焊接热模拟技术
焊接过程中的数值模拟与仿真技术

焊接过程中的数值模拟与仿真技术引言焊接是一种常见的金属加工方法,广泛应用于制造业领域。
然而,在焊接过程中,由于高温、高压和复杂的热力学环境,焊接工艺参数的选择和优化往往存在一定的挑战。
因此,借助数值模拟与仿真技术来模拟、预测和改善焊接过程已经成为焊接工程师的重要工具。
本文将介绍焊接过程中的数值模拟与仿真技术及其应用。
数值模拟与仿真技术的原理和方法数值模拟与仿真技术是利用数学方法和计算机技术对焊接过程进行模拟和预测的一种手段。
它基于物理学原理和数学方程,将焊接过程分解为多个离散的时间和空间步骤,并通过建立数学模型来描述焊接过程中的各种物理现象。
数值模拟与仿真技术的主要原理和方法包括:1. 热传导方程模型热传导方程模型是数值模拟与仿真技术中最基本的模型之一。
它基于热传导原理,通过建立热传导方程来描述焊接过程中热量的传递和分布。
该模型可以准确地预测焊接过程中的温度场分布和热应力分布,为焊接工艺参数的优化提供重要参考。
2. 流固耦合模型焊接过程中存在流体流动和固体熔化的复杂耦合现象。
为了更准确地模拟焊接过程,可以建立流固耦合模型。
该模型基于流体力学和固体力学原理,同时考虑熔化金属的流动和固体材料的变形。
通过该模型,可以分析焊接过程中的速度场、应力场和变形场等关键参数,为焊接过程的优化提供依据。
3. 相变模型焊接过程中熔化金属会发生相变,而相变过程对焊接接头的性能和质量具有重要影响。
为了准确预测焊接接头的相变行为,可以建立相变模型。
相变模型基于热力学和相变动力学原理,通过数学方程描述金属的熔化和凝固过程。
利用相变模型,可以研究焊接接头的晶体结构和应力分布,从而提高焊接接头的强度和可靠性。
4. 材料性能模型焊接过程中材料的热物理性质和机械性能会发生变化,对焊接接头的质量和性能产生重要影响。
为了更好地预测焊接接头的材料性能,可以建立材料性能模型。
材料性能模型基于材料力学和热学理论,通过数学方程描述材料在焊接过程中的变化规律。
焊接工艺中的数值模拟与仿真优化
焊接工艺中的数值模拟与仿真优化焊接是一种常见的金属连接方法,广泛应用于制造业的各个领域。
然而,传统的试错方法在焊接工艺的优化中存在一些困难和不足。
为了提高焊接工艺的效率和质量,数值模拟与仿真技术成为了焊接工艺优化的重要手段。
数值模拟是利用计算机模拟焊接过程中的热传导、相变、应力和变形等物理现象的方法。
通过建立数学模型和采用数值计算方法,可以预测焊接过程中的温度场、应力场和变形情况,从而为优化焊接工艺提供理论依据。
数值模拟不仅可以减少试验成本和时间,还可以提高焊接工艺的稳定性和可靠性。
在数值模拟中,材料的热物性参数是一个重要的输入参数。
通过实验和理论计算,可以获得材料的热导率、比热容和熔点等参数。
同时,焊接过程中的热源也需要进行建模。
根据焊接方式和焊接材料的不同,可以采用点源模型、线源模型或面源模型来描述热源的分布和功率。
除了热传导,相变也是焊接过程中的一个重要现象。
在焊接过程中,金属经历了固态、液态和气态三个相态的转变。
相变过程会引起温度的变化,从而影响焊缝的形成和性能。
数值模拟中,可以采用相变模型来描述相变过程,并通过计算相变潜热和相变温度来确定相变的位置和时间。
焊接过程中产生的应力和变形对焊缝的质量和性能也有重要影响。
应力和变形的产生主要是由于焊接过程中的热膨胀和材料的塑性变形。
数值模拟中,可以采用有限元方法来计算焊接过程中的应力和变形。
通过调整焊接参数和优化焊接序列,可以减少应力和变形的产生,提高焊接工艺的稳定性和可靠性。
数值模拟不仅可以用于焊接过程的优化,还可以用于焊接接头的设计和评估。
通过数值模拟,可以预测焊接接头的强度、疲劳寿命和断裂行为。
同时,还可以优化焊接接头的几何形状和尺寸,提高焊接接头的性能和可靠性。
除了数值模拟,仿真优化也是焊接工艺优化的重要手段之一。
仿真优化是利用计算机模拟和优化算法来寻找最优的焊接参数和工艺条件。
通过建立数学模型和采用优化算法,可以在设计空间中搜索最优解。
焊接温度场仿真和热变形、应力仿真的基本理论和仿真流程

焊接温度场仿真和热变形、应力仿真的基本理论和仿真流程1 前言焊接作为现代制造业必不可少的工艺,在材料加工领域一直占有重要地位。
焊接是一个涉及到电弧物理、传热、冶金和力学等各学科的复杂过程,其涉及到的传热过程、金属的融化和凝固、冷却时的相变、焊接应力和变形等是企业制造部门和设计人员关心的重点问题。
焊接过程中产生的焊接应力和变形,不仅影响焊接结构的制造过程,而且还影响焊接结构的使用性能。
这些缺陷的产生主要是焊接时不合理的热过程引起的。
由于高能量的集中的瞬时热输入,在焊接过程中和焊后将产生相当大的残余应力和变形,影响结构的加工精度和尺寸的稳定性。
因此对于焊接温度场合应力场的定量分析、预测有重要意义。
传统的焊接温度场和应力测试依赖于设计人员的经验或基于统计基础的半经验公式,但此类方法带有明显的局限性,对于新工艺无法做到前瞻性的预测,从而导致实验成本急剧增加,因此针对焊接采用数值模拟的方式体现出了巨大优势。
ANSYS作为世界知名的通用结构分析软件,提供了完整的分析功能,完备的材料本构关系,为焊接仿真提供了技术保障。
文中以ANSYS为平台,阐述了焊接温度场仿真和热变形、应力仿真的基本理论和仿真流程,为企业设计人员提供了一定的参考。
2 焊接数值模拟理论基础焊接问题中的温度场和应力变形等最终可以归结为求解微分方程组,对于该类方程求解的方式通常为两大类:解析法和数值法。
由于只有在做了大量简化假设,并且问题较为简单的情况下,才可能用解析法得到方程解,因此对于焊接问题的模拟通常采用数值方法。
在焊接分析中,常用的数值方法包括:差分法、有限元法、数值积分法、蒙特卡洛法。
差分法:差分法通过把微分方程转换为差分方程来进行求解。
对于规则的几何特性和均匀的材料特性问题,编程简单,收敛性好。
但该方法往往仅局限于规则的差分网格(正方形、矩形、三角形等),同时差分法只考虑节点的作用,而不考虑节点间单元的贡献,常常用来进行焊接热传导、氢扩散等问题的研究。
利用仿真技术优化搅拌摩擦焊焊接工装设计
利用仿真技术优化搅拌摩擦焊焊接工装设计焊接工装在焊接工艺中起到关键作用,它直接影响焊接接头的质量和效率。
随着科技的不断发展,仿真技术被越来越广泛地运用到焊接工装设计中,以优化工装结构和参数,提高焊接效率和质量。
本文将探讨利用仿真技术优化搅拌摩擦焊焊接工装设计的方法和意义。
搅拌摩擦焊是一种热机械联结技术,适用于铝合金、镁合金等低熔点金属的连接,具有焊接速度快、热影响小等优点。
而搅拌摩擦焊焊接工装的设计则是确保焊接过程中工件的固定和稳定,以及提高焊接质量和效率的关键。
首先,利用仿真技术可以进行焊接过程的模拟和分析。
通过建立数值模型,可以模拟焊接过程中的温度场、应力场和变形情况,进而评估工装结构和参数的合理性。
通过仿真分析,可以发现工装设计中存在的问题,并进行及时调整和优化。
其次,利用仿真技术可以优化工装结构和参数。
在模拟结果的基础上,可以通过参数化设计和多目标优化算法,对工装结构和参数进行调整和优化,以满足焊接过程中的需求。
比如,可以优化夹持力、夹具布置方式,以及冷却系统的设计,提高工装的可靠性和稳定性。
此外,利用仿真技术还可以预测焊接接头的质量。
通过仿真分析,可以得到焊接接头的成形情况、强度分布等关键参数,对焊接接头的质量进行预测和评估。
这样可以帮助焊接工程师及时发现问题,做出相应调整,提高焊接接头的质量和可靠性。
综上所述,利用仿真技术优化搅拌摩擦焊焊接工装设计具有重要意义。
通过仿真技术的应用,可以提高工装设计的精度和效率,减少试错成本,提高焊接质量和效率,推动搅拌摩擦焊技术的发展。
因此,在搅拌摩擦焊焊接工装设计过程中,应充分运用仿真技术,不断优化工装结构和参数,提高焊接接头的质量和可靠性。
高频电阻焊连续油管焊接HAZ组织性能热模拟分析
小的 回复 再 结 晶 ,材 料 的 冲 击吸 收 功 值 有 所 回 复 。
关 键 词 :连 续 油管 ;粒 状 贝 氏体 钢 ; 热模 拟 技 术 ; 高 频 电 阻焊
中 图分 类 号 :T 5 . 3 9 文献 标 志 码 :B
焊 接方 法 ,对连 续油 管 的成 型起 着 非 常重 要 的作 用 ,
1 ・ 验与研究 ・ 2 试
文章 编 号 :0 2 0 5 (0 0 — 0 2 0 10 — 2 X 2 1)2 0 1- 4 1
焊接 技 术
第4 0卷 第 2期 2 1 年 2月ቤተ መጻሕፍቲ ባይዱ01
高 频 电 阻 焊 连 续 油 管 焊 接 HAZ 组 织 性 能 热 模 拟 分 析
张 敏 ,赵 鹏 康 ,王 文 武 ,李 继 红 ,毕 宗 岳
0 序 言
而热影 响 区 ( A )是焊 接接 头最 薄 弱部位 ,采用 热 H Z
连续 油管 最早起 源 于二次 大 战时期 快速敷 设 海底 油管 线 ,当时 的油 管是 通过焊 接方 式半 一根 根短 管对
模 拟 技 术 ,分 析 焊接 过 程 中 H Z各 部 位 组 织性 能 变 A
定 区域 。如 果 想 在 实 际 焊 接 接 头 中 对 这些 特 定 区 域
的金 属 分 别 进 行 组 织 观 察 和 力 学 性 能 试 验 等 是 困难
的 .为 了使 焊 接 热 影 响 区各 特 定 区 域 的 尺 寸 大 到 足
以进 行 正 常 的力 学 性 能 试 验 ,只 有 采 用 焊 接 热 模 拟 方 法 才能 做 到 。 焊接热 模拟 方法 是利 用特 定装 置在 试样 上产 生与
化规律 .为连续 油管 焊接 T艺 的确 定提供 试验 数 据和 必要 的理论 依据 .无疑是 十分 必要 的 。
基于ANSYS上的焊接热过程模拟技术的研究_张亮峰

{C} [T ]+ [K ]{T } = {Q} 式中: {C}—— 比热矩阵 ;
[ T ]—— 节点温度的时间导数 ; [ K ]—— 有效热传导矩阵 ; { T }—— 节点温度向量 ; { Q}—— 有效的节点热流率向量。 由此可对分析的稳态 ( T 项为零 )、瞬态、线性和
非线性等类型的问题进行分析 ,还可进行相变分析 —— 物态变化、结构分析 - 以热等。由于使用藕合场 单元同时求解 ,使得耦合复杂热传递和结构问题成 为可能 ,如瞬态热流分析等。
结 语
运用计算机模拟技术 ,对焊接热过程进行分析 , 可有效地指导正确的制定或选择焊接条件 ,如板厚、 接头型式、工艺参数、预热温度等。 由于 ANSYS程 序功能强大 , 涉及范围广 ,并且它友好的 图形界面 ( GUI)及优秀的程序构架使其易学易用 ,该程序还 使用了 基于 Mo tif 标准 的易 于理 解的 GUI,通 过 GU I可方便的交互访问程序的各种功能、命令、用 户手册和参考材料 ,并可一步一步地完成整个分析 , 因而使 AN SYS易于使用。 同时 , AN SYS可与许多 先进的 CAD软件共享数据 ,并为广大工 业领域的 用户提供了分析各种问题的能力 ,而且它的设计数 据接口程序提供了完全与设计数据相关联的分析方 案 ,并通过良好的用户界面完成分析。 因此 ,它在工 程界越来越广泛应用。
焊接过程的有限元模拟

分 。基于 T型接头的埋弧焊工艺 ,采用高斯分布的 热源函数作为表面热源 ,焊件熔池部分采用双椭球 形热源分布函数作为内热源 。
高斯函数分布的热源 [ 3 ]
q ( r) = qm exp
-
3
r2 R2
(1)
式中 : qm为加热斑点中心最大热流密度 ; R 为电 弧有效加热半径 ; r为离电弧加热斑点中心的距离 。
理论研究
熊震宇 董 洁 谢雨田 蒋海侠 焊接过程的有限元模拟
67
2. 2 应力场模拟结果分析 焊接过程的动态温度场计算结束后 ,进入 AN2
SYS的前处理器 ,将热单元转换为相应的结构单元 ,
设定计算热应力所需参数值后 ,热应力分析模块将 自动完成整个焊接过程的动态热应力分布的计算 。
南昌航空大学学报
Journal of Nanchang Hangkong University 自然科学版 …………Natural Science
q ( r)
6 =π3
3f1 Q /2 abcf
ex
p
-3
x2
y2
z2 2
a2 + b2 + c2f
(2)
在后半部分椭球内热源分布为
q ( r)
6 =π3
理论研究
熊震宇 董 洁 谢雨田 蒋海侠 焊接过程的有限元模拟
65
热 ,将辐射换热的影响考虑到对流换热中 ; (4)忽略熔池内部的化学反应和搅拌 、对流等
现象 [ 7 ] 。 1. 4 焊接热源的处理与施加
由于加热电弧是移动的 ,对于移动的实现 ,利用 ANSYS的 APDL语言编写子程序 ,采用离散的思想 , 进行多步循环来实现具体思路如下 :沿焊接方向将焊 缝长度 L等分为 N 段 ,将各段的后点作为热源中心 , 在以电弧中心为圆心 ,半径小于电弧有效加热半径的 区域内加载热源 ,每段加载后进行计算 ,计算时间为 L /V ,每一段的计算为一载荷步 。当进行下一段加载 (即下一载荷步计算 )时 ,需消除上一段所加的热流密 度 ,而且上一次加载所计算得到的各点温度值作为下 一段加载的初始条件 。如此依次在各点加载即可模 拟热源的移动 ,实现移动焊接瞬态温度场的计算 。 2 T型接头焊接的数值模拟结果及分析
焊接过程温度场数值模拟中热源模型的选择

赵 欣等:焊接过程温度场数值模拟中热源模型的选择429焊接过程温度场数值模拟中热源模型的选择赵 欣 张彦华(北京航空航天大学机械工程学院,北京 100083)摘 要:建立合理的热源模型是焊接过程数值模拟结果准确可靠的前提。
本文总结了各种常用的热源模型,讨论焊接过程温度场数值模拟中热源模型的选择方法。
关键词:温度场;数值模拟;热源模型1 序 言焊接过程通常是材料在具有高能量密度的热源作用下,连接区域局部熔化或呈塑性状态,进而冷却形成焊缝和焊接接头的过程。
焊接的过程伴随着材料加热和冷却的热过程,研究焊接的热过程对于研究焊接冶金、焊缝凝固结晶、母材热影响区的组织和性能、焊接应力与变形以及焊接缺陷的产生等都有着重要的意义。
利用计算机技术对焊接过程的温度场进行数值模拟是研究焊接热过程的重要方法,通过数值计算可以得到焊接过程中母材上任意点任意时刻的瞬时精确解,而建立合理的热源模型是数值模拟计算结果准确可靠的前提。
本文在多年焊接数值模拟及实验经验的基础上讨论焊接过程温度场数值模拟中热源模型的选择方法。
确定数值模拟中的热源模型,即确定合理的焊接热流分布函数,使模拟的温度场符合实际焊接的情况。
热源模型的建立准则是熔池边界准则,即与实际焊接相比输入相同热量的情况下,如果使用所选热源模型所模拟得到的熔池区域边界(Fusion Zone Boundary ,FZB )与实际焊缝熔合线相符,那么就认为此热源模型是合理的[1]。
对于现有热源模型的选择使用及发展均以此准则作为出发点,同时,这一准则也为判断所选模型是否合理提供了依据。
事实上,我们总是依据不同焊缝的热源特点和表现出的不同形貌特征来选择和组合热源模型,以使得模拟得到的熔池边界区域与实际焊缝融合线相符。
这样得到的焊接温度场数值模拟的结果是能够满足焊接力学分析的要求的。
2 表面热源模型 表面热源模型的特点是外界热量只是通过焊接构件表面输入,进而通过热传导把热量传输到焊接构件的每个部分。
DEFORM Welding(2)-FSW搅拌摩擦焊模拟技术(ALE法)
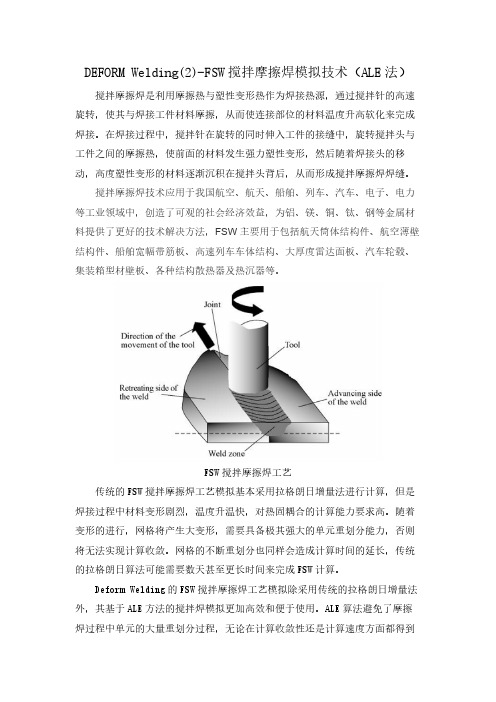
DEFORM Welding(2)-FSW搅拌摩擦焊模拟技术(ALE法) 搅拌摩擦焊是利用摩擦热与塑性变形热作为焊接热源,通过搅拌针的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化来完成焊接。
在焊接过程中,搅拌针在旋转的同时伸入工件的接缝中,旋转搅拌头与工件之间的摩擦热,使前面的材料发生强力塑性变形,然后随着焊接头的移动,高度塑性变形的材料逐渐沉积在搅拌头背后,从而形成搅拌摩擦焊焊缝。
搅拌摩擦焊技术应用于我国航空、航天、船舶、列车、汽车、电子、电力等工业领域中,创造了可观的社会经济效益,为铝、镁、铜、钛、钢等金属材料提供了更好的技术解决方法,FSW主要用于包括航天筒体结构件、航空薄壁结构件、船舶宽幅带筋板、高速列车车体结构、大厚度雷达面板、汽车轮毂、集装箱型材壁板、各种结构散热器及热沉器等。
FSW搅拌摩擦焊工艺传统的FSW搅拌摩擦焊工艺模拟基本采用拉格朗日增量法进行计算,但是焊接过程中材料变形剧烈,温度升温快,对热固耦合的计算能力要求高。
随着变形的进行,网格将产生大变形,需要具备极其强大的单元重划分能力,否则将无法实现计算收敛。
网格的不断重划分也同样会造成计算时间的延长,传统的拉格朗日算法可能需要数天甚至更长时间来完成FSW计算。
Deform Welding的FSW搅拌摩擦焊工艺模拟除采用传统的拉格朗日增量法外,其基于ALE方法的搅拌焊模拟更加高效和便于使用。
ALE算法避免了摩擦焊过程中单元的大量重划分过程,无论在计算收敛性还是计算速度方面都得到了极大的提升。
往往采用ALE法的FSW模拟过程,仅需数个小时即可计算完毕。
Deform FSW搅拌焊模拟Deform Welding FSW可实现如下功能:具备ALE网格重划分功能,通过较少次数的细化实现搅拌移动过程的材料变形处理;ALE法FSW网格处理能够在同一个模型里定义不同的材料类别及混合相,从而实现搅拌焊过程中焊缝区域的材料混合计算;焊缝区域不同材料相的混合百分比能够计算搅拌焊材料流动方向及速度,分析不同的搅拌转速、搅拌头移动速度、搅拌头结构对搅拌焊结果的影响;搅拌头附近的材料流速及流向能够计算搅拌过程应力应变、温度场数据;能够同时考虑搅拌头搅拌过程下压力对焊接结果的影响;搅拌焊件温度场分布焊件应力应变分布。
高效焊接技术--激光GMAW复合热源焊焊缝成形的数值模拟

高效焊接技术--激光+GMAW 复合热源焊焊缝成形的数值模拟弧焊高效焊接技术主要以提高熔敷效率和焊接速度为目的。
其中高熔敷效率焊接主要是在单位时间内熔化更多的焊接材料, 以提高焊接材料的熔化速度为目的的高熔敷效率焊接,代表工艺为T .I .M .E .焊接,主要用于厚板焊接;高速焊接是在提高焊接速度的同时提高焊接电流,以维持焊接热输人大体上保持不变,代表工艺以多丝弧焊技术为主,主要用于薄板焊接。
另外,复合热源和加活性助焊剂方法也成为高效焊接的主要研究方向,如激光复合焊、A —TIG 焊等。
激光——电弧复合焊最早是由英国的W .Steen 于20世纪70年代末提出的,它将物理性质、能量传输机制截然不同的两种热源复合在一起,同时作用于同一加工位置,既充分发挥了两种热源各自的优势,又相互弥补各自的不足,形成一种全新高效热源。
复合形式众多,根据激光电弧在焊接时的空间位置不同,可以将复合形式分为旁轴与同轴。
主要的激光复合高效焊接技术方法如下图1所示图1激光复合高效焊接方法作为一种高能束焊接方法,激光焊以焊接速度快、生产效率高、焊接精度高、能量控制精确等良好的材料加工性能,以及易实现加工的自动化、柔性化等独特的优势,在汽车、造船、航空航天器制造、微电子等行业得到了大量应用。
但是,由于激光束焦点直径很小(一般为0.2—0.6 mm),激光加热区域及工件中的受热熔化区域也很小,焊缝桥联能力差,对工件的装配提出很高的要求,因而在实际生产中的应用受到了较多的限制。
作为最常用的熔化极气体保护电弧焊GMAW,可以提供适量熔化的填充金属在对接间隙中搭桥或填充坡口,使焊缝具有很强的桥联能力,增强了对装配间隙变化的适应性,降低了对工件装配精度的要求。
GMAW 还具有应用范围广、设备投资和使用费用低等优点。
激光+ G M A W电弧复合热源焊接就是将激光焊接和G M A W结合起来实现优质高效焊接生产的一种新型的焊接成形工艺。
第4章 焊接数值模拟技术

41
2)分析计算模块
分析计算模块包括结构分析(可进行线性分析、 非线性分析和高度非线性分析)、流体动力学分 析、电磁场分析、声场分析、压电分析以及多物 理场的耦合分析,可模拟多种物理介质的相互作 用,具有灵敏度分析及优化分析能力。
FEA 模型l
2010-10-26
42
3)后处理模块
后处理模块可将计算结果以彩色等值线显示、梯 度显示、矢量显示、粒子流迹显示、立体切片显 示、透明及半透明显示(可看到结构内部)等图 形方式显示出来,也可将计算结果以图表、曲线 形式显示或输出。
4
1)物理模型
静态模型:如比例模型 动态模型:类比模型
2010-10-26
5
2)数学模型
用数学语言描述的某个现实世界的模型。 静态模型:不含时间因素 动态模型:含时间因素 解析模型:得到函数形式表示的解 数值模型:求得数值近似解 离散模型 连续模型
2010-10-26
确定型模型 概率型模型
6
3)描述模型
结构分析 热分析 电磁分析 流体分析 (CFD) 耦合场分析 - 多物理场
2010-10-26
33
1)ANSYS 结构分析概览 结构分析用于确定结构的变形、应变、应力 及反作用力等.
2010-10-26
34
2)ANSYS热分析概览
ANSYS 热分析计算物体的稳态或瞬态温度分布, 以及热量的获取或损失、热梯度、热通量等。
第4章 焊接数值模拟 技术
陈波
4.1 引言
1.数值模拟在当代科技发展中的地位
随着计算机技术和计算方法的发展,复杂的工程问题可 以采用离散化的数值计算方法并借助计算机得到满足工程 要求的数值解,数值模拟技术是现代工程学形成和发展的 重要动力之一。
数值模拟charpter_5
焊接热过程的局部集中性
焊接热源
Arc Welding
Teaching Materials/Yuandong Li 4
焊接热过程的局部集中性
焊接热源
Tungsten Inert Gas (TIG)
Teaching Materials/Yuandong Li 5
Teaching Materials/Yuandong Li 9
焊接热过程的瞬时性
焊接热过程具有瞬时性,在高度集中热源的作用下,加热速度极快( 焊接热过程具有瞬时性,在高度集中热源的作用下,加热速度极快(在电 弧焊情况下,可达1500 ℃/s以上),也就是说,在很短的时间内把大量的 以上) 也就是说, 弧焊情况下,可达 以上 热由热源传递给焊件。 热由热源传递给焊件。显然这与热处理条件下工件缓慢均匀加热的传热过 程有很大的区别。 程有很大的区别。
焊接热过程的局部集中性
焊接热源
heat source
Teaching Materials/Yuandong Li 7
焊接热过程的局部集中性
焊接热源
3D conical Gaussian heat source
Teaching Materials/Yuandong Li 8
焊接热过程的局部集中性
Teaching Materials/Yuandong Li
10
焊接热源的运动性
焊接传热过程中, 焊接传热过程中 , 热源相对于工件是运 动的。 焊接时, 工件受热的区域在不断发 动的 。 焊接时 , 生变化。 生变化 。 当焊接热源接近焊件上的某一点 该点迅速被加热至熔化, 时 , 该点迅速被加热至熔化 , 而当热源逐 渐远离时,该点的温度又会降低。因此, 渐远离时 , 该点的温度又会降低 。 因此 , 焊接传热过程实际上是一种准稳态过程。 焊接传热过程实际上是一种准稳态过程。 焊接熔池中的液体金属不是静止不动 而是强烈运动着的, 的 , 而是强烈运动着的 , 并进行着一系列 的物理化学反应。 也就是说, 的物理化学反应 。 也就是说 , 在熔池内部 传热过程以对流为主, 而在熔池外部, , 传热过程以对流为主 , 而在熔池外部 , 以固体导热为主。 此外, 在工件表面上, 以固体导热为主 。 此外 , 在工件表面上 , 还有空气的对流换热及辐射换热。因此, 还有空气的对流换热及辐射换热 。 因此 , 焊接热过程涉及到各种热传递方式, 焊接热过程涉及到各种热传递方式 , 是复 合传热问题。 合传热问题。
焊接工艺虚拟仿真
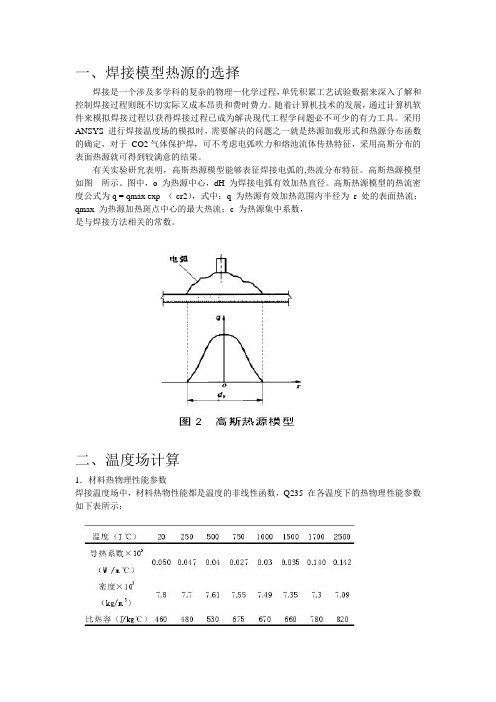
一、焊接模型热源的选择焊接是一个涉及多学科的复杂的物理—化学过程,单凭积累工艺试验数据来深入了解和控制焊接过程则既不切实际又成本昂贵和费时费力。
随着计算机技术的发展,通过计算机软件来模拟焊接过程以获得焊接过程已成为解决现代工程学问题必不可少的有力工具。
采用ANSYS 进行焊接温度场的模拟时,需要解决的问题之一就是热源加载形式和热源分布函数的确定,对于CO2气体保护焊,可不考虑电弧吹力和熔池流体传热特征,采用高斯分布的表面热源就可得到较满意的结果。
有关实验研究表明,高斯热源模型能够表征焊接电弧的,热流分布特征。
高斯热源模型如图所示。
图中,o 为热源中心,dH 为焊接电弧有效加热直径。
高斯热源模型的热流密度公式为q = qmax exp (-cr2),式中:q 为热源有效加热范围内半径为r 处的表面热流;qmax 为热源加热斑点中心的最大热流;c 为热源集中系数,是与焊接方法相关的常数。
二、温度场计算1.材料热物理性能参数焊接温度场中,材料热物性能都是温度的非线性函数,Q235 在各温度下的热物理性能参数如下表所示:2、焊接温度场结果分析(1).焊接工艺参数考虑中薄板平板对焊条件下,不同线能量对焊接温度场的影响,计算时焊接参数为:焊接热效率η=0.8,电弧电压U=20V,I=110A,;电弧有效加热半径 r=8mm,焊接速度v=4mm/s;初始温度T0=20℃。
由于线能量 E =η×U×I/v,计算得到线能量如下:E1=η×U×I/v=0.8×110×20/4=4.40×104KJ/cm(2).温度场分析温度场的数值模拟是残余应力场数值模拟的前提,温度场对残余应力和残余变形影响极大。
图3给出了焊接某瞬时t=10s 时焊件的温度场分布云图。
图 4 为焊接结束冷却 1000s 时焊件的温度场分布云图,由图 4 可知,焊件角落边缘区域冷速最快,中心冷却较慢。
焊接过程数值模拟热源模式的比较

&为电弧电压, -; ’为焊接电流, M 。 2.5
双椭球型热源模型 由于高斯分布函数没有考虑电弧的穿透作用,为了克服
/; 提出了双椭球形热源模型。这种模型将 这个缺点, M N+#$BO:5,
焊接熔池的前 半 部 分 作 为 一 个 2 L > 椭 球 , 后 半 部 分 作 为 另 一 个
2 L > 椭 球 。 设 前 半 部 分 椭 球 能 量 分 数 为 (2, 后 半 部 分 椭 球 能 量
!"#$%&’ (")*&+#+’,
-+#./0
1+.2
3"4. 5667
・试验与研究・
=
文章编号: (5667 ) 2665@650R 62@666=@6/
焊接过程数值模拟热源模式的比较
陈家权,肖顺湖,吴 刚,杨新彦
(广西大学 机械工程学院,广西 南宁 0/666> )
摘要:焊接热源模式是焊接数值模 拟 研 究 的 一 个 重 要 内 容 。 文 中 简 要 介 绍 了 焊 接 过 程 数 值 模 拟 热 源 的 各 种 加 载 模 式 : 高 斯 分 布 函 数 、 双椭球分布函数、生死单元方法。针对具体算例,采用 / 种不同的热源加载模式进行三维焊接温度场的数值计算,并比较不同方法计算 焊接温度场结果的差异。结果表明,生死单元方法是一种简单的热源加载模式,其计算效率优于其他 5 种加载方法。 关键词:焊接;高斯热源;双椭球热源;生死单元;有限元 中图分类号: (N>65 ; (Q20 文献标识码: M
焊接方向
&
的装配状态。在计算过 程 中 , 按 顺 序 将 被 “杀 死 ” 的 单 元 “激 活 ” ,模拟焊缝金属的填充,同时给激活的单元施加生热
服役劣化HP40Nb炉管模拟焊接热影响区的显微组织和拉伸性能
2020年12月第卷第12期Vol.44No.12Dec.2020 MATERIALS FOR MECHANICAL ENGINEERINGDOI:10.11973/jxgccl202012006服役劣化HP40Nb炉管模拟焊接热影响区的显微组织和拉伸性能李松林',曹逻炜S韩志远2,程方杰2(1.天津大学材料科学与工程学院,天津300350;2.中国特种设备检测研究院,北京100029;3.天津市现代连接技术重点实验室,天津300350)摘要:通过焊接热模拟,研究了服役劣化HP40Nb制氢转化炉管热影响区的显微组织和拉伸性能。
结果表明:服役劣化炉管的奥氏体晶界上存在粗大、连续的G相和富M23C6碳化物;在峰值温度(1100-1200°C)下热循环后,析出相仍主要为G相和M23C6碳化物,二者含量随峰值温度升高而减少;当峰值温度升至1250°C时,析出相主要为M23C6和NbC相;在较低垮值温度(950-1050°C)下所得热影响区试样的抗拉强度和断后伸长率均较低;峰值温度高于1100°C时,抗拉强度和断后伸长率总体上均随温度的升高而增大,且在1150°C及以上时,抗拉强度满足未服役HP40Nb合金的强度要求,但伸长率远小于标准要求。
关键词:焊接热模拟;HP40Nb制氢转化炉管;服役劣化;析出相;拉伸性能中图分类号:TG457.il文献标志码:A文章编号:1000-3738(2020)12-0033-04Microstructure and Tensile Properties of Heat Affected Zone bySimulation Welding of Service-Degraded HP40Nb Furnace TubeLI Songlin1,CAO Luowei2,HAN Zhiyuan2.CHENG Fangjie13(1.School of Materials Science and Engineering,Tianjin University,Tianjin300350,China;2.China Special Equipment Inspection and Research Institute,Beijing100029,China;3.Tianjin Key Laboratory of Advanced Joining Technology,Tianjin300350,China)Abstract:The microstructure and tensile properties of the heat affected zone of a service-degraded HP40Nb hydrogen production convert furnace tube were studied by the welding thermal simulation.The results show that coarse and continuous G phase and chromium-rich M23C6carbides existed on austenite grain boundaries in the service-degraded furnace tube.After thermal cycling at peak temperature of1100—1200°C,the precipitates still consisted of G phase and M23C6carbides♦and both decreased in content with increasing peak temperature.When the peak temperature was1250°C,the precipitates were composed of M23C6and NbC phases.The tensile strength and elongation of the heat affected zone samples obtained at lower peak temperatures(950一1050°C)were lower.When the peak temperature was higher than1100°C,the tensile strength and elongation increased with increasing temperature.When the peak temperature increased to1150°C and above,the tensile strength reached the requirements of the unserviced HP40Nb alloy,while the elongation was smaller than the standard requirement.Key words:welding thermal simulation;HP40Nb hydrogen production convert furnace tube;servicedegrading;precipitate;tensile property收稿日期:2019-10-09;修订日期:2020-09-30基金项目:国家重点研发计划项目(2017YFF0210401)作者简介:李松林(1995-),男,河南邓州人,硕士研究生通信作者(导师):程方杰教授0引言制氢转化炉管的工作环境为高温、高压,轻质姪类与水蒸气在炉管内相互反应产生氢气。
DEFORM Welding(1)-熔焊模拟技术
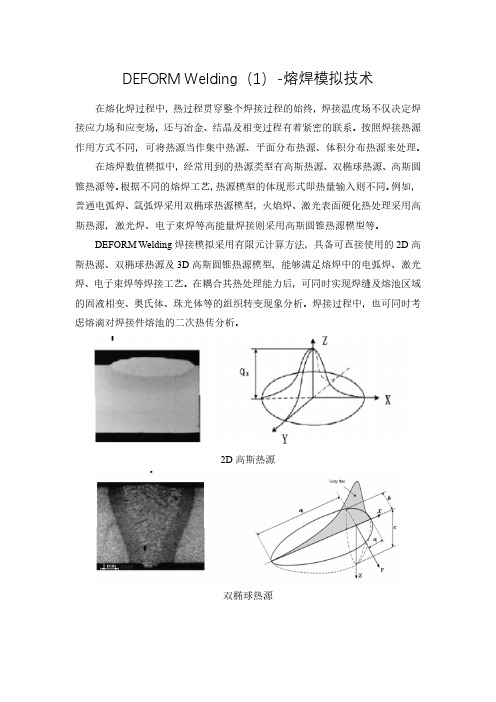
DEFORM Welding(1)-熔焊模拟技术 在熔化焊过程中,热过程贯穿整个焊接过程的始终,焊接温度场不仅决定焊接应力场和应变场,还与冶金、结晶及相变过程有着紧密的联系。
按照焊接热源作用方式不同,可将热源当作集中热源、平面分布热源、体积分布热源来处理。
在熔焊数值模拟中,经常用到的热源类型有高斯热源、双椭球热源、高斯圆锥热源等。
根据不同的熔焊工艺,热源模型的体现形式即热量输入则不同。
例如,普通电弧焊、氩弧焊采用双椭球热源模型,火焰焊、激光表面硬化热处理采用高斯热源,激光焊、电子束焊等高能量焊接则采用高斯圆锥热源模型等。
DEFORM Welding焊接模拟采用有限元计算方法,具备可直接使用的2D高斯热源、双椭球热源及3D高斯圆锥热源模型,能够满足熔焊中的电弧焊、激光焊、电子束焊等焊接工艺。
在耦合其热处理能力后,可同时实现焊缝及熔池区域的固液相变、奥氏体、珠光体等的组织转变现象分析。
焊接过程中,也可同时考虑熔滴对焊接件熔池的二次热传分析。
2D高斯热源双椭球热源3D高斯圆锥热源Deform MO多工序加工中的welding功能采用流程化向导式方法,焊接设置过程易于操作,可采用全中英文界面进行分析设置。
能够通过鼠标快速简便地定义焊接路径和方向,允许建立多个热源或不同热源模型在同一分析中进行计算,如可叠加表面高斯热源与双椭球热源进行复杂热输出情况的分析。
可根据焊接速度自动换算焊接各路径段时间,也可定义焊接停止启动时间,灵活控制焊接工艺过程。
焊接路径及热源进入方向DEFORM Arc welding焊接技术能够实现熔焊过程的以下功能分析:⏹可实现多条焊缝的分析,可根据焊缝分布定义热源进入方向;⏹焊接过程采用单元堆积实现焊缝的逐渐形成过程,该过程同时考虑焊缝熔滴的初始温度及对焊件和熔池的传热;⏹能够设置节点约束或建立夹具分析及优化焊接夹持位置对焊件变形的影响;⏹能够计算焊接及冷却过程温度场、应力应变、变形数据;焊缝形成过程焊接温度场焊接等效应力云图焊接工件变形能够计算熔池固液相变、组织转变现象,模拟熔池尺寸;考虑不同电压、电流和热效率对热源能量的影响。
什么是模拟焊后热处理

什么是模拟焊后热处理?1. 什么是模拟焊后热处理?2. 什么情况需要考虑模拟焊后热处理?3. 除钢板外,哪些材料也需要考虑模拟焊后热处理?4. 焊缝也需要考虑模拟焊后热处理?5. 模拟焊后热处理规范如何确定?6. 为什么需同时考虑min PWHT/max PWHT?模拟焊后热处理概念的提出:在工程实践中人们发现,金属材料经历较长时间的焊后热处理,力学性能(主要是拉伸强度)有一定程度的降低。
为确保材料经较长时间的热处理后仍能保证其力学性能满足设计要求,人们事先模拟设备在制造过程中经过的所有的焊后热处理时间的总和,对材料的试样进行热处理,并对试样进行机械性能试验,要求材料性能仍能满足设计要求。
对材料事先提出模拟焊后热处理的要求,并作为材料订货要求的做法(实际上是对钢厂的要求),已有30余年的历史。
目前主要对厚钢板、锻件,且需要经历较长时间焊后热处理的情况需要考虑模拟焊后热处理问题。
GB150-2011尚未涉及模拟焊后热处理内容,HG20580-20585系列标准已涉及该部分内容。
但大量的工程标准、特别是临氢设备的工程标准中,模拟焊后热处理要求已成为标准最重要的内容之一。
1.材料,除了厚板外,尤其铬钼刚需要MAX, MIN 的模拟PWHT.2.模拟PWHT不仅仅只模拟生产过程中的热处理,还应该包括热压这类热成型。
3.针对试样的不同检验项目,应分别采用MAX或MIN的模拟PWHT,比如试样的弯曲,就不必经历MAX 的pwht..4.除了原材料需要考虑模拟PWHT,焊缝也应该考虑,焊评试板和产品焊接试板都应该模拟5.一般MAX 的pwht 时间是MIN 的PWHT时间的四倍,有些工程公司有这方面的规定。
下面列举几个标准,这些标准都涉及“模拟焊后热处理”概念和要求。
2000年,在JB/T4726-2000《压力容器用碳素钢和低合金钢锻件》中已提出“力学性能试样坯料的模拟焊后热处理”要求。
1994年,在JB/T7215-1994《锻焊结构热壁加氢反应器技术条件》、JB/T7556-1994《热壁加氢反应器用2.25Cr-1Mo钢锻件技术条件》已比较系统的规定了模拟焊后热处理的要求和规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
式中
T—热源在瞬时给焊接的热能 α—热扩散率 D—距点热源的距离,D=(x2+y2+z2)1/2
2020/7/28
2)若热源为线热源 即二维温度场
式中 d—距线热源的距离 d=(x2+y2)1/2
3) 若热源为面热源 即一维温度场
式中 F—截面面积 x—距热源的距离
2020/7/28
Rosonthal解析模式是以集中热源为基础的计算方法, 假定物性参数不变,不考虑相变与结晶潜热,对焊件几 何形状简单的归结为无限大、无限长、无限薄,计算结 果对远离熔合线的较低温度区(<500℃)较准确,但对 熔合区及热影响区误差很大,而这部分正是和焊接性能 相关的关键部位。
2 高斯函数分布的热源模式
电弧热源是通过加热斑点将热能 传递给焊件的,加热斑点上热量分布 不均匀,中心多而边缘少。
2020/7/28
距斑点中心任一点的热流密度:
式中
qm—加热斑点中心最大热流密度
R—电弧有效加热半径 r—距电弧加热斑点中心的距离
2020/7/28
3 半球状热源分布函数模型
该模型是针对电弧挺度大,对熔池冲击力大的 情况提出的,如高能束的激光焊、电子束焊。
4、蔡洪能等人建立了运动电弧 作用下表面双椭圆分布模型,并在此 基础上研制了三维瞬态非线性热传导 问题的有限元程序。
2020/7/28
焊接温度场的准确计算是焊接冶金分 析、焊接应力应变热弹塑性动态分析和焊 接工艺制定的前提。
焊接温度场:
焊件上某一点的瞬时温度分布
T=f(x,y,z,t)
式中
T—焊件上某点瞬时温度;
场的线性计算,其结果与试验相吻合; 2、上海交通大学陈楚等人对非 线性热传导问题进行了有限元分析, 建立焊接温度场计算模型,并编制 了相应的程序;
2020/7/28
3、国内近十多年来才开始对三维问题进行 研究,上海交通大学汪建华等人和日本大阪大学 合作对三维焊接温度场问题进行了一系列有限元 研究,探究了焊接温度场的特点;
式中 q(x,y,z)为—功率密度,单位为W/m3
2020/7/28
4 椭球型热源模型
因为在激光焊情况下,熔池形状不是球对称的, 所以半球形热源分布函数有一定的局限性。经过改进, 又提出了椭球形热源模型。
式中 a、b、c分别为椭球的半轴长
2020/7/28
5 双椭球型热源模型
实际中,熔池前半部分温度梯度分分布较陡,后 半部分分布较缓,因此在椭球型热源分布函数基础上 又提出了双椭球型分布函数。
焊接热模拟技术
一、基本介绍
焊接热模拟技术是采用数值分析 的方法,即采用计算机程序来求解数 学模型(热源模型)的近似解,从而 得出焊接温度场分布和焊接热循环曲 线。目前使用最多的为有限元法,其 次为差分法,而应用较多的软件为 ANSYS、SYSWELD、ABAQUS等。
2020/7/28
有限元法:将连续的物体离散化,分
2020/7/28
热模拟技术发展的历史
国外:
1、前苏联科学院Rykalin院士对焊接过程的 传热问题进行了系统的研究,建立焊接传热学 理论基础,并在此基础上将焊接热源划分为点、 线、面热源;
2、Adames、木原博和稻埂道 夫等人根据热传导微分方程,通过 大量实验建立了不同情况下的传热 公式;
2020/7/28
2020/7/28
焊接温度场属于典型的非线性瞬态热传导问题。 焊接过程中的热传导控制方程
式中
ρ—材料密度
cp—比热容 λ—热导率
t—时间
QTR—内热源,包括弹塑性变形、蠕
变和相变潜热引起的变化
2020/7/28
(一)基于焊接熔池形状的热源模型
1 Rosonthal的解析模式
1)若热源为点热源 即三维温度场
3、被焊金属的物理性质 金 属材料物理性质不同,其焊接温度场 分布也不相同。
(1)热导率λ 表示金属导热的能力
2020/7/28
(2)比热容c 即1克物质每升高1℃所需的热
(3)热扩散率a 表示温度传播的速度
(4)热焓H 单位物质所具有的全部能量
(5)表面散热系数α 散热体表面与 周围介质每相差1℃时,在单位时间内单 位面积所散失的热量
2020/7/28
3 三维温度场 热的传播方向是沿三个方向的,可 以把热源看成是一个点,如在厚大焊件的表面上堆焊。
2020/7/28
二、焊接热源模型
正确的热源模型是获得焊接热循环的 必要条件,是准确测量焊接过程残余应力、 焊缝强度的前提条件。目前使用最多的热 源模型是基于熔池形状的热源模型。近几 年,一些焊接工作者将已有热源模型作进 一步的修正,提出了更接近实际、方便计 算的热源模型。
3、1975年,加拿大的Poley和Hibbert在发 表的文章中介绍了利用有限元方法研究焊接温 度场;
4、加拿大Krutz在博士论文中研究了利用 焊接温度场预测接头强度问题,并分析了非线 性温度场。
5、20世纪末提出了计算机模拟 手段,焊接热模拟技术发展迅速。
2020/7/28
国内:
1、1981年西安交通大学唐慕尧等源自编制了 热传导分析程序,进行了薄板焊接准稳态温度
解为有限个单元组成的模型,即进行网 格划分,从而对离散化模型求数值解 主要特点:
1、概念清晰,容易掌握; 2、灵活性和适用性强,应用 范围广泛; 3、矩阵形式表达,便于编程 计算。
2020/7/28
焊接过程涉及电弧物理、传热、冶金和力学 ,涉及到温度场、应力和变形场、显微组织状
态场等多场耦合问题,其过程非常复杂。
4、焊件的板厚、几何形状和所 处的状态(包括环境温度、预热及 后热等)
2020/7/28
根据焊件尺寸和热源的性质,焊接 温度场可以分为一维、二维和三维。
1 一维温度场 传热方向只有一个,如细棒的摩 擦焊对接等。
2020/7/28
2 二维温度场 在板厚方向没有温差,即热源可 以看成是沿板厚的一条线(线热源),热的传播方向 为两个方向(x,y)属于平面传热,如薄板的焊接。
x,y,z—焊件某点空间坐标;
t—时间
2020/7/28
在焊接过程中经过一定时间之后,焊件上会
形成准稳态温度场,即各点的温度不随时间而改 变。
2020/7/28
稳态阶段
影响焊接温度场的因素:
1、热源 热源种类很多,其性质也不相 同,焊接温度场的分布也不同。
2、焊接线能量E(q/v) 热源功率q和焊 接速度v不同,其焊接温度场分布也不相同。