搅拌摩擦焊材料流动黏滞滑动模型_朱智斌
《2024年高强铝合金搅拌摩擦焊接机理及接头性能调控》范文

《高强铝合金搅拌摩擦焊接机理及接头性能调控》篇一一、引言高强铝合金因具有优异的力学性能、抗腐蚀性及轻量化等特点,广泛应用于航空航天、汽车制造等关键领域。
随着制造业对轻量化、高强度和高可靠性的要求日益提升,高强铝合金的连接技术成为研究热点。
其中,搅拌摩擦焊接(Friction Stir Welding, FSW)作为一种固相连接技术,因其独特的焊接过程和良好的接头性能,受到了广泛关注。
本文旨在探讨高强铝合金搅拌摩擦焊接的机理及接头性能的调控方法。
二、搅拌摩擦焊接的机理搅拌摩擦焊接是一种利用高速旋转的搅拌头与工件之间的摩擦热及塑性变形实现连接的工艺。
在焊接过程中,搅拌头将产生大量的摩擦热,使被焊材料发生塑性变形和流动,从而实现材料的连接。
其焊接机理主要包括以下几个步骤:1. 初始阶段:搅拌头与工件接触,产生摩擦热,使接触区域的材料开始软化。
2. 塑性阶段:随着摩擦热的积累,材料进入塑性状态,开始在搅拌头的压力下发生流动。
3. 填充阶段:软化后的材料在搅拌头的旋转作用下,填充到搅拌头形成的空腔中。
4. 冷却固化:当搅拌头移开,焊接区域在压力作用下逐渐冷却固化,形成焊缝。
三、接头性能的调控高强铝合金搅拌摩擦焊接接头的性能受多种因素影响,如焊接速度、旋转速度、工具形状、材料性质等。
为了获得理想的接头性能,需要对这些因素进行调控。
1. 焊接速度的调控:焊接速度直接影响焊接区域的热输入和材料的塑性流动状态。
适当的降低焊接速度可以增加热输入,使材料充分软化,提高接头的强度和韧性。
然而,过高的焊接速度可能导致热输入不足,影响接头的质量。
2. 旋转速度的调控:旋转速度决定了搅拌头的摩擦热产生速率和材料的塑性变形程度。
适当的提高旋转速度可以增加摩擦热,使材料更容易进入塑性状态,有利于接头的形成。
然而,过高的旋转速度可能导致材料过度软化,产生飞溅和空洞等缺陷。
3. 工具形状的优化:工具形状对焊接过程和接头性能具有重要影响。
《AL5754铝合金的搅拌摩擦焊拉伸性能和温度场研究》范文

《AL5754铝合金的搅拌摩擦焊拉伸性能和温度场研究》篇一一、引言随着现代工业的快速发展,铝合金因其轻质、高强度和良好的耐腐蚀性等特性,在航空、汽车、建筑等领域得到了广泛应用。
AL5754铝合金作为一种常见的铝合金材料,其焊接性能的研究对于提高其应用范围和效率具有重要意义。
搅拌摩擦焊(Friction Stir Welding, FSW)作为一种固相焊接方法,因其工艺简单、热影响区小、焊接接头性能优良等优点,在铝合金的连接中得到了广泛应用。
本文将重点研究AL5754铝合金的搅拌摩擦焊拉伸性能和温度场,以期为该材料的焊接工艺优化提供理论依据。
二、搅拌摩擦焊原理及实验方法搅拌摩擦焊是一种通过摩擦热和机械压力实现固相连接的焊接方法。
在搅拌摩擦焊过程中,焊具以一定的速度旋转并沿焊缝移动,使被焊材料发生塑性变形和摩擦热生成,从而实现焊接。
本文采用AL5754铝合金作为研究对象,通过搅拌摩擦焊进行焊接,并对其拉伸性能和温度场进行研究。
实验过程中,首先制备了AL5754铝合金的焊接试样,然后进行搅拌摩擦焊接。
焊接完成后,对焊接接头进行拉伸性能测试和温度场测量。
其中,拉伸性能测试主要包括抗拉强度、屈服强度和延伸率等指标的测定;温度场测量则通过热电偶和红外测温仪等设备进行实时监测。
三、AL5754铝合金的搅拌摩擦焊拉伸性能研究通过对AL5754铝合金的搅拌摩擦焊接头进行拉伸性能测试,我们发现,焊接接头的抗拉强度、屈服强度和延伸率等指标均达到了较高的水平。
这表明搅拌摩擦焊在AL5754铝合金的连接中具有良好的适用性。
此外,我们还发现,焊接接头的力学性能与焊接工艺参数密切相关。
适当的焊接速度和焊具旋转速度可以提高焊接接头的力学性能。
而焊接接头的微观组织结构也对力学性能有着重要影响。
因此,在优化AL5754铝合金的搅拌摩擦焊工艺时,需要综合考虑工艺参数和微观组织结构等因素。
四、AL5754铝合金的搅拌摩擦焊温度场研究在搅拌摩擦焊过程中,温度场是影响焊接质量和接头性能的重要因素之一。
搅拌摩擦点焊技术简介

综述航天期造技术搅拌摩擦点焊技术简介赵衍华张丽娜刘景铎杜岩锋王国庆(首都航天机械公司,北京100076)摘要搅拌摩擦点焊(FSSW)是在搅拌摩擦焊的基础上开发的一种新型固相修补焊接技术,具有接头质量高、缺陷少、变形小等优点。
详细阐述了搅拌摩擦点焊焊接原理和技术特点,介绍了国内外研究现状及其在汽车等制造业中的应用,指出搅拌摩擦点焊在运载工具铝合金结构件制造过程中具有重要意义,是未来铝合金连接技术的发展方向之一。
关键词搅拌摩擦点焊原理铝合金结构件IntroductionofFrictionStirSpotWeldingTechnologyZhaoYanhuaZhangLinaLiuJingduoDuYanfengWangGuoqing(CapitalAerospaceMachineryCorporation,Beijing100076)AbstractFrictionstirspotwelding(FSSW)isanewsolidstatejoiningmethod,whichisavariantoffrictionstirwelding.ThequalityoftheFSSWweldingjointsisperfect,duetoitshighmechanicalproperty,alittledefectsandsmalldistortion.TheprincipleandtechnicalcharacteristicsofFSSWareparticularlyintroduced.Theinvestigations觚sandapplicationofFSSWaroundthewoddhavebeenintroducedtOO.FSSWisapromisingtechnologyforaluminiumalloyconnection,andstudyingthenewweldingmethodwillbebeneficenttomanufacturingofdeliverytechnology.Keywordsfrictionstirspotweldingprinciplealuminiumalloyconnection1引言随着全球资源与环境保护问题的日趋严峻,运载工具的轻量化设计成为汽车、航空航天等制造领域的发展方向。
搅拌摩擦焊焊接缺陷的研究
焊接 专题综述 Feature A rticle
能是在焊缝中形成隧道型缺陷 。 搅拌摩擦焊缺陷的产生是多种因素共同作用的结
果 ,对于不同的焊接过程及被焊材料 ,各种因素是相互制 约的。现有的研究仅就某个因素单独作用进行了探索 , 对于各个因素相互作用关系的研究还有待于进一步深入 。
3 搅拌摩擦焊接头缺陷的检测手段
搅拌摩擦焊接头中的缺陷具有明显的紧贴和微细 特点 ,通常采用 X射线 、超声无损检测以及金相观察等 方法进行检测 。
刘松平等人 [ 19 ]研究了 X 射线和超声检测对 FSW 缺陷的检测能力和可检测性 ,并采用光学观察方法对 无损检测 结 果 和 缺 陷 判 别 方 法 进 行 了 验 证 和 对 比 分 析 。结果表明 ,高分辨率超声反射法对搅拌摩擦焊接 头微细缺陷 (如微细孔洞 )有较好的检测能力 ,并研究 了采用变入射角超声反射法解决搅拌摩擦焊焊缝区不 同取向缺陷的无损检测 。通过计算分析超声波在焊缝 区的声波入射角 、缺陷取向和缺陷紧贴性对声波反射 影响 ,确定入射声波的角度变化范围 ,通过改变入射角 获取入射声波在缺陷处的最佳声学反射方向 ,提高入 射声波对不同取向缺陷的检出能力 [ 20 ] 。
过热或者塑性材料流动不足都会导致缺陷的形成 。焊 缝顶部同 时 受 到 搅 拌 针 和 轴 肩 的 强 烈 摩 擦 和 搅 拌 作 用 ,即使焊接速度非常高或者搅拌头的转速不够高 ,仍 然能够保证一定的热输入而形成无缺陷的连接 ; 焊缝 中部只受到搅拌针的摩擦搅拌作用 ,其热输入小于顶 部 ,但其热量的输出也小于顶部和底部 ,因此总的热量 吸收要大于顶部和底部 ,材料软化程度最高 ;输入焊缝 底部的热量最少而输出最大 ,所以当工艺参数选择不 当或焊具尺寸不合适时 ,焊缝底部将出现焊接缺陷 [ 9 ] 。 1. 1 孔 洞
一种机械方法实现压力控制的搅拌摩擦焊焊具及方法
一种机械方法实现压力控制的搅拌摩擦焊焊具及方法摘要:1.搅拌摩擦焊的原理及应用领域2.压力控制搅拌摩擦焊焊具的创新点3.压力控制搅拌摩擦焊方法的具体步骤4.该技术在实际应用中的优势和前景正文:搅拌摩擦焊(FSW)作为一种先进的焊接技术,在我国各大领域得到了广泛的应用。
其原理是在搅拌头旋转进入焊机的过程中,通过搅拌头与焊接材料之间的摩擦产生摩擦热,使材料热塑性。
当搅拌头向前移动待焊接的界面时,热塑性材料从搅拌头的前部转移到后部,在搅拌头的机械锻造下实现工件之间的固相连接。
近年来,压力控制搅拌摩擦焊焊具及方法成为了焊接领域的研究热点。
这种创新性的焊具能够实现焊接过程中压力的精确控制,从而提高焊接质量,减少焊接缺陷。
具体来说,该焊具通过传感器实时监测焊接过程中的压力变化,并根据预设的压力曲线进行调整,确保焊接过程的稳定性和一致性。
压力控制搅拌摩擦焊方法的具体操作步骤如下:1.准备焊接材料和工件:根据焊接要求,选择合适的焊接材料,并准备待焊接的工件。
2.安装焊接设备:将压力控制搅拌摩擦焊设备安装在焊接工位上,确保设备运行稳定。
3.设定焊接参数:根据工件材料和焊接要求,设定焊接过程中的旋转速度、焊接速度、搅拌头直径等参数。
4.开始焊接:启动焊接设备,使搅拌头旋转进入焊机,按照预设的压力曲线进行压力调整,进行焊接过程。
5.结束焊接:完成焊接任务后,停止焊接设备,拆卸焊接工装。
压力控制搅拌摩擦焊方法在实际应用中具有诸多优势:1.提高焊接质量:通过精确控制焊接过程中的压力,可以减少焊接缺陷,提高焊接质量。
2.提高生产效率:焊接过程的稳定性有利于提高生产效率,降低制造成本。
3.降低焊接成本:压力控制搅拌摩擦焊设备具有较高的性价比,可以降低焊接成本。
4.绿色环保:与传统焊接方法相比,搅拌摩擦焊过程无火花飞溅,减少了对环境的污染。
总之,压力控制搅拌摩擦焊焊具及方法为我国焊接领域带来了新的技术突破。
搅拌摩擦焊材料塑性流动可视化研究现状

w e l d j o i n t s c a n b e o b s e r v e d b y mi c r o s t r u c t u r e o b s e r v a t i o n o f d i s s i mi l a r ma t e r i a l s w e l d i n g, wh i l e o t h e r d e t a i 1 o f me t a l l f o w c a n n o t
鲜明, 易 于观察 , 但其 是非 晶体 材料 , 故 只能在一定程度上 模拟搅拌摩擦焊 的塑性流动状况 ; 标识材料示踪 法是搅 拌摩擦 焊材料 塑性 流动可视化 工作 的主要手段 , 其选用 原则 、 焊接过程 及焊后采 用的可视化 手段仍需进一 步深入探讨 ; 数值模
拟是一 种高效 、 低成本 的研究方 法 , 其具备再现焊接 过程的能力 , 模拟过程 的边界 值 、 搅拌 头的描述等方面需要进一 步深 入探讨 。
2 . N a t i o n a l E n g i n e e i r n g R e s e a r c h C e n t e r f o r Ma g n e s i u m A l l o y Ma t e i r a l s 。 C h o n g q i n g 4 0 0 0 4 4 , C h i n a )
关键词 搅拌摩擦焊 ; 塑性流动 ; 可视化 ; 现状
中图分 类号 T G 4 5 3 文献标志码 A 文章编号 1 0 0 4 — 2 4 4 X( 2 0 1 4 ) 0 2 一 O 1 1 1 - 0 5
Re s e a r c h p r o g r e s s o f p l a s i t c l f o w v i s u a l i z a i t o n t e c h n i q u e o f f r i c i t o n s i t r we l d i n g
搅拌摩擦焊焊缝材料塑性流变研究概述_赵衍华
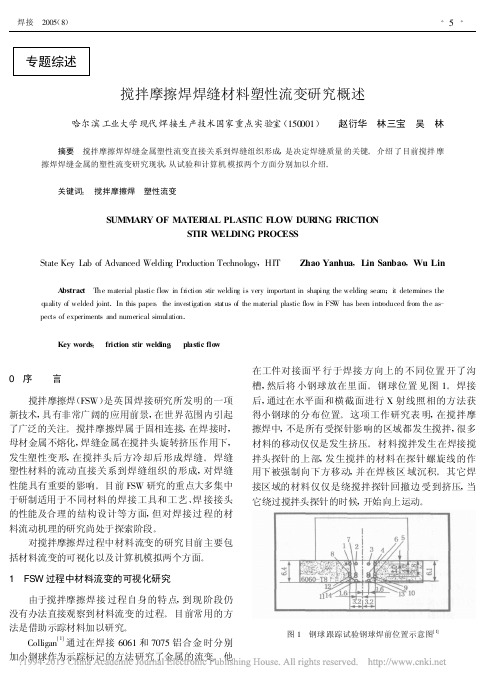
专题综述搅拌摩擦焊焊缝材料塑性流变研究概述哈尔滨工业大学现代焊接生产技术国家重点实验室(150001) 赵衍华 林三宝 吴 林摘要 搅拌摩擦焊焊缝金属塑性流变直接关系到焊缝组织形成,是决定焊缝质量的关键。
介绍了目前搅拌摩擦焊焊缝金属的塑性流变研究现状,从试验和计算机模拟两个方面分别加以介绍。
关键词: 搅拌摩擦焊 塑性流变SUMMARY OF MATER IAL PLASTIC F LOW DUR ING F RICTIONSTIR W ELDING PROC ESSState Key Lab of Advanced Welding Production Technology ,HIT Zhao Yanhua ,Lin Sanbao ,Wu LinA bstract The material plastic flow in friction stir weldin g is very important in shaping the welding seam ;it determines the q uality of welded joint .In this paper ,the investigation status of the material plastic flow in FS W has been introduced from the as -pects of experiments and numerical simulation .Key words : friction stir welding , plastic flo w0 序 言搅拌摩擦焊(FSW )是英国焊接研究所发明的一项新技术,具有非常广阔的应用前景,在世界范围内引起了广泛的关注。
搅拌摩擦焊属于固相连接,在焊接时,母材金属不熔化,焊缝金属在搅拌头旋转挤压作用下,发生塑性变形,在搅拌头后方冷却后形成焊缝。
焊缝塑性材料的流动直接关系到焊缝组织的形成,对焊缝性能具有重要的影响。
焊接工艺中的摩擦搅拌焊技术在航空制造中的应用
焊接工艺中的摩擦搅拌焊技术在航空制造中的应用摩擦搅拌焊技术(friction stir welding,FSW)是一种先进的无损焊接方法,它通过摩擦和搅拌作用将金属材料粘接在一起。
由于其独特的优势,摩擦搅拌焊技术在航空制造领域得到了广泛的应用。
1. 简介摩擦搅拌焊技术最早由英国剑桥大学的Thomas W. Eash博士于1991年发明。
它采用一种圆柱形工具,将两个相接的金属板材在高速旋转和沿着焊缝方向移动的作用下,搅拌并混合两个金属板材的母材,实现焊接。
相较于传统的焊接方法,摩擦搅拌焊不需要熔化金属,因此能够避免气孔和裂纹的产生,焊接接头具有更好的力学性能和可靠性。
2. 应用领域摩擦搅拌焊技术在航空制造中的应用非常广泛。
首先,它被广泛应用于航空器的主要结构件焊接,如飞机外壳、机翼、舵面等。
摩擦搅拌焊能够在保持母材的晶粒结构和机械性能的同时实现高强度焊接,可以减轻飞机结构的重量并提高飞行性能。
3. 优势摩擦搅拌焊技术的优势主要表现在以下几个方面:(1)无熔化:相比传统熔化焊接方法,摩擦搅拌焊不需要加热金属至熔点,避免了熔化过程中的气孔和裂纹等缺陷的产生。
(2)母材保留性能:摩擦搅拌焊接过程中,母材的晶粒结构得以保留,焊缝区域具有与母材相似的性能,提高了焊接接头的可靠性。
(3)高效性:摩擦搅拌焊接速度快,能够实现大尺寸工件的连续焊接,提高了生产效率。
(4)适应性强:不同种类和厚度的金属材料都可以通过摩擦搅拌焊接技术进行连接,具有较强的适应性。
4. 挑战与改进尽管摩擦搅拌焊技术在航空制造中得到了广泛应用,但仍存在一些挑战。
首先,焊接工具的设计和制造需要精密的工艺和高级的合金材料,以满足高温和高速旋转的工作环境。
其次,焊缝的检测和评估方法需要进一步研究和完善,以确保焊接接头的质量和可靠性。
此外,控制焊接过程中温度、力和速度等参数的优化也是摩擦搅拌焊技术的一个重要研究方向。
5. 结论综上所述,摩擦搅拌焊技术在航空制造中的应用前景广阔。
搅拌摩擦焊工业机器人结构性能分析及实现研究

Structural performance analysis and realization research of industrial robot for friction stir welding
搅拌摩擦焊工业机器人结构性能分析及实现研究∗ ∗
万 强 吴修玉 吴智慧 周志鹏
( 武昌首义学院机电与自动化学院ꎬ湖北 武汉 430064)
摘 要: 国外工业机器人搅拌摩擦焊已经应用阶段ꎬ国内还处于研究阶段ꎮ 将负重能力为 210 kg 的 ER210 -C40 机器人改造为搅拌摩擦焊机器人ꎬ利用有限元方法对其进行结构性能分析ꎬ在实际载荷条件 下ꎬ机器人结构强度不能满足条件要求ꎬ所以必须采用其他方法以实现工业机器人搅拌摩擦焊ꎮ 但 用两台工业机器人同时加载的方法来实现生产线上的搅拌摩擦焊存在诸多不能解决的问题ꎬ因此 必须采用负载能力更强的重载机器人来实现ꎮ
高端装备制造业对曲面结构件的焊接需求越来越 多ꎬ而龙门式和台式等常规搅拌摩擦焊装备只能进行 平面二维焊接ꎬ焊接柔性差ꎬ无法实现高柔性焊接ꎬ所 以将搅拌摩擦焊技术与工业机器人的特点相结合ꎬ催
生了机器人搅拌摩擦焊技术[5] ꎮ 随着工业机器人载荷能力的不断提高ꎬ搅拌摩擦
焊重载工业机器人已经走出实验室ꎬ开始进入到工业 化应用阶段ꎮ 先进搅拌摩擦焊装备与工业机器人的结 合ꎬ将极大提高某些材料焊接装备自动化程度和焊接 生产效率ꎬ并进一步提升搅拌摩擦焊作业柔性ꎮ 搅拌 摩擦焊工业机器人尤其适用于空间复杂结构产品的批 量化焊接制造ꎮ
tc4钛合金搅拌摩擦焊流场及动态再结晶过程数值模拟可复制黏贴 优秀毕业论文

硕士学位论文TC4钛合金搅拌摩擦焊流场及动态再结晶过程数值模拟NUMERICAL SIMULATION OF MATERIAL FLOW AND DYNAMIC RECRYSTALLIZATION OF FRICTION STIR WELDING OF TC4TITANIUM ALLOY王小英哈尔滨工业大学2012年7月国内图书分类号:TG453.9 学校代码:10213国际图书分类号:621.791 密级:公开工学硕士学位论文TC4钛合金搅拌摩擦焊流场及动态再结晶过程数值模拟硕士研究生:王小英导师:魏艳红教授申请学位:工学硕士学科:材料加工工程所在单位:材料科学与工程学院答辩日期:2012年7月授予学位单位:哈尔滨工业大学Classified Index: TG453.9U.D.C: 621.791Dissertation for the Master Degree in EngineeringNUMERICAL SIMULATION OF MATERIAL FLOW AND DYNAMIC RECRYSTALLIZATION OF FRICTION STIR WELDING OF TC4TITANIUM ALLOYCandidate:Wang XiaoyingSupervisor:Prof. Wei YanhongAcademic Degree Applied for:Master of Engineering Speciality:Materials Processing Engineering Affiliation:School of Materials Science andEngineeringDate of Defence:July, 2012Degree-Conferring-Institution:Harbin Institute of Technology摘要搅拌摩擦焊作为一种优质、高效、节能和环保的固相连接方法,在航空、航天、船舶以及车辆制造等领域均有所应用,具有广阔的应用前景。
搅拌摩擦焊的无线跟踪测力装置设计

!"#$
%& -./01234 56789: '()*+,
;<=
>? @ABC
பைடு நூலகம்
通过连接装置,可 以 实 现 机 床 主 轴,刀 柄,传 感 器 以 及 搅拌摩擦焊头的连接。连接装置中搭载着信号传输系统, 信号传输系统可以接收压力传感器的压力信号并将信号传 输到 Android智能终端上,实现搅拌摩擦焊力的动态监测。 2 搅拌摩擦焊力的检测装置详细设计
2.1 压力传感器的选型
电阻式应变传感器是通过力对传感器的电阻的改变测
量力的大小。考虑到 传 感 器 需 要 在 主 轴 上 旋 转,电 阻 式 传
感器的外形是轮毂 式 的,在 结 构 上 比 较 合 适。 根 据 实 验 测
得,焊 接 5mm 铝 合 金 板 所 需 的 搅 拌 头 轴 向 压 力 不 大 于
第20462卷0第年185期月 隋峻浩等:搅拌摩擦焊的无线跟踪测力装置设计
·171·
设计了电池供电系统给无线传输系统供电。
!"#$%&'()#*+,)#&'()#-./0112
2.3.1 信号传输系统无线传输模块的设计 电阻式应变传感 器 是 以 弹 性 体 为 中 介,通 过 力 作 用 在
1 装置的总体设计
本套装置主要由 刀 柄,连 接 装 置,信 号 传 输 系 统,搅 拌 摩擦焊头以及用于接收信号的 Android智能终端组成,装 置结构如图 1所示。其中,连接装置包括用于与刀柄连接 的连接件,DYLF102轮辐式拉压力传感器以及连接盘。信 号传输系统包括 24V直流电池、降压板、电压放大器、电压 无线采集模块、无线发射模块。
搅拌摩擦焊接三维流动模型

搅拌摩擦焊接三维流动模型
王大勇;冯吉才
【期刊名称】《焊接学报》
【年(卷),期】2004(025)004
【摘要】建立了搅拌摩擦焊焊接过程中塑性软化层的流动行为物理模型,该模型根据不同部位的流动特点将软化层的流动分成三部分,轴肩端面附近的软化层流动、搅拌针上部的软化层流动和搅拌针端部附近的软化层流动行为.轴肩端面附近的软化材料首先流入搅拌针行进过程中于搅拌针后部形成的空腔内,剩余软化材料围绕着轴肩侧面缓缓地由前进侧流动到搅拌针的后部,并于轴肩后部侧表面上形成了焊缝表面弧形纹的弧峰;搅拌针上部附近的软化层以剪切的方式从搅拌针前部流动到搅拌针后部;搅拌针端部附近的软化层以挤压的方式从搅拌针的前部流动到搅拌针的后部.
【总页数】5页(P46-50)
【作者】王大勇;冯吉才
【作者单位】哈尔滨工业大学,现代焊接生产技术国家重点实验室,哈尔滨,150001;哈尔滨工业大学,现代焊接生产技术国家重点实验室,哈尔滨,150001
【正文语种】中文
【中图分类】TF453+.9
【相关文献】
1.C-D无结构网格上的三维自由水面非静水压力流动模型Ⅰ:算法 [J], 胡德超;张红武;钟德钰
2.基于两相流的三维自由面流动模型研究 [J], 蒋昌波;邓斌;汤寒松;陈杰
3.搅拌摩擦焊接偏心挤压流动模型 [J], 邓永芳;左敦稳;宋波
4.基于CFD的反应堆局部三维流动模型与时空中子动力学模型耦合研究 [J], 桂学文;蔡琦;陈玉清
5.搅拌摩擦焊接材料流动模型及在缺陷预测中的应用 [J], 龙玲;史清宇;刘铁;刘淅;孙占国
因版权原因,仅展示原文概要,查看原文内容请购买。
基于CEL方法搅拌摩擦焊材料流动及缺陷的模拟

基于CEL方法搅拌摩擦焊材料流动及缺陷的模拟朱智;王敏;张会杰;张骁;于涛;吴振强【期刊名称】《中国有色金属学报》【年(卷),期】2018(028)002【摘要】基于欧拉-拉格朗日耦合(CEL)方法,建立一个新的搅拌摩擦焊多场耦合计算模型,模拟焊接过程中焊缝区材料的塑性流动与缺陷形成,并通过开展搅拌摩擦焊试验,分别从温度场、焊缝宏观形貌、焊缝截面塑性应变及焊接缺陷几方面对模拟结果的准确性进行验证.结果表明:模拟温度与实测数据吻合较好,最大误差为23.4 ℃;焊缝宏观形貌、焊缝截面塑性应变区的形状和尺寸均与实际焊缝吻合较好;模型能够较准确地预测焊缝内部孔洞缺陷的形成,且缺陷产生的位置与实际位置相吻合,缺陷尺寸的模拟值略大于其实测值.【总页数】6页(P294-299)【作者】朱智;王敏;张会杰;张骁;于涛;吴振强【作者单位】中国科学院沈阳自动化研究所机器人学国家重点实验室,沈阳110016;中国科学院沈阳自动化研究所机器人学国家重点实验室,沈阳 110016;中国科学院沈阳自动化研究所机器人学国家重点实验室,沈阳 110016;中国科学院沈阳自动化研究所机器人学国家重点实验室,沈阳 110016;中国科学院沈阳自动化研究所机器人学国家重点实验室,沈阳 110016;中国科学院沈阳自动化研究所机器人学国家重点实验室,沈阳 110016【正文语种】中文【中图分类】TG453.9【相关文献】1.搅拌摩擦焊接材料流动模型及在缺陷预测中的应用 [J], 龙玲;史清宇;刘铁;刘淅;孙占国2.搅拌摩擦焊接全过程材料流动行为的数值模拟 [J], 高恩志;张星星;刘春忠;马宗义3.搅拌摩擦焊接全过程材料流动行为的数值模拟 [J], 高恩志;张星星;刘春忠;马宗义;;;;;4.基于CEL模型的搅拌摩擦焊温度场及材料流动数值模拟 [J], 武晓燕;罗巍;曹志明;王怡嵩;江海涛5.基于CEL模型的搅拌摩擦焊接7055铝合金仿真模拟 [J], 武晓燕;罗巍;王怡嵩;江海涛因版权原因,仅展示原文概要,查看原文内容请购买。
搅拌摩擦焊接偏心挤压流动模型

搅拌摩擦焊接偏心挤压流动模型邓永芳;左敦稳;宋波【期刊名称】《焊接学报》【年(卷),期】2013(034)012【摘要】提出了一种偏心挤压流动模型,该模型认为搅拌头对软化材料的偏心挤压作用是形成接头的主要因素.基于该模型,设计并进行了偏心搅拌摩擦焊接试验.结果表明,搅拌摩擦焊接过程中,接头是由搅拌头偏心挤压材料形成的;搅拌头的偏心量越大,形成的接头核心区也将越大;在搅拌针附近的金属流动将使焊接接头形成在行进方向的层状结构;在接头表面将形成弧形纹,形成的弧形纹不是沿板材对接面对称的,而是偏向后退侧的,弧纹在后退侧形成的弧纹夹角比前进侧形成的弧纹夹角大;行进方向的层状结构和接头表面的弧形纹有对应关系.【总页数】5页(P41-45)【作者】邓永芳;左敦稳;宋波【作者单位】南京航空航天大学机电学院,南京210016;江苏省精密与微细制造技术重点实验室,南京210016;南京航空航天大学机电学院,南京210016;江苏省精密与微细制造技术重点实验室,南京210016;南京航空航天大学机电学院,南京210016;江苏省精密与微细制造技术重点实验室,南京210016【正文语种】中文【中图分类】TC453.9【相关文献】1.挤压ZK60-Gd合金搅拌摩擦焊接头的组织与性能 [J], 周楠;戚文军;刘畅;宋东福2.搅拌摩擦焊接三维流动模型 [J], 王大勇;冯吉才3.搅拌摩擦焊接材料流动模型及在缺陷预测中的应用 [J], 龙玲;史清宇;刘铁;刘淅;孙占国4.高压气井修井挤压井井筒流动模型 [J], 高文祥; 李皋; 郑如森; 李红涛; 张宏强; 肖东5.锥模挤压时轴对称定常流动模型的数学模拟与综合优化 [J], 郭宝锋;高才良因版权原因,仅展示原文概要,查看原文内容请购买。
TA15钛合金搅拌摩擦焊金属流动的有限元模拟
TA15钛合金搅拌摩擦焊金属流动的有限元模拟宋奎晶;魏艳红;董志波【期刊名称】《机械工程与技术》【年(卷),期】2013(002)004【摘要】本文采用有限元分析软件DEFORM-3D对TA15钛合金搅拌摩擦焊(FSW)过程中搅拌头周围金属的流动进行了数值模拟。
经模拟,当焊接参数选取旋转速度为800 rmp,焊接速度为36 mm/min时,搅拌头周围金属的流动整体呈现漏斗状,与搅拌头外形轮廓相似,而且金属的流动关于焊缝中心并不对称。
金属的流动速度随着其与搅拌头中心线径向距离的增加而增加,并且随着焊件厚度的增加,金属的流动能力逐渐越弱。
对焊接工艺参数的作用分析发现,旋转速度和焊接速度的大小影响焊接过程的热输入,在一定范围内,随着旋转速度的增加,热输入量增加,金属的流动能力增强,焊缝成形就较好;在一定范围内,随着焊接速度的降低,也表现出类似的特征。
【总页数】5页(P105-109)【作者】宋奎晶;魏艳红;董志波【作者单位】[1]哈尔滨工业大学先进焊接与连接国家重点实验室,哈尔滨;;[2]哈尔滨工业大学先进焊接与连接国家重点实验室,哈尔滨;;[1]哈尔滨工业大学先进焊接与连接国家重点实验室,哈尔滨【正文语种】中文【中图分类】G4【相关文献】1.铝合金厚板搅拌摩擦焊焊缝局部金属的塑性流动特征 [J], 毛育青;柯黎明;陈玉华;刘奋成2.铝合金厚板搅拌摩擦焊焊缝金属流动行为研究进展 [J], 毛育青;江周明;柯黎明;陈玉华3.轴肩形貌对铝合金搅拌摩擦焊焊缝金属流动的影响 [J], 毛育青;柯黎明;黄斌;刘奋成4.搅拌摩擦焊塑性金属流动基本模型 [J], 王卫兵;栾国红;张坤;赵华夏5.薄板铝合金搅拌摩擦焊接全过程金属流动行为研究 [J], 高恩志;刘冰洋;刘春忠因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
材料间的相互作用, 也存在材料与搅拌头壁面间的 作用。 针对焊接过程中搅拌头与焊缝材料间存在的 相对滑动现象, 建立了描述该现象的黏滞滑动数学 模型。 应用该模型, 是通过确定焊缝材料在与其发
收稿日期: 2014-02-25 基金项目: 江西省青年科学基金 (20132BAB216024)
生接触的搅拌头壁面上流动的速度来实现的, 且将
该壁面称为黏滞滑动壁。 黏滞滑动壁是一个能有效
表征壁面运动速度和流体在与壁面作用并出现黏滞
滑动后流动速度的物理量。
材料在表面 s 上运动的切向速度称为滑动速度,
根据表面 s 上总的切向动量通量的关系, 其运动的
滑动速度可表示为:
us=
1 2
[uλ+(1-σv)uλ+σv uw],
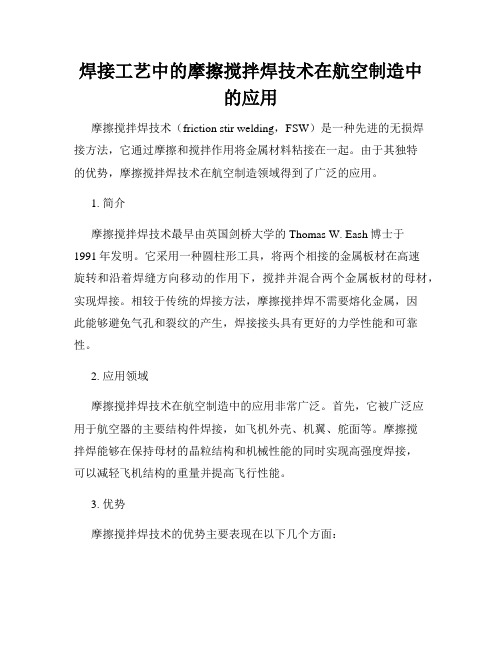
所建立的几何模型中, 焊件尺寸为 200 mm×150 mm×10 mm, 如图 1 所示。 焊接时, 锥形螺纹搅拌头 长 度 为 9 mm, 轴 肩 半 径 为 15 mm, 根 部 半 径 为 6 mm, 螺距为 2 mm, 锥角为 15°。
15 5
-50 z yx o
0 -50 -100
-50
(1)
其泰勒展式为:
2 2 2 2 2 2 us=
1 2
us+λ
鄣u 鄣n
+ λ2 s2
鄣2u 鄣n2
+…
s
+
1 2
σv uw+
2 2 2 2 2 2 1
2
(1-σv)
us+λ
鄣u 鄣n
+ λ2 s2
鄣2u 鄣n2
+… ,
s
(2)
式中: us 为滑动速度; uλ 为分子以一定平均自由行程 通过表面的 速 度 ; σv 为 切 向 动 量 协 调 系 数 ; uw 为 壁 面的运动速度; λ 为分子平均自由行程。
·工艺与新技术· 21
焊前预热对铝合金激光脉冲点焊的影响
肖 华 1, 朱宝华 1, 胡昱娜 2
(1.深圳市大族激光科技股份有限公司, 广东 深圳 518000; 2.资深制造设计工程师, 美国)
摘要: 针对铝合金脉冲激光点焊进行了焊前预热的研究, 对比了不同预热温度条件下焊点拉力的变化, 以及相同预热温度条件下改变
18 ·试验与研究· 文 章 编 号 :1002-025X(2014)08-0018-04
焊接技术 第 43 卷第 8 期 2014 年 8 月
搅拌摩擦焊材料流动黏滞滑动模型
朱智斌 1, 崔俊华 1,2, 郭正华 1, 冯占荣 1, 赖晓春 3
(1.南 昌 航 空 大 学 轻 合 金 加 工 科 学 与 技 术 国 防 重 点 学 科 实 验 室 , 江 西 南 昌 330063; 2.西 北 工 业 大 学 , 陕 西 西 安 710072; 3.江西省高等院校科技开发办公室, 江西 南昌 330063)
Δu=us-uw
=
2-σv σv
λ μ
τs,
(4)
Welding Technology Vol.43 No.8 Aug. 2014
因此,
令
Ls
=
2-σv σv
λ,
可得:
us=uw
+
2-σv σv
λ μ
τs=uw
+
Ls μ
τ,
(5)
式中: μ 为流体黏度; Ls 为材料在壁面上的滑动距离。
2 搅拌摩擦焊数值模型 搅拌摩擦焊接过程中, 焊件的温度分布与焊缝
(14)
20 ·试验与研究·
式(12)~(14)中: hup, hdown 分别为焊件与空气 和 垫 板 间 的 热 交 换 系数 , 取 hup=100 W/(m2·K), hdown=1 000 W/(m2·K)[7]; T0 为室温; R 为波尔兹曼常数; ε 表示 表面发射率, ε=0.3。 2.3.2 流场边界条件
0 引言 铝合金激光焊接时的光束反射和等离子体屏蔽
效应极为强烈, 工件对光束能量的吸收很困难, 同 时易产生裂纹、 气孔、 接头软化等缺陷, 铝合金激 光 脉 冲 点 焊 在 20 世 纪 80 年 代 初 期 还 被 认 为 是 不 可能的[1]。 随着技术的发展 , 激光焊接成为铝合金 结构连接最具有技术和经济优势的焊接方法, 由 原来的不可能变成了未来铝焊接技术的主要发展
0
图 1 几何模型
50
100
2.2 控制方程
将处于稳定焊接状态下的焊件材料视为流体进
行研究时, 假设其为各向同性、 黏性、 不可压缩非
牛顿层流流体, 并通过黏度将温度场与材料流动场
进行耦合分析。
质量守恒方程为:
Δ
ρ ·U=0,
(6)
动量守恒方程为:
ΔΔ
ΔΔ
ρ(U· )U= ·[-pI+μ( U+( U)T)]+F,
所以, 由式 (1) 和式 (2) 可以得到材料因滑
动而产生的速度变化量:
22 2 2 2 2 us-uw=
2-σv σv
λ
鄣u 鄣n
+ λ2 s2
鄣2u 鄣n2
+…
s
。
(3)
根 据 Navier-Stokes 方 程 和 库 埃 塔 流 动 法 则 [4],
令 Δu=us-uw, 式 (3) 可表示为:
(7)
能量守恒方程为:
Δ ΔΔ
ρCU· T= ·(ner-Hollomon 流动应 力公式可知, 流体材料的黏度[5]为:
·试验与研究· 19
姨
1姨
姨
姨姨
姨姨
姨姨
μ=a
sinh
姨姨 姨姨
1
姨 3 姨 姨
姨姨
姨 姨 Q1 γ觶 e RT
姨m
姨 姨
姨姨
姨 姨 姨
图 4 纵截面速度分布云图
4 结论 针对焊接过程出现的相对滑动现象建立的黏滞
滑动数学模型, 在经过基于流体力学所建立的数值 模型进行仿真分析后, 所得的温度场和速度场与实 际吻合, 验证了所建立的黏滞滑动模型的有效性。
Welding Technology Vol.43 No.8 Aug. 2014 文 章 编 号 :1002-025X(2014)08-0021-03
焊接方向
图 2 温度分布云图 焊接方向
图 3 速度分布云图
此外, 从纵截面速度分布云图 (图 4) 中可以发 现, 焊缝金属材料流动速度分布与焊缝宏观组织形 貌较吻合, 且金属流动最大速度出现在靠近轴肩边 缘的轴肩内侧 (约 85%轴肩半径处), 而不是搅拌头 边缘, 这与程磊等人[3]所得结果吻合。
3 结果分析 搅拌摩擦焊作为一种固相连接方法, 焊件材料
在焊接过程中并未熔化, 其最高温低于熔点。 模拟 结果如图 2 所示, 焊接过程中焊件的最高温度为 734.63 K (约为材料熔点的 80%), 且其温度分布以 搅 拌 头 为 中 心 向 外 辐 射 呈 椭 圆 状 , 这 与 McClure 等 人 对 [10] 同 种 材 料 进 行 试 验 所 测 得 的 结 果 吻 合 。 焊 接 过程中, 焊缝材料虽紧贴搅拌头流动, 但因为达到 材料熔点而始终处于拟塑性状态, 其高黏度的特征 使得金属在搅拌头壁面上发生滑动。 模拟所得黏滞 流动速度分布如图 3 所示, 其最大速度为 0.184 6 m/s,
6061-T6 铝 合 金 热 导 率 、 比 热 容 、 密 度 和 屈 服 应力都随温度的变化而变化 , 其准确数据 是 [8-9] 获得 更精确结果的前提。
焊接技术 第 43 卷第 8 期 2014 年 8 月
小 于 该 点 所 对 应 搅 拌 头 旋 转 线 速 度 。 这 与 Liechty[2] 等人试验所得的结论吻合。
本模型在模拟时, 将搅拌头固定、 焊件材料作 为流体沿焊接方向的负方向流入并流出求解域。 由 于金属的塑性流动只发生在焊缝, 故焊件外表面作
为流体流动壁条件时, 满足移动壁条件。 材料流入、 流出速度与移动壁上材料流动速
度为:
u=ui,1 =uo,1 =um,w =-uweld,
(15)
式中: ui,1 为材料流入求解域的速度; uo,1 为材料流出
激光峰值功率的变化, 结果表明, 焊前预热能有效抑制焊接裂纹, 极大地提高了焊点拉力, 同时在预热条件下, 较低的激光峰值功率
亦能获得很大的焊点拉力。
关键词: 铝合金; 激光点焊; 预热; 裂纹
中图分类号: TG456.7
文献标志码: B
DOI:10.13846/12-1070/tg.2014.08.008
热源为焊件提供热量, 主要由四部分组成: 轴
肩与焊件间的摩擦生热, 搅拌针侧面与焊件间的摩
擦生热, 搅拌针底部与焊件间的摩擦生热和材料塑
性变形产热。 其表达式[6]为:
q1+q2+q3=φ·τyield n·(x2+y2)-uweld·y , 姨x2+y2
(10)
τyield= ReL , 姨3
(11)
材料的流动行为是焊接头成形质量的决定性因素。 在此耦合温度场与材料流动速度场, 建立基于流体 力学的黏滞滑动数值模型, 对 6061-T6 铝合金 FSW 焊接过程进行模拟, 分析室温为 273.15 K, FSW 焊 接 过 程 中 搅 拌 头 转 速 为 600 r/min, 焊 接 速 度 为 0.001 6 m/s 时焊件的温度分布和焊缝材料黏性流动 规律。 2.1 几何模型
关键词: COMSOL Multiphysics; 搅拌摩擦焊; 黏滞滑动; 材料流动
中图分类号: TG456.9; O242.1