加工钛合金铣刀
铣削TC4钛合金的刀具磨损对比试验

4 ~ 60 0 rri , 率 1 W , 削 进 给 速 度 1 5 0 / n 功 a 5k 切 ~ 50 0mm/ n 上进 行 , 0 mi) 冷却 液 为水基 乳 化液 。
工件 材 料 为 TC 4钛 合 金 , 其室温 的物 理力 学性 能为 : 密 度 4 4 k / 、 拉 强 度 10 2 . g m。 抗 1 MP 、 性 模 量 1 3 GP 、 长 a弹 1 a 伸 率 1 、 5 冲击韧 性 4 /m 热 0J c 、
Ke r s Tia i m l y ,M i i g y wo d : t n u al s o l n ,W e rn l a ig
钛合 金 具有 高 比强 度 、 热 性 和 耐 腐 蚀性 等 优 耐
异性 能 , 在核 工业 、 空航 天 、 工 、 艇 工业 、 航 兵 潜 化工 、 医疗 等行 业 中得 到 了越来 越 广泛 的应 用 。按金 相 特 征分 类 , 钛合 金 主 要 可分 为 a型 、 B型 和 a +B型 。a + 8 钛合 金名 义 成分 为 TiA1 V, 称 TC , 用 型 6 4 简 4是
刀 面 的接 触 长 度 减 少 , 一 步 加 速 了 刀 具 磨 损 ; ) 进 4 在 相 同条件 下 , 钛合 金 材料 与普 通碳 钢 相 比 , 摩擦 其 系 数 大 , 屑 流经前 刀 面 时所作 的摩擦 功 大 , 致摩 切 导
文 献标 志码 : A
Co pa i o s he W e r o ilng Cut e s i M a h ni g o m r s n Te ton t a f M li t r n c i n f TC4 Ti a i t n um lo s A ly
钛合金的铣削加工技术
钛合金的铣削加工技术钛及钛合金因密度小、比强度高、耐腐蚀、耐高温、无磁、焊接性能好等优异综合性能,在航空航天等领域得到越来越广泛应用。
但是,钛合金的一些物理力学性能给切削加工带来了许多困难。
切削时钛合金变形系数小、刀尖应力大、切削温度高、化学活性高、粘结磨损及扩散磨损较突出、弹性恢复大、化学亲合性高等特点,因此在切削加工过程中容易产生粘刀、剥落、咬合等现象,刀具温度迅速升高,导致刀具磨损,甚至完全破坏。
正因为钛合金具有比强度高、耐腐蚀性好、耐高温等优点,从20世纪50年代开始,钛合金在航空航天领域中得到了迅速的发展。
钛合金是当代飞机和发动机的主要结构材料之一,可以减轻飞机的重量,提高结构效率。
在飞机用材中钛的比例,客机波音777为7%,运输机C-74为10.3%,战斗机F-4为8%。
但是由于钛合金价格高,耐磨性差等原因,限制了其使用领域。
近几十年以来,国内外针对航天航空应用所研究的钛合金等均取得了很大进步,许多合金也得到广泛应用。
本文针对航天航空产品中钛合金铣削加工技术进行论述,供同行们参考。
1. 钛合金简介钛是同素异构体,熔点为1 720℃,在低于882℃时呈密排六方晶格结构,称为α钛;在882℃以上呈体心立方品格结构,称为β钛。
利用钛的上述两种结构的不同特点,添加适当的合金元素,使其相变温度及相分含量逐渐改变而得到不同组织的钛合金。
室温下,钛合金有三种基体组织,钛合金也就分为以下三类:(1)α钛合金它是α相固溶体组成的单相合金,不论是在一般温度下还是在较高的实际应用温度下,均是α相,组织稳定,耐磨性高于纯钛,抗氧化能力强。
在500~600℃的温度下,仍保持其强度和抗蠕变性能,但不能进行热处理强化,室温强度不高。
(2)β钛合金它是β相固溶体组成的单相合金,未热处理即具有较高的强度,淬火、时效后合金得到进一步强化,室温强度可达1 372~1 666MPa;但热稳定性较差,不宜在高温下使用。
(3)α +β钛合金它是双相合金,具有良好的综合性能,组织稳定性好,有良好的韧性、塑性和高温变形性能,能较好地进行热压力加工,能进行淬火、时效使合金强化。
硬质合金铣刀在铣削钛合金过程中的磨损实验研究

硬质合金铣刀在铣削钛合金过程中的磨损实验研究
卞航涛;方从富;林海洋
【期刊名称】《农业装备与车辆工程》
【年(卷),期】2024(62)3
【摘要】针对硬质合金刀具在铣削钛合金过程中容易失效而导致平均寿命低的问题,开发了0.5μm WC颗粒和12%Co配比的新型硬质合金材料刀具,与市场上2种主流刀具进行钛合金湿式铣削磨损对比实验。
根据拍摄的刀具前后刀面磨损形貌,
分析了3种刀具的失效形式及磨损机理。
结果表明,在铣削前期新型刀具圆周后刀
面呈现出均匀的磨损带,磨损以粘结磨损和磨粒磨损为主,在铣削后期出现裂纹、崩
缺等不均匀磨损;整个磨损过程主要经历初期磨损、稳定磨损和急剧磨损3个阶段。
与对比刀具相比,新型材料刀具平均寿命更高、抗崩性能更好、更利于钛合金的加工。
【总页数】5页(P131-135)
【作者】卞航涛;方从富;林海洋
【作者单位】华侨大学机电及自动化学院;厦门慧至拓数字制造技术研究院
【正文语种】中文
【中图分类】TG54
【相关文献】
1.TiAlN涂层硬质合金可转位刀具快速铣削钛合金刀片磨损研究
2.高效铣削钛合金涂层硬质合金刀具优选及磨损试验研究
3.TC18钛合金铣削加工专用硬质合金平底
立铣刀参数化设计4.铣削覆膜砂用微型硬质合金铣刀磨损规律的研究5.高速干铣削钛合金时涂层硬质合金刀具磨损机理研究
因版权原因,仅展示原文概要,查看原文内容请购买。
思沃德刀具加工钛合金参数

HFMD80D27L520Z9SD09
钛合金Tc18(22) 直径D 齿数Z 切深ap 切宽ae 线速度Vc 每齿进给f
20 2 0.2-0.7 1.0-20.0 40-120 0.3-0.9 25 4 0.2-0.7 1.2-25.0 40-120 0.3-0.9 32 5 0.2-0.7 1.6-32.0 40-120 0.3-0.9 35 5 0.2-0.7 1.7-35.0 40-120 0.3-0.9 40 5 0.2-0.7 2.0-40.0 40-120 0.3-0.9 50 6 0.2-0.7 2.5-50.0 40-120 0.3-0.9 63 7 0.2-0.7 3.1-63.0 40-120 0.3-0.9 80 9 0.2-0.7 4.0-80.0 40-120 0.3-0.9
转数N 637-1910 509-1528 398-1194 364-1092 318-955 255-764 202-606 159-477
进给F 382-3438 610-5500 597-5373 546-4914 477-4297 459-4125 424-3817 429-3863
寿命Min 240 240 240 240 240 240 240 240
转数N 637-1910 509-1528 398-1194 364-1092 318-955 255-764 202-606 159-477
进给F 382-3438 610-5500 597-5373 546-4914 477-4297 459-4125 424-3817 429-3863
寿命Min 240 240 240 240 240 240 240 240
类别 刀片规格
规格
HFMD20M10L290Z2SD09
铣刀的涂层种类

氮化铬铝涂层(AlCrN)
高温条件下表现出良好的红色硬度和高温稳定性,适用于加工低硬度材料或大粘度材料。
DLC涂层
由石墨类材料制成,具有低摩擦、低磨损和极高的硬度。适用于加工塑料、铝和铜等材料。
PVD涂层
物理气相沉积技术形成的涂层,具有纳米级别的微观结构和疏水性能,适用于加工难加工材料和高温材料。
形成氧化铝层,提高刀具在高温加工的寿命。可用于干式或半干式切削加工。
氮化铬涂层(CrN)
良好的抗粘结性,适用于容易产生积屑瘤的加工。改善高速钢、硬质合金等刀具的加工性能。
金刚石涂层(Diamond)
非铁金属加工刀具的理想涂层,适用于加工石墨、金属基复合材料(MMC)、高硅铝合金及高磨蚀材料。
氧化涂层(Homo)
铣刀的涂层种类
涂层种类
描述
氮化钛涂层(TiN)
一种通用型PVD涂层,提高刀具硬度和氧化温度。适用于高速钢切削刀具,具有良好的加工效果。
氮碳化钛涂层(TiCN)
在TiN基础上添加碳元素,提高刀具硬度和表面润滑性。适用于不锈钢、钛合金和镍合金等硬质材料的铣削。
氮铝钛涂层(TiAlN)或氮钛铝涂层(AlTiN)
常用铣刀的种类及加工特点

常用铣刀的种类及加工特点
常用的铣刀种类有以下几种:
1. 高速钢(HSS)铣刀:常规的金属铣削加工使用的铣刀,适用于加工碳钢、合金钢、铸铁等材料。
2. 硬质合金铣刀:由硬质合金(通常是碳化钨或碳化钴)制成,具有耐磨、高硬度和抗断裂的特点,适用于加工不锈钢、钛合金等难加工材料。
3. 多齿铣刀:具有多个切削刃的铣刀,适用于高效率、大量切削的加工,常用于铣削平面、开槽等加工操作。
4. 镗刀:一种特殊的铣刀,用于加工圆孔,具有刚性好、精度高的特点。
5. 螺旋铣刀:刀具刃部具有螺旋形状的铣刀,适用于高速铣削和重切削任务,具有良好的切屑排出性能。
关于加工特点,不同的铣刀有不同的特点,以下是一些常见的加工特点:
1. 高速钢铣刀具有良好的刚性和韧性,适合一般金属加工,但在高温和高压下容易磨损。
2. 硬质合金铣刀具有高硬度和耐磨性,适合加工难切削材料,但在切削力大的情况下容易断裂。
3. 多齿铣刀具有高效率的切削性能,能快速去除大量金属,但在切削深度大时容易产生振动。
4. 镗刀具有高精度和良好的刚性,适用于加工精密孔。
5. 螺旋铣刀具有良好的切屑排出性,适用于高速和重切削。
根据具体的加工需求和工件材料,选择合适的铣刀种类和加工特点可以提高加工质量和效率。
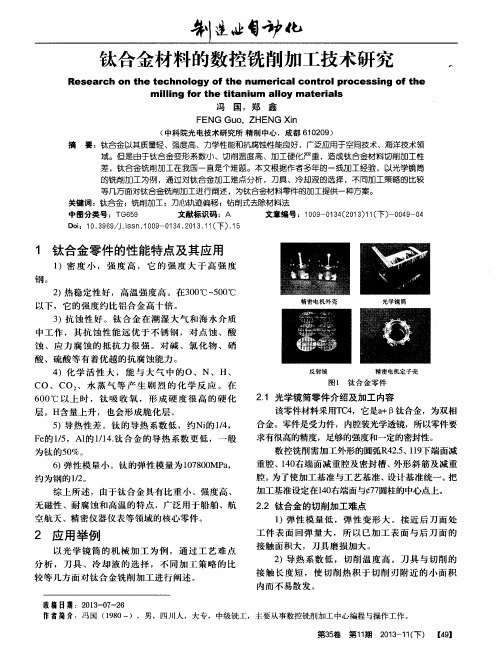
钛合金材料的数控铣削加工技术研究
F e 的1 / 5 ,AI 的1 / 1 4 . 钛 合 金 的导 热 系数 更 低 ,一般
为钛 的5 0 %。
6 ) 弹 性模 量小 。钛 的弹 性模量 为 1 0 7 8 0 0 MP a ,
约为钢 的1 / 2 。
重 腔、1 4 0 右 端 面减重 腔及 密封 槽 、 外 形斜 筋及 减重
腔。 为 了使 加工基 准 与工艺基 准 、 设计 基准 统一 。 把 加工基 准设定在1 4 0 右 端面与 ̄ 7 7 圆柱的中心点上 。
综 上所 述 ,由于钛 合 金具 有 比重 小 、强 度 高 、 无磁 性 、耐腐 蚀 和高 温 的特 点 ,广 泛用 于船 舶 、航 空航 天 、精 密仪器 仪表 等领域 的核心零 件 。
力 大 ,容 易造 成崩 刃 。
4 )易 产 生 表 面 加 工 硬 化 。 由 于 钛 的 化 学 活
性 大 ,易 与 各 种 气体 杂质 产 生 强 烈 的化 学 反应 , 导 致 表 层 的硬 度 及脆 性 上 升 。在 高 温 时形 成氧 化 硬 层 ,造 成 表 层组 织 不 均 ,产 生 局 部 应 力 集 中 , 降 低 了零 件 的疲 劳 强 度 。切 削 过程 中严 重 损 伤 刀 具 ,产生 缺 口、崩 刃 、剥落 等现象 。 5 )黏 刀 现 象 严重 。切 削 时 ,切 屑 及 被切 表 面
2 )热稳 定 性好 ,高温 强 度高 。在 3 0 0 ℃ ̄ 5 0 0  ̄ C
以下 ,它 的强 度约 比铝 合金 高十 倍 。
囝 圈
精 密 电 机 外 壳 光 学 镜 筒
3 )抗 蚀性 好 。钛 合 金 在 潮 湿 大 气 和 海 水 介 质
钛合金切削参数 -回复
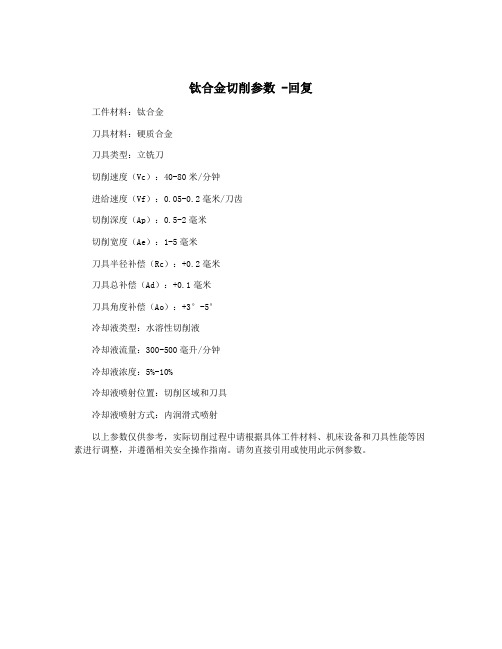
钛合金切削参数 -回复
工件材料:钛合金
刀具材料:硬质合金
刀具类型:立铣刀
切削速度(Vc):40-80米/分钟
进给速度(Vf):0.05-0.2毫米/刀齿
切削深度(Ap):0.5-2毫米
切削宽度(Ae):1-5毫米
刀具半径补偿(Rc):+0.2毫米
刀具总补偿(Ad):+0.1毫米
刀具角度补偿(Ao):+3°-5°
冷却液类型:水溶性切削液
冷却液流量:300-500毫升/分钟
冷却液浓度:5%-10%
冷却液喷射位置:切削区域和刀具
冷却液喷射方式:内润滑式喷射
以上参数仅供参考,实际切削过程中请根据具体工件材料、机床设备和刀具性能等因素进行调整,并遵循相关安全操作指南。
请勿直接引用或使用此示例参数。
钛合金加工之决窍
圆刀片铣刀适用于铣削钛金属,因为它们的主偏角可适当变化。
只要为这些铣刀配备专用刀片并应用正确的切削参数,一般情况下就能提高稳定性和总体性能。
每齿进给量应设定最小值,这一点至关重要。
---钛合金铣削需要合适条件与其他大多数金属材料加工相比,钛加工不仅要求更高,而且限制更多。
这是因为钛合金所具有的冶金特性和材料属性可能会对切削作用和材料本身产生严重影响。
但是,如果选择适当的刀具并正确加以使用,并且按照钛加工要求将机床和配置优化到最佳状态,那么就完全可以满足这些要求,并获得令人满意的高性能和完美结果。
传统钛金属加工过程中碰到的许多问题并非不可避免,只要克服钛属性对加工过程的影响,就能取得成功。
钛的各种属性使之成为具有强大吸引力的零件材料,但其中许多属性同时也影响着它的可加工性。
钛具备优良的强度-重量比,其密度通常仅为钢的60%。
钛的弹性系数比钢低,因此质地更坚硬,挠曲度更好。
钛的耐侵蚀性也优于不锈钢,而且导热性低。
这些属性意味着钛金属在加工过程中会产生较高和较集中的切削力。
它容易产生振动而导致切削时出现震颤;并且,它在切削时还容易与切削刀具材料发生反应,从而加剧月牙洼磨损。
此外,它的导热性差,由于热主要集中在切削区,因此加工钛金属的刀具必须具备高热硬度。
稳定性是成功的关键所在某些机加工车间发现钛金属难以有效加工,但这种观点并不代表现代加工方法和刀具的发展趋势。
之所以困难,部分是因为钛金属加工是新兴工艺,缺少可借鉴的经验。
此外,困难通常与期望值及操作者的经验相关,特别是有些人已经习惯了铸铁或低合金钢等材料的加工方式,这些材料的加工要求一般很低。
相比之下,加工钛金属似乎更困难些,因为加工时不能采用同样的刀具和相同的速率,并且刀具的寿命也不同。
即便与某些不锈钢相比,钛金属加工的难度也仍然要高。
我们固然可以说,加工钛金属必须采取不同的切削速度和进给量以及一定的预防措施。
其实与大多数材料相比,钛金属也是一种完全可直接加工的材料。
钛合金铣削中的刀具磨损及对策

・
乃兵 ・
栏且主持 王天谌
中国船舶重工集团 7 3 2 研究所 ( 江苏扬州 25 0 ) 王 华 龙 洪 斌 20 1
钛 合 金 具 有 高 比 强 度 、 高 韧 性 、无 低 温 脆 性 、 齿 上 受 热 软 化 了 的 切 屑 也 就 冷 却 下 来 ,于 是 又 恢 复 第 耐 海 水 和 酸 碱 腐 蚀 、焊 接 性 能 好 等 诸 多 优 点 ,在 航 原 来 的强 度 。 当 下 一 次 ( 二 转 )这 个 刀 齿 在 切 入 空 、舰 船 设 备 方 面 得 到 越 来 越 广 泛 的 应 用 。但 是 , 工 件 时 ,这 个 强 度 很 高 的 粘 在 刀 齿 上 的 切 屑 就 被 硬 钛 合 金 具 有 变 形 系 数 小 、刀 尖 应 力 大 、 切 削 温 度 材 料 碰 掉 。 在 它 被 碰 掉 时 ,就 会 因 与 刀 齿 粘 附 得 很
切屑由厚变薄在顺铣时总是薄的一边最后离开刀齿切屑容易折断而且惯性力往往使切屑在冷却之前就和刀齿脱离因而切屑由于粘附而夺取刀齿工作面的分子就少刀具寿命自然就会提高了根据我们的加另外可以采用不对称的立铣方法加工钛合金刀具寿命可提高23切削的深度由大变小倍
维普资讯
特 高 、化 学 活 性 高 、粘 结 磨 损 及 扩 散 磨 损 较 突 出 、 弹 紧 而 夺 取 刀 具 工 作 面 上 的 金 属 分 子 质 点 ( 别 是 硬 , 剥 , 性 恢 复 大 、化 学 亲 和性 高 等 切 削 特 点 ,因 此 在 切 削 质 合 金 刀 具 ) 引 起 刀 具 工 作 表 面 的 “,在 高 温 的 切 削 热 作 用 下 ,粘 在
1 .刀 具 磨 损 的 原 因 和 机 理 粗 糙 不 平 , 当这 带 有 粗 糙 不 平 的表 面 第 二 次 切 入 工 停 在 钛 合 金 的机 械 加 工 过 程 中 ,钛 合 金 的铣 削 尤 件 时 ,就 会 使 切 屑 在 工作 面 上 流 动 困 难 ,产 生 “ 、“ 为 困难 。主 要 问 题 是 切 削 区域 容 易 与 钛 发 生 粘 结 , 滞 ” 集 屑 ” 现 象 ,长 成 刀 瘤 ,就 无 法 进 行 下 一 次 刀 ,而 在 刀 齿 易 崩 刃 ,刀 具 耐 用 度 低 。在 加 工 时 ,铣 刀 是 进 切 削 ,所 以 在 断续 切 削 时 容 易 产 生 “ 瘤 ” 行 间 断 加 工 ,铣 刀 的 每 个 刀 齿 在 铣 削 一 转 中 只有 一 连 续 切 削 时 不 容 易 出现 刀 瘤 。在 铣 削 钛 合 金 时 为 了 段作 铣 削 工 作 ,而其 余 的过 程 中 切 屑 都 粘 附在 刀 齿 减 少 刀 具 这 种 剥 脱 磨 损 及 崩 刀 、 集 瘤 等 现 象 ,可 以
钛合金零件切削用量与刀具参数的选择---中华工具网

钛合金零件切削用量与刀具参数的选择- 中华工具网钛合金零件切削用量与刀具参数的选择 主要加工方法钛合金零件的加工余量比较大,有的部位很薄(2~3mm),主要配合表面的尺寸精度、形位公差又较严,因此每项结构件都必须按粗加工→半精加工→精加工的顺序分阶段安排工序。
主要表面分阶段反复加工,减少表面残余应力,防止变形,最后达到设计图的要求。
其主要的加工方法有铣削、车削、磨削、钻削、铰削、攻丝等。
铣削用量及刀具的选择钛合金结构件中大量应用铣削加工,如零件内外型面。
刀具应选择具有高硬度、高抗弯强度和韧性、耐磨性好、热硬性好、工艺性好、散热性好的材料,主要为高速钢W6Mo5Cr4V2Al、W2Mo9Cr4VCo5(M42)和硬质合金YG8、K3O、Y330。
刀具几何参数应以保证刀具强度高、刚性好、锋利为原则,细长比不能过大,并分粗、精加工两种,加工时最好采用顺铣。
铣削刀具参数见表1,常规加工铣削用量见表2。
铣削时必须注入充足的水溶性油质切削液来降低刀具和工件的温度,切削液流量应不小于5L/min,以延长刀具的使用寿命。
在上述常规加工的基础上,为进一步提高铣削加工效率,我们在强力铣加工中心机床上进行了高效铣削试验,获得了较理想的切削用量、刀具和切削液,铣削用量数据见表3。
通过高效铣削与常规对比可以看出,高效铣削加工比常规加工效率提高了2~4倍,零件表面质量也得到较大的提高,加工周期大大缩短,制造成本相应降低。
车削用量及刀具的选择在刀具、切削用量、切削液选择合理的情况下,钛合金车削并不困难,与加工合金钢接近。
但车削钛合金表面氧化皮较为困难,一般在加工前用酸洗方法去掉表面薄层氧化皮,然后车削剩余的氧化皮,车削时切削深度应超过氧化皮深度1~5倍,走刀量可加大,但切削速度应降低。
刀具材料应选择YG类硬质合金材料。
刀具几何参数选择:前角g0=4°~8°,后角a0=12°~18°,主偏角Ø45°~75°,刃倾角l=0°,刀尖圆弧半径r=0.5~1.5mm。
钛合金高效铣削技术

钛合金高效铣削技术钛合金零件的铣削同其它难加工材料的相同之处是,会由于切削速度很小的提高而导致刀具切削刃的较快磨损。
不同之处在于,由于钛合金的强度高、粘性大,切削中更容易在切削区产生和积聚热量,加之导热性差,在大切除量的铣削时,有引起燃烧的危险。
这就是铣削钛合金零件,一定不能选择高切削速度的原因。
但是,钛合金零件加工的速度还是可以提高的。
即切削速度保持不变时,通过提高金属去除率的方法提高零件加工速度。
实现这一目标不包括使用更大功率或高档机床,而是配备能够充分发挥现有机床切削功能的刀具,它同时还能够对机床的某些不足,如刚性差等进行补偿。
Kennametal公司便是一家专注于钛合金铣削工艺试验研究的著名刀具制造商。
公司里有一位曾经接待过许多咨询钛合金铣削技术用户的技术顾问、铣削产品经理Brian Hoefler先生。
本文重点介绍了他在钛合金铣削方面的丰富经验。
为什么钛合金的铣削会引起人们的特别关注呢?至少有两个原因,第一,钛合金主要用于高档零件,不仅用于制造飞机机身和发动机零件,而且用于制造医疗器械中的许多零件。
特别对于某些壮大中的美国制造企业,必须向高档产品转移,会经常遇到钛合金零件铣削的技术难题。
另一个原因是,不是每一个车间都可以实现高进给速度加工,所以钛合金铣削中在材料难以加工,或加工过程中切削速度不高时,通过什么途径才能达到高效率加工成了急待解决的问题,引起制造商的高度重视。
在切削速度受到限制时,选用插铣进行零件粗加工是一个能显著提高金属去除率的最有效方法。
用插铣法粗加工,铣刀沿Z 轴方向进刀。
显示在左图中的刀具都可使用这种方法。
这种方法不只是能保证更多的切削刃同时切削,而且同时能极好地发挥高刚性机床高效率加工的优点。
用插铣法粗加工CAM的实例,是Mastercam/CNC软件的一大优势使用高韧性刀具切削刀具材料的正确选择将是实现钛合金高效铣削加工的第一个重要问题,Hoefler先生说。
硬质合金刀具可以是一种正确的选择,而且机加车间经常习惯于把硬质合金当作最好的切削刀具材料,尤其在几乎所有的困难加工中,通常都选择硬质合金。
钛合金材料及其加工刀具参数选择
5 mm。
3
削 TC
根据 进 给 量 的 大 小 确 定 切 削 深 度 和 切 削
4 时,
速度,
见表 2,
表内个参数值均是工作中的经验值。
钛合金的切削用量
3.
1
3.
2
车削
用硬质合金 YG8 车 刀 加 工 表 面 被 氧 化 形 成 硬
膜的钛合金毛坯 件 时,粗 加 工 时,切 削 速 度、切 削 深
°~1
0
°,丝 锥
后角适宜选择为 6
°~1
2
°,校 正 齿 型 面 铲 后 角 1
°,锥
收稿日期:
2022-02-15
作者简介:孙敏(
1984—),女,讲师,硕士,主要从事机械方面的教学工作。
· 110 ·
Copyright©博看网. All Rights Reserved.
孙敏 · 钛合金材料及其加工刀具参数选择
1.
5~3
20~24
7~14
8~5
11~22
7~14
0.
08~0.
10
0.
10~0.
13
0.
10~0.
13
0.
06~0.
08
0.
07~0.
1
≤0.
6D
1.
5~6
钛合金工件进行攻丝时,
最 适 合 采 用 跳 牙 丝 锥,
0.
1
44
3
0.
2
30
0.
3
26
精铣
切削速度
/mm
每齿
进给量
/mm
轴向切深
/mm
30~45
动等现象。这样就 是 刀 具 后 刀 面 过 度 损 耗,同 时 刀
硬质合金球头铣刀加工钛合金的切削参数

硬质合金球头铣刀加工钛合金的切削参数1. 硬质合金球头铣刀简介硬质合金球头铣刀是一种常用于钢材、铸造件和不锈钢等材料的切削工具。
它由硬质合金材料制成,具有高硬度、耐磨性和抗冲击性能。
球头设计使其能够在曲线表面进行加工,适用于复杂形状的零件加工。
2. 钛合金的特性钛合金是一种轻量化高强度材料,具有优异的耐腐蚀性、高温性能和生物相容性。
它广泛应用于航空航天、医疗器械和汽车等领域。
然而,由于其低导热性和高化学活性,加工难度较大。
3. 硬质合金球头铣刀加工钛合金的挑战加工钛合金时,需要面对以下挑战: - 钛合金具有较低的导热系数,容易引起局部过热。
- 钛合金易产生严重的切削力和摩擦,导致刀具磨损严重。
- 钛合金化学活性高,易与切削液发生反应,影响切削润滑效果。
4. 切削参数的选择为了克服上述挑战,需要选择合适的切削参数。
以下是一些常用的切削参数及其影响:4.1 切削速度切削速度是指单位时间内工件表面被铣削的长度。
对于硬质合金球头铣刀加工钛合金,较高的切削速度有助于减少局部过热和延长刀具寿命。
然而,过高的切削速度可能导致表面粗糙度增加和材料变形。
因此,需要根据具体情况选择适当的切削速度。
4.2 进给量进给量是指单位时间内工件相对于球头铣刀的移动距离。
适当的进给量能够控制加工表面质量和加工效率。
对于硬质合金球头铣刀加工钛合金,较小的进给量可以减小摩擦力和热量积聚,提高表面质量。
然而,过小的进给量会降低加工效率。
因此,需要综合考虑加工要求和切削润滑效果选择适当的进给量。
4.3 切削深度切削深度是指球头铣刀在一次切削中所铣削的最大深度。
较小的切削深度有助于减小切削力和热量积聚,提高表面质量。
然而,过小的切削深度会降低加工效率。
对于硬质合金球头铣刀加工钛合金,需要根据具体情况选择适当的切削深度。
4.4 冷却润滑钛合金易产生严重的摩擦和高温,因此冷却润滑非常重要。
常用的冷却润滑方式包括干式加工、气体冷却和液体冷却等。
钛合金加工技术,刀具材料

奥地利的硬质合金制造企业Ceratizit与世界领先的航空、航天企业共同开发了一种适合钛合金切削特殊要求的Maximill211-20铣刀(见图2)。经严酷条件下的切削试验表明,该铣刀加工钛的切削速度大约60m/min,同时寿命提高20%~100%,部分可达到200%。大而稳固的刀片在切深至19mm时还能稳定地铣削,可转位刀片是专门为加工钛、超级合金和耐热钢等难加工材料而设计的,刀片镀以CTC5240超级镀层,确保其抗高热的能力,光滑的表面使切屑很容易滑落,并保护基体免受磨损和腐蚀。由于缩短了加工时间,提高了加工过程的可靠性,Maximill21-20铣刀可节省加工成本,其突出的效率特性不仅使航空工业受益,在能源、涡轮机制造、油气输送和化学工业等部门在加工超级合金、钛合金、耐热钢等难加工材料时,Maximill2-20铣刀也能得到卓有成效的应用。
图2适合钛加工的Maximill211-20铣刀
德国瓦尔特(Walter)公司首次按PVD法在刀具材料上沉积氧化铝硬镀层,即所谓PVD-Tiger刀具(虎牌刀具),期间还产生了用于完全铣削和车削的可转位刀片。这种刀片韧性极好,同时氧化铝镀层硬度高,耐热性好且耐磨性,特别适合加工钛合金、铟康镍基合金、钴基合金等耐高温的材料。瓦尔特的标牌为Ti40的VHM铣刀是加工钛合金的基本刀具。一种新硬质合金基体,新的AIGrN镀层和优化的微几何结构,使铣刀的切削率可以接近极限值。德国瓦尔特公司的各种加工钛合金的螺纹铣刀也是其中一部分。
机床具有大功率切削功能,德国Heller公司有针对性地设计、不知机床结构和坐
标轴结构,并配用了刚度极好的强力切削摆动单元安装刀具主轴,使机床在垂直、水平和空间任意角度都能产生同样的切削功率。
一句话,加工钛金属的机床要求大功率、高刚度、配有大流量高压冷却装置,并且还要接近性好。
刀具的发展提升了钛合金铣削的性能

4 6
参磊 工 冷 加 工
u t t i n g
。 . 。
I 刀 具
制 的锋 利 刀 片具 有 切 削 动 作 轻 、吃 刀 充 足 、功 率 要 求低 以及 高 进 给率 的 优 点 。此 外 ,专 为 钛 合 金 径 向
铣削 而优 化 的槽 型 ,还 有 助 于 延 长 刀 具 的寿 命 。这
的决 定 因素 。可 转 位 刀 具 去 除 材 料 的效 率 最 高 ,现
在 已经被 看 作 是 粗 加 T 的 首选 ,在 大 而平 的 表 面 的 精 加T 中 。它也 是无 可 口 亡 敌 的 。整 体 硬 质 合 金 刀 具 广泛 应 用于 半 精 加 T和 精 加 TT 序 ,当 对 于 可 转 位 刀 片 刀具 来 说 半 径 、型 腔及 槽 的 尺寸 过 小 时 ,整 体 硬 质合 金 刀具 也 是理想 的解 决方 案 。
的解 决方 案 ,从 而 取 代 大 量 的 现 有 硬 质 合 金 刀 具 ,
甚至 可用 于中等 和大 尺寸 刀具 。
钛 合金 加工 ) 的研 发 重 点 在 于 拥 有 创 新性 的 刀 片设 计 。刀片能 够 精 确 定 位 并 同定 锁 紧 ,可 确 保 高金 属
2 .径向铣削飞机机身
合, 组 合成 了可实现 色加 T性能 的可转位长刃刀具。
对于 钛合 金 铣 削 来 说 ,切 削 刀 片 的稳 定 夹持 是
至 关重要 的 , 即使 是 在 粗 加 巾 ,切 削 刀 片 的任 何
移 动都会 导 致 不 均匀 磨 损 ,并 使 切 削 刃处 于 危 险 之 巾。轻微 的磨 损 迹 象 会 在钛 合金 切 削 过 程 中 使 切 削 刃变 钝 ,从而 加 快 磨 损 并 导 致 刀 具 破 损 。 对 于 一 排 紧密 固定 的连 续刀 片 来说 ,刀 片的 轴 向支 撑 特 别难 ,
减振铣刀切削钛合金TB6_颤振和切削力分析

第51卷第2期2020年2月中南大学学报(自然科学版)Journal of Central South University(Science and Technology)V ol.51No.2Feb.2020减振铣刀切削钛合金TB6颤振和切削力分析刘建永,乔立红,陈五一(北京航空航天大学机械工程及自动化学院,北京,100191)摘要:为研究减振铣刀(变螺旋角和变齿距铣刀)在切削钛合金TB6过程中的颤振和切削力,采用变螺旋角、变齿距和标准铣刀切削钛合金TB6,比较不同的切削速度和磨损量下3种铣刀的颤振和切削力特性;分析在磨损量分别为0.1,0.2和0.3mm时3种铣刀的颤振和切削力随切削速度的变化,研究切削速度对颤振和切削力的影响;分析切削速度分别在25,30和35m/min时3种铣刀的颤振和切削力随磨损量的变化,研究铣刀磨损对颤振和切削力的影响;分析在相同的切削速度和磨损量下3种铣刀的颤振和切削力,研究刀具几何结构对颤振和切削力的影响。
研究结果表明:3种铣刀在切削过程中都没有发生明显的共振,随着切削速度和刀具磨损量增加,3种铣刀的颤振和切削力均呈增大趋势;刀具几何结构对于颤振的影响显著,相对于标准铣刀,改变螺旋角和齿距可以有效减小颤振;刀具几何结构对切削力的影响不明显,3种不同几何结构铣刀在不同切削速度和磨损量下的切削力规律不一致。
关键词:变螺旋角;变齿距;颤振;切削力;刀具磨损中图分类号:TG506.7文献标志码:A文章编号:1672-7207(2020)02-0349-10Chatter and cutting forces analysis in machining of titanium alloyTB6with vibration−free milling cuttersLIU Jianyong,QIAO Lihong,CHEN Wuyi(School of Mechanical Engineering and Automation,BeiHang University,Beijing100191,China)Abstract:In order to study the chatter and cutting forces of vibration−free milling cutters(variable helix and variable pitch milling cutters)in cutting titanium alloy TB6,titanium alloy TB6was machined with variable helix, variable pitch and standard milling cutters.The chatter and cutting force characteristics of the three types of milling cutter were studied by comparing those of the milling cutters at different cutting speeds and tool wears.The influence of cutting speed on the chatter and cutting force of the three types of milling cutters was studied by analyzing the changing of chatter and cutting force with cutting speed when the wear amount was0.1,0.2and0.3 mm.The effect of tool wear on the chatter and cutting force of the three types of milling cutters was studied by analyzing the changing of chatter and cutting force with tool wear when the cutting speed was25,30and35m/min.The influence of tool geometric structure on chatter and cutting forces was studied by analyzing the chatter and cutting forces of the three types of milling cutters at the same cutting speed and wear amount.The results show DOI:10.11817/j.issn.1672-7207.2020.02.009收稿日期:2019−04−11;修回日期:2019−07−21基金项目(Foundation item):国家自然科学基金资助项目(51575029)(Project(51575029)supported by the National Natural Science Foundation of China)通信作者:乔立红,博士,教授,从事数字化制造、智能制造等研究;E-mail:***************.cn第51卷中南大学学报(自然科学版)that there is no obvious resonance in cutting process with the three types of milling cutters.The chatter and cutting forces of the three types of milling cutters increase with the increase of cutting speed and tool wear.The influenceof tool geometric structure on the chatter is pared with the standard milling cutter,the change of helix angle and pitch effectively reduces the chatter.The effect of tool geometric structure on the cutting force isnot obvious,and the variation trend of cutting force of the three types of milling cutters is different at different cutting speeds and wears.Key words:variable helix angle;variable pitch;chatter;cutting force;tool wear钛合金具有强度高、韧性高和耐腐蚀性强等优良特性,在航空航天、医疗器械和汽车工业等领域得到了广泛应用[1],但是,钛合金热导率低,弹性模量小,化学活性高等导致其可加工性差,这些不利因素会导致切削温度高、切削力大和变形系数小,影响零件加工质量[2]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加工钛合金铣刀钛合金专用铣刀
钛合金专用铣刀钛合金专用铣刀三刃铣刀四刃铣刀球头铣刀四刃平头铣刀,圆鼻铣刀,钨钢合金铣刀,钛合金专用铣刀三刃铣刀,四刃铣刀钛合金铣刀,关键要锋利.前刀面的光洁度要好.而且刀子又要刚性好塑性优.这就决定了钛合金专用铣刀必须要用韧性优硬度高的硬质合即钨钢合金,并且要更优良的涂层。
另外更精准的刃磨不可缺少,刀具稳定性好,刀具的同心度高,才可以对付比较难切削的钛合金,开粗要用开粗的铣刀,精修要用精密精修刀具,使用最广泛的钛合金是Ti-6Al-4V(TC4),Ti-5Al-2.5Sn(TA7)和工业纯钛(TA1、TA2和TA3)
钛合金具有强度高而密度又小,机械性能好,韧性和抗蚀性能很好。
另外,钛合金的工艺性能差,切削加工困难,在热加工中,非常容易吸收氢氧氮碳等杂质。
还有抗磨性差,生产工艺复杂。
钛的工业化生产是1948年开始的。
航空工业发展的需要,使钛工业以平均每年约8%的增长速度发展。
目前世界钛合金加工材年产量已达4万余吨,钛合金牌号近30种。
东莞市立浩五金科技有限公司对这一专用铣刀比较有优势。
欢迎咨询
在切削钛合金的过程中,应注意的事项有:切削加工钛合金应从降低切削温度和减少粘结两方面出发,选用红硬性好、抗弯强度高、导热性能好、与钛合金亲和性差的刀具材料,MG类硬质合金即钨钢比较合适。
由于高速钢的耐热性差,因此应尽量采用硬质合金即钨钢合金制作的刀具。
(1)由于钛合金的弹性模量小,工件在加工中的夹紧变形和受力变形大,会降低工件的加工精度;工件安装时夹紧力不宜过大,必要时可增加辅助支承。
(2)如果使用含氢的切削液,切削过程中在高温下将分解释放出氢气,被钛吸收引起氢脆;也可能引起钛合金高温应力腐蚀开裂。
(3)切削液中的氯化物使用时还可能分解或挥发有毒气体,使用时宜采取安全防护措施,否则不应使用;切削后应及时用不含氯的清洗剂彻底清洗零件,清除含氯残留物。
(4)禁止使用铅或锌基合金制作的工、夹具与钛合金接触,铜、锡、镉及其合金也同样禁止使用。
(5)与钛合金接触的所有工、夹具或其他装置都必须洁净;经清洗过的钛合金零件,要防止油脂或指印污染,否则以后可能造成盐(氯化钠)的应力腐蚀。
(6)一般情况下切削加工钛合金时,没有发火危险,只有在微量切削时,切下的细小切屑才有发火燃烧现象。
为了避免火灾,除大量浇注切削液之外,还应防止切屑在机床上堆积,刀具用钝后立即进行更换,或降低切削速度,加大进给量以加大切屑厚度。
若一旦着火,应采用
滑石粉、石灰石粉末、干砂等灭火器材进行扑灭,严禁使用四氯化碳、二氧化碳灭火器,也不能浇水,因为水能加速燃烧,甚至导致氢爆炸。