机泵安装质量工序控制表 表H-201
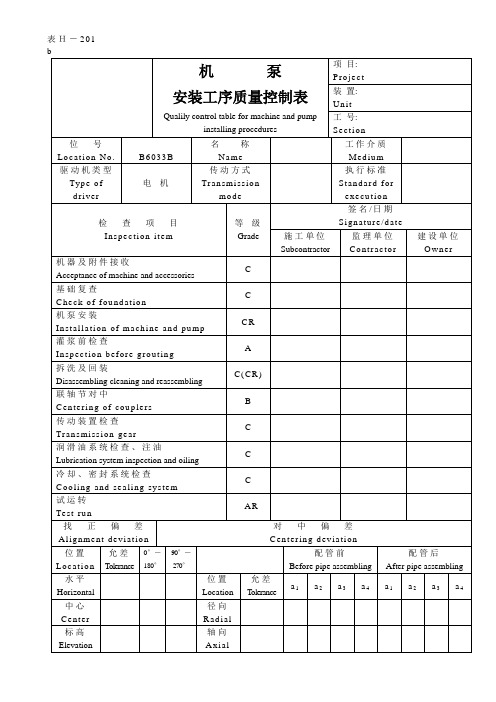
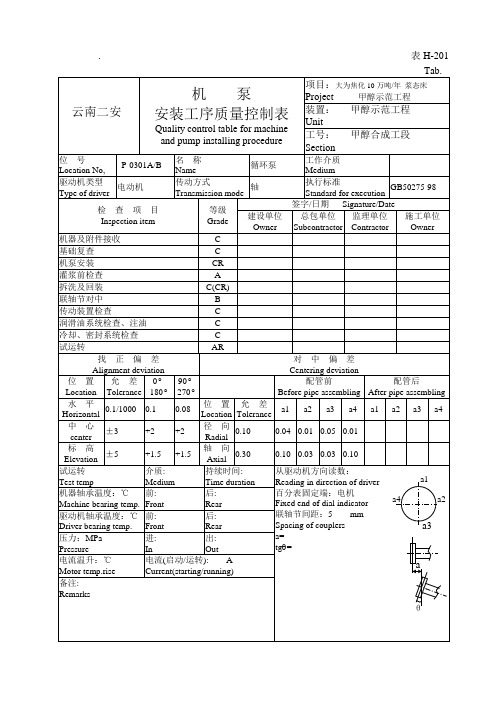
机泵安装工序质量控制表

驱动机类型
Type of driver
传动方式
Transmission mode
执行标准
Standard for execution
签 名 / 日 期 检 查 项 目 Inspection item 机器及附件接收 Acceptance of machine and accessories 基础复查 机泵安装
Motor temp. rise
C
进: MPa Out In 电流(启动/运转):
Current (starting /running)
后: Rear 后: Rear 出:
α α
2
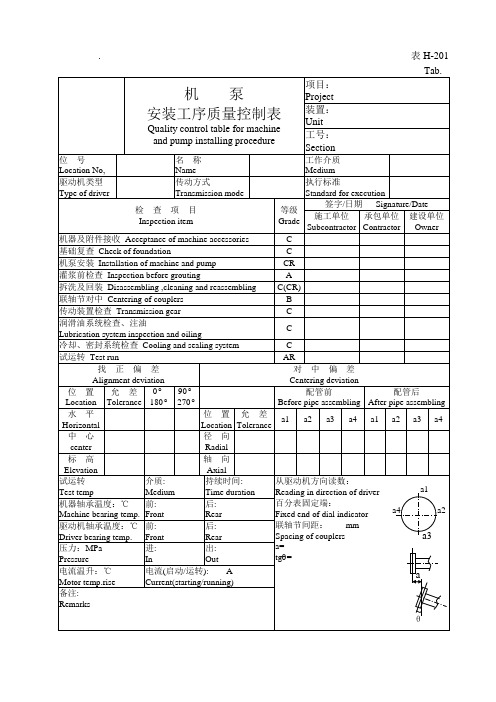
从驱动机方向读数 Reading in direction of drive 百分表固定端:_____ Fixed end of dial indicator 联轴节间距: _____mm Spacing of couplers
3
α
备注: Remarks θ
a= tg=
表 H—201 Tab:
机 泵 安装工序质量控制表
Quality control table for machine and pump installing procedures
位 号
Location
名 称
Name
项目: Project 装置: Unit 工号: Section 工作介质
Medium
inspection and oiling Lubrication system Cooling and sealing system
冷却、密封系统检查 试运转 Test run 找正偏差
Alignment deviation
对 中 偏 差
Centering deviation 0 180 90270
化工设备安装交工资料表格

A
严密性试验
AR
抽芯试压
AR
附件安装
C
平台、扶梯、护栏安装
C
卧式设备滑动端检查
B
附注:
分段塔组对 工序质量控制表
项目:
装置:
工号:
位 号
设备名称
规格
材 质
设计压力
MPa
设计温度
C
工作介质
执行标准
检查项目
等 级
签名
组对记录
施工单位
承包单位
建设单位
设备材料接收
C
方位偏
差
焊接及焊工资格认定
B
组对检查
检查员
机器试运转报告
项目
装置:
工号:
位号
名称
部位
试车类别
日期
执行标准
时间
转速
(r/min)
介质
润滑油
轴承温度(C)
轴 振 动
轴 位 移
备注
温度
「C)
压力(MPa)
温度
(C)
压力
(MPa)
进出
进
岀
进出
进出
前
后
试运转结果
监理单位代表
施工单位
施工人
建设单位代表
检查员
大型轴流风机 安装工序质量控制表
项目:
装置:
仔试运转报告
装置:
工号:
位号
机组名称
部位
介质名称
介质压力
介质温度
额定转速
r/min
试车类别
试车日期
执行标准
危急保安器试验
手动
自动
时 间
转 速
水泵安装单元工程质量评定表(半固定式)

水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表
水泵安装单元工程质量评定表。
(能源化工行业)化工部表格填写说明

(能源化工行业)化工部表格填写说明化学工业工程建设交工技术文件格式使用说明格式的通用说明1、交工技术文件格式中所列承包单位,系指工程建设项目的总承包单位。
2、交工技术文件格式中,标记为“”的标注方法::表示该工序施工完毕,且经自检符合设计和有关标准要求。
3、工序质量控制表中:(1)“等级”,是质量控制分级,不是质量检验和评定标准中评定的等级。
(2)“机械及附件”、“设备及附件接收”、“设备材料接收”、“设备材料核对”等,系指施工队组领料时对机械、材料所做的检查。
其检查内容主要包括:数量核对、外观质量缺陷、质量合格证明、按规定复检的资料等。
(3)“基础复查”,指设备安装前,安装人员对基础所做的检查。
检查内容主要包括:基础位置和标高、预留孔(洞)和预埋件的位置等是否符合安装要求。
(4)“灌浆前检查”,是指机械安装找正工作结束后,基础灌浆前进行的检查工作。
其主要内容是基础顶表面、预留孔(洞)是否清洁,垫铁和地脚螺栓是否符合设计和规范要求等。
体格式说明共用类格式表H-101化学工业工程建设交工技术文件本表为交工技术文件的封面。
其下部卷、册编号:分母表示数;分子表示卷、册序号。
例如:某装置工程的交工技术文件总计10卷,第壹卷有5册,若表示第壹卷2册时,则写为第1/10第2/5册。
表H-102底工文件总目录本表系某壹装置工程的交工总目录,供填写该装置所有卷、册的全部内容。
该总目录应编列在首卷首册封面次页。
本表表头部分“工号”栏,留作空白,不填任何内容。
表H-103交工文件目录本表是某册交工技术文件的目录。
它包括了和该册有关的所有技术文件。
如质量合格证明、工序质量控制表、施工记录、试验报告等。
表H-104开工报告本表是合同双方考核合同工期的依据,由承包单位计划部门填写本“开工报告”。
每壹工程合同只需填写壹个“开工报告”。
当开工条件不完善时,应在“备注”栏内注明情况解决办法。
当工程建设项目由建设单位直接和施工单位签订承包合同时,本表签章栏中的承包单位应改为施工单位。
安装表格
4.垫 铁 规 格 : S p e c i f i c a t i o n o f s h i ms 附图: Attached diagram
No. h×n L No. h×n L No. h×n L 施工人: Operator 上 项 工 程 经 检 查 符 合 设 计 (规 范 )要 求 ,可 以 隐 蔽 。 年 月 日
AR
mm 允许偏差 Tolerance 轴向 Axial 径向 Radial 实测偏差 Measured deviation
拉紧装置 Te n s i o n i n g d e v i c e 拉紧余量 mm 占总行程 % Tensioning allowance of total travel ______________________ 松动余量 mm 占总行程 %
监理单位代表 Contractor representative 建设单位代表 O wn e r re p re se n ta ti ve
施工单位 Subcontractor
施工人 Operator 检查员 In s p e c t o r
项 目: 装 置:
大型机械灌浆前 检查记录
位 号 Lo c a t i o n N o . 隐蔽前检查: In s p e c t i o n before 1.垫 铁 : S h i ms 2.地 脚 螺 栓 □ A n c h o r i n g b o lt 名 称 N a me
A l i g n me n t r e c o r d f o r i n s t a l l a t i o n o f ma c h i n e s e t 位 号 Lo c a t i o n N o . 项 目 It e m 标 高 Elevation 纵 向 中心线 Lo n g i t u d i n a l Center 横 向 line Tr a n s v e r s e 水平测量 Le v e l l i n g 纵 向 Lo n g i t u d i n a l ( mm/ m ) 允许值 Allowable value 实测值 Measured value 允许值 Allowable value 实测值 Measured value 1 2 3 4 名 称 N a me 允许偏差 ( m m) To l e r a n c e
化工部交工资料表格模板
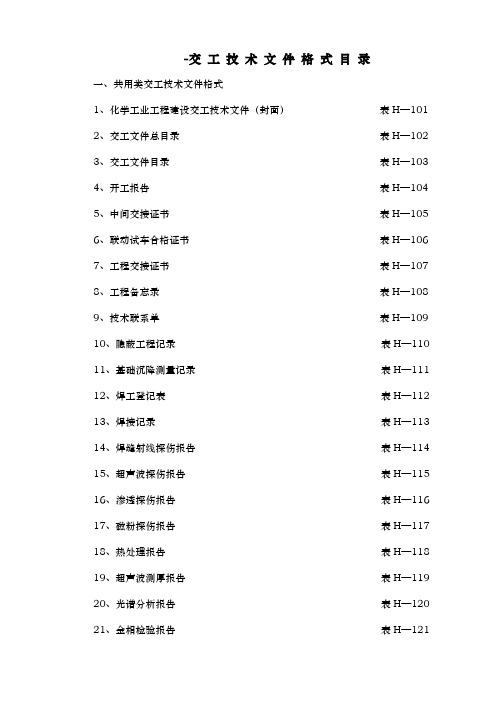
-交工技术文件格式目录一、共用类交工技术文件格式1、化学工业工程建设交工技术文件(封面)表H—1012、交工文件总目录表H—1023、交工文件目录表H—1034、开工报告表H—1045、中间交接证书表H—1056、联动试车合格证书表H—1067、工程交接证书表H—1078、工程备忘录表H—1089、技术联系单表H—10910、隐蔽工程记录表H—11011、基础沉降测量记录表H—11112、焊工登记表表H—11213、焊接记录表H—11314、焊缝射线探伤报告表H—11415、超声波探伤报告表H—11516、渗透探伤报告表H—11617、磁粉探伤报告表H—11718、热处理报告表H—11819、超声波测厚报告表H—11920、光谱分析报告表H—12021、金相检验报告表H—12122、材料性能试验报告表H—12223、化学分析试验报告表H—12324、————分析报告表H—12425、防腐蚀施工工序质量控制表表H—12526、防腐层电火花检测报告表H—12627、绝热施工工序质量控制表表H—12728、空白表表H—128二、机械类交工技术文件格式1、机泵安装工序质量控制表表H—2012、机组安装工序质量控制表表H—2023、机组安装找正记录表H—2034、大型机械灌浆前检查记录表H—2045、机械拆检通讯组装间隙测量记录表H—2056、电机空气间隙测量记录表H—2067、机组对中记录表H—2078、_______透平试运转报告表H—2089、机器运转报告表H—20910、大型轴流风机安装工序质量控制表表H—21011、立式搅拌器安装工序质量控制表表H—21112、空调系统安装工序质量控制表表H—21213、输送机械安装工序质量控制表表H—21314、起重机械安装工序质量控制表表H—21415、容器、换热器安装工序质量控制表表H—21516、分段组对工序质量控制表表H—21617、塔盘安装记录表H—21718、设备填充记录表H—21819、火炬、排气筒安装工序质量控制表表H—21920、大型储罐组装工序质量控制表表H—22021、气柜组装工序质量控制表表H—22122、管式工业炉安装工序质量控制表表H—22223、胀管记录表H—22324、钢结构安装工序质量控制表表H—22425、筑炉工序质量控制表表H—22526、________砼衬里试块试验报告表H—22627、________砼衬里试样烘干热处理记录表H—227三、管道类交工技术文件格式1、地下管道安装工序质量控制表表H—3012、地下管道安装工序质量控制表表H—3023、高压管件加工记录表H—3034、阀门试压记录表H—3045、安全阀调试记录表H—305四、电气类交工技术文件格式1、变压器安装工序质量控制表表H—4012、高、低压配电装置安装工序质量控制表表H—4023、保护控制盘、屏及二次回路安装工序质量控制表表H—4034、直流系统安装工序质量控制表表H—4045、不间断电源(UPS)安装工序质量控制表表H—4056、电机电气安装工序质量控制表表H—4067、避雷针(网)及接地装置安装工序质量控制表表H—4078、电缆工程安装工序质量控制表表H—4089、架空线路安装工序质量控制表表H—40910、照明装置安装工序质量控制表表H—41011、起重设备及电梯的电气安装工序质量控制表表H—41112、火警、通讯系统安装工序质量控制表表H—41213、广播、电视系统安装工序质量控制表表H—41314、变压器安装检查记录表H—41415、变压器器身检查记录表H—41516、变压器干燥记录表H—41617、变压器干燥记录附表表H—41718、断路器检查调整记录表H—41819、隔离开关、负荷开关安装调整记录表H—41920、电气盘(屏)、柜安装记录表H—42021、母线安装记录表H—42122、蓄电池充(放)电记录表H—42223、蓄电池充(放)电记录附表表H—42324、电机抽芯检查记录表H—42425、电机干燥记录表H—42526、电机干燥记录附表表H—42627、电机试车记录表H—42728、架空线路施工记录表H—42829、避雷、接地装置安装记录表H—42930、________电气安装记录表H—43031、交流电机试验报告表H—43132、直流电机试验报告表H—43233、变压器试验报告表H—43334、断路器试验报告表H—43435、电力电缆试验报告表H—43536、电压互感器试验报告表H—43637、电流互感器试验报告表H—43738、避雷器试验报告表H—43839、电容器试验报告表H—43940、绝缘油试验报告表H—44041、交流耐压试验报告表H—44142、电流(压)继电器试验报告表H—44243、反时限过电流继电器试验报告表H—44344、时间继电器试验报告表H—44445、中间、信号继电器试验报告表H—44546、差动继电器试验报告表H—44647 、电力半导体及微电子控制装置检查试验报告表H—447(一)、(二)48、二次回路系统、模拟试验报告表H—44849、_______电气试验报告表H—449五、自动化仪表类交工技术文件格式1、仪表盘(箱、操作台)安装工序质量控制表表H—5012、仪表回路安装工序质量控制表表H—5023、DCS、PLC安装工序质量控制表表H—5034、就地指示仪表安装工序质量控制表表H—5045、仪表供气(汽)总管安装工序质量控制表表H—5056、电缆槽架及主电缆安装工序质量控制表表H—5067、调节阀、执行器调校记录表H—5078、变送器(转送器)调校记录表H—5089、调节器调校记录表H—50910、显示仪表调校记录表H—51011、计算单元调校记录表H—51112、积算单元调校记录表H—51213、就地指示调校记录表H—51314、工艺开关调校记录表H—51415、轴位移、轴振动调校记录表H—51516、流量元件安装记录表H—51617、仪表管线(管缆)试压、试漏、脱脂记录表H—51718、仪表电缆电线检查记录表H—51819、仪表系统调试记录表H—51920、报警联锁及PLC 系统试验记录表H—52021、DCS 基本功能检测记录表H—52122、DCS状态I/O卡测试记录表H—52223、DCS模式拟I/O卡测试记录表H—52324、_________仪表调校记录表H—524表H_101Tab 化学工业工程建设交工技术文件TECHNICAL DOCUMENTS FOR HANDOVER OF ENGINGRING CONSTRUCTION IN CHEMICAL INDUSTRY项目:中盐吉兰泰40万吨/年PVC项目装置:离子膜烧碱UNIT工号:碱储运SECTION建设单位:中盐吉兰泰盐化集团聚氯乙烯工程建设指挥部OWNER施工单位:吉化华强建设有限责任公司CONTRACTOR第卷第册VOL.NO. SECT NO.年月日DATEH_102H_103H_104表H_105H_106 TabH_107表—H108表—109H_110H_111H112Tab.表—H113表H—125表H—126127Tab.表H_128202表H—204205206表H—208表H—209H--210表H--211H--213表H--214H--215H--216H--217H--218H--219H--22 0。
水泵安装工序质量评定表

表
表3-12-120 工序名称:
新验收部位1
质
量
情
况
泵轴、电动机 水泵轴不得有弯曲,电动机应与水泵轴相符合。 项 目 允许偏差 (mm) ±2 ±2 每m0.1 每m0.8 每m0.1 1.5 1.0 接方 班组 监理 意见 每 台 各 1 2 3 4 5 实 6 测 7 8 点 偏 差 值 检验频率 范围 每台 每只 点数 1 1 2 2 2 2 2
4
5
签字:
交方 班组 工程技术负责人:
接方 班组
监理 意见
签字: 评 定 等 级
质Байду номын сангаас员:
施工员:
年
月
日
注:实检查点数必须等于或小于应检查点数,如超过应检查点数,其超过的点数应从合格点数中减去。
表3-12-120
况
检查方法 用水准仪测量 用尺量 用水准仪测量 在联轴器互相垂 直四个位置上用 水平仪、百分表 、测微螺钉和塞 尺检查。 在主从动皮带轮 两端拉线用尺量 检查
平均合格率(%)
9 10 11 12 13 14 15 16
应检 实检 合格 合格率 点数 点数 点数 (%)
检查方法 用水准仪测量 用尺量 用水准仪测量 在联轴器互相垂 直四个位置上用 水平仪、百分表 、测微螺钉和塞 尺检查。 在主从动皮带轮 两端拉线用尺量 检查
基座水平度 地脚螺栓位置 △泵体水平度 联轴器 同心度 皮带轮宽 中心传动 平面位移 交方 班组 轴向倾斜 径向位移 平皮带 三角皮带
3-12-9-26 泵站——水泵安装
工 序 质 量 评 定
单位工程名称: 工程数量 序号 1 2 3 序号 1 2 3 检查项目 地脚螺栓 泵座、机座 地脚螺栓必须埋设牢固。 泵座与机座应接触严密,多台水泵并列时各种高程必须符合设计规定。 外观质量标准 《市政验收规范配套表格(2011样式A)》 示例工程 部位名称:
H-201机泵安装工序质量控制表
传动方式
执行标准
Type of driver
Transmission mode
Standard for execution
检查项目 Inspection item
等级 Grade
签字/日期 Signature/Date 施工单位 承包单位 建设单位
Subcontractor Contractor Owner
a4
联轴节间距: mm
Spacing of couplers
a=
tg=
a1 a2
a3
电流温升:℃
电流(启动/运转): A
a
Motor temp.rise
Current(starting/running)
备注:Remarksθ Nhomakorabea联轴节对中 Centering of couplers
B
传动装置检查 Transmission gear
C
润滑油系统检查、注油
Lubrication system inspection and oiling
C
冷却、密封系统检查 Cooling and sealing system
C
试运转 Test run
位置 允差 Location Tolerance a1 a2 a3 a4 a1 a2 a3 a4
中心
径向
center
Radial
标高
轴向
Elevation
Axial
试运转
介质:
Test temp
Medium
机器轴承温度:℃ 前:
Machine bearing temp. Front
驱动机轴承温度:℃ 前:
机器及附件接收 Acceptance of machine accessories
泵类设备安装工程质量单
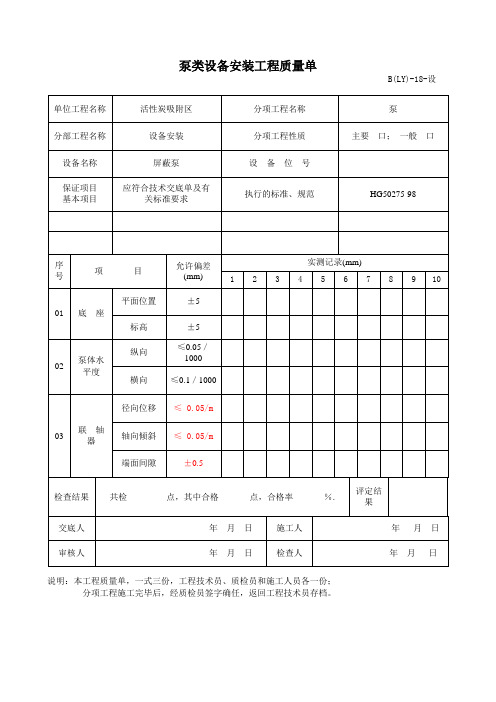
B(LY)-18-设说明:本工程质量单,一式三份,工程技术员、质检员和施工人员各一份;分项工程施工完毕后,经质检员签字确任,返回工程技术员存档。
B(LY)-18-设说明:本工程质量单,一式三份,工程技术员、质检员和施工人员各一份;分项工程施工完毕后,经质检员签字确任,返回工程技术员存档。
B(LY)-18-设说明:本工程质量单,一式三份,工程技术员、质检员和施工人员各一份;分项工程施工完毕后,经质检员签字确任,返回工程技术员存档。
B(LY)-18-设说明:本工程质量单,一式三份,工程技术员、质检员和施工人员各一份;分项工程施工完毕后,经质检员签字确任,返回工程技术员存档。
B(LY)-18-设说明:本工程质量单,一式三份,工程技术员、质检员和施工人员各一份;分项工程施工完毕后,经质检员签字确任,返回工程技术员存档。
B(LY)-18-设说明:本工程质量单,一式三份,工程技术员、质检员和施工人员各一份;分项工程施工完毕后,经质检员签字确任,返回工程技术员存档。
B(LY)-18-设说明:本工程质量单,一式三份,工程技术员、质检员和施工人员各一份;分项工程施工完毕后,经质检员签字确任,返回工程技术员存档。
B(LY)-18-设说明:本工程质量单,一式三份,工程技术员、质检员和施工人员各一份;分项工程施工完毕后,经质检员签字确任,返回工程技术员存档。
B(LY)-18-设说明:本工程质量单,一式三份,工程技术员、质检员和施工人员各一份;分项工程施工完毕后,经质检员签字确任,返回工程技术员存档。
B(LY)-18-设说明:本工程质量单,一式三份,工程技术员、质检员和施工人员各一份;分项工程施工完毕后,经质检员签字确任,返回工程技术员存档。
B(LY)-18-设说明:本工程质量单,一式三份,工程技术员、质检员和施工人员各一份;分项工程施工完毕后,经质检员签字确任,返回工程技术员存档。
B(LY)-18-设说明:本工程质量单,一式三份,工程技术员、质检员和施工人员各一份;分项工程施工完毕后,经质检员签字确任,返回工程技术员存档。
H-201机泵安装工序质量控制表
a3
a
θ
.
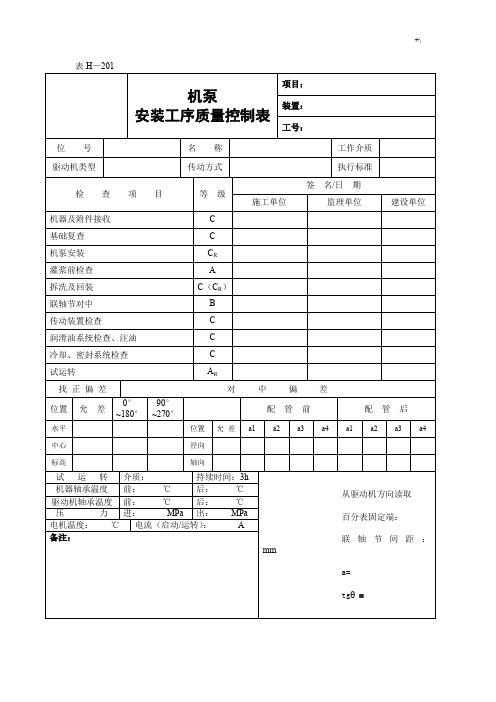
表 H-201 Tab. 项目:大为焦化 10 万吨/年 浆态床 Project 甲醇示范工程 装置: 甲醇示范工程 Unit 工号: 甲醇合成工段 Section
工作介质 Medium 执行标准 GB50275-98 Standard for execution 签字/日期 Signature/Date 总包单位 监理单位 施工单位 Subcontractor Contractor Owner
对 中 偏 差 Centering deviation 配管前 配管后 Before pipe assembling After pipe assembling a1 a2 a3 a4 a1 a2 a3 a4
0.05 0.08 0.06 0.06 0.05 0.02 0.06 0.01 从驱动机方向读数: Reading in direction of driver 百分表固定端:电机 Fixed end of dial indicator 联轴节间距:5 mm Spacing of couplers a= tgθ= a1 a4 a2
对 中 偏 差 Centering deviation 配管前 配管后 Before pipe assembling After pipe assembling a1 a2 a3 a4 a1 a2 a3 a4
0.04 0.01 0.05 0.01 0.10 0.03 0.03 0.10 从驱动机方向读数: Reading in direction of driver 百分表固定端:电机 Fixed end of dial indicator 联轴节间距:5 mm Spacing of couplers a= tgθ= a1 a4 a2
化工设备安装交工资料表格
试验部位
强度试验
严密性试验
结果
日期
介质
压力(MPa)
时间(min)
介质
压力(MPa)
时间(min)
附注:
表H-224
胀管记录
项目:
装置:
工号:
位号
名称
部位
管材
硬度
选定胀管率范围
板材
硬度
执行标准
编号
管板
炉管
胀管
胀口
炉管
孔径mm
外径mm
内径mm
要求胀后内径(mm)
实测(mm)
最大
最小
内径
管端伸长度
翻边长度
皮带轮平行度确认
B
齿轮箱内部清洁度确认
C
注油(脂)
C
冷却、密封系统检查
C
电机转向确认
C
试运转
AR
找正记录
a
mm
b
mm
垂直度
mm/m
备注:
表H-213
输送机械
安装工序质量控制表
项目:
装置:
工号:
位号
型号
执行标准
名称
能力
转速
r/min
检查项目
等级
签名/日期
施工单位
承包单位
建设单位
机械及附件接收
C
基础及预留孔道复查
内浮顶内浮盘板局部凹凸度
拱顶局部凹凸度
附注:
表H-222
气柜组装
工序质量控制表
项目:
装置:
工号:
位号
工作介质
名称
设计压力
规格
设计温度
材质
执行标准
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基础复查Check of foundation
C
机泵安装Installation of machine and pump
CR
灌浆前检查Inspection before grouting
A
拆洗及回装Disassembling, cleaning and reassembling
C(CR)
联轴节对中Centering of couplers
对中偏差(Centering deviation)
位置
Location
允差
Tolerance
0O~180O
90O~270O
配管前
Before pipe assembling
配管后
After pipe assembling
水平
Horizontal
纵±0.05mm横±0.10mm
位置
Location
允差
B
传动装置检查Transmission gear
C
润滑油系统检查、注油Lubrication system inspection and oiling
C
冷却、密封系统检查Cooling and sealing system
C
试运转Test run
AR
找正偏差(Alignment deviation)
Pressure
进:Mpa
In
出:Mpa
Out
电机温升℃
Motor temp. rise
电流(启动/运转):A
Current (starting/running)
备注:(Remarks)
表H-201
机泵
安装工序质量控制表
Quality control table for machine and pump installing procedures
项目:
Project
装置:
Unit
工号:
Section
位号(Location No).
名称(Name)
工作介质(Medium)
驱动机类型
Type of driver
传动方式
ransmission mode
执行标准
Standard for execution
检查项目
Inspection item
等级
Grade
签名/日期Signature/Date
施工单位
Subcontractor
承包单位
Contractor
建设单位
Ownerபைடு நூலகம்
机器及附件接收Acceptance of machine and accessories
a4a2Fixed end of dial indicator
联轴节间距:mm
a3Spacing of couplers
a=
tgθ=
机器轴承温度
Machine bearing temp.
前:℃
Front
后℃
Rear
驱动机轴承温度
Driver bearing temp.
前:℃
Front
后℃
Rear
压力
Tolerance
a1
a2
a3
a4
a1
a2
a3
a4
中心
Center
纵横±5mm
径向
Radial
标高
Elevation
±5mm
轴向
Axial
试运转
Test temp
介质:
Medium
持续时间:
Time duration
从驱动机方向读数
a1Readingin direction of driver
百分表固定端:。