飞机标准施工-钢索演示归纳.ppt
飞机连接工艺ppt课件

• 注意:定深器需要反复的调节,每次调节都要在废 板上作试验,只有埋头窝达到需要的尺寸范围内才 行。对于固定好的锪窝钻我们也要在再次使用前先 做试验。
24
• 锪窝操作步骤
– 1.选择对应的锪窝钻导向尺寸和形状,将导向放入安装孔内。 – 2.先按下风扳,再慢速推进,保证定外套端面与零件表面100%贴合。钻
20
• 锪窝的作用:
– 锪窝是在保证飞机结构和紧固件在强度允许的前提下,为 了改善飞机空气动力、减少飞机飞行是的阻力,采用埋头 紧固件而所作的一道工序。
• 锪窝钻
– 飞机上经常使用的锪窝钻的角度为100度和82度,在锪窝 时为保证锪窝的偏心度和偏轴度,锪窝钻上带有导向。不 同的铆钉直径选用不同导向的锪窝钻。由于紧固件的不同, 锪窝钻分直柄锪窝钻和锥柄锪窝钻两种:
18
1)普通铆钉的连接(普通铆接) • 钻孔及锪窝:
铆钉孔的位置:一般是指边距、排距(行 距)、孔距,允差一般是正负1.0mm。确定铆 钉孔位置的方法有按画线钻孔,按导孔钻孔, 按钻模钻孔。
19
1)普通铆钉的连接(普通铆接)
• 钻孔及锪窝:
锪孔--铆接埋 头铆钉时,钻孔 后要锪孔。高速 飞机上蒙皮与骨 架之间的连接主 要用埋头铆钉。
26
27
28
1)普通铆钉的连接(普通铆接)
• 制孔工具设备: 风钻 自动钻锪装置
29
1)普通铆钉的连接(普通铆接)
• 制孔工具设备: 风钻 自动钻锪装置
30
1)普通铆钉的连接(普通铆接)
• 铆接: 锤铆 压铆
31
锤铆
正铆是铆枪在镦头一面直接锤击钉杆,而用较重的顶铁顶住铆 钉头。主要优点是,工件表面质量好,引起工件的变形较小; 它的缺点是要求顶铁重,工人劳动强度大,而且铆枪要进入工 件结构内,要求开敞可达。
起重安全技术司索钢丝绳PPT课件
钢丝绳的制造材料
钢丝
作为钢丝绳的基本组成单元,通常采用高碳钢丝,经过热处理和拉拔工艺制成 不同直径和硬度的钢丝。
涂层
为了提高钢丝绳的耐腐蚀性和耐磨性,通常会在钢丝表面涂覆一层防腐涂层, 如镀锌、镀铝等。
钢丝绳的制造过程
01
02
03
04
钢丝拉拔
将原材料钢丝通过多道拉拔模 具进行拉伸,以获得所需直径
滑轮与卷筒
根据钢丝绳的规格和用途, 配置相应规格的滑轮和卷 筒,以确保钢丝绳的正常 运转和延长使用寿命。
起重机上钢丝绳的使用注意事项
检查与维护
定期对钢丝绳进行检查和 维护,发现损坏或磨损应 及时更换。
正确使用
严格按照操作规程使用起 重机,避免超载和斜拉等 危险操作。
安全防护
设置安全防护装置,如防 坠器、限位开关等,以保 障操作人员和设备安全。
加强钢丝绳的安全管理与维护
建立健全钢丝绳的安全管理制度, 明确安全责任和操作规程,确保 钢丝绳的使用和维护得到有效监
管。
加强钢丝绳的日常检查和维护, 定期对钢丝绳进行润滑、清洁和 紧固等保养工作,及时发现并处
理存在的安全隐患。
提高操作人员的安全意识和技能 水平,加强培训和教育,确保操 作人员能够熟练掌握钢丝绳的安
06
总结与展望
钢丝绳在起重安全中的重要性
钢丝绳作为起重机械的重要部件,承担着 吊装、搬运等作业中的负重任务,其安全 性对于整个起重作业的安全至关重要。
在起重作业中,钢丝绳的正确使用和维 护也是保证其安全性能的重要环节,需 要严格按照相关规定进行操作和维护。
钢丝绳的强度、耐磨性、抗拉强度等性能指 标直接关系到起重作业的效率和安全性,因 此选用合格的钢丝绳是起重安全的重要保障 。
机场基本技能培训课件:线路标准施工基础

二、特殊区域划分
在线路标准施工中,由于飞机的区域不 同,施工环境也随之改变,必须选用适合该 环境的材料,相应的施工工艺和要求也会有 所区别。一般飞机的区域划分为:增压区、 液压油区、振动区、高温区、潮湿区、燃油 区、防火区。下面对飞机 的特殊区域进行介 绍。
1、增压区
2、高温区
3、振动区域
按照振动级别来划分,振动级别1指无高振动,振动级别2、3均指 高振动。高振动区域安装的导线束必须进行防护。
STRIPMAS2T01E1R and DAVUM tools
1.常用绝缘去除工具选用与替代 1) 刻刀或手术刀 使用刀剥线时,要将导线与刀口
成90度; 使用刀剥线适用于:
— 导线截面尺寸大于5mm2 或 wire gauge 10以上
— 防火导线 — 屏蔽线 — 同轴电缆
2)剥线钳 剥线钳是一种手动操作的绝缘去 除工具,只需更换不同类型的刀片就 可完成多种类型导线的绝缘去除工作 。 对于屏蔽导线和同轴电缆,以及导线 截面积大于5mm2或者导线规格超过 AWG10的导线,可以使用专用的电 缆刀进行绝缘去除工作。剥线钳的操 作程序如图所示。
适用于插钉的压接
M22520-5-01
适用于接线片、拼 201接1 管等的压接
Text
Text
M22520-1-01
一. 安装turret: 在松开的情况下安装,用
Te9x/t64的内六角拧紧
二.
Locator选择:
根据数据牌选择定位; 选择对应颜色的定位; 按压锁住;
三. 锯齿深度选择:
参照turret上数据选择 取下锁定销; 工具松开的情况下选择; 提起并旋转选择钮; 装上锁定销
1.2 空客电气标准施工手册介绍
机场基本技能培训课件:航空器部附件标准施工

南航机务培训中心
A生产准备:新件的检查
检验标签在位 P/N S/N 与实物对照一致 检查附件上: 标牌清晰可辩 电插头完好,插钉无损坏 如有碟形活门,活门工作正常无卡组 堵头在位,所有螺纹接头无毛刺损伤 按手册要求添加或排放油液
地面准备 警告:顶升飞机一次只能更 换一个主轮,不能同时更换 两个主轮 1. 确保三个起落架地面安全销安装到位 2. 确保轮档就位(另一主起落架和前起落架轮档在位)
3. 检查需更换的主轮状态,确信所有轮毂螺杆在位完好
轮轴千斤顶顶升飞机必须令轮轴顶点与千斤顶轴窝完全贴合, 顶升飞机至轮胎离地面一定高度
基本技能培训
——航空器部附件标准施工
目录
1. 航空器部件、附件分类识别。 2. 航空器部件、附件拆装注意事项及标准施工
的必要性。 3. 生产准备(A) 4. 施工程序 (P) 5. 工作标准(S) 6. 典型部件拆装实例
常见部附件
EEC
常见部附件
起动机
标准施工的必要性
标准施工的必要性
标准施工的必要性
P工作程序:安装方法及测试 先装后拆的 后装先拆的 对角安装 对角磅力矩 打保险
南航机务培训中心
S工作标准:打力矩的正确姿势 根据工卡,将相应紧固件磅到规定的力矩值。
南航机务培训中心
S工作标准:力矩换算
南航机务培训中心
S工作标准:安装后的测试 检查部件安装情况,确保连接正确,安装到位
拧紧至12-14磅尺并锁上锁垫片
A321 安装风扇 ➢安装叶轮环罩,注意定位销对环罩
及叶轮外罩定位,主轮充气嘴必 须与环罩开口对齐。
➢按定位槽位置将叶轮安装到位 ➢安装垫片和螺帽,固定叶轮叶片
飞机标准线路施工实训内容及过程

飞机标准线路施工实训内容及过程1. 前言嘿,大家好!今天我们来聊聊飞机标准线路施工实训的那些事儿。
相信大家一听到“飞机”就会想到蓝天白云,想要翱翔四海。
不过,今天我们不说飞行的浪漫,而是聊聊在地面上,如何把这些钢铁鸟儿养得像只金丝雀一样,飞得稳稳的。
这可是个大工程,涉及的内容可不少,我们一起来掘掘里面的门道吧!2. 实训内容概述2.1 线路施工的基本知识首先,咱们得搞清楚,标准线路施工到底是个啥?简单来说,就是把飞机需要的各种电缆、管道、系统给安置好,就像搭积木一样。
这些线路可是飞机飞行安全的“生命线”,所以得严丝合缝,马虎不得。
就像古人说的:“千里之行,始于足下”,每一根线都不能掉以轻心。
2.2 施工工具与材料再来聊聊工具和材料,这可是施工的“法宝”。
从电缆剪到绝缘胶带,每一样都是我们的小伙伴。
在实训中,老师会带我们认识各种各样的工具,有的看起来像玩具,但其实可是专业级别的。
哦,对了,还有那些五花八门的材料,有的是金属的,有的是塑料的,各有各的用途,就像大厨调味料,缺一不可。
3. 实训过程细节3.1 准备阶段好啦,准备工作做足了,接下来就是实训的开场白。
我们会先听老师讲解整个施工的流程,这可不是光说说而已,老师还会用生动的案例来说明,让我们听得津津有味。
有时候,老师还会给我们带来一些“内幕消息”,比如怎样快速识别线路问题,简直是职场“秘籍”啊。
3.2 施工阶段然后,就进入了真正的施工阶段,大家分成小组,各自负责不同的线路。
刚开始的时候,哎呀,真是一言难尽,电缆像蛇一样缠在一起,让人摸不着头脑。
但慢慢地,大家开始找到了感觉,就像开车学员终于上路一样,紧张中带着一点点的兴奋。
在施工过程中,团队协作就显得尤为重要了。
我们需要默契配合,有时候一个人负责铺线,另一个人则在旁边监控进度,绝对不能掉链子!这就像在排练一出戏,只有每个人都能入戏,才能让整个表演完美无瑕。
4. 反思与总结4.1 遇到的挑战当然,实训过程中也不是一帆风顺,有时候线路不够长,有时候又短了一点,搞得大家头疼不已。
机场基本技能培训课件:紧固件保险基础(2016R1)
2.1.5.2保险丝钳编花法
(2)注意事项: 工作过程中需要剪切、拆除保险丝,这个
过程有可能会划伤皮肤或造成其他的伤害。 为确保安全应带护目镜!
2.1.5.2保险丝钳编花法
(3)基本步骤
2.1.5.3标准施工要点
(1)穿线角度不小于30度
最小30°
2.1.5.3标准施工要点
(2)手工编花时 ①结的第一扣角度:对穿孔为120° 边角孔为60° ②中间以60°的角度继续编结保险丝 ③收尾处:结的第一扣角度同上; 然后以80°的角度继续进行编结
2.1.5.5保险丝保险形式
2.1.5.5保险丝保险形式
2.1.5.6钢索螺套保险丝保险
(1)保险形式
2.1.5.6钢索螺套保险丝保险
(1)保险形式
此方法只能手动编花,不能使用任何工具。 辫尾要留有5/8英寸长,辫尾头弯向与钢索头相反 的方向。
2.1.5.6钢索螺套保险丝保险
(2)保险丝选择
② 上下侧开式的开口销尾端长度:向下弯折的脚 不触及螺帽垫片为准;向上弯折的脚应超过螺栓直 径二分之一,但不超过直径。
③ 左右侧开式的开口销尾端长度:不超过螺母的 半径或直接弯入附近第一个螺母槽中,但不应接触 螺纹。
(2)基本原则
④ 开口销尾端弯曲不可太急,否则易断。 ⑤每次工作必须使用新的开口销。
(3)工具
剪钳
冲子
锤子
尖嘴钳或钢丝钳
(4)注意事项
1、工作过程中需要剪切、拆除开口销,这个过 程有可能会划伤皮 肤或造成其他的伤害。
为确保安全应带护目镜!
2、剪除多余开口销时应该用手拿住被剪掉的开 口销尾端,防止掉落在工作现场或尾端飞溅伤 人。
(5)施工步骤
①全梅花式
第四章-飞机的装配过程和装配方法PPT课件
– 如装配工作集中在少数工作地、在少量的工艺装备上进行, 这就是集中装配原则。
13
• 采用分散装配原则的效果主要是:
– 增加平行工作地,装配工作可分散进行,扩大了工作面; – 结构开敞可达性好,改善了装配劳动条件,并有利于装配
连接工作的机械化和自动化。 – 从而能提高劳动生产率,缩短部件装配周期,也有利于提
• 部件、段件进一步划分为板件后:
– 为提高装配工作的机械化和自动化程度创造了条件 – 有利于提高连接质量
12
1.3 工艺分离面的划分考虑的装配原则
• 工艺分离面的划分需要考虑两种装配原则,即装配工 作的集中与分散 :
• 分散装配原则
– 如果一个部件的装配工作在较多的工作地点和工艺装备上 进行,即为分散装配原则
下壁板
桁条
4
蒙皮
板件 组合件
部件
• 飞机结构的可划分性首先取决于结构设计,即飞机 结构上是否存在相应的分离面,
• 而且划分出来的装配件,必须具有一定的工艺刚度。 这是在飞机结构设计过程中应全面、周密考虑的主 要问题之一,使所设计的飞机不仅能满足构造和使 用上的要求,还必须同时满足生产工艺上的要求。
– 进一步,装配夹具的误差随温度变化有确定的函数关系。
• 随机误差:许多未知细小因素综合而成,在一定范 围内大小不确定,其概率分布符合一定的统计规律。 同样工件,使用同样的工艺、工装和设备,也不能 做出完全相同的工件。
• 二者界限不是绝对的,可以互相转化。
38
3 装配定位方法
• 装配 定位、夹紧、连接 • 在装配过程中,首先要确定零件、组合件、板件、
– 飞机操纵系统的安装准确度直接影响飞机各项操纵性能。 – 飞机装配的结构连接质量,零件制造和装配产生的残余应
机场基本技能培训课件:线路标准施工基础
4.1 导线/电缆的选用原则
在选用导线/电缆时,要考虑导线/电缆的安装环境、 温度等级和绝缘等级。
导线/电缆的环境温度为105℃时,用于航空器的 常温区域;
导线/电缆的环境温度为250℃时,用于航空器的发 动机、APU和气源管道附近等高温区域。
4.2 飞机导线与电缆的标识 ESPM20-32
1)导线和导线束的标识 民用飞机上所有系统的每根导线/电缆都
适用于插钉的压接
M22520-5-01
适用于接线片、拼 201接1 管等的压接
Text
Text
M22520-1-01
一. 安装turret: 在松开的情况下安装,用
Te9x/t64的内六角拧紧
二.
Locator选择:
根据数据牌选择定位; 选择对应颜色的定位; 按压锁住;
三. 锯齿深度选择:
参照turret上数据选择 取下锁定销; 工具松开的情况下选择; 提起并旋转选择钮; 装上锁定销
有标识,这些标识是用专用设备制作到导线/ 电缆绝缘层上面的,用于在日常维护工作中 检查和排除航空器故障时辨认导线或电缆。
波音飞机线缆标识: 波音飞机线缆标识是以“W导线束编号-导线编号-导线规格-导线颜色”
的形式组成; 一个导线编号代表一根导线,在同一导线束里这根导线的编号是唯一
的,同时导线编号也代表这根导线的种类。(例如:219代表屏蔽或不带 屏蔽的双芯绞合Class Ⅱ导线/电缆)。
1.2 空客电气标准施工手册介绍
1.手册简介 电气标准施工手册(ESPM)主要用于描述电气线路标准施工和 电气器件的标准规范,是一本非客户化手册,适用于所有的空客系 列飞机。值得注意的是,关于发动机部分的电气标准施工并不在 EPSM中,相关内容参见AMM 70-71-XX。
飞机标准施工-钢索演示归纳.ppt
精品文档
20
钢索和其他部件的间隙
和钢索临近的部件
最小间距(英 建议间距(英寸) 寸)
和其他钢索之间
0.5
2.0
和结构、导线、管路
0.5
1.5(在钢索下部) 1.0(其他方向)
门、起落架和其他移动部 2.0
1、 钢索包裹区域; 2、 钢索导向片; 3、钢索压力封严; 4、钢索滑轮; 5、钢索扇形盘; 6、钢索鼓轮。 5) 涂抹完润滑脂后,应该使用干净的布擦拭钢索以清除多余的油脂,但是应在钢索表 面留有一层薄薄的目视可见油膜。
精品文档
14
钢索润滑注意事项
1) 不得使用溶剂或是加热方式去稀释钢索表面的润滑脂。不得使
及要在滑轮上经常运动的传动环节上。
精品文档
7
钢索材料
飞机操纵钢索的单体结构是钢丝,
通常采用碳素钢或不锈钢制成,如下:
a) Composition A – Carbon Steel – Zinc Coated
b) Composition B – Corrosion Resistant Steel
即: 碳钢,参考标准为:BMS 7-265, TYPE I, COMPOSITION A
用溶剂清洁钢索表面。溶剂会移走钢索的润滑脂。不得在钢索表面 涂抹或是喷洒BMS3-23。
2) 不得在不锈钢钢索表面涂抹溶剂、油脂和润滑油。这些材料会
收集引起钢索内表面损伤的沉淀物,进而降低钢索的使用寿命。
3)
机翼和吊架等接近高温源区域的钢索,其润滑脂的恶化速率要
大于其他区域的钢索。所以针对高温区域的钢索,应该以更小的间
机场基本技能培训课件:管路施工基础

2.2.1.2 V型突缘卡箍的作用和特点
作用:连接两个接口对称的硬管。 特点:强度大,同时可作为部件连接件使用。
南航机务培训中心
2.2.2 套管卡箍
南航机务培训中心
套管卡箍
南航机务培训中心
套管卡箍
南航机务培训中心
套管卡箍
作用:软管与硬管的连接。 特点:管路直径可大可小,承受压力较小。
南航机务培训中心
2.2.3 螺钉步进卡箍
南航机务培训中心
螺钉步进卡箍
南航机务培训中心
螺钉步进卡箍
南航机务培训中心
螺钉步进卡箍
作用:软管与硬管的连接。 特点:管路直径较小,压力较大。
南航机务培训中心
2.2.4 窄带卡箍
南航机务培训中心
窄带卡箍
南航机务培训中心
窄带卡箍
南航机务培训中心
窄带卡箍
作用:软管和硬管连接,也可用于管路与固定支架的 连接。
注:由于各个联接器的差异,所有快拆联接器均应按照飞机维护手册中的 说明进行安装 。
南航机务培训中心
南航机务培训中心
南航机务培训中心
2.1.6.1 快速接头链接 (正确连接后会露出蓝色圆环带)
南航机务培训中心
(正确连接后会露出蓝色圆环带)
南航机务培训中心
2.1.6.2 快速接头封严
每一连接装置由两半组成,此两半由一连接螺帽保持 在一起。每一半各有一个阀,联接器中各有一弹簧关闭该 阀,以防止流体损失和空气进入。
南航机务培训中心
1 管路介绍
1.1 管路类型 1.2 管路材料 1.3 管路尺寸 1.4 管路标识
南航机务培训中心
1.1 管路类型
飞机管路系统总体可分为两大类 第一类:硬管 第二类:软管
讲座-1-46-1 钢索检查学习文档
a) 在钢索上任意12英寸连续长度内发现两根钢丝 断裂
b) 整根钢露(指钢索两终端之间的长度)有3根或3 根以上的钢丝断裂. 7X19 钢索
a) 在钢索上任意12英寸连续长度内发现4根钢丝 断裂
b) 整根钢索(指钢索两终端之间的长度)有6根或610
ME专业一级工卡培训-一般目视类
航线维修部 2016.08
1
钢索的一般目视检查
2
钢索的一般目视检查
概述 钢索结构 钢索检查
3
概述
软式操纵系统包括钢索、钢索连接器、滑轮、扇形轮、 松紧螺套及张力补偿器等,其中主要部件就是钢索
4
钢索检查
钢索通常由碳钢或不锈钢制成的。 钢索的单体结构是钢丝,一束钢丝按螺旋形或锥盘形,
7*19钢索由7股钢丝组成,每股有19根钢丝,一股为中心股, 其余6股缠绕在外面。
这种钢索柔曲度很好
6
钢索检查
钢索接头可以采取不同的方式,例如球形式、长螺杆 式、孔眼式、叉形式,钢索接头依靠挤压成型机的挤 压与钢索连接
7
钢索检查
检查前使用洁净、干燥的不起毛的棉布清洁钢索,清 除钢索上所有的旧润滑油脂和污物
扭织成股,然后以一股为中心,其余数股汇合,编织 成为钢索。 钢索的规格型号按所具有钢丝股数和每股钢丝根数来 区别的。737NG钢索为7*7和7*19两类。 钢索组件由钢索和钢索接头组成
5
钢索检查
7*7钢索由7股钢丝组成,每股有7根钢丝,一股为 中心股,其余6股缠绕在外面。
这种钢索具有中等柔曲度。
在两个方向上全行程移动钢索,以完全检查封严、滑 轮和导索环区域的钢索
飞机钢索推拉杆
4.0. 保险装置Safety Locking
Hook end 带钩边
Locking clip 螺套夹 Locking wire 保险丝
Straight end 直边
Normal Method: locking clip Alternate method: locking wire
滑轮: 磨损、开裂、鼓包、轴承磨损、轴承松动或冻结。
安全性检查: 保险装置,紧固件及钢索的正确走向。
2.4. 钢索检查 – 断丝
标准与规范:
特别留意检查行经滑轮、导套及弧座的 钢索部分。
用干净的棉布沿着钢索走双向擦试,擦 拭时,动作要轻,速度要慢。
当感觉到棉布被钩住时,应仔细检查 (必要时可借助5-10倍放大镜)此位置 的钢索,确认有无断丝;
痕、腐蚀或其他表面缺陷。
钢索在下面情况需要更换: ① 包覆的铝管有磨损,钢索股
线已可见。 ② 包覆的铝管有裂纹; ③ 弯曲半径小于6英寸的弯折。
2.9. 预紧要求
更换新钢索后, 在调校前应先完成此程序 查阅手册,确定预紧张力值
时间要求: 理论上保持48小时且不得移动飞机 最低要求:4小时,但在有条件时应重做48小般推拉杆
5.1.3推拉杆结构
谢谢
Fa ir le ad 导索装置
Cabl e Ter minal 终端接头
1.7. 钢索连接Connection---螺管安装
安装松紧螺管时,两边的钢索接头必须同时接入。 每一边连接都要留有相同数目的螺纹, 并且不得露出多于三条螺纹。
Align slots in barrel and end fitting 对齐管身和端接头上的槽纹
~WRL0002.tmp
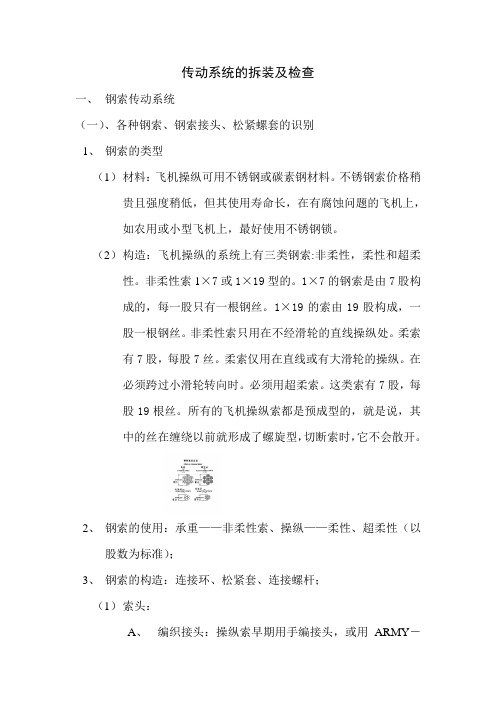
传动系统的拆装及检查一、钢索传动系统(一)、各种钢索、钢索接头、松紧螺套的识别1、钢索的类型(1)材料:飞机操纵可用不锈钢或碳素钢材料。
不锈钢索价格稍贵且强度稍低,但其使用寿命长,在有腐蚀问题的飞机上,如农用或小型飞机上,最好使用不锈钢锁。
(2)构造:飞机操纵的系统上有三类钢索:非柔性,柔性和超柔性。
非柔性索1×7或1×19型的。
1×7的钢索是由7股构成的,每一股只有一根钢丝。
1×19的索由19股构成,一股一根钢丝。
非柔性索只用在不经滑轮的直线操纵处。
柔索有7股,每股7丝。
柔索仅用在直线或有大滑轮的操纵。
在必须跨过小滑轮转向时。
必须用超柔索。
这类索有7股,每股19根丝。
所有的飞机操纵索都是预成型的,就是说,其中的丝在缠绕以前就形成了螺旋型,切断索时,它不会散开。
2、钢索的使用:承重——非柔性索、操纵——柔性、超柔性(以股数为标准);3、钢索的构造:连接环、松紧套、连接螺杆;(1)索头:A、编织接头:操纵索早期用手编接头,或用ARMY-NA VY接头,或用ROEBLING缠绕。
两种方法都很费时,且其接头只能达到钢索强度的75%。
B、镍铜工艺:镍铜封套可用特种工具紧压在索上。
在下图中可以看到镍铜封套的正确使用方法。
把索伸入套,弯成圈,端头在伸入套筒,然后加压。
首先在中心加压,然后压临近的套筒,最后压套的两端。
三次封压后,再用专用表检查。
若压的好,套子就能准确的对上缝。
直线连接接头可以用一双镍铜封套把两段索接上。
用双套时,接头也可达到具有钢索的全部强度。
在镍铜封套及冷压接头检验过程中,一种帮助保持特征的方法时在索上及套筒端部涂上定位标志漆。
若漆破裂,就有理由怀疑索有C、挤压接头:绝大多数飞机操纵索用冷压头。
为安装这种接头。
用切索器或錾子把索切成所需长度。
使钢索头部缠绕,以免在挤压操作中钢丝从端头滑出,然后将钢索插进端头,直至达到孔底,若孔钻通,可直到孔端。
用合适的冷压工具把索压进套中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精品文档
5
钢索要素
飞机的钢索通常是用碳素钢或不锈钢制 成的。钢索的单体结构是钢丝,一束钢 丝按螺旋形或锥盘形,扭织成股,然后 以一股为中心,其余数股汇合,编织成 为钢索。钢索的规格型号就是按所具有 钢丝股数和每股钢丝根数来区别的。
最广泛应用的航空钢索为7*7和7*19两 类。
精品文档
6
钢索构造
4. 必须在两个方向上全行程移动钢索,以完全检查封严、滑 轮和导索环区域的钢索
5. 可以轻微旋转或弯曲钢索,以帮助检查 。
精品文档
17
钢索检查标准
1. 钢索断丝
7X7 钢索
a) 在钢索上任意12英寸连续长度内发现两根钢丝断裂。
b) 整根钢露(指钢索两终端之间的长度)有3根或3根以
上的钢丝断裂.
c) 腐蚀的钢索上有一根钢丝断裂。
球形端接头有单柄球头和双柄球头形式,常用在扇形操 纵盘或因空间限制需要特殊传递方式的部件。
精品文档
10
松紧螺套
松紧螺套是一种机械螺杆式组合件,它包含两个带螺纹头 的钢索接头和一个带内螺纹的螺套。内螺纹有左右之分, 在螺套上刻有环槽的一端为左螺纹,无环槽的另一端为右 螺纹。
松紧螺套的作用是:连接两段钢丝,调节钢索张力,并且 在系统校准时能微调钢索的长度。
精品文档
11
松紧螺套介绍
精品文档
12
2.钢索润滑
精品文档
13
钢索润滑
1)钢索在润滑前,检查前或安装前应先做好清洁工作。 使用洁净、干燥的不起毛棉布(BMS5-15)清洁钢索表面。 要求清除钢索表面的旧润滑脂和污物,并且必须清洁钢索全行程,包括穿过导向片、
压力封严、滑轮、扇形盘和鼓轮的钢索表面。 2)拆除必要的接近盖板;依据手册确定钢索材料,只能润滑碳钢材料钢索。 3)使用适用的涂抹工具或是毛刷在碳钢钢索全行程表面涂抹一层薄薄的BMS3-33(推荐) 润滑脂,或是BMS3-24(替用)润滑脂。 4) 当钢索运动时,以下区域会收集润滑脂。所以不要在以下区域涂抹润滑脂。
隔检查钢索状况。
精品文档
15
3.钢索检查方法和标准
精品文档
16
钢索检查方法
1. 检查前应清洁好钢索,清除钢索上所有的旧润滑油脂和污 物;
2. 用干净的棉布沿着钢索走向檫试,擦拭时,动作要轻,速 度要慢,这样才能感觉到棉布被钢索断丝拖住时的阻滞 感;仔细检查痞觉到阻滞感的位置,确认有无断丝;
3. 目视检查钢索有无扭结、唐损或腐蚀;可以借助反光镜检 查。
1、 钢索包裹区域; 2、 钢索导向片; 3、钢索压力封严; 4、钢索滑轮; 5、钢索扇形盘; 6、钢索鼓轮。 5) 涂抹完润滑脂后,应该使用干净的布擦拭钢索以清除多余的油脂,但是应在钢索表 面留有一层薄薄的目视可见油膜。
精品文档
14
钢索润滑注意事项
1) 不得使用溶剂或是加热方式去稀释钢索表面的润滑脂。不得使
• 7*7钢索包含每股为7根钢丝共7股,一股为中心股,其余6股 缠绕在外面。
这种钢索具有中等柔曲度,一般用于舵面调整片操纵、发动 机操纵和控制信息指示等处。
• 7*19钢索由7股钢丝组成,但每股有19根钢丝,编织方法也
是以一股为芯,其余6股缠绕在外面。
这种钢索的柔曲度很好,所以通常用于一级飞行操纵系统以
不锈钢(CRS),参考标准:BMS 7-265,
TYPE I, COMPOSITION B
精品文档
8
钢索接头
钢索接头可以采取不同的方式,例 如球形式、长螺杆式、孔眼式、叉 形式,钢索接头依靠挤压成型机的 挤压与钢索连接
精品文档
9
钢索接头
螺纹端接头、叉形端接头、孔眼式接头,这三种是用来 与松紧螺套、摇臂机构或本系统内的其它连动件相配套。
及要在滑轮上经常运动的传动环节上。
精品文档
7
钢索材料
飞机操纵钢索的单体结构是钢丝,
通常采用碳素钢或不锈钢制成,如下:
a) Composition A – Carbon Steel – Zinc Coated
b) Composition B – Corrosion Resistant Steel
即: 碳钢,参考标准为:BMS 7-265, TYPE I, COMPOSITION A
的40%以上,应更换; d) 封闭式钢索在下面情况需要更换:包覆的铝管
7X19 钢索
a) 在钢索上任意12英寸连续长度内发现4根钢丝断裂。
b) 整根钢索(指钢索两终端之间的长度)有6根或6根以
上的钢丝断裂。
c) 腐蚀的钢索上有一根钢丝断裂。
精品文档
18
钢索检查标准
2. 钢索腐蚀、扭结或磨损 a) 钢索有锈蚀,应更换; b)钢索有扭结,应更换; c)任何一根钢索,只要钢丝磨损超过其横载面积
用溶剂清洁钢索表面。溶剂会移走钢索的润滑脂。不得在钢索表面 涂抹或是喷洒BMS3-23。
2) 不得在不锈钢钢索表面涂抹溶剂、油脂和润滑油。这些材料会
收集引起钢索内表面损伤的沉淀物,进而降低钢索的使用寿命。
3)Biblioteka 机翼和吊架等接近高温源区域的钢索,其润滑脂的恶化速率要
大于其他区域的钢索。所以针对高温区域的钢索,应该以更小的间
基本技能培训
精品文档
1
课程目标
➢熟悉各项基本技能的标准操作规范
什么是规范施工?-----基本技能必然有其规范(唯一性)
➢明确施工重点和质量要求
怎么施工才是规范的施工?----严格按照规范施工
➢明确安全要素和注意事项
为什么要这么做?-----飞机安全保障需要
精品文档
2
课程内容
1
钢索介绍
2
钢索润滑
3
钢索检查方法和标准
4 钢索张力调节
5
钢索保险装置
精品文档
3
1.钢索介绍
精品文档
4
钢索介绍
钢索主要用来把驾驶员的输入传递 到相关舵面,钢索一般通过型压接头连 在鼓轮,扇形盘或松紧螺套上,松紧螺 套用来调节钢索的张力。钢索太长时通 常使用滑轮来支撑,滑轮也可以用来改 变钢索的传力方向,当钢索穿过压力隔 框时一般用空气封严来减少压力损失。
因此我们平常所说的对钢索的校装,也就是对松紧螺套进 行调节。松紧螺套一端为右旋螺纹(正扣),一端为左旋 螺纹(反扣),与螺套两端相配装的钢索接头亦分别为左 旋或右旋螺纹。为便于区别,螺套内为左旋螺纹(反扣) 的一端,刻有一道槽线或滚花。在装连操纵系统中的松紧 螺套时,必须将螺套与两端的接头同时拧上螺纹,从而保 证在抓哏年陪调整后,两端啮合的螺纹茶馆年度相投。除 此之外,还要检查每个接头螺纹是否有足够的拧入深度, 露在螺套之外的螺纹数不得超过三牙。