SMT线边仓运行思路
线边仓物料管理方案

线边仓物料管理方案引言线边仓是指位于生产线边的一个小型仓库,其主要功能是为生产线提供所需的物料,以支持生产线的连续运作。
线边仓物料管理方案是为了提高线边仓的效率和减少物料缺失而制定的一套管理流程和标准。
目标线边仓物料管理方案的目标是实现以下几点: 1. 提高线边仓的物料配送速度和准确性。
2. 减少因物料缺失而导致的生产线停止生产的情况。
3. 优化线边仓的布局和存储方式,提高仓库空间利用率。
流程线边仓物料管理方案的流程主要包括以下几个环节:1. 计划物料需求根据生产计划和物料需求预测,计划线边仓所需的物料种类和数量。
2. 物料采购和接收采购部门根据线边仓的物料需求计划,采购所需的物料,并进行验收。
验收合格的物料将被送至线边仓。
3. 物料入库线边仓员工将接收到的物料进行入库操作,包括记录物料种类、数量和存放位置等信息。
4. 物料拣选和配送根据生产线的需求,线边仓员工根据存储位置和物料需求清单,对物料进行拣选,并将拣选好的物料按需求清单配送至生产线。
5. 库存管理线边仓员工需要对线边仓的库存进行定期盘点和调整,确保库存数量的准确性和及时补充不足的物料。
标准和指导为了实现线边仓物料管理方案的目标,以下标准和指导应该被遵循:1. 物料编号和标识所有物料应该有清晰的编号和标识,方便员工进行识别和追踪。
2. 存储方式物料应按照种类进行分类存储,并根据物料的特性和使用频率确定存放位置和方式。
3. 物料清单和需求单生产线对物料的需求应该通过物料清单或需求单明确提供给线边仓管理人员,以避免错误和混乱。
4. 库存盘点线边仓员工需要定期对库存进行盘点,并将结果与系统记录进行对比,及时调整库存数量和补充不足的物料。
5. 报废和退货处理线边仓员工需要及时发现和处理过期或损坏的物料,并进行报废或退货处理。
技术支持为了实现线边仓物料管理方案的自动化和信息化,技术支持是必要的。
以下技术和系统可以提供支持:1.条码和RFID技术:用于物料的识别和跟踪。
smt产线方案
smt产线方案SMT(表面贴装技术)是一种广泛应用于电子制造中的关键技术。
它通过将电子元器件精确地贴装到PCB(Printed Circuit Board,印刷电路板)上,实现了电子产品的高效生产。
为了提高生产效率和质量,设计一个合理的SMT产线方案是非常重要的。
本文将介绍SMT产线方案的设计要点和实施步骤。
一、SMT产线布局一个合理的SMT产线布局对于生产效率的提高至关重要。
在设计SMT产线布局时,需要考虑以下几个方面:1.1 设备布局SMT产线包括了许多设备,如贴片机、回流焊炉、印刷机等。
这些设备应该根据工艺流程的需要进行合理的布置,以确保生产顺利进行。
最好能够达到设备之间步行距离的最小化,以减少操作员的运动时间。
1.2 材料流通在SMT产线中,材料的流通非常重要。
正确的材料流通路径可以大大提高生产效率。
应该将物料存放在距离贴片机最近的位置,以减少物料的搬运时间。
同时,还应该设计合适的储料柜和物料架,以方便操作员取用所需的材料。
1.3 人员安排SMT产线需要一定数量的操作员来监控设备运行、处理异常情况等。
在设计SMT产线布局时,应该合理安排操作员的工作站,使其能够方便地观察设备运行状态,并及时进行操作。
二、SMT产线工艺流程SMT产线的工艺流程通常包括了以下几个步骤:2.1 印刷在SMT产线中,首先需要进行PCB板的印刷。
印刷工艺的良好控制对于后续贴装工艺的成功非常重要。
在印刷过程中,应该确保印刷质量良好,印刷液的厚度、粘度等参数需要进行合理的调节。
2.2 贴装贴装是SMT产线的核心步骤之一。
在贴装过程中,需要精确地将元器件贴装到PCB板上。
选择合适的贴片机是非常重要的,而后续的元器件库存管理和操作流程的设计也需要充分考虑。
2.3 回流焊在贴装完成后,需要进行回流焊。
回流焊是将贴装的元器件与PCB板焊接在一起的过程。
在回流焊过程中,应该控制好温度和时间,以确保焊接质量的稳定。
2.4 验证与包装最后,应该对贴装完成的PCB板进行验证,确保贴装质量符合要求。
smt生产线运行流程及指导书

English Answer:SMT Production Line Operation Process and Instructions:1.Setup and Preparation:Ensure all equipment, such as printers, pick-and-placemachines, ovens, and inspection machines, are properly calibrated and ready for operation.Prepare the required materials, including SMT components, tapes, boards, and other consumables.2.Loading Materials:Load the SMT components onto the tapes or feeders. Load theboards into the pick-and-place machine.3.Printing:Use the SMT printer to apply the adhesive or solder paste onto the boardsaccording to the PCB design.4.Placement:The pick-and-place machine will then place the SMT components ontothe boards based on the placement files.5.Soldering:Pass the boards through the oven to melt the solder and secure thecomponents onto the board.6.Inspection:Use visual inspection, AOI (Automated Optical Inspection), or X-rayinspection to check for any defects or misplaced components.7.Testing:Test the boards electrically to ensure they function as designed.8.Packing and Shipping:Pack the boards into their respective packaging and preparefor shipment.Instructions:●Always follow the manufacturer's guidelines for equipment calibration andmaintenance.●Ensure all components are within their expiration dates and stored properly.●Regularly clean and maintain the SMT equipment to prevent dust andcontamination.●Always use the latest version of the placement files to avoid any misplacements.●Keep a record of all production batches and their corresponding test results. Chinese Answer:SMT生产线运行流程及指导书:1.设置与准备:确保所有设备,如打印机、贴片机、烤箱和检测机器,都已正确校准并准备好运行。
线边仓运行流程

线边仓运行流程The operation of a line-side warehouse involves a series of processes that ensure the smooth flow of materials and products within a manufacturing facility. 这些流程涉及物料的收发、存储、管理和配送,以满足生产线的需求。
One of the first steps in the operation of a line-side warehouse is the receipt of materials from suppliers. 这涉及到接收和检验送货单上所列的物料,确保它们数量和质量与订单一致。
Once the materials have been received and inspected, they are typically stored in designated storage areas within the line-side warehouse. 这些储存区通常会根据物料种类和尺寸进行划分,确保仓库内的物料组织有序,易于访问和定位。
It is essential for the line-side warehouse to have an efficient and accurate inventory management system in place to track the materials stored within the facility. 这样的系统能帮助管理人员随时了解库存情况,及时补充不足,避免积压和浪费。
When materials are needed for the production line, the line-side warehouse is responsible for fulfilling these requests in a timely manner. 为了确保生产线不会因为缺料停工,线边仓要及时准确地配送物料。
【干货】电子制造企业《SMT仓库管理规范》作业指导书
【干货】电子制造企业《SMT仓库管理规范》作业指导书【干货】电子制造企业《SMT仓库管理规范》作业指导书1.0目的通过建立仓库管理制度,指导和规范仓库人员日常作业行为,预防库存物料有所损失,提高工作效率。
保障SMT与仓库之间物料作业顺畅,使SMT物料的发放、退仓作业有序进行,制定此作业规范。
2.0范围适用于SMT仓库管理。
适用于SMT物料的准备、发放、领用、退仓等。
3.0 定义/参考A类物料:SMT使用的IC、Mosfit等高价值物料;B类物料:SMT使用的二极管、三极管等物料;C类物料:贴片电阻、贴片电容(Chip)类物料;紧急订单:未在生产计划内,业务临时追加的订单,简称急单。
4.0 职责PMC:负责生产计划的制定、生产指令下达、生产投料单的发放及退仓物料的签核;IQC:负责退仓物料的检验;仓库:按生产投料单备料、发料及超出投料单需求物料的调拨申请、退料接收、退料调拨的审核;SMT:按生产计划领料组织生产,结单退料、线边仓物料管理。
5.0程序5.1物料损耗根据公司生产情况和业界一般情况,SMT各类物料损耗率规定如下:A类物料:0‰B类物料:1‰C类物料:3‰以上损耗率按物料类别建入系统BOM,每次发料时直接发到工单。
5.2工单下达PMC以邮件的方式,发布未来两周的生产计划,原则上未来一周的生产计划不能变动,未来第二周的生产计划可以变动20%;生产计划的变动必须以书面的形式通知到仓库、制造、品质、工程。
PMC根据发布的生产计划,提前三天通过邮件滚动发布工单通知到仓库、制造、工程、品质,并同时打印一式四联的生产投料单,签署上线时间/日期和姓名后交仓库文员。
急单处理:紧急插单必须预留4小时仓库备料时间,除在投料单上写明上线时间/日期外,还需写明因此而可以延缓备料的工单。
5.3备料仓库文员收到生产投料单后,按物料属性将投料单分配给仓管员。
仓管员按单上写明的上线时间提前4小时备好料,如果没有写明上线时间/日期,仓管员可以将投料单退回PMC。
SMT工厂的布局思路
从SMT 生产线配置到SMT 工厂的布局思 路探讨及案例分析|来源:EMa | 2010年01月21日| [字体:小大J | 点击推荐给好友 关键词:生产线配置工厂布局 在设备搬入工厂之前,提前做好 SMT 工厂的布局 (layout ),可以起到事半功 倍的效果。
不至于在工厂开始投产后才发现有些区域事前没有规划好, 需要重新 进行调整,造成人力、财力和宝贵的生产时间的浪费。
因此,事前做好SMT 工厂的布局是很重要的,特别是对于新建 SMT 工厂的企业, 由于没有SMT 工厂布局的经验,对需要注意的要素不是很清楚,如果在投产后才 发现布局中的问题点,会造成了一些不必要的损失。
那么,在做SMT 工厂的布局时,究竟要注意哪些事项,提前要做好哪些准备呢? 下面就结合我们开展工作的实际案例,来和大家探讨一下这方面的问题。
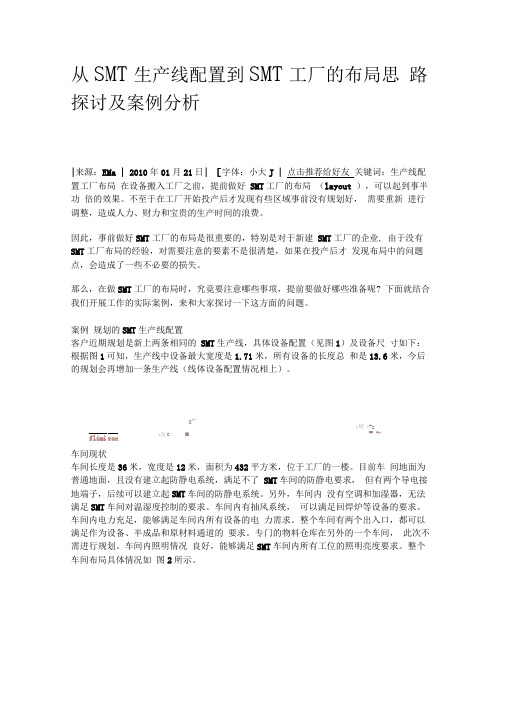
案例 规划的SMT 生产线配置客户近期规划是新上两条相同的 SMT 生产线,具体设备配置(见图1)及设备尺 寸如下:根据图1可知,生产线中设备最大宽度是1.71米,所有设备的长度总 和是13.6米,今后的规划会再增加一条生产线(线体设备配置情况相上)。
车间现状车间长度是36米,宽度是12米,面积为432平方米,位于工厂的一楼。
目前车 间地面为普通地面,且没有建立起防静电系统,满足不了 SMT 车间的防静电要求, 但有两个导电接地端子,后续可以建立起SMT 车间的防静电系统。
另外,车间内 没有空调和加湿器,无法满足SMT 车间对温湿度控制的要求。
车间内有抽风系统, 可以满足回焊炉等设备的要求。
车间内电力充足,能够满足车间内所有设备的电 力需求。
整个车间有两个出入口,都可以满足作为设备、半成品和原材料通道的 要求。
专门的物料仓库在另外的一个车间, 此次不需进行规划。
车间内照明情况 良好,能够满足SMT 车间内所有工位的照明亮度要求。
整个车间布局具体情况如 图2所示。
flimi ran 0^':缶E ■:切 >-= ■ Ir客户的要求1、对目前新搬入的生产线以及相关辅助工具、区域进行定位;2、整个车间能够满足未来三条生产线的架设和生产要求,不需对规划区进行重新调整;3、将每条生产线的起始位置尽量保持一致,使整个车间整齐有序地排列三条生产线。
放大招-高大上SMT电子厂车间流水线布局方案闪亮登场!
放大招,高大上SMT电子厂车间流水线布局方案闪亮登场!SMT业內最具人气最活跃最有影响力的微信公众号——SMT顶级人脉圈SMT制造业实力派移动互联网营销第一媒体SMT 顶级人脉圈一个共享人脉资源、实现职业晋升的专业圈子SMT人专属流量卡车间流水线布局的原则,可以概括为:“两个遵守、两个回避”。
两个遵守:逆时针排布、出入口一致两个回避:孤岛型布局、鸟笼型布局单元装配线的理想布局之一是花瓣型布局1.流畅原则:各工序的有机结合,相关联工序集中放置原则,流水化布局原则。
2.最短距离原则:尽量减少搬运,流程不可以交叉,直线运行。
3.平衡原则:工站之间资源配置,速率配置尽量平衡.4.固定循环原则:尽量减少诸如搬运,传递这种Non-Value Added的活动。
5.经济产量原则:适应最小批量生产的情形,尽可能利用空间,减少地面放置原则6.柔韧性的原则:对未来变化具有充分应变力,方案有弹性。
如果是小批量多种类的产品,优先考虑“U”型线布局、环型布局等7.防错的原则:生产布局要尽可能充分的考虑这项原则,第一步先从硬件布局上预防错误,减少生产上的损失!逆时针排布逆时针排布,主要目的是希望员工能够采用一人完结作业方式、能够实现一人多机。
一人完结与一人多机要求一个员工从头做到尾,因此员工是动态的,称之为“巡回作业”。
大部分作业员是右撇子,因此如果逆时针排布的话,当员工进行下一道加工作业时,工装夹具或者零部件在左侧,员工作业并不方便,这也正是逆时针的目的——员工就会走到下一工位——巡回的目的也就达到了。
出入口一致出入口一致,是指原材料入口和成品出口在一起。
为什么要求出入口一致呢?首先,有利于减少空手浪费。
假设出入口不一致,作业员采用巡回作业,那么当一件产品生产完了,要去重新取一件原材料加工的话,作业员就会空手(手上没有材料可以生产)从成品产出口走到原材料投入口,这段时间是浪费。
如果出入口一致的话,作业员立刻就可以取到新的原材料进行加工,从而避免了空手浪费。
smt生产线运行流程及指导书

smt生产线运行流程及指导书English Answer:SMT Production Line Process and Guidelines.1. Pre-Production.Material inspection: Inspect incoming components for defects and verify specifications.Solder paste preparation: Prepare solder paste by mixing and filtering to achieve optimal consistency.Stencil preparation: Clean and inspect stencils to ensure proper apertures and paste deposition.Board preparation: Clean and prepare printed circuit boards (PCBs) to remove contaminants and oxidations.2. SMT Assembly.Solder paste dispensing: Deposit solder paste onto PCBs using stencils and dispensing machines.Component placement: Place components onto PCBs using pick-and-place machines or manually.Soldering: Reflow solder paste to solder the components to PCBs using ovens or infrared radiation.Inspection: Inspect assembled PCBs for defects and quality.3. Post-Production.Cleaning: Remove flux residues and contaminants from PCBs using solvents or aqueous cleaning systems.Testing: Conduct electrical and functional testing to verify the performance of assembled PCBs.Packaging and storage: Package and store assembledPCBs in dry and ESD-protected environments.Guidelines.Follow established procedures: Adhere to standardized processes and guidelines to ensure consistency and quality.Use high-quality materials: Utilize approved components and materials to minimize defects and enhance reliability.Maintain proper equipment: Regularly calibrate and maintain SMT equipment to optimize performance and prevent downtime.Train personnel: Provide proper training to operators to ensure they have the necessary skills and knowledge.Monitor and control processes: Implement quality control measures to monitor and control production processes.Continuous improvement: Regularly review and improve production methods to enhance efficiency and reduce defects.Maintenance.Regular cleaning: Clean and maintain SMT equipment, including stencils, nozzles, and ovens, to prevent contamination and ensure accuracy.Preventive maintenance: Perform scheduled maintenance tasks to identify and resolve potential issues before they disrupt production.Calibration: Calibrate equipment regularly to ensure precise performance and prevent errors.中文回答:SMT生产线运行流程及指导书。
贴片物料(SMT)仓库作业指导书,预防库存物料有所损失 - 原材料仓库.doc

SMT仓库作业指导书1、目的通过建立仓库治理制度,指导和规范仓库人员日常作业行为,预防库存物料有所损失,提高工作效率。
2、范围适用于SMT仓库治理。
3、职责3.1 仓库治理员3.1.1 负责仓库日常领用料的完整登记;3.1.2 负责仓库物料的入库、存储、保管等工作;3.1.3 负责对物料的检验以及不良品处置方式的确定和通报;3.1.4 负责仓库安全性检查以及异常情况的通报和处理。
3.2 仓库主管3.2.1 负责仓库相关工作的检查、监督以及异常情况的通报和处理;3.2.2 负责不定期抽查仓库帐务是否清楚;3.2.3 负责仓库治理员的培训、教育。
4、仓库治理制度4.1 仓库内部治理规定4.1.1 仓库执行封闭式治理,库房入口处要有“库房重地,非仓库人员未经答应,不得入内”的警示标识,并严格按照仓库治理制度执行,仓库各区域用标识牌标示清楚,物品需摆放整洁;4.1.2 仓库区域划分为:原材料放置区、备料区、验货区、废料区、半成品区、成品出货区等;4.1.3 物料验货区,主要用于与外部人员进行物料的交接、清点,具体位置根据库房实际情况而定;4.1.4 库区消防栓、灭火器以及消防通道在任何情况下都不得堵塞,库房内严禁吸烟和禁止明火;4.1.5 栈板上储存的物料在符合外包装标示叠放要求的基础上控制高度,摆放要符合消防要求;4.1.6 每日下班前,要检查库房的门窗是否关好;4.2 外来人员进入仓库治理规定4.2.1 外来人员:是指由于业务需要,必须进入库区的非仓库治理人员,包括质检人员、供给商送货人员、退库人员、领料人员、消防检查人员、清洁人员等;4.2.2 非仓库治理人员严禁进入仓库储存区域,对必须进入仓库物料储存区的相关业务人员,需要经过仓库治理员同意后,并由仓库人员陪同后方可进入,严禁携带与物料无关的物品进入,如有携带物品,有义务接受仓库人员的检查。
4.3 仓库物料验收及保管规定4.3.1 物料到公司后仓库治理员依据送货清单上所列的名称、数量、型号进行核对、清点,经检验人员质检合格或由请购人员确认合格后办理入库,入库时库管员应和采购一起确认入库数量;4.3.2 对入库物料及时填写“入库单”并登录入帐,入库单一式三联,库管员、采购员、财务各持一联;4.3.3 对以下情况库管员可拒绝验收或入库:1) 未经总经理或部门主管批准的采购;2) 与合同计划或请购单不相符的采购物资;3) 与要求不相符的采购物资。
线边仓主要工作方案
线边仓主要工作方案一、背景介绍。
随着电子商务的飞速发展,线上线下的商品交易量不断增加,线边仓作为电商物流的重要环节,承担着货物分拣、包装、配送等重要任务。
为了提高线边仓的工作效率和准确性,制定合理的工作方案至关重要。
二、线边仓主要工作方案。
1. 仓库布局规划。
首先,线边仓的布局规划至关重要。
合理的仓库布局可以提高货物的存储密度,减少货物的搬运距离,从而提高工作效率。
在布局规划中,需要考虑货物的种类、尺寸、流动性等因素,合理划分存储区域,确保货物的有序存放和快速取货。
2. 货物分类和标识。
线边仓的货物种类繁多,为了提高分拣和配送的准确性,需要对货物进行分类和标识。
根据货物的类型、尺寸、重量等特征,制定合理的分类标准,并在货物上标注清晰的标识,便于工作人员快速找到所需货物。
3. 作业流程优化。
作业流程的优化是提高线边仓工作效率的关键。
在制定作业流程时,需要考虑货物的流动路径、分拣和包装的顺序、人员配备等因素,确保作业流程合理、高效。
同时,可以借助信息化技术,如仓库管理系统(WMS)、RFID技术等,对作业流程进行优化和自动化管理,提高工作效率和准确性。
4. 人员培训和管理。
线边仓的工作人员是保障仓库运作的关键,他们需要具备良好的操作技能和团队合作意识。
因此,需要对工作人员进行系统的培训,包括货物分类、分拣、包装、配送等技能培训,以及安全操作规范和应急处理能力的培训。
同时,建立健全的人员管理制度,激励员工提高工作效率和质量。
5. 货物追踪和监控。
为了确保货物的安全和准确配送,线边仓需要建立完善的货物追踪和监控系统。
通过RFID技术、条形码扫描等手段,对货物进行实时追踪和监控,及时发现和处理异常情况,确保货物的安全和准确配送。
6. 安全生产管理。
线边仓作为重要的物流环节,安全生产管理至关重要。
需要建立健全的安全生产管理制度,包括货物存储和搬运的安全规范、应急预案和演练、安全设施的维护等方面,确保仓库的安全生产。
线边仓物料管理方案

线边仓物料管理方案1. 引言线边仓(Line-side Warehouse)是制造业中用于管理生产线所需物料的重要环节。
合理的线边仓物料管理方案可以提高生产线的效率和灵活性,确保物料的供应和使用的准确性。
本文档将介绍一个基于先进的物料管理技术的线边仓物料管理方案。
2. 方案概述本方案旨在优化线边仓物料管理流程,提高物料的供应和使用效率,减少生产线的停机时间。
主要包括以下几个方面:•物料需求计划(Material Requirement Planning,MRP)系统的使用•自动化物料供应系统的实施•物料出入库的自动追踪和管理•物料使用和消耗的实时监控3. 物料需求计划系统的使用物料需求计划(MRP)系统是一种通过计算物料需求量和供应计划来优化物料管理的软件系统。
在线边仓物料管理中,可以通过MRP系统实时监控物料需求和库存情况,自动生成采购或生产计划。
MRP系统还可以与供应商的系统集成,实现自动物料采购。
MRP系统的使用需要以下关键步骤:1.设置物料清单:对于每个生产线的产品,需要定义其物料清单,即产品所需的各种零部件和原材料。
2.设置库存信息:将物料的初始库存以及每日的入库和出库信息录入MRP系统。
3.设置物料的供应周期和最小库存量:根据供应商和生产线的需求,设置物料的供应周期和最小库存量。
MRP系统将根据这些参数计算物料的采购或生产计划。
4.监控和调整计划:MRP系统会根据物料的需求和库存情况自动生成采购或生产计划,但需要人工对计划进行监控和调整,确保物料的供应和使用的准确性。
通过使用MRP系统,线边仓可以实现对物料需求的准确预测,避免物料的短缺或过剩,提高生产线的生产效率。
4. 自动化物料供应系统的实施在线边仓物料管理中,常常使用自动化物料供应系统来实现物料的及时供应。
自动化物料供应系统通常包括以下几个组件:•在线边仓的储物柜:每个储物柜为一个物料,通过储物柜的编号来标识物料。
储物柜可以根据物料需求自动开启和关闭。
SMT自动化生产线方案

SMT自动化生产线方案一、背景介绍SMT(Surface Mount Technology)自动化生产线是一种先进的电子元器件表面贴装技术,它通过将电子元器件直接焊接在印刷电路板(PCB)表面,实现电子产品的高效生产。
为了提高生产效率和质量,许多电子制造企业正在积极引入SMT 自动化生产线。
本文将详细介绍SMT自动化生产线的方案。
二、SMT自动化生产线方案概述SMT自动化生产线方案包括以下几个关键环节:物料管理、贴装机、回流焊接、质检和包装。
下面将详细介绍每个环节的方案。
1. 物料管理物料管理是SMT自动化生产线的基础,它包括物料采购、入库、库存管理和出库等环节。
为了实现高效的物料管理,可以采用以下方案:- 建立完善的供应商管理体系,与优质供应商建立长期合作关系,确保物料的质量和供应的稳定性。
- 引入物料管理系统,实现对物料的自动化管理,包括物料的采购计划、库存监控和出库跟踪等功能。
2. 贴装机贴装机是SMT自动化生产线的核心设备,它负责将电子元器件精确地贴装在PCB上。
为了实现高效的贴装,可以采用以下方案:- 选择适合生产规模的贴装机,考虑生产线的产能和贴装精度要求,选择具有高速度和高精度的贴装机。
- 配备自动上料系统,实现对电子元器件的自动供料,提高生产效率。
- 引入视觉识别系统,实现对电子元器件的自动定位和校正,提高贴装精度。
3. 回流焊接回流焊接是将贴装好的电子元器件与PCB焊接在一起的过程。
为了实现高质量的焊接,可以采用以下方案:- 选择适合生产规模的回流焊接设备,考虑生产线的产能和焊接质量要求,选择具有稳定性和可靠性的设备。
- 控制回流焊接的温度曲线,确保焊接过程中的温度均匀分布,避免焊接缺陷的产生。
- 引入可视化检测系统,实时监控焊接质量,及时发现并修复焊接缺陷。
4. 质检质检是SMT自动化生产线中不可或缺的环节,它负责对贴装好的PCB进行检测,以确保产品质量。
为了实现高效的质检,可以采用以下方案:- 引入自动光学检测系统,实现对PCB的自动检测,包括焊接质量、元器件位置和PCB电气性能等方面的检测。
SMT生产线的优化
SMT生产线的优化生产线平衡和生产线的效率SMT生产线优化有两种1. 品种单一批量大的生产环境中,重点是要使印刷板的产量达到最大2. 多品种少批量,重点是减少不同品种印刷板之间的更换时间。
程序优化的原则X/Y结构的设备1. 尽量使多个贴装头同时吸取元件。
2. 拾取频率高的喂料架应挨放在挨近印刷板的位置。
3. 在每个拾放循环中,都要使所有的贴装头满负荷。
4. 在一个拾放循环过程中,先从前面或后面拾取元件。
而不是两边都取,这样可以减少拾取时的移动路程。
5. 为了减少拾取时的移动路径,在一个拾放循环过程中只沿着X坐标增加或减少的方向拾取元件。
6. 一个循环中,按照X和Y坐标增加或减少的顺序贴装,减少贴装头的移动过程。
7. 贴装速度相同的物料排在同一拾放循环中吸取。
SMT生产线的优化摘要:SMT生产线要达到最大的产量,必须考虑两个问题:生产线平衡和生产线的效率。
生产线的平衡可以通过负荷的优化分配来实现。
建立优化程序只是获得了静态的平衡,而生产线的效率要求获得动态平衡。
关键词:优化瓶颈高速贴装机高精度贴装机对于PCB组装行业来讲,收入和利润取决于大量生产合格产品的能力。
但要想使生产线发挥最大的效率、获得最大的产量,又会受到许多因素的影响,包括设备的类型、产品的类型、组线方式以及采用的控制软件等。
必须对这些因素进行优化配置,才可以实现高效生产。
总的来说,SMT生产线的优化有两种不同的方法,具体采用什么方法要根据生产环境的特点而定。
在品种单一、批量大的生产环境中,重点是要使印制板的产量达到最大。
设定每台设备的贴装程序和送料器配置,把整条生产线作为一个整体进行优化,使其生产节奏最快。
这种情况下,优化目标就是使各台设备的生产节奏一致,并且速度最快。
在多品种、少批量的生产环境中,由于不同品种间进行转换所需时间较长,不再具备以最快的节奏生产一种印制的优势,所以上面的方法就不可能产生最佳的效果。
因此,在这种情况下,重点是减少不同品种印制板之间的更换时间,因此,建立送料器配置和相应的贴装程序时就要综合考虑,应尽力减少从一种印制板的生产转换到另一种所需的时间。
SMT生产线运行流程及指导书

“SMT生产线运行与维护”综合生产实训指导书济南铁道职业技术学院电气工程系目录一、工艺流程 (1)1.1 SMT总流程 (1)1.2 SMT工艺控制流程 (2)1.3 SMT品质控制流程 (3)1.4 SMT生产程序制作流程 (4)1.5 SMT转机工作准备流程 (5)1.6 SMT转机流程 (6)1.7 SMT转机物料核对流程 (8)1.8 SMT首件样机确认流程 (9)1.9 SMT首件样机测量流程 (10)1.10 SMT炉温设定及测试流程 (11)1.11 SMT炉前质量控制流程 (13)1.12 SMT炉前补件流程 (14)1.13 SMT换料流程 (15)1.14 SMT换料核对流程 (16)1.15 SMT机芯测试流程 (18)1.16 SMT不良品处理流程 (19)1.17 SMT物料试用流程 (20)1.18 SMT清机流程 (22)二、作业指导书 (23)2.1焊膏的存储及使用 (23)2.2网板的管理及使用 (24)2.3印刷工序作业指导书 (25)2.4贴片工序作业指导书 (26)2.5回流焊工序作业指导书 (27)三、标准规范 (28)四、典型焊接缺陷原因分析 (33)4.1翻面 (33)4.2墓碑 (34)4.3短路 (36)五、信息源 (37)一、工艺流程1.1SMT总流程1.2SMT工艺控制流程21.3SMT品质控制流程1.4SMT生产程序制作流程SMT生产程序制作流程研发/工程/PMC部1.5SMT转机工作准备流程1.6SMT转机流程1.7SMT转机物料核对流程SMT转机物料核对流程1.8 SMT 首件样机确认流程工程部SMT 部N品质部SMT 首件样机确认流程1.9SMT首件样机测量流程SMT首件样机测量流程SMT部品质部1.10SMT炉温设定及测试流程SMT炉温设定及测试流程SMT部工程部1.11SMT炉前质量控制流程SMT炉前质量控制流程1.12SMT炉前补件流程SMT炉前补件流程1.13SMT换料流程1.14 SMT 换料核对流程SMT 换料流程品质部SMT 部SMT换料核对流程品质SMT部1.15SMT机芯测试流程SMT机芯测试流程工程部QC/测试员生产线1.16SMT不良品处理流程SMT不良品处理流程1.17SMT物料试用流程SMT物料试用流程PMC/品质部/工程部SMT部1.18SMT清机流程SMT清机流程二、作业指导书三、标准规范标准规范参见IPC-A-610D Chinese (L)四、典型焊接缺陷原因分析4.1翻面334.2墓碑34354.3短路36五、信息源链接地址1. 标准规范IPC-A-610D2.丝网印刷工程作业标准3.印刷技术4.印刷技术5.印刷机维护6.各种工艺问题解析37。
企业SMT部门运作计划流程分析

SMT 物 SMT 物料组依照打算部通知,填写 《 套 料
料组 相应的《套料申请单》。
申请单》
SMT 部 SMT 部长审核后,报打算部审核。 长 打算部
依照《套料申请单》的编号,打印 《 套 料 SMT 物 套料单,一式两份,一份留 SMT 部物 单》 料组 料组;
领取套 料
存放物 料 在线 使用
《SMT 零
员
件放置
各生产线领用时,需签字认可所领 排列表》
用的数量。
——各生产线在完成工单后,要向物
料组报告物料损耗情况。
职责
工作要求
相关文件/ 记录
检 N查
Y
贴片 生产
Y
检查 退料
N
IPQC 操作员
依照《SMT 零件放置排列表》核对 在线物料。
技术
人员
《 MVIIF
操作员 记录《MVIIF 每日生产效率及组件 每 日 生
打 算 经打算部审核后交回仓储部电子
部
库
SMT 物 在报废料交回仓储部电子库的同
料
时,要开《零星领料单》领回同样数 《 零 星
组
量的同种物料。
领料单》
3/8
3.2. SMT 部生产治理
流程
职责
工作要求
相关文件/ 记录
开 始 生产安
排 领取物 料及辅
料 上线生 产生产 安排
完成单班次 生产安排
结 束
定期保养设备并作相应的保养记 《 生 产
技术人 录。
设备每
员
日保养
操作员
记录表》
《生产
设备每
周保养
记录表》
7/8
编制:
审核:
批准:
smt产线方案
smt产线方案随着电子行业的发展,SMT(表面贴装技术)产线方案成为了关键的工程解决方案之一。
SMT产线是通过自动化设备将电子元件贴装在印刷电路板(PCB)上的过程。
本文将探讨SMT产线的主要组成部分以及有效实施这一方案的关键要素。
一、SMT产线的主要组成部分1.1 PCB加载区在SMT产线的最开始,需要考虑如何将PCB供应给贴装设备。
这通常通过一个自动化的PCB加载机来实现,它能够高效地将PCB从储存器中取出并将其传送到下一个工作站。
1.2 贴装设备贴装设备是SMT产线的核心组成部分,用于将电子元件精确地贴装在PCB上。
这些设备通常包括贴片机、回流焊炉和检测系统。
贴片机能够根据预定的贴片方案,自动将元件精确地贴装在PCB上。
回流焊炉用于将贴装完的PCB进行焊接,以保证元件与PCB的可靠连接。
检测系统可以对焊接质量进行检测,确保质量符合要求。
1.3 传送系统为了实现高效的生产流程,SMT产线通常会配备传送系统,用于将PCB从一个工作站传送到下一个工作站。
这些传送系统通常采用输送带,以确保PCB在整个生产过程中的顺利传送。
1.4 过程控制为了保证SMT产线的高质量生产,过程控制是至关重要的。
通过在关键环节加入自动化控制,可以实现生产参数的实时监测和调整。
同时,采用合适的检测设备和测试方法,例如AOI(自动光学检测)和X光检测,可以对贴装质量进行全面检测,提高产品的可靠性和质量。
二、有效实施SMT产线方案的关键要素2.1 设备选择与布局在选择SMT设备时,需要考虑生产需求、设备性能和可扩展性。
同时,在设计产线布局时,要考虑到物料的流动和操作人员的工作效率,确保生产效率和质量。
2.2 生产计划与排产一个良好的生产计划与排产系统是SMT产线顺利运行的关键。
根据客户订单和产品类型,合理安排产线运行顺序,实现高效的生产。
2.3 人员培训与技能提升为了确保操作人员能够熟练操作SMT设备并正确维护和调试,进行系统的培训和技能提升非常重要。
Smt产线实施方案
Smt产线实施方案一、前言。
随着科技的不断发展,SMT(Surface Mount Technology)表面贴装技术已经成为电子制造行业中的主流技术之一。
而SMT产线实施方案作为SMT生产过程中的重要环节,对于提高生产效率、降低成本、提高产品质量都具有非常重要的意义。
因此,本文将就SMT产线实施方案进行详细阐述,以期为相关从业人员提供参考。
二、SMT产线实施方案的基本概念。
SMT产线实施方案是指在SMT生产过程中,根据具体的生产需求和工艺要求,对SMT生产线进行规划、布局和设计,以实现高效、稳定、高质量的生产。
一般来说,SMT产线实施方案包括SMT设备的选型、生产线的布局、工艺流程的设计、人员培训等内容。
三、SMT产线实施方案的关键要点。
1. SMT设备的选型。
SMT设备的选型是SMT产线实施方案中的重要环节。
在选型过程中,需要充分考虑生产需求、工艺要求、设备性能、设备稳定性、设备的维护保养成本等因素。
只有选择合适的SMT设备,才能保证生产线的稳定运行和高效生产。
2. 生产线的布局。
生产线的布局是SMT产线实施方案中至关重要的一环。
合理的生产线布局可以有效提高生产效率,减少生产过程中的浪费,降低生产成本。
在布局过程中,需要考虑原材料的输入、生产设备的安装位置、半成品的流转路径、成品的输出等因素,以实现生产过程的顺畅进行。
3. 工艺流程的设计。
工艺流程的设计是SMT产线实施方案中的核心内容。
只有设计出合理的工艺流程,才能保证产品的质量和稳定性。
在设计工艺流程时,需要考虑到产品的特性、工艺的复杂程度、生产效率的要求等因素,以保证工艺流程的科学性和合理性。
4. 人员培训。
人员培训是SMT产线实施方案中不可或缺的一环。
只有经过专业的培训,操作人员才能熟练掌握设备的使用方法和维护保养技巧,从而保证生产线的稳定运行。
因此,在实施SMT产线方案的过程中,需要加强对操作人员的培训,提高其技术水平和工作能力。
四、总结。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
线边仓运行规范
线边仓是在SMT原物料仓库和生产线体之间设立的一个恒温恒湿的缓冲地带,是SMT原物料仓先将整盘常用物料调拨到线边仓,由生产部门自行管理,工单在生产时部分线边仓有的常用物料不用再开领料单到仓库领料,而直接使用线边仓的物料。
从而达到节省点料、接料所需工时的目的。
各部门职责说明
1.计划
系统走账:当订单下达时系统自动从线边仓扣账,扣账的数量由BOM表的标准用量决定。
2.仓库
库存盘点:由于前期试行,仓管员需定期对线边仓库区物料进行盘点核对(1次/两周),对有差异的部分通知生产根据手工台账记录进行异常追溯与分析。
2.产线
2.1.线边仓管理:
线边仓管理权限为产线,由产线指定专人兼职管理,负责线边仓库存维护、收发料管理等事项;
2.2.物料调拨:
SMT生产人员发现线边仓物料少于工单需求数量时,及时通知仓库调拨相应的整盘物料进行补充,调拨数量以生产工单需求该物料的最小整盘数为准。
并做好手工收、发台账。
2.3.物料存储:
线边仓物料储存依据物料料号进行分类放置并做好清晰标识。
做好物料标示卡,对物料进出进行日常记录;
2.4.发料管理:
产线根据生产需求可自行由指定人员到线边仓领取相应物料,并做好记录,该订单结束时,剩余物料当天必须退回线边仓,作好台帐记录。
线边仓管理人员根据当天订单情况,对相应物料依据BOM标准进行相应物料的出库记录。