调整32 原稿色度之淡准位值调整(ADTO MODE)33 原稿色度之平均准位值调整34 原稿色度之明暗对比调整36 ADF同步(单面原稿)37 ADF同步(双面原稿)38 黑准位之曝光电压调整(正常-40+40)39 曝光灯之基本电压调整(PCF曝光电压)40 栅极电压之基本值调整(PCF栅压)41 卡匣至同步滚轴之送纸时调整42 与送台至同步滚轴之送纸时序调整43 卡匣至中继轮轴之送纸时序调整44 系统铁桌上层卡匣至中继轮轴之送纸时序调整45 系统铁桌中层卡匣至中继轮轴之送纸时序调整46 系统铁桌下层卡匣至中继轮轴之送纸时序调整52 缩小时之焦距调整53 放大时之焦距调整54 使用ADF之前端空白调整(无退回定位状态时)80 PCF之曝光亮度修正值81 PCF之磁棒偏压82 PCF之栅压修正值F7 模式电子计数设定部门密码:1 F5-42设为22 F7-00=20设定密码F8模式:操作调整00 曝光灯更换01 同步调整之影印测试02 同步调整执行后将F6-04 0.5值写入记忆03 曝光灯之亮度标准值设定有更换auto侦测板时需设定04 浓度准位(不调)06 显示前十次之错误代码及夹纸07 清除前十次错误代码及夹纸记忆08 锁定反射镜组反镜头组09 碳粉自动调整(载体设定)。
松下电视机维修方法总结

彩电是客厅的必备电器之一,不管你是否需要用,只要能用到,就会安装好,而在使用中,有时会出现硬件坏了的问题,多数人不知如何处理。
事实上,处理方法很简单,先检查损坏情况,联系售后或专业师傅维修,早点恢复正常。
其内容如下:松下电视硬件坏了怎么办1、无信号:解决方法(1)看电视的时候,如果没有输入信号,先查看信号电缆连接状况,查看主板由行场输入到反相器、输出再到主芯片部份电路有无虚焊或短路现象,再查看主板各工作点电压是否正常。
(2)若出现看超出显示结果,就要要查看计算机输入信号是否超出范围,然后再查看主板各个工作点的电压。
2、电视机黑屏故障的维修方法:1电源电路不正常引起:表现为按面板按键无任何反应,指示灯不亮,一般是烧保险或者是稳压芯片出现故障,有部分机器是把开关电源内置,输出两组电源,其中一组是5V,供信号处理用,另外一组是12V提供高压板点背光用,如果开关电源部分电路出现了故障会有可能导致两组电源均没输出。
2是电源正常,按面板的按键反应也正常,屏幕黑屏:遇到这种故障就要充分发挥维修人员细心的本性,仔细观察,逐一排查,按键能正常起作用就说明A/D驱动板的MCU还是能正常工作,也就进一步说明电源部分工作还是正常的,黑屏是由于背光没有点亮,有可能是驱动背光的电路出现了问题。
花屏或者是白屏。
这种情况通常是屏的驱动电压出现问题,首先更换驱动板和驱屏线,若不行检查液晶电视背光供电电路。
基本思路为,检查驱动板5V转3.3V 的稳压块是否有供电输出,检查屏体驱动板保险丝,检查DC-DC转换电路,检查负压形成IC,检查行、列驱动IC。
如果你对电视机维修技术不懂,最好自己还是不要动手修理,因高压包会产生高压的,很危险,还是找维修师傅修理。
3、避免划伤、撞击液晶屏幕表面。
液晶显示屏非常脆弱,直接碰触或直接用力的撞击,很容易造成液晶屏幕上细小线路与装置的损伤,产生所谓的“坏点”。
例如,许多人有用手指对屏幕指指点点的习惯,这可能会对液晶电视造成致命的损害;此外,要看管好自己的小孩和他们的玩具,任何对液晶屏幕的撞击、划刻都会带来直接的损伤,并且极有可能令整块屏幕报废。
松下伺服发生故障报警代码一览及对策

(2)再生放电电阻断线。
(2)为∞则为断线。应更换外置电阻。
(3)外置再生放电电阻不匹配,导致无法吸收再生电能。
(3)改变所定再生放电电阻值,W数。
(4)驱动器故障(回路故障)
(4)ห้องสมุดไป่ตู้换新的驱动器。
13
0
主电源电压不足保护(PN)
辅助码
保护功能
原因
对策
33
0
I/F输入重复分配异常1保护
输入信号(SI1,SI2,SI3,SI4,SI5)的功能分配有重复设定。
请正确设定针对连接器引线的功能分配。
33
1
I/F输入重复分配异常2保护
输入信号(SI6,SI7,SI8,SI9,SI10)的功能分配有重复设定。
请正确设定针对连接器引线的功能分配。
(5)检查电机连接部U,V,W的连接器插头是否脱落,如果松动,脱落,则应紧固。
(6)由于频繁接通,关闭伺服,导致动态制动器用的继电器熔化。
(6)更换驱动器。请勿通过接通,切断伺服进行运转,停止操作。
(7)电机与驱动器不匹配。
(7)检查铭牌所示电机,驱动器型号(容量),更换匹配驱动器的电机。
(8)脉冲输入和接通伺服时序为同步,或脉冲输入过快。
1
再生晶体管异常保护
伺服驱动器的再生驱动用晶体管故障。
更换驱动器。
21
0
编码器通讯断线异常保护
编码器和驱动器的通信,在达到一定次数后中断,激活断线检测功能。
接线图所示正确连接编码器线路。
纠正连接器插头的错误连线。
21
1
编码器通信异常保护
松下 KX-MB2008CN KX-MB2038CN多功能一体机 说明书

附件信息:为了确保本机正常工作,我们建议您使用Panasonic 的墨盒和硒鼓。
■更换附件–墨盒R型号(部件号):KX-FAC415CN –硒鼓R型号(部件号):KX-FAD416CN 附带的安装 CD-ROM 提供了 PDF 格式的使用说明书,含有如何使用本机的详细说明。
需要使用Adobe® Reader®来查看。
请于使用前仔细阅读操作使用说明书,并妥善保管 CD-ROM。
您可以选择中文或英文模式。
显示和报告将使用所选择的语言。
默认设定是中文。
如果需要更改设定,请参考使用说明书(功能#110)。
կ㣅䇁⫼ ˖ҹ ⼎ 䗝 㣅䇁˄ 㛑#110˅DŽ请务必使用本机附带的 USB 线。
FOR ENGLISH USERS:You can select English for the display andreport (feature #110).用户记录(供您将来参考)购买日期序列号(可以在本机背面找到)经销商名称和地址经销商电话号码请在此附上您的收据。
注释:R 请保存好原装纸箱和包装材料,以便将来运输和搬运本机时使用。
R 拆开本产品包装后,请正确处理包装材料和/或电源插头保护盖。
R 在本说明书中型号的后缀部分被省略了。
R 本说明书中的大多数图形都以 KX-MB2008 为基础。
注意:R 当您操作本机时,电源插座应设置在靠近本机并且易于插拔的地方。
R 请务必使用本机附带的电话线(仅 KX-MB2038)。
R 请勿延长电话线(仅 KX-MB2038)。
商标:R Adobe 和 Reader 是 Adobe Systems Incorporated 在美国或其它国家的注册商标或商标。
R 在此认定的所有其它商标均属于其各自的所有者。
版权:R 本手册的版权属于松下通信系统设备株式会社,仅可复制作内部使用。
未经松下通信系统设备株式会社的书面同意,其它任何全部或部分复制均不得进行。
© Panasonic Communications Co., Ltd. 2009 松下通信系统设备株式会社 2009目录1.1 为了安全31.2 关于安全操作的重要说明51.3 非法复印51.4 打开电源开关51.5 选择操作方式(扫描/复印)(传真:仅KX-MB2038)61.6 设定文稿61.7 显示信息71.1 为了安全为防止严重人身伤害和生命/财产损失,在使用本机之前请仔细阅读本部分以确保本机的正确和安全操作。
维修打印机之呼叫维修与卡纸
一、呼叫维修6/或请检查硒鼓当Panasonic KX-MB2033CN打印机显示屏出现“呼叫维修6”时自己修理过程如下:1.维修6是高压和硒鼓上的故障机器是这样说的??旦是也要判断下;2•机器电拔了鼓拿出来??重装进去试试看。
3.如果还出现故障,贝U更换硒鼓打印还是出现故障的话就是排除硒鼓的原因,就是高压板的故障4•清除故障:1)按菜单#9000 *5292)按设定班3 )按3下停止4)看机器反应5.如果还是出现“呼叫维修6”,说明不能自动清除故障,需要拆开机器6.拆开机器1)拔掉电源、硒鼓、关闭机器2)把机器翻过来3)拧掉螺丝取下底板,看到以下面貌4)找到高压板,图如下:5)拧掉6个螺丝看到背面,如下图8)将黄色的板表面用棉签扫干净9)将高压板复原10)将机器装好后,看显示屏是否还出现“呼叫维修6”,如果不再出现,说明修好。
11)看打印效果二、卡纸当Panasonic KX-MB2033CN打印机老是卡纸时,自己修理过程如下:注意:该过程要绝对小心,不要弄断里面的元件1)拔掉电源、拿出硒鼓、拉出纸盒•合上盖2)把机器翻过来3)拧掉螺丝取下底板,看到以下面貌4)找到这个结构5)拧开螺丝,翻转过来可以看到如下结构:7)将黄色的旋钮逆时针旋40。
,直到写着” 502 “的在左角。
10)找个1字小螺丝刀??把里面污垢刮干净?、?刮亮?、?刮平、??刮均匀11)12)然后用镊子夹住布条沾酒精擦拭铜片表面13)待酒精干后再装回去松下KX228cn,松下KX788cn等激光传真打印一体机在使用过程中,出现了故障,屏幕显示一些代码,现将这些代码整理岀来,供大家参考。
一般情况下,我们可以对此类机器做总清可以解决不少问题,方法是:1、KX-F50/90 :依次按下:“program ”“ #”“ 9 ”“即可进入测试模式0”然后输入“ # ”“ 5 ”“ 0 ”“ start/copy可对机器进行程序全清。
对F90输入“ # ”“ 6”“ 0可将切纸刀关闭s@仅对切纸机器有效)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
松下一体机提示呼叫维修1-6
呼叫维修1(call service 1)
激光器棱镜电机的问题
1:清零,
清零方法:菜单(目录)-- # -- 9000 --- * --- 550 --- 确认(启动)
2.棱镜电机摘下来交点缝纫机油,要是在不行就要换棱镜电机了。
3.可通过维修模式*639检查LUS
呼叫维修2(call service 2)
激光同步信号错误
可通过维修模式*639检查LUS
呼叫维修3 (call service 3)
定影组件问题
解决方法:
1.先清零试试
2.维修定影组件如果不行的就得更换了
呼叫维修4(call service 4 )
风扇的问题
可通过维修模式*677检查风扇
呼叫维修5(call service 5)
DC马达故障
可通过维修模式*556,再按0和设定按钮检查马达。
呼叫维修6(call service 6)
充电电压异常:
1、高压板
高压板坏了、高压板漏电、高压板上漏粉了,造成短路。
2、硒鼓
硒鼓寿命到了、检测不到硒鼓。
解决方法:
A:硒鼓右侧有三个铁片,那是高压触点,机身对应位置也有;
把几个触点擦干净,装上硒鼓试能不能检测到硒鼓。
B:给传真机清零试试: 菜单# 9000 * 550
如果不行的话只能更换硒鼓了,呼叫维修6一般都是硒鼓问题;
呼叫维修6是高压充电错误多是硒鼓电晕丝及栅网问题。
清除代码试试! 呼叫维修3的处理方法:
按菜单――开始――分页――9000*进入维修模式后输入代码529再按开始
.清零试试! 菜单→节能→分页→扫描3次→复印→页面布局2次→扫描→设置OK
如不行(维修1)激光器的多棱电机故障(维修3)定影组件故障----检查内部有无异物热敏电阻热敏传感加热器等是否良好
4送修。