ISO 25178-2-2012参数说明
耐中性盐雾性能的测试中文
van Laar-划痕雕刻 Clemen-划痕雕刻对于第二段引用的国际标准所对应的德国标准如下:ISO 1512 见 DIN EN ISO 15528ISO 1513 见 DIN EN ISO 1513ISO 1514 见DIN EN ISO 1514ISO 2808 见DIN ISO 2808ISO 3270 见 DIN ISO 23270ISO 3574 见 DIN 1623-1ISO 3696 见 DIN ISO 3696ISO 4628-1 见 DIN 53230,E DIN ISO 4823-1大众集团 按照DIN说明进行复制ISO 4628-2 见DIN 53209,E DIN ISO 4823-2ISO 4628-3 见DIN 53210,E DIN ISO 4823-3ISO 4628-4 见DIN ISO 4628-4,E DIN ISO 4823-4ISO 4628-4 见DIN ISO 4628-5,E DIN ISO 4823-5修改相对于DIN 53167:1985-12对如下内容进行了修改:等效采用国际标准ISO 7253:1996的规定。
无本质性的变动,因为以前的版本标准DIN 53167:1985-12对测试的描述在内容上与国际标准ISO 7253一致。
ISO 4628-8应采纳DIN 53176:1985-12对样板评价的描述,并计划作为欧洲标准(DIN EN ISO 4628-8)采用。
以前的版本DIN 53167:1972-08,1985-12国家的附录(NA)(资料性附录)国家之间的附录的文献指示DIN 53209,涂层气泡度的标志DIN 53210,涂层或类似的涂覆层的生锈标志DIN 53230,涂料和类似的涂覆层材料的检验——检验的分析结果鉴定系统DIN EN 10130 用于冷变型的低碳钢冷轧板——交货技术条件DIN EN 23270,清漆和色漆以及它们的材料——预处理和试验用的温度和湿度(ISO 3270:1984);德语版本EN 23270:1991DIN EN ISO 1513,清漆和色漆——用于进一步测试的取样的预测试和准备(ISO 1513:1992);德语版本EN ISO 1513:1994。
电动汽车锁止机构分类、快速更换电池箱锁止机构

附录AA.1 锁止机构分类a) 螺纹锁止通过多个螺栓把电池箱与车身进行固定的锁止机构b) 锁销锁止通过锁销锁止方式把电池箱与车身进行固定的锁止机构c) 旋转锁止通过旋转锁止方式把电池箱与车身进行固定的锁止机构d) 翻转锁止通过翻转锁止方式把电池箱与车身进行固定的锁止机构e) 顶压锁止通过顶压锁止方式把电池箱与车身进行固定的锁止机构f) 错齿锁止通过错齿锁止方式把电池箱与车身进行固定的锁止机构g) 插销锁止通过插销锁止方式把电池箱与车身进行固定的锁止机构h) 推拉锁止通过推拉锁止方式把电池箱与车身进行固定的锁止机构i) ……(待补充)A.2 技术要求A.2.1 乘用车A.2.1.1 螺纹连接技术要求A.2.1.1.1 螺栓机械和物理性能螺栓的机械性能在室温下需符合 ISO 898-1:2013 7 表3~表7全部的机械和物理性能要求。
A.2.1.1.2 螺母机械性能螺母的机械性能在室温下需符合 ISO 898-2:2012 7 表4~表7 全部的机械性能要求。
A.2.1.2 其他连接形式技术要求(待补充)A.2.2 商用车……(待补充)A.3 试验方法A.3.1 乘用车A.3.1.1 螺纹连接试验方法A.3.1.1.1 螺栓机械和物理性能螺栓的机械和物理性能试验按照 ISO 898-1:2013 9 中规定的试验方法进行试验。
A.3.1.1.2 螺母机械性能螺母的机械性能试验按照 ISO 898-2:2012 9 中规定的试验方法进行试验。
A.3.1.2 其他连接形式试验方法(待补充)A.3.2 商用车……(待补充)A.4 试验项目表表A.1 试验项目表附录B(资料性附录)电动汽车快速更换电池箱锁止机构本附录推荐了适用于电动汽车快速更换电池箱的锁止机构,图B.1列出了锁止机构的螺纹连接形式。
结构如图B.1所示。
说明:N1——锁止机构的螺栓;N2——锁止机构的螺母;N3——电动汽车的车身;N4——电池箱。
表面粗糙度的测量方法
Ra、Rp、RSm、Rpk Rz、RΔa、RΔq、Rpc RΔa、RΔq、Rzjis、Rp
Rzjis、Rz、RΔa、RΔq、Rlr
Rv、负载曲线、Rmr、Rvk、Rδc、Mr2、RA2 Ra、Rv、Rvk、Rpc Rz
Rzjis、Rz、RΔa、RΔq、Rlr RΔq、Rq、Ra
Rp、负载曲线、Rmr、Rpk、Rsk Rz、Rv、Rvk
相应产品
参数示例
电镀面、虹面加工、雕花加工、各种镜面钢板
RΔq、Rq、Ra、Rku
封装、阀、阀门、气缸 薄膜、缎纹面、雕花评估、滚花
轴 / 轴承、离合器、薄膜、阀 块规、印刷电路板、
黏着面涂层衬底、电镀衬底
齿轮、门窗、孔 印刷用纸 轴承、齿轮 模具
透镜、镜头、棱镜 轴、轴承、活塞环、导轨
粗钢筋、曲轴、螺栓
光干涉法
● 可通过亚纳米的高度分辨率 (0.1 nm)测量大视野(多角) ● 测量时间短。
非接触式
采用焦点移动的图像合成法
● 角度特性佳 ● 测量时间短
共焦法
● 可通过亚纳米的高度分辨率(0.1 nm)进行测量 ● 角度特性佳 ● 高对比度图像的扩大观察
短处
● 样品表面会因测量力而留下瑕疵 ● 无法测量具有粘着性的样品 ● 无法测量比触针尖端半径还小的沟槽
如果凹凸越大,则该部分的手感越粗糙,光线也会发生漫反射现象,呈现出粗 糙的质感。反之,如果凹凸极小,则手感就会非常光滑,也会呈现光泽。
在表面粗糙度的测量中,可对该程度的凹凸进行数值化。因此,可对产品的手 感、质感或功能性等进行数值管理,使品质稳定。
铝切削面 铝磨损面
表面放大 3D 图像
表面放大 3D 图像
在图纸或产品技术信息的要求事项中指示基准长度时,将截断值 λc 设为所指示的基准长度。
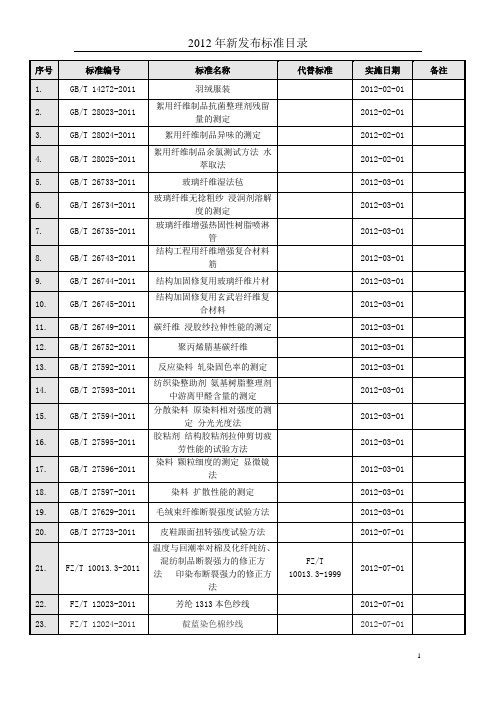
2012新发布纺织品标准
46.
FZ/T 42003-2011
筒装桑蚕绢丝
FZ/T 42003-1997
2012-07-01
47.
FZ/T 43020-2011
色织大提花桑蚕丝织物
2012-07-01
48.
FZ/T 43021-2011
柞蚕莨绸
2012-07-01
49.
FZ/T 43007-2011
丝织被面
60.
FZ/T 54042-2011
导电涤纶牵伸丝
2012-07-01
61.
FZ/T 54043-2011
缝纫线用涤纶长丝
2012-07-01
62.
FZ/T 54044-2011
锦纶6工业长丝
2012-07-01
63.
FZ/T 63003-2011
棉工艺绣花绞线
FZ/T 63003-1993
2012-07-01
2012-09-01
80.
GB/T 28189-2011
纺织品多环芳烃的测定
2012-09-01
81.
GB/T 28190-2011
纺织品富马酸二甲酯的测定
2012-09-01
82.
GB/T 17592-2011
纺织品禁用偶氮染料的测定
GB/T17592-2006
2012-09-01
76.
FZ/T 73042-2011
针织围巾、披肩
2012-07-01
77.
FZ/T 81008-2011
茄克衫
FZ/T 81008-2004
2012-07-01
78.
GB/T 27754-2011
ISO 25178 表面粗糙度
Represent texture Insensitive in differentiating peaks,
Height parameters
Ssk: skewness Sku: kurtosis
Ssk = -0.271 & Sku = 2.809 Metal
TIPS
•
•
Involve higher powers of the
•
Represent texture
Height parameters
Sa: arithmetical mean height Sq: root mean square height
TIPS
Sa = 0.643 µm and Sq = 0.904 µm ABS & “ABS inverted”
• •
• ISO 25178 • Surface characterization • Operators • Surface texture parameters • Optimization
20 ’
Optimization
What parameters do characterize my surface?
Hybrid parameters
Sdq: root mean square surface slope Sdr: developed interfacial area ratio
Sdq = 0.508 º/µm & Sdr = 9.269 % Solar plate
•
Affected both by texture amplitude and spacing
Iterative process
1. 2. 3. 4.
全自动变焦测量技术--三维表面测量的先进方法

全自动变焦测量技术--三维表面测量的先进方法北京东方德菲仪器有限公司奥地利Alicona公司随着科学技术和工业生产的迅速发展,表面科学及表面检测越来越多的被人们关注和重视。
奥地利Alicona公司生产的自动变焦三维表面测量仪采用新型的自动变焦技术,是一款非接触式光学表面测量仪。
具有精度高,测量面积大,速度快,不损坏样品表面等特点,尤其适合测量结构复杂或表面粗糙度较高的样品。
在国外已广泛应用于刀具模具制造、汽车制造、航天航空、造纸、材料科学、摩擦、电子制造、医学、刑侦等领域。
本文将对全自动变焦技术的原理、测量特点、相关应用进行介绍。
1.全自动变焦测量技术的原理全自动变焦测量技术的工作原理是光学小景深测量与精密垂直扫描相结合。
光源所发出的光线经过共轴的分光棱镜和物镜,聚焦照射到样品表面上并发生反射,所反射光学信号经由分光棱镜被信号传感器接收,如图1所示。
通过连续的自动的垂直扫描技术以及先进的图像运算处理技术,获得样品完整的表面三维形貌。
Alicona公司全自动变焦测量技术已被国际ISO列入最新的表面三维形貌测量技术。
图1 全自动变焦测量技术原理图2.全自动变焦测量技术的特点(1) 能够同时测量形貌和粗糙度Alicona自动变焦三维表面测量仪能够在选定的测量区域手动测量半径、角度、台阶高度、距离等参数。
并同时得到精糙度参数(Ra, Rq, Rz)等。
(2)能够精确测量超过80°的陡峭斜面常规的测量技术由于测量原理的限制,对于陡峭斜面的测量都比较困难,而陡峭斜面的准确测量又恰恰是很多领域所需要的,如刀具模具制造行业。
应用全自动变焦测量技术对斜面超过80°的工件仍能快速而准确的测量。
图2所示是使用全自动变焦技术对钻头表面三维形貌的测量。
图2 陡峭斜面测量实例-钻头的三维表面形貌测量(3)大面积的表面纹理测量传统的接触式测量只能测量线轮廓的粗糙度,与此相比,Alicona公司自动变焦三维表面测量仪可以测量整个表面的面粗糙度参数(Sa, Sq, Sz, Ssk……),测量符合最新的EN ISO 25178标准。
食品级硅胶鸭嘴阀的规格要求
食品级硅胶鸭嘴阀的规格要求
食品级硅胶鸭嘴阀的规格和要求通常会根据相关的食品级硅橡胶材料标准和食品级阀门的标准来确定。
以下是一些可能的相关标准:
1. FDA食品级硅橡胶材料标准:FDA是美国食品药品监督管理局的简称,其对于食品级硅橡胶的材料标准有着严格的要求。
例如,FDA 21 CFR 177.2600对于食品级硅橡胶的材料标准和测试方法有着详细的规定。
2. ISO 10321-1:这是一个国际标准化组织(ISO)的标准,名为“硅橡胶混炼胶——规范和命名”。
这个标准规定了硅橡胶混炼胶的规范和命名。
3. EN 1298-1:这是欧洲标准(EN)的一个标准,名为“硅酮橡胶混炼胶——规范和命名”。
这个标准规定了硅酮橡胶混炼胶的规范和命名。
4. 食品级阀门标准:例如,ANSICFWB-1-2015“不锈钢阀门”和ANSIPipe Valves and Fittings, Stainless and Heat-Resisting Steels, Wrought and Cast, Class I, Groups A and B, Standard No. 1的要求。
以上这些标准对于食品级硅胶鸭嘴阀的规格和要求有着重要的影响。
例如,这些标准规定了食品级硅胶鸭嘴阀的材料、性能、测试方法、标识等要求。
HJ 2512-2012 环境标志产品技术要求 打印机、传真机及多功能一体机
中华人民共和国国家环境保护标准HJ 2512-2012环境标志产品技术要求打印机、传真机及多功能一体机 Technical requirement for environmental labeling productsPrinters, Fax machines, Multifunction devices本电子版为发布稿。
请以中国环境科学出版社出版的正式标准文本为准。
2012-03-30 发布 2012-06-01 实施 环境保护部发布目次前言 (3)1 适用范围 (4)2 规范性引用文件 (4)3 术语和定义 (4)4 基本要求 (5)5 技术内容 (5)6 检验方法 (9)附录A (规范性附录)“产品环境设计”要求 (10)附录B (规范性附录)塑料零件中禁用的邻苯二甲酸酯 (13)附录C (规范性附录)限制使用的多环芳烃(PAHs) (14)附录D (资料性附录)二氧化碳排放量计算方法 (24)附录E (规范性附录) TVOC、苯和苯乙烯的检验程序 (15)附录F (规范性附录)臭氧的检验程序 (19)附录G (规范性附录)粉尘的检验程序 (21)前 言为贯彻《中华人民共和国环境保护法》,减少打印机、传真机及多功能一体机产品在生产和使用过程中对环境和人体健康影响,保护环境,制定本标准。
本标准对打印机、传真机及多功能一体机产品能耗、噪声、有毒有害物质限量、环境设计、生产过程、回收与再利用和说明书等提出了要求。
本标准参照德国环境标志基础授予标准(Basic Criteria for Award of the Environmental Label)《附带打印功能的办公设备(打印机、复印机、多功能设备)》(Office Equipment with Printing Function(Printers, Copiers, Multifunction Devices))(RAL-UZ 122, 2009),及日本环境协会环境标志事务局“生态标志种类NO.122”《打印机 Version2.2 2010》对《环境标志产品认证技术要求 打印机、传真机及多功能一体机》(HJ/T 302-2006)进行了修订。
安全气帘评估规范

安全气帘评估规范
安全气帘评估规范是指对安全气帘进行评估和测试的一系列规定和要求。
以下是一些常见的安全气帘评估规范:
1. ISO 10218-2:这是一个国际标准,用于机器人和机器人系
统的安全性。
其中包含了评估和测试安全气帘的要求。
2. ANSI/UL 325:这是一个美国国家标准,用于自动门系统的
安全性。
其中包含了对安全气帘进行评估和测试的准则。
3. EN 12453:这是一个欧洲标准,用于自动门系统的安全性。
其中包含了对安全气帘进行评估和测试的规定。
4. GB/T 34141-2017:这是中国的国家标准,用于自动门控制
系统的安全性评估。
其中包含了对安全气帘进行评估和测试的要求。
这些规范通常包含了对安全气帘的工作原理、结构和性能的描述,以及对安全气帘进行评估和测试的方法和标准。
评估的内容可以包括安全气帘的触发灵敏度、触发时间、封堵能力等指标的测试和验证。
在进行安全气帘评估时,通常需要使用专业的测试设备和工具,如触发器、测试模型等。
评估的结果应当符合相关的规范和标准,并能够保证安全气帘能够在各种情况下正常工作,防止事故发生。
纺织 耐热 标准

纺织耐热标准
纺织耐热标准通常指纺织品在高温环境下的性能要求和测试方法。
具体的耐热标准根据不同类型的纺织品而变化,以下是一些常见的纺织耐热标准:
1. 火焰耐烧性标准:
- ISO 15025:纺织品燃烧特性的评估方法
- ASTM D6413:阻燃性材料的垂直燃烧性能标准
2. 高温稳定性标准:
- ISO 10528:纺织品在高温下的热收缩性能评估方法
- ASTM D1776:纺织品在高温下的热变形性能测试标准
3. 高温阻燃标准:
- NFPA 2112:工业阻燃服装的防护性能标准
- EN ISO 11612:保护用户免受火灾和类似危险的标准化服装的阻燃性能评估
需要根据具体的纺织产品使用环境和要求选择适用的耐热标准进行测试和评估。
ABS的3D打印制品表面质量研究

第35卷第6期2021年6月中国塑料CHINA PLASTICSVol.35,No.6Jun.,2021 ABS的3D打印制品表面质量研究孟浩,袁美霞∗,华明(北京建筑大学机电与车辆工程学院,北京100044)摘要:采用熔融沉积成型(FDM)三维(3D)打印技术成形丁二烯‑丙烯腈‑苯乙烯共聚物(ABS)制件,探究喷嘴挤出温度及层高变化对制件表面质量的影响。
针对不同的挤出温度、层高等打印工艺参数,制备形状、尺寸一致的多组制件,使用形状测量激光显微镜对制件的表面形貌数据进行了采集并对分析,得出了算术平均高度(S a)、最大高度(S z)、表面性状的高度比(S tr)等表面质量关键参数随挤出温度变化以及层高的变化趋势,使用三坐标测量仪对其平面度进行了测量及分析,得出了平面度误差随挤出温度变化以及层高的变化趋势,揭示了温度、层高等FDM工艺参数对ABS打印制件表面质量的影响规律。
结果表明,挤出温度和层高对制件的表面成型及表面质量有着重要影响。
在其他条件不变的情况下,挤出温度为230~240℃时通过FDM工艺得到的制件表面粗糙度最好,210℃时平面度最好;层高越小制件表面粗糙度越好,层高越大制件平面度更小。
关键词:三维打印;熔融沉积成型技术;丙烯腈‑丁二烯‑苯乙烯共聚物;表面形貌中图分类号:TQ320.66文献标识码:B文章编号:1001‑9278(2021)06‑0074‑06DOI:10.19491/j.issn.1001‑9278.2021.06.012Study on Surface Quality of ABS3D Printing ProductsMENG Hao,YUAN Meixia∗,HUA Ming(School of Mechanical,Electronic and Vehicle Engineering,Beijing University of Civil Engineering and Architecture,Beijing100044,China)Abstract:The melt deposition molding(FDM)3D printing technology was used to form ABS parts of acrylonitrile(A)‑butadiene(B)‑styrene(S).The influence of nozzle extrusion temperature and layer height on the surface quality of theparts was investigated.According to the different extrusion temperature and layer height printing process parameters,multi groups of parts with the same shape and size were prepared.The surface morphology data of the parts were collect‑ed and analyzed by using the shape measurement laser microscope.The change trend of the surface parameters such asS a、S z、S tr,etc with the extrusion temperature and the layer height was obtained.The flatness was measured and analyzedby using three‑coordinate measuring instrument,and the variation trend of flatness error with extrusion temperature andlayer height was obtained.The influence of temperature and layer height FDM process parameters on the surface qualityof ABS printing parts was revealed The law of influence.The experimental results show that extrusion temperature andlayer height have an important influence on the surface forming and surface quality of the parts.Under the same other con‑ditions,the extrusion temperature of230~240℃makes the surface roughness of the products obtained by FDM processthe best,and the flatness is the best at210℃;the smaller the layer height,the better the surface roughness of the parts,and the larger the layer height,the smaller the flatness of the part.Key words:three‑dimensional printing;fused deposition modelling;acrylonitrile butadiene styrene copolymers;surfacetopography0前言3D打印技术属于增材制造(AM)技术,主要有FDM技术[1]、光固化成型技术(SLA)、选择性激光烧结成型技术(SLS)、选择性激光熔融成型技术(SLM)等。
矫形器产品技术审评规范(2012版)【模板】

矫形器产品技术审评规范(2012版)根据《医疗器械注册管理办法》(国家食品药品监督管理局令第16号)的要求并结合矫形器产品的特点,为规范该类产品的技术审评工作和指导该类产品的注册申报工作,特制定本规范。
一、适用范围本规范适用于《医疗器械分类目录》中6810的第I类矫形器产品,即上肢类矫形器、下肢类矫形器、脊柱类矫形器。
矫形器是指装配于人体四肢、躯干等部位的体外器具的总称,通过对肢体/躯干某个部位施加影响,达到保护、固定、代偿、矫正的目的。
产品分类见下表:二、技术审查要点(一)产品名称的要求矫形器的产品名称命名要求原则为:□□矫形器产品名称体现功能性(必要时)具体肢体部位举例:膝关节矫形器;脊柱侧弯矫形器。
(二)产品的结构和组成1.典型产品外形结构示意图(1)手指矫形器(2)胸腰椎矫形器(3)下肢矫形器2.产品的结构和组成企业应明确描述产品的具体结构和组成部分。
3.产品的分类(见上表)(三)产品的工作原理矫形器通过对肢体/躯干某个部位施加影响,达到保护、固定、矫正的目的。
(四)产品适用的相关标准GB/T191-2008 包装储运图示标志GB 9174-2008 一般货物包装通用技术条件GB/T 10000-1998 中国成年人人体尺寸GB/T 14191-1993 假肢和矫形器术语GB/T16886.1-2001 医疗器械生物学评价第1部分:评价与试验GB/T16886.5-2003 医疗器械生物学评价第5部分:体外细胞毒性试验GB/T16886.10-2005 医疗器械生物学评价第10部分:刺激与迟发型超敏反应试验MZ 003-1993 支条式下肢矫形器MZ 004-1993 支条式脊柱矫形器YY 0076-1992 金属制件的镀层分类技术条件YY0316-2008 医疗器械-风险管理对医疗器械的应用YY0466-2003 医疗器械用于医疗器械标签、标记和提供信息的符号应执行产品适应的标准,并不局限于以上标准。
ISO25178-2-2012参数说明

ISO25178-2-2012参数说明参数说明:Z(x,y)表⽰基于基准⾯的各数据点⾼度,在基准⾯上⽅为正,在基准⾯下⽅为负。
1 ⾼度参数Sq:根均⽅⾼度Sq相当于⾼度的标准偏差,是将Rq以⾯状展开后的结果。
Ssk:偏斜度通过Ssk可以判断粗糙度形状倾向:Ssk<0:⾼度分布相对于平均⾯偏上。
Ssk=0:⾼度分布相对于平均⾯对称存在。
Ssk>0:⾼度分布相对于平均⾯偏下。
Sku:陡峭度通过Sku可以判断粗糙度形状尖锐度:Sku<3:⾼度分布较平缓。
Sku=3:⾼度分布为正态分布。
Sku>3:⾼度分布针状般尖锐。
Sp:最⼤峰⾼Sv:最⼤⾕深Sz:最⼤⾼度Sa:算术平均⾼度Sal:最⼩⾃相关长度⾃相关函数最快衰减到指定值s时的⽔平距离。
如果不指明,使⽤ISO 25178-3中的默认值s=0.2。
Sal求出⾃相关最快衰减前的距离,可测定是否存在表⾯⾼度急剧变化的部位。
Str:纹理⽅向⽐⾃相关函数最快衰减⾄s时的距离与最慢衰减⾄s时的距离的⽐。
Str采⽤0⾄1的结果,接近0时表⽰存在条纹,接近1时表⽰不依赖于⽅向。
注意:Rmin和Rmax应在同⼀个连通域中计算。
Sdq:均⽅根斜率完全平坦表⾯Sdq=0。
由45°倾斜成分构成的平⾯Sdq=1。
Sdr:界⾯展开⾯积⽐表⽰定义区域的展开⾯积相对于定义区域的⾯积增⼤了多少。
完全平坦表⾯Sdr=0。
由45°倾斜成分构成的表⾯Sdr=0.414。
(表⾯积增⼤了41.4%)4 功能参数Smr(c):负载⾯积率负载⾯积指某个⾼度c以上的区域⾯积。
⾼度基于基准平⾯(基准平⾯h=0)。
Smc(mr):反向负载⾯积率满⾜负载⾯积率%p的⾼度c。
Sk:中⼼部分的⾼度差中⼼部分的确定:取ΔMr=40%的负载曲线割线,从负载⾯积率0%向100%移动,梯度最⼩时作等价直线即可确定中⼼部分。
中⼼部分表⽰初期磨损结束后与其他物体接触区域的⾼度。
ISO 25178 表面粗糙度
• ISO 25178 • Surface characterization • Operators • Surface texture parameters • Optimization
20 ’
Optimization
What parameters do characterize my surface?
Surfaces
Characterization:
parameters and 3D filters (ISO 25178)
1930s 2D
1980s 3D
2002 WG16
2012 ISO 25178 – Parts 2&3
Sensofar
Rough or Smooth? Tolerances? Performance?
•
•
Sdq: sealing systems, surface cosmetic apperance Sdr: coatings, adhesion, solar plates efficency
Sdq = 0.862 º/µm & Sdr = 29.481 % Skin
Functional parameters
Height parameters
Sp: largest peak height Sv: largest pit height Sz = Sp + S v
Sp = 1.908 µm, Sv = 6.025 µm & Sz = 7.934 µm ABS
TIPS
• •
Absolute highest and lowest points Average multiple measurements & eliminate erroneous peaks/valleys
曲面测量 iso标准
曲面测量 iso标准曲面测量是一个广泛应用于制造业、工程领域和科学研究中的重要技术。
它涉及对物体曲面的形状、尺寸和表面特征进行精确的测量和分析。
为了确保曲面测量的准确性和可比性,国际标准化组织(ISO)制定了一系列与曲面测量相关的标准。
本文将介绍ISO标准中与曲面测量相关的内容。
ISO 25178系列标准是目前曲面测量领域最重要的ISO标准之一。
该系列标准主要涉及表面形貌的三维定量描述和表面纹理参数的测量方法。
ISO 25178系列标准通过统一的术语、定义和计算方法,为曲面测量提供了一个统一的框架,有助于不同实验室或组织之间的结果比较和数据交换。
ISO 25178系列标准的核心标准是ISO 25178-2《表面形貌的三维定量描述的术语和定义》。
该标准定义了与表面形貌相关的术语和定义,例如表面高度、波长、表面轮廓和表面粗糙度等。
其中,表面形貌被描述为一系列形貌元素,如表面波峰和波谷的高度和位置。
ISO 25178-3《表面形貌的三维定量描述的过滤》,提供了一种计算方法,用于对三维表面形貌数据进行滤波处理。
滤波是为了去除随机误差和仪器噪声,突出表面形貌的主要特征。
此标准介绍了几种滤波方法,如高斯滤波、中值滤波和截尾滤波等。
ISO 25178-4《表面形貌的三维定量描述的样本的选择》规定了在表面形貌测量中如何选择合适的样本。
样本的选择对于准确测量和合适的数据处理至关重要。
该标准提供了一些准则,以帮助用户确定合适的样本尺寸、采样间隔和采样量等。
ISO 4287《表面纹理参数的测量》是另一个重要的ISO标准。
该标准规定了用于测量表面纹理参数的方法和指南。
表面纹理参数包括表面粗糙度、波状度、峰谷参数和峰谷密度等。
通过该标准,用户可以选择合适的测量仪器和测量方法,确保表面纹理参数的准确测量和可比性。
除了ISO 25178系列标准和ISO 4287标准外,ISO还制定了一系列与曲面测量相关的标准,如ISO 12781(光学轮廓测量)和ISO 5436(表面纹理测量的过滤)等。
安防产品外观检验标准

深圳市朗弛欣创科技有限公司
文件名称 文件编号 版次 制定日期
产品检验标准书
适用范围 物料
页码
第 6 页,共 14 页 判定标准 CRI MAJ √ √ MIN √
检验项目
内容描述
7.丝印文字模糊在距离 50Cm 看不清 8.丝印文字模糊在距离 30Cm 看不清 9.线印飞油,在距离 30Cm 可明显看出
2 3
适用范围 缺陷内容
4 判定方法
5 标准
8 取样标准
符号
变更内容
日期
确认
深圳市朗弛欣创科技有限公司
文件名称 文件编号 版次 制定日期
产品检验标准书
适用范围 所有产品
页码
第 2 页,共 14 页
8.3 术语解释: a. 样本:从总体中抽取的用以测试判断总体质量的一部份基本单位。 b. 抽样:从总体中抽取一部份个体的过程称为抽样。 c. 批量:一批产品中包含的基本单位数量称为批量,以 N 表示。 d. 样本大小:样本包含的基本单位数量称为样大小,以 n 表示。 e. 抽样计划: 一个抽样计划是指每一批中所需检验之产品单位数,样本大小或一连串之样本大小) ( , 以决定该批量允收率之准则。 f. 抽样时机: 样本可等批量内由所有特派员单位全部组装完成后抽取或在批量组装时抽取, 在这种 情况下,批量之大小须在任何样本单位抽取前决定。 g. 单次抽样计划:检验之样本单位数,应等于抽样计划中所定之样本大小,如样本中发现之不良品 个数小于或等于允收数时, 则认为可允收该批。 如不良之个数大于或等于拒收数时, 则拒收该批。 8.4 合格质量水平 抽样方案:实施抽样实验时,规定从一批产品中抽取样本的次数,样本大小,产品拒收或接收的判定规 则以及抽样检验程序的技术规范称抽样方案. ● 抽样方案的参数: ——批交验产品批量为 N ——随机抽取几件产品构成样本 ——接收批量最大允许不合格品数 AC ——拒收批量最小允许不合格品数 RE ● 抽样方案的判定 ——当样本中不合格品数 d≤AC ,判交验批合格 ——当 d≥RE,判交验批不合格 ——本司判定取样数不变,按箭头指向进行判定 ● 抽样方案的实施 ——本司 AQL 值的确定参照程序书或客户要求进行,CRI=0 ——检验水准一般常用的有一般检验Ⅰ、Ⅱ、Ⅲ和四个特殊检验水准 S-1,S-2,S-3,S-4, ——本公司采用 GB2828 正常单次抽样检验水准Ⅱ。
点接触弹流润滑条件下表面弹性变形研究

点接触弹流润滑条件下表面弹性变形研究沈锦龙;薛正堂;衡传富;刘小君【摘要】为研究弹流润滑条件下点接触表面变形及其对表面性能的影响,采用激光微织构法制备了一组不同形貌参数的滚动轴承滚道表面试件,基于表面频谱分析和弹流润滑快速算法(幅值缩减法)分析了试件在不同工况参数下的弹性变形.使用ISO 25178三维形貌参数体系对变形前后表面进行表征,研究了点接触弹流润滑状态下表面形貌的弹性变形与载荷、转速的关系.研究结果表明,弹流接触使表面形貌发生显著的弹性变形,载荷、转速等工况参数对变形量影响较大,表面弹性变形使得形貌参数发生显著变化.【期刊名称】《中国机械工程》【年(卷),期】2019(030)014【总页数】8页(P1696-1702,1712)【关键词】弹性流体动力润滑;幅值缩减;激光微织构;三维形貌参数【作者】沈锦龙;薛正堂;衡传富;刘小君【作者单位】合肥工业大学摩擦学研究所,合肥,230009;阜阳轴承有限公司,阜阳,236000;阜阳轴承有限公司,阜阳,236000;合肥工业大学摩擦学研究所,合肥,230009【正文语种】中文【中图分类】TH117.20 引言点接触摩擦副广泛应用于机械设备传动机构中,其主要润滑形式为弹流润滑。
提高润滑油膜厚度是点接触摩擦副性能优化、寿命延长的关键。
弹流润滑状态下的油膜厚度和压力分布与表面形貌紧密相关[1-2],即使是尺度很小的表面粗糙度(小于润滑油膜厚度)也会使压力和膜厚产生较大的波动[3]。
点接触区域小、压力大,两接触界面必然会发生不可忽视的弹性变形[4-5],对接触区弹性变形特征进行研究有助于弹流润滑性能的分析和改善。
国内外学者针对表面形貌影响弹流润滑性能这一命题已进行了大量理论与实验研究。
早期研究中用均方根粗糙度Rq定量表征表面形貌,用参数Λ和κ描述表面粗糙度与润滑油膜厚度之间的关系,预测效果较为粗略[6-7]。
随着计算机技术的发展,粗糙表面弹流润滑问题的数值求解变得更为精细[8],但由于计算效率低下(一个真实粗糙表面的计算时长可达数天[9]),不适合在工程实践中直接采用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
参数说明:
Z(x,y)表示基于基准面的各数据点高度,在基准面上方为正,在基准面下方为负。
1 高度参数
Sq:根均方高度
Sq=√1
MN
∑∑Z(x,y)2 Sq相当于高度的标准偏差,是将Rq以面状展开后的结果。
Ssk:偏斜度
Ssk=
1
Sq3
√
1
MN
∑∑Z(x,y)3
通过Ssk可以判断粗糙度形状倾向:
Ssk<0:高度分布相对于平均面偏上。
Ssk=0:高度分布相对于平均面对称存在。
Ssk>0:高度分布相对于平均面偏下。
Sku:陡峭度
Sku=
1
Sq4
√
1
MN
∑∑Z(x,y)4
通过Sku可以判断粗糙度形状尖锐度:
Sku<3:高度分布较平缓。
Sku=3:高度分布为正态分布。
Sku>3:高度分布针状般尖锐。
Sp:最大峰高
Sp=max(Z(x,y)) Sv:最大谷深
Sv=|min(Z(x,y))| Sz:最大高度
Sz=Sp+Sv Sa:算术平均高度
Sa=
1
MN
∑|Z(x,y)|
Sal:最小自相关长度
Sal=min(√tx2+ty2)
自相关函数最快衰减到指定值s时的水平距离。
如果不指明,使用ISO 25178-3中的默认值s=0.2。
Sal求出自相关最快衰减前的距离,可测定是否存在表面高度急剧变化的部位。
Str:纹理方向比
Str=min(√tx2+ty2) max(√tx2+ty2)
自相关函数最快衰减至s时的距离与最慢衰减至s时的距离的比。
Str采用0至1的结果,接近0时表示存在条纹,接近1时表示不依赖于方向。
注意:Rmin和Rmax应在同一个连通域中计算。
Sdq:均方根斜率
Sdq=√1
MN ∑∑(
ðz
ðx
)2+(
ðz
ðy
)2
完全平坦表面Sdq=0。
由45°倾斜成分构成的平面Sdq=1。
Sdr:界面展开面积比
Sdq=
1
MN
∑∑(√1+(
ðz
ðx
)2+(
ðz
ðy
)2−1)
表示定义区域的展开面积相对于定义区域的面积增大了多少。
完全平坦表面Sdr=0。
由45°倾斜成分构成的表面Sdr=0.414。
(表面积增大了41.4%)
4 功能参数
Smr(c):负载面积率
负载面积指某个高度c以上的区域面积。
高度基于基准平面(基准平面h=0)。
Smc(mr):反向负载面积率满足负载面积率%p的高度c。
Sk:中心部分的高度差
中心部分的确定:取ΔMr=40%的负载曲线割线,从负载面积率0%向100%移动,梯度最小时作等价直线即可确定中心部分。
中心部分表示初期磨损结束后与其他物体接触区域的高度。
Spk:突出峰部高度
突出峰部表示因初期磨损被削减的区域。
Svk:突出谷部深度
突出谷部表示表面所涂抹用于提高润滑性的液体所滞留的区域。
Smr1:分离突出峰部与中心部的负载面积率Smr2:分离突出谷部与中心部的负载面积率
5. 形态参数
Spd:峰顶点密度
表示单位面积的顶点数量,值越大说明与其他物体的接触点数量越多。
Spc:峰顶点的算术平均曲率
表示峰顶点的主曲率平均值,值小说明与其他物体的接触点较圆润,反之则尖锐。
S10z:10点区域高度
表面最高的5个峰点高度平均值与最低的5个谷点高度平均值的和。
S10z=S5p+S5z
S5p:5点峰区域高度
表面最高的5个峰点高度的平均值。
S5z:5点谷区域高度
表面最低的5个谷点高度的平均值。