钢结构防火涂料涂装工艺标准(509-1996)
钢结构防火涂料涂装工艺标准(509-1996)
钢结构防火涂料涂装工艺标准()范围本工艺标准适用于钢结构厚涂型防火涂料喷涂工艺施工。
施工准备材料及主要机具:防火涂料:需使用经主管部门鉴定,并经当地消防部门批准的产品。
如××大厦使用的型防火涂料,经公安部四川消防研究所鉴定,并经北京市消防局批准,使用前检查批准文件,并以为一批检查出厂合格证。
技术性能应满足有关标准的规定;耐火试验由消防局每现场抽样一次,送国家耐火构件质量监督中心检验,其耐火极限应符合设计要求。
粘结强度及抗压强度每抽样一次,送国家化工建材检测中心检验,其粘结强度及抗压强度应大于技术指标的规定。
现场堆放地点应干燥、通风、防潮,发现结块变质时不得使用。
高强胶粘剂及钢防胶由厂家配套供应,按说明书使用。
钢丝网、钢筛卡、塑料布等。
主要机具:混合机、灰浆泵、钢丝网剪刀、铁锹、手推车、计量容器、带刻度钢针、钢尺等。
作业条件:应由经批准的施工单位负责施工,检查资质批准文件。
基层处理:彻底清除钢构件表面的灰尘、浮锈、油污。
对钢构件碰损或漏刷部位应补刷防锈漆两遍,经检查验收方准许喷涂。
喷涂前将操作场地清理干净,靠近门窗、隔断墙等部位,用塑料布加以保护。
固定钢丝网:按构件形状剪好钢丝网,用φ钢筋卡固定在钢构件上,钢丝网与钢构件间留有~间隙。
操作工艺工艺流程:作业准备→防火涂料配料、搅拌→喷涂→检查验收防火涂料配料、搅拌:粉状涂料应随用随配。
以型配合比如下(表):表喷涂层数施工配合比每用量防炎涂料∶高强胶粘剂∶钢防胶∶水∶∶∶~防火涂料∶钢防胶∶水∶∶搅拌时先将涂料倒入混合机加水拌合后,再加胶粘剂及钢防胶充分搅拌~,使稠度达到可喷程度。
喷涂:一般设计要求厚度为经耐火试验达到耐火极限厚度的倍,以耐火极限为梁,柱,其设计厚度为梁,柱。
第一层厚左右,晾干七~八成再喷第二层,第二层厚~左右为宜,晾干七~八成后再喷第三层,第三层达到所需厚度为止。
喷涂时喷枪要垂直于被喷钢构件,距离~为宜,喷涂气压应保持~,喷完后进行自检,厚度不够的部分再补喷一次。
钢结构防火涂料涂装工艺标准

钢结构防火涂料涂装工艺标准范围本工艺标准适用于钢结构构厚涂型防火涂料喷涂工艺施工。
2施工准备材料及主要机具:防火涂料:需使用经主管部门鉴定,并经当地消防部门批准的产品。
如××大厦使用的型防火涂料,经公安部四川消防研究所鉴定,并经北京市消防局批准,使用前检查批准文件,并以为一批检查出厂合格证。
技术性能应满足有关标准的规定;耐火试验由消防局每现场抽样一次,送国家耐火构件质量监督中心检验,其耐火极限应符合设计要求。
粘结强度及抗压强度每抽样一次,送国家化工建材检测中心检验,其粘结强度及抗压强度应大于技术指标的规定。
高强胶粘剂及钢防胶由厂家配套供应,按说明书使用。
钢丝网、钢筛卡、塑料布等。
主要机具:混合机、灰浆泵、钢丝网剪刀、铁锹、手推车、计量容器、带刻度钢针、钢尺等。
作业条件:应由经批准的施工单位负责施工,检查资质批准文件。
基层处理:彻底清除钢构件表面的灰尘、浮锈、油污。
对钢构件碰损或漏刷部位应补刷防锈漆两遍,经检查验收方准许喷涂。
喷涂前将操作场地清理干净,靠近门窗、隔断墙等部位,用塑料布加以保护。
固定钢丝网:按构件形状剪好钢丝网,用ф钢筋卡固定在钢构件上,钢丝网与钢构件间留有~间隙。
操作工艺工艺流程:作业准备→防火涂料配料、搅拌→喷涂→检查验收防火涂料配料、搅拌:粉状涂料应随用随配。
以型配合比如下(表):表搅拌时先将涂料倒入混合机加水拌合后,再加胶粘剂及钢防胶充分搅拌~,使稠度达到可喷程度。
喷涂:一般设计要求厚度为经耐火试验达到耐火极限厚度的倍,以耐火极限为梁,柱,其设计厚度为梁,柱。
第一层厚左右,晾干七~八成再喷第二层,第二层厚~左右为宜,晾干七~八成再喷第三层,第三层达到所需厚度为止。
喷涂时喷枪要垂直于被喷钢构件,距离~为宜,喷涂气压应保持~,喷完后进行自检,厚度不够的部分再补喷一次。
正式喷涂前,应试喷一建筑层(段),经消防部门、质监站核验合格后,再大面积作业。
施工环境温度低于℃时不得施工,应采取外围封闭,加温措施,施工前后保持℃以上为宜。
钢结构防腐涂装工艺标准(附钢结构防火涂料涂装工艺标准).doc

钢结构防腐涂装工艺标准(附钢结构防火涂料涂装工艺标准)钢结构防腐涂装工艺标准( 508- - 1996 )范围本工艺标准适用于建筑钢结构工程用的防腐蚀施工工艺。
施工准备 2.1 材料2.1.1 建筑钢结构工程防腐材料的选用应符合设计要求。
防腐蚀材料有底漆、面漆和稀料等。
建筑钢结构工程防腐底漆有红丹油性防锈漆、钼铬红环氧酯防锈漆等;建筑钢结构防腐面漆有各色醇酸磁漆和各色醇酸调合漆等。
各种防腐材料应符合国家有关技术指标的规定,还应有产品出厂合格证。
2.2 主要机具:喷砂枪、气泵、回收装置、喷漆枪、喷漆气泵、胶管、铲刀、手砂轮、砂布、钢丝刷、棉丝、小压缩机、油漆小桶、刷子、酸洗槽和附件等。
2.3 作业条件: 2.3.1 油漆工施工作业应有特殊工种作业操作证。
2.3.2 防腐涂装工程前钢结构工程已检查验收,并符合设计要求。
2.3.3 防腐涂装作业场地应有安全防护措施,有防火和通风措施,防止发生火灾和人员中毒事故。
2.3.4 露天防腐施工作业应选择适当的天气,大风、遇雨、严寒等均不应作业。
操作工艺 3.1 工艺流程:基面清理底漆涂装面漆涂装检查验收3.2 基面清理: 3.2.1 建筑钢结构工程的油漆涂装应在钢结构安装验收合格后进行。
油漆涂刷前,应将需涂装部位的铁锈、焊缝药皮、焊接飞溅物、油污、尘土等杂物清理干净。
3.2.2 基面清理除锈质量的好坏,直接关系到涂层质量的好坏。
因此涂装工艺的基面除锈质量分为一级和二级,见表 5-25 的规定。
钢结构除锈质量等级表 5-25 等级质量标准除锈方法1 钢材表面露出金属色泽喷砂、抛丸、酸洗2 钢材表面允许存留干净的轧制表皮一般工具 (钢丝刷、砂布) 清除 3.2.3 为了保证涂装质量,根据不同需要可以分别选用以下除锈工艺。
3.2.3.1 喷砂除锈,它是利用压缩空气的压力,连续不断地用石英砂或铁砂冲击钢构件的表面,把钢材表面的铁锈、油污等杂物清理干净,露出金属钢材本色的一种除锈方法。
钢结构防火涂料涂装工艺标准
钢结构防火涂料涂装工艺标准1范围本工艺标准适用于钢结构构厚涂型防火涂料喷涂工艺施工。
222施工准备2.1材料及主要机具:2.1.1防火涂料:需使用经主管部门鉴定,并经当地消防部门批准的产品。
如××大厦使用的ST1-A型防火涂料,经公安部四川消防研究所鉴定,并经北京市消防局批准,使用前检查批准文件,并以100t为一批检查出厂合格证。
技术性能应满足有关标准的规定;2.1.1.1耐火试验由消防局每1000t现场抽样一次,送国家耐火构件质量监督中心检验,其耐火极限应符合设计要求。
2.1.1.2粘结强度及抗压强度每500t抽样一次,送国家化工建材检测中心检验,其粘结强度及抗压强度应大于技术指标的规定。
2.1.2高强胶粘剂及钢防胶由厂家配套供应,按说明书使用。
2.1.3钢丝网、钢筛卡、塑料布等。
2.1.4主要机具:混合机、灰浆泵、钢丝网剪刀、铁锹、手推车、计量容器、带刻度钢针、钢尺等。
2.2作业条件:2.2.1应由经批准的施工单位负责施工,检查资质批准文件。
2.2.2基层处理:彻底清除钢构件表面的灰尘、浮锈、油污。
2.2.3对钢构件碰损或漏刷部位应补刷防锈漆两遍,经检查验收方准许喷涂。
2.2.4喷涂前将操作场地清理干净,靠近门窗、隔断墙等部位,用塑料布加以保护。
2.2.5固定钢丝网:按构件形状剪好钢丝网,用ф6钢筋卡固定在钢构件上,钢丝网与钢构件间留有5~10mm间隙。
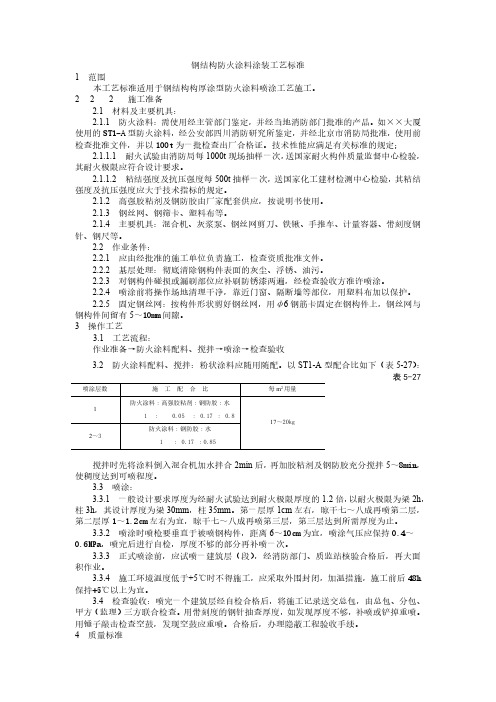
3操作工艺3.1工艺流程:作业准备→防火涂料配料、搅拌→喷涂→检查验收3.2防火涂料配料、搅拌:粉状涂料应随用随配。
以ST1-A型配合比如下(表5-27):表5-27喷涂层数施工配合比每m2用量1防火涂料﹕高强胶粘剂﹕钢防胶﹕水1﹕0.05﹕0.17﹕0.817~20kg2~3防火涂料﹕钢防胶﹕水1﹕0.17﹕0.85搅拌时先将涂料倒入混合机加水拌合2min后,再加胶粘剂及钢防胶充分搅拌5~8min,使稠度达到可喷程度。
3.3喷涂:3.3.1一般设计要求厚度为经耐火试验达到耐火极限厚度的1.2倍,以耐火极限为梁2h,柱3h,其设计厚度为梁30mm,柱35mm。
钢结构防火涂料涂装工艺标准 二

钢结构防火涂料涂装工艺标准(509-1996)范围本工艺标准适用于钢结构厚涂型防火涂料喷涂工艺施工。
施工准备2.1 材料及主要机具:2.1.1 防火涂料:需使用经主管部门鉴定,并经当地消防部门批准的产品。
如××大厦使用的ST1-A型防火涂料,经公安部四川消防研究所鉴定,并经北京市消防局批准,使用前检查批准文件,并以100t为一批检查出厂合格证。
技术性能应满足有关标准的规定;2.1.1.1 耐火试验由消防局每1000t现场抽样一次,送国家耐火构件质量监督中心检验,其耐火极限应符合设计要求。
2.1.1.2 粘结强度及抗压强度每500t抽样一次,送国家化工建材检测中心检验,其粘结强度及抗压强度应大于技术指标的规定。
现场堆放地点应干燥、通风、防潮,发现结块变质时不得使用。
2.1.2 高强胶粘剂及钢防胶由厂家配套供应,按说明书使用。
2.1.3 钢丝网、钢筛卡、塑料布等。
2.1.4 主要机具:混合机、灰浆泵、钢丝网剪刀、铁锹、手推车、计量容器、带刻度钢针、钢尺等。
2.2 作业条件:2.2.1 应由经批准的施工单位负责施工,检查资质批准文件。
2.2.2 基层处理:彻底清除钢构件表面的灰尘、浮锈、油污。
2.2.3 对钢构件碰损或漏刷部位应补刷防锈漆两遍,经检查验收方准许喷涂。
2.2.4 喷涂前将操作场地清理干净,靠近门窗、隔断墙等部位,用塑料布加以保护。
2.2.5 固定钢丝网:按构件形状剪好钢丝网,用φ6钢筋卡固定在钢构件上,钢丝网与钢构件间留有5~10mm间隙。
操作工艺3.1 工艺流程:作业准备→防火涂料配料、搅拌→喷涂→检查验收3.2 防火涂料配料、搅拌:粉状涂料应随用随配。
以ST1-A型配合比如下(表5-27):表5-27喷涂层数施工配合比每m2用量1 防炎涂料∶高强胶粘剂∶钢防胶∶水=1∶0.05∶0.17∶0.82~3 防火涂料∶钢防胶∶水=1∶0.17∶0.85搅拌时先将涂料倒入混合机加水拌合2min后,再加胶粘剂及钢防胶充分搅拌5~5min,使稠度达到可喷程度。
钢结构防火涂料涂装工艺标准

钢结构防火涂料涂装工艺标准一、概述钢结构防火涂料涂装工艺,是指在钢结构表面涂覆特定的防火涂料,以实现对钢结构的防火保护。
本文档旨在规范钢结构防火涂料涂装工艺标准,保障施工质量。
二、涂装材料及配比1. 防火涂料1.1 体系防火涂料体系由底漆、中间漆和面漆构成。
1.2 材料底漆:使用防腐底漆。
中间漆:使用防火涂料。
面漆:使用防腐面漆。
2. 配比2.1 底漆与面漆配比根据钢结构内外环境,底漆和面漆配比分别为:表面处于室内、户外,浸泡在非腐蚀性气氛中的馆内钢结构,底漆与面漆配比为5:2;表面处于户外,受腐蚀性袭击的钢结构,底漆与面漆配比为7:3。
2.2 防火涂料配比防火涂料与稀释剂比例应按照涂料生产厂家规定进行,不得过多或不足。
三、涂装前准备1. 水平度钢结构表面设置水平检查线,涂装前应检查钢构件表面水平度是否满足标准要求。
2. 表面处理钢构件表面进行除油、清洗、除锈处理后,应立即进行涂装处理。
3. 涂装前测量涂装前应测量钢构件的尺寸是否符合设计要求。
4. 防潮处理涂装前应将所有容易潮湿的部位进行防潮处理。
四、涂装工艺1. 预涂钢结构经过表面处理后,进行底漆防护,底漆应覆盖整个表面,涂布厚度不小于50μm。
2. 中涂在底漆表面涂布1-2遍中涂,涂布厚度不小于100μm。
3. 防火涂布在中涂表面涂布1-2遍防火涂料,涂布厚度不小于120μm。
4. 面涂在防火涂布表面,涂布1-2遍面漆,涂布厚度不小于60μm。
5. 涂层厚度钢结构的涂层厚度应符合施工图纸要求。
6. 涂装环境施工时应保证涂布环境温度为5℃以上,相对湿度不大于85%。
7. 涂装工具涂装应选用滚涂、刷涂等专业涂装工具。
8. 涂装顺序涂装顺序应遵循底漆、中涂、防火涂布、面漆这一次序。
五、涂装验收1. 涂装质量涂装质量应符合设计和相关规范要求。
2. 涂层厚度涂层厚度应符合设计要求,且涂层应均匀。
3. 表面质量涂装表面应平整、光滑、无气泡、无起泡、无异物、无影子等缺陷。
钢结构防火涂料涂装工艺标准

钢结构防火涂料涂装工艺标准范围:本工艺标准适用于钢结构厚涂型防火涂料喷涂工艺施工。
施工准备2.1材料及主要机具:2.1.1防火涂料:需使用经主管部门鉴定,并经当地消防部门批准的产品。
如××大厦使用的ST1-A型防火涂料,经公安部四川消防研究所鉴定,并经北京市消防局批准,使用前检查批准文件,并以100t为一批检查出厂合格证。
技术性能应满足有关标准的规定;2.1.1.1耐火试验由消防局每1000t现场抽样一次,送国家耐火构件质量监督中心检验,其耐火极限应符合设计要求。
2.1.1.2粘结强度及抗压强度每500t抽样一次,送国家化工建材检测中心检验,其粘结强度及抗压强度应大于技术指标的规定。
现场堆放地点应干燥、通风、防潮,发现结块变质时不得使用。
2.1.2高强胶粘剂及钢防胶由厂家配套供应,按说明书使用。
2.1.3钢丝网、钢筛卡、塑料布等。
2.1.4主要机具:混合机、灰浆泵、钢丝网剪刀、铁锹、手推车、计量容器、带刻度钢针、钢尺等。
2.2作业条件:2.2.1应由经批准的施工单位负责施工,检查资质批准文件。
2.2.2基层处理:彻底清除钢构件表面的灰尘、浮锈、油污。
2.2.3对钢构件碰损或漏刷部位应补刷防锈漆两遍,经检查验收方准许喷涂。
2.2.4喷涂前将操作场地清理干净,靠近门窗、隔断墙等部位,用塑料布加以保护。
2.2.5固定钢丝网:按构件形状剪好钢丝网,用φ6钢筋卡固定在钢构件上,钢丝网与钢构件间留有5~10mm间隙。
操作工艺3.1工艺流程:作业准备→防火涂料配料、搅拌→喷涂→检查验收3.2防火涂料配料、搅拌:粉状涂料应随用随配。
3.3喷涂:3.3.1一般设计要求厚度为经耐火试验达到耐火极限厚度的1.2倍,以耐火极限为梁2h,柱3h,其设计厚度为梁30mm,柱35m.第一层厚1cm左右,晾干七~八成再喷第二层,第二层厚1~l.2cm左右为宜,晾干七~八成后再喷第三层,第三层达到所需厚度为止。
0457钢结构防火涂料涂装工艺标准5091996

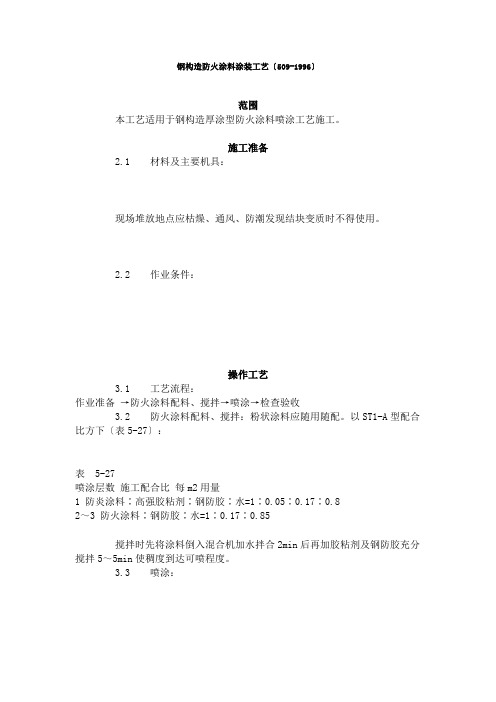
基本项目:外观平整、 均匀、转角处、异型构 件及结合处细部严密。 涂层厚度:涂层厚度均 符合设计厚度为优良
涂层表面裂纹:表面无 明显裂纹,且裂缝宽度 小于0.5mm为优良。
表面裂纹宽度不大于 1mm为合格
03
质量标准
保证项目
01
02
03
防火涂料的品种和技术性能应符合设 计及有关标准的规定,检查生产许可 证、质量证明书和检测报告。
允许偏差项目
表5-2
分项工程质量检验评定表(示例):表中符号“√”表示符合要求,“×”表示不符合要求。成品保护 措施应符合本标准第5章的相关规定。
04
成品保护
防止碰撞损坏
在防火涂料施工完成后,应采取必要的保护措施,防止 刚喷涂的涂层被碰撞损坏。可以使用防护栏、帆布、塑 料布等材料对施工完成的部位进行保护。
如果出现空鼓现象,应该及待空鼓部位涂料完全 干燥后才能进行。
在施工过程中,应随时检查涂料的粘 结情况,确保其与基层及各层间粘结 牢固。
裂纹
裂纹的产生可能是由于环境温、湿度 不适宜,分层喷涂时通风干燥的时间 没有掌握好。因此,在喷涂过程中要 控制好环境温度和湿度,并掌握好通 风干燥的时间。
如果发现裂纹,应立即停止喷涂,并 对裂纹部位进行处理。一种可行的方 法是用刮刀将裂纹部位刮平,然后重 新喷涂涂料。
在喷涂前,应对构件表面进行清理, 并做好保护措施,以防止喷涂过程中 对其他部位造成污染。
厚薄不匀
01
厚薄不匀可能是由于喷涂时喷嘴角度与构件表面不垂直或距离过近,各层喷涂 时间间隔过短等原因导致。因此,在喷涂过程中应保持喷嘴与构件表面垂直, 距离适宜,各层喷涂应有一定的时间间隔。
喷涂
根据施工图和施工进度计划的要求,准备足够的涂料。
钢结构防火涂料涂装工艺标准(509-96)
钢构造防火涂料涂装工艺〔509-1996〕范围本工艺适用于钢构造厚涂型防火涂料喷涂工艺施工。
施工准备2.1 材料及主要机具:现场堆放地点应枯燥、通风、防潮发现结块变质时不得使用。
2.2 作业条件:操作工艺3.1 工艺流程:作业准备→防火涂料配料、搅拌→喷涂→检查验收3.2 防火涂料配料、搅拌:粉状涂料应随用随配。
以ST1-A型配合比方下〔表5-27〕:表5-27喷涂层数施工配合比每m2用量1 防炎涂料∶高强胶粘剂∶钢防胶∶水=1∶0.05∶0.17∶0.82~3 防火涂料∶钢防胶∶水=1∶0.17∶0.85搅拌时先将涂料倒入混合机加水拌合2min后再加胶粘剂及钢防胶充分搅拌5~5min使稠度到达可喷程度。
3.3 喷涂:3.4 检查验收:喷完一个建筑层经自检合格后将施工记录送交总包由总包、分包、甲方〔监理〕三方结合核查。
用带刻度的钢针抽查厚度如发现厚度不够补喷或铲掉重喷。
用锤子敲击检查空鼓发现空鼓应重喷。
合格后隐蔽工程验收手续。
质量4.1 保证工程:4.2 根本工程:4.3 允许偏向工程见表5-28。
表5-28顶目允许偏向(mm) 检查方法外表平整度(母线平直度圆度) 8 用1m直尺和钢尺检查圆度用样板和钢尺检查成品保护5.1 防止碰撞损坏:防火涂料硬化后强度仍然不高施工中易碰撞部位应加以临时保护减少损坏。
5.2 防污染:喷涂前对半成品做好保护特别是临近喷涂部位用塑料布包好。
应注意的质量问题6.1 空鼓:首先配合比应严格掌握基层处理干净是关键并注意分批抽检原材料粘结强度。
6.2 裂纹:环境温、湿度应适宜分层喷涂时通风枯燥的时间要掌握好。
6.3 厚薄不匀:喷涂时喷嘴角度应与构件外表垂直间隔适宜各层喷涂应有一定的时间间隔不可跟的过紧。
质量记录本工艺应具备以下质量记录:7.1 防火涂料材料质量证明书及检验。
7.2 隐蔽工程验收记录。
7.3 涂装检测资料。
7.4 分项工程质量检验评定。
7.5 设计变更、洽商记录。
钢结构防火涂料涂装工艺标准(509-1996)

钢结构防火涂料涂装工艺标准(509-1996)范围本工艺标准适用于钢结构厚涂型防火涂料喷涂工艺施工。
施工准备2.1 材料及主要机具:2.1.1 防火涂料:需使用经主管部门鉴定,并经当地消防部门批准的产品。
如××大厦使用的ST1-A型防火涂料,经公安部四川消防研究所鉴定,并经北京市消防局批准,使用前检查批准文件,并以100t为一批检查出厂合格证。
技术性能应满足有关标准的规定;2.1.1.1 耐火试验由消防局每1000t现场抽样一次,送国家耐火构件质量监督中心检验,其耐火极限应符合设计要求。
2.1.1.2 粘结强度及抗压强度每500t抽样一次,送国家化工建材检测中心检验,其粘结强度及抗压强度应大于技术指标的规定。
现场堆放地点应干燥、通风、防潮,发现结块变质时不得使用。
2.1.2 高强胶粘剂及钢防胶由厂家配套供应,按说明书使用。
2.1.3 钢丝网、钢筛卡、塑料布等。
2.1.4 主要机具:混合机、灰浆泵、钢丝网剪刀、铁锹、手推车、计量容器、带刻度钢针、钢尺等。
2.2 作业条件:2.2.1 应由经批准的施工单位负责施工,检查资质批准文件。
2.2.2 基层处理:彻底清除钢构件表面的灰尘、浮锈、油污。
2.2.3 对钢构件碰损或漏刷部位应补刷防锈漆两遍,经检查验收方准许喷涂。
2.2.4 喷涂前将操作场地清理干净,靠近门窗、隔断墙等部位,用塑料布加以保护。
2.2.5 固定钢丝网:按构件形状剪好钢丝网,用φ6钢筋卡固定在钢构件上,钢丝网与钢构件间留有5~10mm间隙。
操作工艺3.1 工艺流程:作业准备→防火涂料配料、搅拌→喷涂→检查验收3.2 防火涂料配料、搅拌:粉状涂料应随用随配。
以ST1-A型配合比如下(表5-27):表5-27喷涂层数施工配合比每m2用量1 防炎涂料∶高强胶粘剂∶钢防胶∶水=1∶0.05∶0.17∶0.82~3 防火涂料∶钢防胶∶水=1∶0.17∶0.85搅拌时先将涂料倒入混合机加水拌合2min后,再加胶粘剂及钢防胶充分搅拌5~5min,使稠度达到可喷程度。
钢结构防火涂料涂装工艺标准

钢结构防火涂料涂装工艺标准1范围本工艺标准适用于钢结构厚涂型防火涂料喷涂工艺施工。
2施工准备2.1材料及主要机具:2.1.1防火涂料:需使用经主管部门鉴定,并经当地消防部门批准的产品。
如××大厦使用的ST1-A型防火涂料,经公安部四川消防研究所鉴定,并经北京市消防局批准,使用前检查批准文件,并以100t为一批检查出厂合格证。
技术性能应满足有关标准的规定;2.1.1.1耐火试验由消防局每1000t现场抽样一次,送国家耐火构件质量监督中心检验,其耐火极限应符合设计要求。
2.1.1.2粘结强度及抗压强度每500t抽样一次,送国家化工建材检测中心检验,其粘结强度及抗压强度应大于技术指标的规定。
现场堆放地点应干燥、通风、防潮,发现结块变质时不得使用。
2.1.2高强胶粘剂及钢防胶由厂家配套供应,按说明书使用。
2.1.3钢丝网、钢筛卡、塑料布等。
2.1.4主要机具:混合机、灰浆泵、钢丝网剪刀、铁锹、手推车、计量容器、带刻度钢针、钢尺等。
2.2作业条件:2.2.1防火涂料涂装工程应在钢结构安装工程检验批和钢结构普通涂料涂装检验批的施工质量验收合格后进行。
应由经批准的施工单位负责施工,检查资质批准文件。
2.2.2基层处理:彻底清除钢构件表面的灰尘、浮锈、油污。
2.2.3对钢构件碰损或漏刷部位应补刷防锈漆两遍,经检查验收方准许喷涂。
2.2.4喷涂前将操作场地清理干净,靠近门窗、隔断墙等部位,用塑料布加以保护。
2.2.5固定钢丝网:按构件形状剪好钢丝网,用φ6钢筋卡固定在钢构件上,钢丝网与钢构件间留有5~10mm间隙。
3操作工艺3.1工艺流程:作业准备→防火涂料配料、搅拌→喷涂→检查验收3.2防火涂料配料、搅拌:粉状涂料应随用随配。
3.3喷涂:施涂顺序一般是先上后下,先难后易,先左后右,以保持涂层的厚度均匀一致,不漏浆、不流坠为准。
3.3.1一般设计要求厚度为经耐火试验达到耐火极限厚度的1.2倍,以耐火极限为梁2h,柱3h,其设计厚度为梁30mm,柱35m。
钢结构防火涂料涂装工艺标准

范围本工艺标准适用于钢结构厚涂型防火涂料喷涂工艺施工。
施工准备2.1 材料及主要机具:2.1.1 防火涂料:需使用经主管部门鉴定,并经当地消防部门批准的产品。
如××大厦使用的ST1-A型防火涂料,经公安部四川消防研究所鉴定,并经北京市消防局批准,使用前检查批准文件,并以100t为一批检查出厂合格证。
技术性能应满足有关标准的规定;2.1.1.1 耐火试验由消防局每1000t现场抽样一次,送国家耐火构件质量监督中心检验,其耐火极限应符合设计要求。
2.1.1.2 粘结强度及抗压强度每500t抽样一次,送国家化工建材检测中心检验,其粘结强度及抗压强度应大于技术指标的规定。
现场堆放地点应干燥、通风、防潮,发现结块变质时不得使用。
2.1.2 高强胶粘剂及钢防胶由厂家配套供应,按说明书使用。
2.1.3 钢丝网、钢筛卡、塑料布等。
2.1.4 主要机具:混合机、灰浆泵、钢丝网剪刀、铁锹、手推车、计量容器、带刻度钢针、钢尺等。
2.2 作业条件:2.2.1 应由经批准的施工单位负责施工,检查资质批准文件。
2.2.2 基层处理:彻底清除钢构件表面的灰尘、浮锈、油污。
2.2.3 对钢构件碰损或漏刷部位应补刷防锈漆两遍,经检查验收方准许喷涂。
2.2.4 喷涂前将操作场地清理干净,靠近门窗、隔断墙等部位,用塑料布加以保护。
2.2.5 固定钢丝网:按构件形状剪好钢丝网,用φ6钢筋卡固定在钢构件上,钢丝网与钢构件间留有5~10mm间隙。
操作工艺3.1 工艺流程:作业准备→防火涂料配料、搅拌→喷涂→检查验收3.2 防火涂料配料、搅拌:粉状涂料应随用随配。
3.3 喷涂:3.3.1 一般设计要求厚度为经耐火试验达到耐火极限厚度的1.2倍,以耐火极限为梁2h,柱3h,其设计厚度为梁30mm,柱35m.第一层厚1cm左右,晾干七~八成再喷第二层,第二层厚1~l.2cm左右为宜,晾干七~八成后再喷第三层,第三层达到所需厚度为止。
钢结构防火涂料涂装工艺标准

范围本工艺标准适用于钢结构厚涂型防火涂料喷涂工艺施工。
施工准备2.1材料及主要机具:2.1.1防火涂料:需使用经主管部门鉴定,并经当地消防部门批准的产品。
如××大厦使用的ST1-A型防火涂料,经公安部四川消防研究所鉴定,并经北京市消防局批准,使用前检查批准文件,并以100t为一批检查出厂合格证。
技术性能应满足有关标准的规定;2.1.1.1耐火试验由消防局每1000t现场抽样一次,送国家耐火构件质量监督中心检验,其耐火极限应符合设计要求。
2.1.1.2粘结强度及抗压强度每500t抽样一次,送国家化工建材检测中心检验,其粘结强度及抗压强度应大于技术指标的规定。
现场堆放地点应干燥、通风、防潮,发现结块变质时不得使用。
2.1.2高强胶粘剂及钢防胶由厂家配套供应,按说明书使用。
2.1.3钢丝网、钢筛卡、塑料布等。
2.1.4主要机具:混合机、灰浆泵、钢丝网剪刀、铁锹、手推车、计量容器、带刻度钢针、钢尺等。
2.2作业条件:2.2.1应由经批准的施工单位负责施工,检查资质批准文件。
2.2.2基层处理:彻底清除钢构件表面的灰尘、浮锈、油污。
2.2.3对钢构件碰损或漏刷部位应补刷防锈漆两遍,经检查验收方准许喷涂。
2.2.4喷涂前将操作场地清理干净,靠近门窗、隔断墙等部位,用塑料布加以保护。
2.2.5固定钢丝网:按构件形状剪好钢丝网,用φ6钢筋卡固定在钢构件上,钢丝网与钢构件间留有5~10mm间隙。
操作工艺3.1工艺流程:作业准备→防火涂料配料、搅拌→喷涂→检查验收3.2防火涂料配料、搅拌:粉状涂料应随用随配。
3.3喷涂:3.3.1一般设计要求厚度为经耐火试验达到耐火极限厚度的1.2倍,以耐火极限为梁2h,柱3h,其设计厚度为梁30mm,柱35m.第一层厚1cm左右,晾干七~八成再喷第二层,第二层厚1~l.2cm左右为宜,晾干七~八成后再喷第三层,第三层达到所需厚度为止。
3.3.2喷涂时喷枪要垂直于被喷钢构件,距离6~10cm为宜,喷涂气压应保持0.4~0.6MPa,喷完后进行自检,厚度不够的部分再补喷一次。
钢结构防火涂料工艺标准(doc 5页)

钢结构防火涂料工艺标准(doc 5页)钢结构防火涂料涂装工艺标准1 范围本工艺标准适用于钢结构构厚涂型防火涂料喷涂工艺施工。
2 2 施工准备2.1 材料及主要机具:2.1.1 防火涂料:需使用经主管部门鉴定,并经当地消防部门批准的产品。
如××大厦使用的ST1-A型防火涂料,经公安部四川消防研究所鉴定,并经北京市消防局批准,使用前检查批准文件,并以100t为一批检查出厂合格证。
技术性能应满足有关标准的规定;2.1.1.1 耐火试验由消防局每1000t现场抽样一次,送国家耐火构件质量监督中心检验,其耐火极限应符合设计要求。
2.1.1.2 粘结强度及抗压强度每500t抽样一次,送国家化工建材检测中心检验,其粘结强度及抗压强度应大于技术指标的规定。
2.1.2 高强胶粘剂及钢防胶由厂家配套供应,按说明书使用。
2.1.3 钢丝网、钢筛卡、塑料布等。
2.1.4 主要机具:混合机、灰浆泵、钢丝网剪刀、铁锹、手推车、计量容器、带刻度钢针、钢尺等。
2.2 作业条件:2.2.1 应由经批准的施工单位负责施工,检查资质批准文件。
2.2.2 基层处理:彻底清除钢构件表面的灰尘、浮锈、油污。
2.2.3 对钢构件碰损或漏刷部位应补刷防锈漆两遍,经检查验收方准许喷涂。
为止。
3.3.2 喷涂时喷枪要垂直于被喷钢构件,距离6~10cm为宜,喷涂气压应保持0.4~0.6MPa,喷完后进行自检,厚度不够的部分再补喷一次。
3.3.3 正式喷涂前,应试喷一建筑层(段),经消防部门、质监站核验合格后,再大面积作业。
3.3.4 施工环境温度低于+5℃时不得施工,应采取外围封闭,加温措施,施工前后48h保持+5℃以上为宜。
3.4 检查验收:喷完一个建筑层经自检合格后,将施工记录送交总包,由总包、分包、甲方(监理)三方联合检查。
用带刻度的钢针抽查厚度,如发现厚度不够,补喷或铲掉重喷。
用锤子敲击检查空鼓,发现空鼓应重喷。
合格后,办理隐蔽工程验收手续。
钢结构防火涂料涂装工艺标准

钢构造防火涂料涂装工艺1 范围本工艺适用于钢构造构厚涂型防火涂料喷涂工艺施工。
22施工准备2.1 材料及主要机具:防火涂料:需使用经主部门鉴定并经当地消防部门批准的。
如××大厦使用的ST1-A 型防火涂料经部四川消防研究所鉴定并经北京消防批准使用前检查批准并以100t为一批检查出厂合格证。
技术性能应满足有关的规定;耐火试验由消防每1000t现场抽样一次送耐火构件质量监视中心检验其耐火极限应符合设计要求。
粘结强度及抗压强度每500t抽样一次送化工建材检测中心检验其粘结强度及抗压强度应大于技术指标的规定。
高强胶粘剂及钢防胶由厂家配套供给按说明书使用。
钢丝网、钢筛卡、塑料布等。
主要机具:混合机、灰浆泵、钢丝网剪、铁锹、手推车、计量容器、带刻度钢针、钢尺等。
2.2 作业条件:应由经批准的施工负责施工检查资质批准。
基层处理:彻底去除钢构件外表的灰尘、浮锈、油污。
对钢构件碰损或漏刷部位应补刷防锈漆两遍经检查验收方准许喷涂。
喷涂前将操作场地清理干净靠近门窗、隔断墙等部位用塑料布加以保护。
固定钢丝网:按构件形状剪好钢丝网用ф6钢筋卡固定在钢构件上钢丝网与钢构件间留有5~10mm间隙。
3 操作工艺3.1 工艺流程:作业准备→防火涂料配料、搅拌→喷涂→检查验收3.2 防火涂料配料、搅拌:粉状涂料应随用随配。
以ST1-A型配合比方下〔表5-27〕:表5-27搅拌时先将涂料倒入混合机加水拌合2min后再加胶粘剂及钢防胶充分搅拌5~8min使稠度到达可喷程度。
3.3 喷涂:一般设计要求厚度为经耐火试验到达耐火极限厚度的1.2倍以耐火极限为梁2h柱3h其设计厚度为梁30mm柱35mm。
第一层厚1cm左右晾干七~八成再喷第二层第二层厚1~1.2cm左右为宜晾干七~八成再喷第三层第三层到达所需厚度为止。
喷涂时喷要垂直于被喷钢构件间隔6~10cm为宜喷涂气压应保持0.4~0.6MPa喷完后进展自检厚度不够的部再补喷一次。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢结构防火涂料涂装工艺标准(509-1996)
1 范围
本工艺标准适用于钢结构构厚涂型防火涂料喷涂工艺施工。
22施工准备
2.1 材料及主要机具:
2.1.1 防火涂料:需使用经主管部门鉴定,并经当地消防部门批准的产品。
如××大厦使用的ST1-A型防火涂料,经公安部四川消防研究所鉴定,并经北京市消防局批准,使用前检查批准文件,并以100t为一批检查出厂合格证。
技术性能应满足有关标准的规定;
2.1.1.1 耐火试验由消防局每1000t现场抽样一次,送国家耐火构件质量监督中心检验,其耐火极限应符合设计要求。
2.1.1.2 粘结强度及抗压强度每500t抽样一次,送国家化工建材检测中心检验,其粘结强度及抗压强度应大于技术指标的规定。
2.1.2 高强胶粘剂及钢防胶由厂家配套供应,按说明书使用。
2.1.3 钢丝网、钢筛卡、塑料布等。
2.1.4 主要机具:混合机、灰浆泵、钢丝网剪刀、铁锹、手推车、计量容器、带刻度钢针、钢尺等。
2.2 作业条件:
2.2.1 应由经批准的施工单位负责施工,检查资质批准文件。
2.2.2 基层处理:彻底清除钢构件表面的灰尘、浮锈、油污。
2.2.3 对钢构件碰损或漏刷部位应补刷防锈漆两遍,经检查验收方准许喷涂。
2.2.4 喷涂前将操作场地清理干净,靠近门窗、隔断墙等部位,用塑料布加以保护。
2.2.5 固定钢丝网:按构件形状剪好钢丝网,用ф6钢筋卡固定在钢构件上,钢丝网与钢构件间留有5~10mm间隙。
3 操作工艺
3.1 工艺流程:
作业准备→防火涂料配料、搅拌→喷涂→检查验收
3.2 防火涂料配料、搅拌:粉状涂料应随用随配。
以ST1-A型配合比如下(表5-27):
表5-27
搅拌时先将涂料倒入混合机加水拌合2min后,再加胶粘剂及钢防胶充分搅拌5~8min,使稠度达到可喷程度。
3.3 喷涂:
3.3.1 一般设计要求厚度为经耐火试验达到耐火极限厚度的1.2倍,以耐火极限为梁
2h,柱3h,其设计厚度为梁30mm,柱35mm。
第一层厚1cm左右,晾干七~八成再喷第二层,第二层厚1~1.2cm左右为宜,晾干七~八成再喷第三层,第三层达到所需厚度为止。
3.3.2 喷涂时喷枪要垂直于被喷钢构件,距离6~10cm为宜,喷涂气压应保持0.4~0.6MPa,喷完后进行自检,厚度不够的部分再补喷一次。
3.3.3 正式喷涂前,应试喷一建筑层(段),经消防部门、质监站核验合格后,再大面
积作业。
3.3.4 施工环境温度低于+5℃时不得施工,应采取外围封闭,加温措施,施工前后48h 保持+5℃以上为宜。
3.4 检查验收:喷完一个建筑层经自检合格后,将施工记录送交总包,由总包、分包、甲方(监理)三方联合检查。
用带刻度的钢针抽查厚度,如发现厚度不够,补喷或铲掉重喷。
用锤子敲击检查空鼓,发现空鼓应重喷。
合格后,办理隐蔽工程验收手续。
4 质量标准
4.1 保证项目:
4.1.1 防火涂料的品种和技术性能应符合设计及有关标准的规定,检查生产许可证、质量说明书和检测报告。
4.1.2 涂料与基层及各层间粘结牢固,不空鼓、不脱落。
4.2 基本项目:
4.2.1 外观平整、均匀、转角处、异型构件及结合处细部严密。
4.2.2 涂层厚度
4.2.2.1 涂层厚度均符合设计厚度为优良。
4.2.2.2 在5m长度内涂层厚度小于设计要求的长度不大于1m,且涂层厚度不小于设计要求厚度的85%为合格。
4.2.3 涂层表面裂纹:
4.2.3.1 表面无明显裂纹,且裂缝宽度小于0.5mm为优良。
4.2.3.2 表面裂纹宽度不大于1mm为合格。
4.3 允许偏差项目,见表5-28。
表5-28
5 成品保护
5.1 防止碰撞损坏:防火涂料硬化后强度仍然不高,施工中易碰撞部位应加以临时保护,减少损坏。
5.2 防污染:喷涂前对半成品做好保护,特别是临近喷涂部位用塑料布包好。
6 应注意的质量问题
6.1 空鼓:首先配合比应严格掌握,基层处理干净是关键,并注意分批抽检原材料粘结强度。
6.2 裂纹:环境温、湿度应适宜,分层喷涂时通风干燥的时间要掌握好。
6.3 厚薄不匀:喷涂时喷嘴角度应与构件表面垂直,距离适宜,各层喷涂应有一定的时间间隔,不可跟的过紧。
7 质量记录
本工艺标准应具备以下质量记录:
7.1 防火涂料材料质量证明书及检验报告。
7.2 隐蔽工程验收记录。
7.3 涂装检测资料。
7.4 分项工程质量检验评定。
7.5 设计变更、洽商记录。