PET吹瓶常见问题
PET瓶注拉吹瓶成型缺陷和排除办法

2.空气湿度大
1.设置空气过滤装置
2.降低吹入空气湿度
瓶子太软
1.设计不良 2.加工温太高
1.改进设计
2.尽量在低温下注胚和吹瓶成型
吹瓶后有焦臭味
1.加温太高
2.压缩空气不良3.使用劣质原料1. Nhomakorabea低吹瓶温度
2.整理空压机和过滤器
3.使用正规材料
瓶子装水后一段时间水变味
1.瓶子乙醛含量过高
2.修正模具
pp>瓶胚有银纹或发黄
塑料分解
1.降低干燥温度,延长干燥时间
2.调整注射速度
3.降低料温
4.降低热咀温度
pp>瓶胚有气泡
干燥不足
1.加强干燥2.增加料温3.降低螺杆转速
瓶胚内有不规则环槽
水汽冷凝在型芯型腔
1.加强车间干燥2.提高冷却水温
3.擦干模具
pp>瓶胚在浇口部拉裂
1.热流道口与浇口 不同心
PET瓶注拉吹瓶成型缺陷和排除办法
缺陷
原因
排除方法
pp>瓶胚底部发白
1.热流道温度不足
2.料温不足
1.加强隔热措施2.调高该处热咀温度3.适当提高料温4.加快注速5.降低保压6.减慢冷却水流速
pp>瓶胚不透明
1.原料干燥不足
2.原料塑化不足
3.pp>瓶胚壁厚过大或 冷却不足
4.混入其它塑料
5.料温太低
2.加大冷却
3.加强倒索
4.清理螺杆咀
5.增加保压
瓶胚脱膜后弯曲
1.浇口孔偏心
2.冷却不均匀
1.修正模具 2.降低保压
3.增加注速 4.延长冷却
5.清理水道 6.加大冷却水压水量
PET吹瓶过程不原因分析及改善方法
4、胚管壁厚不均匀或注射密度不均匀
5、加热不均匀
1、延迟吹气时间或增加拉伸杆下降速度
2、调整磁极开关或者拉伸杆下降的位置
3、调整拉伸杆位置
4、改善胚管品质
5、改善加热条件,或检查胚管自传是否有问题
故障4、PET瓶壁厚度不均
排除方法
原因:
1、拉伸杆位置不在胚管中心
2、吹气孔不对称,孔径不一
3、拉伸杆率过低或吹胀比例太小
4、胚管在加热炉不自转
5、胚管壁厚不均或注射密度不均
1、调整拉伸杆位置
2、调整吹气孔位置及孔径
3、加大拉伸倍率或吹胀比例
4、检查自传装置
4、改善胚管品质
故障5、瓶上部太厚
排除方法
原因:
1、上部温度过低
2、模具排气孔位置距上部太远
3、拉伸倍率过低
4、瓶上部吹胀比过低
5、拉伸杆速度太慢
1、调整上部温度
2、调整排气孔位置
3、加大拉伸倍率
4、改善瓶胚设计
5、调整拉伸杆速度
故障6、瓶底太薄
排除方法
原因:
1、开始吹气时间过早
2、底部温度过高
3、胚管底部太薄
1、延迟开始吹气时间
2、降低底部温度
3、增加胚管底部厚度
故障7、瓶合模线明显
排除方法
原因:
1、合模压力不够
2、封口时间过早
3、模具问题具是否未压紧
PET吹瓶过程不原因分析及改善方法
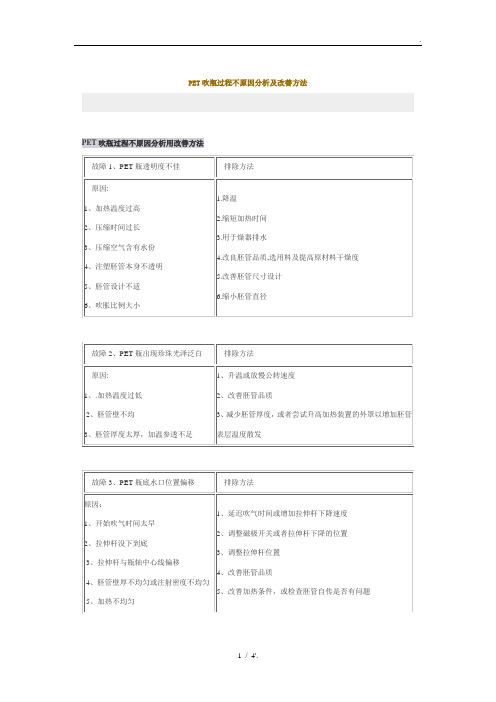
PET吹瓶过程不原因分析用改善方法
故障1、PET瓶透明度不佳
排除方法
原因:
1、加热温度过高
2、压缩时间过长
3、压缩空气含有水份
4、注塑胚管本身不透明
PET吹瓶常见问题处理

吹瓶知识1.容量低的措施:¥、把底部加热、颈部加热¥、设定点升高一点¥、个别的把流量阀调大¥、把排气时间延长一点2.增加瓶子耐热的措施:¥、把实际加热百分比提高¥、增加模具温度¥、把瓶胚加热至结晶3.AL1:瓶胚预热前设置的加热百分比,4.AL2:瓶胚在烘箱中的加热百分比,过高会产生白雾5.Exhaust Silencer 排气消音器,3-Way Valve 三通阀Hollow rod 中空轴Compensation slive 压力补偿片Bottle exit guides 瓶子送出轨道Oven driving 烘炉驱动Transfer 输送Synchronism 同步调节器Spindle chain 转子链Pulse detector 齿轮探测器Disc 止动板Shoes pad 加紧板Pattern 阵列Query 质问、疑问Blend 混合Identical 同一的、完全相同的、有同一原因的、恒等的Cross section 截形Stanted 两点间的距离Horizontal 水平Construction 构造、建筑Vertical 垂直Flip 翻转Attributes 属性、特征Define 下定义、限定、规定Gemetry 几何学Item 条、项、项目Visible 可看见的Varying 变化的、不同General 总的综合的Merge 合并Quilt 被子6.瓶子发白:¥局部:相应的区段增加加热(过渡拉平)整体:¥瓶胚设定点温度太低,Setpoint太低¥增加加热灯数目¥增加多个加热区的加热百分比7.瓶子混浊不透明:加热过渡¥降低加热百分比¥降低Setpoint¥减少加热灯数目¥提高吹风风量8.瓶底里面有皱折:底部加热过分或预吹瓶有问题;¥降低底部加热温度;¥提前预吹时间;¥提高预吹瓶压力;¥增大预吹瓶气流量;9.底部放大镜想象:¥升高底部的加热;¥减小底部其他部位的加热;¥提高预吹瓶压力;¥提高气流量;¥提前预吹时间;10.底偏:¥减小加热比列;¥提高拉伸杆活塞压力;¥调节拉伸杆和底模间的距离;¥延后预吹时间;¥减小预吹压力;¥减小吹瓶时间¥减少瓶胚对中程度;¥检查拉平杆上的导向环和喷嘴扩散器11.花状瓣瓶底发白:原因:瓶底温度太低;瓶底塑料太少;注塑点偏离中心。
PET瓶注拉吹瓶成型缺陷和排除办法

PET瓶注拉吹瓶成型缺陷和排除办法缺陷原因排除方法pp>瓶胚底部发白1•热流道温度不足2•料温不足1 .加强隔热措施2 .调咼该处热咀温度3.适当提高料温4.加快注速5.降低保压6 .减慢冷却水流速pp>瓶胚不透明1•原料干燥不足2•原料塑化不足3. PP>瓶胚壁厚过大或冷却不足4•混入其它塑料5 .料温太低1保证干燥四小时以上2.升高料温3.提高螺杆转速4.检查是否干燥料温太小或注射量不相配,必须保证原料在16 5度干燥至水分含量少于0 . 0 2 % 5 .加强冷却,改薄壁厚pp>瓶胚由透明变不透明脱膜温度太高1 .加强冷却水2 .延长冷却时间3.改变注射时间pp>瓶胚一侧有雾影1.保压太咼2.底膜浇口孔偏心1.减低压力2.修正模具pp>瓶胚有银纹或发黄塑料分解1.降低干燥温度,延长干燥时间2.调整注射速度3.降低料温4.降低热咀温度pp>瓶胚有气泡干燥不足1.加强干燥2 .增加料温3.降低螺杆转速瓶胚内有不规则环槽水汽冷凝在型芯型腔1 .加强车间干燥2 .提咼冷却水温3 .擦干模具pp>瓶胚在浇口部拉裂1.热流道口与浇口不同心2.浇口倒扣3.浇口区太热1 .修正模具2 .修正浇口3 .延长冷却时间4、增加注速或注射时间5 .力卩强浇口隔热瓶胚口未满注或有溶接纹1.排气不良2.注射偏心1 .加大排气槽 2.清洗唇模3 .减低注速4.修正模具底模浇口孔pp>瓶胚边厚边溥1.模具制造不良2.浇口孔偏位3.注射压力过高4.型芯移位1.修正模具2.提高料温3.调低压力4•米用高强度高精度和型芯可调整结构的模具瓶胚表面凹陷1 .料温太高2.注速太短3 .保压太短4.注射时间太短5 .冷却不足1.降低料温2.降低注速3.增加保压4.增加注射时间5 .增加水压瓶胚浇口拉丝1.隔热不良2 .冷却不足3.热流内有压力4.螺杆止逆不良5 .保压太低1.保证浇口部隔热2.加大冷却3.加强倒索4.清理螺杆咀5 .增加保压瓶胚脱膜后弯曲1.浇口孔偏心2.冷却不均匀1 .修正模具 2 .降低保压3 .增加注速4.延长冷却5 .清理水道6 .加大冷却水压水量瓶胚加温后弯曲1•瓶胚偏心2.调温孔或调温座偏心1.修正模具2.修正调温定位部件3.降低调温度,特别是弯曲部位调温温度3 .瓶胚密度不pp>吹瓶局部发白瓶胚调温不足增加PP>瓶胚温度及内外均匀性瓶胚调温后发白在发白段瓶胚调温太咼保证PP>瓶胚在80度至110度PP>吹瓶pp>瓶子吹不胀1.气压气量不足2.瓶胚调温不足3.瓶胚注塑缺陷1•增加气压气量2.提高胚温2 .用100度开水检查PP>瓶胚是否软化均匀拉穿胚底1.胚底温太高2.胚身温太低3.塑料降解严重1.调整胚温2.拉查更换瓶胚及原料,加强干燥瓶胚偏心1 .吹气太早2.风压太咼3 •拉伸杆与瓶底不对中4•瓶胚偏心严重5•拉伸杆速度太慢6•拉伸杆离底模大于1.5mm7•瓶胚底温太高1.调慢延时吹气时间2.降低风压3.修正安装状态4.检查修正瓶坯情况5 .调整拉伸气缸压力6.调正拉伸杆末端至底模1—1. 5mm7.降低下端调温温度瓶身在垂直方向未吹满1 •不满部分瓶胚调温太咼2•不满部分瓶胚有冷块3 .风压风量不足4.吹瓶模排1 .调正PP>瓶胚温度2.不触摸加热后的胚身,查清冷硬块是否碰触过3.加大储气气压气量4 .增加排气 5.在吹瓶模加开冷却水6 .修正模具气不良5.吹瓶模温太高6 •瓶胚壁太薄7.瓶子纵向拉伸比不足7.加大拉伸比(纵向)pp>瓶子园周方向壁厚不均匀1 .瓶胚偏心2.调温不均匀3.排气不良1.改进瓶胚模具2.改进调温设备3.将不良部分pp>瓶胚温度降低4.增大排气瓶子底部有火山口”犬凸起瓶胚底部太冷或瓶胚其它地方温度太高提早吹气时间,调整调温温度吹后瓶子局部发白1.局部调温不足2.局部拉伸比太大3.压缩空气中有水份1.增加瓶胚温度2.检查瓶胚设计3.加强滤水滤油瓶子垂直承载力不良1.壁厚不均匀2.瓶胚加温温度太高3.瓶子形状不良1.改善瓶子壁厚均匀2.尽量低温高压成型3.改善瓶型设计瓶子易跌破1.底部壁厚未适当拉伸2.塑料高温降解1.改善底部拉伸比2.加强注胚前原料干燥3.降低生产温度瓶子内有麻点、白雾1.吹入不洁空气2.空气湿度大1.设置空气过滤装置2.降低吹入空气湿度瓶子太软 1 .设计不良 1 .改进设计2.加工温太高 2 .尽量在低温下注胚和吹瓶成型吹瓶后有焦臭味1 .加温太高2.压缩空气不良3.使用劣质原料1.降低吹瓶温度2.整理空压机和过滤器3.使用正规材料瓶子装水后一段时间水变味1.瓶子乙醛含量过高2.原料不当1 .采用低温注胚和吹瓶2.检查原料加工前乙醛含量,排除劣质原料。
【VIP专享】PET吹瓶常见问题

故障1:PET瓶透明度不佳原因:1、加热温度过高 2、加热时间过长 3、压缩空气含有水份 4、注塑胚管本身不透明 5、胚管设计不适 6、吹胀比例太小排除方法:1、降温 2、缩短加热时间 3、用干燥器除水 4、改良胚管品质,选择用料及提高原料干燥度 5、改善胚管尺寸设计 6、缩小胚管直径故障2:PET瓶出现珍珠光泽泛白原因:1、加热温度过低 2、胚管壁厚不均 3、胚管厚度太厚,加温渗透不足排除方法:1、升温或放慢公转速度 2、改善胚管品质 3、减少胚管厚度,或尝试升高加热装置的外罩,以增加胚管表层温度散发故障3:PET瓶底水口位置偏移原因:1、开始吹气时间太早 2、拉伸杆没下到底 3、拉伸杆与瓶轴中心线偏移 4、胚管壁厚不均匀或注射密度不均 5、加热不均匀排除方法:1、延迟吹气时间或增加拉伸杆下降速度 2、调整磁极开关的位置 3、调整拉伸杆位置 4、改善胚管品质 5、改善加热条件,或检查胚管自转有否问题故障4:PET瓶壁厚不均原因:1、拉伸杆位置不在胚管中心 2、吹气孔不对称,孔径不一 3、拉伸倍率过低或吹胀比例太小 4、胚管在加热炉中不自转 5、胚管壁厚不均或注射密度不均排除方法:1、调整拉伸杆位置 2、调整吹气孔位置及孔径 3、加大拉伸倍率或吹胀比例 4、检查自转装置 5、改善胚管品质故障5:瓶上部太厚原因:1、上部温度过低 2、模具排气孔位置距上部太远 3、拉伸倍率过低 4、瓶上部吹胀比过低 5、拉伸杆速度太慢排除方法: 1、上部加温 2、调整排气孔位置 3、加大拉伸倍率 4.改变瓶形状 5.调整拉伸杆速度故障6:瓶底太薄原因:1、开始吹气时间过早 2、底部温度过高 3、胚管底部太薄排除方法: 1、延迟开始吹气时间 2、降低底部温度 3、增加胚管底部厚度故障7:瓶合模线明显原因:1、合模压力不够 2、封口时间过早 3、模具问题 4、胚管牙口尺寸与模具配合不符排除方法: 1、加大合模压力,调整合模撑杆角度(<5度)2、后移合模行程开关位置3、修理模具或检查模具装配位置,如导柱有否松脱,或模具是否未压紧4、维修模具牙口配合位故障8:瓶底部或瓶颈卷起、积料原因: 1、延时吹气时间太长 2、一个卷,一个良好 3、积料处温度太低 4、动作用气压不稳定,影响拉伸杆下降速度排除方法: 1、缩短延时吹气时间或减低拉伸杆下降速度 2、调低卷瓶一边的气量 3、增加胚管该处的加热温度 4、加设储气罐于动作气源,或缩短供气管路故障9:瓶底拉伸穿孔原因:1、温度未够,未渗透 2、延时拉伸时间太长 3、拉伸比太大 4、胚管底部太薄5、拉伸杆头太尖排除方法: 1、加温 2、缩短延时拉伸时间 3、减少拉伸比 4、改善胚管底部设计 5、修圆拉伸杆头故障10:瓶底爆破原因:1、延时吹气时间太短 2、延时开模时间太短 3、温度太高 4、排气阀不工作排除方法: 1、加长延时吹气时间或增加拉伸杆下降速度 2、加长延时开模时间 3、降温 4、用汽油清洗排气阀故障11:瓶底不饱满原因:1、瓶底温度太高 2、模具瓶底处排气孔不足或不均匀 3、拉伸杆未到底部 4、拉伸杆头设计不符合胚管底部形状 5、吹气压力不足 6、吹气阀流量不足 7、瓶底曲线设计不佳排除方法: 1、降低加热区底部温度或用湿布降低胚管底部温度 2、增加排气孔数量并使其分布均匀 3、调整拉伸杆到瓶底 4、更换拉伸杆头 5、加大吹气压力 6、用汽油清洗吹气阀 7、增加瓶底曲线流线型设计故障12:原因:1、若相对于胚管牙部在某一特定方位则为胚管厚薄不均的原因 2、若相对模具合模线在某一特定方位则为模具排气问题 3、胚管加热不均匀 4、模具底部设计不佳排除方法: 1、改善胚管厚薄设计 2、改善模具底部排气孔 3、改善加热条件 4、改善底部设计故障13:吹瓶机无电源指示原因:1、插座无电 2、保险管坏 3、线头脱落 4、安全紧急掣未开启 5、电源开关是否打开置于ON处 6、指示灯损坏 7、加热炉内控制插座的小型断路器是否合上排除方法: 1、检查插座有无电,漏电开关是否跳闸 2、检查线路有否短路,然后更换保险管 3、接好接头 4、打开紧急安全掣 5、电源开关打在ON处 6、更换指示灯 7、合上断路器故障14:无封口及拉伸动作原因:1、合模行程不到位 2、合模行程开关坏 3、电线脱落 4、延时拉伸时间继电器损坏 5、升降电磁阀和拉伸电磁阀损坏 6、气缸进、排气节流阀堵塞或关死 7、相应电磁阀故障 8、延时拉伸时间设定为“0”排除方法:1、前移合模碰块 2、更换合模行程开关 3、接好线头 4、更换时间继电器 5、更换电磁阀 6、检查孔位,确保畅通 7、检查有关电磁阀 8、延时拉伸时间设定不可少于“0”故障15:圆盘不转原因:1、保险丝断,圆盘不转 2、交流接触器、热继电器损坏 3、电机缺相(嗡嗡响)排除方法: 1、用万用表阻挡(R×1)测量保险管电阻,若为0,说明良好;若为∞,说明已断。
PET吹瓶常见问题

故障1:PET瓶透明度不佳ﻫ原因:1、加热温度过高2、加热时间过长3、压缩空气含有水份4、注塑胚管本身不透明5、胚管设计不适6、吹胀比例太小排除方法:1、降温2、缩短加热时间3、用干燥器除水4、改良胚管品质,选择用料及提高原料干燥度5、改善胚管尺寸设计6、缩小胚管直径ﻫ故障2:PET瓶出现珍珠光泽泛白原因:1、加热温度过低2、胚管壁厚不均3、胚管厚度太厚,加温渗透不足排除方法:1、升温或放慢公转速度2、改善胚管品质3、减少胚管厚度,或尝试升高加热装置得外罩,以增加胚管表层温度散发故障3:PET瓶底水口位置偏移ﻫ原因:1、开始吹气时间太早2、拉伸杆没下到底3、拉伸杆与瓶轴中心线偏移4、胚管壁厚不均匀或注射密度不均5、加热不均匀ﻫ排除方法:1、延迟吹气时间或增加拉伸杆下降速度2、调整磁极开关得位置3、调整拉伸杆位置4、改善胚管品质5、改善加热条件,或检查胚管自转有否问题故障4:PET瓶壁厚不均原因:1、拉伸杆位置不在胚管中心2、吹气孔不对称,孔径不一3、拉伸倍率过低或吹胀比例太小4、胚管在加热炉中不自转5、胚管壁厚不均或注射密度不均ﻫ排除方法:1、调整拉伸杆位置2、调整吹气孔位置及孔径3、加大拉伸倍率或吹胀比例4、检查自转装置5、改善胚管品质故障5:瓶上部太厚ﻫ原因:1、上部温度过低2、模具排气孔位置距上部太远3、拉伸倍率过低4、瓶上部吹胀比过低5、拉伸杆速度太慢ﻫ排除方法: 1、上部加温2、调整排气孔位置3、加大拉伸倍率4。
改变瓶形状 5.调整拉伸杆速度ﻫ故障6:瓶底太薄原因:1、开始吹气时间过早2、底部温度过高3、胚管底部太薄排除方法: 1、延迟开始吹气时间2、降低底部温度3、增加胚管底部厚度ﻫ故障7:瓶合模线明显ﻫ原因:1、合模压力不够2、封口时间过早3、模具问题4、胚管牙口尺寸与模具配合不符排除方法: 1、加大合模压力,调整合模撑杆角度(<5度)2、后移合模行程开关位置3、修理模具或检查模具装配位置,如导柱有否松脱,或模具就是否未压紧4、维修模具牙口配合位ﻫ故障8:瓶底部或瓶颈卷起、积料原因: 1、延时吹气时间太长2、一个卷,一个良好3、积料处温度太低4、动作用气压不稳定,影响拉伸杆下降速度ﻫ排除方法: 1、缩短延时吹气时间或减低拉伸杆下降速度2、调低卷瓶一边得气量3、增加胚管该处得加热温度4、加设储气罐于动作气源,或缩短供气管路故障9:瓶底拉伸穿孔原因:1、温度未够,未渗透2、延时拉伸时间太长3、拉伸比太大4、胚管底部太薄5、拉伸杆头太尖ﻫ排除方法: 1、加温2、缩短延时拉伸时间3、减少拉伸比4、改善胚管底部设计5、修圆拉伸杆头ﻫ故障10:瓶底爆破原因:1、延时吹气时间太短2、延时开模时间太短3、温度太高4、排气阀不工作ﻫ排除方法: 1、加长延时吹气时间或增加拉伸杆下降速度2、加长延时开模时间3、降温4、用汽油清洗排气阀ﻫ故障11:瓶底不饱满原因:1、瓶底温度太高2、模具瓶底处排气孔不足或不均匀3、拉伸杆未到底部4、拉伸杆头设计不符合胚管底部形状5、吹气压力不足6、吹气阀流量不足7、瓶底曲线设计不佳ﻫ排除方法: 1、降低加热区底部温度或用湿布降低胚管底部温度2、增加排气孔数量并使其分布均匀3、调整拉伸杆到瓶底4、更换拉伸杆头5、加大吹气压力6、用汽油清洗吹气阀7、增加瓶底曲线流线型设计ﻫ故障12: ﻫ原因:1、若相对于胚管牙部在某一特定方位则为胚管厚薄不均得原因 2、若相对模具合模线在某一特定方位则为模具排气问题 3、胚管加热不均匀4、模具底部设计不佳ﻫ排除方法: 1、改善胚管厚薄设计 2、改善模具底部排气孔 3、改善加热条件 4、改善底部设计ﻫ故障13:吹瓶机无电源指示ﻫ原因:1、插座无电 2、保险管坏3、线头脱落4、安全紧急掣未开启5、电源开关就是否打开置于ON处6、指示灯损坏 7、加热炉内控制插座得小型断路器就是否合上ﻫ排除方法: 1、检查插座有无电,漏电开关就是否跳闸2、检查线路有否短路,然后更换保险管 3、接好接头 4、打开紧急安全掣 5、电源开关打在ON处 6、更换指示灯7、合上断路器ﻫ故障14:无封口及拉伸动作原因:1、合模行程不到位 2、合模行程开关坏 3、电线脱落4、延时拉伸时间继电器损坏 5、升降电磁阀与拉伸电磁阀损坏6、气缸进、排气节流阀堵塞或关死7、相应电磁阀故障 8、延时拉伸时间设定为“0”ﻫ排除方法:1、前移合模碰块 2、更换合模行程开关3、接好线头4、更换时间继电器 5、更换电磁阀6、检查孔位,确保畅通 7、检查有关电磁阀 8、延时拉伸时间设定不可少于“0”故障15:圆盘不转ﻫ原因:1、保险丝断,圆盘不转 2、交流接触器、热继电器损坏3、电机缺相(嗡嗡响)排除方法: 1、用万用表阻挡(R×1)测量保险管电阻,若为0,说明良好;若为∞,说明已断。
吹塑PET瓶常见的问题和解决方法
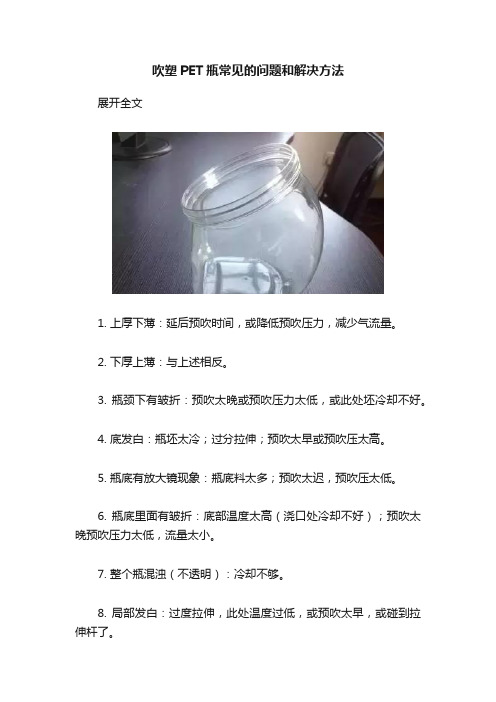
吹塑PET瓶常见的问题和解决方法
展开全文
1. 上厚下薄:延后预吹时间,或降低预吹压力,减少气流量。
2. 下厚上薄:与上述相反。
3. 瓶颈下有皱折:预吹太晚或预吹压力太低,或此处坯冷却不好。
4. 底发白:瓶坯太冷;过分拉伸;预吹太早或预吹压太高。
5. 瓶底有放大镜现象:瓶底料太多;预吹太迟,预吹压太低。
6. 瓶底里面有皱折:底部温度太高(浇口处冷却不好);预吹太晚预吹压力太低,流量太小。
7. 整个瓶混浊(不透明):冷却不够。
8. 局部发白:过度拉伸,此处温度过低,或预吹太早,或碰到拉伸杆了。
9. 瓶底偏心:与瓶坯温度、拉伸、预吹、高压吹等都可能有关系。
降低瓶坯温度;加快拉伸速度;检查拉杆头与底模间的间隙;延后预吹,减小预吹压力;延后高压吹;检查瓶坯是否偏心。
PET吹瓶机常见质量故障及解决方法

一)AA值过高1、原料性能有质量问题→原料进仓前检验原料的质量。
2、干燥效果不良→检查干燥机运行情况(如:露点、干燥温度/时间)。
3、炮筒加热温度太高→在保证质量前提下尽量将温度降低。
4、螺杆背压太高→在质量前提下将背压设为(400~600Psi)。
5、周期时间太长→优化周期时间(避免原料在螺杆停留时间过长)。
(二)瓶胚发黄1、干燥时间过长/温度太高→把已过度干燥的原料放出,重新抽料干燥。
2、炮筒温度过高→将温度降低(一般在瓶胚不产生白雾温度提升2~5℃)为正常温度。
3、模具温度过高→将温度降至合适温度(275~280℃)。
4、原料在螺杆停留时间过长→将炮筒高温的原料空注出来。
(三)壁厚变化率过大1、螺杆温度过高→适当调低螺杆温度。
2、螺杆背压过大→将螺杆背压调至合当压力。
3、注射速度太快→适当调低注射速度(一般注射时3.5~4S)。
4、模冷却水温太高→检查冷却循环水温度(9~11℃±2℃)。
5、冷却时间太短→加长冷却时间(一般设为3~4S)。
(四)表面擦痕(胚身/螺纹)1、模具有粘料→清理模具。
2、模具损坏→更换损坏部件或修复。
3、取出板吸筒损坏→更换损坏吸筒或修复。
4、模唇顶出位置/压力过大→将顶出位置/压力调至合适状态。
5、取出板位置不当→检查取出板吸筒与模唇距离位置(一般设为:22mm)。
(五)IV降过大1、原料存放时间过长→原料做到先进先出方法使用。
2、干燥效果不良→检查干燥机是否正常,保养干燥机,检查干燥珠使用时间(一般2~3年更换)。
3、炮筒加热温度过高→在保证质量前提下尽量将温度降低。
4、螺杆背压过大→在质量前提下将背压,一般设为:400~600Psi。
5、模具加热温度过高→降低温具加热温度,一般设为:280~285℃。
6、瓶胚存放时间过长或仓库境温度、湿度过高→检查仓库的湿/温度(一般为:70%/28以下),做好先进先出的库存方法。
7、原料本身性能有质量问题→通知供应商处理。
pet塑料瓶质量产生解决及办法
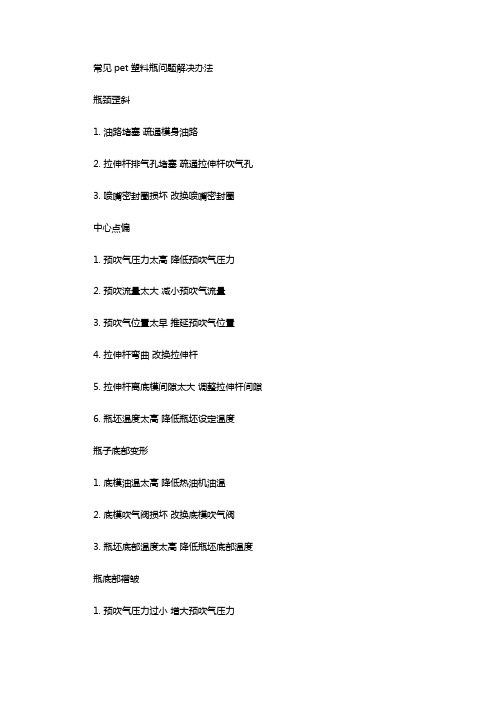
常见pet塑料瓶问题解决办法瓶颈歪斜1. 油路堵塞疏通模身油路2. 拉伸杆排气孔堵塞疏通拉伸杆吹气孔3. 喷嘴密封圈损坏改换喷嘴密封圈中心点偏1. 预吹气压力太高降低预吹气压力2. 预吹流量太大减小预吹气流量3. 预吹气位置太早推延预吹气位置4. 拉伸杆弯曲改换拉伸杆5. 拉伸杆离底模间隙太大调整拉伸杆间隙6. 瓶坯温度太高降低瓶坯设定温度瓶子底部变形1. 底模油温太高降低热油机油温2. 底模吹气阀损坏改换底模吹气阀3. 瓶坯底部温度太高降低瓶坯底部温度瓶底部褶皱1. 预吹气压力过小增大预吹气压力2. 预吹气流量过小增大预吹气流量3. 预吹气太迟提前预吹气硬颈1. 颈部加热不足增加颈部加热量2. 预吹气压力太大减小预吹气压力3. 预吹气流量太大减小预吹气流量4. 预吹气太早延迟预吹气5. 加热炉位置太高调整加热炉位置6. 拉伸杆速度慢检修拉伸气缸合模线成形不良1. 模具补偿密封圈损坏改换补偿密封圈2. 模具间隙调整不妥调整好模具间隙灌前侧壁变形1. 冷却吹气时间太短延长冷却吹气时间2. 模身温度太高降低模身温度3. 拉伸杆中无冷却气吹出检修拉伸杆吹气系统灌后侧壁变形1. 模身温度太低提高模身热油温度2. 瓶坯设定温度太低提高瓶坯设定温度3. 冷却吹气时间太长减少冷却吹气时间4. 塑料散布不匀调整吹瓶工艺使料分布均匀5. 热油流量过小疏通油路及清洗油途经滤网收缩率大1. 模具温度低提高模具温度2. 瓶坯温度低提高瓶坯设定温度3. 冷却吹气时间太长缩短冷却吹气时间4. 油路堵塞疏通油路直径偏大或偏小1. 冷却吹气时间设定不妥调整冷却吹气时间2. 塑料散布不均匀调整工艺使料分布均匀本文由塑料瓶塑料瓶生产厂家整理收集提供!。
吹瓶机常见故障2
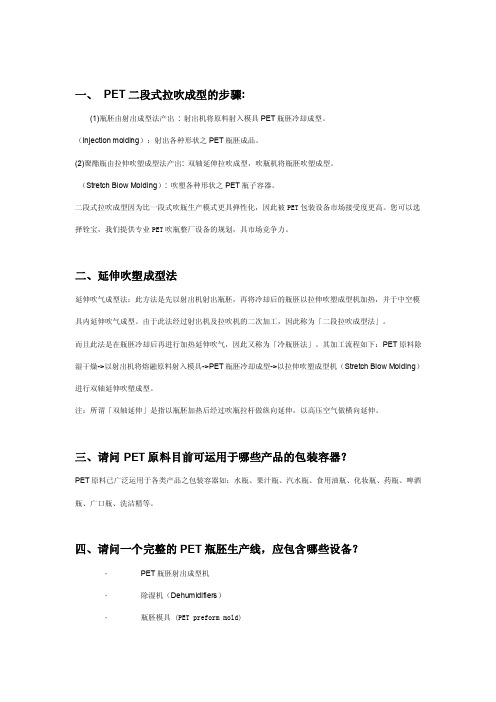
一、PET二段式拉吹成型的步骤:(1)瓶胚由射出成型法产出: 射出机将原料射入模具PET瓶胚冷却成型。
(Injection molding):射出各种形状之PET瓶胚成品。
(2)聚酯瓶由拉伸吹塑成型法产出: 双轴延伸拉吹成型,吹瓶机将瓶胚吹塑成型。
(Stretch Blow Molding): 吹塑各种形状之PET瓶子容器。
二段式拉吹成型因为比一段式吹瓶生产模式更具弹性化,因此被PET包装设备市场接受度更高。
您可以选择铨宝,我们提供专业PET吹瓶整厂设备的规划,具市场竞争力。
二、延伸吹塑成型法延伸吹气成型法:此方法是先以射出机射出瓶胚,再将冷却后的瓶胚以拉伸吹塑成型机加热,并于中空模具内延伸吹气成型。
由于此法经过射出机及拉吹机的二次加工,因此称为「二段拉吹成型法」。
而且此法是在瓶胚冷却后再进行加热延伸吹气,因此又称为「冷瓶胚法」。
其加工流程如下:PET原料除湿干燥->以射出机将熔融原料射入模具->PET瓶胚冷却成型->以拉伸吹塑成型机(Stretch Blow Molding)进行双轴延伸吹塑成型。
注:所谓「双轴延伸」是指以瓶胚加热后经过吹瓶拉杆做纵向延伸,以高压空气做横向延伸。
三、请问PET原料目前可运用于哪些产品的包装容器?PET原料已广泛运用于各类产品之包装容器如:水瓶、果汁瓶、汽水瓶、食用油瓶、化妆瓶、药瓶、啤酒瓶、广口瓶、洗洁精等。
四、请问一个完整的PET瓶胚生产线,应包含哪些设备?·PET瓶胚射出成型机·除湿机(Dehumidifiers)·瓶胚模具 (PET preform mold)·料斗干燥机(Hopper Dryer)·自动抽料机(Auto Loaders)·模温机(Mold Temperature Controllers)·冷冻机(Chiller)·取出机(Robot)·输送带(Conveyor)五、请问一套完整的PET吹瓶生产线,应包含哪些外围设备?1. PET双轴延伸拉吹机-全自动吹瓶机2. 吹瓶模具3. 空压系统**低压空压机**冷冻干燥机**精密过滤器**低压储气桶高压吹瓶:**三段式无油空压机**冷冻干燥机**前置/后置精密过滤器**高压储气桶4. 吹瓶模冷冻机5. 冷却水塔及泵浦。
吹瓶常见缺陷

• 4、正确调整拉伸杆与 底模间隙(瓶胚厚度 旳2/3)
• 5、拉伸阻力太大(气 缸、电磁阀太脏,滑 块、导轨错位)
故障4:偏心
• 原因:
• 1、拉伸杆与模具不对中
• 2、拉伸杆弯曲 • 3、预吹压力太大 • 4、预吹进气太早
• 排除措施:
• 1、调整拉伸杆与模具 对中
• 2、更换拉伸杆 • 3、减小预吹压力 • 4、增大预吹角度
故障5:颈部弯曲(歪脖子)
• 原因:
• 排除措施:
• 1、模具两边温度不一 • 1、查看模具油管子是
致
否脱落、疏通公头
• 2、瓶子颈部积料过厚, • 2、升高所在区温度
受到合模旳碰模就会
(升高所在区旳加热百
发生瓶颈变歪
分比或增长灯管数量)
故障6:掉底
• 原因:
• 1、底模冷却水路不顺 畅
• 排除措施:
• 1、检验底模冷却水管 子是否掉落,疏通公 头
故障7:瓶颈积料(硬环)
• 原因: • 1、预吹压力太大 • 2、预吹进气时间太早 • 3、一区温度不够
• 4、瓶子厚度不均匀
• 排除措施:
• 1、降低预吹压力
• 2、增大预吹角度
• 3、升高一区加热百分 比或增长其灯管数量
• 4、要跟据瓶子旳实际 分区重量、薄厚来调 整各区温度,使瓶颈 物料变少
故障8:瓶合模线明显
• 原因:
• 1、模具间隙过大
• 2、模具中心椎体油污堆 积过多
• 3、模托和模具之间压力 不够
• 4、压力垫漏气 • 5、补偿电磁阀故障
• 排除措施:
• 2、清理或者更换
• 3、增大模托和模具之间 压力
吹塑机吹瓶常见问题解析
吹塑机日常使用中经常会出现吹瓶变形的情况,下边简单介绍下几种不同情况的处理方法:
瓶颈下有皱折的时候,一般是因为瓶颈处的瓶坯冷却不好,或预吹太晚,或预吹压力太低的缘故。
瓶底发白的时候,一般是因为过分拉伸,或瓶坯太冷,或预吹压力太高,或预吹太早。
上厚下薄的情况,一般是由于预吹太早,可以降低预吹压力,或减少气流量,或延迟预吹时间。
下厚上薄的情况,一般是由于预吹太迟,可以增加预吹压力,或增大气流量,或提前预吹时间。
瓶底里面有折皱的情况,一般是由于预吹太晚,或流量太小,或压力太低,或底部温度太高的缘故。
瓶底有放大镜现象的情况,一般是由于预吹太迟,或预吹压力太低,或瓶底料太多的缘故。
瓶子局部发白的情况,一般是由于过度拉伸,或发白处温度过低,或碰到拉伸杆,或预吹太早了的缘故。
整个瓶浑浊的情况,一般是由于冷却不够的缘故。
瓶底偏心的情况,与瓶坯温度、拉伸、预吹、高压吹等情况都是可能相关的。
PET瓶注拉吹瓶成型缺陷和排除办法
2.空气湿度大
1.设置空气过滤装置
2.降低吹入空气湿度
瓶子太软
1.设计不良 2.加工温太高
1.改进设计
2.尽量在低温下注胚和吹瓶成型
吹瓶后有焦臭味
1.加温太高
2.压缩空气不良
3.使用劣质原料
1.降低吹瓶温度
2.整理空压机和过滤器
3.使用正规材料
瓶子装水后一段时间水变味
1.瓶子乙醛含量过高
1保证干燥四小时以上2.升高料温3.提高螺杆转速4.检查是否干燥料温太小或注射量不相配,必须保证原料在165度干燥至水分含量少于0.02%5.加强冷却,改薄壁厚
pp>瓶胚由透明变不透明
脱膜温度太高
1.加强冷却水2.延长冷却时间
3.改变注射时间
pp>瓶胚一侧有雾影
1.保压太高
2.底膜浇口孔偏心
1.减低压力
pp>吹瓶局部发白
瓶胚调温不足
增加pp>瓶胚温度及内外均匀性
瓶胚调温后发白
在发白段瓶胚调温太高
保证pp>瓶胚在80度至110度pp>吹瓶
pp>瓶子吹不胀
1.气压气量不足
2.瓶胚调温不足
3.瓶胚注塑缺陷
1.增加气压气量
2.提高胚温
2.用100度开水检查pp>瓶胚是否软化均匀
拉穿胚底
1.胚底温太高
2.胚身温太低
2.提高料温
3.调低压力
4.采用高强度高精度和型芯可调整结构的模具
瓶胚表面凹陷
1.料温太高
2.注速太短
3.保压太短
4.注射时间太短
5.冷却不足
1.降低料温
2.降低注速
3.增加保压
怎样延长PET吹瓶机的使用寿命
怎样延长PET吹瓶机的使用寿命PET吹瓶机是制造塑料瓶子的重要机器,然而它的零部件使用寿命有限,一旦出现问题就需要更换或维修,给企业造成生产压力和经济损失。
因此,如何延长PET吹瓶机的使用寿命,提高生产效率成了企业必须面临的问题。
本文将从以下几个方面讨论如何延长PET吹瓶机的使用寿命。
1.合理使用PET吹瓶机PET吹瓶机在使用时需要按照操作规程进行,严防操作失误和设备故障。
特别是在设备运转时,需要对设备进行观察,及时处理设备问题,避免工作温度过高,导致设备变形,影响使用寿命。
在使用中,要逐步提速,让设备处于一个平稳的状态下运行。
尤其是要注意调节温度和压力,使温度和压力适合物料的成型,不要盲目提高温度和压力,因为长时间的高温高压会导致设备损伤,使用寿命缩短。
2.注意设备保养为了延长PET吹瓶机的使用寿命,也需要注重设备保养。
设备在使用过程中需要定期进行检查,包括检查机器内的润滑油,检查零部件磨损程度等。
在使用之前要进行设备清洁,清洗设备,尤其是进料口的积尘、杂质等,防止杂质进入设备内部,造成设备故障。
在设备清洁后要对润滑油进行更换,确保机器内部零件的润滑情况。
同时要记得对设备进行紧固,避免长时间使用导致设备松动需要更换的情况。
3.完善保险系统严密的保险系统能够保证设备的安全性,也能够延长设备的使用寿命。
针对PET吹瓶机,必须完善保险系统,将保险机构应用于设备上,如断电保护、停机保护、过载保护等措施。
让设备在面对异常情况时能够减少损失,保证设备寿命。
4.及时维修PET吹瓶机出现问题时,不要盲目忽视,也不要使用不当的方式进行修理。
最好的方法是及时联系专业的技术人员,确保机器能够在最短的时间内恢复正常。
同时,在出现问题后要对机器进行修理,清除故障根源,防止机器继续损坏。
结论以上是关于延长PET吹瓶机使用寿命的几个措施,希望能够给有需要的企业提供一些参考和帮助。
在设备使用的过程中,尤其是与设备保养,设备及时维修,以及严格按照操作规程使用设备这几个方面需要特别注意,才能更好地延长设备的使用寿命,提高设备的生产效率。
PET吹瓶常见问题

故障1:PET瓶透明度不佳原因:1、加热温度过高2、加热时间过长3、压缩空气含有水份4、注塑胚管本身不透明5、胚管设计不适6、吹胀比例太小排除方法:1、降温2、缩短加热时间3、用干燥器除水4、改良胚管品质,选择用料及提高原料干燥度5、改善胚管尺寸设计6、缩小胚管直径故障2:PET瓶出现珍珠光泽泛白原因:1、加热温度过低2、胚管壁厚不均3、胚管厚度太厚,加温渗透不足排除方法:1、升温或放慢公转速度2、改善胚管品质3、减少胚管厚度,或尝试升高加热装置的外罩,以增加胚管表层温度散发故障3:PET瓶底水口位置偏移原因:1、开始吹气时间太早2、拉伸杆没下到底3、拉伸杆与瓶轴中心线偏移4、胚管壁厚不均匀或注射密度不均5、加热不均匀排除方法:1、延迟吹气时间或增加拉伸杆下降速度2、调整磁极开关的位置3、调整拉伸杆位置4、改善胚管品质5、改善加热条件,或检查胚管自转有否问题故障4:PET瓶壁厚不均原因:1、拉伸杆位置不在胚管中心2、吹气孔不对称,孔径不一3、拉伸倍率过低或吹胀比例太小4、胚管在加热炉中不自转5、胚管壁厚不均或注射密度不均排除方法:1、调整拉伸杆位置2、调整吹气孔位置及孔径3、加大拉伸倍率或吹胀比例4、检查自转装置5、改善胚管品质故障5:瓶上部太厚原因:1、上部温度过低2、模具排气孔位置距上部太远3、拉伸倍率过低4、瓶上部吹胀比过低5、拉伸杆速度太慢排除方法:1、上部加温2、调整排气孔位置3、加大拉伸倍率4.改变瓶形状5.调整拉伸杆速度故障6:瓶底太薄原因:1、开始吹气时间过早2、底部温度过高3、胚管底部太薄排除方法:1、延迟开始吹气时间2、降低底部温度3、增加胚管底部厚度故障7:瓶合模线明显原因:1、合模压力不够2、封口时间过早3、模具问题4、胚管牙口尺寸与模具配合不符排除方法:1、加大合模压力,调整合模撑杆角度(<5度)2、后移合模行程开关位置3、修理模具或检查模具装配位置,如导柱有否松脱,或模具是否未压紧4、维修模具牙口配合位故障8:瓶底部或瓶颈卷起、积料原因: 1、延时吹气时间太长2、一个卷,一个良好3、积料处温度太低4、动作用气压不稳定,影响拉伸杆下降速度排除方法:1、缩短延时吹气时间或减低拉伸杆下降速度2、调低卷瓶一边的气量3、增加胚管该处的加热温度4、加设储气罐于动作气源,或缩短供气管路故障9:瓶底拉伸穿孔原因:1、温度未够,未渗透2、延时拉伸时间太长3、拉伸比太大4、胚管底部太薄5、拉伸杆头太尖排除方法: 1、加温2、缩短延时拉伸时间3、减少拉伸比4、改善胚管底部设计5、修圆拉伸杆头故障10:瓶底爆破原因:1、延时吹气时间太短2、延时开模时间太短3、温度太高4、排气阀不工作排除方法:1、加长延时吹气时间或增加拉伸杆下降速度2、加长延时开模时间3、降温4、用汽油清洗排气阀故障11:瓶底不饱满原因:1、瓶底温度太高2、模具瓶底处排气孔不足或不均匀3、拉伸杆未到底部4、拉伸杆头设计不符合胚管底部形状5、吹气压力不足6、吹气阀流量不足7、瓶底曲线设计不佳排除方法:1、降低加热区底部温度或用湿布降低胚管底部温度2、增加排气孔数量并使其分布均匀3、调整拉伸杆到瓶底4、更换拉伸杆头5、加大吹气压力6、用汽油清洗吹气阀7、增加瓶底曲线流线型设计故障12:原因:1、若相对于胚管牙部在某一特定方位则为胚管厚薄不均的原因 2、若相对模具合模线在某一特定方位则为模具排气问题 3、胚管加热不均匀 4、模具底部设计不佳排除方法: 1、改善胚管厚薄设计 2、改善模具底部排气孔 3、改善加热条件 4、改善底部设计故障13:吹瓶机无电源指示原因:1、插座无电 2、保险管坏 3、线头脱落 4、安全紧急掣未开启 5、电源开关是否打开置于ON处 6、指示灯损坏 7、加热炉内控制插座的小型断路器是否合上排除方法: 1、检查插座有无电,漏电开关是否跳闸 2、检查线路有否短路,然后更换保险管 3、接好接头 4、打开紧急安全掣 5、电源开关打在ON处 6、更换指示灯 7、合上断路器故障14:无封口及拉伸动作原因:1、合模行程不到位 2、合模行程开关坏 3、电线脱落 4、延时拉伸时间继电器损坏 5、升降电磁阀和拉伸电磁阀损坏 6、气缸进、排气节流阀堵塞或关死 7、相应电磁阀故障 8、延时拉伸时间设定为“0”排除方法:1、前移合模碰块 2、更换合模行程开关 3、接好线头 4、更换时间继电器 5、更换电磁阀 6、检查孔位,确保畅通 7、检查有关电磁阀 8、延时拉伸时间设定不可少于“0”故障15:圆盘不转原因:1、保险丝断,圆盘不转 2、交流接触器、热继电器损坏 3、电机缺相(嗡嗡响) 排除方法: 1、用万用表阻挡(R×1)测量保险管电阻,若为0,说明良好;若为∞,说明已断. 2、用万用表ACV250档测交流接触线圈两端的电压,若为0,再测交流接触器线圈上端与热继电器(96)之间的电压,若为220V,则说明热继电器损坏或过载 3、接驳相线故障16:警报响原因:主电机电流过大,热继电器过载电流保护断电排除方法:检查电机故障或调整热继电器过载电流量故障17:空气开关调闸原因:1、火线及调压电路短路 2、电机烧坏排除方法:1、若合上开关就跳闸,先断开加热用空气开关,再合,若再跳,则说明主线路有短路接地,一个一个地合上空气开关,当合上某个时跳,则说明这个空气开关的某个调压电路有问题,再一个个检查 2、若启动电机就跳闸,则说明电机支路有问题。
吹瓶容易出现的问题及分析解决办法)

吹瓶容易出现的问题及分析解决办法)吹瓶容易出现的问题及分析解决办法现在市面上高端的瓶子,一般都采用两步法吹制而成,两步法故明思意就是分两个步聚进行,也叫注拉吹,就是先注塑出瓶胚,然后再用瓶胚吹成瓶子。
因为是用瓶胚来加工吹制的瓶子,所以瓶胚的质量好坏就显得非常重要。
“巧妇难为无米之炊”,没有好的米,当然也不容易做出好的饭来,同理瓶胚不好也较难吹出好的瓶子。
通常吹瓶过程中容易出现几个问题。
吹破瓶子,底部聚料,底部不正,瓶身偏薄,瓶子发白等。
怎样分辨是吹的问题还是瓶胚的问题呢。
现在我从吹出瓶子上的不同状况进行分析;一、瓶子吹破的原因:1、胚管加热不够,没有烤透;2、拉伸杆没有拉到位(到底);3、拉伸杆速度太慢;4、开了温度保护但上下限温度设置得过高。
解决办法:1、产量不变的情况下加高电压。
电压不变情况下减少产量,也就是加长二次吹气的时间。
2、合模后排气,用手将拉伸杆推到模底与模底接触,扭紧限位螺母。
(只限于机械限气缸调节)。
3、将拉伸气缸上的节流阀调到最大。
4、将下限温度调低,一般PET瓶胚设置为85~95度,上限可设置到125~130 度。
二、底部聚料,就是底有很厚的料聚在一起:1、一般为延时吹气时间太长,或一次吹气时间太长;2、就是瓶胚底部没有烤软,跟其它位置温差大。
解决办法:1、减小延时吹气的时间,一般用量为秒左右,可根据瓶子情况增加或减少。
2、用手捏胚管,看是否是底部还很硬,如是则加高对应底部灯管的电压。
三、底部不正原因:1、为拉伸杆速度太慢;2、延时吹气时间不够;3、瓶胚偏心严重。
解决办法:1、将拉伸气缸上的节流阀调到最大;2、加长延时吹气时间;3、测量胚管的偏心度。
(偏心较大时,加温到一定程度胚管会变得弯曲);4、含温度保护项。
四、瓶身偏簿的原因:1、如果瓶底水口位是正中的,那胚管偏心的可能较大,或跟注塑模具冷却水道有关系,冷却不均。
2、胚座有些地方没有转动。
解决办法:1、换另腔胚管试,改注塑模或改注塑工艺。
使用PET吹瓶机要注意的问题

使用PET吹瓶机要注意的问题PET吹瓶机是一种用于制造PET塑料瓶的设备,可以根据需要生产各种形状和大小的瓶子。
但是,在使用PET吹瓶机时需要注意以下问题:1. PET原料的选择PET原料是制造PET塑料瓶的重要材料之一。
在选择PET原料时,要根据需要生产的瓶子种类来选择相应的原料。
同时,要注意原料的颜色、透明度、膨胀性、耐热性等性能指标,以确保生产出的瓶子符合要求。
2. PET原料的贮存PET原料对潮湿、灰尘等外部环境的敏感度较高,贮存时应尽量避免直接暴露在空气中。
在储存PET原料时,应选择干燥、通风、防尘、防潮的环境,以保证原料质量不受污染。
3. PET吹瓶机的维护PET吹瓶机需要定期保养和维护,以延长使用寿命和保证生产质量。
常见的维护工作包括机器清洗、润滑、更换部件等。
另外,使用PET吹瓶机时要注意避免过度挤压和长时间运转,以免对机器造成损伤。
4. 操作员的培训操作PET吹瓶机的操作员需要经过专业的培训,了解机器的基本结构、工作原理、安全操作规程等。
操作PET吹瓶机时,操作员应保持专注,遵守安全操作规程,避免发生意外事故。
5. 瓶子质量的检测PET吹瓶机生产的瓶子需要经过严格的质量检测,以确保其符合产品标准和客户要求。
常见的瓶子质量问题包括瓶子口径不一致、瓶子壁厚不均等。
因此,要加强瓶子质量检测,确保产品质量达到最优。
6. 环境保护PET吹瓶机在生产过程中会产生废弃物和废水等对环境有害的物质,需要采取相应的环保措施加以处理。
在使用PET吹瓶机时,还应注意节能降耗和资源循环利用等环保理念。
综上所述,使用PET吹瓶机要注意上述问题,定期进行维护保养,加强操作员培训,严格质量检测,加强环境保护等方面,才能生产出优秀的PET塑料瓶产品,为行业的发展做出一定的贡献。
pet吹瓶管理制度

pet吹瓶管理制度一、吹瓶的使用规定1. 宠物主人应该选择适合自己宠物的吹瓶,不宜使用过小或者易碎的吹瓶,以免宠物误食或者受伤。
2. 宠物主人使用吹瓶时,应该定期检查吹瓶的外观,如有破损或者变形应立即更换。
3. 宠物主人在给宠物使用吹瓶时,应该控制吹瓶的使用频率,避免宠物因为过量摄食而影响健康。
4. 宠物主人在使用完吹瓶后,应该及时清洗并且放置在宠物无法触及的地方,以免宠物误食或者玩耍,造成不必要的危险。
二、鼓励人们使用环保吹瓶1. 宠物主人可以选择可重复使用的吹瓶,减少一次性吹瓶的使用。
这样不仅可以节约资源,还可以减少环境污染。
2. 政府和相关机构可以开展吹瓶回收并鼓励人们使用环保吹瓶的宣传活动,提高人们对环保吹瓶的认识。
3. 鼓励宠物用品商店提供环保吹瓶,引导消费者选择环保吹瓶,同时也可以通过赠送或者优惠的方式促进人们使用环保吹瓶。
三、加强吹瓶回收再利用1. 政府和相关机构可以建立吹瓶回收站点,方便人们回收吹瓶。
回收站点可以设置在宠物用品商店、宠物医院等地方,方便宠物主人进行回收。
2. 政府和相关机构可以对回收吹瓶给予一定的奖励,鼓励人们积极参与吹瓶回收活动。
奖励可以以现金、优惠券、礼品等形式给予。
3. 回收的吹瓶可以进行分类处理,将可回收、可再利用的吹瓶进行清洗和消毒后,可以重新投入使用。
不可回收的吹瓶可以进行环保处理,避免造成环境污染。
四、加强对宠物吹瓶管理制度的宣传教育1. 政府和相关机构可以定期举办宠物健康、环保等方面的讲座或者宣传活动,加强对宠物吹瓶管理制度的宣传教育,提高宠物主人对宠物吹瓶管理制度的认识和重视程度。
2. 安排专门的宠物健康管理专家进行公开讲座,并鼓励宠物主人参加,提高宠物主人对宠物饲养管理的知识水平。
3. 通过互联网、微信公众号、微博等新媒体平台加强对宠物吹瓶管理制度的宣传,吸引更多的人关注并参与到宠物吹瓶管理制度的建设中。
在宠物吹瓶管理制度建设中,需要政府、相关机构和广大宠物主人的共同努力,才能实现良性的循环管理模式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
故障1: PET瓶透明度不佳原因:1、加热温度过高2、加热时间过长3、压缩空气含有水份4、注塑胚管本身不透明5、胚管设计不适6、吹胀比例太小排除方法:1、降温2、缩短加热时间3、用干燥器除水4、改良胚管品质,选择用料及提高原料干燥度5、改善胚管尺寸设计6、缩小胚管直径故障2:PET瓶出现珍珠光泽泛白原因:1、加热温度过低2、胚管壁厚不均3、胚管厚度太厚,加温渗透不足排除方法:1、升温或放慢公转速度2、改善胚管品质3、减少胚管厚度,或尝试升高加热装置的外罩,以增加胚管表层温度散发故障3:PET瓶底水口位置偏移原因:1、开始吹气时间太早2、拉伸杆没下到底3、拉伸杆与瓶轴中心线偏移4、胚管壁厚不均匀或注射密度不均5、加热不均匀排除方法:1、延迟吹气时间或增加拉伸杆下降速度2、调整磁极开关的位置3、调整拉伸杆位置4、改善胚管品质5、改善加热条件,或检查胚管自转有否问题故障4:PET瓶壁厚不均原因:1、拉伸杆位置不在胚管中心2、吹气孔不对称,孔径不一3、拉伸倍率过低或吹胀比例太小4、胚管在加热炉中不自转5、胚管壁厚不均或注射密度不均排除方法:1、调整拉伸杆位置2、调整吹气孔位置及孔径3、加大拉伸倍率或吹胀比例4、检查自转装置5、改善胚管品质故障5:瓶上部太厚原因:1、上部温度过低2、模具排气孔位置距上部太远3、拉伸倍率过低4、瓶上部吹胀比过低5、拉伸杆速度太慢排除方法:1、上部加温2、调整排气孔位置3、加大拉伸倍率4 •改变瓶形状5 •调整拉伸杆速度故障6:瓶底太薄原因:1、开始吹气时间过早2、底部温度过高3、胚管底部太薄排除方法:1、延迟开始吹气时间2、降低底部温度3、增加胚管底部厚度故障7:瓶合模线明显原因:1、合模压力不够2、封口时间过早3、模具问题4、胚管牙口尺寸与模具配合不符排除方法:1、加大合模压力,调整合模撑杆角度(<5度)2、后移合模行程开关位置3、修理模具或检查模具装配位置,如导柱有否松脱,或模具是否未压紧4、维修模具牙口配合位故障8瓶底部或瓶颈卷起、积料原因:1、延时吹气时间太长2、一个卷,一个良好3、积料处温度太低4、动作用气压不稳定,影响拉伸杆下降速度排除方法:1、缩短延时吹气时间或减低拉伸杆下降速度2、调低卷瓶一边的气量3、增加胚管该处的加热温度4、加设储气罐于动作气源,或缩短供气管路故障9:瓶底拉伸穿孔原因:1、温度未够,未渗透2、延时拉伸时间太长3、拉伸比太大4、胚管底部太薄5、拉伸杆头太尖排除方法:1、加温2、缩短延时拉伸时间3、减少拉伸比4、改善胚管底部设计5、修圆拉伸杆头故障10:瓶底爆破原因:1、延时吹气时间太短2、延时开模时间太短3、温度太高4、排气阀不工作排除方法:1、加长延时吹气时间或增加拉伸杆下降速度2、加长延时开模时间3、降温4、用汽油清洗排气阀故障11 :瓶底不饱满原因:1、瓶底温度太高2、模具瓶底处排气孔不足或不均匀3、拉伸杆未到底部4、拉伸杆头设计不符合胚管底部形状5、吹气压力不足6、吹气阀流量不足7、瓶底曲线设计不佳排除方法:1、降低加热区底部温度或用湿布降低胚管底部温度2、增加排气孔数量并使其分布均匀3、调整拉伸杆到瓶底4、更换拉伸杆头5、加大吹气压力6、用汽油清洗吹气阀7、增加瓶底曲线流线型设计故障12 :原因:1、若相对于胚管牙部在某一特定方位则为胚管厚薄不均的原因2、若相对模具合模线在某一特定方位则为模具排气问题3、胚管加热不均匀4、模具底部设计不佳排除方法:1、改善胚管厚薄设计2、改善模具底部排气孔3、改善加热条件4、改善底部设计故障13:吹瓶机无电源指示原因:1、插座无电2、保险管坏3、线头脱落4、安全紧急掣未开启5、电源开关是否打开置于ON处6、指示灯损坏7、加热炉内控制插座的小型断路器是否合上排除方法:1、检查插座有无电,漏电开关是否跳闸2、检查线路有否短路,然后更换保险管3、接好接头4、打开紧急安全掣5、电源开关打在ON处6、更换指示灯7、合上断路器故障14:无封口及拉伸动作原因:1、合模行程不到位2、合模行程开关坏3、电线脱落4、延时拉伸时间继电器损坏5、升降电磁阀和拉伸电磁阀损坏6、气缸进、排气节流阀堵塞或关死7、相应电磁阀故障8、延时拉伸时间设定为“ 0”排除方法:1、前移合模碰块2、更换合模行程开关3、接好线头4、更换时间继电器5、更换电磁阀6、检查孔位,确保畅通7、检查有关电磁阀8、延时拉伸时间设定不可少于“ 0 ”故障15:圆盘不转原因:1、保险丝断,圆盘不转2、交流接触器、热继电器损坏3、电机缺相(嗡嗡响)排除方法:1、用万用表阻挡(R× 1)测量保险管电阻,若为0,说明良好;若为∞,说明已断。
2、用万用表ACV250档测交流接触线圈两端的电压,若为0 ,再测交流接触器线圈上端与热继电器(96)之间的电压,若为220V,则说明热继电器损坏或过载3、接驳相线故障16:警报响原因:主电机电流过大,热继电器过载电流保护断电排除方法:检查电机故障或调整热继电器过载电流量故障17:空气开关调闸原因:1、火线及调压电路短路2、电机烧坏排除方法:1、若合上开关就跳闸,先断开加热用空气开关,再合,若再跳,则说明主线路有短路接地,一个一个地合上空气开关,当合上某个时跳,则说明这个空气开关的某个调压电路有问题,再一个个检查2、若启动电机就跳闸,则说明电机支路有问题故障18:灯管不亮原因:1、调压电路损坏2、灯管灯丝断3、可控硅损坏或断线4、灯管断线排除方法:1、用万用表ACV250档测灯管两端电压2、若有220V,则灯管灯丝断,拆下,用万用表RX 1档复查3、若为“ 0”检查对应的调压电路,先测有否电压输出,再测有否电压输入,若有输入而无输出,一般是可控硅损坏或电位器脱焊4、当调整电位器时,指示灯有明暗变化,可说明可控硅完好,断定为灯管断线。
故障19:开模后拉伸杆未能上升返回原位原因:1、磁极开关位置太低,拉伸杆到达拉伸位底后气缸的活塞未经过磁极开关2、拉伸杆拉伸速度太快。
排除方法:1、先以手动把拉伸杆上升原位,再调整磁极开关至较高位置,确保拉伸杆拉伸到达位底时磁极开关能感应到活塞2、顺时针方向旋紧拉伸气缸下方的单向节流阀接头的螺丝,减低拉伸杆下降的速度,注意改变拉伸杆的速度后可能会影响吹瓶的效果,可适当地调整“延时吹气”的时间设定,作出配合,达到拉伸杆到达瓶底时即开始吹气的理想效果。
故障20:合模气缸发出磨擦声音原因:合模气缸的底部活动连杆缺润滑油排除方法:结合模气缸底部活动连杆加上润滑油故障21:吹气时模具内发出爆炸声原因:1、圭寸口压力不够2、圭寸口胶垫圈有裂痕或损耗3、圭寸口电磁阀故障4、未安全排气卸压便开模5、中途停电6、消音器被灰尘堵塞排除方法:1、封口气缸面的面积以增加封口压力,或增加封口的动作压力,但注意不能超过10KG/CM2 2、更换封口胶垫圈3、检查封口电磁阀4、消除排气阀故障,或增加延迟开模时间,或检查合模曲撑装置是否出现故障。
5、改善供电系统6、用柴油清洗消音器故障22:胚管不能自转原因:1、熔断器烧断2、自转电机故障3、胚管座轴承损坏4、调速器故障排除方法:1、更换熔断器2、检查自转电机链条是否调得过紧,或有否其它故障3、更换轴承4、检查调速器是否正常合模销轴断裂产生原因:连杆、曲臂与合模气缸外角度小于180度,合模速度太快或中间转动螺套紧固螺母未上紧而碰撞中间的气缸叉块。
解决办法:调好距离,让合模气缸角度大于180度,但在吹瓶时要求不胀模(指在吹瓶时由于连杆距离未调好,所以导致模具在通入高压气时分开一段距离,此时不但会影响产品的容量,而且会直接影响产品质量)。
油雾器堵塞产生原因:长时间未开动机器,机油太浓。
解决办法:换机油及清洗油雾器。
黄油管爆裂产生原因:黄油管内有空气时强行打油,密封圈螺丝上的太紧,长时间未开机导致黄油变硬。
解决办法:用力轻压,用机油与黄油稀释的润滑油。
电磁阀堵塞产生原因:压缩空气不干净,无润滑油或长时间无油工作导致密封圈磨损。
解决办法:换密封圈,拆开电磁阀用酒精清洗。
气缸密封圈爆裂产生原因:压缩空气不干净,气缸内有杂质或长时间无油状况下干摩擦。
解决办法:更换新的密圭寸圈。
在半自动状态下按下合模按纽后,机器不合模产生原因:合模电眼未对好,合模电磁阀的中间继电器烧坏。
解决办法:校正合模电眼,更换新的继电器开关。
吹瓶机在吹瓶时封口处漏气产生原因:密封圈坏掉,封口筒或封口帽有松动。
解决办法:更换Φ26× 1.65的密封圈,拧紧封口帽并加以固定。
吹瓶机在吹瓶时拉伸杆速度时快时慢产生原因:动作气压小于8kgf∕cm2 ,拉伸活塞环有松动造成漏气有阻力影响拉伸杆速度,气缸干摩擦无油润滑。
解决办法:检查气源(空压机),更换密封圈,给气缸加气缸专用油,保证润滑。
高压调压阀的小孔有漏气现象产生原因:1、打开供气开关时开启速度过快2、高压阀芯坏3、气路不干净,导致内部油污太多。
解决办法:1、关闭供气开关,排掉压缩气,然后将调压阀拧到最松,再通气重新调压。
2、关闭供气开关,排掉压缩气,然后将调压阀拧到最松,拧开调压阀,用酒精清洗,清洗后装好,再通气重新调压。
3、更换高压阀芯。
吹瓶机在吹瓶时有炸模现象产生原因:1、拉伸与封口的气管混接。
2、曲臂连杆未调整好。
解决办法:1、检查气管,把接错的气管调换2、一般这种情况都是曲臂调的稍紧而造成,必须重新调整。