基于加工中心的齿轮箱体数控精密加工工艺设计 - 副本
UG编程在CNC加工中的齿轮加工技巧
UG编程在CNC加工中的齿轮加工技巧齿轮加工作为现代机械加工的重要工艺之一,在工业生产中有着广泛的应用。
UG编程是一种常用的数控编程软件,可以实现复杂工件的自动化加工。
本文将介绍UG编程在CNC加工中齿轮加工方面的技巧和应用。
一、齿轮加工的基本概念齿轮是一种常见的传动装置,用于改变旋转运动的方向和传递动力。
在加工齿轮时,需要根据所需的齿轮参数和要求进行设计和编程。
常见的齿轮参数包括模数、齿数、压力角等。
二、UG编程的基础知识UG编程是一种专业的数控编程软件,它可以根据图形模型生成加工路径,并输出数控代码,实现自动化加工。
在使用UG编程进行齿轮加工之前,需要掌握UG软件的基本操作和编程语言。
三、UG编程中的齿轮加工技巧1. 齿轮模型的建立:在UG软件中,可以通过绘图和建模工具创建齿轮的三维模型。
可以根据齿轮的参数和要求绘制准确的齿轮模型。
2. 齿轮加工路径的生成:在建立好齿轮模型后,可以使用UG编程工具生成齿轮的加工路径。
根据实际情况,可以选择不同的加工策略和刀具路径,以达到最佳的加工效果。
3. 加工刀具的选择:在进行齿轮加工时,选择合适的加工刀具是非常重要的。
一般情况下,齿轮加工会使用齿轮铣刀或齿轮滚刀。
根据具体工件的要求和加工方式,选择合适的刀具进行加工。
4. 加工参数的设置:在UG编程过程中,需要设置一些加工参数,例如进给速度、切削深度、切削速度等。
这些参数的设置需要根据具体的加工要求和工件材料来确定。
5. 加工路径的优化:在生成齿轮的加工路径后,还可以通过优化工具对加工路径进行优化。
例如,可以对刀具轨迹进行平滑处理,以提高加工效率和产品质量。
6. 加工过程的仿真:在进行实际加工之前,可以使用UG软件进行加工过程的仿真。
通过仿真可以检查加工路径和加工参数的设置是否准确,以避免可能的错误和损失。
四、案例分析以某公司的齿轮加工为例,使用UG编程进行加工路径生成和参数设置。
通过对加工过程进行仿真和优化,最终实现了高效准确的齿轮加工。
齿轮机械加工工艺设计范文
毕业设计题目齿轮轴机械加工工艺设计目录摘要................................................ 错误!未定义书签。
第一章零件图工艺分析.............................. 错误!未定义书签。
1.1零件的作用分析.................................. 错误!未定义书签。
1.2零件的结构分析.................................. 错误!未定义书签。
1.3零件的技术要求分析.............................. 错误!未定义书签。
1.4工艺措施........................................ 错误!未定义书签。
第二章制定机械加工工艺方案........................ 错误!未定义书签。
2.1毛坯的选择...................................... 错误!未定义书签。
2.2定位基准的选择.................................. 错误!未定义书签。
2.3热处理的选择及工序位置安排...................... 错误!未定义书签。
2.4制定机械加工工艺路线............................ 错误!未定义书签。
第三章选择刀具及确定切削用量...................... 错误!未定义书签。
3.1选择刀具........................................ 错误!未定义书签。
3.2确定切削用量.................................... 错误!未定义书签。
第四章编制加工程序................................ 错误!未定义书签。
齿轮加工工艺策划方案

齿轮加工工艺策划方案1. 引言齿轮是一种常见的机械传动元件,广泛应用于各种机械设备中。
齿轮加工工艺是指对齿轮进行切削、磨削、热处理等一系列工艺操作,以获得满足设计要求的齿轮产品。
本文将介绍一个齿轮加工的工艺策划方案,包括工艺流程、设备选型、工艺参数等内容。
2. 工艺流程齿轮加工的工艺流程通常包括以下几个步骤:1.材料准备:选择适合的齿轮材料,并进行加工前的预处理操作,如清洗、除油等。
2.齿轮切削加工:使用数控铣床或数控车床进行齿轮的切削加工,首先进行齿轮齿条的切削,然后进行齿轮齿面的加工。
3.热处理:齿轮在加工后需要进行热处理,以提高其硬度和强度。
一般使用渗碳、淬火、回火等热处理工艺。
4.磨削:经过热处理的齿轮进行磨削加工,以提高其齿面的光滑度和精度。
5.检验与修整:对磨削后的齿轮进行检验,如齿距、齿厚、齿向等参数的检测,并进行必要的修整工作。
6.表面处理:对齿轮进行表面处理,如磷化、镀铬等,以提高其耐腐蚀性和美观度。
3. 设备选型齿轮加工过程需要使用一系列设备来完成各个工艺步骤。
根据具体的项目需求和加工规模,可以选择以下设备进行齿轮加工:1.数控铣床:用于齿轮齿条的切削加工,具有高精度和高切削效率的特点。
2.数控车床:可用于齿轮齿条和齿面的切削加工,适用于加工小批量、高精度的齿轮。
3.热处理设备:包括渗碳炉、淬火炉和回火炉等,用于对齿轮进行热处理,提高其硬度和强度。
4.磨床:用于齿轮齿面的磨削加工,在精度和光滑度上有较高的要求时使用。
5.检测仪器:包括齿轮测量仪、齿轮检测仪等,用于对齿轮进行各项参数的检测。
6.表面处理设备:如磷化设备、镀铬设备等,用于对齿轮进行表面处理,提高其耐腐蚀性和美观度。
选择设备时需要考虑工艺要求、加工精度、产能需求等因素,并与供应商进行充分的沟通和协商。
4. 工艺参数齿轮加工过程中的工艺参数对成品的质量和性能有重要影响,下面列举一些常见的工艺参数:1.切削速度:切削速度是指刀具在切削过程中切削的线速度,通常用米/分钟表示。
箱体零件在加工中心机床上加工的工艺方案探讨
并介绍了刀具、夹具的选择技巧。
关键词:箱体加工;高速加工中心;加工中心刀具
中图分类号:TH162
文献标识码:A
文章编号:1002-2333(2010)09-0150-02
众所周知,箱体是汽车、拖拉机、工程机械等整机产 品的关键部件,制造工艺非常复杂,加工质量要求较高, 因此,越来越多的生产企业采用柔性加工线加工箱体。本 文将从以下几个方面介绍箱体零件加工中心工艺方案的 设计。 1 箱体类零件的特点
(4)夹具设计时应给刀具运动轨迹留有空间,并尽量 减少刀具加工时的空行程,提高加工效率。
(5)箱 体 类 零 件 在 加 工 中 易 产 生 夹 紧 变 形 、切 削 变 形。在粗加工时采用较大的夹紧力以承受大切削力,在精 铣面、精镗孔时,编一个任选停止指令,人为将压板放松 后,使工件消除变形后重新用较小的夹紧力以满足精加 工精度要求。
(2)夹具与工作台面的连接方式。一般加工中心设备 根据自身的加工特点,其工作台都有适合自身的便于夹 具定位的结构,对于箱体来说,为保持其安装方位与机床 坐标系及编程坐标系方向的一致性,夹具应能根据机床 的定位结构实现定向安装。
(3)在夹具设计时,人为地在夹具上设计出找正基面 和找正基准孔,同时给出其相对与夹具上零件定位面及 定位孔的实际加工尺寸,便于夹具找正后,可直接确定零 件各加工部位尺寸。
(4)加工内容多,通常要经过铣面、销孔钻镗加工、镗削轴 承孔、深孔镗削、深槽铣削、攻螺纹等加工,需频繁更换刀具。 2 箱体的主要加工表面
箱体的主要加工表面可归纳为以下四类: (1)平面的加工:主要是箱体上的装配基准面,其直 接影响箱体加工时的定位精度,影响箱体在装配时的接 触刚度和相互位置精度。 (2)孔的加工:主要是轴 承 孔 、孔 内 环 槽 及 定位 销 孔、工艺销孔、拨叉轴孔。定位销孔的精度与孔距精度要 求 较 严 ,箱 体 的 主 要 相 配 件 在 装 配 时 ,大 多 靠 销 孔 与 箱 体定位。轴承孔本身的尺寸精度、形状精度要求很高。否 则 ,将 影 响 轴 承 与 箱 体 孔 的 配 合 精 度 ,使 轴 的 回 转 精 度 下降。 (3)孔系的加工:主要是有位置度要求的各轴承孔的 总和,其主要包括有平行度要求的轴承孔系和有同轴度 要求的孔系两类。平行孔系主要是各平行轴承孔中心线 之间以及轴承孔中心线与定位面之间的精度。同轴孔系 主要是要求各孔的同轴度。否则,不仅装配有困难,而且 使轴的运转情况恶化,温度升高,轴承磨损加剧,齿轮啮 合精度下降,引起振动和噪声,影响齿轮寿命。 (4)其它加工部分联接孔、螺孔、销孔、斜油标孔以及 孔的凸台面等。
精密齿轮加工工艺流程
精密齿轮加工工艺流程
精密齿轮加工工艺流程一般可分为以下几个步骤:
1.齿轮设计和工艺准备:首先根据使用要求和齿轮参数进行设计,并确定加工工艺路线和所需材料、工具、设备等。
2.原材料准备:根据设计要求选择适合的齿轮材料,并进行切割、锻造、热处理等工艺处理,得到具有一定尺寸和性能的齿轮坯料。
3.齿轮车削:将齿轮坯料进行初次车削,形成大致形状和尺寸。
4.齿轮铣削:利用铣削工具对齿轮进行精细处理,使其形成精
确的齿轮形状和齿数。
5.齿轮磨削:采用磨削工具对齿轮进行磨削,提高齿轮的精度
和表面质量。
6.齿轮淬火:对已经加工好的齿轮进行淬火处理,以提高齿轮
的硬度和耐磨性。
7.齿轮修整:通过研磨、抛光等工艺对齿轮进行细部修整,提
高其精度和表面质量。
8.齿轮齿面处理:对齿轮齿面进行渗碳、硬化、镀膜等处理,
以增强其耐磨和耐腐蚀性能。
9.齿轮检验:对加工好的齿轮进行各项检验,包括尺寸测量、齿形检测、硬度测试等,确保齿轮符合设计要求。
10.产品组装和包装:将齿轮和其他零部件组装成成品,并进行检查和包装,以备发货或存储使用。
齿轮的数控加工程序
齿轮的数控加工程序齿轮是机械传动中常用的零部件,广泛应用于各种机械设备中。
为了提高齿轮的加工精度和效率,人们开发了数控加工程序来进行齿轮的加工。
通过数控加工程序,可以实现高精度、高效率的齿轮加工,提高产品质量和生产效率。
1. 齿轮数控加工的原理齿轮的数控加工是利用数控机床对齿轮进行加工的过程。
数控加工是通过预先设定的程序,控制机床的运动轨迹和加工参数,实现对工件的精准加工。
在齿轮数控加工中,需要考虑齿轮的齿数、压力角、模数等参数,以及加工过程中的切削速度、进给速度等因素。
2. 齿轮数控加工的步骤齿轮的数控加工一般分为以下几个步骤:2.1 设计加工程序首先,需要根据齿轮的形状和尺寸要求,设计加工程序。
包括确定齿轮的模数、齿数、压力角等参数,以及确定切削工具、刀具路径等加工参数。
2.2 编写数控程序根据设计好的加工程序,编写数控程序。
数控程序是一系列指令,用于控制数控机床的运动和加工参数。
通过编写数控程序,可以实现对齿轮加工过程的控制。
2.3 装夹工件将齿轮工件安装在数控机床上,进行正确的夹紧和定位。
确保工件的位置正确,以便机床能够按照程序要求进行加工。
2.4 加工齿轮根据编写好的数控程序,启动数控机床进行加工齿轮。
控制机床的运动轨迹和加工参数,实现对齿轮的精准加工。
2.5 检测优化完成齿轮的加工后,进行检测和优化。
检测齿轮的尺寸和形状,确保符合要求。
根据检测结果进行必要的优化和调整,以提高齿轮的质量。
3. 齿轮数控加工的优势齿轮的数控加工具有以下优势:•高精度:数控加工可以实现对齿轮的高精度加工,保证产品质量。
•高效率:数控加工可以提高齿轮的加工效率,节约生产时间和成本。
•灵活性:数控加工程序可以根据需求进行调整和优化,提高加工的灵活性和适应性。
4. 结语齿轮的数控加工程序是一种先进的加工技术,可以提高齿轮加工的精度和效率,推动机械制造行业的发展。
通过不断优化和改进数控加工程序,将能够更好地满足市场需求,提高产品质量和竞争力。
基于UG变速齿轮箱体数控加工生产线设计
基于UG变速齿轮箱体数控加工生产线设计摘要加工中心简称CNC。
是一种由机械设备与数控系统组成的使用于加工复杂形状工件的高效率自动化机床。
加工中心的突出特点为加工工序集中和能够实现自动换刀,对于形状复杂、精度要求较高和要求换刀频繁的零件的加工能够提高生产效率、缩短生产周期以获得较好的经济效果。
本次设计针对的零件为三星齿轮箱体,形状复杂、有一定的精度要求并且加工工序较多,因而选择在加工中心上加工很合适。
设计首先用UG软件绘制零件图、毛坯图,然后对零件进行分析,确定合适的加工工序,根据工序选择相应的定位基准,制定加工工艺,选择切削用量并计算基本工时,用AutoCAD绘制加工工艺综合卡,用UG导出其中一道工序的数控加工G代码,选择两道加工工序设计夹具并用CAD绘制夹具装配图。
关键词:三星齿轮箱体;工艺;工序;加工中心;夹具UG-based Design of CN C Machining Production Line of theGear BoxABSTRACTProcessing center referred to as CNC. Composed by mechanical equipment and numerical control systems used for processing complex shape of workpiece, CNC is a kind of high efficiency automation machine tools. Processing operations focused and able to achieve automatic tool change is a prominent characteristic of the machining center. When used to process workpieces which are of complex shape, of high accuracy and require for frequent tool change, it can improve production efficiency, shorten the production cycle in order to obtain better economic effects.This design is for part——Norton gear box who have complex shape, certain degree of accuracy and more processing process.So it is relatively appropriate to process in the processing center.The first step of this design is to use UG to draw the part drawing, blank drawing and process work preface diagram. Then analysing the part so as to determine appropriate manufacturing procedure, using the UG software export procedure of NC machining process, selecting the appropriate location basis to develop a process route, choosing processing equipment and tools, fixtures, measuring, and calculating each procedure of the basic working hours, drawing processing process card. Finalize the fixture design of two process and complete the fixture drawings with CAD.KEY WORD: Norton gear box;technology;process;processing center;fixture目录前言 (IV)第 1 章零件分析 (1)1.1.零件作用分析 (1)1.2.零件工艺分析 (2)第 2 章确定毛坯尺寸 (3)2.1.确定毛坯尺寸 (3)第 3 章工艺过程设计 (4)3.1.定位基准的选择 (4)3.2.制定工艺路线 (4)3.3.选择加工设备及刀具 (6)3.4.加工工序设计 (12)第 4 章三星齿轮箱体夹具设计 (30)4.1.夹具设计的相关要求 (30)4.2.定位夹紧方案的确定 (30)4.3.切削力及夹紧力的分析 (32)4.4.定位误差分析 (37)第 5 章铣削下底面G代码 (39)第 6 章结论 (45)参考文献 (46)致谢 (47)前言本次设计是在我们学完了大学的全部基础课,技术基础课以及专业课之后而进行。
齿轮室盖数控加工工艺设计与编程

齿轮室盖数控加工工艺设计与编程
引言:
数控加工技术是现代制造业中不可或缺的关键技术之一,它能够实现
高效、精确和灵活的加工过程。
本文将介绍齿轮室盖数控加工的工艺设计
与编程,以解决传统加工方法中存在的一些问题,提高加工效率和产品质量。
一、工艺设计:
齿轮室盖是一种常见的机械零件,其加工需要经历多道工序。
在进行
齿轮室盖数控加工的工艺设计时,需要考虑以下几个方面:
1.工序划分:根据齿轮室盖的结构和加工要求,将加工过程分为多个
工序,包括粗加工、精加工、表面处理等。
2.加工顺序:确定各个工序的加工顺序,以保证顺利进行。
一般情况下,先进行粗加工,再进行精加工和表面处理。
3.工艺参数:根据齿轮室盖的材料和要求,确定每个工序的加工参数,包括切削速度、进给速度、切削深度等。
4.夹具设计:根据齿轮室盖的形状和加工要求,设计合适的夹具,以
确保工件的稳定固定和加工精度。
二、编程:
1.数控加工代码:根据工艺设计中确定的加工顺序和工艺参数,编写
合适的数控加工代码。
包括刀具路径、切削参数、加工顺序等。
2.刀具选择:根据齿轮室盖的特点和加工要求,选择合适的刀具进行加工。
在编程时需要指定刀具的尺寸、形状和切削角度等参数。
3.加工路径规划:根据齿轮室盖的形状和加工要求,规划合理的加工路径,以保证刀具的正常运动和工件的加工精度。
4.模拟加工:在编程完成后,进行模拟加工,检查刀具路径和加工过程是否正确,以提前发现问题并予以解决。
结论:。
齿轮箱体加工工艺及其说明书(自己做封面目录)

齿轮箱加工工艺及其说明书内容摘要:在生产过程中,使生产对象〔原材料,毛坯,零件或总成等〕的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。
在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的根本时间,辅助时间和工作地效劳时间。
关键词:工序,工位,工步,加工余量第一章: 绪论箱体零件是机器或部件的根底零件,它把有关零件联结成一个整体,使这些零件保持正确的相对位置,彼此能协调地工作.因此,箱体零件的制造精度将直接影响机器或部件的装配质量,进而影响机器的使用性能和寿命.因而箱体一般具有较高的技术要求.由于机器的结构特点和箱体在机器中的不同功用,箱体零件具有多种不同的结构型式,其共同特点是:结构形状复杂,箱壁薄而不均匀,内部呈腔型;有假设干精度要求较高的平面和孔系,还有较多的紧固螺纹孔等.箱体零件的毛坯通常采用铸铁件.因为灰铸铁具有较好的耐磨性,减震性以及良好的铸造性能和切削性能,价格也比拟廉价.有时为了减轻重量,用有色金属合金铸造箱体毛坯(如航空发动机上的箱体等).在单件小批生产中,为了缩短生产周期有时也采用焊接毛坯.毛坯的铸造方法,取决于生产类型和毛坯尺寸.在单件小批生产中,多采用木模手工造型;在大批量生产中广泛采用金属模机器造型,毛坯的精度较高.箱体上大于30—50mm的孔,一般都铸造出顶孔,以减少加工余量.第二章:零件工艺的分析2.1零件的工艺分析2.1.1要加工孔的孔轴配合度为H7,外表粗糙度为Ra小于1.6um,圆度为0.03mm,垂直度为0.1mm,同轴度为0.03mm。
其它孔的外表粗糙度为Ra小于12.5um,锥销孔的外表粗糙度为Ra为1.6um。
箱体上平面外表粗糙度为Ra小于12.5um,端面外表粗糙度为Ra小于3.2um,机盖机体的结合面的外表粗糙度为Ra小于3.2um,结合处的缝隙不大于0.05mm,机体的端面外表粗糙度为Ra小于12.5um。
齿轮传动箱体加工工艺
以A面为基准,粗、精镗 18H 7 内孔
以A面为基准,粗、精镗 25H 7 内孔、 14H 8 内孔
齿轮传动箱体机械加工工艺过程
箱体加工存在的问题
箱体加工存在的问题
原图:箱体右侧两个 头孔无法加工
7 的沉
修改图:在工程图上更改两个 沉头孔与原点的相对尺寸
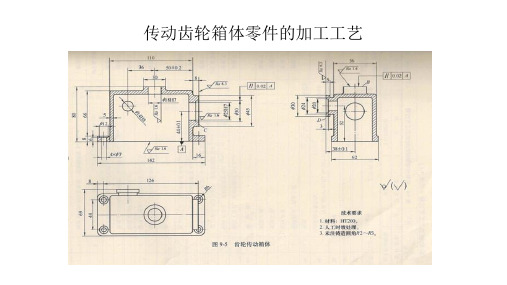
传动齿轮箱体零件的加工工艺
箱体类零件的主要技术要求
• 1 孔径精度及孔与孔的位置精度 • 2 孔与平面的位置精度
• 3 主要平面精度
• 4 表面粗糙度
工艺分析
25H 7内孔与A面平行,公差要求为0.02mm,
B面与A面平行,公差要求为0.02mm
粗铣A平面、B平面,然后以B平面为基准,精铣 A面,保证A面平面度公差在0.01内,再以A平面为精 基准精加工B平面
cnc做齿轮
CNC加工齿轮在现代制造业中,计算机数控(CNC)技术已经成为一种非常重要的制造工艺。
特别是在齿轮制造领域,CNC加工技术的应用越来越广泛。
本文将介绍CNC加工齿轮的一般步骤和过程。
第一步:设计CAD模型在CNC加工齿轮之前,首先需要进行CAD设计。
CAD软件可以用来绘制齿轮的几何形状,包括齿数、压力角、齿廓曲线等参数。
设计好CAD模型后,可以将其转换为CNC加工程序。
第二步:选择合适的材料在CNC加工齿轮之前,需要选择合适的材料。
通常情况下,常见的金属材料如钢、铝、铜等都可以用于齿轮的制造。
根据实际使用需求和性能要求,选择合适的材料非常重要。
第三步:编写加工程序在进行CNC加工之前,需要编写加工程序。
加工程序包括切削路径、加工速度、切削深度等参数。
根据CAD模型和所选择的材料,编写合适的加工程序是确保齿轮加工质量的关键。
第四步:CNC加工完成以上准备工作后,就可以进行CNC加工了。
通过CNC机床,根据预先编写的加工程序,自动进行切削、铣削等加工操作。
CNC加工具有高精度、高效率、重复性好等优点,可以保证齿轮的精密加工。
第五步:质量检验最后,完成CNC加工后,需要进行质量检验。
通过测量齿轮的尺寸、形状等参数,以确保其符合设计要求。
任何缺陷或误差都需要及时调整和修正。
结论CNC加工齿轮是一种高效、精确的制造工艺。
通过CAD设计、合适材料选择、加工程序编写和CNC加工操作,可以生产出高质量的齿轮产品。
在今后的制造过程中,CNC技术将会继续发挥重要作用,为齿轮制造业带来更多的创新和发展。
如何利用数控机床技术进行齿轮加工
如何利用数控机床技术进行齿轮加工数控机床技术是现代制造业中的重要工具,它在齿轮加工领域中发挥着重要的作用。
通过合理地利用数控机床技术,可以提高齿轮加工的精度、效率和一致性。
本文将介绍如何利用数控机床技术进行齿轮加工。
首先,关于数控机床技术的基本原理和应用。
数控机床是一种通过预先编写的程序来控制机床运动的自动化机床。
它可以精确地控制刀具的运动轨迹、切削参数和工件的位置,从而实现精密的齿轮加工。
数控机床技术可以应用于各种不同类型的机床,如车床、铣床、磨床等。
其次,讨论如何利用数控机床技术进行齿轮加工的步骤和方法。
齿轮加工的主要步骤包括:准备工作、编写加工程序、安装夹具、加载刀具、调试和加工。
在准备工作阶段,需要确定齿轮的加工要求和工艺参数,并准备好工件和刀具。
在编写加工程序阶段,需要根据齿轮的几何形状和要求编写相应的G代码和M代码。
在安装夹具和加载刀具阶段,需要根据加工程序的要求安装好夹具和刀具。
在调试和加工阶段,需要通过试加工和调整参数来确保齿轮加工的准确性和稳定性。
然后,介绍数控机床技术在齿轮加工中的应用和优势。
数控机床技术可以实现高精度的齿轮加工,可以满足复杂齿轮的加工需求。
通过数控机床技术,可以提高齿轮加工的效率和一致性,减少人为因素对加工精度的影响。
数控机床技术还可以提供可视化的加工过程监控和数据采集,便于质量控制和过程优化。
此外,数控机床技术还可以实现自动化生产,降低人工成本,提高生产效率。
最后,探讨数控机床技术在齿轮加工领域中的应用前景和发展趋势。
随着制造业的不断发展和技术的进步,数控机床技术在齿轮加工领域中的应用前景非常广阔。
未来,随着数控机床技术的进一步发展和成熟,齿轮加工的精度和效率还将得到进一步提高。
同时,随着物联网、人工智能等新兴技术的应用,数控机床技术也将朝着智能化和自动化方向发展,进一步提高生产效率和质量。
总之,利用数控机床技术进行齿轮加工可以实现高精度、高效率和一致性。
基于四轴加工中心的斜齿轮多轴数控加工工艺
基于四轴加工中心的斜齿轮多轴数控加工工艺传统的齿轮加工主要采用滚齿、插齿和磨齿等。
采用传统方法加工大模数齿轮,特别是斜齿轮、人字齿轮、曲线齿轮等,加工效率低下、产品质量与加工成本之间矛盾突出、工艺方案适应性差。
对于模数大、齿数少的齿轮,采用小规格的滚齿机滚不动,而采用大规格的滚齿机又够不着,难以实现经济高效的加工。
随着多轴数控技术在加工中心上的广泛应用,这些问题就会迎刃而解,其加工效率比传统的加工方法可提高2~3倍,精度可达5级以上,可以进行多品种、全工序的齿轮加工。
1 斜齿轮的齿面形成及加工工艺1.1 斜齿轮的齿面形成斜齿轮是齿形与齿轮轴成一定角度的齿轮,斜齿轮的齿面形成原理如图1所示。
发生面S沿基圆柱作纯滚动时,其上面的一条与基圆柱母线成夹角βb的斜线KK展成斜齿轮的齿面,为渐开螺旋面。
渐开螺旋面与齿轮端面(垂直于齿轮轴线的截面)的交线仍是渐开线;但它与基圆柱面以及和基圆柱同轴的任一圆柱面的交线均为螺旋线。
基圆柱螺旋线AA 的切线与齿轮轴线所夹的锐角βb为基圆螺旋角。
β b愈大,轮齿的齿向愈偏斜;但若β=0时,斜齿轮就变成直齿轮。
图1斜齿轮的齿面形成1.2 斜齿轮的加工工艺斜齿轮的基本加工工艺如图2所示,其中工序6铣齿形工序有以下3种方案:方案一,在螺旋铣床上加工,属于传统加工;方案二,在电火花线切割机床上加工,效率特别低,机床一天24h运转,需要4天多的时间;方案三,在多轴立式加工中心上加工,程序控制,自动走刀加工,效率高,可以满足加工精度的要求。
图2 斜齿轮的基本加工工艺2 斜齿轮多轴加工工艺根据斜齿轮的几何结构特征和使用要求,在多轴加工中心上的加工工艺流程为:(1)三轴铣削粗加工齿形;(2)四轴或五轴半精加工齿形;(3)四轴或五轴精加工齿形;(4)清根加工。
在加工斜齿轮时,应根据加工对象和要求选择适合的机床。
如适合的机床规格、轴数、较高的刚性、良好的热稳定性、高可靠性等。
斜齿轮的加工精度和效率还与刀具的材料、参数、涂层工艺、精度等级及刚性,夹具的定位方式、精度和刚性,齿坯的材料、硬度、精度和刚性,切削用量的选用,切削液的选用有关。
关于卧式加工中心的齿轮传动结构设计
2.2数控设备的分类
(1)按加工工艺方法分类
a).金属切削类数控机床
2.6.2
德国政府一贯重视机床工业的重要战略地位,在多方面大力扶植。,于1956年研制出第一台数控机床后,德国特别注重科学试验,理论与实际相结合,基础科研与应用技术科研并重。企业与大学科研部门紧密合作,对数控机床的共性和特性问题进行深入的研究,在质量上精益求精。德国的数控机床质量及性能良好、先进实用、货真价实,出口遍及世界。尤其是大型、重型、精密数控机床。德国特别重视数控机床主机及配套件之先进实用,其机、电、液、气、光、刀具、测量、数控系统、各种功能部件,在质量、性能上居世界前列。如西门子公司之数控系统,均为世界闻名,竞相采用。
2.6.3
日本政府对机床工业之发展异常重视,通过规划、法规(如“机振法”、“机电法”、“机信法”等)引导发展。在重视人才及机床元部件配套上学习德国,在质量管理及数控机床技术上学习美国,甚至青出于蓝而胜于蓝。自1958年研制出第一台数控机床后,1978年产量(7,342台)超过美国(5,688台),至今产量、出口量一直居世界首位(2001年产量46,604台,出口27,409台,占59%)。战略上先仿后创,先生产量大而广的中档数控机床,大量出口,占去世界广大市场。在上世纪80年****始进一步加强科研,向高性能数控机床发展。日本FANUC公司战略正确,仿创结合,针对性地发展市场所需各种低中高档数控系统,在技术上领先,在产量上居世界第一。该公司现有职工3,674人,科研人员超过600人,月产能力7,000套,销售额在世界市场上占50%,在国内约占70%,对加速日本和世界数控机床的发展起了重大促进作用。
齿轮箱箱体数控高精度加工技术研究
齿轮箱箱体数控高精度加工技术研究摘要:在对齿轮箱箱体进行加工的过程中,要注重箱体加工的精度,唯有较高的精度才能够保证产品最终装配精度。
但是这种高精度需要工艺的保证,尤其针对制氧、高炉等使用的高速齿轮箱,对精度等级的要求更高,在本文中,笔者经过多年的技术经验,对相关的问题进行潜心研究,在先进数控加工设备的基础之上,对设备的精度进行调整,同时运用各种加工方式,对齿轮箱箱体进行加工。
从而探索出一套适用于高精度齿轮箱箱体的工艺技术方案。
引言任何的变速箱或部件都是由箱体及齿轮零件构成的,箱体是整个产品中基础的组成部分。
这些箱体零件按照一定的相互关系,将各个部件中的轴承套、齿轮等零件组合成为一个有机的统一体,并使这些零件保持在正确的相对位置以使机器或部件能有机的、协调的运转。
对齿轮箱箱体来说,其零件的精度会对齿轮箱的整体装配质量存在直接的影响,并对机器的整体使用性能造成负面影响。
因此,我们要对齿轮箱箱体提出较高的技术要求和精度要求,提高齿轮箱的质量和使用性能。
1.箱体类零件的数控加工技术1.1零件的结构及特点组成齿轮箱的各个组件相对较为复杂,箱体的内壁薄厚不均衡,在需要的部位需要加筋板进行紧固,需进行加工的部分非常多,包括了箱体上下平面,轴承孔,油路,端面螺纹及止口加工等等。
为保证箱体最终装配精度,这些部位的加工,需要精确保证精度及粗糙度。
1.2零件材料用于铸造箱体的材料需要具备成本较低,具有耐磨性、可塑性以及阻尼等特性,普通齿轮箱箱体相对较多选择的是HT在200到400之间的灰铸铁。
高级一些的也有使用球磨铸铁但是在特殊情况下,如果对精度有严格的要求的情形,那么可以选择耐磨铸铁或者也可以选择钢材焊接结构,经过高温退火去除结构件内部的应力,也是保证箱体稳定性的办法。
1.3零件的主要技术要求进行齿轮箱箱体的数控高精度加工,必须严格的按照相关的技术要求操作。
一旦技术参数没有达到标准,加工的齿轮箱体也是不合格的,在进行加工的时候需要注意的地方十分多。
传动箱箱体数控铣加工工艺设计-加工工艺设计-毕业论文
本科毕业论文(设计)题目: 传动箱箱体数控铣加工工艺设计目录摘要(关键词) (1)第一章前言 (1)一、传动箱的功能 (4)二、传动箱的技术要求分析 (4)三、确定关键加工表面和孔系 (5)第三章确定传动箱体零件的生产类型 (6)第四章传动箱工艺设计步骤 (6)一、传动箱工艺性分析 (6)二、加工方法的选择和加工方案的确定 (7)三、工序与工步的划分 (7)四、加工设备的选择 (8)五、加工刀具的选择 (8)六、拟定传动箱体零件的机械加工工艺路线 (14)(一)确定各加工表面的加工方法和设备 (14)(二)拟定传动箱体的机械加工工艺方案 (15)(四)设计传动箱体零件加工工序,填写工艺表格 (17)1. 第一工序 (21)(1)第一工序的装夹方案 (23)(2)第一工序的刀具选择 (23)(3)第一工序的切削用量 (24)2. 第二工序 (25)3. 第三工序 (29)4. 第四工序 (33)5. 第五工序 (37)第五章数控加工工序的编制 (40)结束语 (66)参考文献 (66)致谢 (66)传动箱箱体数控铣加工工艺设计【摘要】本次毕业设计是传动箱箱体加工工艺和程序的分析及编制,通过对传动箱的功能分析、图形分析、材料分析,设计加工毛坯的尺寸和制造方法。
确定传动箱的生产类型,综合零件图的技术要求,对传动箱加工工序和工艺进行分析,设计出加工传动箱的工艺规程。
根据加工工艺规程,使用NX10.0软件,编制出所选数控铣加工中心的程序。
【关键词】:分析零件工艺装夹切削用量编程【Abstract】This graduation project is the transmission box box processing technology and program analysis and preparation, through the transmission box function analysis, graphic analysis, material analysis, design and processing of blank size and manufacturing methods. The production type of transmission box is determined, the technical requirements of parts drawing are integrated, the processing process and technology of transmission box are analyzed, and the process specification of processing transmission box is designed. According to the processing procedure, NX10.0 software is used to compile the program of the selected nc milling machining center.【Key words】Analysis of the parts process The clamping Cutting parameter programming第一章前言随着社会生产和科学技术的高速发展,机械产品趋向于精密复杂,多品种,更新换代快,改型需求频繁。
齿轮变速箱体加工工艺及镗孔夹具设计

摘要镗孔卡具是根据工件的工艺而制定的,采用六点定位原理,在一台加工中心上加工中心上进行多道工序的处理。
随着制造业的发展,卡具的需求量愈发增多。
相比传统卡具,新型对应其零件的卡具拥有超高的身产率,同时拥有加工精度高、成本低廉等一系列优点。
汽车变速箱体是汽车上常见和应用广泛的机械零件,为了将单件生产的变速箱体转化为批量生产,本文为此设计了对应零件镗孔工序的专用卡具,并详细阐述了零件的设计和镗孔卡具的设计方法。
本文在创作的过程中首先先兑变速箱各个零部件的加工工艺、加工特点、技术要求等内容进行了分析,并且了解了设计定位夹紧的要求,绘制了加工工序图。
然后,本文通过查阅大量文献资料和标准,对齿轮变速箱体进行了详细的设计,计算了切削用量、绘制了零件图和毛坯图。
最后联系零件和对应的加工中心,设计出对应的镗孔卡具。
保证零件批量生产、节省材料和时间,以达到最初的设计目的。
关键词变速箱体箱体制造机械制造基础设计镗孔卡具Title: Gearbox Body Processing Technology and Boring FixtureDesignAbstractBoring fixture is based on the workpiece technology and development, the use of six-point positioning principle, in a machining center on the machining center for multi-channel processing. With the development of manufacturing industry, the demand for fixtures is increasing. Compared to the traditional fixture, the new fixture corresponding to its parts has a high rate of production, at the same time have a high precision machining, low cost and a series of advantages.Automobile transmission body is a common and widely used mechanical parts in automobiles. In order to transform a single-piece transmission body into mass production, this paper designed a special fixture for the boring process of the part, and elaborated on the part Design and design of boring fixtures.First of all, to the transmission body parts processing characteristics, machining accuracy, technical requirements, positioning clamping situation, the required machine tool was analyzed and the drawing of the transmission body parts process map. Then, by referring to a large number of documents and standards, this paper carried out a detailed design of the gearbox body, calculated the amount of cutting, drawing parts drawings and rough drawings. Finally contact the parts and the corresponding machining center, design the corresponding boring fixture. To ensure mass production of parts, save material and time, in order to achieve the original design purpose.Key words transmission body part design boring fixture目录摘要 (I)Abstract .................................................................................................... I I 1.前言. (I)1.1变速箱的浅析 (3)1.2变速箱国内外研究现状: (3)2.零件分析 (5)2.1零件的作用 (5)2.2零件的工艺 (6)2.3变速箱结构图 (7)3.零件的工艺规程设计 (9)3.1材料选择 (9)3.2毛坯图 (9)3.3基准选择 (13)3.4机箱的工艺路线 (13)4.加工余量、工序及毛坯图尺寸 (16)4.1毛坯余量及工序确定 (16)4.2箱体的定位基准选择 (16)4.3确定机箱的加工方案及路线 (17)4.4确定切削用量 (18)4.4.1卧式铣床X6140 (18)4.4.2立式加工中心 (18)4.4.3切削用量 (19)5.夹具设计 (26)5.1镗孔专用夹具 (26)5.2定位 (28)5.3加紧方案 (29)5.4计算定位误差 (32)5.4导向元件设计 (33)5.4.1钻套高度和排屑间隙 (33)5.5夹紧装置的设计 (33)5.6 夹具结构设计及操作简要说明 (34)6.总结 (35)7.致谢............................................................................ 错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大学生开放性实验
报告
项目名称:基于加工中心的齿轮箱体数
控精密加工工艺设计
项目人:詹杭羽
专业班机:机制091
指导教师:凌玮
2012年5月
一、三维造型
①零件的三视图
用UG NX8.0先进行三视图绘制,以方便合成三维图
②三维造型构建
经过拉伸,求和,求差,求交,倒圆角,打孔,曲面网格等指令,完成三维造型,效果图如下。
二、零件装夹方案
二、夹具
1,面,做底面孔夹具01(如下图所示):
由一面两销定律,x,z轴方向已被夹具1固定,y轴放心即可用在销的右端加一螺栓来完成y轴的定位
2.加工侧面孔夹具2底面由两销一面定位,如下图
夹具2
夹具2,即限制了x,y方向自由度
三.制定工艺
详见《工艺过程卡片》
四.总结
这次开放性实验让我对机械工艺设计有了更深入的了解,知道一个零件在加工过程中,夹具起到的作用很大。
另外,经过此次设计,
让我对UG制图软件使用得更加得心应手。